
Study of Microstructure and Properties of AZ91 Magnesium Alloy Welded Joint with Magnetic Field and TiO2 Activated Flux

Abstract
:1. Introduction
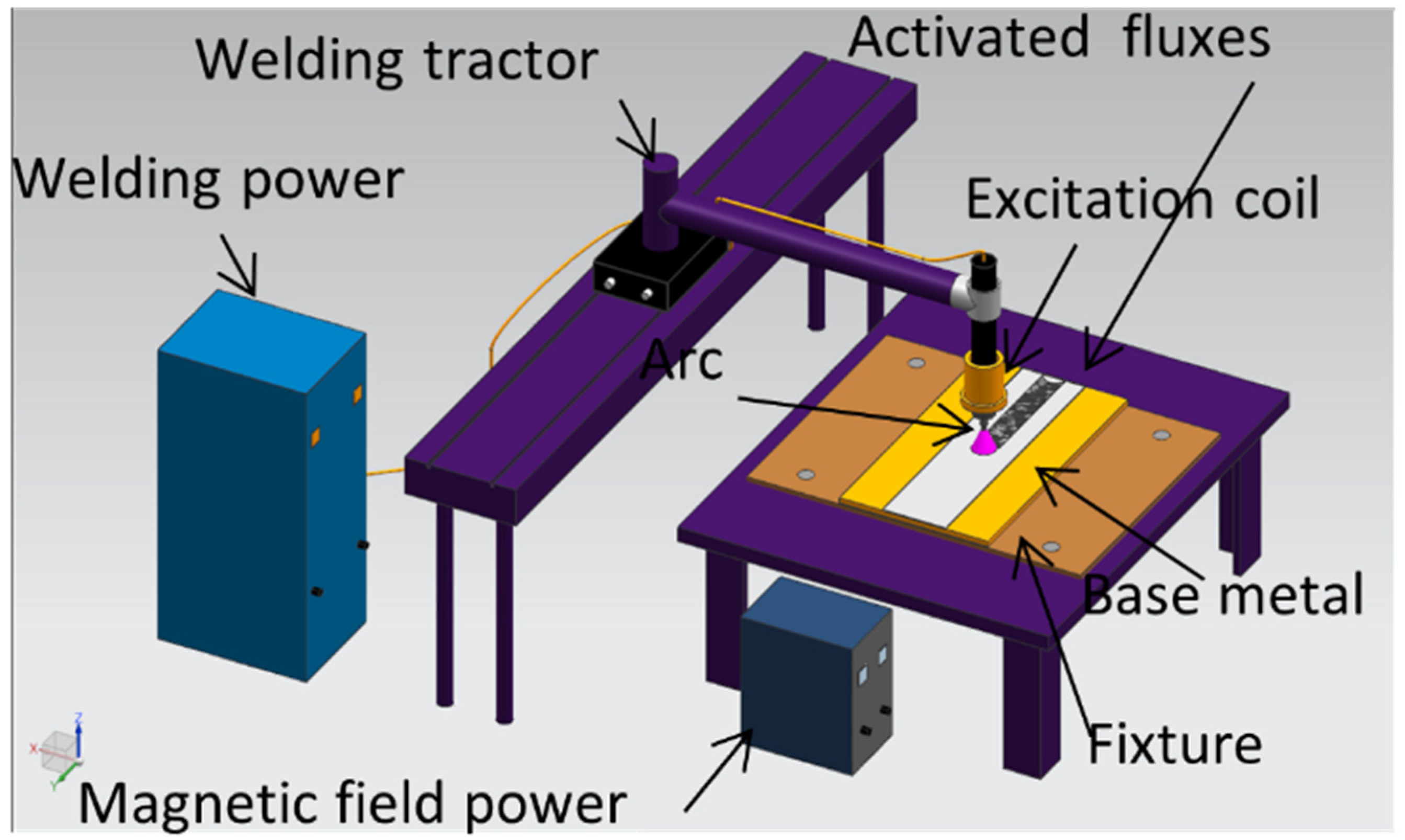
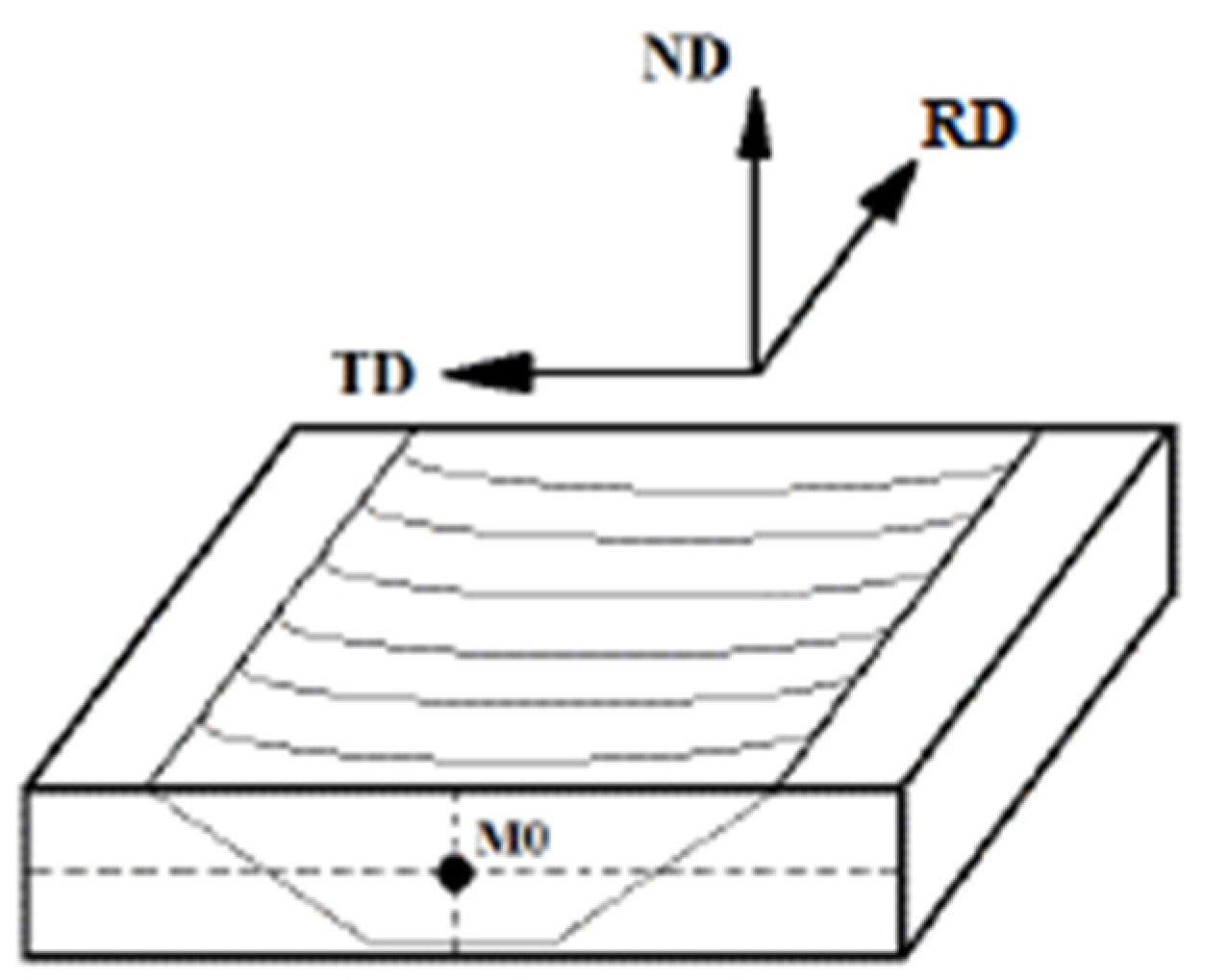
2. Materials and Methods
3. Results and Discussion
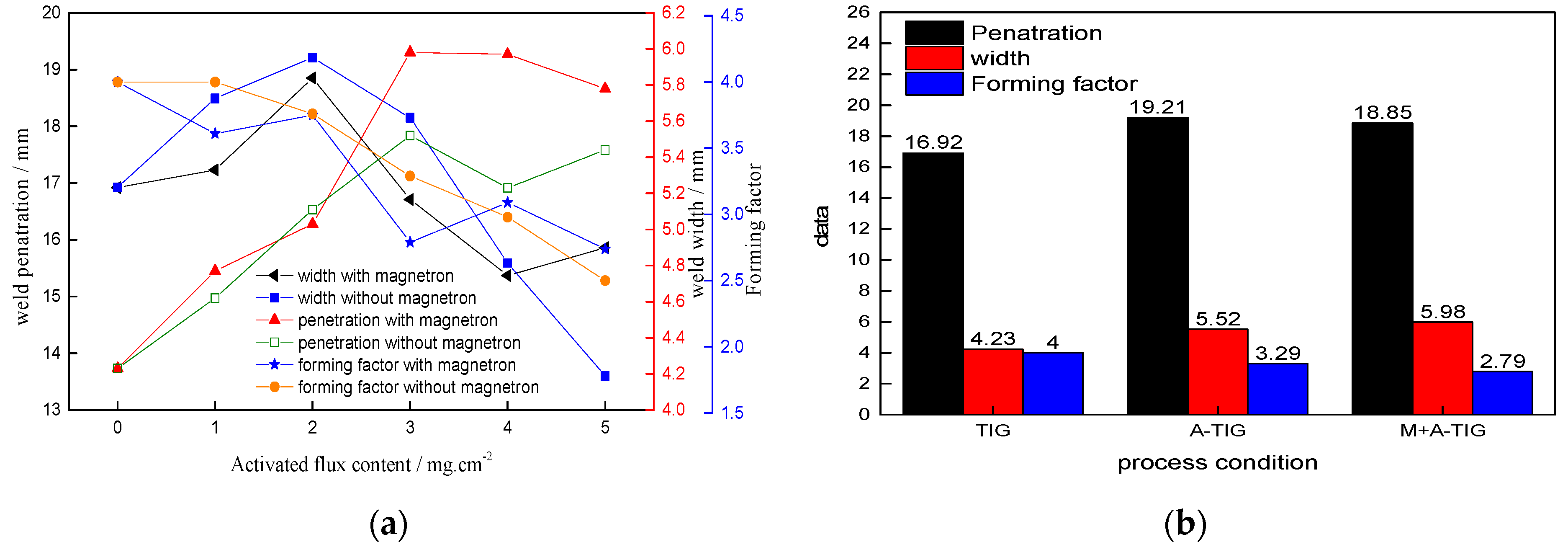
3.1. Formation of the Welded Joints
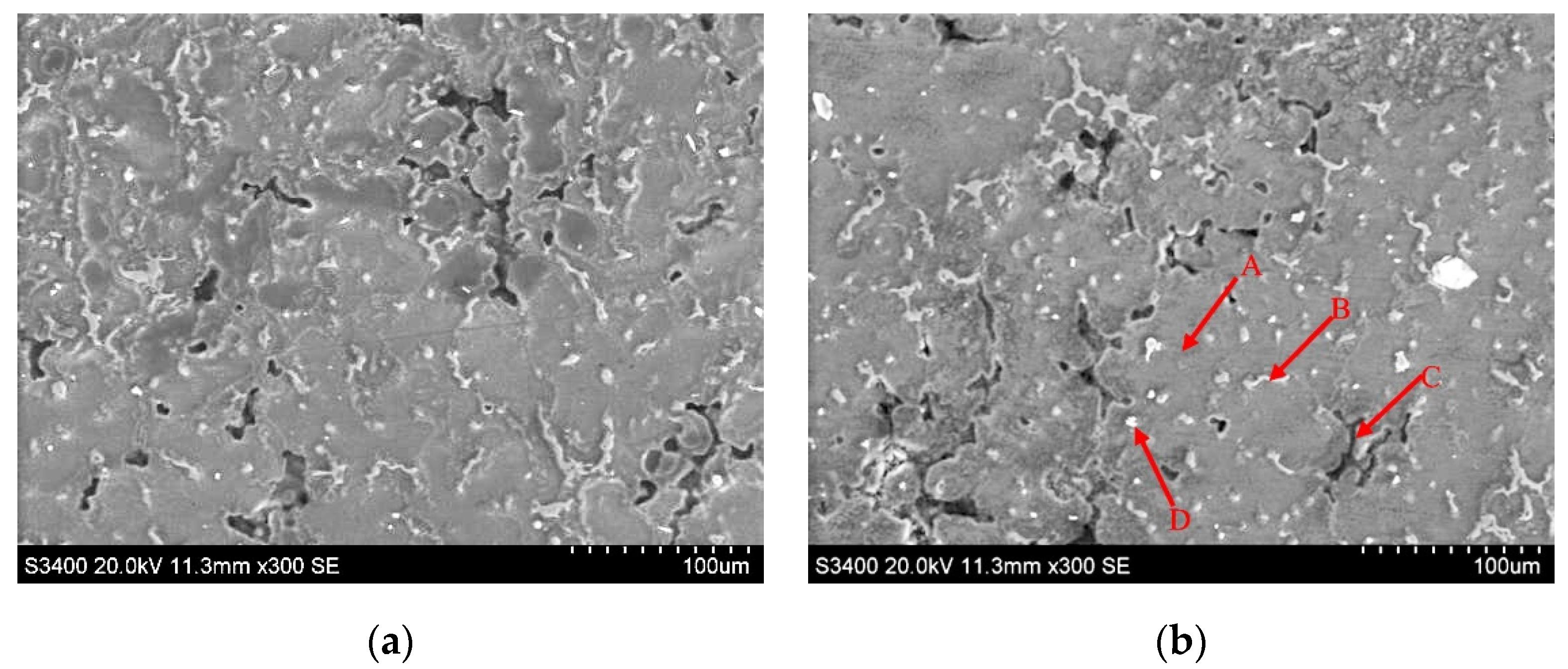
3.2. Microstructure of Welded Joints
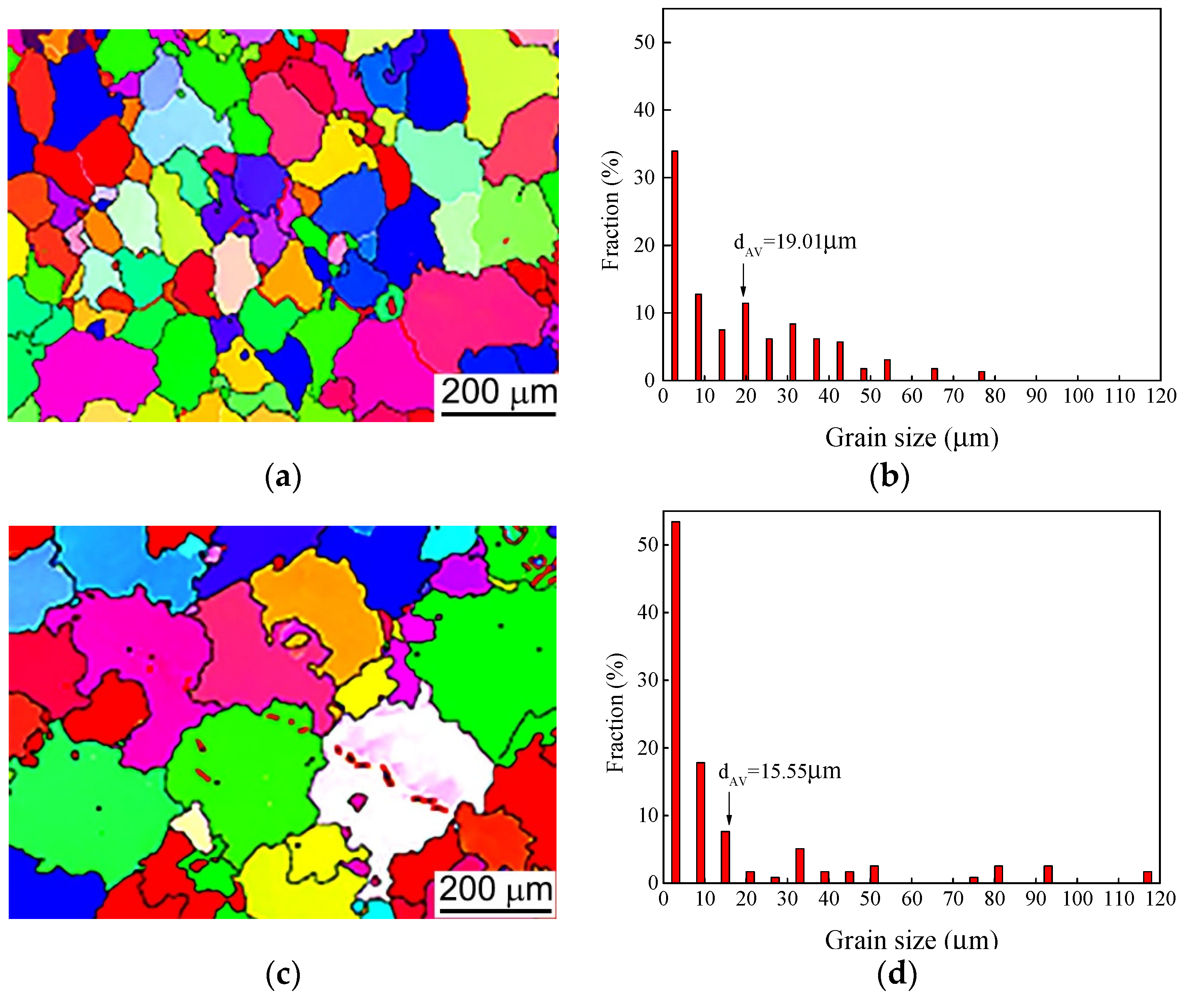
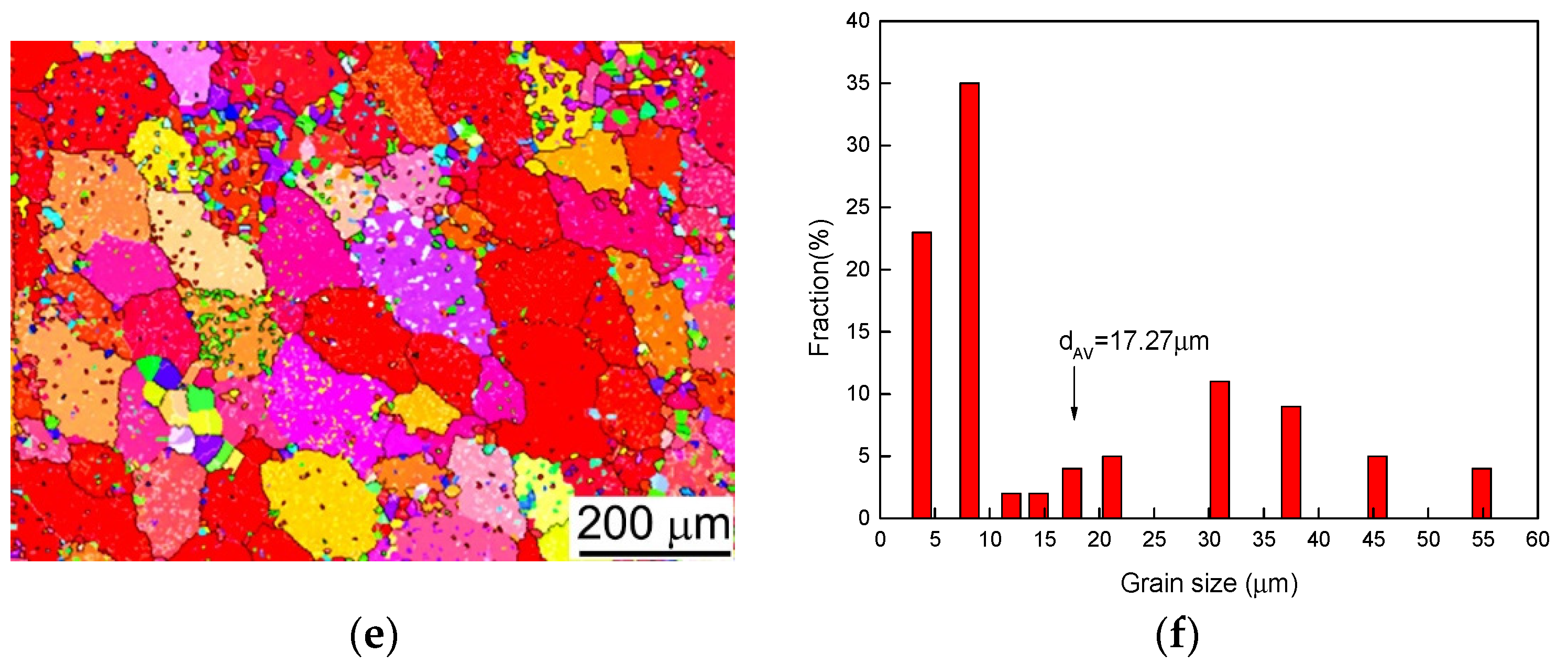
3.3. Change of Grain Size and Orientation of Weld Metal with and without Magnetic Field
3.4. Change of Grain Size and Orientation of Weld Metal with Magnetic Field at Different Activated Flux Coating Amounts
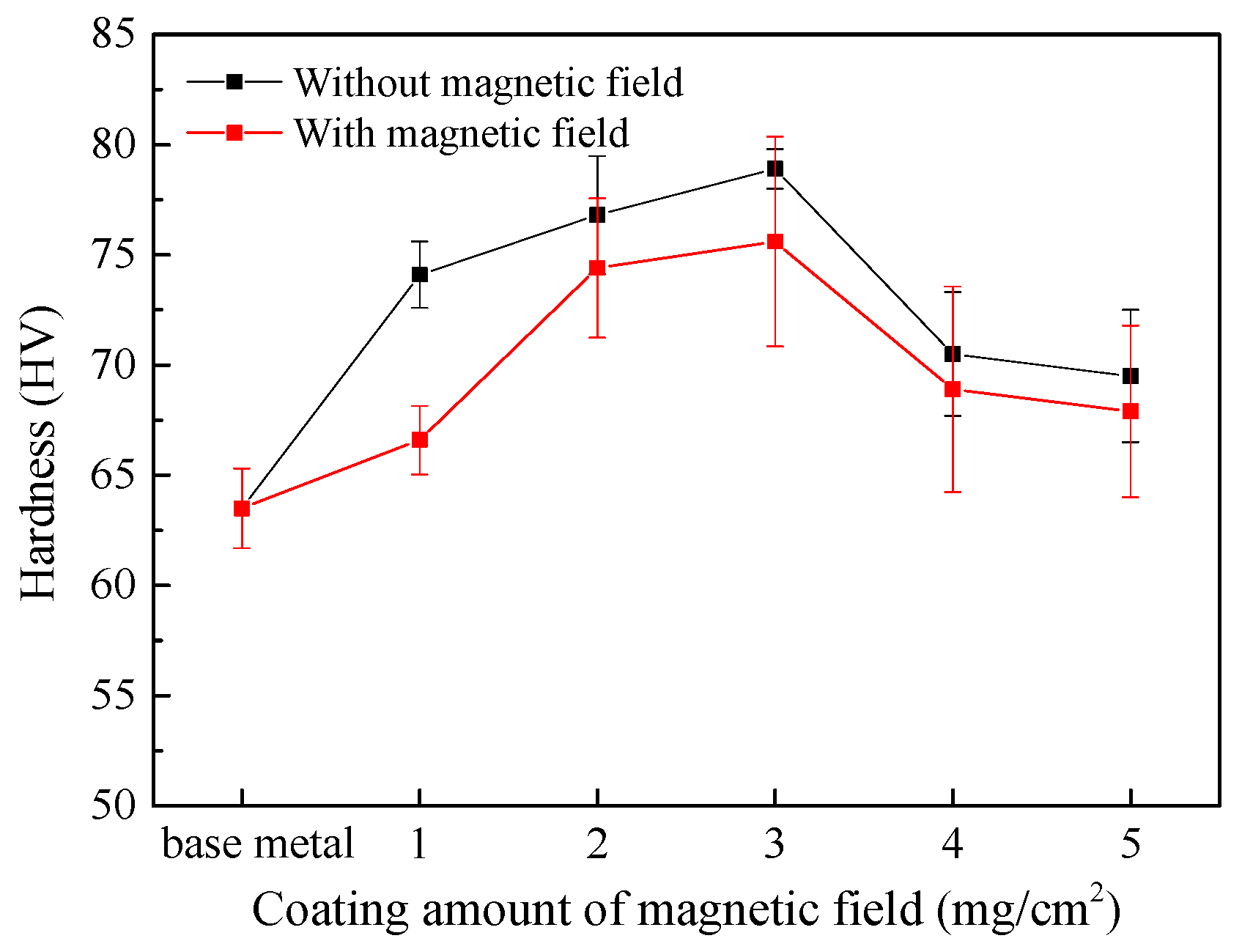
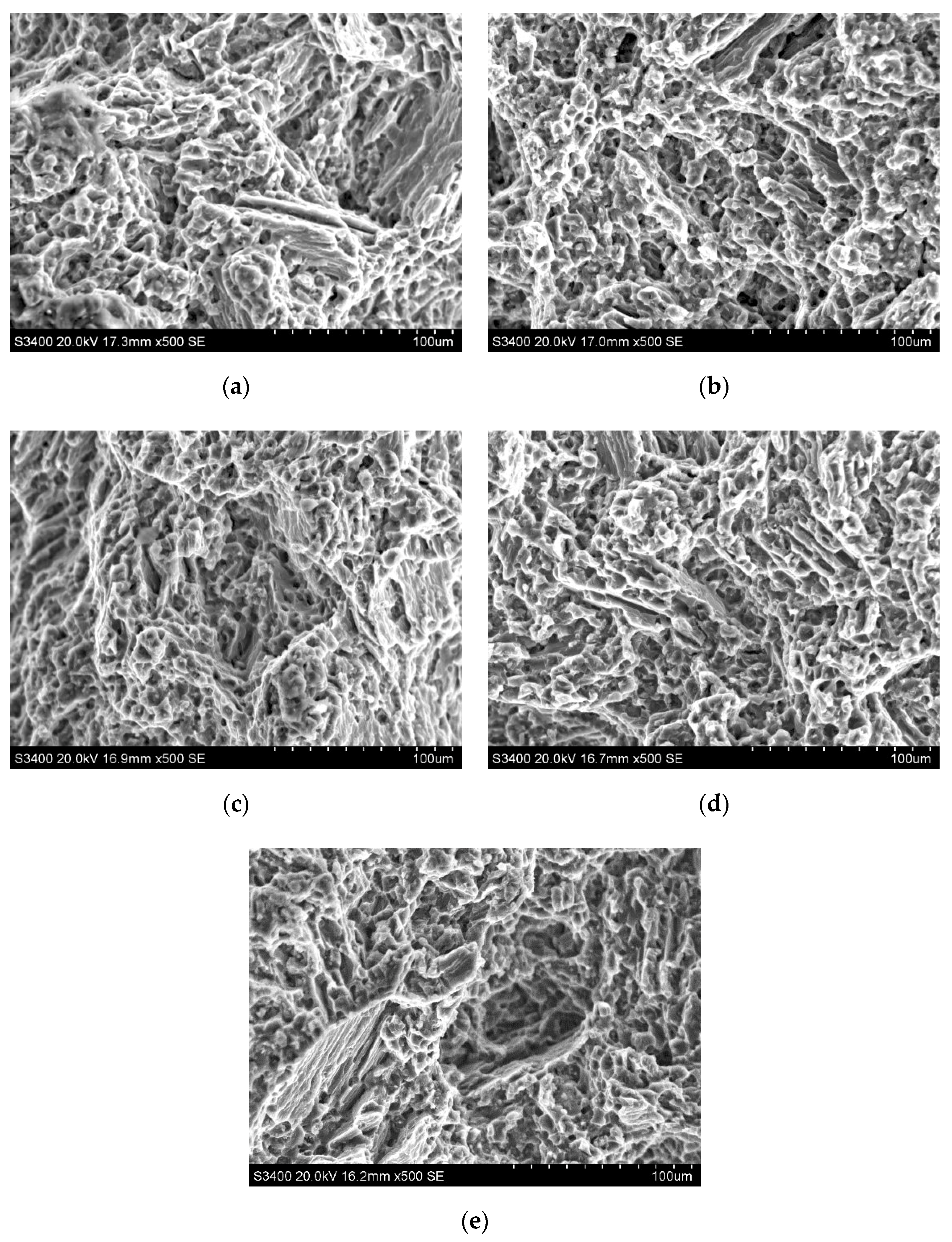
3.5. Mechanical Properties of Welded Joins
4. Conclusions
- (1)
- When the coating amount of activated flux is 3 mg/cm2, the highest penetration of the welded joint is obtained, which is 141% of that without activated flux. Meanwhile, the mechanical properties reach the maximum, which is tensile strength of 292 MPa, elongation of 11.2%, and weld zone hardness of 75.6 HV.
- (2)
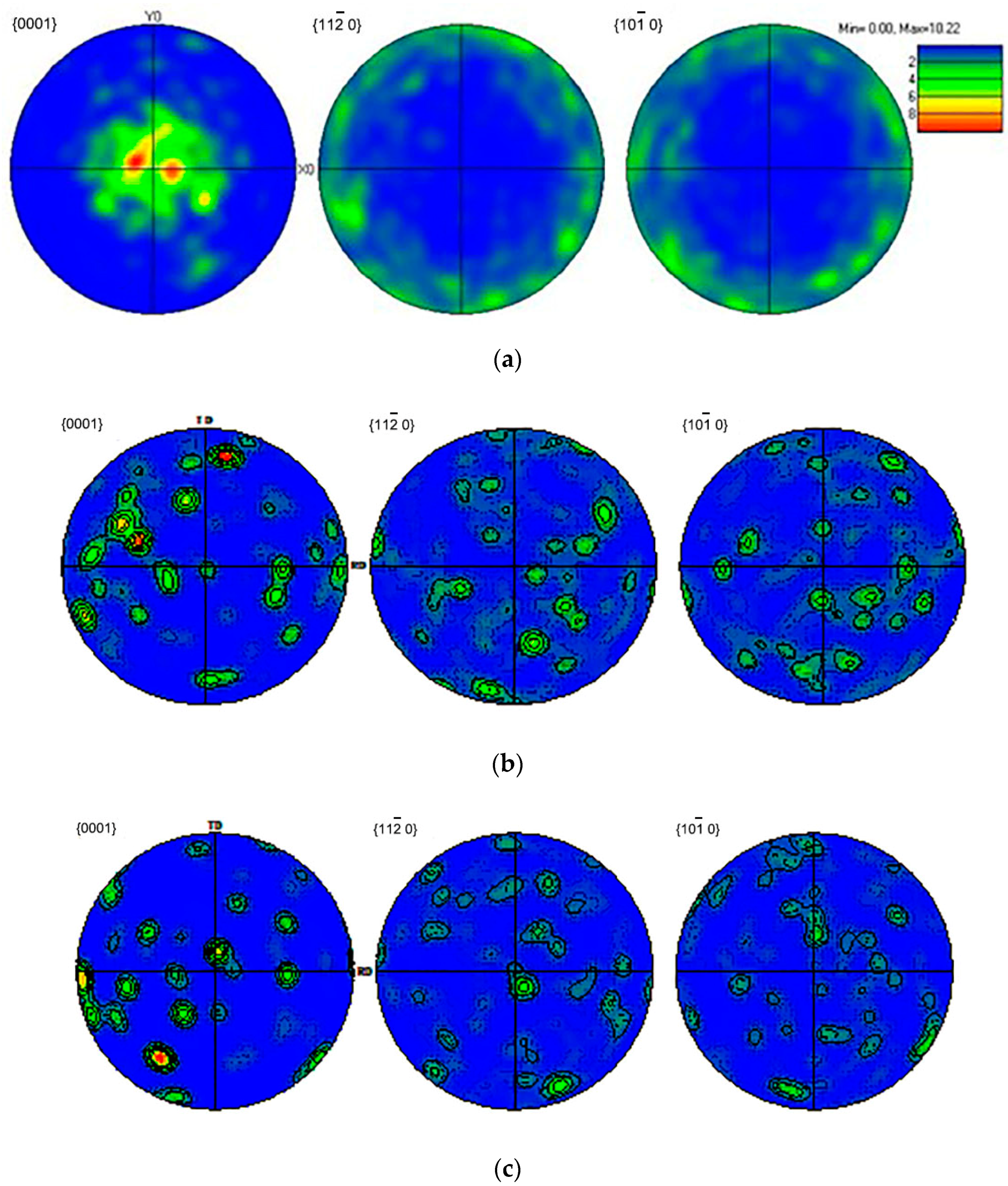
- The combined effect of TiO2 flux and magnetic field makes the liquid metal spiral downward, which makes the movement of the molten pool more violent and the solute redistribution more uniform, and it inhibits the emergence of preferential growth behavior.
- (3)
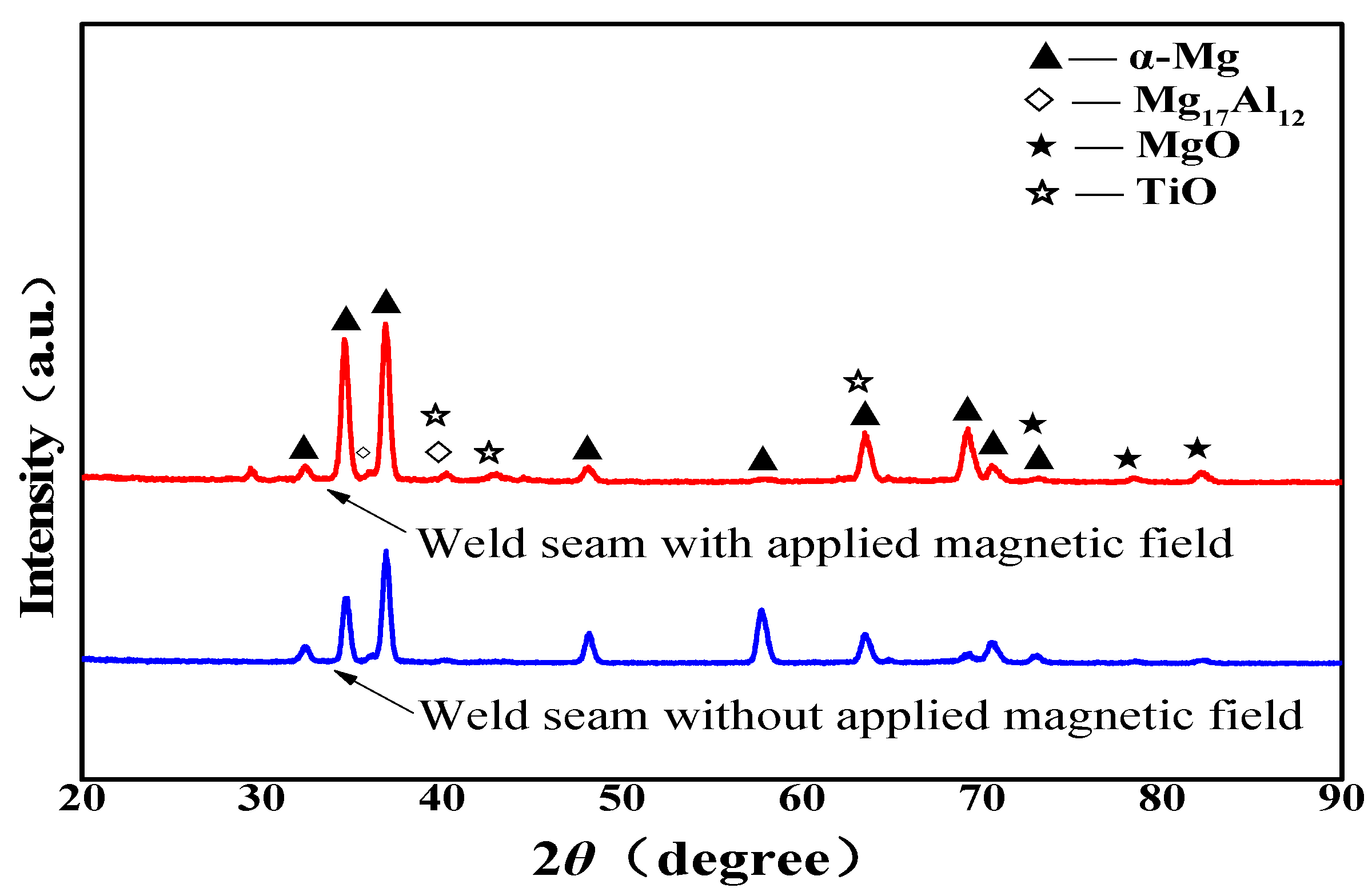
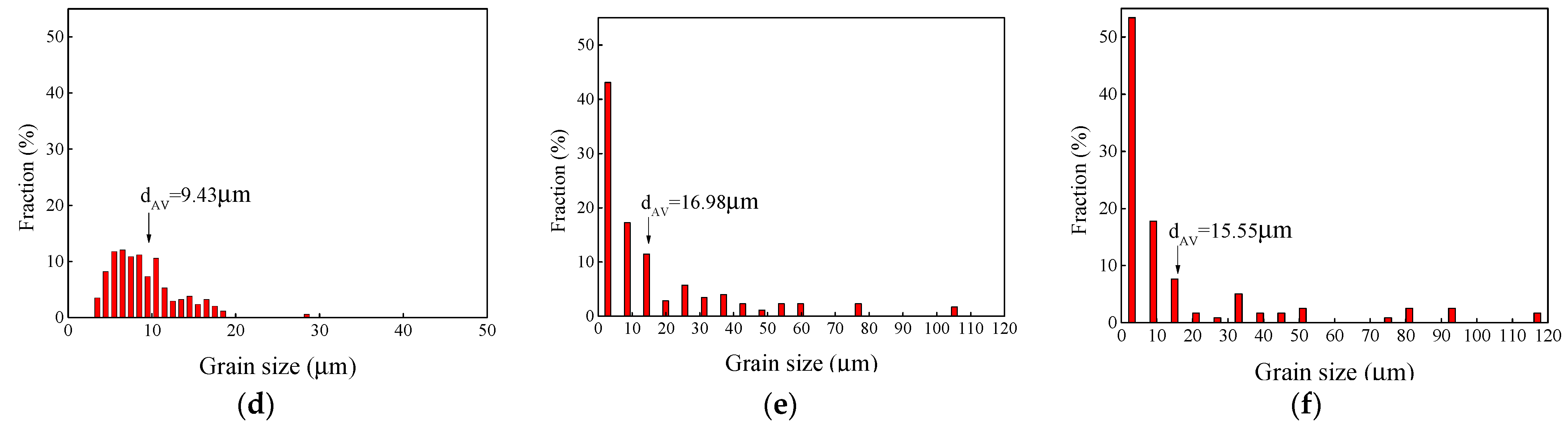
- The combined effect of TiO2 flux and magnetic field does not change the phase composition and the grain orientation of the weld metal, but can affect the grain size. The average grain size of weld metal under activated flux coating amount of 3 mg/cm2 is 18.2% smaller than that under an activated flux coating amount of 1 mg/cm2.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Viara, V.R.; Padmanaban, R.; Mohan, D.K.; Govindaraju, M. Research and development in the magnesium alloys for industrial and biomedical applications. Met. Mater. 2020, 6, 409–430. [Google Scholar]
- Karakulak, E. A review: Past, present and future of grain refining of magnesium castings. J. Magn. Alloy. 2019, 7, 355–369. [Google Scholar] [CrossRef]
- Subravel, V.; Padmanaban, G.; Balasubramanian, V. Effect of pulse frequency on tensile properties and microstructural characteristics of Gas Tungsten Arc welded AZ31B magnesium alloy. Trans. Indian Inst. Met. 2015, 68, 353–362. [Google Scholar] [CrossRef]
- Pierpaolo, C.; Antonello, A.; Felice, R.; Nicola, P. Microstructural aspects in FSW and TIG welding of cast ZE41A magnesium alloy. Metall. Mater. Trans. B 2016, 47, 1340–1346. [Google Scholar]
- Lu, C.F.; Li, Y.J.; Zhang, K.; Li, X.G. Effect of welding current on microstructure and properties of TIG welded EW75 magnesium alloy. Mater. Sci. Forum 2016, 852, 142–148. [Google Scholar] [CrossRef]
- Wang, P.; Song, G. Pulsed MIG welding of AZ31B magnesium alloy. Mater. Sci. Technol. 2011, 27, 518–524. [Google Scholar]
- Lechoslaw, T.; Andrzej, K.; Tomasz, P. Structure and mechanical properties of MIG welded butt-joints of magnesium alloys. Weld. Int. 2016, 30, 202–207. [Google Scholar]
- Forcellese, A.; Martarelli, M.; Simoncini, M. Effect of process parameters on vertical forces and temperatures developed during friction stir welding of magnesium alloys. Int. J. Adv. Manuf. Technol. 2016, 85, 595–604. [Google Scholar] [CrossRef]
- Wang, W.D.; Deng, D.A.; Mao, Z.T.; Tong, Y.G.; Ran, Y. Influence of tool rotation rates on temperature profiles and mechanical properties of friction stir welded AZ31 magnesium alloy. Int. J. Adv. Manuf. Technol. 2017, 88, 2191–2200. [Google Scholar] [CrossRef]
- Xiao, L.; Liu, L.; Zhou, Y. Resistance-spot-welded AZ31 magnesium alloys: PartⅠ. Dependence of fusion zone microstructure on second phase particles. Metall. Mater. Trans. A 2010, 41, 1511–1522. [Google Scholar] [CrossRef]
- Manladan, S.M.; Yusof, F.; Ramesh, S.; Fadzil, M. A review on resistance spot welding of magnesium alloy. Int. J. Adv. Manuf. Technol. 2016, 86, 1805–1825. [Google Scholar] [CrossRef]
- Kashaev, N.; Riekehr, S.; Horstmann, M. Fatigue, fatigue crack propagation and mechanical fracture behavior of laser beam-welded AZ31 magnesium sheets. Mater. Sci. Forum. 2014, 783, 2310–2315. [Google Scholar] [CrossRef]
- Quazi, M.M.; Ishak, M.; Aiman, M.H.; Salleh, M.N.N. Microstructure, mechanical, and failure characteristics of laser-microwelded AZ31B Mg alloy optimized by response surface. Int. J. Adv. Manuf. Technol. 2018, 99, 985–1001. [Google Scholar]
- Shyu, S.W.; Huang, H.Y.; Tsen, K.H.; Chou, C.P. Study of the performance of stainless steel A-TIG welds. J. Mater. Eng. Perf. 2008, 17, 193–201. [Google Scholar] [CrossRef]
- Vasudevan, M. Effect of A-TIG welding process on the weld attributes of type 304LN and 316LN stainless steels. J. Mater. Eng. Perf. 2017, 26, 1325–1336. [Google Scholar] [CrossRef]
- Vora, J.J.; Abhishek, K.; Srinivasan, S. Attaining optimized A-TIG welding parameters for carbon steels by advanced parameter-less optimization techniques: With experimental validation. J. Braz. Soc. Mech. Sci. 2019, 42, 261. [Google Scholar] [CrossRef]
- Kumar, M.P.; Kanth, V.K.; Ramki, A.; Jagadish, K.E. Experimental investigation of active flux coatings on AA-6082 using A-TIG welding process. In Recent Advances in Material Sciences; Springer: Singapore, 2019; pp. 37–49. [Google Scholar]
- Marya, M. Theoretical and experimental assessment of chloride effects in the A-TIG welding of magnesium. Weld. World. 2002, 46, 7–21. [Google Scholar] [CrossRef]
- Zhang, Z.D.; Liu, L.M.; Shen, Y.; Wang, L. Activating flux for arc welding of magnesium alloy. Chin. J. Nonferrous Met. 2005, 15, 912–916. [Google Scholar]
- Liu, L.M.; Zhang, Z.D.; Shen, Y.; Wang, L. Effects of activating fluxes on TIG welding penetration of magnesium alloy. Acta metall. Sin. 2006, 42, 399–404. [Google Scholar]
- Huang, Y.; Fan, D.; Yang, P.; Lin, T. Effects of activating fluxes on AC A-TIG weld penetration of magnesium alloy. Trans. China Weld. Inst. 2007, 28, 41–44. [Google Scholar]
- Zhang, Z.D.; Fan, F.Q. Study on effect of metal chlorides on penetration depth in A-TIG welding. Trans. China Weld. Inst. 2013, 34, 29–32. [Google Scholar]
- Du, X.C.; Guo, S.L.; Dong, W.; Xu, X.D. Design and research on AZ31B alloy single surfactant for A-TIG welding. Hot Work. Technol. 2014, 43, 175–178. [Google Scholar]
- Ma, X.; Zhang, Z.D.; Liu, L.M.; Liu, J.H. Effects of single and composite component oxides activating fluxes on A-TIG welding of magnesium alloy. Trans. China Weld. Inst. 2007, 28, 39–42. [Google Scholar]
- Shen, J.; Zhai, D.J.; Liu, K.; Cao, Z.M. Effects of welding current on properties of A-TIG welded AZ31 magnesium alloy joints with TiO2 coating. Trans. Nonferrous Met. Soc. China 2015, 24, 2507–2515. [Google Scholar] [CrossRef]
- Qing, B.; Ying, F.C.; Zeng, C.Z.; Xie, J.C.; Shen, J. Microstructure and mechanical properties of TIG/A-TIG welded AZ61/ZK60 magnesium alloy joints. Trans. Nonferrous Met. Soc. 2019, 29, 1864–1872. [Google Scholar]
- Shen, J.; Liu, K.; Li, S.Z. Effect of fluxes on distribution of SiC particles and microstructures and mechanical properties of nanoparticles strengthening A-TIG (NSA-TIG) welded magnesium alloy joints. Sci. Technol. Weld. Join. 2013, 15, 404–413. [Google Scholar] [CrossRef]
- Qin, B.; Yin, F.C.; Xie, F.X.; Shen, J.; Xie, J.C.; Wu, D. Effects and distribution of TiC on the nanoparticle strengthening A-TIG welded AZ31 magnesium alloy joints. Mater. Res. Express. 2019, 6, 026543. [Google Scholar] [CrossRef]
- Zhou, M.B.; Shen, J.; Hu, D.; Gao, R.H.; Li, S.Z. Effects of heat treatment on the activated flux TIG-welded AZ31 magnesium alloy joints. Int. J. Adv. Manuf. Technol. 2017, 92, 3983–3990. [Google Scholar] [CrossRef]
- Demchenko, V.L.; Yurhenko, M.V. Structure and properties of the welded joints of single-type polyethylenes formed under the action of constant magnetic fields. Mater. Sci. 2017, 53, 186–193. [Google Scholar] [CrossRef]
- Rui, L.; Xinjian, Y. Effect of axial magnetic field on TIG welding-brazing of AA6061 aluminum alloy to HSLA350 steel. J. Mater. Res. Technol. 2021, 12, 882–893. [Google Scholar]
- Czernysz, W.; Ryzow, R.; Turyk, E. Influence of the electromagnetic effect in welding on the increase in the weld resistance to hot working. Weld. Int. 2004, 18, 257–262. [Google Scholar] [CrossRef]
- Urusov, R.M.; Urusova, I.R. Mechanisms of the formation of an electric arc of a helical shape in an external axial magnetic field. High Temp. 2019, 57, 298–307. [Google Scholar] [CrossRef]
- Su, Y.H.; Liu, Z.J.; Wang, Y.; Zhang, G.Q. Effect of magnetic field para-meters on microstructure and properties of welded joint of AZ31 magnesium alloy. Trans. China Weld. Inst. 2007, 28, 45–48. [Google Scholar]
- Su, Y.H.; Jiang, H.W.; Qin, H.; Liu, Z.J. Forming characteristics, microstructure and properties of magnesium alloy during TIG welding under magnetic field. Trans. China Weld. Inst. 2013, 34, 85–88. [Google Scholar]
- Su, Y.H.; Lin, J.L.; Jiang, H.W.; Liu, Z.J. Formability and microstructure of magnesium alloy welded by A-TIG under magnetic field. Trans. China Weld. Inst. 2013, 34, 13–16. [Google Scholar]
- Su, Y.H.; Ai, X.Y.; Song, B.Q. Arc shape of magnetic field controlled A-TIG welding for AZ91 alloy and microstructure and properties welded joint. J. Shenyang Univ. Technol. 2018, 40, 505–510. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mn | Si | Cu | Fe | Mg |
|---|---|---|---|---|---|---|
| 8.3–9.7 | 0.35–1 | 0.15–0.5 | <0.01 | <0.03 | <0.005 | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Liu, X.; Su, Y. Study of Microstructure and Properties of AZ91 Magnesium Alloy Welded Joint with Magnetic Field and TiO2 Activated Flux. Crystals 2022, 12, 1135. https://doi.org/10.3390/cryst12081135
Zhang G, Liu X, Su Y. Study of Microstructure and Properties of AZ91 Magnesium Alloy Welded Joint with Magnetic Field and TiO2 Activated Flux. Crystals. 2022; 12(8):1135. https://doi.org/10.3390/cryst12081135
Chicago/Turabian StyleZhang, Guiqing, Xintong Liu, and Yunhai Su. 2022. "Study of Microstructure and Properties of AZ91 Magnesium Alloy Welded Joint with Magnetic Field and TiO2 Activated Flux" Crystals 12, no. 8: 1135. https://doi.org/10.3390/cryst12081135
APA StyleZhang, G., Liu, X., & Su, Y. (2022). Study of Microstructure and Properties of AZ91 Magnesium Alloy Welded Joint with Magnetic Field and TiO2 Activated Flux. Crystals, 12(8), 1135. https://doi.org/10.3390/cryst12081135