


Morphology Modification of Mg2Si by Solution Treatment and Its Effects on the Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites

Abstract
:1. Introduction
2. Materials and Methods
3. Results
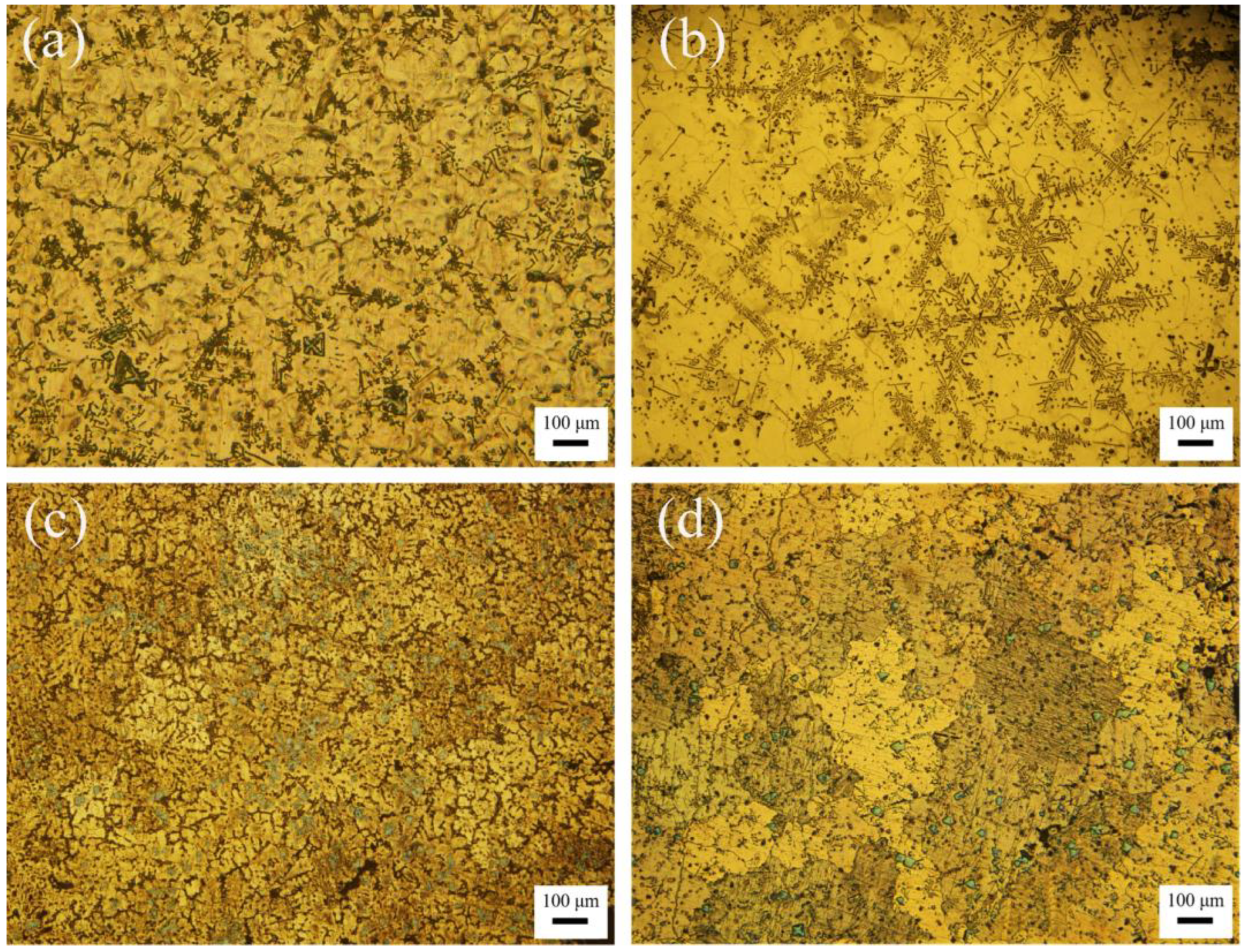
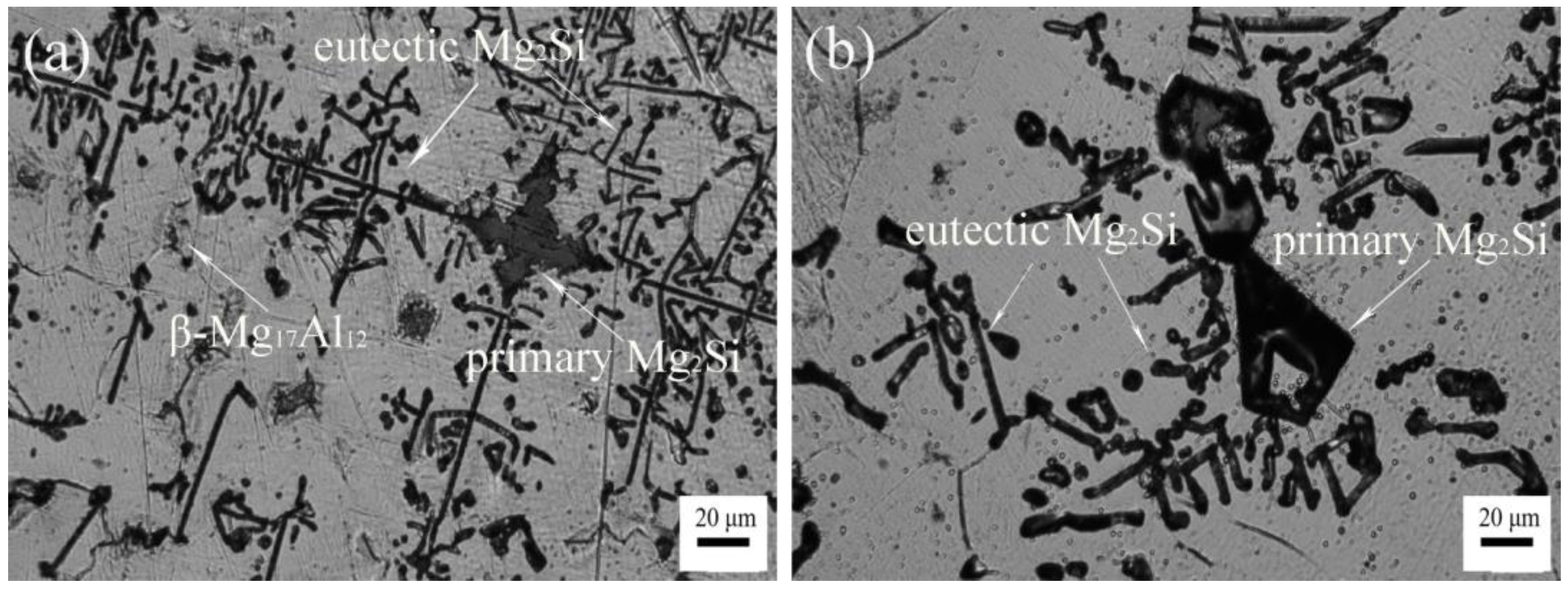
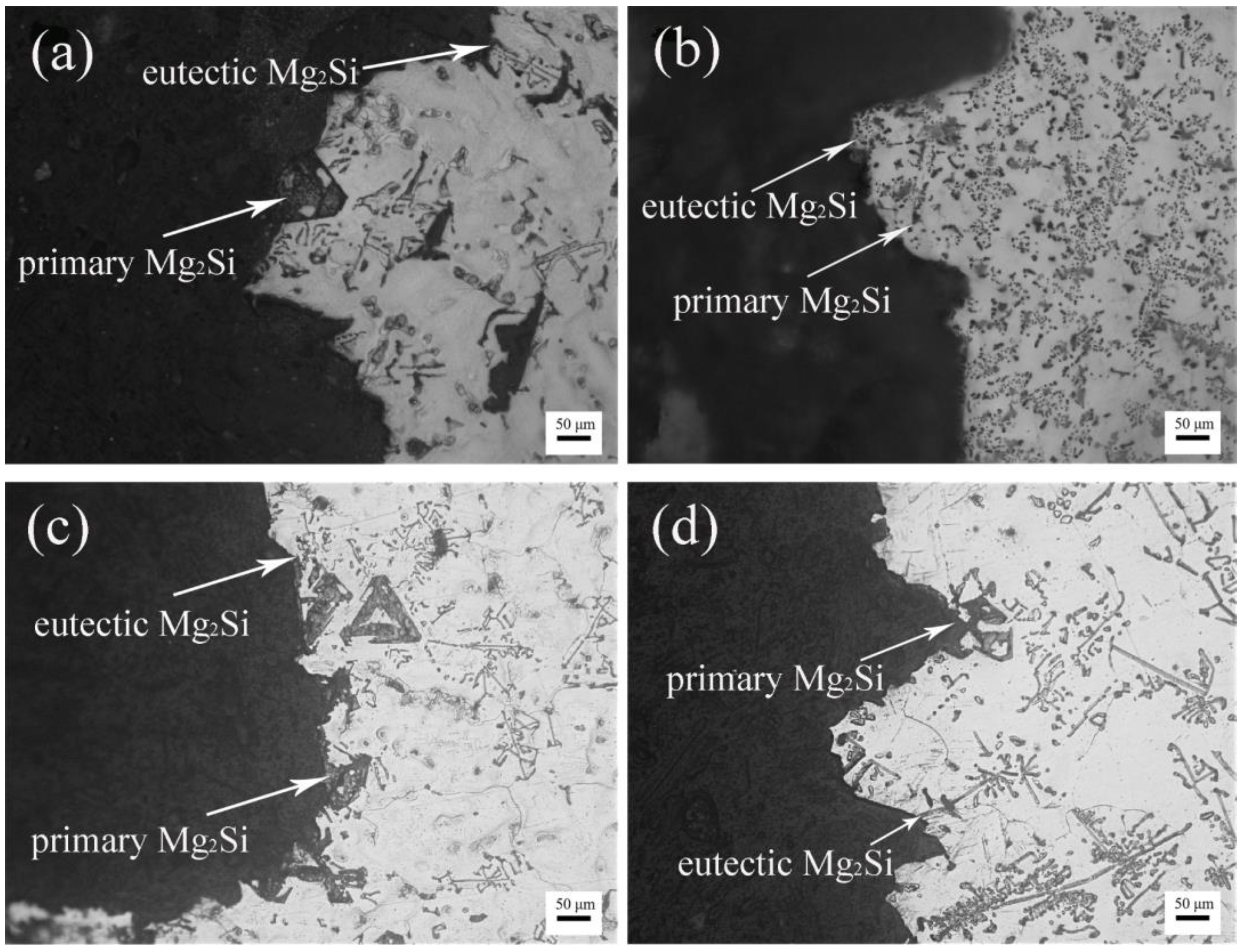
3.1. Microstructure of the Composites
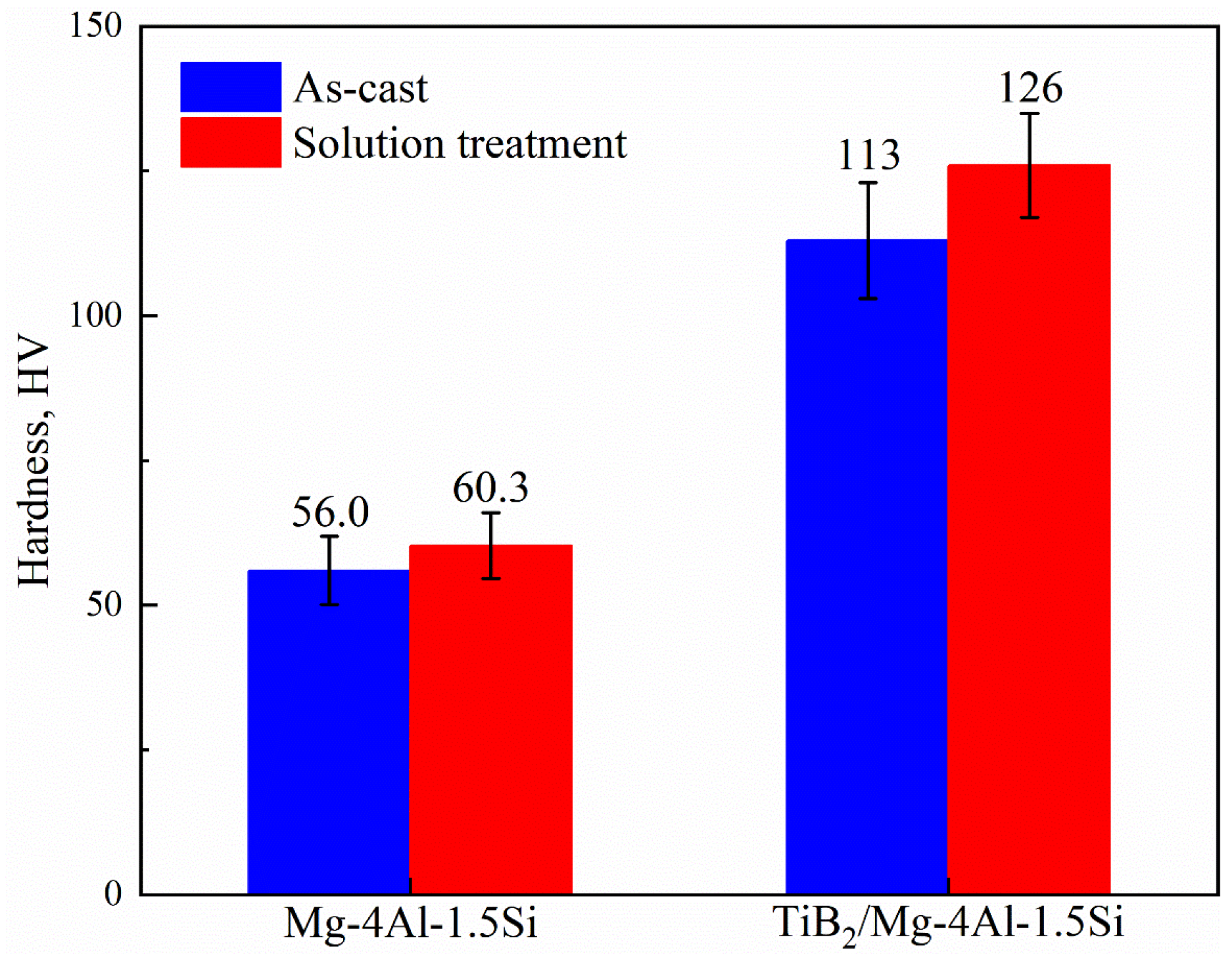
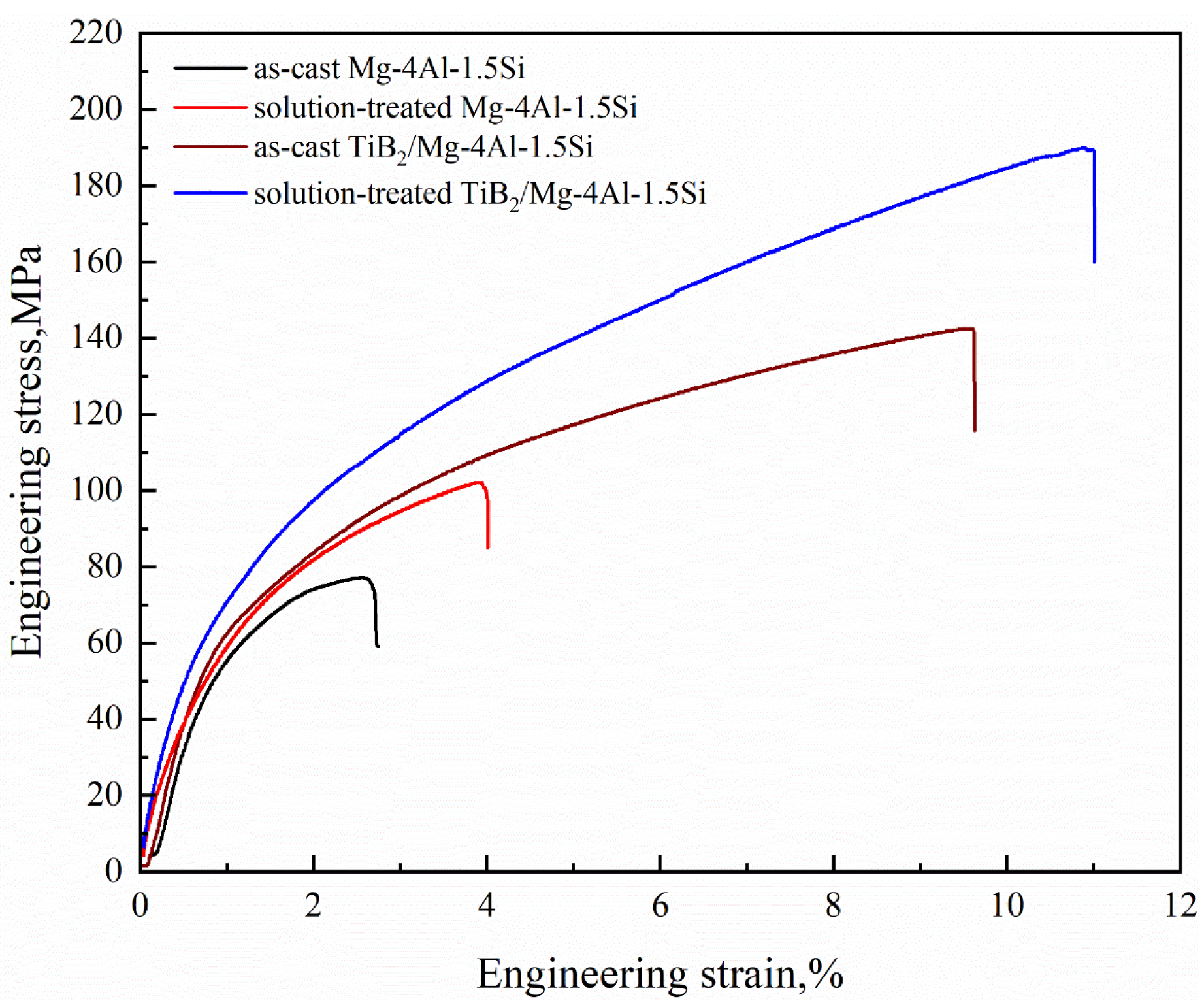
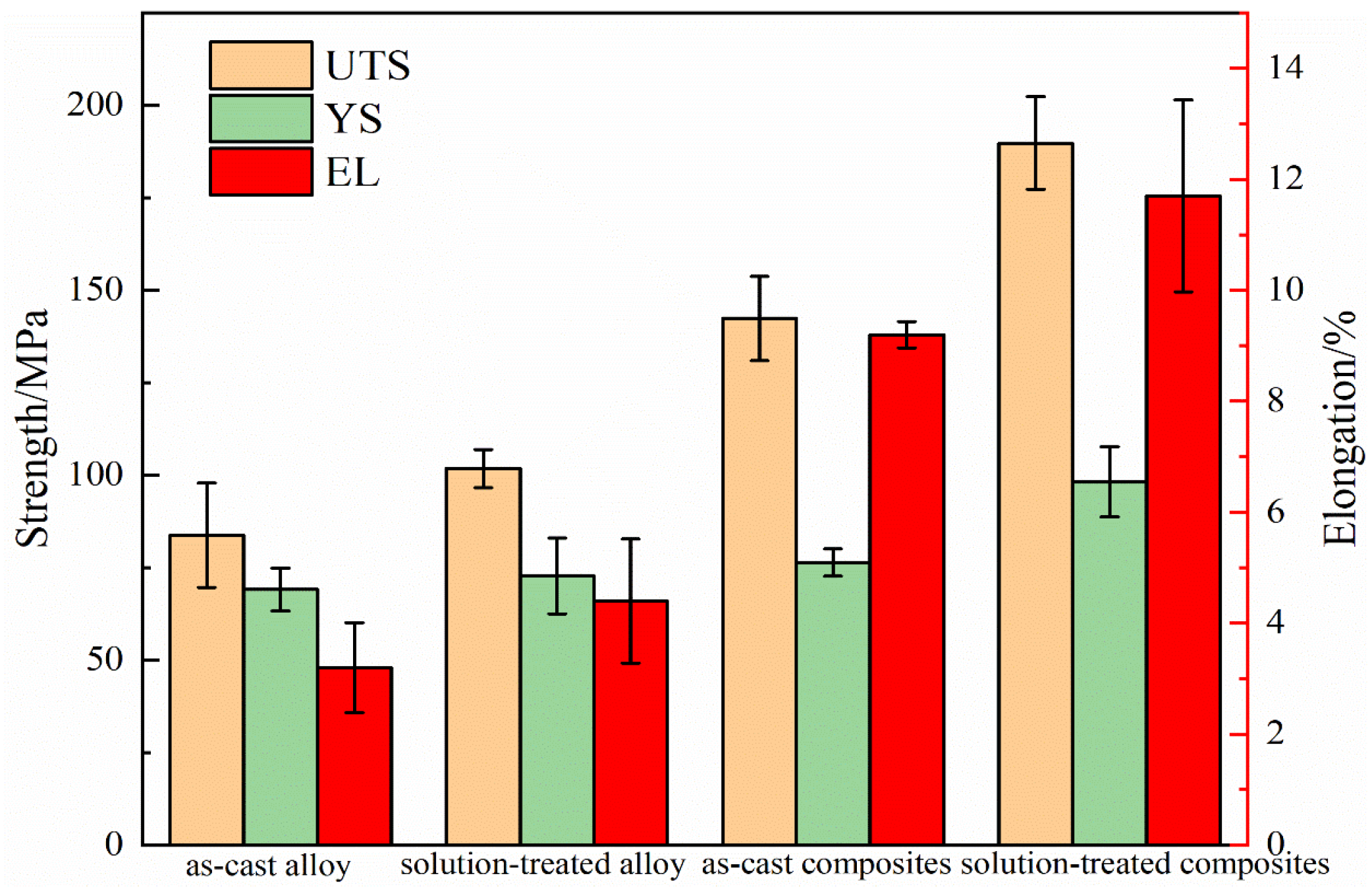
3.2. Mechanical Properties
4. Conclusions
- (1)
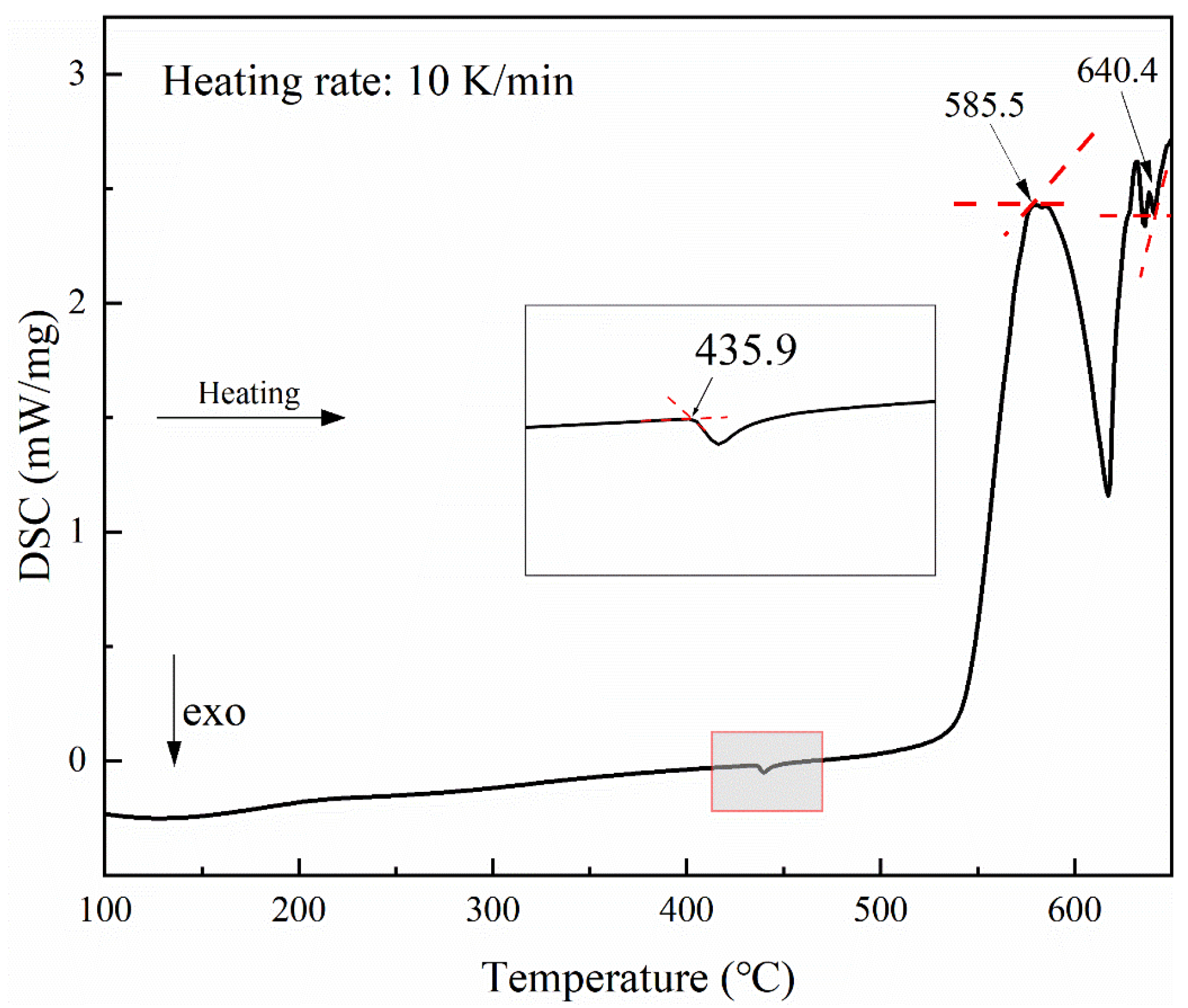
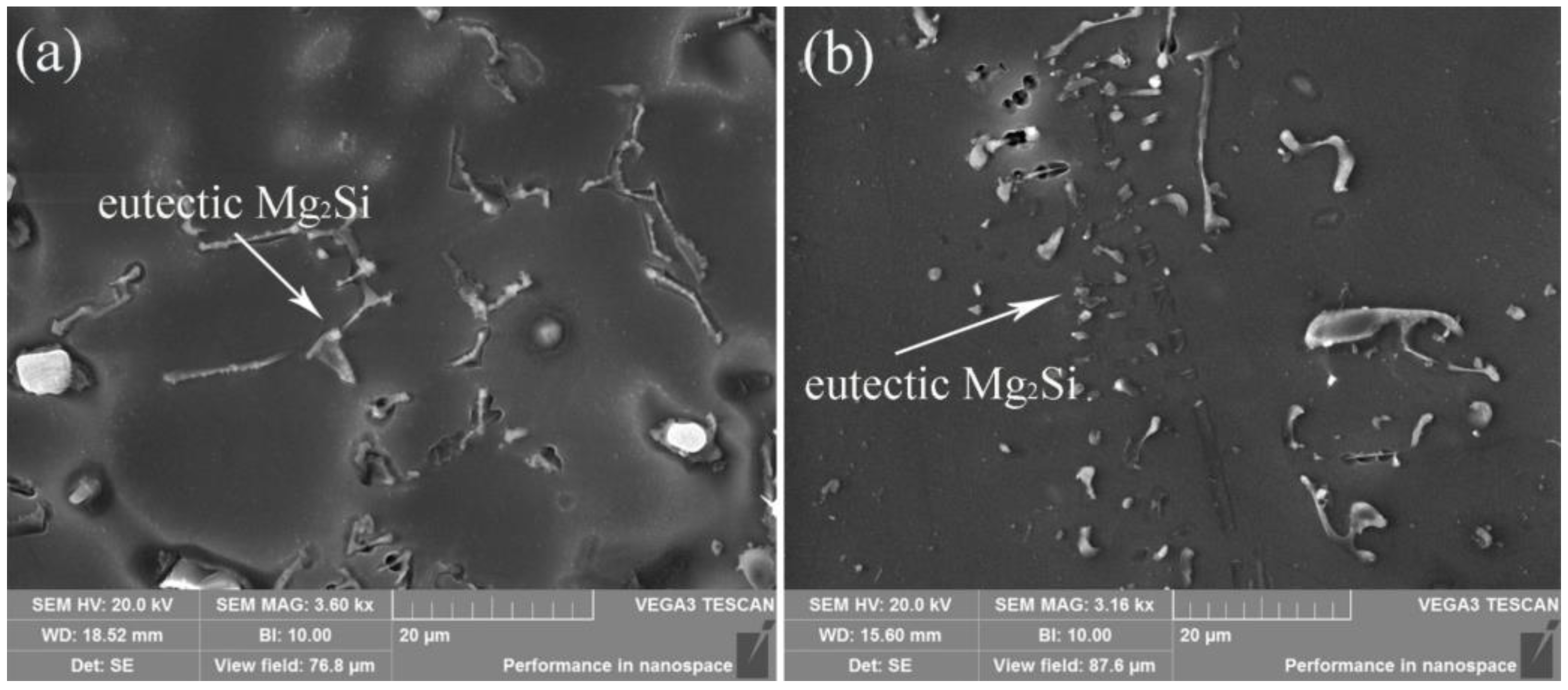
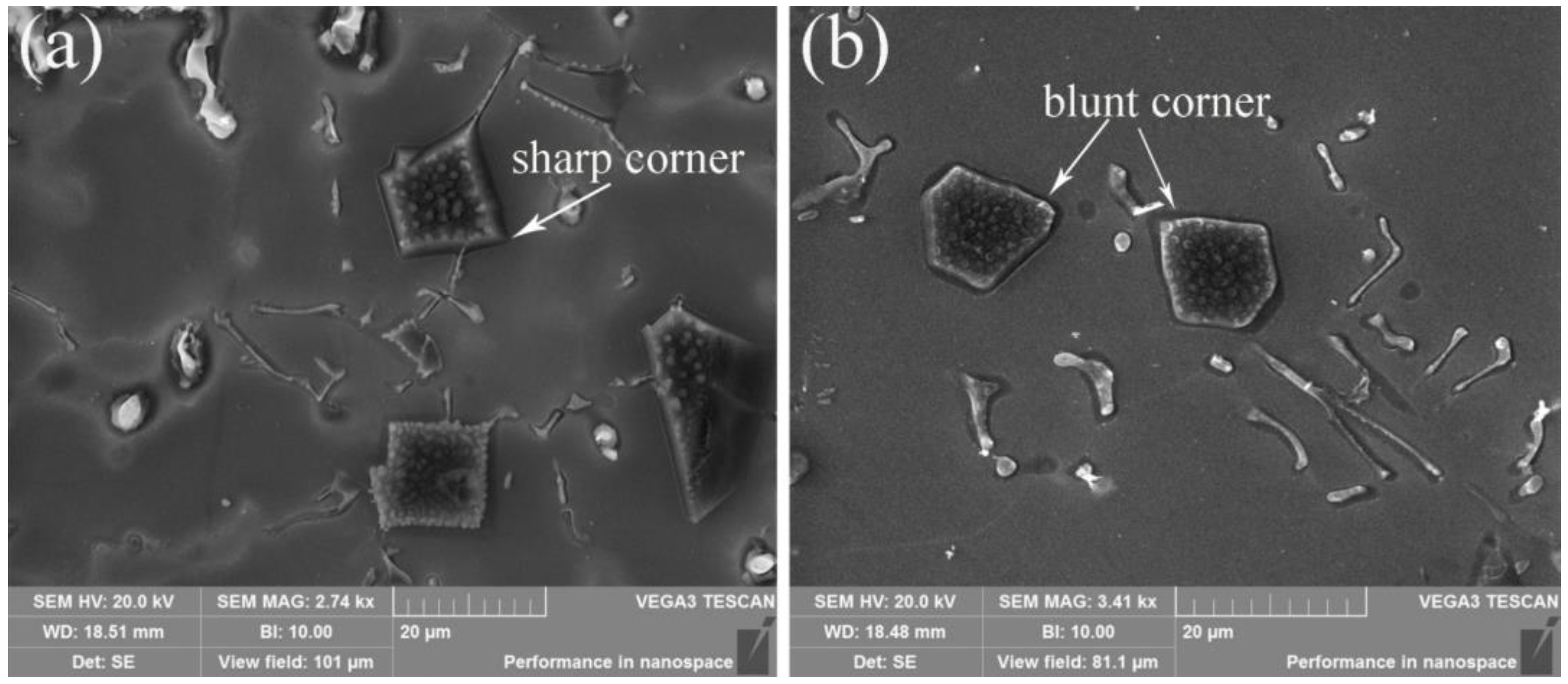
- After the solution treatment at 420 °C × 24 h, partial branches of the eutectic Mg2Si phases were decomposed into disconnected particles, and the sharp corners of the polygonal primary Mg2Si phases were passivated due to Si diffusion at high temperature;
- (2)
- After the solution treatment, the Vickers hardness, UTS, YS, and EL of the TiB2/Mg-4Al-1.5Si composites were increased by 11.5%, 33.3%, 28.5%, and 27.2%, respectively compared with those of the as-cast composites;
- (3)
- The solution treatment can be used to improve the strength and ductility of the TiB2/Mg-4Al-1.5Si composites and the monolithic alloys, but the strengthening effect of the solution treatment is more significant for the composites in the hardness, UTS, and YS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tan, J.; Ramakrishna, S. Applications of magnesium and its alloys: A review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Xie, J.; Zhang, J.; You, Z.; Liu, S.; Guan, K.; Wu, R.; Wang, J.; Feng, J. Towards developing Mg alloys with simultaneously improved strength and corrosion resistance via RE alloying. J. Magnes. Alloy. 2021, 9, 41–56. [Google Scholar] [CrossRef]
- Song, J.F.; Chen, J.; Xiong, X.M.; Peng, X.D.; Chen, D.L.; Pan, F.S. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloy. 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Zengin, H.; Turen, Y.; Elen, L.A. Comparative study on microstructure, mechanical and tribological properties of A4, AE41, AS41 and AJ41 magnesium alloys. J. Mater. Eng. Perform. 2019, 28, 4647–4657. [Google Scholar] [CrossRef]
- Wang, C.; Ma, A.; Sun, J.; Zhuo, X.; Huang, H.; Liu, H.; Yang, Z.; Jiang, J. Improving strength and ductility of a Mg-3.7Al-1.8Ca-0.4Mn alloy with refined and dispersed Al2Ca particles by industrial-scale ECAP processing. Metals 2019, 9, 767. [Google Scholar] [CrossRef]
- Zhang, X.P.; Wang, H.X.; Bian, L.P.; Zhang, S.X.; Zhuang, Y.P.; Cheng, W.L.; Liang, W. Microstructure evolution and mechanical properties of Mg-9Al-1Si-1SiC composites processed by multi-pass equal-channel angular pressing at various temperatures. Int. J. Miner. Metall. Mater. 2021, 28, 1966–1975. [Google Scholar] [CrossRef]
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloy. 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Wang, F.; Xiao, W.; Liu, M.; Chen, J.; Li, X.; Xi, J.; Ma, C. Effects of alloying composition on the microstructures and mechanical properties of Mg-Al-Zn-Ca-RE magnesium alloy. Vacuum 2019, 159, 400–409. [Google Scholar] [CrossRef]
- Li, P.B.; Yang, H.; Tan, W.T.; Gao, M.M. Effect of in situ Mg2Sip contents on microstructure and mechanical properties of Mg2Sip/AZ91D composites. J. Mater. Sci. 2021, 56, 6799–6813. [Google Scholar] [CrossRef]
- Nakata, T.; Xu, C.; Sakai, T.; Miyamoto, T.; Liao, J.; Kamado, S. Effect of Si content on microstructures, tensile properties, and creep properties in a cast Mg-6Al-0.4Mn-2Ca(wt%) alloy. Mater. Sci. Eng. A 2020, 776, 139018. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, H.; Wang, Z.; Li, H.; Li, Z.; Zheng, L.; Cheng, W. Enhanced mechanical properties of ECAPed Mg-9Al-1Si alloy by a two-stage pretreatment. JOM 2019, 71, 2178–2186. [Google Scholar] [CrossRef]
- Seth, P.P.; Parkash, O.; Kumar, D. Structure and mechanical behavior of in situ developed Mg2Si phase in magnesium and aluminum alloys-A review. RSC Adv. 2020, 10, 37327–37345. [Google Scholar] [CrossRef] [PubMed]
- Hu, T.; Wang, F.; Zheng, R.X.; Xiao, W.L.; Li, Y.; Lyu, S.Y.; Ma, C.L. Effects of B and Sn additions on the microstructure and mechanical property of Mg-3Al-1Si alloy. J. Alloys Compd. 2019, 796, 1–8. [Google Scholar] [CrossRef]
- Han, W.; Li, K.; Hu, F.; Li, Y.; Tang, B. Microstructure and mechanical properties of Mg-2.5Si-xCe in-situ particle reinforced composites prepared by rapid solidification process. Results Phys. 2019, 15, 102509. [Google Scholar] [CrossRef]
- Chen, X.R.; Yin, Z.Y.; Le, Q.C.; Ning, S.C.; Yu, F.X. The microstructure refinement and strength enhancement of Mg-Al-Si alloy subjected by alternating-frequency ultrasonic melt treatment. Int. J. Metal Cast. 2022, 16, 474–480. [Google Scholar] [CrossRef]
- Zhang, X.P.; Zhang, Z.Y.; Wang, H.X.; Zhuang, Y.P.; Wang, L.F.; Cheng, W.L.; Liang, W. Synergistic effect of broken Mg2Si and sub-micron Mg17Al12 induced by EX-ECAP on the strength and ductility of deformed Mg-4Al-1Si-1Gd alloy. J. Mater. Res. Technol. 2020, 9, 4230–4240. [Google Scholar] [CrossRef]
- Dong, Y.X.; Xiao, P.; Gao, Y.M.; Zhao, Q.Q.; Yang, H.C. Microstructure refinement and mechanical properties of eutectic Mg2Si reinforced Mg matrix composites containing Sr element. J. Mater. Res. Technol. 2022, 17, 2614–2623. [Google Scholar] [CrossRef]
- Lotfpour, M.; Bahmani, A.; Mirzadeh, H.; Emamy, M.; Malekan, M.; Kim, W.J.; Taghizadeh, M.; Afsharnaderi, A. Effect of microalloying by Ca on the microstructure and mechanical properties of as-cast and wrought Mg-Mg2Si composites. Mater. Sci. Eng. A 2021, 820, 141574. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, C.; Dong, Y.; Huang, X.; Wang, Y.; Yang, S. Effect of Sb doping on microstructure, mechanical and electronic properties of Mg2Si in Mg2Si/AZ91 composites by experimental investigation and first-principles calculation. J. Alloys Compd. 2022, 902, 163859. [Google Scholar] [CrossRef]
- Ganesh, M.R.S.; Reghunath, N.J.; Levin, M.; Prasad, A.; Doondi, S.; Shankar, K.V. Strontium in Al-Si-Mg alloy: A review. Met. Mater. Int. 2022, 28, 1–40. [Google Scholar] [CrossRef]
- Sun, J.; Li, C.; Liu, X.; Yu, L.; Li, H.; Liu, Y. Investigation on AlP as the heterogeneous nucleus of Mg2Si in Al-Mg2Si alloys by experimental observation and first-principles calculation. Results Phys. 2018, 8, 146–152. [Google Scholar] [CrossRef]
- Du, R.; Du, Y.; Li, F.; Zhang, D.C.; Wu, S.S.; Lü, S.L. Effect of in-situ TiB2 particles on microstructure and mechanical properties of Mg2Si/Al composites. J. Alloys Compd. 2019, 776, 536–542. [Google Scholar] [CrossRef]
- Snopinski, P.; Krol, M.; Wrobel, T.; Matus, K.; Wozniak, A.; Tanski, T.; Palcek, P. Effects of modifying the hypoeutectic AlMg5Si2Mn alloy via addition of Al10Sr and/or Al5TiB. Arch. Civ. Mech. Eng. 2021, 21, 2. [Google Scholar] [CrossRef]
- Kim, B.; Hwang, J.; Park, Y.H.; Lee, Y.C. Microstructural improvement of eutectic Al + Mg2Si phases on Al-Zn-Si-Mg cast alloy with TiB2 particles additions. Metals 2021, 14, 2902. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.X.; Chen, X.G.; Liu, J.; Liu, D.C.; Liu, Z.Z.; Li, W.Z.; He, N. Effects of TiB2 nanoparticles and ultrasonic vibration on the mechanical properties of an Mg-4Al-1.5Si alloy. J. Alloys Compd. 2022, 912, 165213. [Google Scholar] [CrossRef]
- Yu, H.C.; Wang, H.Y.; Chen, L.; Zha, M.; Wang, C.; Li, C.; Jiang, Q.C. Spheroidization of primary Mg2Si in Al-20Mg2Si-4.5Cu alloy modified with Ca and Sb during T6 heat treatment process. Mater. Sci. Eng. A 2017, 685, 31–38. [Google Scholar] [CrossRef]
- Jiang, W.Q.; Xu, X.F.; Zhao, Y.G.; Wang, Z.; Wu, C.; Pan, D.; Meng, Z.Y. Effect of the addition of Sr modifier in different conditions on microstructure and mechanical properties of T6 treated Al-Mg2Si in-situ composite. Mater. Sci. Eng. A 2018, 721, 263–273. [Google Scholar] [CrossRef]
- Chong, X.Y.; Jiang, W.Q.; Zhao, Y.G.; Xu, X.F.; Pan, D.; Wang, Y.T.; Wang, Z. High performance of T6-treated Al-15Mg2Si-3Cu composite reinforced with spherical primary Mg2Si after the co-modification of Bi+Sr. Adv. Eng. Mater. 2019, 21, 1801119. [Google Scholar] [CrossRef]
- Lv, J.; Dong, H.; Fan, L.; Yu, W.; Li, L. Effects of Bi-Sb addition and solution treatment on microstructures and mechanical properties of Al-20 wt.% Mg2Si composites. J. Mater. Eng. Perform. 2019, 28, 3105–3114. [Google Scholar] [CrossRef]
- Li, C.; Sun, J.; Li, Z.; Gao, Z.; Liu, Y.; Yu, L.; Li, H. Microstructure and corrosion behavior of Al-10%Mg2Si cast alloy after heat treatment. Mater. Charact. 2016, 122, 142–147. [Google Scholar] [CrossRef]
- Li, Z.; Li, C.; Liu, Y.; Yu, L.; Guo, Q.; Li, H. Effect of heat treatment on microstructure and mechanical property of Al-10%Mg2Si alloy. J. Alloys Compd. 2016, 663, 16–19. [Google Scholar] [CrossRef]
- Lekatou, A.G.; Poulia, A.; Mavros, H.; Karantzalis, A.E. Thermal treatment, sliding wear and saline corrosion of Al in situ reinforced with Mg2Si and Ex situ reinforced with TiC particles. J. Mater. Eng. Perform. 2018, 27, 5030–5039. [Google Scholar] [CrossRef]
- Xu, K.; Wang, J.J.; Zhang, S.Q. Effect of heat treatment on the microstructure and properties of in-situ Mg2Si reinforced hypereutectic Al-18%Si matrix composites. Mater. Res. Express. 2020, 7, 086515. [Google Scholar] [CrossRef]
- Wang, B.G.; Wang, X.; Zhou, J.X.; Zhang, G.F.; Liu, F. Effects of solution heat treatment on microstructure and mechanical properties of Mg-3Al-1Si-0.3Mn-xSr alloy. Mater. Sci. Eng. A 2014, 618, 210–218. [Google Scholar] [CrossRef]
- Liu, J.A.; Song, D.; Zhang, L.R.; Yang, X.Z.; Zhu, X.Y.; Sun, W.B.; Chen, F.Y. Microstructure and compressive properties of solution heat-treated magnesium-Mg2Si in-situ composite foams after complex modification. J. Mater. Res. Technol. 2021, 15, 3673–3682. [Google Scholar] [CrossRef]
- Ghandvar, H.; Idris, M.H.; Ahmad, N. Effect of hot extrusion on microstructural evolution and tensile properties of Al-15%Mg2Si-xGd in-situ composites. J. Alloys Compd. 2018, 751, 370–390. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.M.; Xu, F.X.; Yang, S.S.; Li, B.; Li, Y.F.; Huang, Z.F.; Zheng, Q.L. An investigation on grain refinement mechanism of TiB2 particulate reinforced AZ91 composites and its effect on mechanical properties. J. Alloys Compd. 2019, 780, 237–244. [Google Scholar] [CrossRef]
- Geng, J.W.; Hong, T.R.; Shen, Y.W.; Liu, G.; Xia, C.J.; Chen, D.; Wang, M.L.; Wang, H.W. Microstructural stability of in-situ TiB2/Al composite during solution treatment. Mater. Charact. 2017, 124, 50–57. [Google Scholar] [CrossRef]
- Zhang, C.Y.; Li, Z.R.; Ye, Y.S.; Yuan, Y.L.; Fang, D.; Wu, H.H.; Li, W.Z. Interaction of nanoparticles and dislocations with Mg17Al12 precipitates in n-SiCp/AZ91D magnesium matrix nanocomposites. J. Alloys Compd. 2020, 815, 152416. [Google Scholar] [CrossRef]
- Ghandvar, H.; Bakar, T.A.A.; Idris, M.H. Influence of solution heat treatment on microstructure and tensile properties of Gd-treated Al-15% Mg2Si in-Situ composites. J. Appl. Sci. Eng. 2021, 25, 521–528. [Google Scholar] [CrossRef]
- Jin, Y.L.; Fang, H.Z.; Wang, S.; Chen, R.R.; Su, Y.Q.; Guo, J.J. Effects of Eu modification and heat treatment on microstructure and mechanical properties of hypereutectic Al-Mg2Si composites. Mater. Sci. Eng. A 2022, 831, 142227. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Hardness/HV | UTS/MPa | YS/MPa | EL/% |
|---|---|---|---|---|
| As-cast alloys | 56.0 ± 5.9 | 83.8 ± 14.1 | 69.1 ± 5.8 | 3.2 ± 0.8 |
| Solution-treated alloys | 60.3 ± 5.7 | 101.8 ± 5.2 | 72.8 ± 3.7 | 4.4 ± 0.2 |
| As-cast composites | 113.0 ± 10.0 | 142.4 ± 11.4 | 76.4 ± 10.2 | 9.2 ± 1.1 |
| Solution-treated composites | 126.0 ± 9.0 | 189.8 ± 12.5 | 98.2 ± 9.5 | 11.7 ± 1.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Chen, X.; Wang, W.; Qin, S.; Xu, H. Morphology Modification of Mg2Si by Solution Treatment and Its Effects on the Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites. Crystals 2022, 12, 1260. https://doi.org/10.3390/cryst12091260
Liu J, Chen X, Wang W, Qin S, Xu H. Morphology Modification of Mg2Si by Solution Treatment and Its Effects on the Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites. Crystals. 2022; 12(9):1260. https://doi.org/10.3390/cryst12091260
Chicago/Turabian StyleLiu, Jian, Xiaogang Chen, Wuxiao Wang, Shaoyong Qin, and Haoran Xu. 2022. "Morphology Modification of Mg2Si by Solution Treatment and Its Effects on the Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites" Crystals 12, no. 9: 1260. https://doi.org/10.3390/cryst12091260
APA StyleLiu, J., Chen, X., Wang, W., Qin, S., & Xu, H. (2022). Morphology Modification of Mg2Si by Solution Treatment and Its Effects on the Mechanical Properties of TiB2/Mg-4Al-1.5Si Composites. Crystals, 12(9), 1260. https://doi.org/10.3390/cryst12091260