
Investigation of the Flow Behavior of Air-Cooling Ti-6Al-4V Alloy after Superplastic Forming


Abstract
:1. Introduction
2. Materials and Methods
3. Flow Behavior for Ti-6Al-4V Alloy during Air Cooling after SPF
3.1. Flow Stress Result of the Tensile Tests
3.2. Strain Rate Sensitivity Factor
- (i)
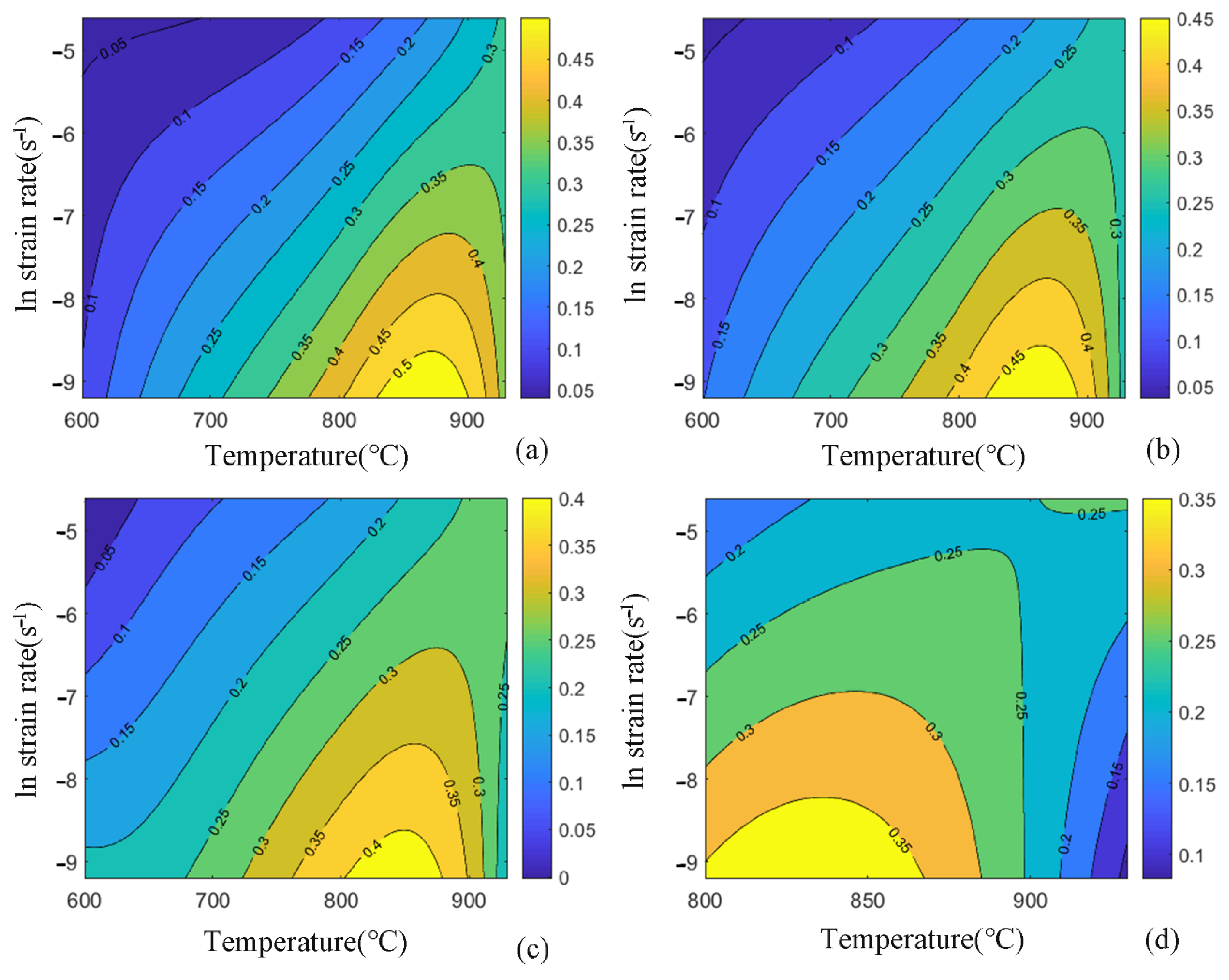
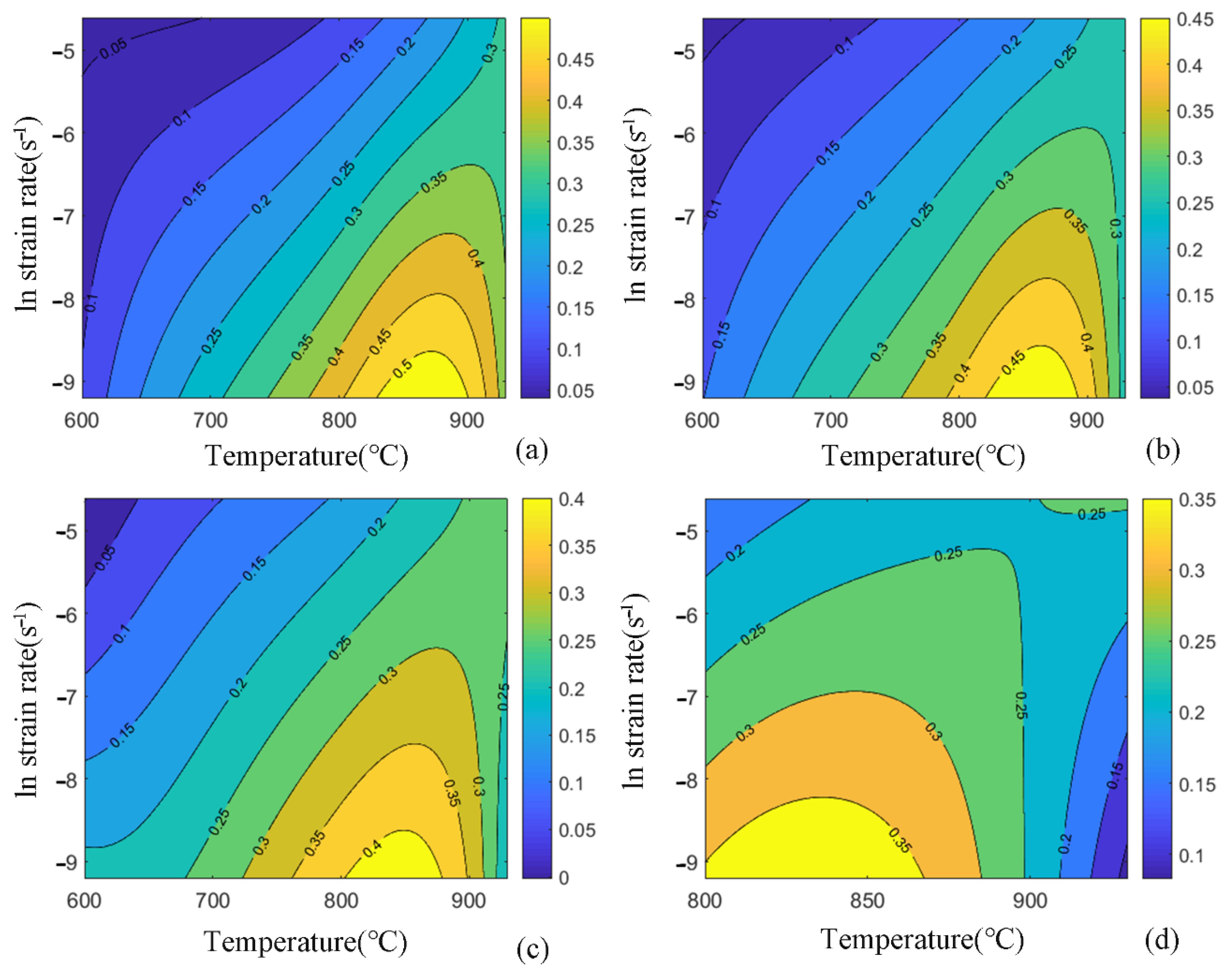
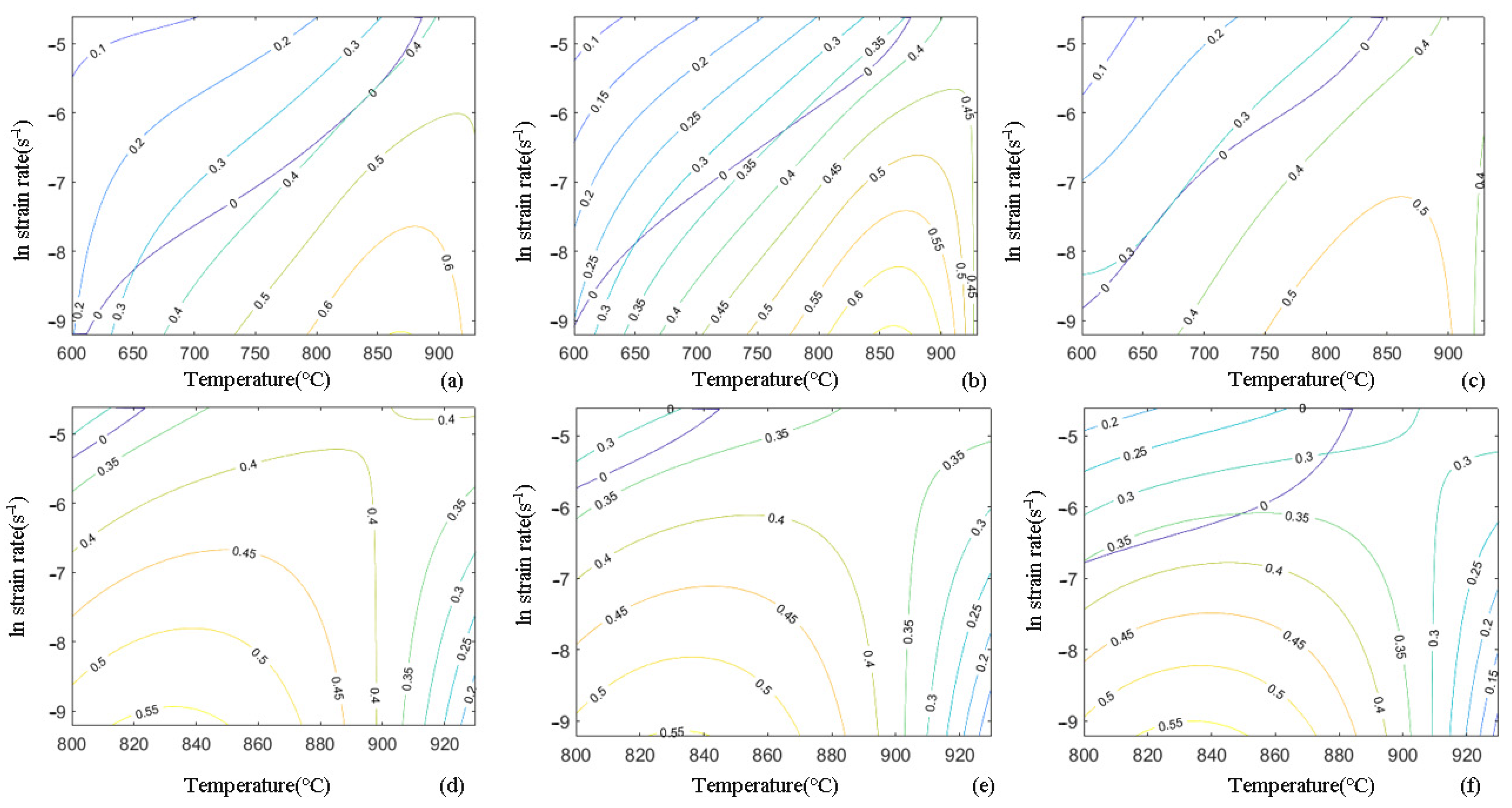
- In the cooling process after superplastic forming, values are larger at high temperatures and low strain rates. The temperature regions of maximum are concentrated between 800 °C~900 °C, and the strain rates are 10−4~10−3/s. The interval is very similar to the results of superplastic deformation [21,22]; this is reasonable because both of them are thermal forming processes.
- (ii)
- The maximum values of strain rate sensitivity factors decrease gradually with the deformation, which indicates that the resistance of the material to necking decreases, which may be caused by the aggravation of the unstable flow of Ti-6Al-4V alloy. This issue will be discussed in detail in Section 4 of this paper.
- (iii)
- When the temperature is lower than 900 °C, the values decrease with the increase in strain rates. The deformability of the material decreases at higher strain rates, which may be due to the microstructural defects, i.e., voids and cavitations [23,24]. Cavitation is inevitable in the process of material deformation. Cavitation is the accommodated mechanism for the high-temperature forming of titanium alloy, which affects the rheological behavior of the material and causes a decrease in flow stress. In addition, when the volume fraction of voids reaches a critical value, it is always considered to be directly related to the destruction of materials.
- (iv)
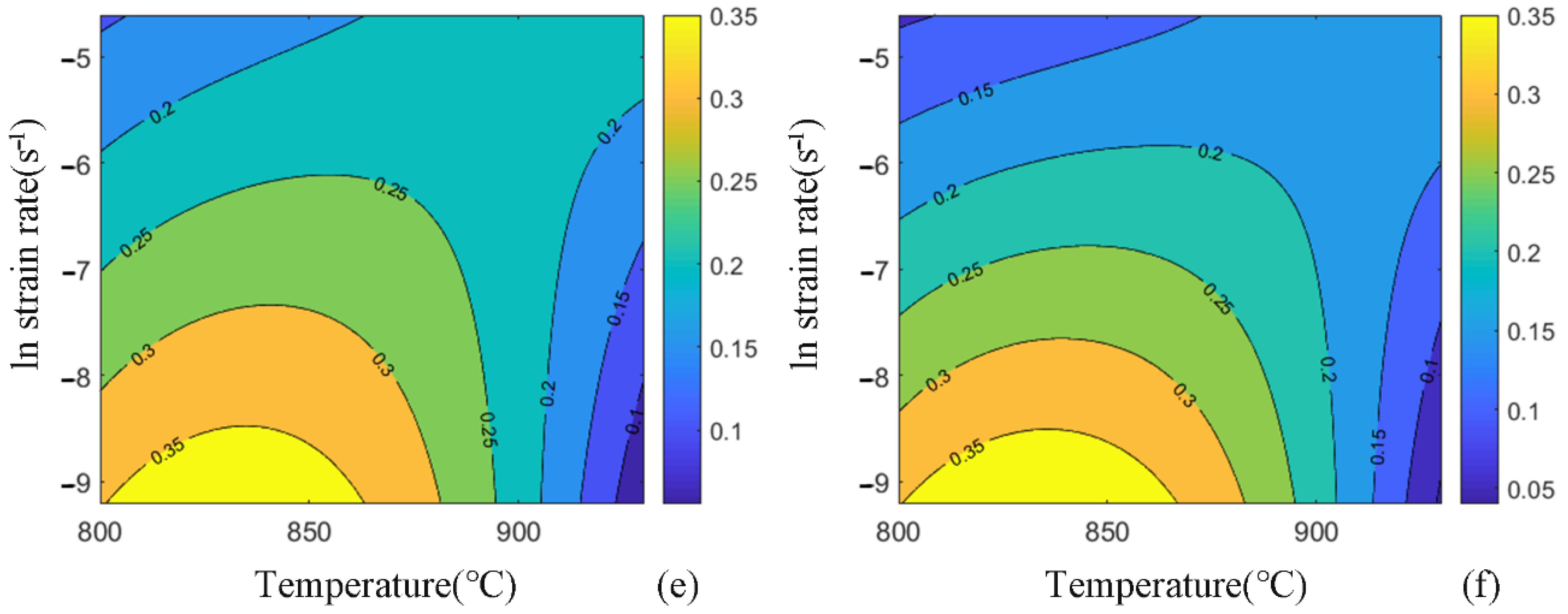
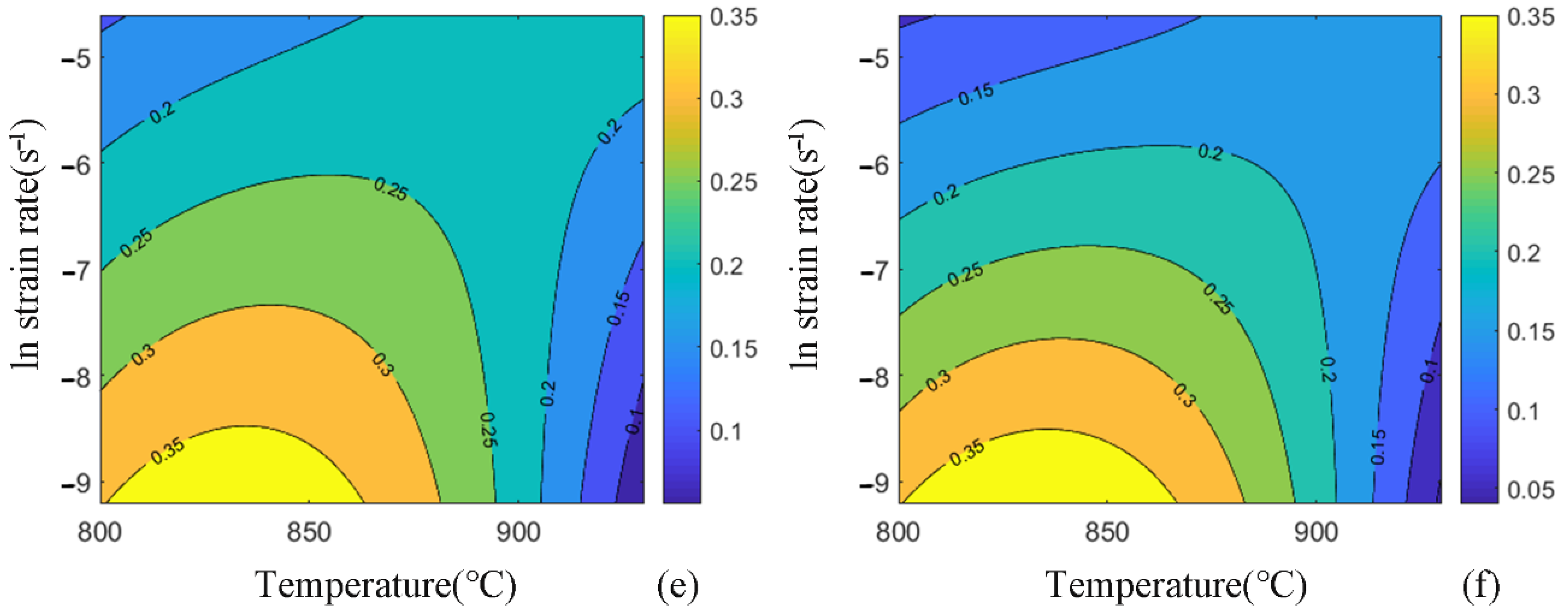
- For the deformation at T > 900 °C, the strain rate sensitivity factors increase with the increase in strain rates at large stains, as are shown in Figure 3d–f. It can be inferred that within the range of higher temperatures and strain rates, there will still be another concentration region. The 0.25 contour line in the upper right corner of (d) can be used as evidence for this inference. A hypothetical is proposed as an explanation for this phenomenon: when the material deforms at higher temperatures, the dislocations gain more energy. In addition, the dislocation velocities are positively correlated with the strain rates [25], so the dislocation movement becomes more intense at a high strain rate.
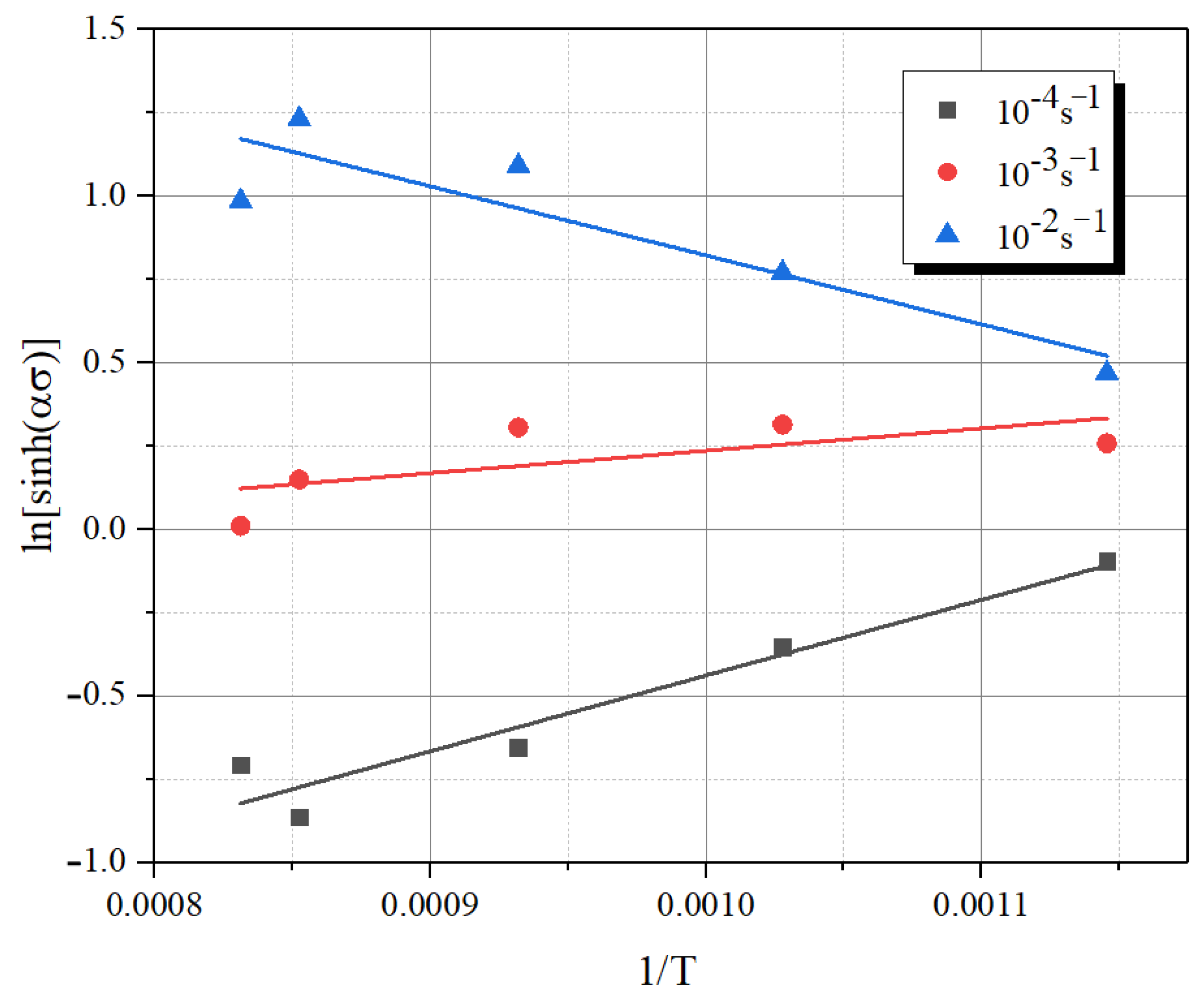
3.3. Deformation Activation Energy
4. Process Maps for Ti-6Al-4V Alloy at Air Cooling Process
4.1. The Theory of Stable Flows
4.2. Hot Working Process Maps
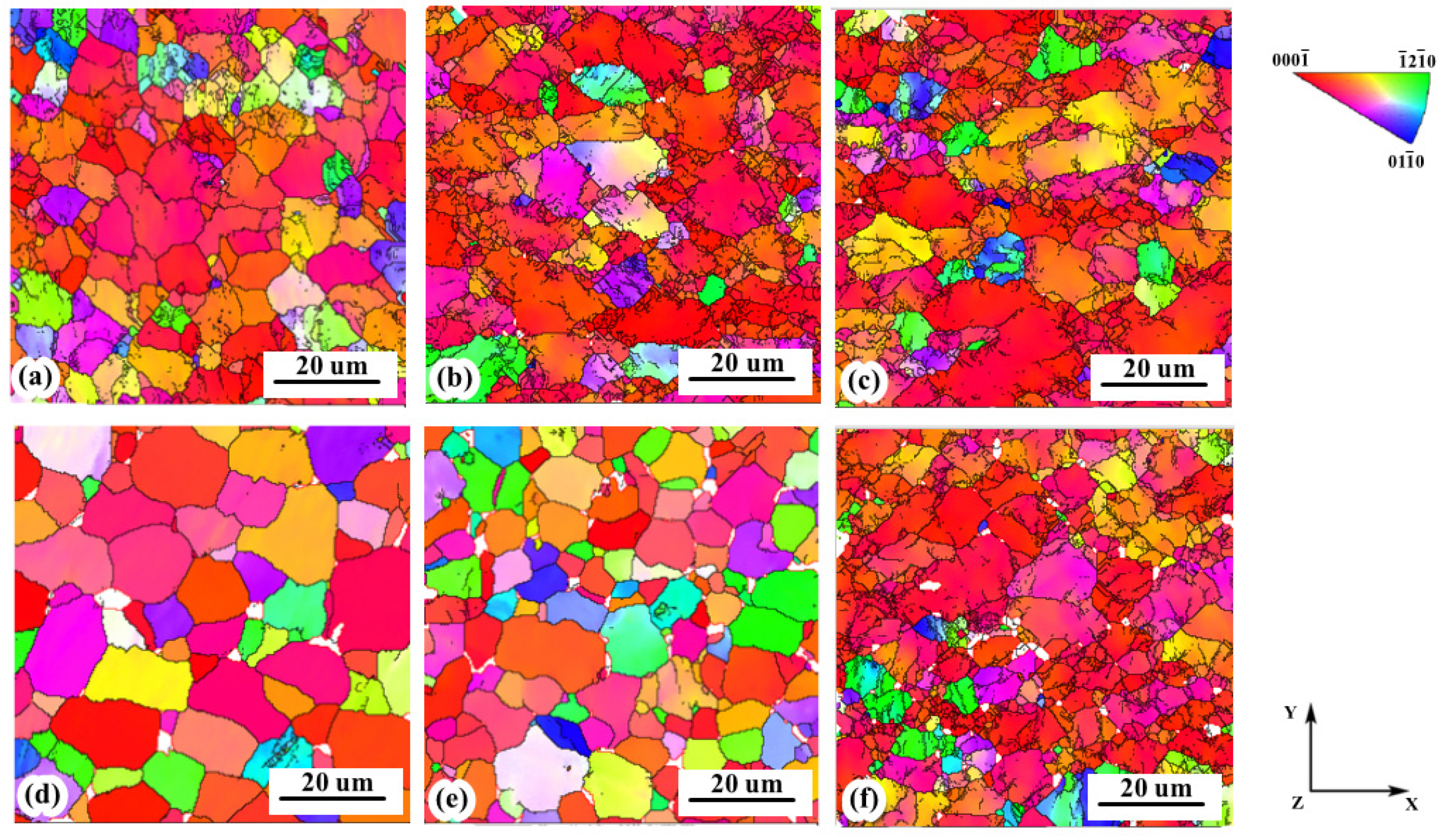
4.3. The Microstructure Evolution during the Air-Cooling Process
5. Conclusions
- (1)
- The investigations of the flow behavior of Ti-6Al-4V alloy after superplastic forming are given, and the emphasis is to discuss the deformability of the material during air cooling.
- (2)
- At 800~900 °C and 10−4~10−3/s, the values of m are larger than 0.3, and the material has good deformability.
- (3)
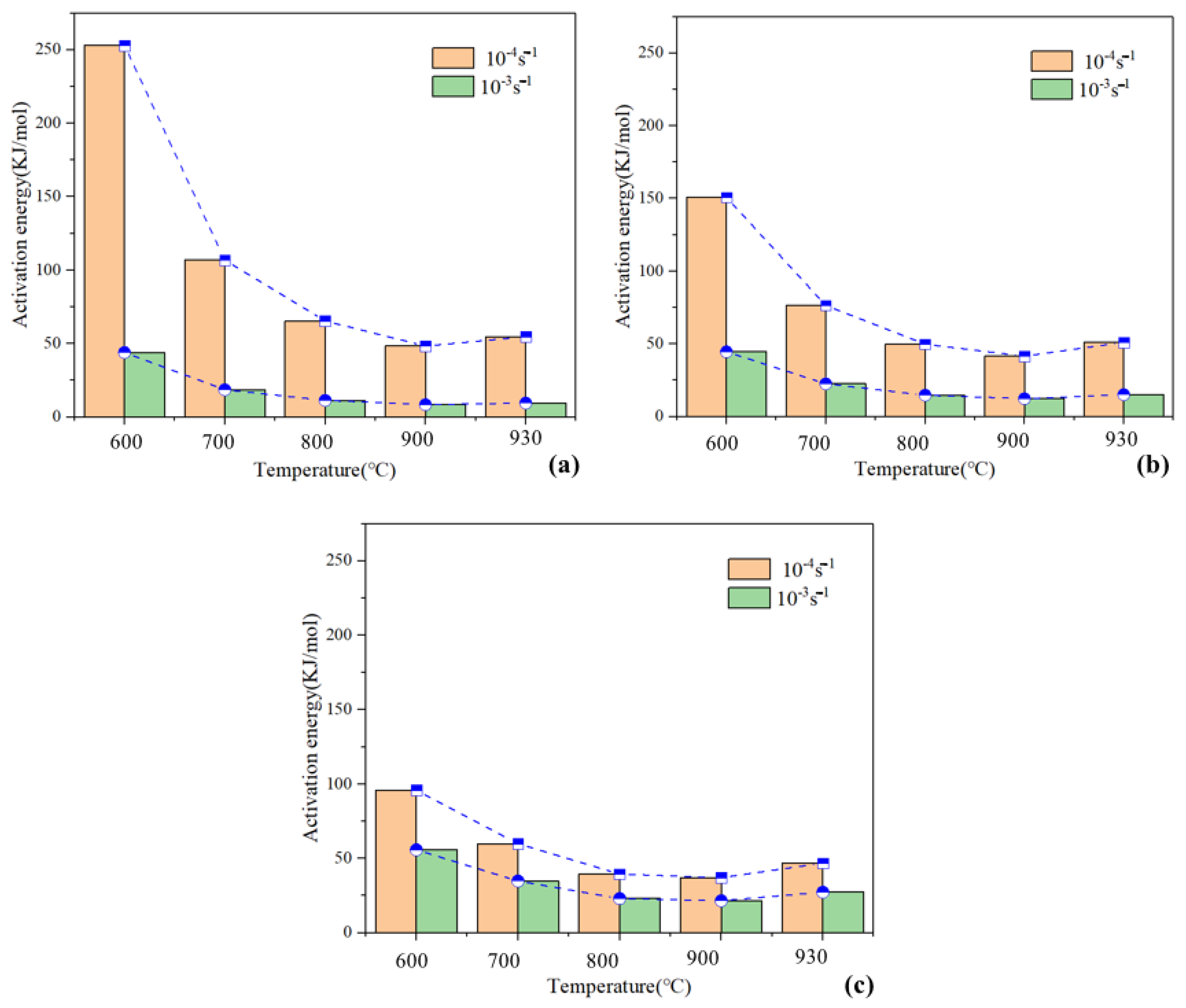
- The evolution of deformation activation energy is influenced by dislocation movement.
- (4)
- The possibility of material damage gradually increases from 950 °C to 600 °C during air cooling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Agius, D.; Kourousis, K.I.; Wallbrink, C. A review of the as-built SLM Ti-6Al-4V mechanical properties towards achieving fatigue resistant designs. Metals 2018, 8, 75. [Google Scholar] [CrossRef] [Green Version]
- Wu, T.; Wang, N.; Chen, M.; Zuo, D.; Xie, L.; Shi, W. Effect of pre-strain on microstructure and tensile properties of Ti-6al-4v at elevated temperature. Metals 2021, 11, 1321. [Google Scholar] [CrossRef]
- Zhao, J.R.; Hung, F.Y.; Lui, T.S.; Wu, Y.L. The relationship of fracture mechanism between high temperature tensile mechanical properties and particle erosion resistance of selective laser melting Ti-6al-4v alloy. Metals 2019, 9, 501. [Google Scholar] [CrossRef] [Green Version]
- Wu, M.W.; Chen, J.K.; Tsai, M.K.; Wang, S.H.; Lai, P.H. Intensification of preferred orientation in the additive manufactured Ti-6Al-4V alloy after heat treatment. Mater. Lett. 2021, 286, 129198. [Google Scholar] [CrossRef]
- Geyer, M.; Vidal, V.; Pottier, T.; Boher, C.; Rézaï-Aria, F. Investigations on the material flow and the role of the resulting hooks on the mechanical behaviour of dissimilar friction stir welded Al2024-T3 to Ti-6Al-4V overlap joints. J. Mater. Processing Technol. 2021, 292, 117057. [Google Scholar] [CrossRef]
- Sun, Y.; Luo, G.; Zhang, J.; Wu, C.; Li, J.; Shen, Q.; Zhang, L. Phase transition, microstructure and mechanical properties of TC4 titanium alloy prepared by plasma activated sintering. J. Alloy. Compd. 2018, 741, 918–926. [Google Scholar] [CrossRef]
- Ratochka, I.; Lykova, O.; Mishin, I.; Naydenkin, E. Superplastic deformation behavior of Ti-4Al-2V alloy governed by its structure and precipitation phase evolution. Mater. Sci. Eng. A 2018, 731, 577–582. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Pourcelot, T.; Aksenov, S.; Kwame, J.; Portnoy, V. Modelling of the superplastic deformation of the near-a titanium alloy (Ti-2.5AL-1.8MN) using arrhenius-type constitutive model and artificial neural network. Metals 2017, 7, 568. [Google Scholar] [CrossRef] [Green Version]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Abushanab, W.S.; Moustafa, E.B.; Portnoy, V.K. Experimental investigation of the effect of temperature and strain rate on the superplastic deformation behavior of Ti-based alloys in the (α+β) temperature field. Metals 2018, 8, 819. [Google Scholar] [CrossRef] [Green Version]
- Song, L.; Ii, A.; Despax, L.; Onishi, H.; Matsumoto, H.; Velay, V.; Vidal, V. Experimental analysis and behaviour modelling of the deformation mechanisms of a Ti-6242S alloy under hot and superplastic forming conditions. Metals 2020, 10, 1599. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Mestre-Rinn, P.; Mikhaylovskaya, A.V. Superplastic forming of Ti-4Al-3Mo-1V alloy: Flow behavior modelling and finite element simulation. Procedia Manuf. 2019, 37, 239–246. [Google Scholar] [CrossRef]
- Velay, V.; Matsumoto, H.; Vidal, V.; Chiba, A. Behavior modeling and microstructural evolutions of Ti-6Al-4V alloy under hot forming conditions. Int. J. Mech. Sci. 2016, 108–109, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Alabort, E.; Kontis, P.; Barba, D.; Dragnevski, K.; Reed, R.C. On the mechanisms of superplasticity in Ti-6Al-4V. Acta Mater. 2016, 105, 449–463. [Google Scholar] [CrossRef] [Green Version]
- Ashby, M.F.; Verrall, R.A. Diffusion-accommodated flow and superplasticity. Acta Metall. 1973, 21, 149–163. [Google Scholar] [CrossRef]
- Arieli, A.; Rosen, A. Superplastic deformation of Ti-6al-4v alloy. Met. Trans. A 1977, 8, 1591–1596. [Google Scholar] [CrossRef]
- Zelin, M.G.; Mukherjee, A.K. Cooperative phenomena at grain boundaries during superplastic flow. Acta Metall. Mater. 1995, 43, 2359–2372. [Google Scholar] [CrossRef]
- Mochugovskiy, A.G.; Mikhaylovskaya, A.V.; Zadorognyy, M.Y.; Golovin, I.S. Effect of heat treatment on the grain size control, superplasticity, internal friction, and mechanical properties of zirconium-bearing aluminum-based alloy. J. Alloy. Compd. 2021, 856, 157455. [Google Scholar] [CrossRef]
- Rezaei, A.; Mahmudi, R.; Cayron, C.; Loge, R. Microstructural evolution and superplastic behavior of a fine-grained Mg−Gd−Y−Ag alloy processed by simple shear extrusion. Mater. Sci. Eng. A 2021, 806, 140803. [Google Scholar] [CrossRef]
- Alabort, E.; Barba, D.; Shagiev, M.R.; Murzinova, M.A.; Galeyev, R.M.; Valiakhmetov, O.R.; Aletdinov, A.F.; Reed, R.C. Alloys-by-design: Application to titanium alloys for optimal superplasticity. Acta Mater. 2019, 178, 275–287. [Google Scholar] [CrossRef]
- Backofen, W.A.; Turner, I.R.A.D.H. Superplastic in an Al-Zn alloy. Trans. ASM 1964, 57, 980–990. [Google Scholar]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti-6Al-4V: Characterisation, modelling and applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef] [Green Version]
- Zhang, R.; Shao, Z.; Lin, J. A review on modelling techniques for formability prediction of sheet metal forming. Int. J. Lightweight Mater. Manuf. 2018, 1, 115–125. [Google Scholar] [CrossRef]
- Sun, P.; Wu, H.; Lee, W.; Shis, S.; Perng, J.; Lee, S. Cavitation behavior in superplastic 5083 Al alloy during multiaxial gas blow forming with lubrication. Int. J. Mach. Tools Manuf. 2009, 49, 13–19. [Google Scholar] [CrossRef]
- Huang, Y.; Langdon, T.G. Cavitation and failure in a fine-grained Inconel 718 alloy having potential superplastic properties. Mater. Sci. Eng. A 2005, 410–411, 130–133. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Yang, D.; Wang, Q.; Wang, K.; Zhang, Z.; Wang, M.; Muzamil, M. A Modified Constitutive Model with Grain Rotation for Superplastic Forming of Ti-6Al-4V Alloy. J. Eng. Mater. Technol. Trans. ASME 2020, 142, 1–13. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J.; Zhang, W. Constitutive analysis of homogenized 7005 aluminum alloy at evaluated temperature for extrusion process. Mater. Des. 2015, 66, 129–136. [Google Scholar] [CrossRef]
- Quan, G.Z.; Luo, G.C.; Liang, J.T.; Wu, D.S.; Mao, A.; Liu, Q. Modelling for the dynamic recrystallization evolution of Ti-6Al-4V alloy in two-phase temperature range and a wide strain rate range. Comput. Mater. Sci. 2015, 97, 136–147. [Google Scholar] [CrossRef]
- Wu, J.; Guo, R. Constitutive behavior for quenching of Al-Cu-Mg alloy with consideration of precipitation. J. Eng. Mater. Technol. Trans. ASME 2018, 140. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, H.; Cui, Z.; Chen, D.; Chen, Z. Superplastic behavior of an in-situ TiB2 particle reinforced aluminum matrix composite processed by elliptical cross-section torsion extrusion. Mater. Charact. 2021, 178, 111243. [Google Scholar] [CrossRef]
- Kröhn, M.A.; Leen, S.B.; Hyde, T.H. A superplastic forming limit diagram concept for Ti-6Al-4V. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2007, 221, 251–264. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Gao, P.; Yu, C.; Fu, M.; Xing, L.; Zhan, M.; Guo, J. Formability enhancement in hot spinning of titanium alloy thin-walled tube via prediction and control of ductile fracture. Chin. J. Aeronaut. 2021, 35, 320–331. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemistry (wt.%) | Ti | Al | V | C |
|---|---|---|---|---|
| Ti-6Al-4V | 88.31 | 5.59 | 4.85 | 1.25 |
| Strain | Strain Rate (s−1) | Tensile Test Temperature (°C) | ||||
|---|---|---|---|---|---|---|
| 600 | 700 | 800 | 900 | 930 | ||
| 0.10 | 10−4 | 309.91 | 136.60 | 47.96 | 13.35 | 11.91 |
| 10−3 | 381.45 | 230.84 | 109.86 | 36.78 | 26.84 | |
| 10−2 | 434.41 | 297.58 | 171.49 | 76.17 | 56.92 | |
| 0.20 | 10−4 | 281.71 | 121.77 | 42.60 | 13.69 | 13.33 |
| 10−3 | 371.60 | 208.56 | 94.88 | 33.06 | 24.94 | |
| 10−2 | 431.44 | 281.87 | 154.45 | 64.93 | 48.07 | |
| 0.30 | 10−4 | 240.86 | 109.42 | 38.70 | 14.37 | 14.07 |
| 10−3 | 350.87 | 185.05 | 84.14 | 30.16 | 23.25 | |
| 10−2 | 396.25 | 255.08 | 138.77 | 57.10 | 42.17 | |
| 0.40 | 10−4 | 99.95 | 35.79 | 14.57 | 14.81 | |
| 10−3 | 162.43 | 75.73 | 27.65 | 21.84 | ||
| 10−2 | 221.93 | 124.60 | 50.86 | 37.47 | ||
| 0.50 | 10−4 | 91.85 | 33.83 | 14.74 | 15.52 | |
| 10−3 | 140.02 | 68.87 | 25.83 | 20.73 | ||
| 10−2 | 111.37 | 45.64 | 33.77 | |||
| 0.60 | 10−4 | 84.11 | 31.88 | 14.55 | 15.78 | |
| 10−3 | 63.04 | 24.38 | 19.82 | |||
| 10−2 | 98.51 | 40.60 | 30.43 | |||
| 0.70 | 10−4 | 76.79 | 30.16 | 14.17 | 15.81 | |
| 10−3 | 58.04 | 23.08 | 18.98 | |||
| 10−2 | 83.29 | 35.37 | 27.32 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, X.; Yang, J.; Li, J.; Wu, J. Investigation of the Flow Behavior of Air-Cooling Ti-6Al-4V Alloy after Superplastic Forming. Crystals 2022, 12, 294. https://doi.org/10.3390/cryst12020294
Han X, Yang J, Li J, Wu J. Investigation of the Flow Behavior of Air-Cooling Ti-6Al-4V Alloy after Superplastic Forming. Crystals. 2022; 12(2):294. https://doi.org/10.3390/cryst12020294
Chicago/Turabian StyleHan, Xiaoning, Junzhou Yang, Jinshan Li, and Jianjun Wu. 2022. "Investigation of the Flow Behavior of Air-Cooling Ti-6Al-4V Alloy after Superplastic Forming" Crystals 12, no. 2: 294. https://doi.org/10.3390/cryst12020294
APA StyleHan, X., Yang, J., Li, J., & Wu, J. (2022). Investigation of the Flow Behavior of Air-Cooling Ti-6Al-4V Alloy after Superplastic Forming. Crystals, 12(2), 294. https://doi.org/10.3390/cryst12020294