Hydrocracking of Athabasca Vacuum Residue Using Ni-Mo-Supported Drill Cuttings


Abstract
:
1. Introduction
2. Results and Discussions
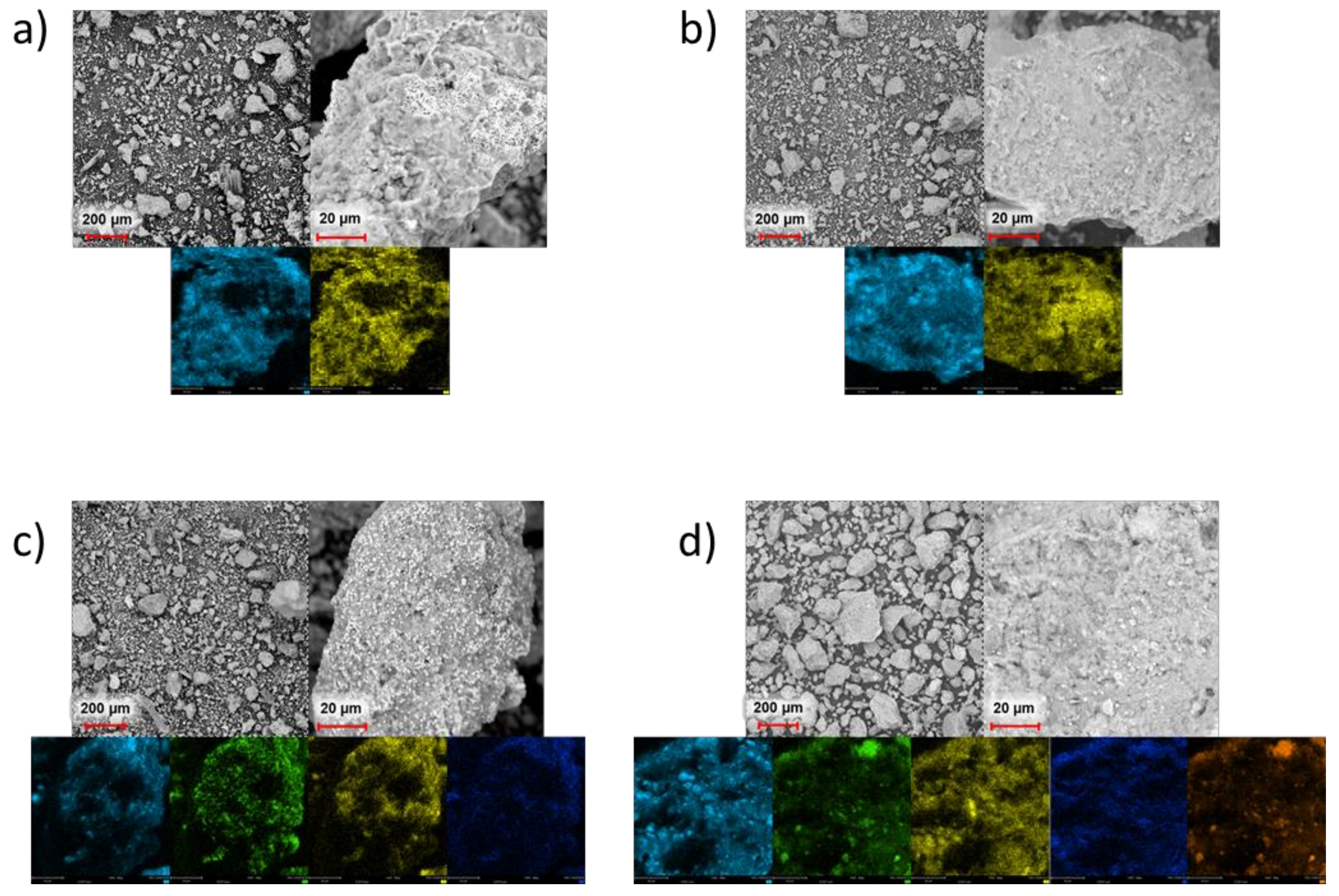
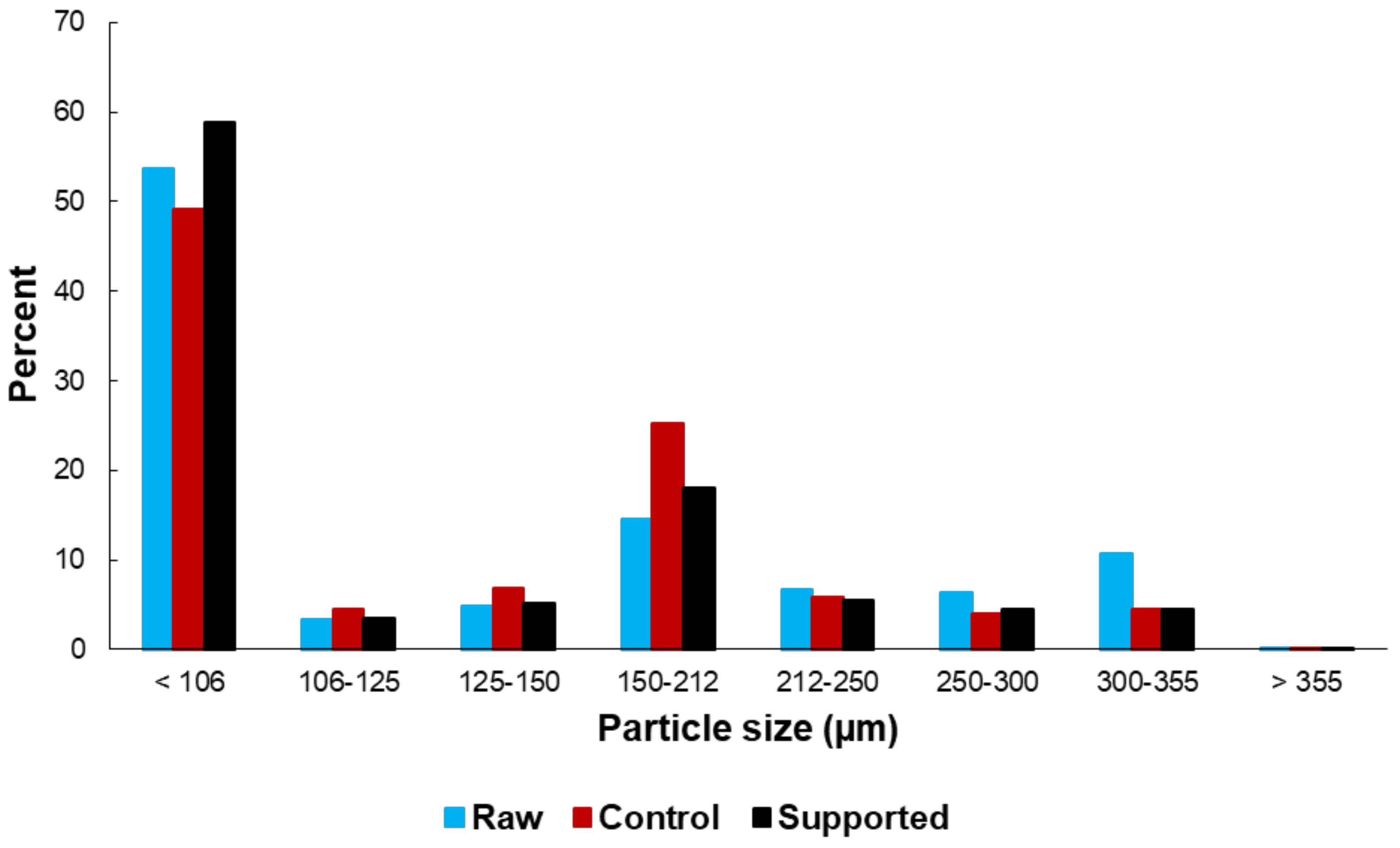
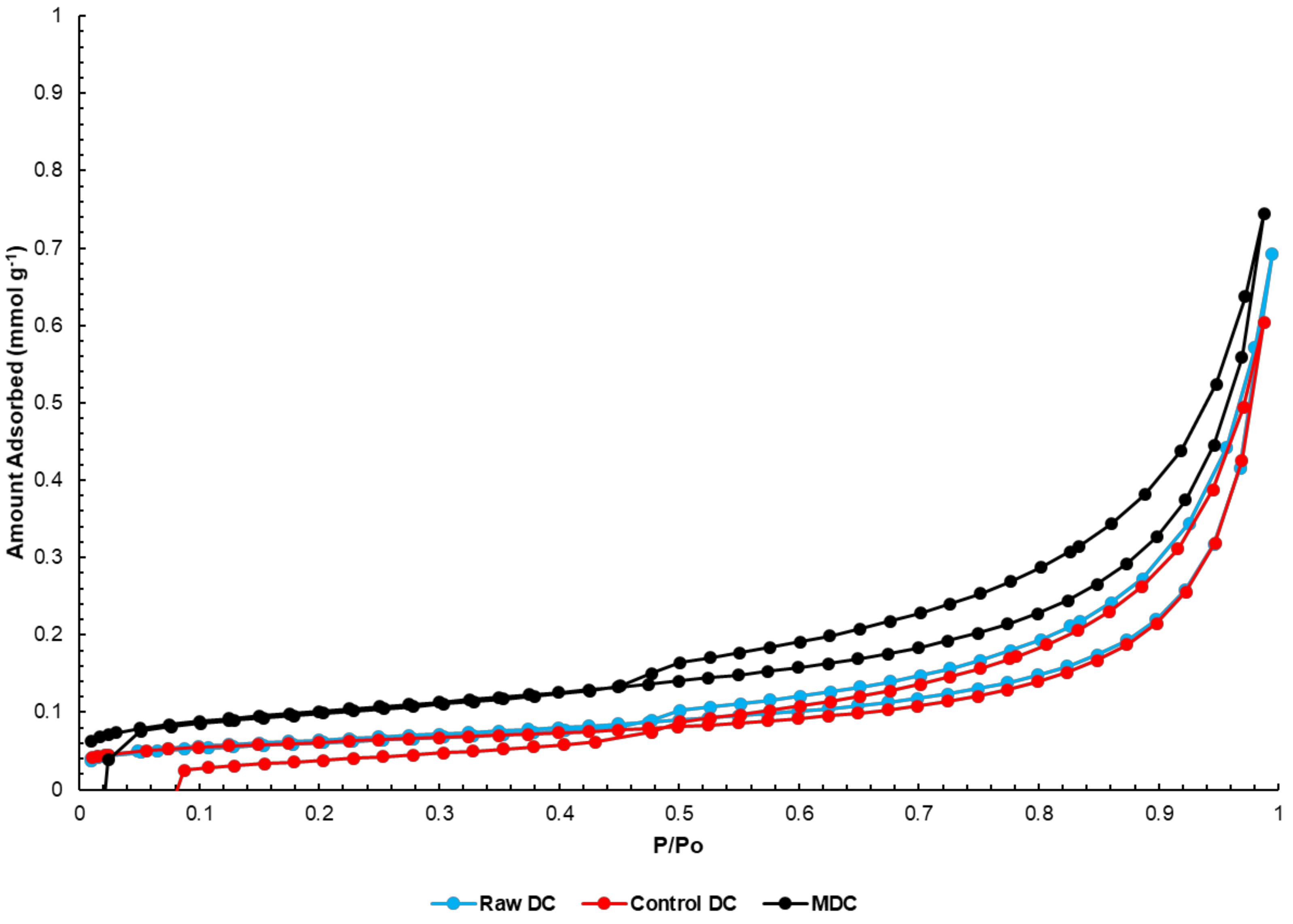
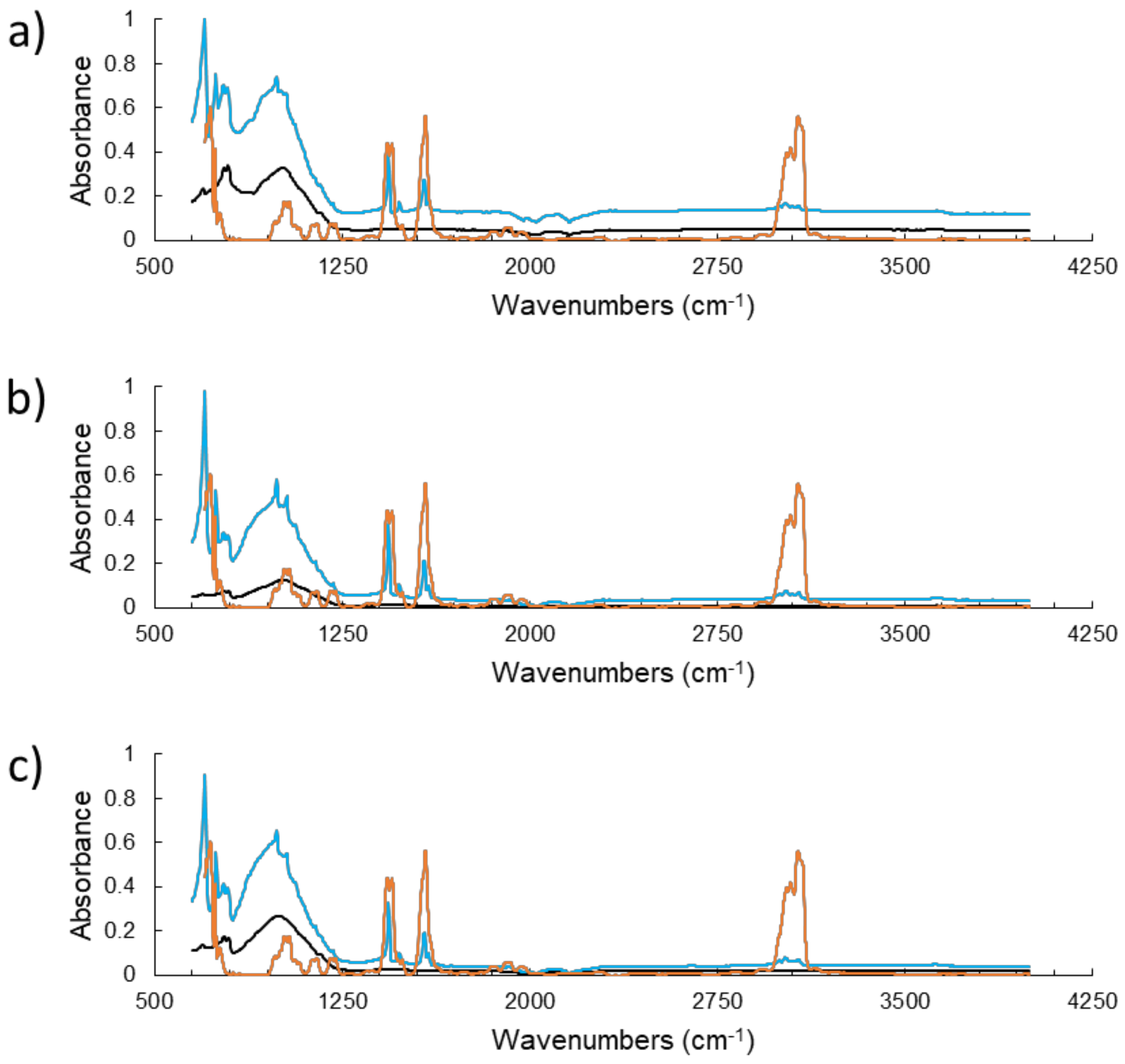
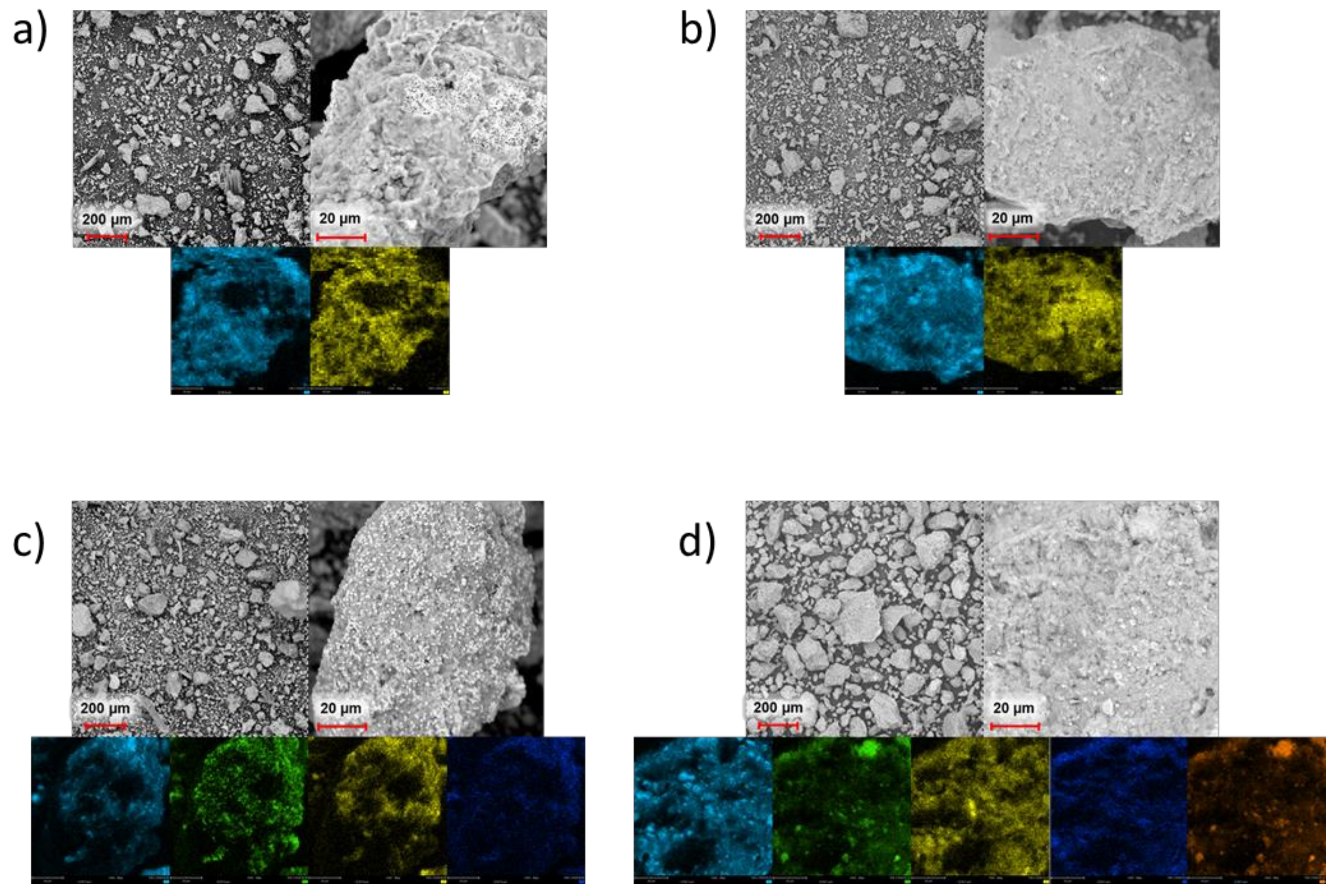
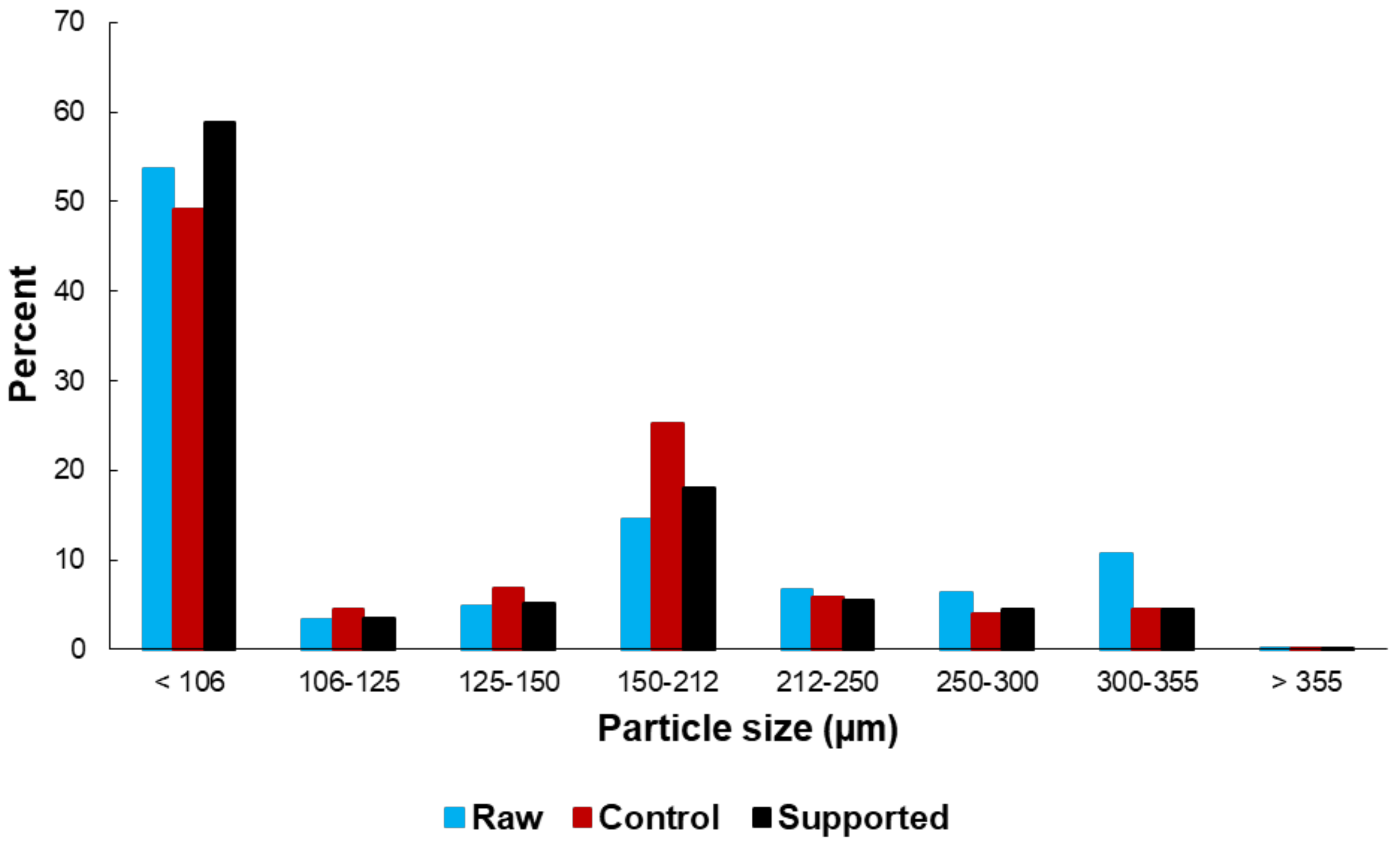
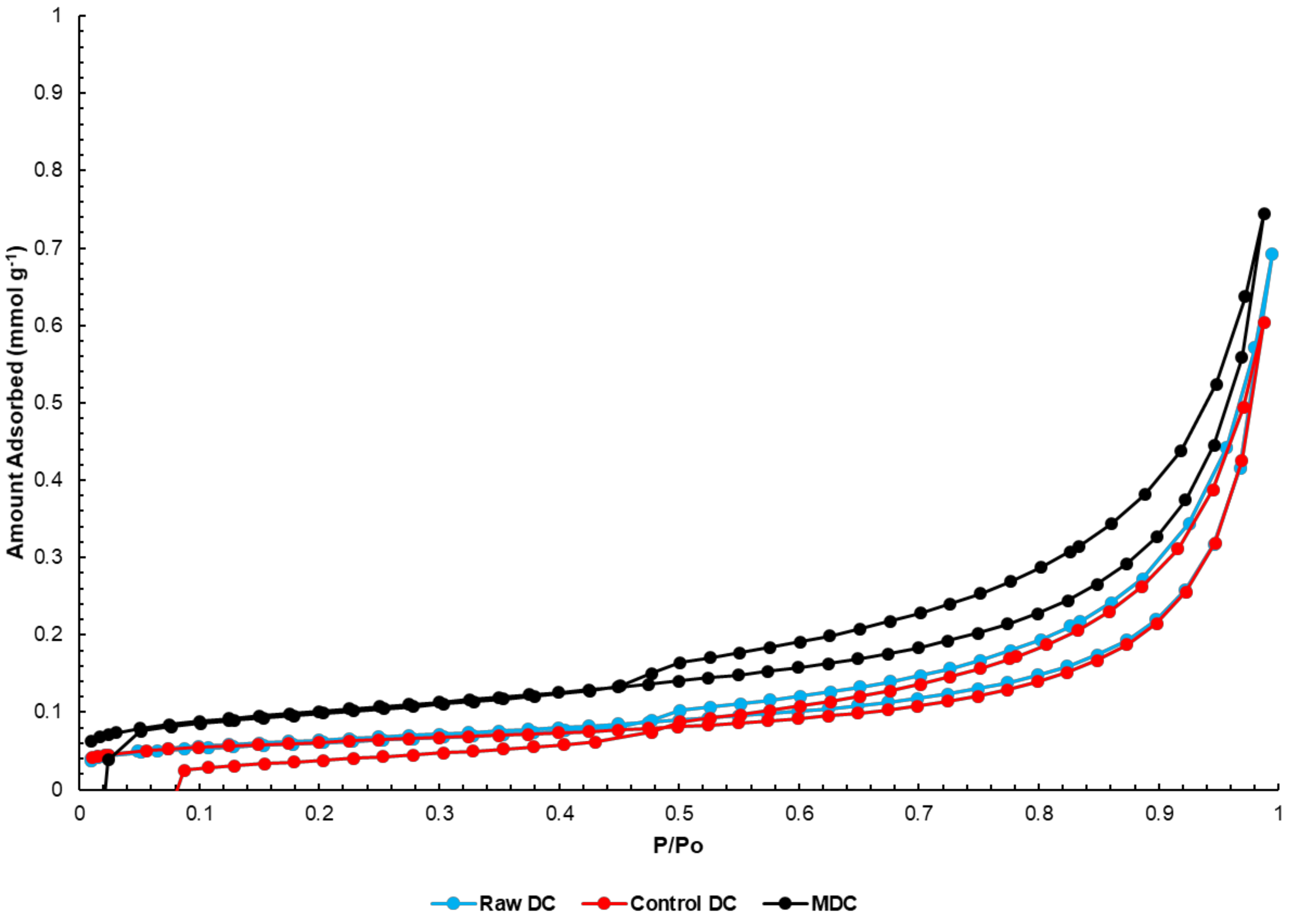
2.1. Catalyst Characterization
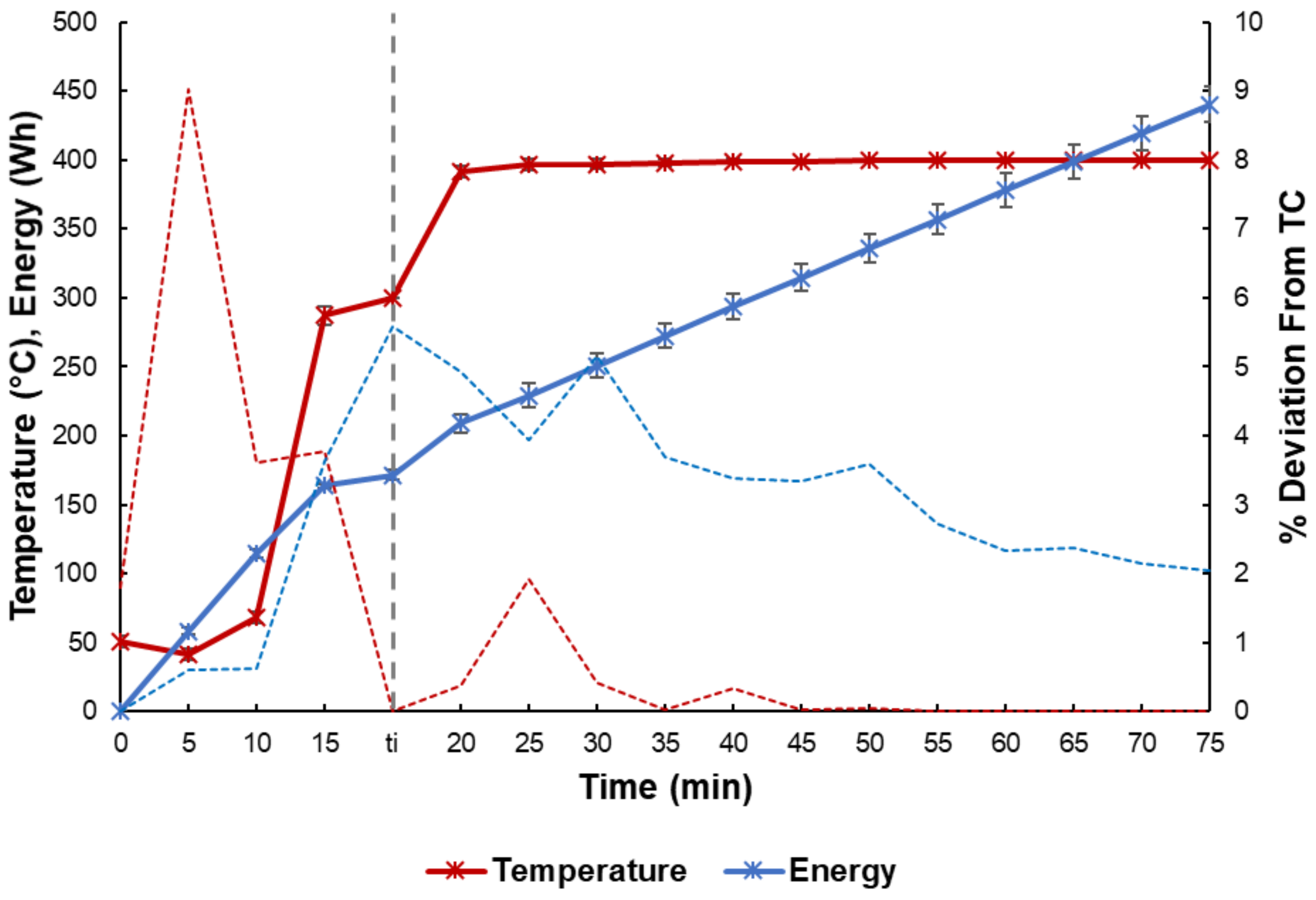
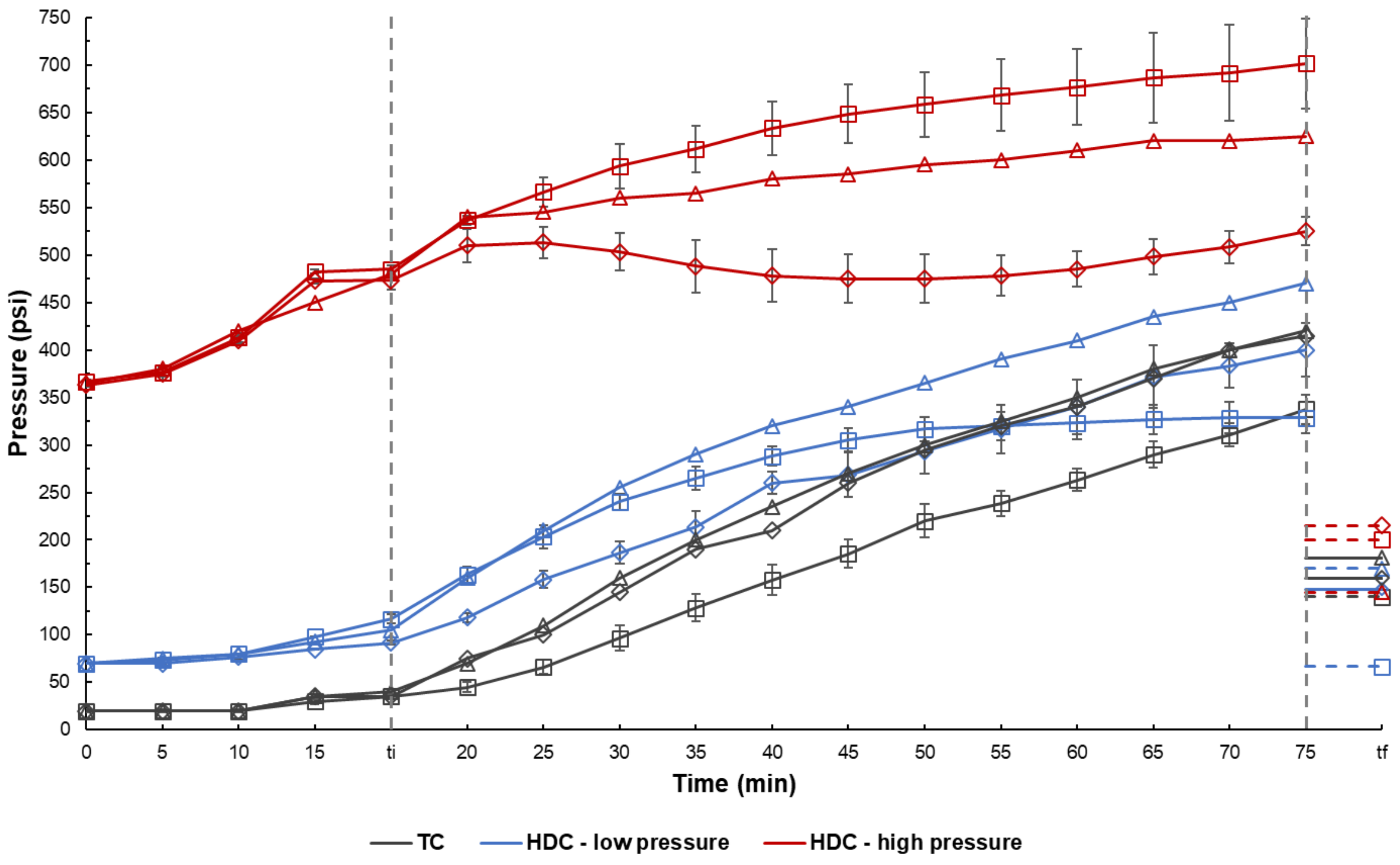
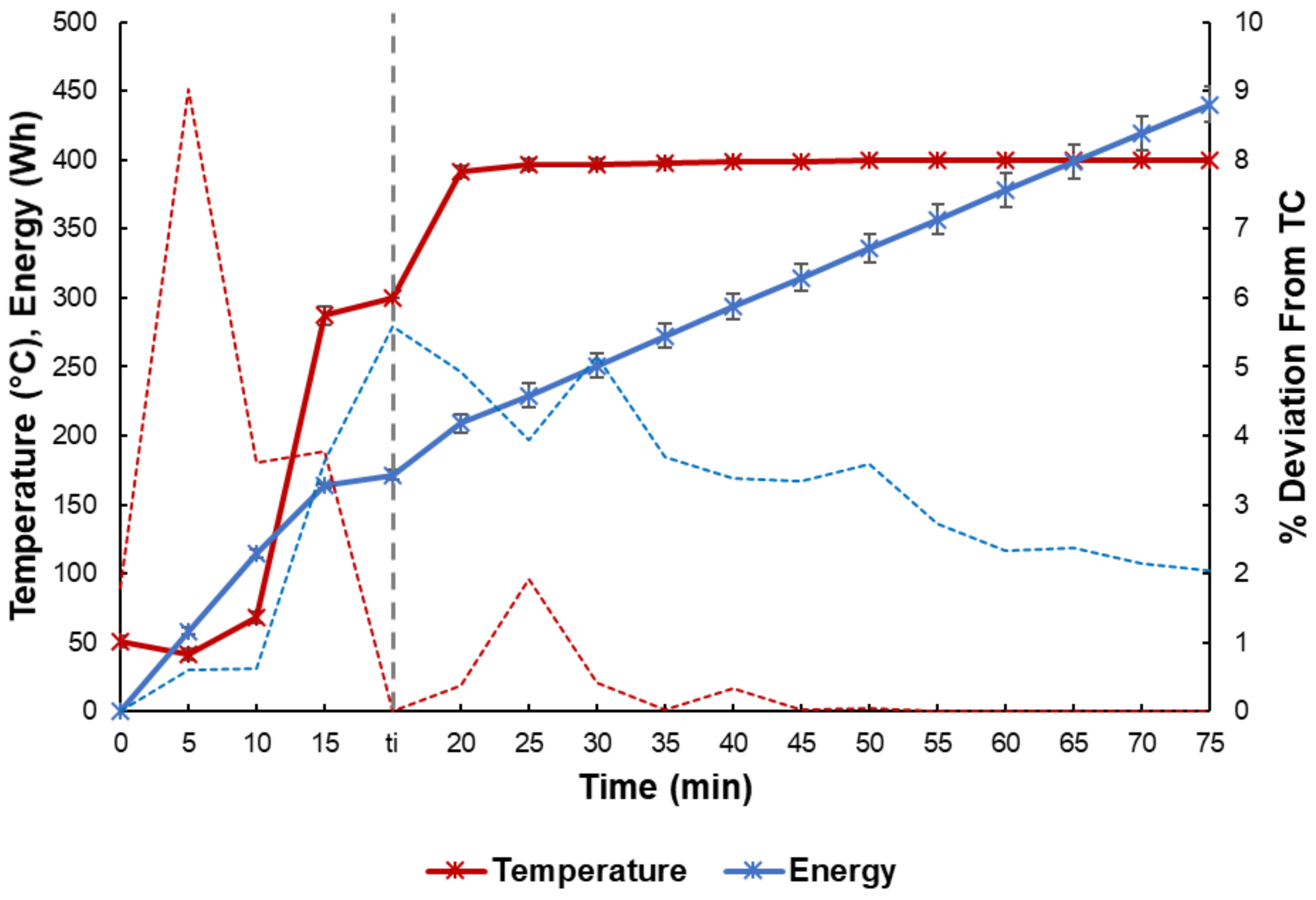
2.2. Temperature, Pressure and Energy Profiles
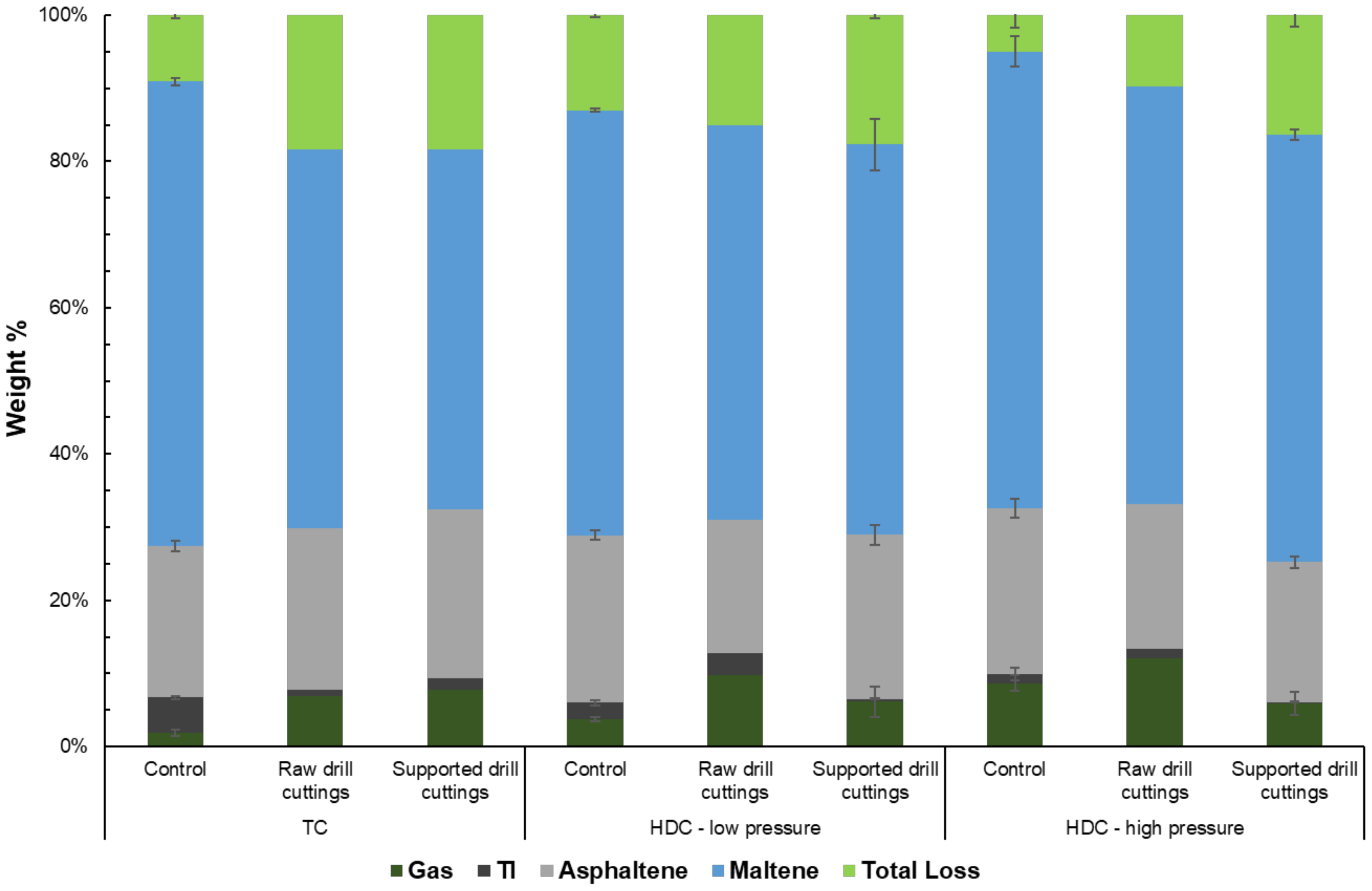
2.3. Product Yyield
2.3.1. Control Experiments
2.3.2. Catalyst Performance at Low H2 Pressure
2.3.3. Catalyst Performance at High H2 Pressure
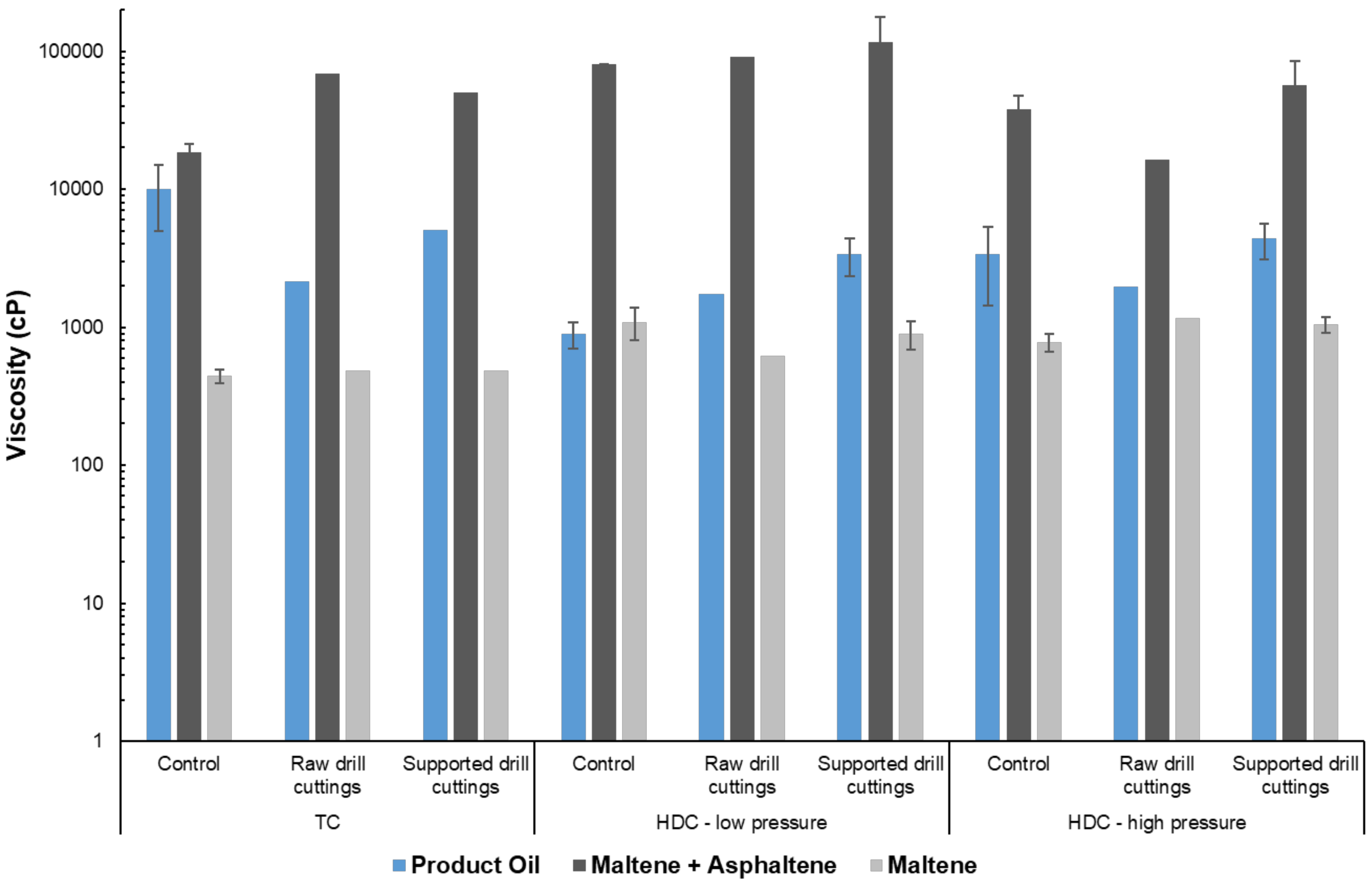
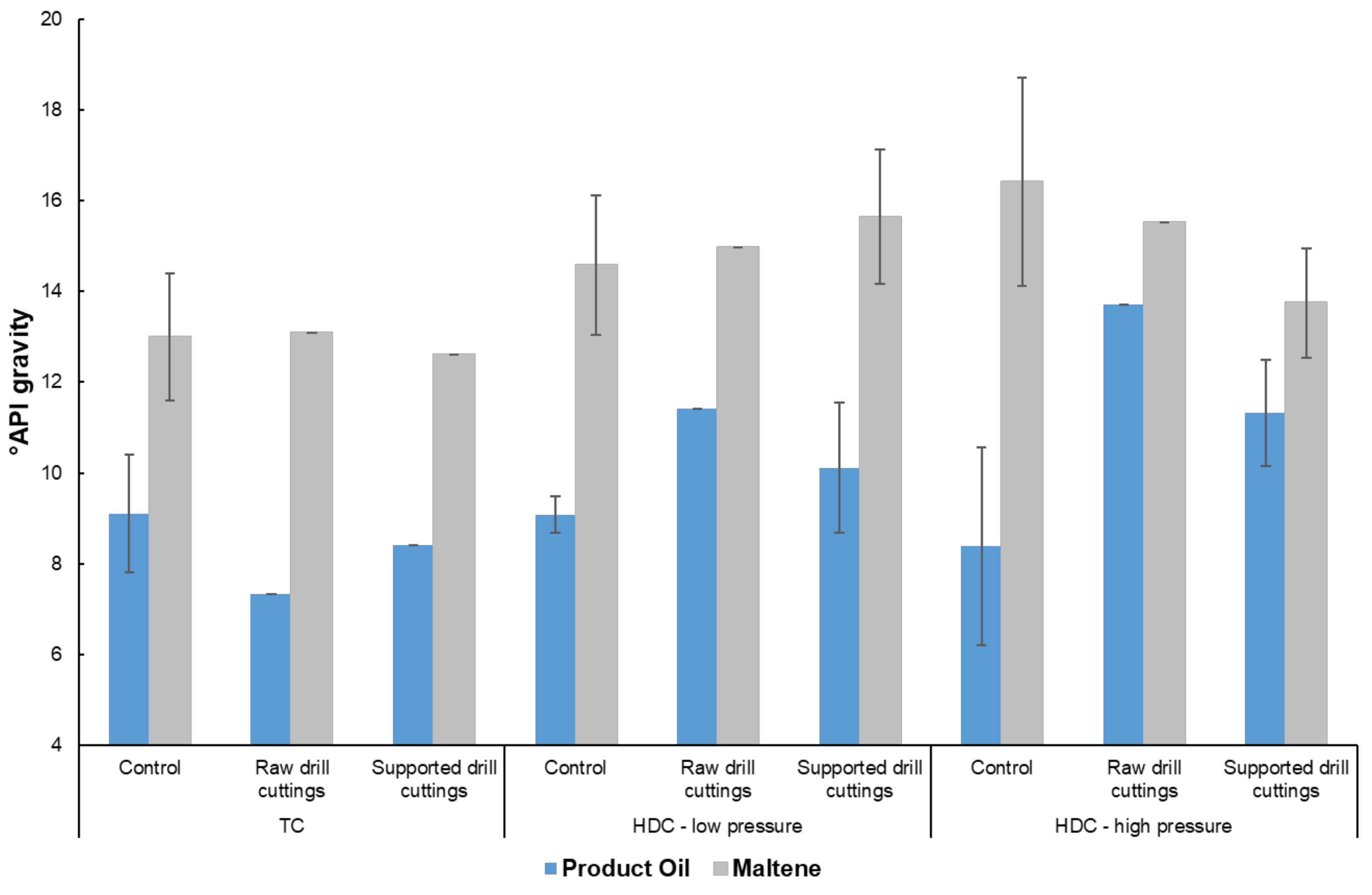
2.4. Product Quality
2.4.1. Control Experiments
2.4.2. Catalyst Performance at Pow H2 Pressure
2.4.3. Catalyst Performance at High H2 Pressure
3. Materials and Methods
3.1. Materials
3.2. Catalyst Preparation and Characterization
4.3. Feed Preparation
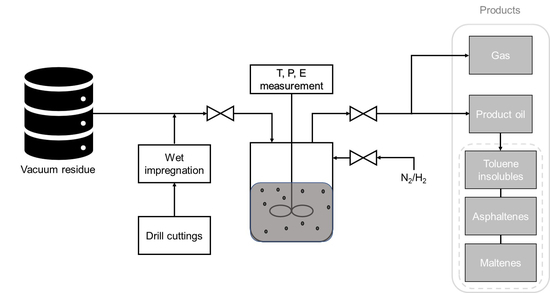
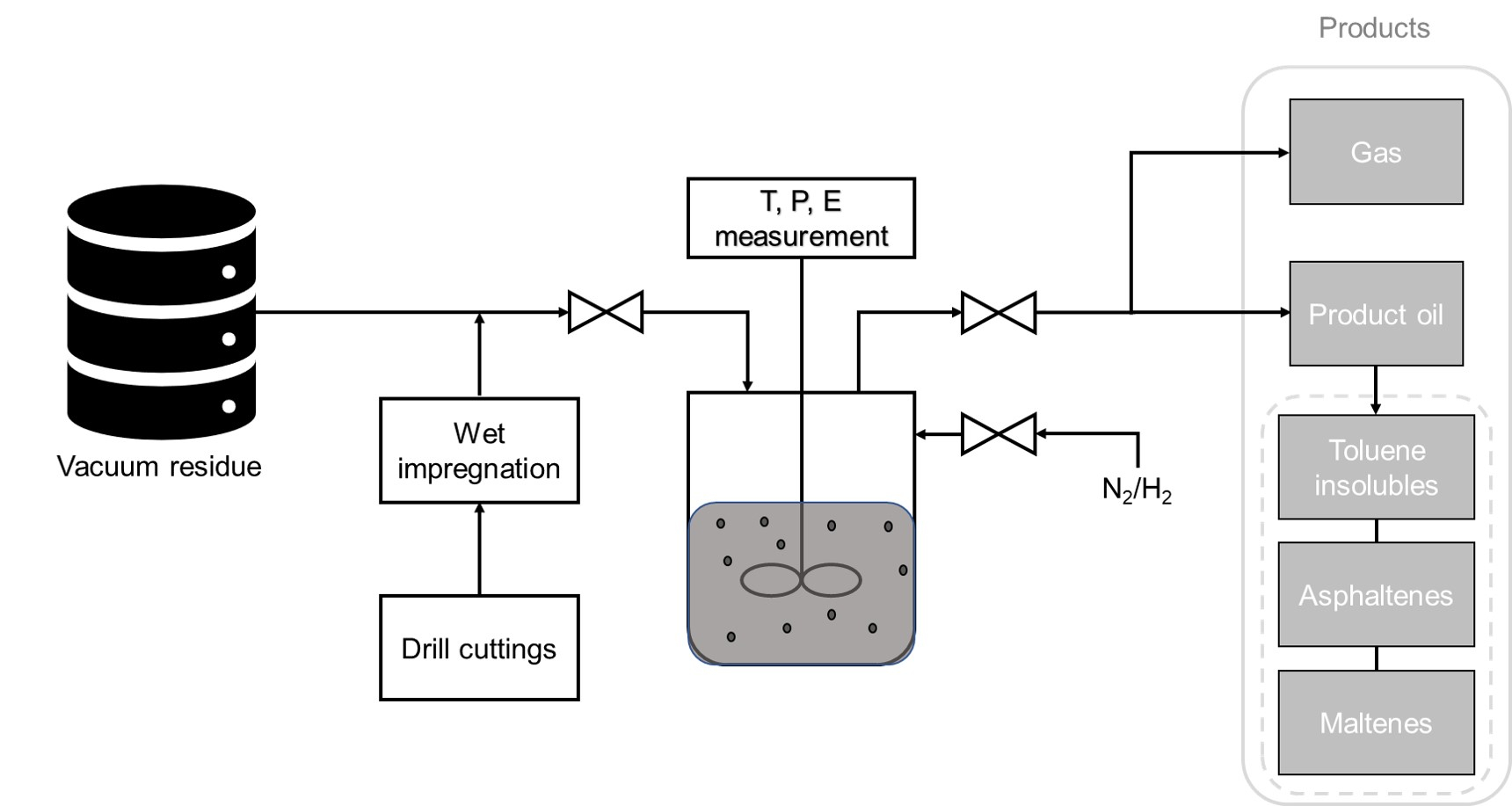
3.4. Upgrading
3.5. Product Characterization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AVR | Athabasca vacuum residue |
| BAS | Bronsted acid sites |
| CCR | Conradson carbon residue |
| HDC | Hydrocracking |
| LAS | Lewis acid sites |
| TC | Thermal cracking |
| TI | Toluene insolubles |
References
- Owen, N.A.; Inderwildi, O.R.; King, D.A. The status of conventional world oil reserves-Hype or cause for concern? Energy Policy 2010, 38, 4743–4749. [Google Scholar] [CrossRef]
- Shah, A.; Fishwick, R.; Wood, J.; Leeke, G.; Rigby, S.; Greaves, M. A review of novel techniques for heavy oil and bitumen extraction and upgrading. Energy Environ. Sci. 2010, 3, 700. [Google Scholar] [CrossRef]
- Raseev, S. Thermal and Catalytic Processes in Petroleum Refining; CRC Press: Boca Raton, FL, USA, 2003; Volume 2004, ISBN 0-8247-0952-7. [Google Scholar]
- Vernon, L.W. Free radical chemistry of coal liquefaction: Role of molecular hydrogen. Fuel 1980, 59, 102–106. [Google Scholar] [CrossRef]
- Valavarasu, G.; Bhaskar, M.; Balaraman, K.S. Mild Hydrocracking—A Review of the Process, Catalysts, Reactions, Kinetics, and Advantages. Pet. Sci. Technol. 2003, 21, 1185–1205. [Google Scholar] [CrossRef]
- Zachariah, A.; Wang, L.; Yang, S.; Prasad, V.; De Klerk, A. Suppression of coke formation during bitumen pyrolysis. Energy Fuels 2013, 27, 3061–3070. [Google Scholar] [CrossRef]
- Ward, J.W. Hydrocracking processes and catalysts. Fuel Process. Technol. 1993, 35, 55–85. [Google Scholar] [CrossRef]
- Vázquez, M.I.; Escardino, A.; Aucejo, A. Hydrocracking of n-heptane with a NiO-MoO3/HYUS zeolite as catalyst. Kinetic study. Can. J. Chem. Eng. 1988, 66, 313–318. [Google Scholar] [CrossRef]
- Alsobaai, A.M.; Zakaria, R.; Hameed, B.H. Gas oil hydrocracking on NiW/USY catalyst: Effect of tungsten and nickel loading. Chem. Eng. J. 2007, 132, 77–83. [Google Scholar] [CrossRef]
- Rezgui, Y.; Guemini, M. Effect of acidity and metal content on the activity and product selectivity for n-decane hydroisomerization and hydrocracking over nickel-tungsten supported on silica-alumina catalysts. Appl. Catal. A Gen. 2005, 282, 45–53. [Google Scholar] [CrossRef]
- Mohanty, S.; Kunzru, D.; Saraf, D.N. Hydrocracking: A review. Fuel 1990, 69, 1467–1473. [Google Scholar] [CrossRef]
- Menoufy, M.F.; Ahmed, H.S.; Betiha, M.A.; Sayed, M.A. A Comparative study on hydrocracking and hydrovisbreaking combination for heavy vacuum residue conversion. Fuel 2014, 119, 106–110. [Google Scholar] [CrossRef]
- Francis, J.; Guillon, E.; Bats, N.; Pichon, C.; Corma, A.; Simon, L.J. Design of improved hydrocracking catalysts by increasing the proximity between acid and metallic sites. Appl. Catal. A Gen. 2011, 409–410, 140–147. [Google Scholar] [CrossRef]
- Maxwell, I.E. Zeolite catalysis in hydroprocessing technology. Catal. Today 1987, 1, 385–413. [Google Scholar] [CrossRef]
- Song, C.; Nihonmatsu, T.; Nomura, M. Effect of Pore Structure of Ni–Mo/Al2O3 Catalysts in Hydrocracking of Coal Derived and Oil Sand Derived Asphaltenes. Ind. Eng. Chem. Res. 1991, 30, 1726–1734. [Google Scholar] [CrossRef]
- Corma, A.; Martínez, A.; Martínez-Soria, V.; Montón, J.B. Hydrocracking of vacuum gasoil on the novel mesoporous MCM-41 aluminosilicate catalyst. J. Catal. 1995, 153, 25–31. [Google Scholar] [CrossRef]
- Sahu, R.; Song, B.J.; Im, J.S.; Jeon, Y.P.; Lee, C.W. A review of recent advances in catalytic hydrocracking of heavy residues. J. Ind. Eng. Chem. 2015, 27, 12–24. [Google Scholar] [CrossRef]
- Puron, H.; Pinilla, J.L.; de la Fuente, J.A.; Millan, M. Effect of Metal Loading in NiMo/Al2O3 Catalysts on Maya Vacuum Residue Hydrocracking. Energy Fuels 2017, 31, 4843–4850. [Google Scholar] [CrossRef]
- Manek, E.; Haydary, J. Hydrocracking of vacuum residue with solid and dispersed phase catalyst: Modeling of sediment formation and hydrodesulfurization. Fuel Process. Technol. 2017, 159, 320–327. [Google Scholar] [CrossRef]
- Kim, D.-W.; Jeon, P.R.; Moon, S.; Lee, C.-H. Upgrading of petroleum vacuum residue using a hydrogen-donor solvent with acid-treated carbon. Energy Convers. Manag. 2018, 161, 234–242. [Google Scholar] [CrossRef]
- Yang, T.; Liu, C.; Meng, H.; Qin, Y.; Deng, W.; Niu, Q. Molybdenum Dialkyldithiophosphate as self-sulfurized catalyst precursor in Hydrocracking of Residue. In Proceedings of the IOP Conference Series: Earth and Environmental Science; 2018; Volume 170, p. 22036. [Google Scholar]
- Kim, S.H.; Kim, K.D.; Lee, Y.K. Effects of dispersed MoS2 catalysts and reaction conditions on slurry phase hydrocracking of vacuum residue. J. Catal. 2017, 347, 127–137. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, K.D.; Lee, D.; Lee, Y.K. Structure and activity of dispersed Co, Ni, or Mo sulfides for slurry phase hydrocracking of vacuum residue. J. Catal. 2018, 364, 131–140. [Google Scholar] [CrossRef]
- Hur, Y.G.; Lee, D.W.; Lee, K.Y. Hydrocracking of vacuum residue using NiWS(x) dispersed catalysts. Fuel 2016, 185, 794–803. [Google Scholar] [CrossRef]
- Rana, M.S.; Sámano, V.; Ancheyta, J.; Diaz, J.A.I. A review of recent advances on process technologies for upgrading of heavy oils and residua. Fuel 2007, 86, 1216–1231. [Google Scholar] [CrossRef]
- Castañeda, L.C.; Muñoz, J.A.D.; Ancheyta, J. Current situation of emerging technologies for upgrading of heavy oils. Catal. Today 2014, 220–222, 248–273. [Google Scholar] [CrossRef]
- Demirbas, A.; Bafail, A.; Nizami, A.S. Heavy oil upgrading: Unlocking the future fuel supply. Pet. Sci. Technol. 2016, 34, 303–308. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, D.; Deng, W.; Que, G. A review of slurry-phase hydrocracking heavy oil technology. Energy Fuels 2007, 21, 3057–3062. [Google Scholar] [CrossRef]
- Nhieu, P.; Liu, Q.; Gray, M.R. Role of water and fine solids in onset of coke formation during bitumen cracking. Fuel 2016, 166, 152–156. [Google Scholar] [CrossRef]
- Tanabe, K.; Gray, M.R. Role of fine solids in the coking of vacuum residues. Energy Fuels 1997, 11, 1040–1043. [Google Scholar] [CrossRef]
- Gentzis, T.; Rahimi, P.; Malhotra, R.; Hirschon, A.S. Effect of carbon additives on the mesophase induction period of Athabasca bitumen. Fuel Process. Technol. 2001, 69, 191–203. [Google Scholar] [CrossRef]
- Ball, A.S.; Stewart, R.J.; Schliephake, K. A review of the current options for the treatment and safe disposal of drill cuttings. Waste Manag. Res. 2012, 30, 457–473. [Google Scholar] [CrossRef] [PubMed]
- Gary, J.H.; Handwerk, G.E.; Kaiser, M.J. Petroleum Refining: Technology and Economics; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Goli, J.; Sahu, O. Development of heterogeneous alkali catalyst from waste chicken eggshell for biodiesel production. Renew. Energy 2018, 128, 142–154. [Google Scholar] [CrossRef]
- Jahromi, H.; Agblevor, F.A. Hydrodeoxygenation of pinyon-juniper catalytic pyrolysis oil using red mud-supported nickel catalysts. Appl. Catal. B Environ. 2018, 236, 1–12. [Google Scholar] [CrossRef]
- Jahromi, H.; Agblevor, F.A. Hydrodeoxygenation of Aqueous-Phase Catalytic Pyrolysis Oil to Liquid Hydrocarbons Using Multifunctional Nickel Catalyst. Ind. Eng. Chem. Res. 2018, 57, 13257–13268. [Google Scholar] [CrossRef]
- Elmes, V.K.; Edgar, B.N.; Mendham, A.P.; Coleman, N.J. Basic metallosilicate catalysts from waste green container glass. Ceram. Int. 2018, 44, 17069–17073. [Google Scholar] [CrossRef]
- Marwaha, A.; Rosha, P.; Mohapatra, S.K.; Mahla, S.K.; Dhir, A. Waste materials as potential catalysts for biodiesel production: Current state and future scope. Fuel Process. Technol. 2018, 181, 175–186. [Google Scholar] [CrossRef]
- Eshraghian, A.; Husein, M.M. Catalytic thermal cracking of Athabasca VR in a closed reactor system. Fuel 2018, 217, 409–419. [Google Scholar] [CrossRef]
- Kaminski, T.; Husein, M.M. Thermal cracking of atmospheric residue versus vacuum residue. Fuel Process. Technol. 2018, 181, 331–339. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, H.; Zheng, Y. Hydrotreatment of lignocellulosic biomass derived oil using a sulfided NiMo/γ-Al2O3 catalyst. Catal. Sci. Technol. 2014, 4, 109. [Google Scholar] [CrossRef]
- Grilc, M.; Likozar, B.; Levec, J. Hydrotreatment of solvolytically liquefied lignocellulosic biomass over NiMo/Al2O3 catalyst: Reaction mechanism, hydrodeoxygenation kinetics and mass transfer model based on FTIR. Biomass Bioenergy 2014, 63, 300–312. [Google Scholar] [CrossRef]
- Kaminski, T.; Anis, S.; Husein, M.M.; Hashaikeh, R. Hydrocracking of Athabasca VR using NiO-WO3 Zeolite Based Catalysts. Energy Fuels 2018, 32, 2224–2233. [Google Scholar] [CrossRef]
- Eshraghian, A.; Husein, M.M. Thermal cracking of Athabasca VR and bitumen and their maltene fraction in a closed reactor system. Fuel 2017, 190, 396–408. [Google Scholar] [CrossRef]
- Sanaie, N.; Watkinson, A.P.; Bowen, B.D.; Smith, K.J. Effect of minerals on coke precursor formation. Fuel 2001, 80, 1111–1119. [Google Scholar] [CrossRef]
- Gosselink, J.W.; Stork, W.H.J. Coping with Catalyst Deactivation in Hydrocracking: Catalyst and Process Development. Ind. Eng. Chem. Res. 1997, 36, 3354–3359. [Google Scholar] [CrossRef]
- Eijsbouts, S.; Mayo, S.W.; Fujita, K. Unsupported transition metal sulfide catalysts: From fundamentals to industrial application. Appl. Catal. A Gen. 2007, 322, 58–66. [Google Scholar] [CrossRef]
- Husein, M.M.; Alkhaldi, S.J. In Situ Preparation of Alumina Nanoparticles in Heavy Oil and Their Thermal Cracking Performance. Energy Fuels 2014, 28, 6563–6569. [Google Scholar] [CrossRef]
- Alkhaldi, S.; Husein, M.M. Hydrocracking of heavy oil by means of in situ prepared ultradispersed nickel nanocatalyst. Energy Fuels 2014, 28, 643–649. [Google Scholar] [CrossRef]
- Thommes, M. Physical adsorption characterization of nanoporous materials. Chem. Ing. Tech. 2010, 82, 1059–1073. [Google Scholar] [CrossRef]
- Beganskiene, A.; Sirutkaitis, V.; Kurtinaitiene, M.; Juskenas, R.; Kareiva, A. FTIR, TEM and NMR Iinvestigations of Stöber Silica Nanoparticles. Mater. Sci. 2004, 10, 287–290. [Google Scholar]
- Contreras, C.A.; Sugita, S.; Ramos, E. Preparation of Sodium Aluminate from Basic Aluminium Sulfate. AZo J. Mater. Online 2006, 2. [Google Scholar] [CrossRef]
- Kondo, J.N.; Nishitani, R.; Yoda, E.; Yokoi, T.; Tatsumi, T.; Domen, K. A comparative IR characterization of acidic sites on HY zeolite by pyridine and CO probes with silica–alumina and γ-alumina references. Phys. Chem. Chem. Phys. 2010, 12, 11576. [Google Scholar] [CrossRef] [PubMed]
- Corma, A.; Planelles, J.; Sánchez-Marín, J.; Tomás, F. The role of different types of acid site in the cracking of alkanes on zeolite catalysts. J. Catal. 1985, 93, 30–37. [Google Scholar] [CrossRef]
- Wielers, A.F.H.; Vaarkamp, M.; Post, M.F.M. Relation between properties and performance of zeolites in paraffin cracking. J. Catal. 1991, 127, 51–66. [Google Scholar] [CrossRef]
- Ali, M.A.; Tatsumi, T.; Masuda, T. Development of heavy oil hydrocracking catalysts using amorphous silica-alumina and zeolites as catalyst supports. Appl. Catal. A Gen. 2002, 233, 77–90. [Google Scholar] [CrossRef]
- Vilcáez, J.; Watanabe, M.; Watanabe, N.; Kishita, A.; Adschiri, T. Hydrothermal extractive upgrading of bitumen without coke formation. Fuel 2012, 102, 379–385. [Google Scholar] [CrossRef]
- Boduszynski, M.M.; Altgelt, K.H. Composition of Heavy Petroleums. 4. Significance of the Extended Atmospheric Equivalent Boiling Point (Aebp) Scale. Energy Fuels 1992, 6, 72–76. [Google Scholar] [CrossRef]
- Boduszynski, M.M. Composition of Heavy Petroleums. 1. Molecular Weight, Hydrogen Deficiency, and Heteroatom Concentration as a Function of Atmospheric Equivalent Boiling Point up to 1400 °F (760 °C). Energy Fuels 1987, 1, 2–11. [Google Scholar] [CrossRef]
- Czarnecki, J.; Radoev, B.; Schramm, L.L.; Slavchev, R. On the nature of Athabasca Oil Sands. Adv. Colloid Interface Sci. 2005, 114–115, 53–60. [Google Scholar] [CrossRef] [PubMed]
- Falla, F.S.; Larini, C.; Le Roux, G.A.C.; Quina, F.H.; Moro, L.F.L.; Nascimento, C.A.O. Characterization of crude petroleum by NIR. J. Pet. Sci. Eng. 2006, 51, 127–137. [Google Scholar] [CrossRef]
- Matsumura, A.; Kondo, T.; Sato, S.; Saito, I.; De Souza, W.F. Hydrocracking Brazilian Marlim vacuum residue with natural limonite. Part 1: Catalytic activity of natural limonite. Fuel 2005, 84, 411–416. [Google Scholar] [CrossRef]
- Asgharzadeh Shishavan, R.; Ghashghaee, M.; Karimzadeh, R. Investigation of kinetics and cracked oil structural changes in thermal cracking of Iranian vacuum residues. Fuel Process. Technol. 2011, 92, 2226–2234. [Google Scholar] [CrossRef]
- Li, D.; Sato, T.; Imamura, M.; Shimada, H.; Nishijima, A. The effect of boron on HYD, HC and HDS activities of model compounds over Ni-Mo/gamma-Al2O3-B2O3 catalysts. Appl. Catal. B Environ. 1998, 16, 255–260. [Google Scholar] [CrossRef]
- Sahu, R.; Song, B.J.; Jeon, Y.P.; Lee, C.W. Upgrading of vacuum residue in batch type reactor using Ni-Mo supported on goethite catalyst. J. Ind. Eng. Chem. 2016, 35, 115–122. [Google Scholar] [CrossRef]
- Kasztelan, S.; Grimblot, J.; Bonnelle, J.P.; Payen, E.; Toulhoat, H.; Jacquin, Y. Preparation of Co-Mo-γAl2O3 and Ni-Mo-γAl2O3 catalysts by ph regulation of molybdenum solution. characterization of supported species and hydrogenation activities. Appl. Catal. 1983, 7, 91–112. [Google Scholar] [CrossRef]
- Pinilla, J.L.; De Fuente, J.A.M.; Milla, M. Hydrocracking of Maya Vacuum Residue with NiMo Catalysts Supported on Mesoporous Alumina and Silica—Alumina Holda Puro n. Energy Fuels 2013, 27, 3952–3960. [Google Scholar]
- Hillerová, E.; Vít, Z.; Zdražil, M. Magnesia supported Ni-Mo sulfide hydrodesulfurization and hydrodenitrogenation catalysts prepared by non-aqueous impregnation. Appl. Catal. A Gen. 1994, 118, 111–125. [Google Scholar] [CrossRef]
- Salerno, P.; Mendioroz, S.; López Agudo, A. Al-pillared montmorillonite-based NiMo catalysts for HDS and HDN of gas oil: Influence of the method and order of Mo and Ni impregnation. Appl. Catal. A Gen. 2003, 23, 287–297. [Google Scholar] [CrossRef]
- Cardillo, P.; Galtieri, A. Determination of the Carbon Residue of Fuel Oils by Means of Thermogravimetry. Riv. Combust. 1987, 41, 1–5. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Before HDC | After HDC |
|---|---|---|
| Silicon | 36.9 | 37.0 |
| Molybdenum | 41.7 | 46.0 |
| Aluminum | 11.3 | 10.4 |
| Nickel | 10.1 | 4.9 |
| Sulfur | 0.00 | 1.65 |
| Sample | BET Surface Area (m2 g-1) | t-Plot Micro Pore Volume (104 cm3 g-1) |
|---|---|---|
| Raw drill cuttings | 5.0 | 4.2 |
| Control drill cuttings | 4.7 | 7.1 |
| Supported drill cuttings | 7.9 | 6.7 |
| TC control | Low-pressure HDC supported drill cuttings | High-pressure HDC control | High-pressure HDC supported drill cuttings | |||||
|---|---|---|---|---|---|---|---|---|
| Gas | wt.% | mol% | wt.% | mol% | wt.% | mol% | wt.% | mol% |
| C1 | 15.6 | 36.5 | 2.2 | 9.1 | 15.3 | 37.8 | 15.2 | 37.3 |
| C2 | 18.8 | 23.4 | 3.9 | 8.8 | 13.8 | 18.2 | 15.1 | 19.9 |
| C3 | 18.4 | 15.6 | 7.4 | 11.3 | 17.8 | 16.0 | 19.9 | 17.8 |
| C4 | 17.0 | 11.0 | 11.1 | 12.8 | 15.2 | 10.3 | 6.2 | 4.1 |
| C5 | 11.2 | 5.8 | 17.2 | 16.0 | 13.2 | 7.2 | 17.5 | 9.6 |
| C6 | 9.3 | 4.0 | 24.9 | 19.5 | 11.5 | 5.3 | 15.0 | 6.8 |
| C7+ | 9.7 | 3.6 | 33.5 | 22.5 | 13.3 | 5.2 | 11.2 | 4.4 |
| Volatiles (%) T < 175 °C | Medium Range Distillates (%) 175 °C < T < 350°C | High Boiling Point Distillates (%) 350 °C < T < 545 °C | Residue (%) T > 545 °C | |
|---|---|---|---|---|
| Feed | - | - | 13 | 87 |
| TC control | 3 | 13 | 27 | 57 |
| HDC low-pressure control | 12 | 11 | 27 | 50 |
| HDC low-pressure supported drill cuttings | 22 | 12 | 28 | 38 |
| HDC high-pressure supported drill cuttings | 21 | 11 | 28 | 40 |
| Residue, T > 545 °C conversion (%) | |
|---|---|
| TC control | 34 |
| HDC low-pressure control | 43 |
| HDC low-pressure supported drill cuttings | 56 |
| HDC high-pressure supported drill cuttings | 54 |
| Sample | Sulfur (wt.%) | CCR (wt.%) |
|---|---|---|
| Feed | 7.0 | 18.1 |
| TC-supported drill cuttings | 5.7 | 29.7 |
| HDC high pressure-supported drill cuttings | 5.9 | 21.2 |
| Type | Composition | Function |
|---|---|---|
| Raw | Al2O3-SiO2 | Upgrading and Characterization |
| Control | Al2O3-SiO2 | Characterization |
| Supported | Al2O3-SiO2/Ni-Mo | Upgrading and Characterization |
| °API gravity at 24 °C | 4.4 ± 1.1 |
| Viscosity at 37 °C (cP) | >200,000 |
| Asphaltenes (wt.%) | 31.6 ± 3.2 |
| Maltenes (wt.%) | 68.4 ± 4.9 |
| Sulfur (wt.%) | 7.0 |
| CCR (wt.%) | 18.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaminski, T.; Sheng, Q.; Husein, M.M. Hydrocracking of Athabasca Vacuum Residue Using Ni-Mo-Supported Drill Cuttings. Catalysts 2019, 9, 216. https://doi.org/10.3390/catal9030216
Kaminski T, Sheng Q, Husein MM. Hydrocracking of Athabasca Vacuum Residue Using Ni-Mo-Supported Drill Cuttings. Catalysts. 2019; 9(3):216. https://doi.org/10.3390/catal9030216
Chicago/Turabian StyleKaminski, Thomas, Qiang Sheng, and Maen M. Husein. 2019. "Hydrocracking of Athabasca Vacuum Residue Using Ni-Mo-Supported Drill Cuttings" Catalysts 9, no. 3: 216. https://doi.org/10.3390/catal9030216
APA StyleKaminski, T., Sheng, Q., & Husein, M. M. (2019). Hydrocracking of Athabasca Vacuum Residue Using Ni-Mo-Supported Drill Cuttings. Catalysts, 9(3), 216. https://doi.org/10.3390/catal9030216