
Design of a Multi-Tubular Catalytic Reactor Assisted by CFD Based on Free-Convection Heat-Management for Decentralised Synthetic Methane Production



Abstract
:1. Introduction
2. CFD Model Description
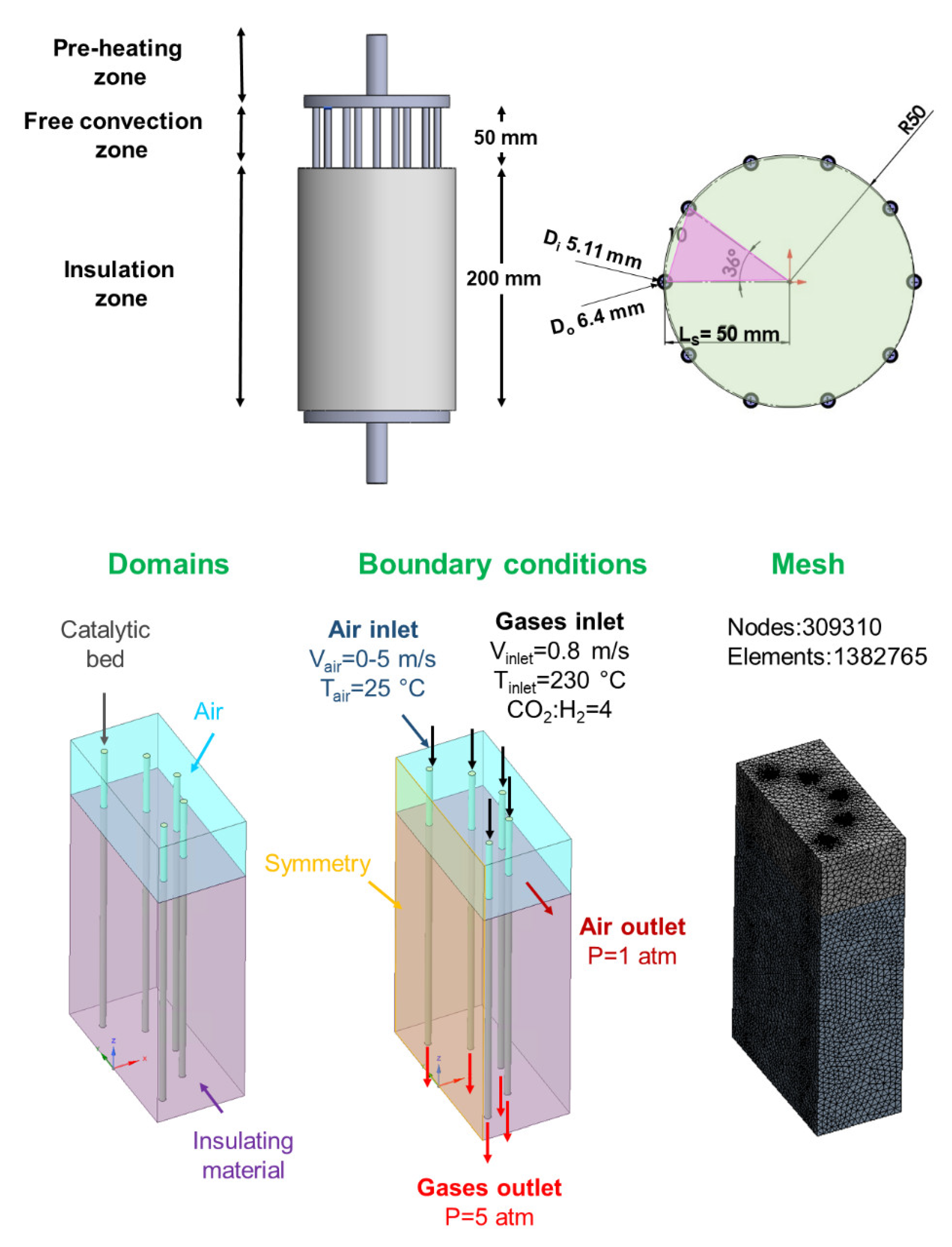
Scale-Up of the Multi-Tubular Reactor Geometry
- (1)
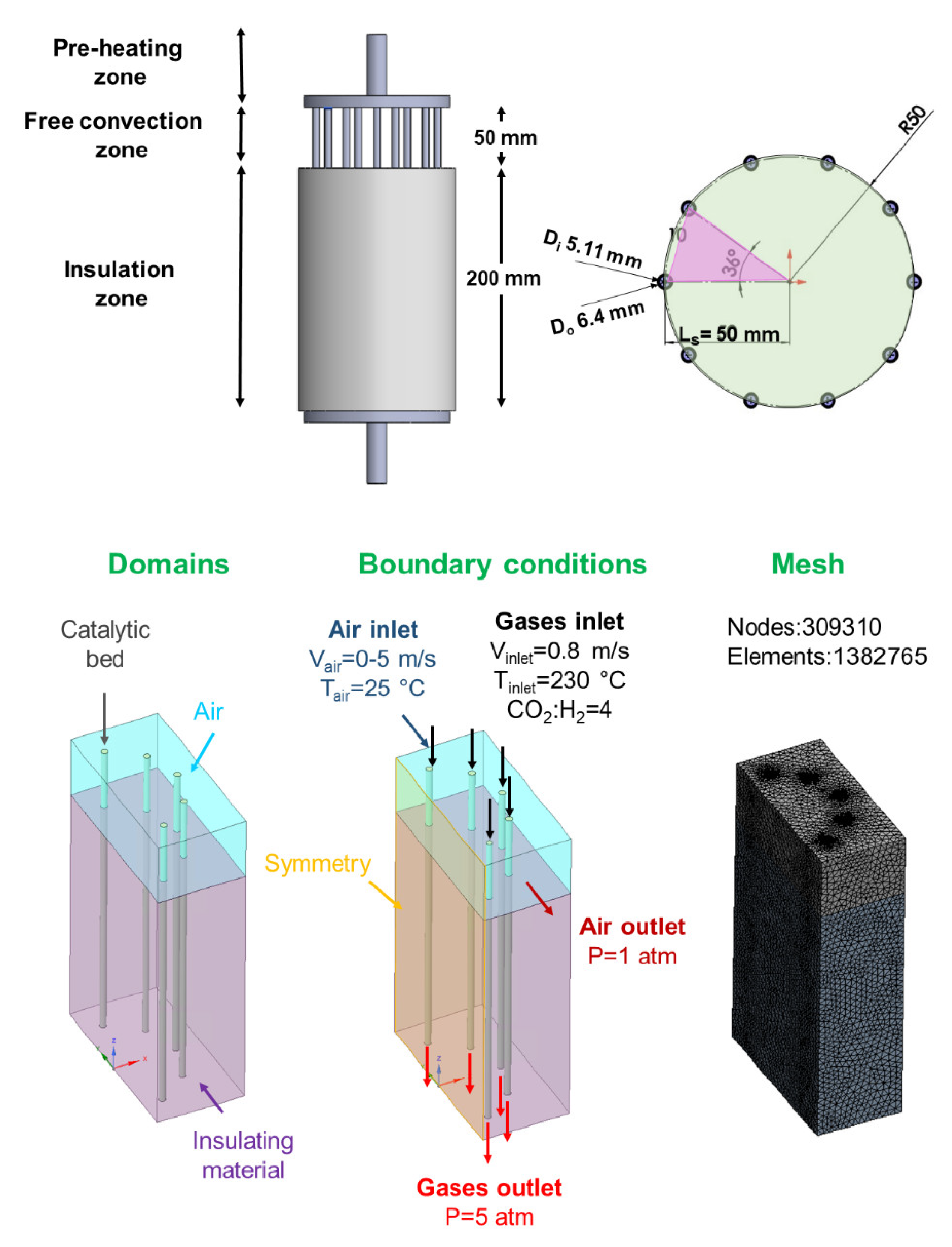
- An inlet velocity was applied at the gas inlet to define the inlet velocity of the reactive mixture. This reaction condition was the same and constant for each reactive channel (Vinlet = 0.8 m/s). The inlet reactive mixture was composed of H2 = 0.20 and CO2 = 0.80, and their temperature inlet was assumed to be preheated at Tinlet = 230 °C;
- (2)
- An inlet velocity was applied at the air inlet to define the air velocity (Vair = 0–5 m/s), where 0 m/s refers to natural convection with no predefined air movement, and 5 m/s refers to forced air convection. The air flow was defined to circulate in only one direction, which was perpendicular to the reactive channel positions;
- (3)
- An outlet pressure condition was applied at the air outlet to evaluate the pressure drop along the free-convection zone. The air outlet was fixed to be open to the atmosphere;
- (4)
- An outlet pressure condition was applied at the gas outlet to evaluate the pressure drop along each catalytic bed. It is important to note that the catalytic bed inside each reactive channel was homogenous. This catalytic volume was mainly composed of a millimetre-sized Ni-CeO2/Al2O3-based catalyst (dp = 450 μm [38,39]) and the gases (i.e., reactants and products). The pressure of the multi-tubular reactor was fixed at 5 atm.
3. Simulation Results
3.1. Multi-Tubular Fixed-Bed Reactor Geometry
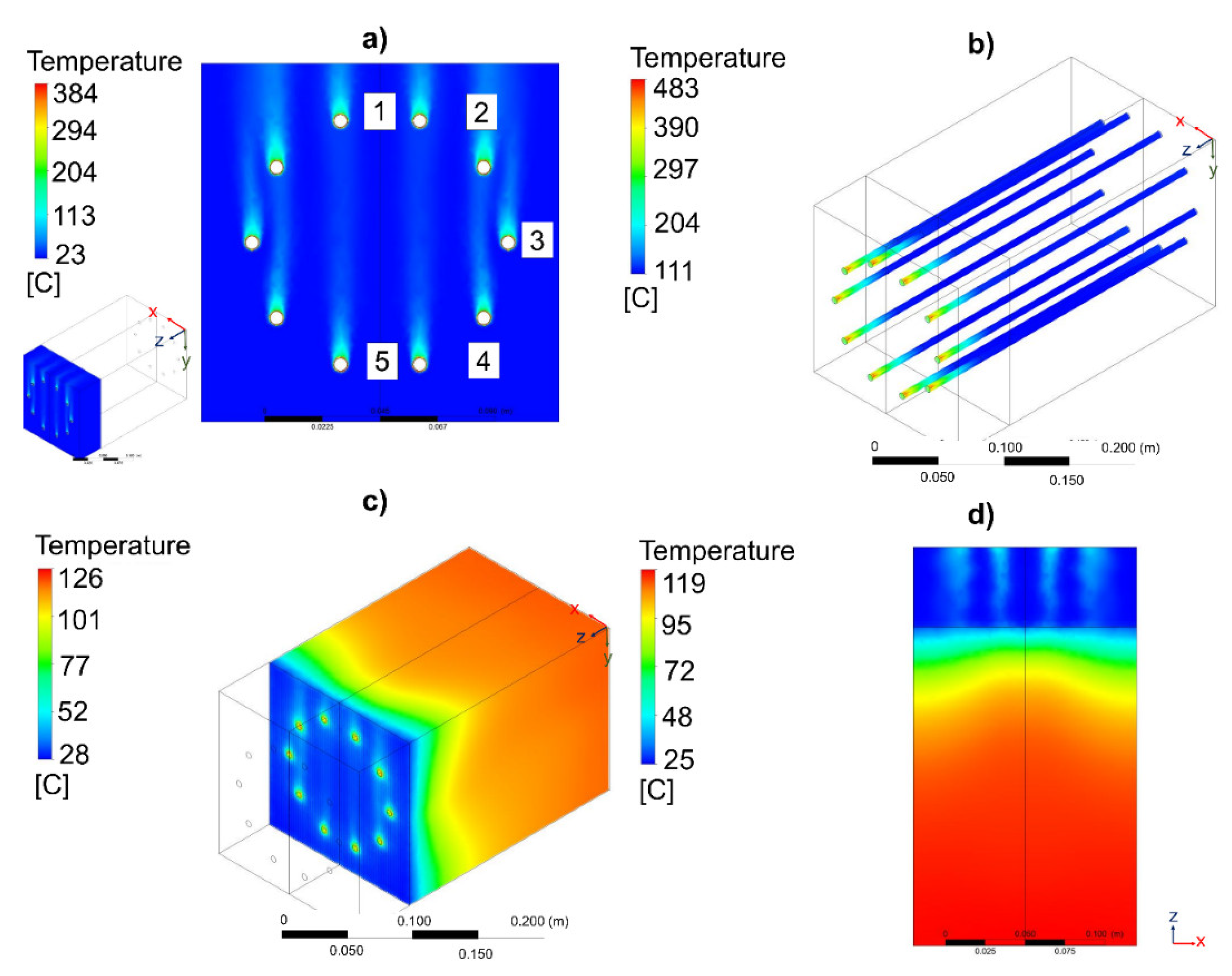
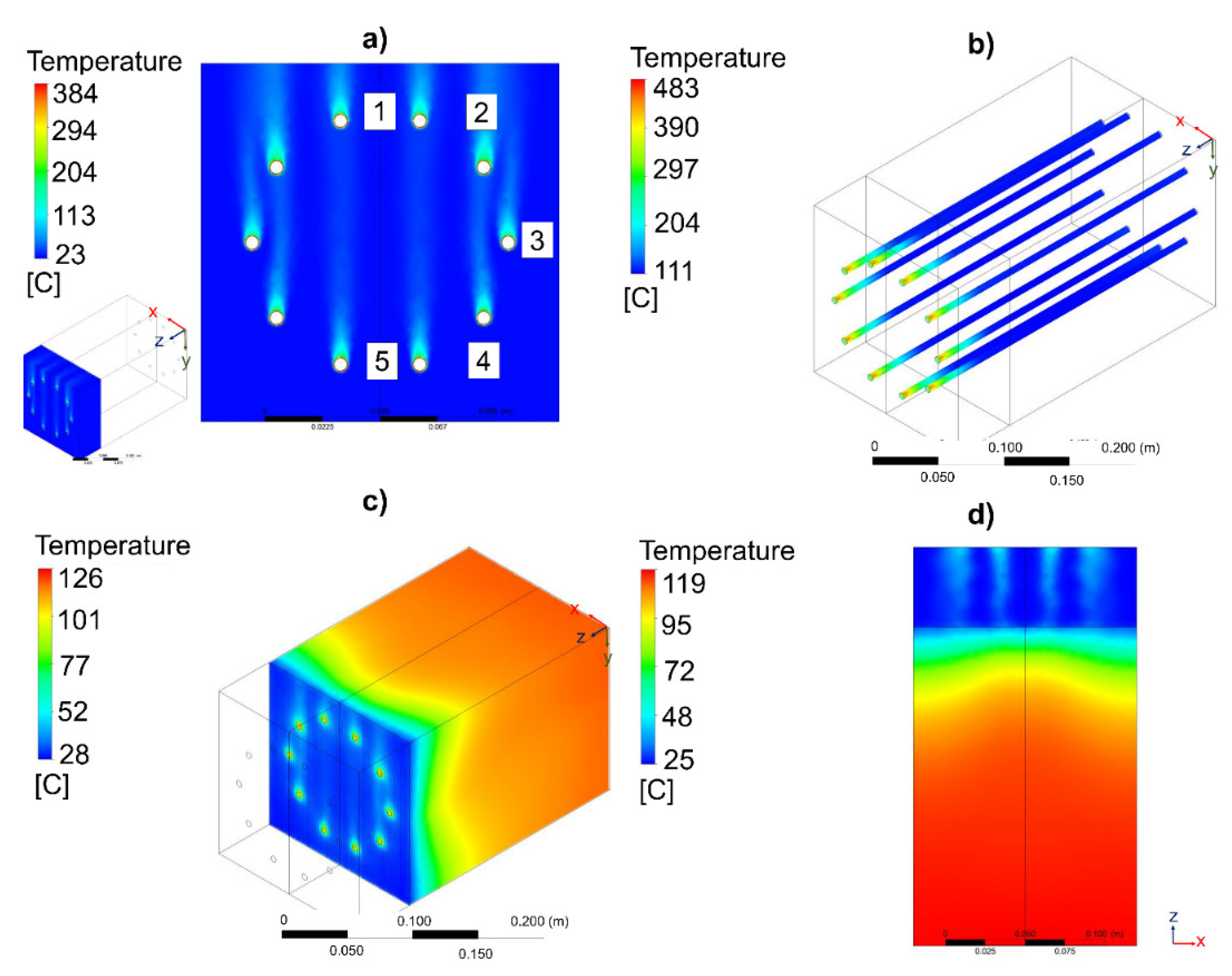
3.1.1. Circular-Shaped Distribution
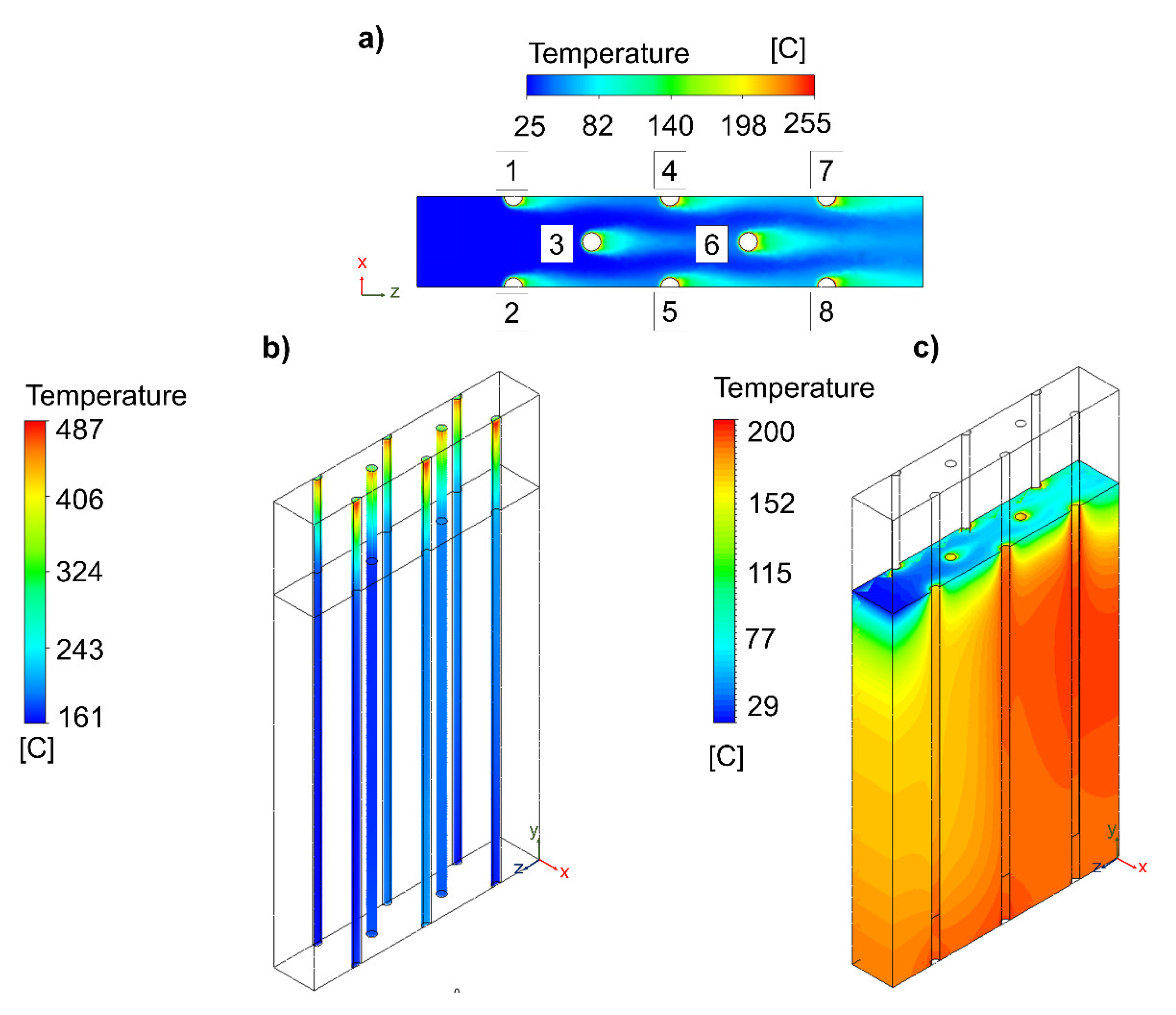
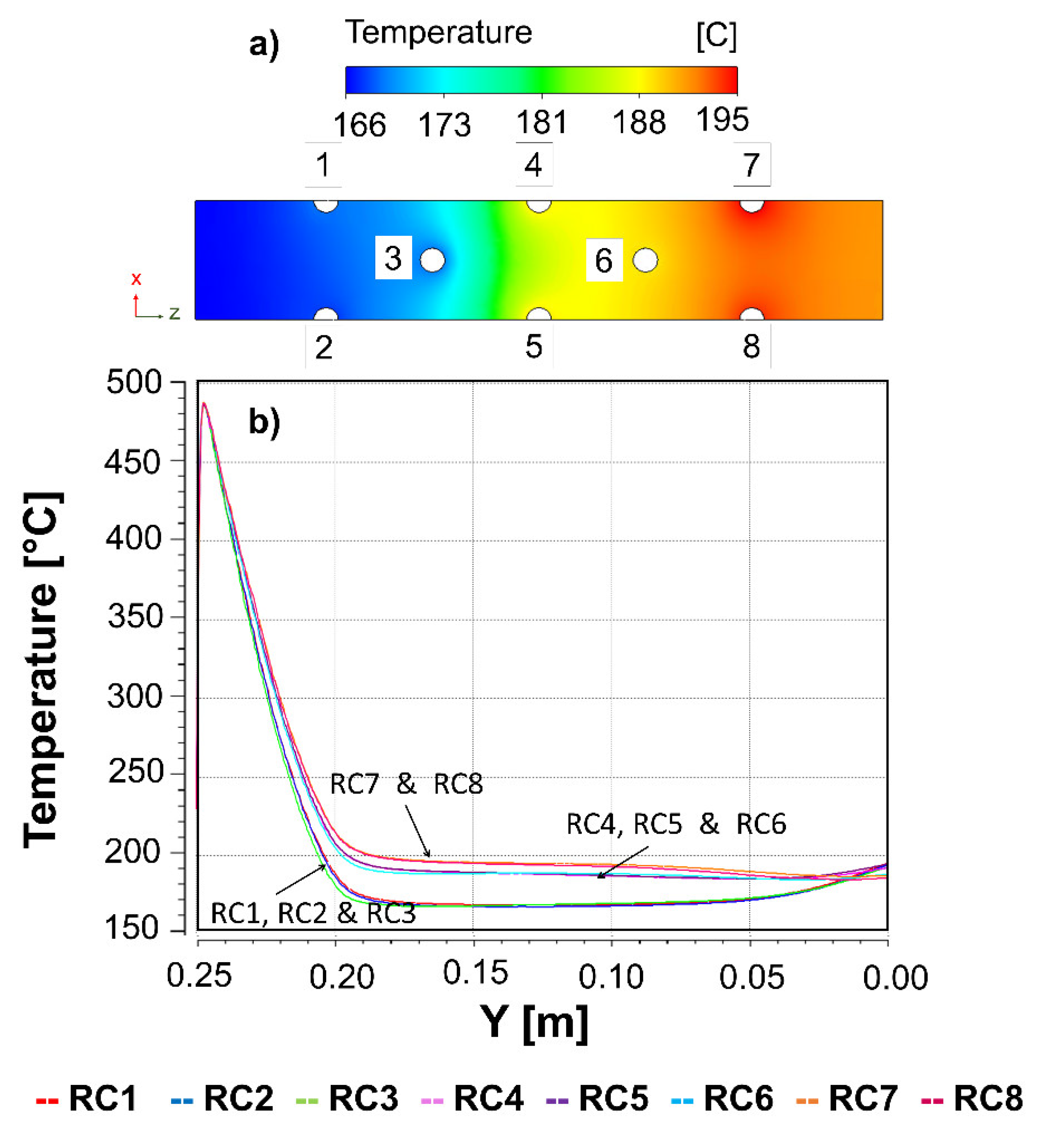
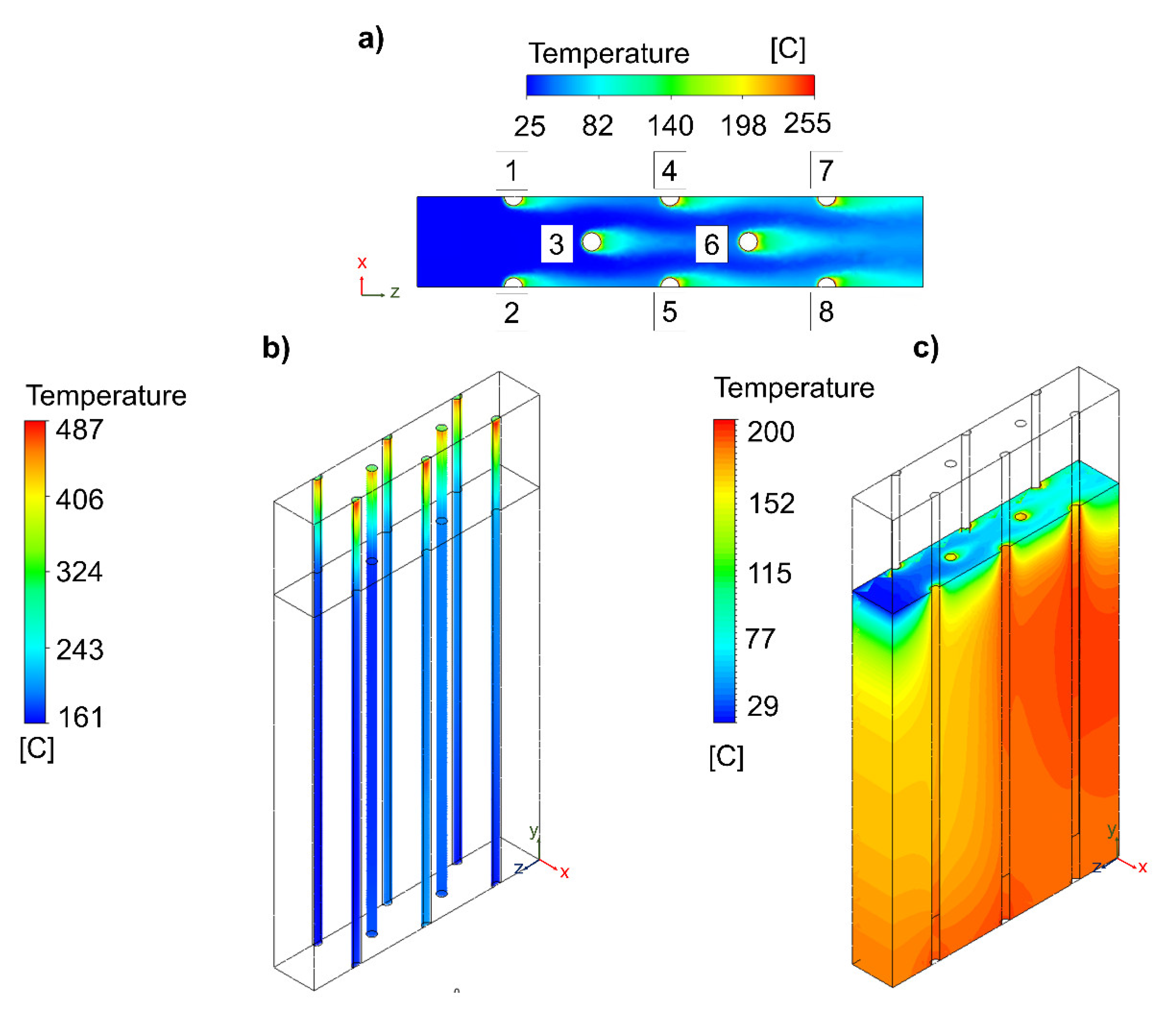
3.1.2. Hexagonal-Shaped Distribution
3.2. Reactor Basic Unit Proposal
3.2.1. Strengths and Weakness Analysis of the Reactor Geometries
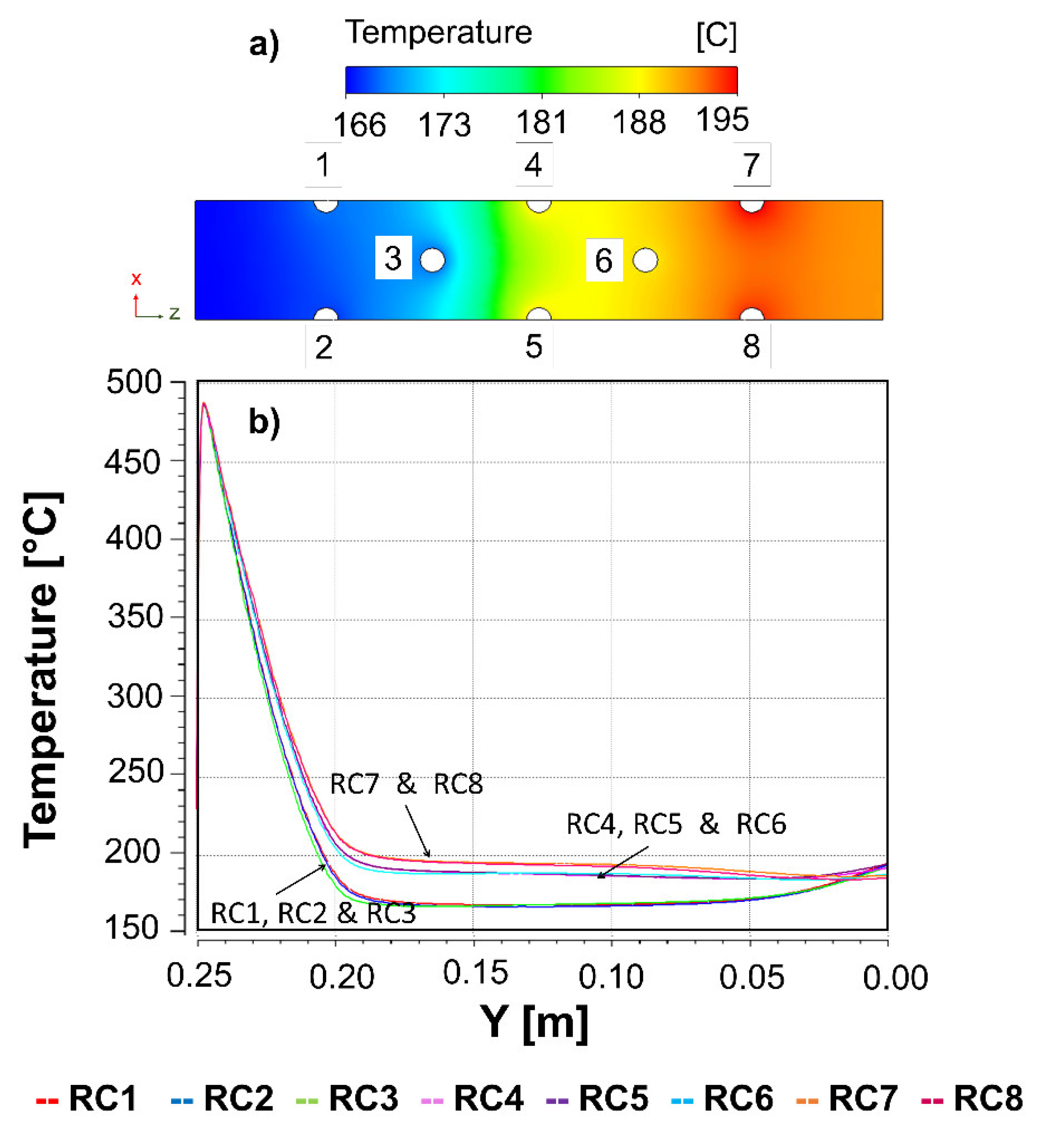
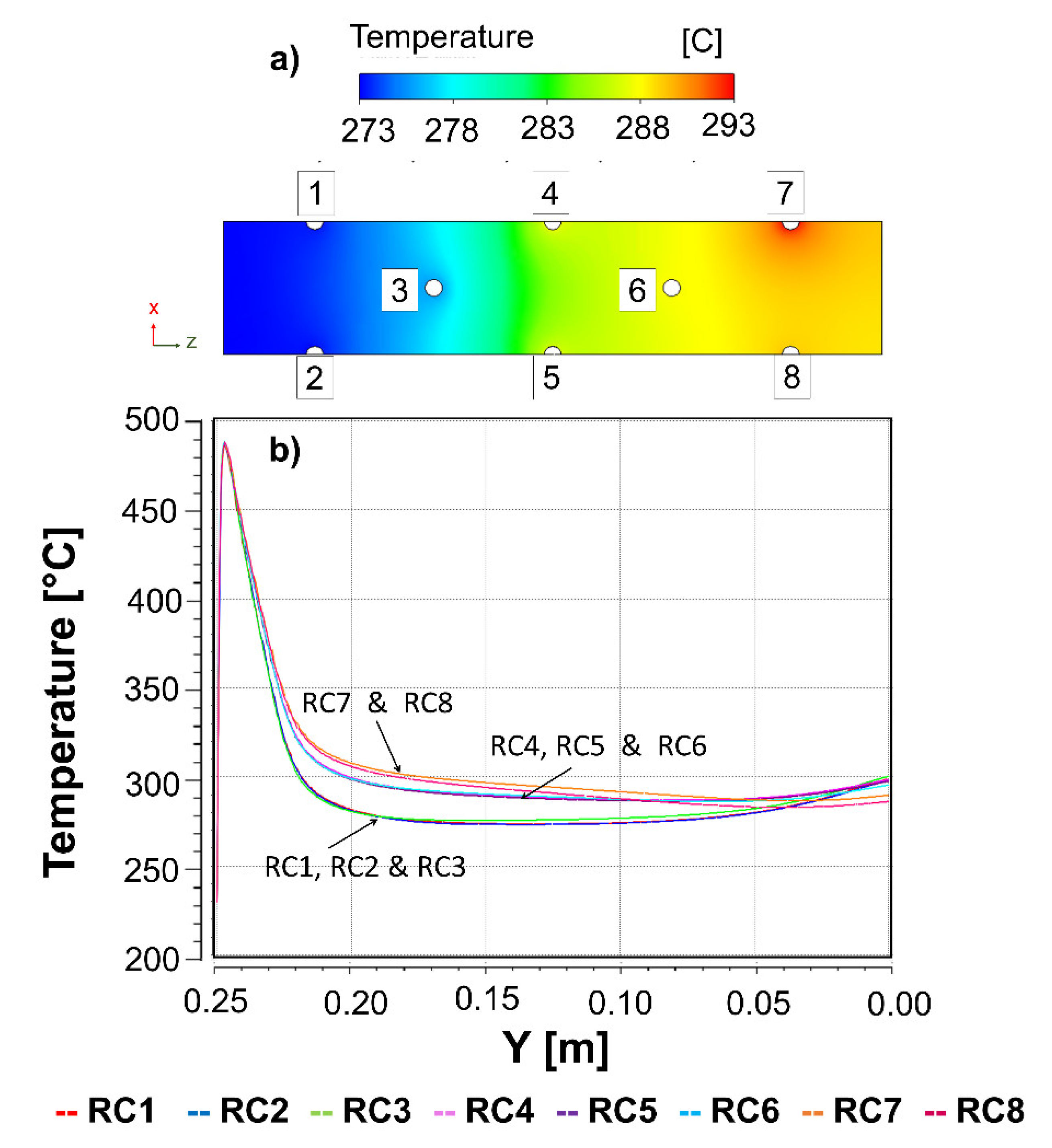
3.2.2. Sensitive Analysis
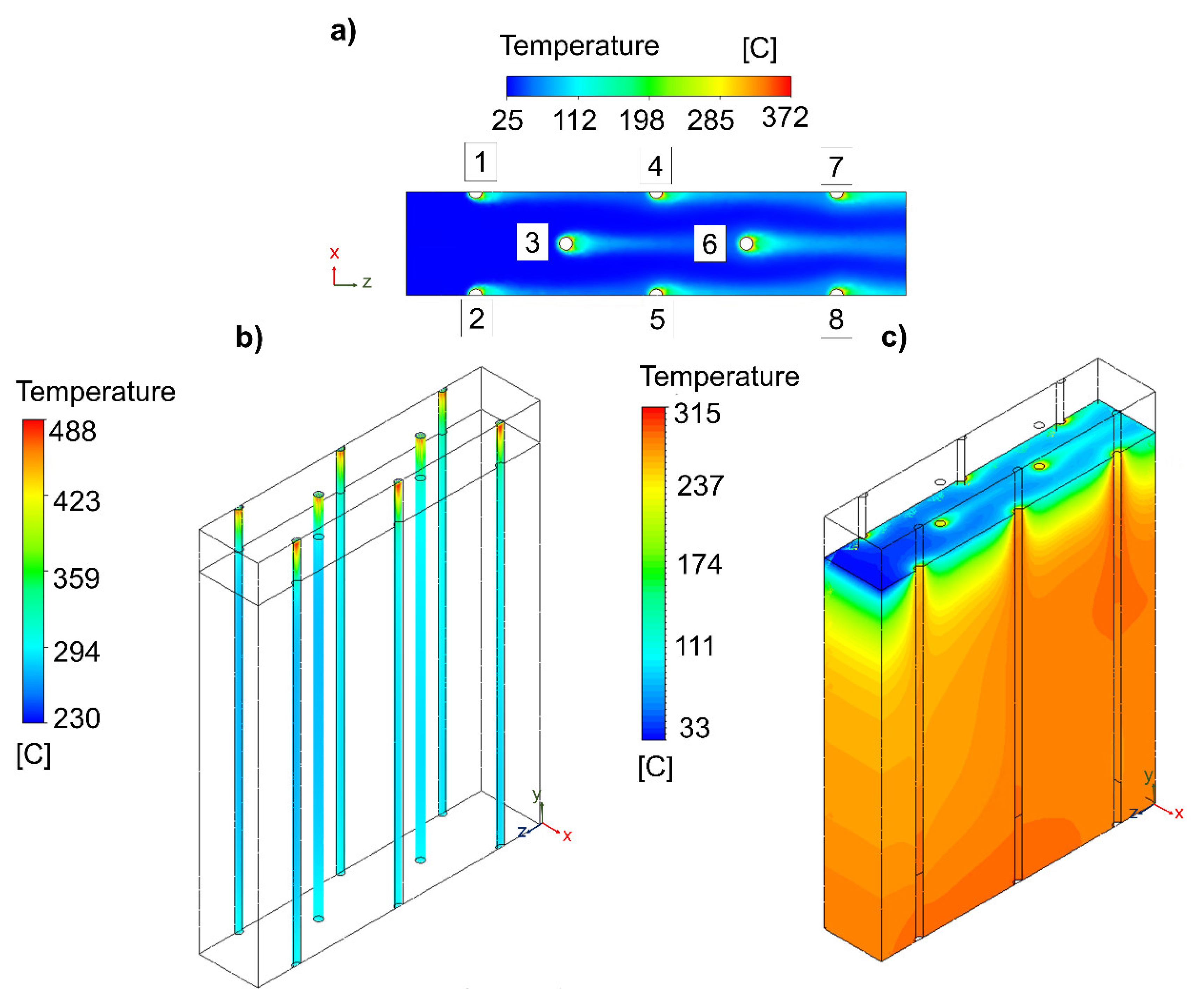
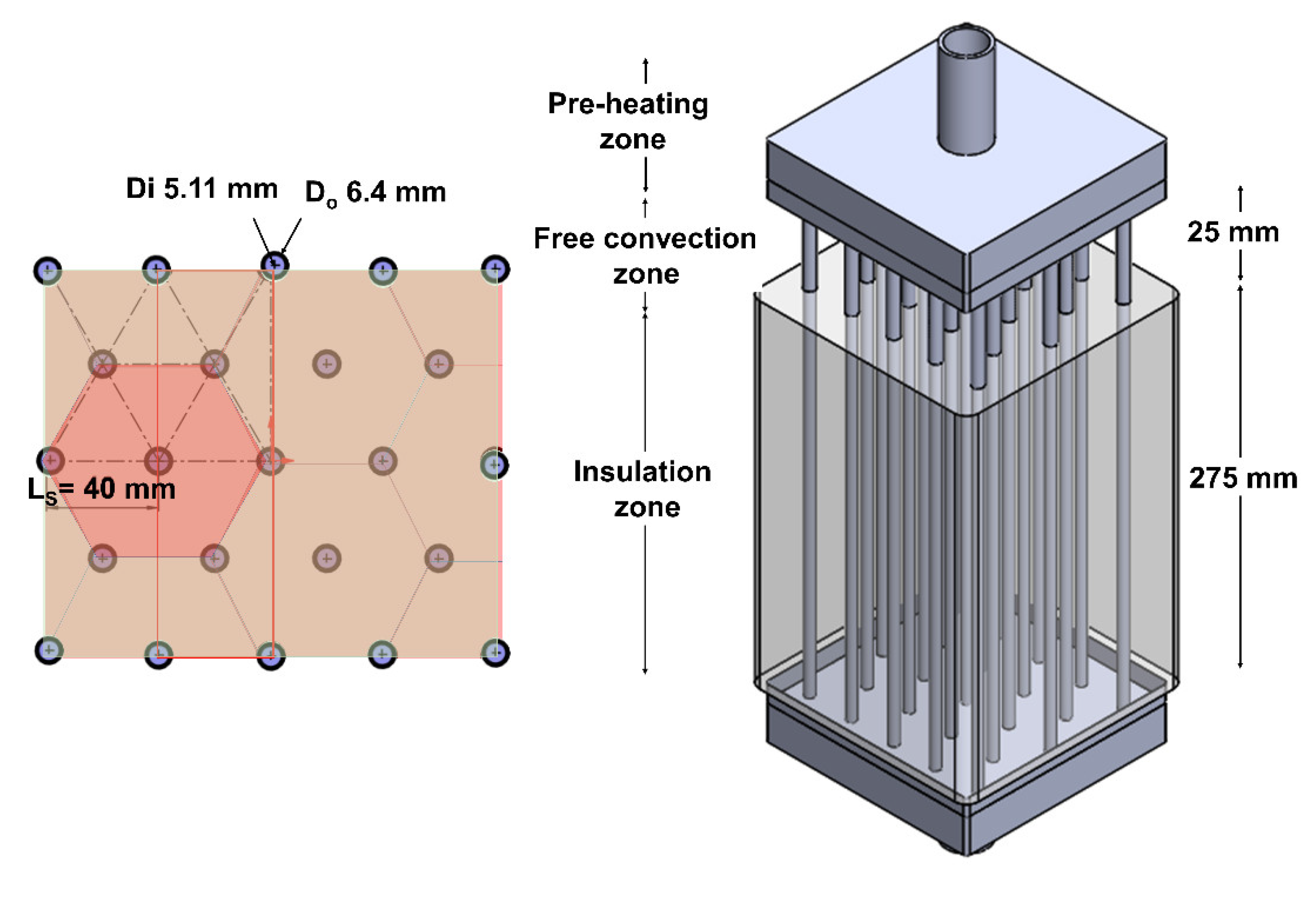
3.2.3. Prototype Design
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Puthalpet, J.R. Mitigation of Climate Change. In The Daunting Climate Change; CRC Press: Boca Raton, FL, USA, 2022; pp. 219–276. [Google Scholar] [CrossRef]
- Maroufmashat, A.; Fowler, M. Transition of Future Energy System Infrastructure; through Power-to-Gas Pathways. Energies 2017, 10, 1089. [Google Scholar] [CrossRef]
- Blanco, H.; Faaij, A. A Review at the Role of Storage in Energy Systems with a Focus on Power to Gas and Long-Term Storage. Renew. Sustain. Energy Rev. 2018, 81, 1049–1086. [Google Scholar] [CrossRef]
- Muhammed, N.S.; Haq, B.; Al Shehri, D.; Al-Ahmed, A.; Rahman, M.M.; Zaman, E. A Review on Underground Hydrogen Storage: Insight into Geological Sites, Influencing Factors and Future Outlook. Energy Rep. 2022, 8, 461–499. [Google Scholar] [CrossRef]
- Guilera, J.; Ramon Morante, J.; Andreu, T. Economic Viability of SNG Production from Power and CO2. Energy Convers. Manag. 2018, 162, 218–224. [Google Scholar] [CrossRef]
- Guilera, J.; Andreu, T.; Basset, N.; Boeltken, T.; Timm, F.; Mallol, I.; Morante, J.R. Synthetic Natural Gas Production from Biogas in a Waste Water Treatment Plant. Renew. Energy 2020, 146, 1301–1308. [Google Scholar] [CrossRef]
- Concas, G.; Lonis, F.; Tola, V.; Cocco, D. Power to Methane Technologies through Renewable H2 and CO2 from Biogas: The Case of Sardinia. E3S Web Conf. 2021, 312, 08015. [Google Scholar] [CrossRef]
- Janke, L.; Ruoss, F.; Hahn, A.; Weinrich, S.; Nordberg, Å. Modelling Synthetic Methane Production for Decarbonising Public Transport Buses: A Techno-Economic Assessment of an Integrated Power-to-Gas Concept for Urban Biogas Plants. Energy Convers. Manag. 2022, 259, 115574. [Google Scholar] [CrossRef]
- Gorre, J.; Ortloff, F.; van Leeuwen, C. Production Costs for Synthetic Methane in 2030 and 2050 of an Optimized Power-to-Gas Plant with Intermediate Hydrogen Storage. Appl. Energy 2019, 253, 113594. [Google Scholar] [CrossRef]
- Rönsch, S.; Matthischke, S.; Müller, M.; Eichler, P. Dynamische Simulation von Reaktoren Zur Festbettmethanisierung. Chem.-Ing.-Tech. 2014, 86, 1198–1204. [Google Scholar] [CrossRef]
- Schildhauer, T.J.; Biollaz, S.M.A. Reactors for Catalytic Methanation in the Conversion of Biomass to Synthetic Natural Gas (SNG). CHIMIA 2015, 69, 603. [Google Scholar] [CrossRef]
- Bremer, J.; Sundmacher, K. Operation Range Extension via Hot-Spot Control for Catalytic CO2 Methanation Reactors. React. Chem. Eng. 2019, 4, 1019–1037. [Google Scholar] [CrossRef]
- Jia, C.; Dai, Y.; Yang, Y.; Chew, J.W. A Fluidized-Bed Model for NiMgW-Catalyzed CO2 Methanation. Particuology 2020, 49, 55–64. [Google Scholar] [CrossRef]
- Hervy, M.; Maistrello, J.; Brito, L.; Rizand, M.; Basset, E.; Kara, Y.; Maheut, M. Power-to-Gas: CO2 Methanation in a Catalytic Fluidized Bed Reactor at Demonstration Scale, Experimental Results and Simulation. J. CO2 Util. 2021, 50, 101610. [Google Scholar] [CrossRef]
- Lefebvre, J.; Bajohr, S.; Kolb, T. Modeling of the Transient Behavior of a Slurry Bubble Column Reactor for CO2 Methanation, and Comparison with a Tube Bundle Reactor. Renew. Energy 2020, 151, 118–136. [Google Scholar] [CrossRef]
- Ich Ngo, S.; Lim, Y.-I.; Lee, D.; Won Seo, M.; Kim, S. Experiment and Numerical Analysis of Catalytic CO2 Methanation in Bubbling Fluidized Bed Reactor. Energy Convers. Manag. 2021, 233, 113863. [Google Scholar] [CrossRef]
- Engelbrecht, N.; Chiuta, S.; Everson, R.C.; Neomagus, H.W.J.P.; Bessarabov, D.G. Experimentation and CFD Modelling of a Microchannel Reactor for Carbon Dioxide Methanation. Chem. Eng. J. 2017, 313, 847–857. [Google Scholar] [CrossRef]
- Schollenberger, D.; Bajohr, S.; Gruber, M.; Reimert, R.; Kolb, T. Scale-Up of Innovative Honeycomb Reactors for Power-to-Gas Applications—The Project Store&Go. Chem. Ing. Tech. 2018, 90, 696–702. [Google Scholar]
- Engelbrecht, N.; Everson, R.C.; Bessarabov, D. Thermal Management and Methanation Performance of a Microchannel-Based Sabatier Reactor/Heat Exchanger Utilising Renewable Hydrogen. Fuel Process. Technol. 2020, 208, 106508. [Google Scholar] [CrossRef]
- Currie, R.; Mottaghi-tabar, S.; Zhuang, Y.; Simakov, D.S.A. Design of an Air-Cooled Sabatier Reactor for Thermocatalytic Hydrogenation of CO2: Experimental Proof-of-Concept and Model- Based Feasibility Analysis. Ind. Eng. Chem. Res. 2019, 58, 12964–12980. [Google Scholar] [CrossRef]
- Fuentes, I.; Gracia, F. Fluid Dynamic Analytical Model of CO2 Methanation in a Microreactor with Potential Application in Power-to-Gas Technology. Chem. Eng. Sci. 2022, 251, 117465. [Google Scholar] [CrossRef]
- GRTgaz Started E-Methane Production at Its Jupiter 1000 Site. Available online: https://www.grtgaz.com/en/medias/press-releases/grtgaz-started-e-methane-production-at-its-jupiter-1000-site (accessed on 1 June 2022).
- Bailera, M.; Lisbona, P.; Romeo, L.M.; Espatolero, S. Power to Gas Projects Review: Lab, Pilot and Demo Plants for Storing Renewable Energy and CO2. Renew. Sustain. Energy Rev. 2017, 69, 292–312. [Google Scholar] [CrossRef]
- Rönsch, S.; Ortwein, A.; Dietrich, S. Start-and-Stop Operation of Fixed-Bed Methanation Reactors—Results from Modeling and Simulation. Chem. Eng. Technol. 2017, 40, 2314–2321. [Google Scholar] [CrossRef]
- Kiewidt, L.; Thöming, J. Predicting Optimal Temperature Profiles in Single-Stage Fixed-Bed Reactors for CO2-Methanation. Chem. Eng. Sci. 2015, 132, 59–71. [Google Scholar] [CrossRef]
- Fache, A.; Marias, F.; Guerré, V.; Palmade, S. Optimization of Fixed-Bed Methanation Reactors: Safe and Efficient Operation under Transient and Steady-State Conditions. Chem. Eng. Sci. 2018, 192, 1124–1137. [Google Scholar] [CrossRef]
- Ducamp, J.; Bengaouer, A.; Baurens, P. Modelling and Experimental Validation of a CO2 Methanation Annular Cooled Fixed-Bed Reactor Exchanger. Can. J. Chem. Eng. 2017, 95, 241–252. [Google Scholar] [CrossRef]
- Martinez Molina, M.; Kern, C.; Jess, A. Catalytic Hydrogenation of Carbon Dioxide to Methane in Wall-Cooled Fixed-Bed Reactors. Chem. Eng. Technol. 2016, 39, 2404–2415. [Google Scholar] [CrossRef]
- Zhang, W.; Machida, H.; Takano, H.; Izumiya, K.; Norinaga, K. Computational Fluid Dynamics Simulation of CO2 Methanation in a Shell-and-Tube Reactor with Multi-Region Conjugate Heat Transfer. Chem. Eng. Sci. 2020, 211, 115276. [Google Scholar] [CrossRef]
- Alarcón, A.; Guilera, J.; Andreu, T. CO2 Conversion to Synthetic Natural Gas: Reactor Design over Ni–Ce/Al2O3 Catalyst. Chem. Eng. Res. Des. 2018, 140, 155–165. [Google Scholar] [CrossRef]
- Ghaib, K. 3D CFD Simulation of Reaction Cells, Cooling Cells, and Manifolds of a Flatbed Reactor for CO 2 Methanation. Chem. Eng. Technol. 2020, 43, 1994–2006. [Google Scholar] [CrossRef]
- Soto, V.; Ulloa, C.; Garcia, X. A 3D Transient CFD Simulation of a Multi-Tubular Reactor for Power to Gas Applications. Energies 2022, 15, 3383. [Google Scholar] [CrossRef]
- Pérez, S.; Del Molino, E.; Barrio, V.L. Modeling and Testing of a Milli-Structured Reactor for Carbon Dioxide Methanation. Int. J. Chem. React. Eng. 2019, 17, 20180238. [Google Scholar] [CrossRef]
- Moioli, E.; Gallandat, N.; Züttel, A. Model Based Determination of the Optimal Reactor Concept for Sabatier Reaction in Small-Scale Applications over Ru/Al2O3. Chem. Eng. J. 2019, 375, 121954. [Google Scholar] [CrossRef]
- Soto, V.; Ulloa, C.; Garcia, X. A CFD Design Approach for Industrial Size Tubular Reactors for SNG Production from Biogas (CO2 Methanation). Energies 2021, 14, 6175. [Google Scholar] [CrossRef]
- Alarcón, A.; Guilera, J.; Andreu, T. An Insight into the Heat-Management for the CO2 Methanation Based on Free Convection. Fuel Process. Technol. 2021, 213, 106666. [Google Scholar] [CrossRef]
- Swagelok Tube Data. Available online: www.swagelok.com (accessed on 1 June 2022).
- Alarcón, A.; Guilera, J.; Díaz, J.A.; Andreu, T. Optimization of Nickel and Ceria Catalyst Content for Synthetic Natural Gas Production through CO2 Methanation. Fuel Process. Technol. 2019, 193, 114–122. [Google Scholar] [CrossRef]
- Alarcón, A.; Guilera, J.; Soto, R.; Andreu, T. Higher Tolerance to Sulfur Poisoning in CO2 Methanation by the Presence of CeO2. Appl. Catal. B Environ. 2020, 263, 118346. [Google Scholar] [CrossRef]
- Green, D.W.; Perry, R.H. Perry’s Chemical Engineers’ Handbook; McGraw-Hill Education: Berkshire, UK, 1934; ISBN 9780071422949. [Google Scholar]
- NIST Chemistry WebBook. Available online: https://webbook.nist.gov/chemistry/ (accessed on 1 June 2022).
- Rockwool Roulrock Kraft. Available online: www.rockwool.es (accessed on 1 June 2022).
- Benyahia, F.; O’Neill, K.E. Enhanced Voidage Correlations for Packed Beds of Various Particle Shapes and Sizes. Part. Sci. Technol. 2005, 23, 169–177. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimensions | Symbol | Value | Unit |
|---|---|---|---|
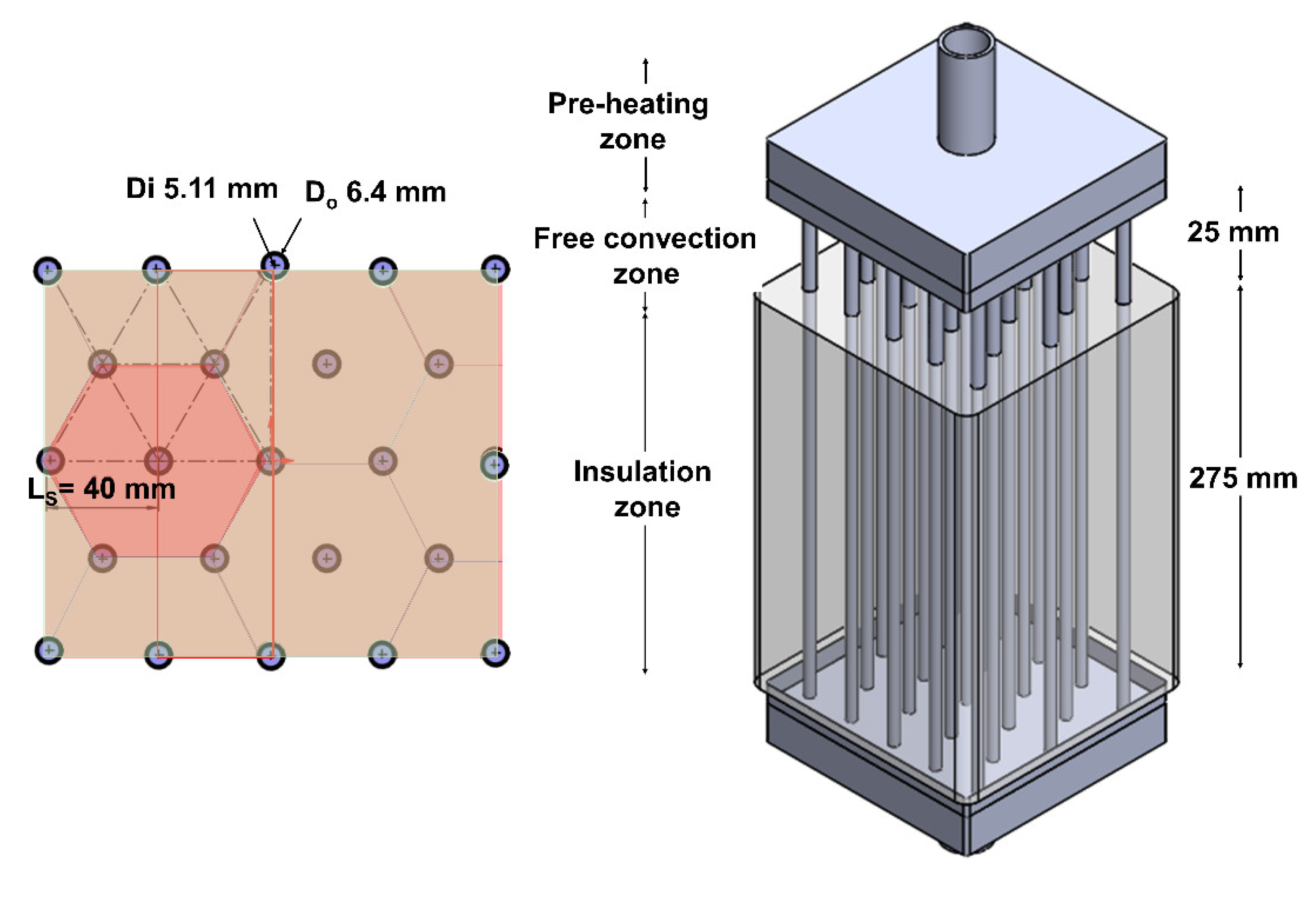
| Inner diameter of the reactive channel | Di | 5.11 | (mm) |
| Outer diameter of the reactive channel | Do | 6.4 | (mm) |
| Height of the reactive channel | H | 250 | (mm) |
| Height of the free-convection zone | HFCZ | 0–50 | (mm) |
| Height of the insulation zone | HIZ | 50–250 | (mm) |
| Length of the reactive channel separation | LS | 50 | (mm) |
| Properties | Symbol | Value | Unit |
| Thermal conductivity of the reactive channel | λS | 16.27 | (W/m·K) |
| Thermal conductivity of the insulating material | ΛSW | 0.040 | (W/m·K) |
| Specific heat of the catalytic bed a | CpCB | 6433 | (J/kg·K) |
| Thermal conductivity of the catalytic bed a | λCB | 0.34 | (W/m·K) |
| Viscosity of the catalytic bed a | μCB | 1.23 × 10−6 | (kg/m·K) |
| Particle diameter | dp | 4.5 × 10−4 | (m) |
| Volumetric flow rate of the reactive channel | Qtub | 1.63 × 10−5 | (m3/s) |
| Area of the reactive channel | S | 2.05 × 10−5 | (m2) |
| Viscosity of the reactive mixture a | μ | 1.77 × 10−5 | (Pa·s) |
| Density of the reactive mixture | ρf | 1.36 | (kg/m3) |
| Apparent density of the catalyst b | ρapparent,cat | 0.90 | (g/mL) |
| Skeletal density of the catalyst c | ρskeletal,cat | 3.50 | (g/mL) |
| Fractional void volume of the catalytic bed | ε | 0.40 d and 0.74 e | (-) |
| Operating Parameters | Symbol | Value | Unit |
| Molar ratio of the H2/CO2 | - | 4 | (-) |
| Mole fraction of the H2 | ṁH2 | 80 | (%) |
| Mole fraction of the CO2 | ṁco2 | 20 | (%) |
| Temperature of the reactive mixture | Tinlet | 230 | (°C) |
| Pressure | P | 5 | (atm) |
| Velocity of the reactive mixture | Vinlet | 0.8 | (m/s) |
| Temperature of the air | Tair | 25 | (°C) |
| Velocity of the air | Vair | 0–5 | (m/s) |
| Mass Balance |
|---|
| Conservation equation: |
| Diffusion flux of the species: |
| Net rate of production by the chemical reaction: |
| Energy Balance |
| Gas phase: |
| Enthalpy for ideal gases: |
| Solid phase: |
| Enthalpy for solid: |
| Momentum Balance |
| Turbulence kinetic energy (k): |
| Dissipation rate (ε): |
| Turbulence viscosity: and , and |
| V | Tmax of the Reactive Channels | Tmin of the Reactive Channels | Thermal Interaction between Reactive Channels | Tmax of the Insulating Material | Tmax of the Interior of Insulating Material | Tmax of the Exterior of Insulating Material |
|---|---|---|---|---|---|---|
| (m/s) | (°C) | (°C) | (-) | (°C) | (°C) | (°C) |
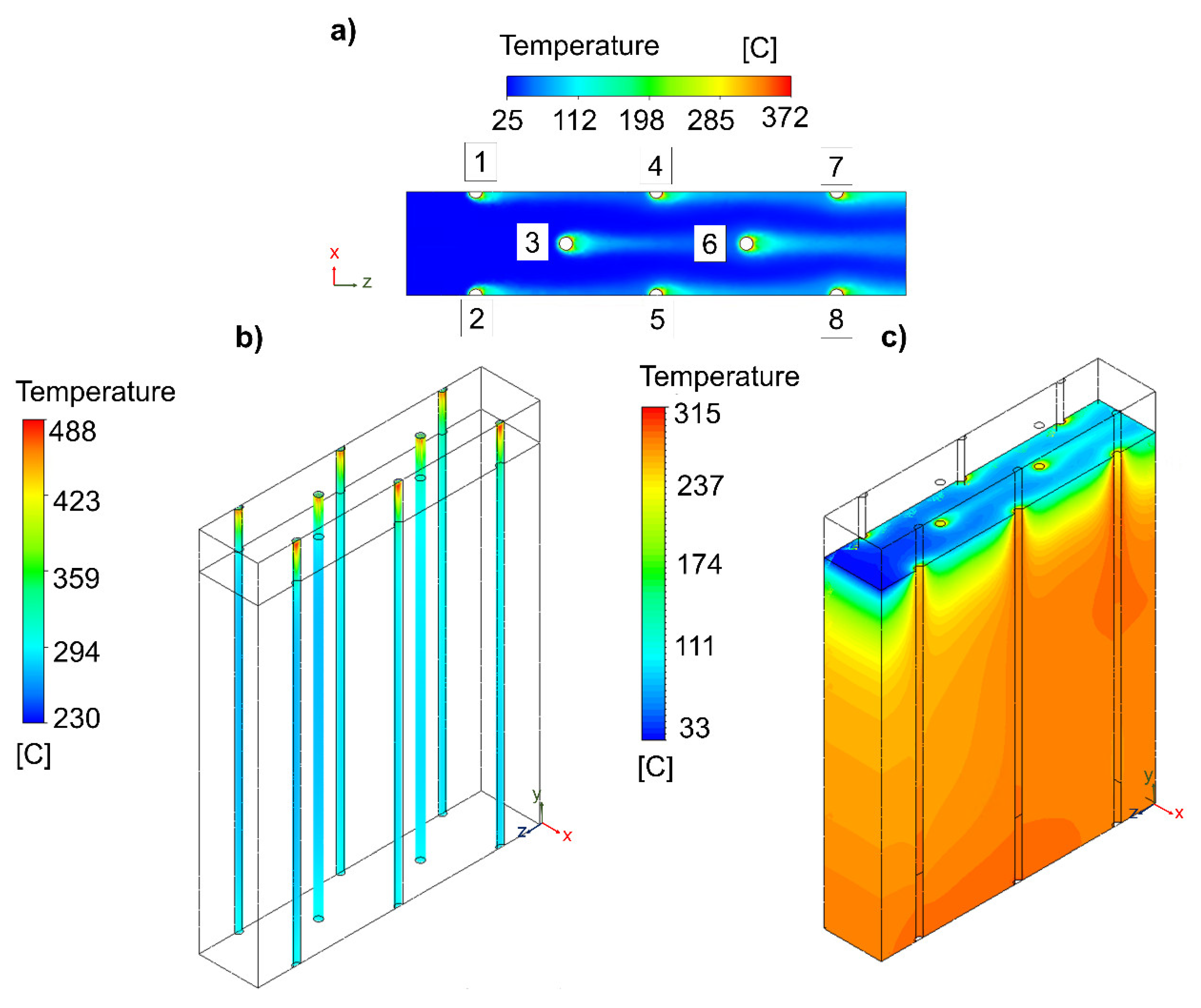
| 0 | 493 | 230 | Yes | 371 | 340 | 313 |
| 2 | 485 | 140 | Not | 162 | 153 | 147 |
| 5 | 483 | 111 | Not | 126 | 122 | 119 |
| Circular | Hexagonal |
|---|---|
| Advantages | |
|
|
| Disadvantages | |
|
|
| Variable | Effect | Selection |
|---|---|---|
| Geometry | Circular: All reactive channels were located at the same distance from the centre; ease of construction; very complex to pack different consecutive units. Hexagonal: The most compact geometry possible; ease of packing different units. | Hexagonal |
| Length separation | ↑ (40 mm): The increase in T decreased in the reactive channels aligned in the direction of the air. The lateral thermal interaction between the reactive channels was almost completely reduced. ↓(25 mm): Greater complexity in the assembly and maintenance; the device was more compact. | 40 (mm) |
| Air velocity | ↑ (5 m/s): The interaction between the reactive channels was practically zero; the loss of heat was excessive; the flow of gases entered the insulated area too cold; power consumption. ↓(0 m/s): Strong interactions between the reactive channels; no heat removal; difficult thermal control due to the fact of hot spots; zero energy consumption. | 1 (m/s) |
| Height of the free-convection zone and insulating zone | ↓ (25 mm) and↑(225 mm): Fully adiabatic, temperature too high throughout the reactive channels; the maximum temperature was not affected by this parameter. ↑(50 mm) and ↓ (200 mm): Too much heat was lost in the noninsulated area; there was not enough temperature to sustain the reaction. | 50 (mm) 225 (mm) |
| Dimensions | Symbol | Value | Unit |
|---|---|---|---|
| Inner diameter of reactive channel | Di | 5.11 | (mm) |
| Outer diameter of reactive channel | Do | 6.4 | (mm) |
| Length of the reactive channel separation | LS | 40 | (mm) |
| Height of the reactive channel | L | 300 | (mm) |
| Height of the free-convection zone | HFCZ | 0–25 | (mm) |
| Height of the insulation zone | HIZ | 250–300 | (mm) |
| Operating parameters | Symbol | Value | Unit |
| Molar ratio of the H2/CO2 | H2/CO2 | 4 | (-) |
| Mole fraction of the H2 | ṁH2 | 80 | (%) |
| Mole fraction of the CO2 | ṁco2 | 20 | (%) |
| Temperature of the reactive mixture | Tinlet | 230 | (°C) |
| Pressure | P | 5 | (atm) |
| Velocity of the reactive mixture | Vinlet | 0.8 | (m/s) |
| Gas Hourly Space Velocity | GHSV | 11,520 | (h−1) |
| Velocity of the air | Vair | 1 | (m/s) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alarcón, A.; Busqué, R.; Andreu, T.; Guilera, J. Design of a Multi-Tubular Catalytic Reactor Assisted by CFD Based on Free-Convection Heat-Management for Decentralised Synthetic Methane Production. Catalysts 2022, 12, 1053. https://doi.org/10.3390/catal12091053
Alarcón A, Busqué R, Andreu T, Guilera J. Design of a Multi-Tubular Catalytic Reactor Assisted by CFD Based on Free-Convection Heat-Management for Decentralised Synthetic Methane Production. Catalysts. 2022; 12(9):1053. https://doi.org/10.3390/catal12091053
Chicago/Turabian StyleAlarcón, Andreina, Raquel Busqué, Teresa Andreu, and Jordi Guilera. 2022. "Design of a Multi-Tubular Catalytic Reactor Assisted by CFD Based on Free-Convection Heat-Management for Decentralised Synthetic Methane Production" Catalysts 12, no. 9: 1053. https://doi.org/10.3390/catal12091053
APA StyleAlarcón, A., Busqué, R., Andreu, T., & Guilera, J. (2022). Design of a Multi-Tubular Catalytic Reactor Assisted by CFD Based on Free-Convection Heat-Management for Decentralised Synthetic Methane Production. Catalysts, 12(9), 1053. https://doi.org/10.3390/catal12091053