
The Effect of MoS2 Active Site Dispersion on Suppression of Polycondensation Reactions during Heavy Oil Hydroconversion



Abstract
1. Introduction
2. Results and Discussion
2.1. Hydroconversion Results
2.2. Elemental Composition of Polycondensation Products
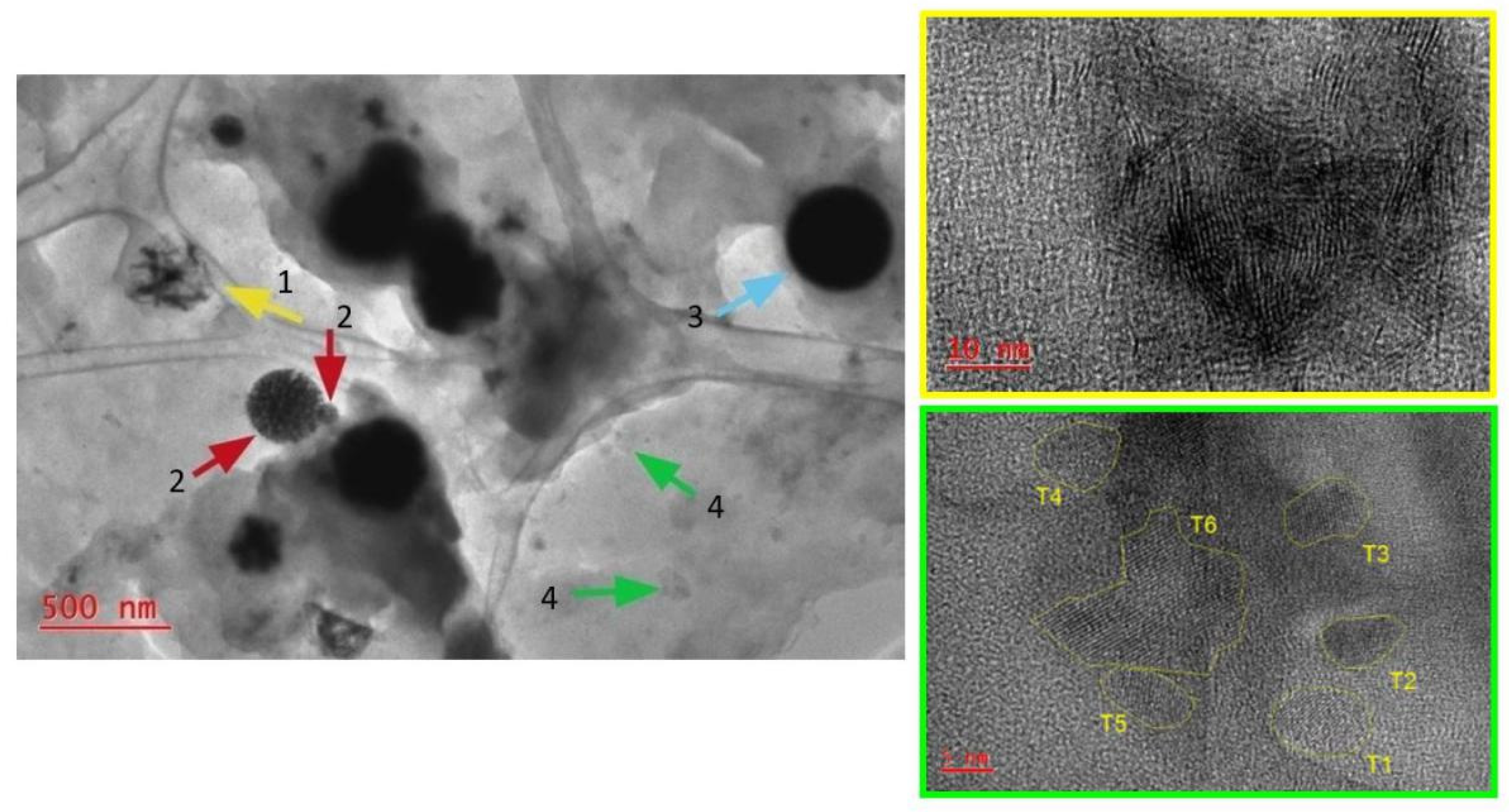
2.3. Study of Catalyst Particles Dispersity and Composition
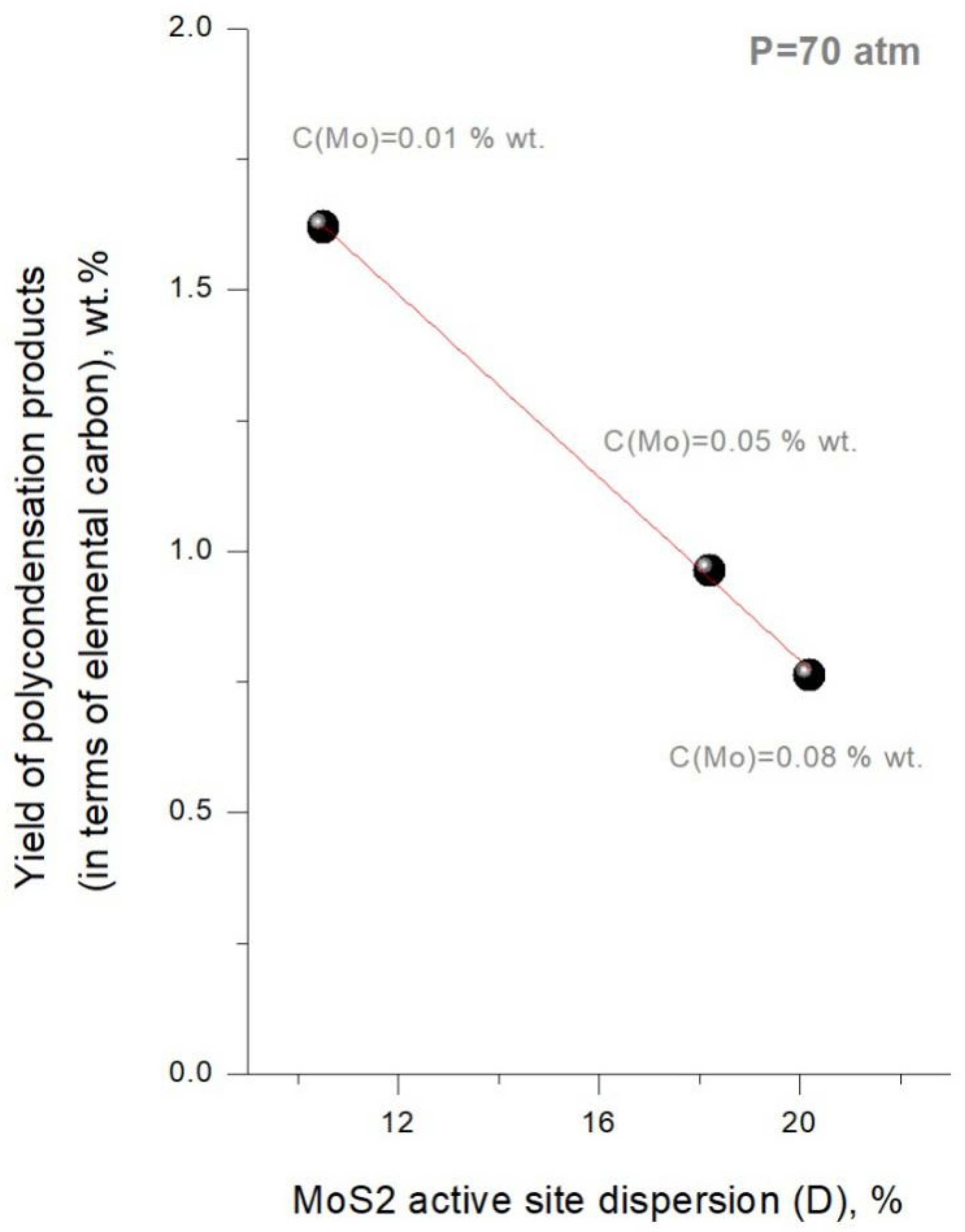
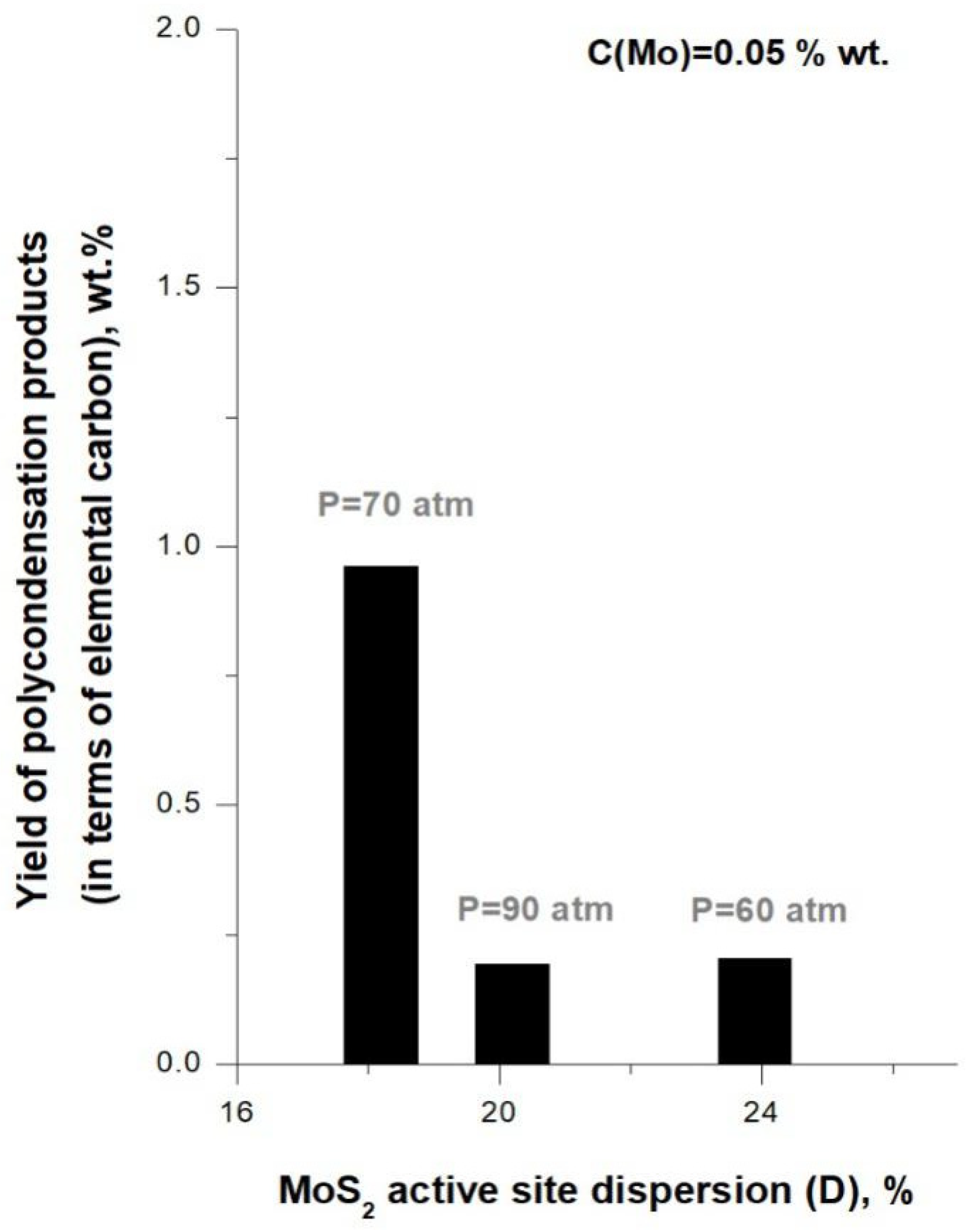
2.4. Correlations between Catalyst Active Site Dispersion and Hydroconversion Activity
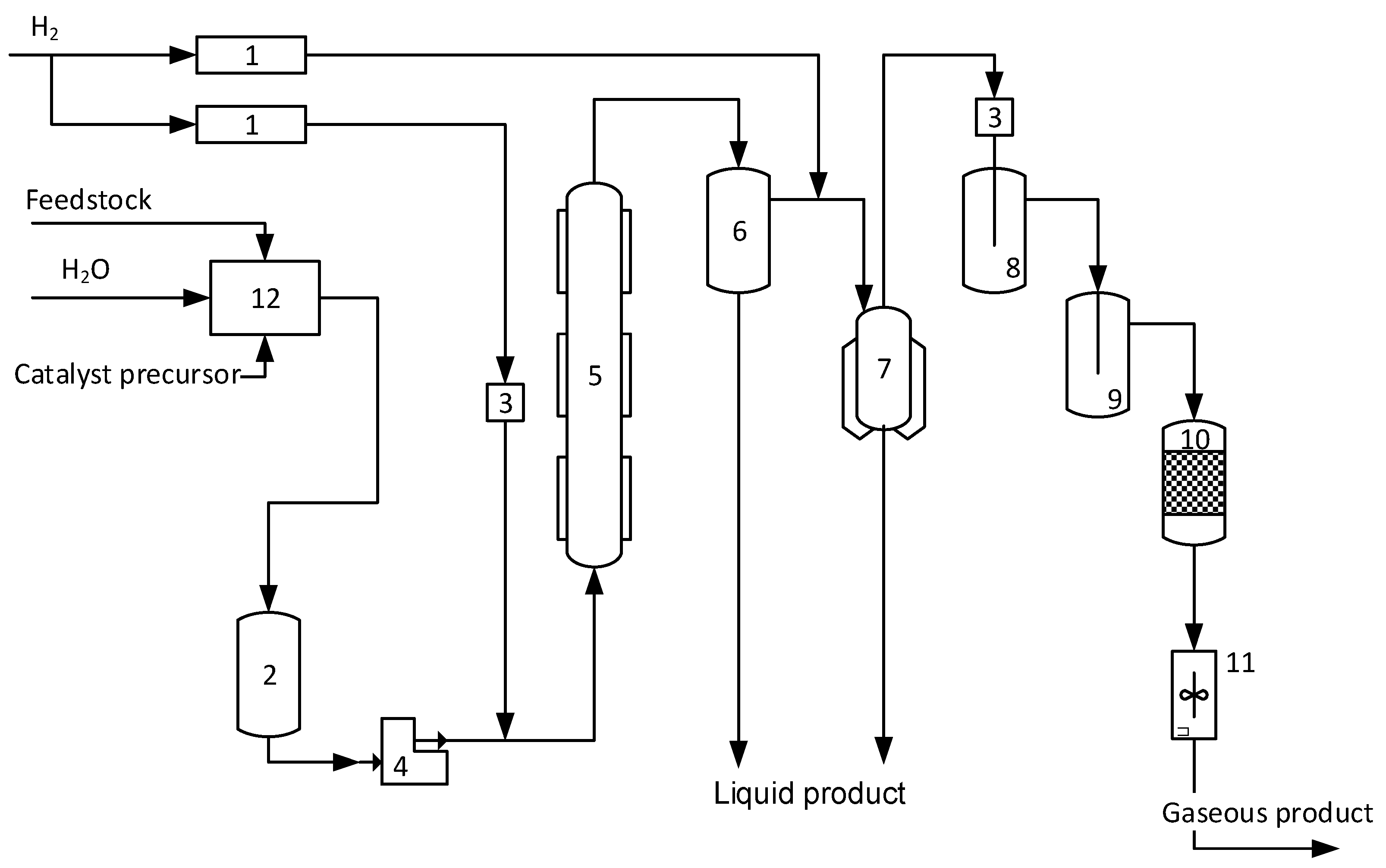
3. Methods and Materials
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Speight, J.G. Upgrading by Hydrocracking. In Heavy Oil Recovery and Upgrading; Gulf Professional Publishing: Houston, TX, USA, 2019; Chapter 11; pp. 467–528. [Google Scholar]
- Khadzhiev, S.N.; Kadiev, K.M.; Kadieva, M.K. Synthesis and properties of nanosized systems as efficient catalysts for hydroconversion of heavy petroleum feedstock. Pet. Chem. 2014, 54, 323–346. [Google Scholar] [CrossRef]
- Rana, M.S.; Sámano, V.; Ancheyta, J.; Diaz, J.A.I. A review of recent advances on process technologies for upgrading of heavy oils and residua. Fuel 2007, 86, 1216–1231. [Google Scholar] [CrossRef]
- Liu, Y.; Gao, L.; Wen, L.; Zong, B. Recent advances in heavy oil hydroprocessing technologies. Recent Pat. Chem. Eng. 2009, 2, 22–36. [Google Scholar] [CrossRef]
- Ancheyta, J.; Rana, M.S.; Furimsky, E. Hydroprocessing of heavy petroleum feeds: Tutorial. Catal. Today 2005, 109, 3–15. [Google Scholar] [CrossRef]
- Bellussi, G.; Rispoli, G.; Landoni, A.; Millini, R.; Molinari, D.; Montanari, E.; Moscotti, D.; Pollesel, P. Hydroconversion of heavy residues in slurry reactors: Developments and perspectives. J. Catal. 2013, 308, 189–200. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, D.; Deng, W.; Que, G. A review of slurry-phase hydrocracking heavy oil technology. Energy Fuels 2007, 21, 3057–3062. [Google Scholar] [CrossRef]
- Rezaei, H.; Liu, X.; Ardakani, S.J.; Smith, K.J.; Bricker, M. A study of Cold Lake Vacuum Residue hydroconversion in batch and semi-batch reactors using unsupported MoS2 catalysts. Catal. Today 2010, 150, 244–254. [Google Scholar] [CrossRef]
- Kim, K.D.; Lee, Y.K. Active phase of dispersed MoS2 catalysts for slurry phase hydrocracking of vacuum residue. J. Catal. 2019, 369, 111–121. [Google Scholar] [CrossRef]
- Schacht-Hernández, P.; Portales-Martínez, B.; Laredo, G.C.; Pérez-Romo, P.; Domínguez-Esquivel, J.M. Homogeneous catalyst for in-situ hydrotreating of heavy oils. Appl. Catal. A Gen. 2019, 577, 99–106. [Google Scholar] [CrossRef]
- Kang, K.H.; Kim, G.T.; Park, S.; Seo, P.W.; Seo, H.; Lee, C.W. A review on the Mo-precursors for catalytic hydroconversion of heavy oil. J. Ind. Eng. Chem. 2019, 76, 1–16. [Google Scholar] [CrossRef]
- Kadieva, M.K.; Maximov, A.L.; Kadiev, K.M. Ex-Situ Synthesis and Study of Nanosized Mo-Containing Catalyst for Petroleum Residue Hydro-Conversion. Catalysts 2019, 9, 649. [Google Scholar] [CrossRef]
- Khadzhiev, S.N.; Kadiev, K.M.; Yampolskaya, G.P.; Kadieva, M.K. Trends in the synthesis of metal oxide nanoparticles through reverse microemulsions in hydrocarbon media. Adv. Colloid Interface Sci. 2013, 197–198, 132–145. [Google Scholar] [CrossRef]
- Khadzhiev, S.N.; Kadiev, K.M.; Zhigalina, O.M.; Kadieva, M.K.; Khmelenin, D.N. Structure and properties of molybdenum sulfide nanoparticles synthesized in situ in the hydroconversion process. Pet. Chem. 2015, 55, 655–662. [Google Scholar] [CrossRef]
- Panariti, N.; del Bianco, A.; del Piero, G.; Marchionna, M. Petroleum residue upgrading with dispersed catalysts Part 1. Catalysts activity and selectivity. Appl. Catal. A Gen. 2000, 204, 203–213. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, K.D.; Lee, Y.K. Effects of dispersed MoS2 catalysts and reaction conditions on slurry phase hydrocracking of vacuum residue. J. Catal. 2017, 347, 127–137. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Khadzhiev, S.N.; Kadieva, M.K. Synthesis and use of polyfunctional catalyst nanoparticles for hydroconversion of natural bitumen. Pet. Chem. 2013, 53, 298–308. [Google Scholar] [CrossRef]
- Kim, S.H.; Kim, K.D.; Lee, D.; Lee, Y.K. Structure and activity of dispersed Co, Ni, or Mo sulfides for slurry phase hydrocracking of vacuum residue. J. Catal. 2018, 364, 131–140. [Google Scholar] [CrossRef]
- Bacaud, R. Dispersed phase catalysis: Past and future. Celebrating one century of industrial development. Fuel 2014, 117, 624–632. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Park, S.; Jung, J.; Cho, J.; Lee, C.W.; Park, Y.K. Comparative reactivity between thermal and catalytic hydrocracking of vacuum residue: Effect of asphaltenes. J. Ind. Eng. Chem. 2018, 61, 32–38. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Zaytseva, O.V.; Magomadov, E.E.; Chernysheva, E.A.; Oknina, N.V.; Batov, A.E.; Kadieva, M.K.; Kapustin, V.M.; Khadzhiev, S.N. Structural transformations of asphaltenes during hydroconversion of vacuum residue with recycling the hydroconversion product distillation residue. Pet. Chem. 2015, 55, 487–496. [Google Scholar] [CrossRef]
- Jansen, T.; Guerry, D.; Gotteland, D.; Bacaud, R.; Lacroix, M.; Ropars, M.; Lorentz, C.; Geantet, C.; Tayakout-Fayolle, M. Characterization of a continuous micro-scale pilot unit for petroleum residue hydroconversion with dispersed catalysts: Hydrodynamics and performances in once-through and recycling mode. Chem. Eng. J. 2014, 253, 493–501. [Google Scholar] [CrossRef]
- Daage, M.; Chianelli, R.R. Structure-Function relations in molybdenum sulfide catalysts: The rim-edge model. J. Catal. 1994, 149, 414–427. [Google Scholar] [CrossRef]
- Chianelli, R.R. Periodic trends transition metal sulfide catalysis: Intuition and theory. Oil Gas Sci. Technol. 2006, 61, 503–513. [Google Scholar] [CrossRef]
- Kasztelan, S.; Toulhoat, H.; Grimblot, J.; Bonnelle, J.P. A geometrical model of the active phase of hydrotreating catalysts. Appl. Catal. 1984, 13, 127–159. [Google Scholar] [CrossRef]
- Hensen, E.; Kooyman, P.; van der Meer, Y.; van der Kraan, A.; de Beer, V.; van Veen, J.; van Santen, R. The relation between morphology and hydrotreating activity for supported MoS2 particles. J. Catal. 2001, 199, 224–235. [Google Scholar] [CrossRef]
- Zheng, A.; Wang, D.; Wang, L.; Han, J.; Ma, H.; Pan, Z.; Qu, W.; Wang, C.; Tian, Z. Highly efficient MoS2 nanocatalysts for slurry-phase hydrogenation of unconventional feedstocks into fuels. Energy Fuels 2021, 35, 2590–2601. [Google Scholar] [CrossRef]
- Speight, J.G. Handbook of Petroleum Refining; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Ferreira, S.R.; Barreira, F.R.; Spinelli, L.S.; Leal, K.Z.; Seidl, P.; Lucas, E.F. Comparison between asphaltenes (sub)fractions extracted from two different asphaltic residues: Chemical characterization and phase behavior. Quimica Nova 2016, 39, 26–31. [Google Scholar] [CrossRef]
- Chianelli, R.R.; Siadati, M.H.; De La Rosa, M.P.; Berhault, G.; Wilcoxon, J.P.; Bearden, R.; Abrams, B.L. Catalytic properties of single layers of transition metal sulfide catalytic materials. Catal. Rev. Sci. Eng. 2006, 48, 1–41. [Google Scholar] [CrossRef]
- Nassar, N.N.; Hassan, A.; Pereira-Almao, P. Metal oxide nanoparticles for asphaltene adsorption and oxidation. Energy Fuels 2011, 25, 1017–1023. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Gyul’maliev, A.M.; Kadieva, M.K.; Khadzhiev, S.N. Modeling the structure of water-in-oil inverse emulsion. Russ. J. Appl. Chem. 2018, 91, 1779–1784. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Khadzhiev, S.N.; Kadieva, M.K.; Dogova, E.S. Ex situ synthesis of sulfided molybdenum-containing ultrafine hydroconversion catalysts. Pet. Chem. 2017, 57, 608–617. [Google Scholar] [CrossRef]
- Hansen, L.P.; Johnson, E.; Brorson, M.; Helveg, S. Growth mechanism for single- and multi-layer MoS2 nanocrystals. J. Phys. Chem. C 2014, 118, 22768–22773. [Google Scholar] [CrossRef]
- Pratt, K.C.; Sanders, J.V.; Christov, V. Morphology and activity of MoS2 on various supports: Genesis of the active phase. J. Catal. 1990, 124, 416–432. [Google Scholar] [CrossRef]
- Chianelli, R.R.; Ruppert, A.F.; Jose-Yacama’n, M.; Va’zquez-Zavala, A. HREM studies of layered transition metal sulfide catalytic materials. Catal. Today 1995, 23, 269–281. [Google Scholar] [CrossRef]
- Nguyen, T.S.; Tayakout-Fayolle, M.; Lacroix, M.; Gotteland, D.; Aouine, M.; Bacaud, R.; Afanasiev, P.; Geantet, C. Promotion effects with dispersed catalysts for residue slurry hydroconversion. Fuel 2015, 160, 50–56. [Google Scholar] [CrossRef]
- Afanasiev, P. Synthetic approaches to the molybdenum sulfide materials. C. R. Chimie 2008, 11, 159–182. [Google Scholar] [CrossRef]
- Koroteev, V.O.; Okotrub, A.V.; Bulusheva, L.G. Formation of Mo3S4 nanoparticles on the graphitic substrate. Fuller. Nanotub. Carbon Nanostruct. 2011, 19, 39–43. [Google Scholar] [CrossRef]
- Golub, A.S.; Zaikovskii, V.I.; Lenenko, N.D.; Danot, M.; Novikov, Y.N. Synthesis of intercalation compounds of molybdenum disulfide with nitrogen-containing organic molecules and study of their microstructure. Russ. Chem. Bull. 2004, 53, 1914–1923. [Google Scholar] [CrossRef]
- Joensen, S.R.P.; Frindt, R.F. Morrison Single-layer MoS2. Mater. Res. Bull. 1986, 21, 457–461. [Google Scholar] [CrossRef]
- Gao, H.; Tan, M.; Rong, L.; Wang, Z.; Peng, J.; Jin, X.; Chen, G.Z. Preparation of Mo nanopowders through electroreduction of solid MoS2 in molten KCl-NaCl. Phys. Chem. Chem. Phys. 2014, 16, 19514–19521. [Google Scholar] [CrossRef]
- Kim, B.S.; Kim, E.Y.; Jeon, H.S.; Lee, H.I.; Lee, J.C. Study on the reduction of molybdenum dioxide, by hydrogen. Mater. Trans. 2008, 49, 2147–2152. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Zekel’, L.A.; Kadieva, M.K.; Khadzhiev, S.N. Formation of polycondensation products in heavy oil feedstock hydroconversion in the presence of ultrafine catalyst: Physicochemical study. Pet. Chem. 2018, 58, 519–527. [Google Scholar] [CrossRef]
- Del Bianco, A.; Panariti, N.; di Carlo, S.; Beltrame, P.L.; Carniti, P. New Developments in deep hydroconversion of heavy oil residues with dispersed catalysts. 2. Kinetic aspects of reaction. Energy Fuels 1994, 8, 593–597. [Google Scholar] [CrossRef]
- Kadiev, K.M.; Kadieva, M.K.; Zekel, L.A.; Erman, E.S.; Khadzhiev, S.N. The properties of water-in-oil emulsions of aqueous solutions of precursors for nanosized catalysts. Colloid J. 2019, 81, 90–97. [Google Scholar] [CrossRef]
- Tye, C.T. Studies of Exfoliated Molybdenum Disulfide Catalyst in Hydrocracking and Hydroprocessing Reactions. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2006. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test # | Hydroconversion Conditions | 360 °C+ Conversion, % | Polycondensation Product Yield, wt.% | |
|---|---|---|---|---|
| C(Mo), %wt. | P, atm | |||
| Non-catalytic test | ||||
| 0 | 0 | 70 | 58.6 | 6.0 |
| Precursor loading variation | ||||
| 1 | 0.01 | 70 | 57.7 | 1.9 |
| 2 | 0.05 | 70 | 47.7 | 1.2 |
| 3 | 0.08 | 70 | 41.8 | 1.0 |
| Pressure variation | ||||
| 4 | 0.05 | 60 | 42.3 | 0.3 |
| 2 | 0.05 | 70 | 47.7 | 1.2 |
| 5 | 0.05 | 90 | 46.1 | 0.3 |
| Value of Variable Parameter | Gaseous Products, %wt. | Liquid Products | Polycondensation Products, wt.% | |||
|---|---|---|---|---|---|---|
| IBP–180 °C | 180–360 °C | 360–520 °C | 520 °C+ | |||
| Feed | - | 5.5 | 17.2 | 36.5 | 40.8 | - |
| Non-catalytic test | ||||||
| C(Mo) = 0, P = 70 atm | 3.0 | 23.5 | 35.5 | 22.2 | 9.8 * | 6.0 |
| Precursor loading variation | ||||||
| C(Mo) = 0.01%wt. | 2.4 | 22.6 | 39.9 | 21.9 | 10.8 * | 1.9 |
| C(Mo) = 0.05%wt. | 2.1 | 20.0 | 37.0 | 25.8 | 14.6 * | 1.2 |
| C(Mo) = 0.08%wt. | 1.0 | 17.6 | 34.9 | 22.3 | 22.7 * | 1.0 |
| Pressure variation | ||||||
| P = 60 atm | 2.6 | 15.9 | 36.1 | 26.1 | 18.5 * | 0.3 |
| P = 70 atm | 2.1 | 20.0 | 37.0 | 25.8 | 14.6 * | 1.2 |
| P = 90 atm | 2.1 | 18.7 | 37.2 | 26.2 | 15.5 * | 0.3 |
| Value of Variable Parameter | Characteristic | IBP–180 °C | 180–360 °C | 360–520 °C |
|---|---|---|---|---|
| Feed | S, %wt. | 0.65 | 1.20 | 3.53 |
| Precursor loading variation | ||||
| C(Mo) = 0.01%wt. | S, %wt. | 1.03 | 2.70 | 3.49 |
| Iodine number, g J2/100 g | 63.6 | 30.6 | - | |
| C(Mo) = 0.05%wt. | S, %wt. | 0.91 | 2.57 | 3.45 |
| Iodine number, g J2/100 g | 67.7 | 35.3 | - | |
| C(Mo) = 0.08%wt. | S, %wt. | 0.84 | 2.41 | 3.48 |
| Iodine number, g J2/100 g | 61.0 | 26.0 | - | |
| Pressure variation | ||||
| P = 60 atm | S, %wt. | 0.90 | 2.44 | 3.59 |
| Iodine number, g J2/100 g | 70.3 | 46.3 | - | |
| P = 70 atm | S, %wt. | 0.91 | 2.57 | 3.45 |
| Iodine number, g J2/100 g | 67.7 | 35.3 | - | |
| P = 90 atm | S, %wt. | 0.80 | 2.41 | 3.34 |
| Iodine number, g J2/100 g | 63.1 | 34.9 | - | |
| Test # | N, %wt. | C, %wt. | H, %wt. | S, %wt. | Mo, %wt. | H/C, wt. | S/Mo, Molar | Stoichiometry |
|---|---|---|---|---|---|---|---|---|
| 1 | 2.0 | 85.3 | 5.2 | 7.0 | 0.5 | 0.1 | 42.0 | MoS42C1359 |
| 2 | 2.1 | 80.2 | 4.9 | 9.1 | 3.7 | 0.1 | 7.4 | MoS7,4C173 |
| 3 | 2.3 | 76.1 | 4.7 | 9.3 | 7.6 | 0.1 | 3.6 | MoS3,6C80 |
| 4 | 2.9 | 68.0 | 4.1 | 10.9 | 14.1 | 0.1 | 2.3 | MoS2,3C39 |
| 5 | 2.9 | 64.4 | 4.0 | 13.4 | 15.3 | 0.1 | 2.6 | MoS2,6C34 |
| Test # | Average Size of Aggregates *, nm | Morphology |
|---|---|---|
| 1 | 143 | Rounded particles, monoslabs, multilayered stackings, openwork formations |
| 2 | 105 | |
| 3 | 69 | Rounded particles, monoslabs, multilayered stackings, openwork formations, onion-like structures |
| 4 | 82 | Rounded particles, monoslabs, multilayered stackings, openwork formations |
| 5 | 98 |
| Test # | *, nm | D, % | |
|---|---|---|---|
| 1 | 11.9 | 1.5 | 10 |
| 2 | 6.7 | 4.7 | 18 |
| 3 | 6.0 | 1.7 | 20 |
| 4 | 5.0 | 1.8 | 23 |
| 5 | 6.0 | 2.5 | 20 |
| Parameter | Unit | Analysis Method | Result |
|---|---|---|---|
| Density (20 °C) | kg/m3 | ASTM D 1298 | 963 |
| Kinematic viscosity (100 °C) | mm2/s | ASTM D 445 | 22.5 |
| Sulfur content | %wt. | ASTM D 4294 | 3.6 |
| Nitrogen content | %wt. | ASTM D 3228 | 0.4 |
| Metal content vanadium nickel | %wt. | IP 470 | 0.0250 0.0031 |
| Elemental composition carbon hydrogen oxygen | %wt. | ASTM D 5291 | 84.4 11.1 0.5 |
| Heptane insolubles content | %wt. | IP 143 | 8.1 |
| Coking ability | %wt. | ASTM D 4530 | 10.1 |
| >520 °C fraction content | %wt. | ASTM D 1160 | 40.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kadiev, K.M.; Maximov, A.L.; Kadieva, M.K. The Effect of MoS2 Active Site Dispersion on Suppression of Polycondensation Reactions during Heavy Oil Hydroconversion. Catalysts 2021, 11, 676. https://doi.org/10.3390/catal11060676
Kadiev KM, Maximov AL, Kadieva MK. The Effect of MoS2 Active Site Dispersion on Suppression of Polycondensation Reactions during Heavy Oil Hydroconversion. Catalysts. 2021; 11(6):676. https://doi.org/10.3390/catal11060676
Chicago/Turabian StyleKadiev, Khusain M., Anton L. Maximov, and Malkan Kh. Kadieva. 2021. "The Effect of MoS2 Active Site Dispersion on Suppression of Polycondensation Reactions during Heavy Oil Hydroconversion" Catalysts 11, no. 6: 676. https://doi.org/10.3390/catal11060676
APA StyleKadiev, K. M., Maximov, A. L., & Kadieva, M. K. (2021). The Effect of MoS2 Active Site Dispersion on Suppression of Polycondensation Reactions during Heavy Oil Hydroconversion. Catalysts, 11(6), 676. https://doi.org/10.3390/catal11060676