
Thermogravimetry of the Steam Gasification of Calluna vulgaris: Kinetic Study




Abstract

1. Introduction
2. Results and Discussion
2.1. Uncatalyzed Steam Gasification of Heather. Influence of Operating Variables
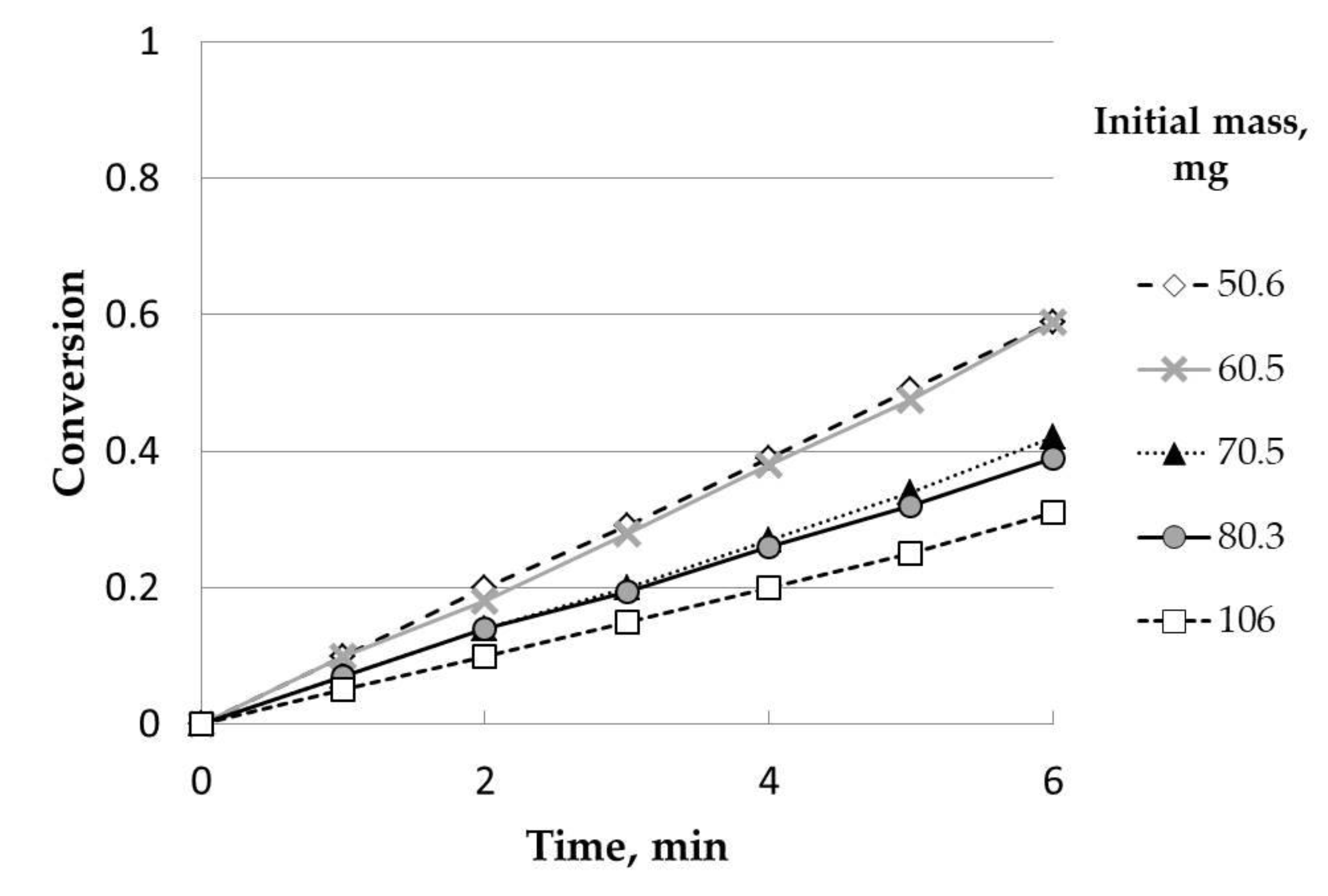
2.1.1. Influence of the Initial Charcoal Mass
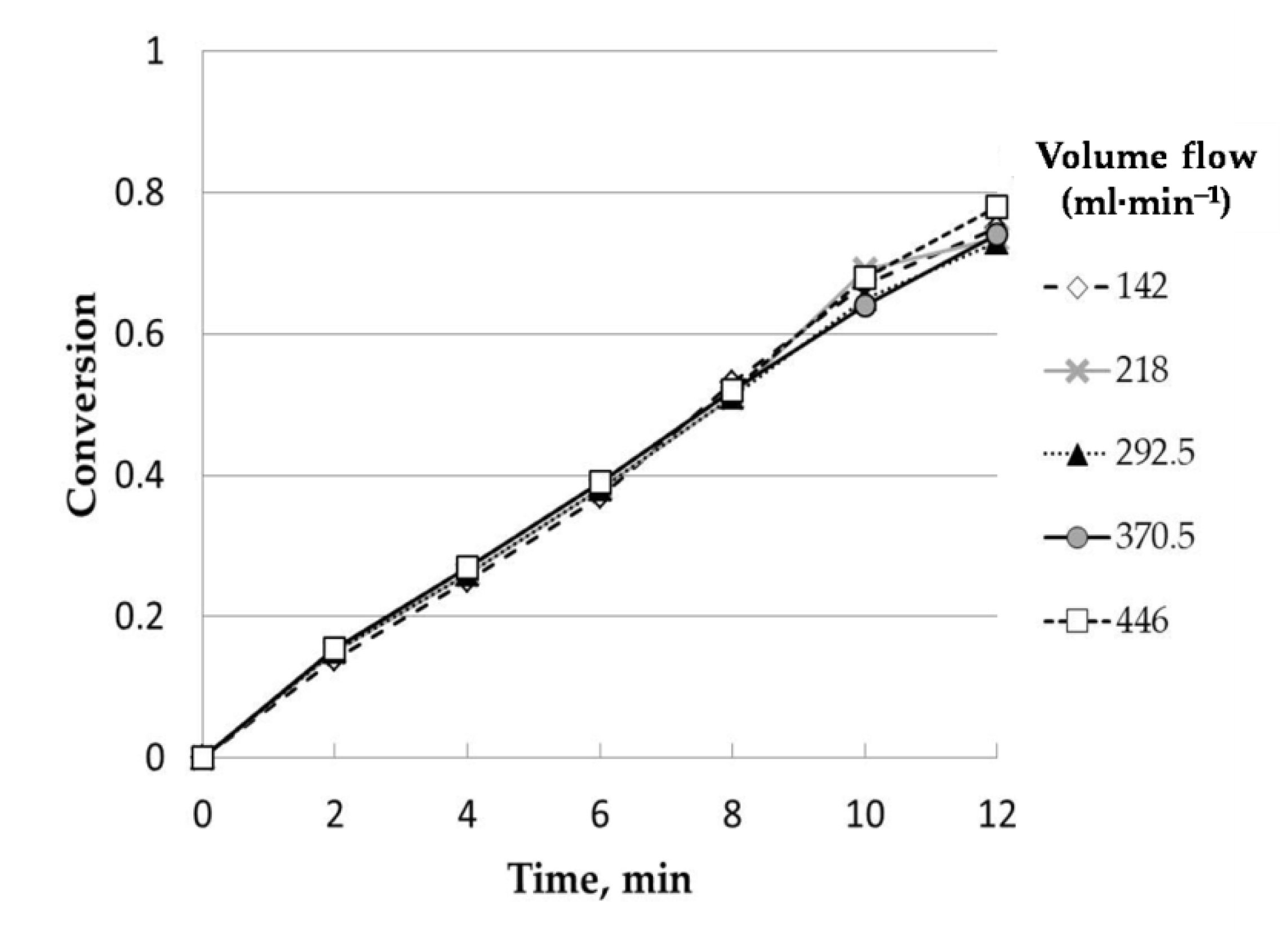
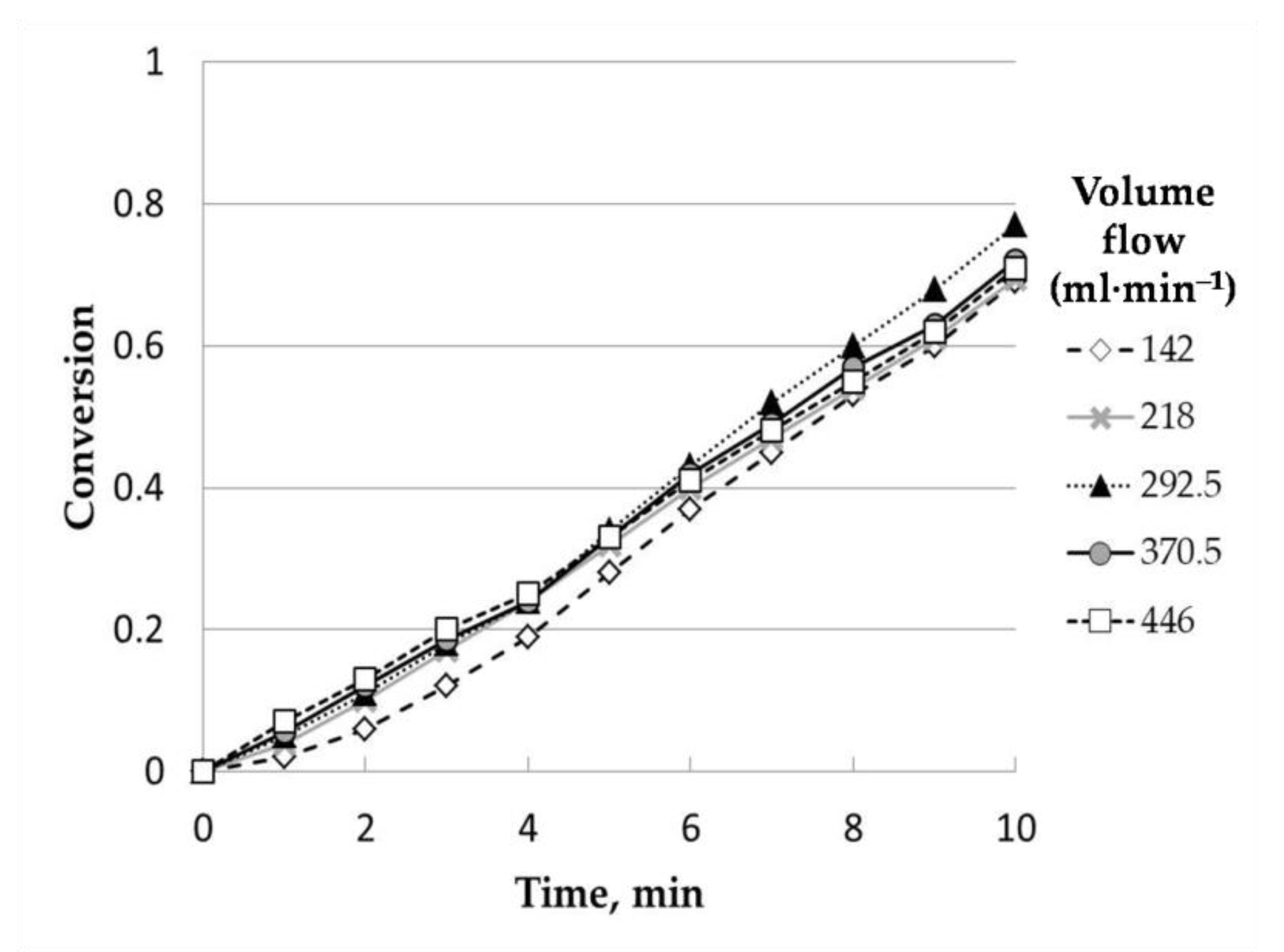
2.1.2. Influence of Volumetric Flow
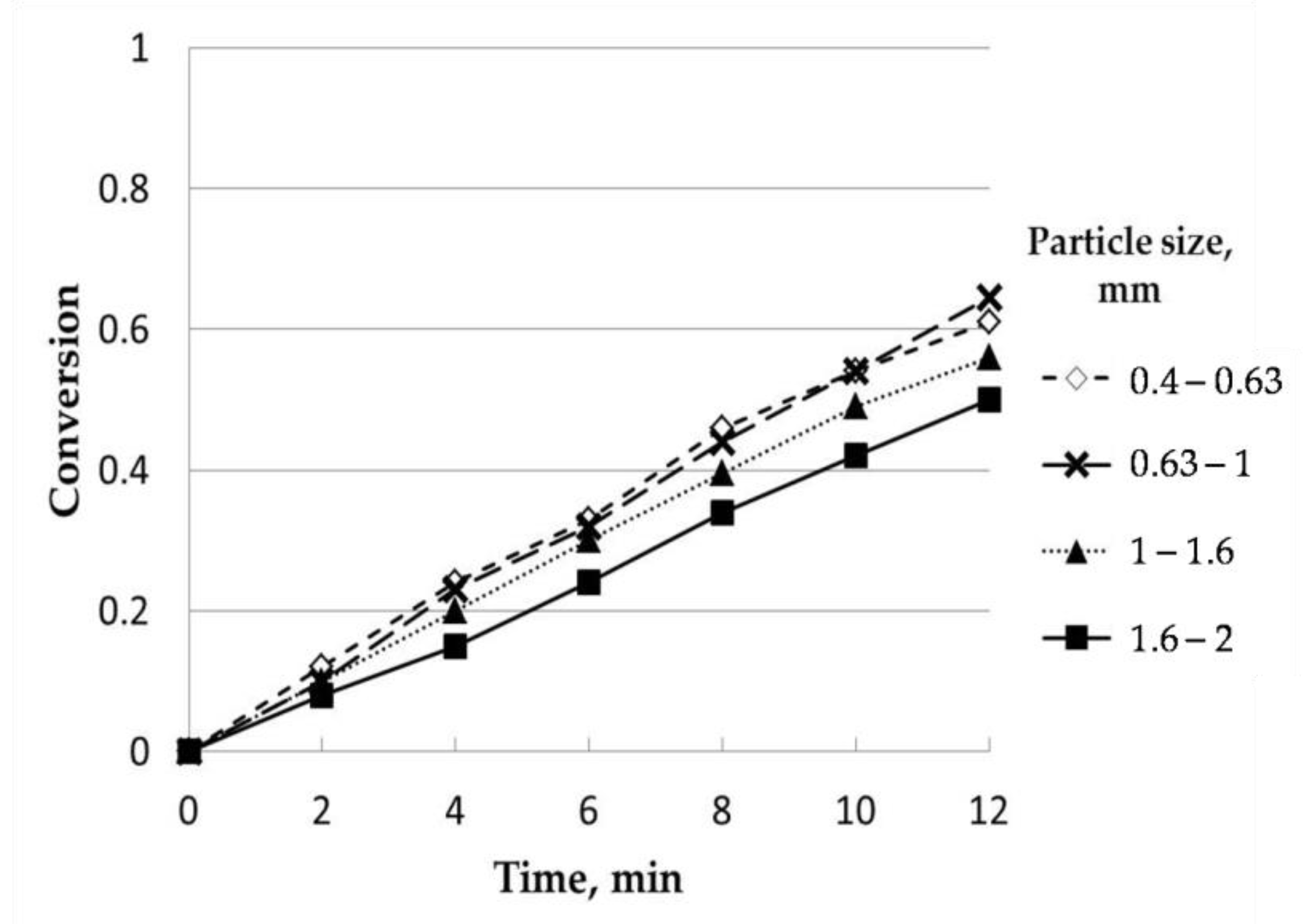
2.1.3. Influence of Particle Size
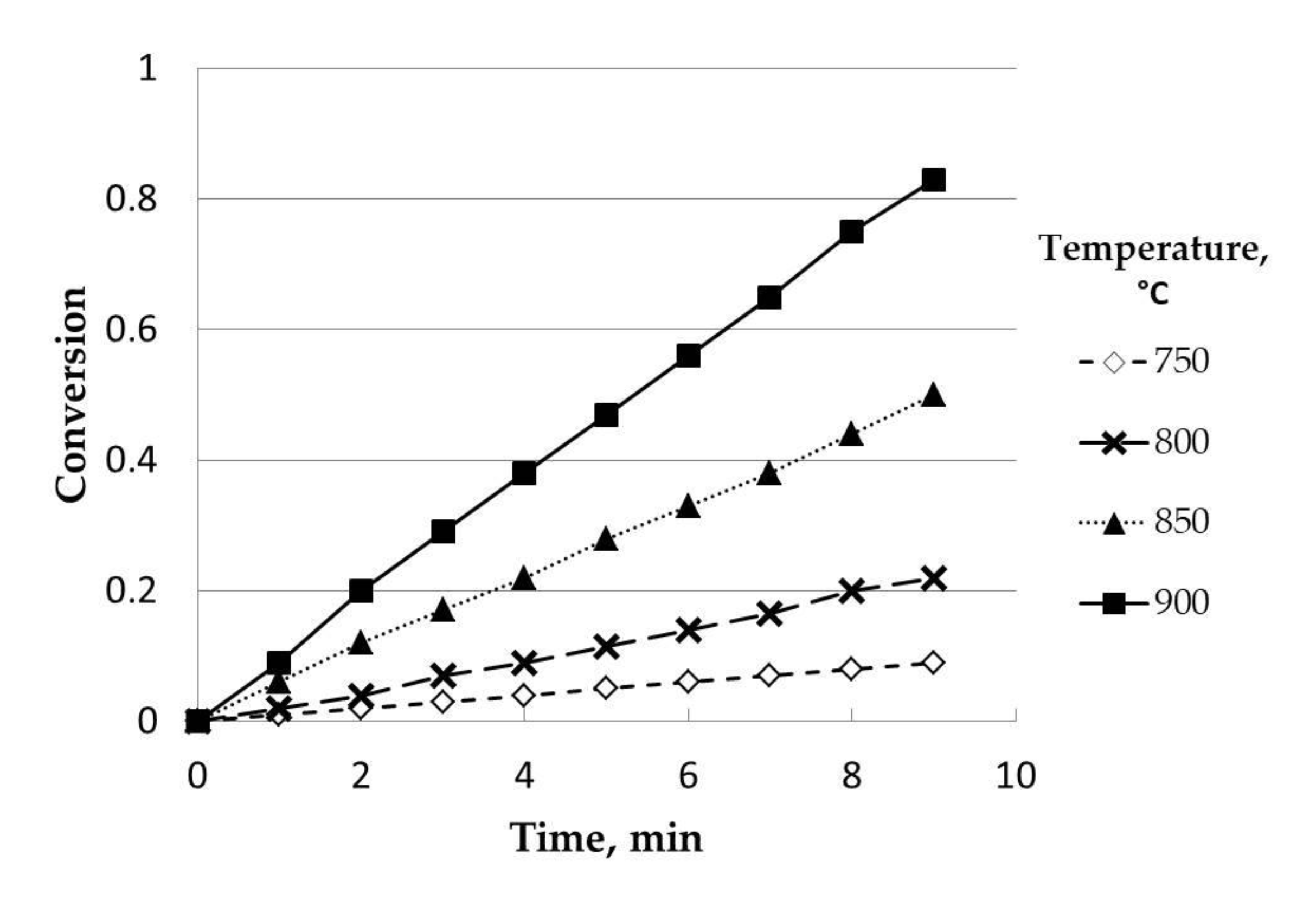
2.1.4. Influence of Temperature
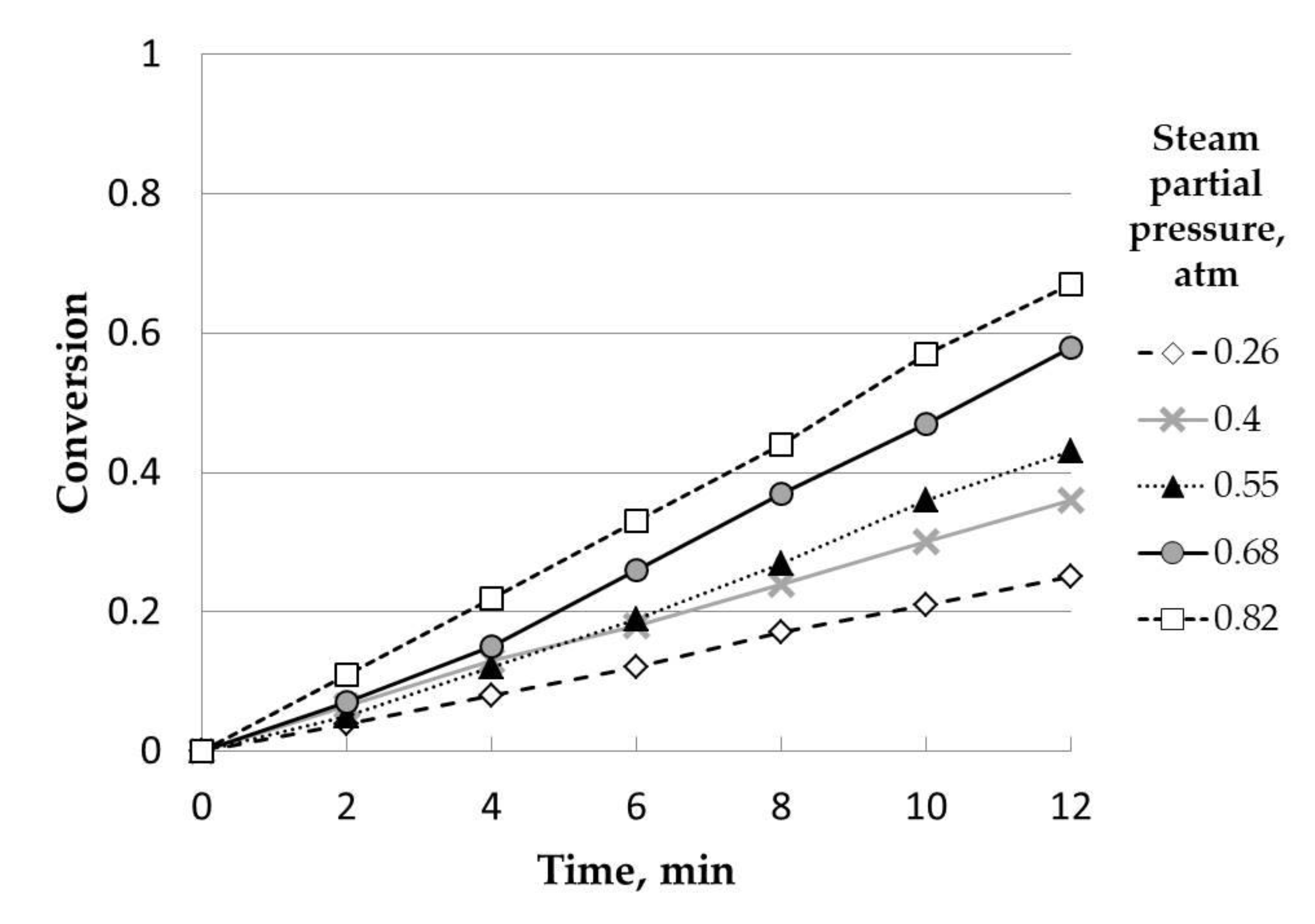
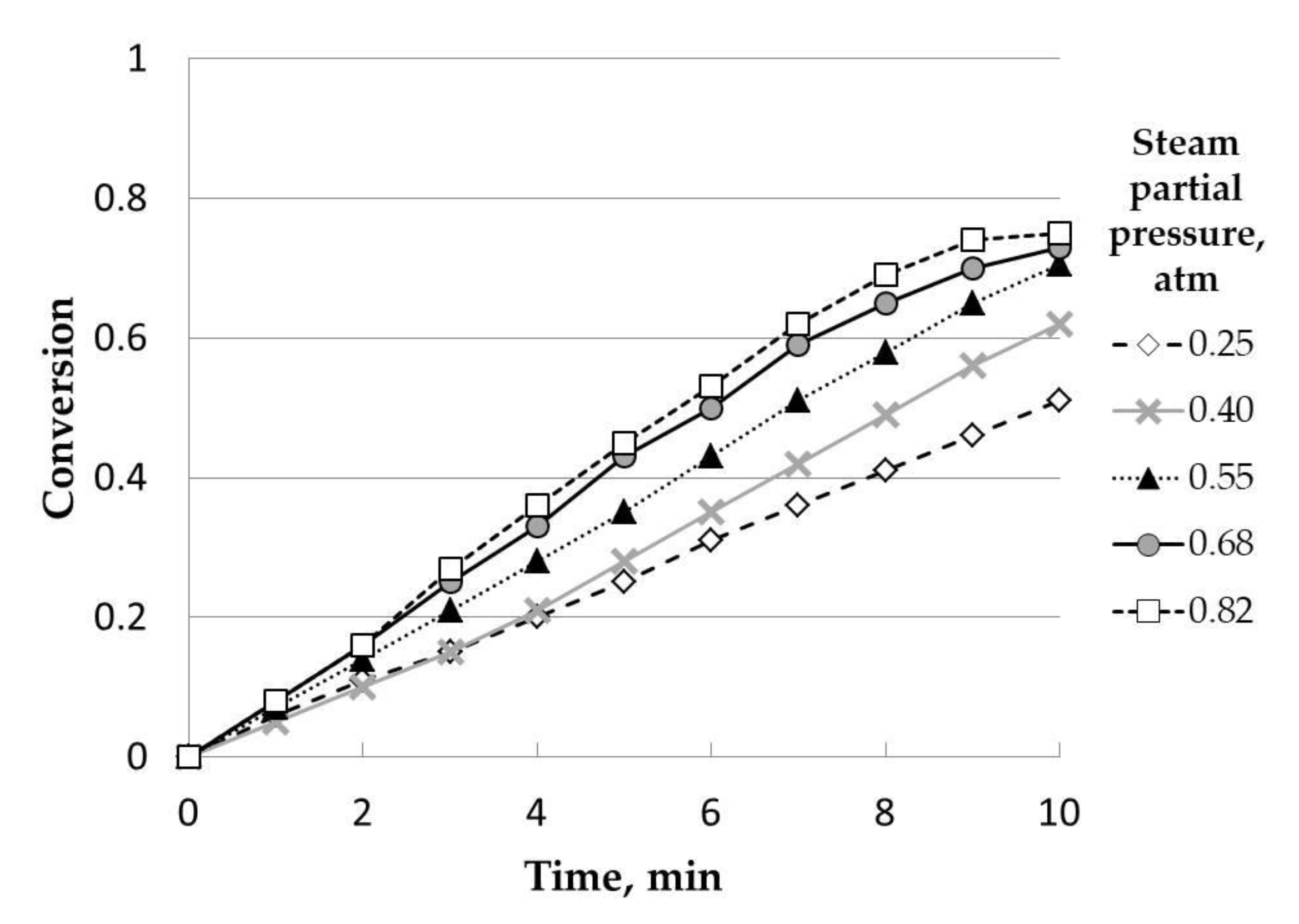
2.1.5. Influence of Steam Partial Pressure
2.2. Uncatalyzed Heather Steam Gasification. Kinetic Study of the Process
2.3. Catalyzed Steam Gasification of Heather. Influence of Operating Variables
2.3.1. Influence of Volumetric Flow
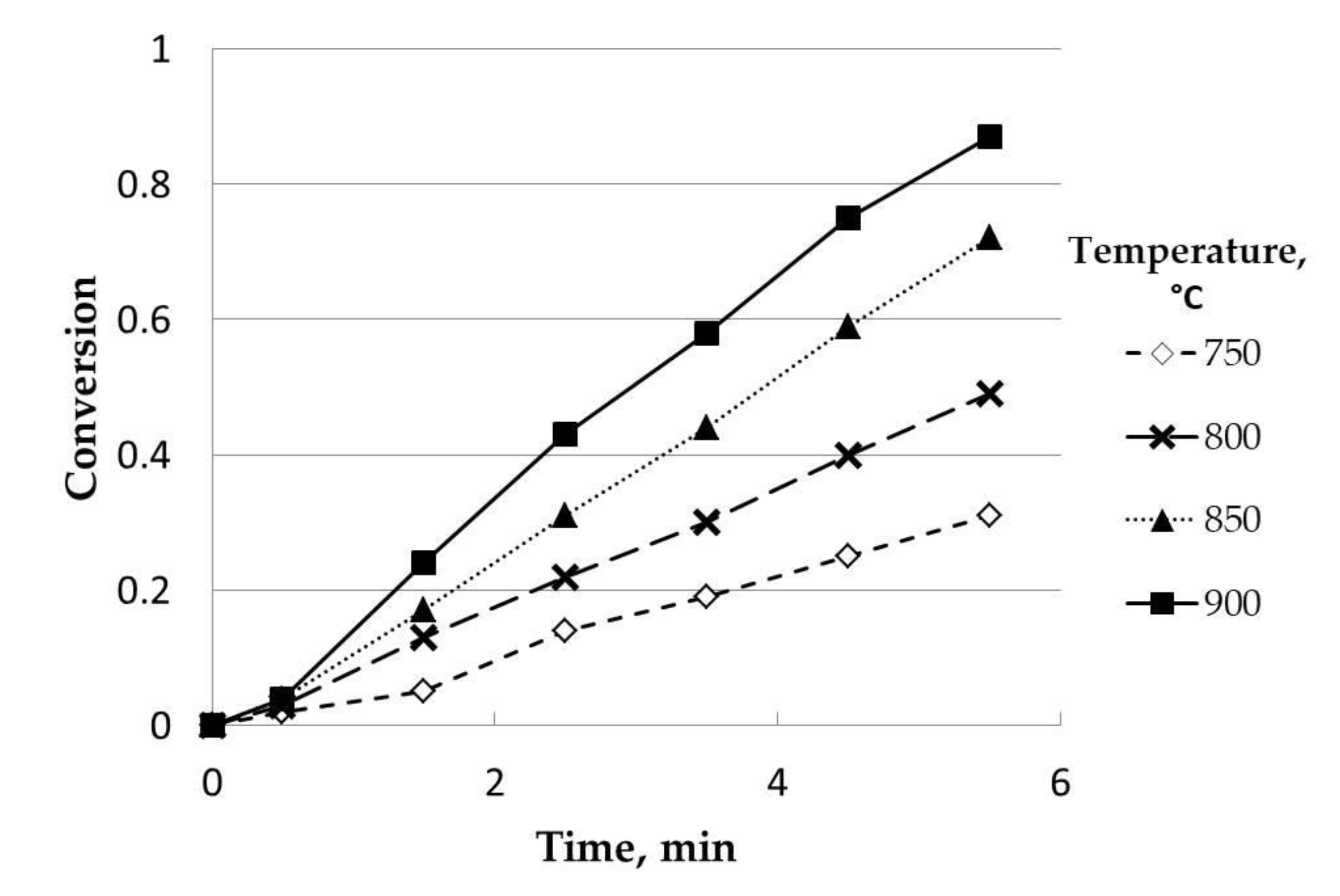
2.3.2. Influence of Temperature
2.3.3. Influence of Steam Partial Pressure
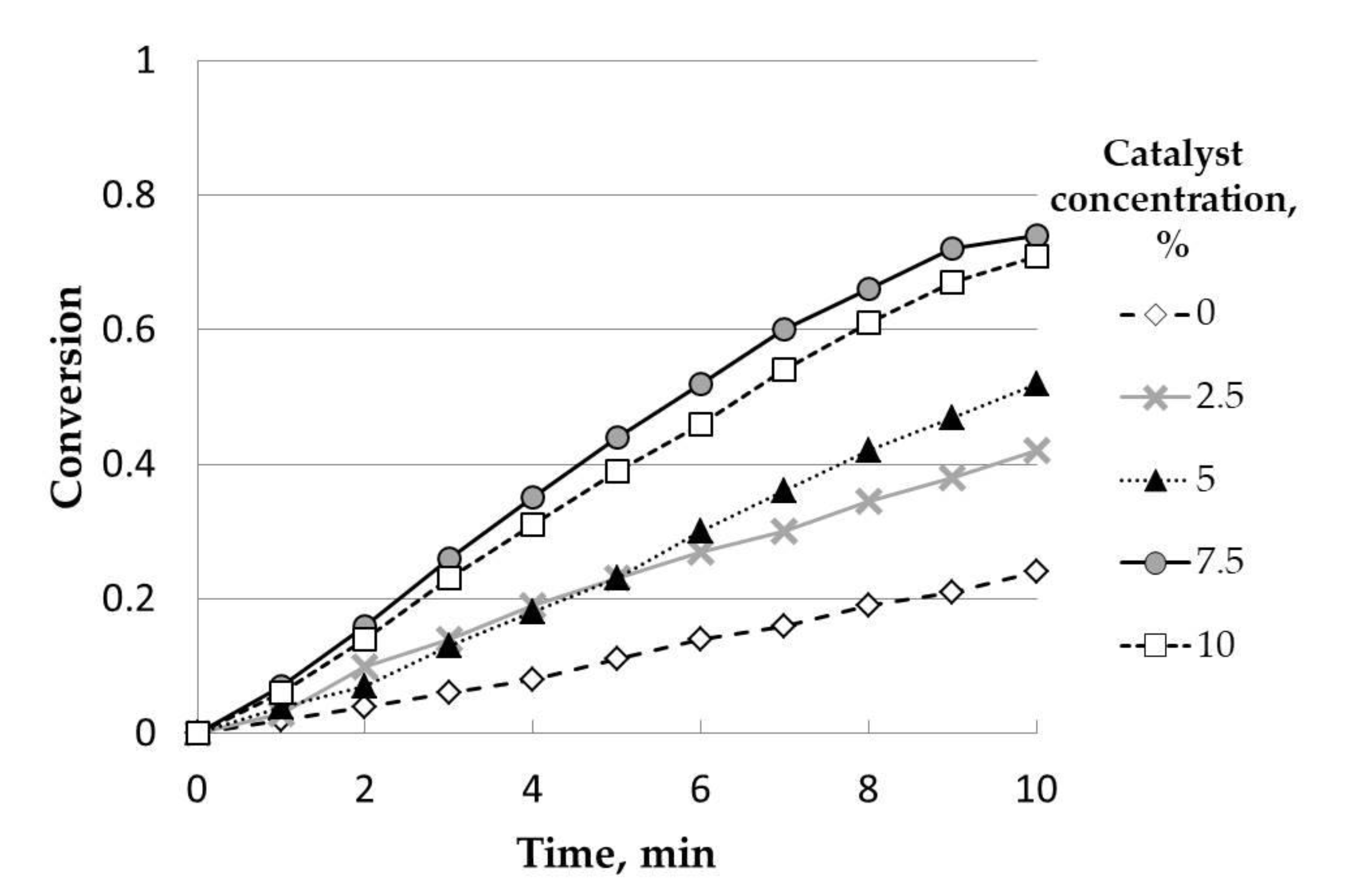
2.3.4. Influence of Catalyst Concentration
2.4. Catalyzed Heather Steam Gasification. Kinetic Study of the Process
3. Materials and Methods
3.1. Apparatus and Procedure
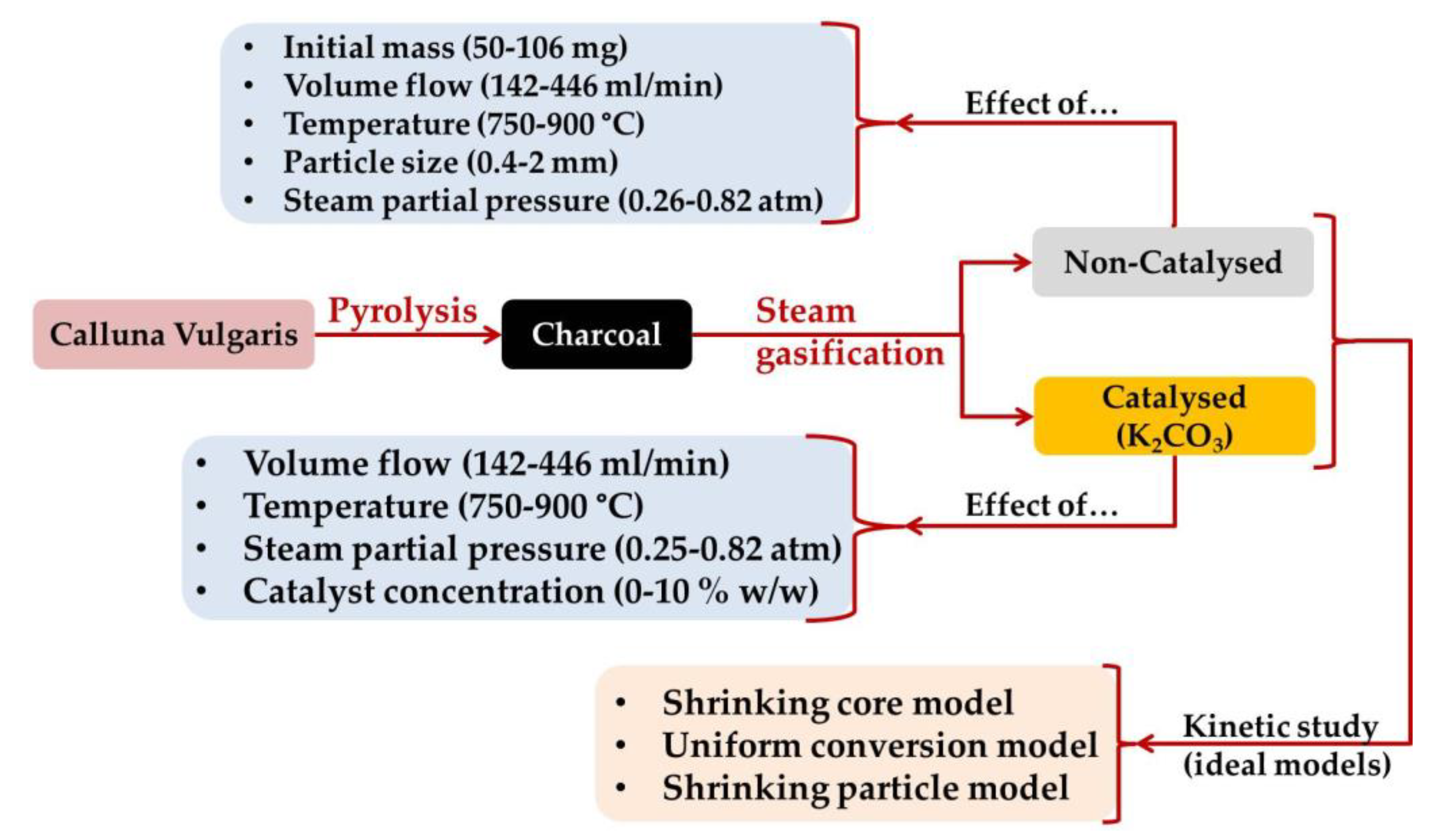
3.2. Production of Heather Charcoal
3.3. Effect of Pyrolysis Conditions
- In the case of the uncatalyzed pyrolysis, the initial mass (50.6, 60.5, 70.5, 80.3, and 106 mg), volume flow (142, 218, 292.5, 370.5, and 446 mg), temperature (750, 800, 850, and 900 °C), particle size at different ranges (0.4–0.63, 0.63–1, 1–1.6, and 1.6–2 mm), and steam partial pressure (0.26, 0.4, 0.55, 0.68, and 0.82 atm) were considered.
- Regarding catalyzed pyrolysis, the volume flow (142, 218, 292.5, 370.5, and 446 mg), temperature (750, 800, 850, and 900 °C), steam partial pressure (0.25, 0.4, 0.55, 0.68, and 0.82 atm) and catalyst concentration (0.25%, 0.40%, 0.55%, 0.68% and 0.82% w/w) were considered.
3.4. Kinetic Study
4. Conclusions
- For the thermogravimetric study of steam gasification of heather, the operating variables to assure that the process is controlled by the chemical reaction were established. These values implied initial masses less than 60 mg, volumetric flows over 275 mL·min−1, and particle sizes lower than 1.6 mm in diameter.
- Under these conditions, the shrinking core model and uniform conversion model were studied. Once the experimental data were adjusted to the representative equations of these models (whose verification was acceptable in all cases), activation energy values of 171.8 and 181.3 kJ/mol were obtained, respectively, with an order of reaction (for steam) of one in both cases.
- Concerning the catalyzed steam gasification of heather (by using K2CO3), a positive influence of catalyst concentration was found up to 7.5% w/w. The kinetic study showed activation energies of 99.5 and 114.8 kJ·mol−1 and order of reactions (for steam) of 1/2 and 2/3, according to the two selected ideal models (Shrinking core model and Uniform conversion model).
- Comparing the activation energy in both processes (catalyzed and uncatalyzed), the catalyzed steam gasification had a lower value, which is due to the typical effect of catalysts.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Londoño-Pulgarin, D.; Cardona-Montoya, G.; Restrepo, J.C.; Muñoz-Leiva, F. Fossil or bioenergy? Global fuel market trends. Renew. Sustain. Energy Rev. 2021, 143, 110905. [Google Scholar] [CrossRef]
- Singh, A.; Christensen, T.; Panoutsou, C. Policy review for biomass value chains in the European bioeconomy. Glob. Transit. 2021, 3, 13–42. [Google Scholar] [CrossRef]
- Maniatis, K.; Millich, E. Energy from biomass and waste: The contribution of utility scale biomass gasification plants. Biomass Bioenergy 1998, 15, 195–200. [Google Scholar] [CrossRef]
- Franco, C.; Pinto, F.; Gulyurtlu, I.; Cabrita, I. The study of reactions influencing the biomass steam gasification process☆. Fuel 2003, 82, 835–842. [Google Scholar] [CrossRef]
- Lewandowski, W.M.; Ryms, M.; Kosakowski, W. Thermal biomass conversion: A review. Processes 2020, 8, 516. [Google Scholar] [CrossRef]
- Larsson, A.; Kuba, M.; BerdugoVilches, T.; Seemann, M.; Hofbauer, H.; Thunman, H. Steam gasification of biomass–Typical gas quality and operational strategies derived from industrial-scale plants. Fuel Process. Technol. 2021, 212, 106609. [Google Scholar] [CrossRef]
- Dong, Y.; Borgwardt, R.H. Biomass reactivity in gasification by the hynol process. Energy Fuels 1998, 12, 479–484. [Google Scholar] [CrossRef]
- Rensfelt, E.; Blomkvist, G.; Eastrom, C.; Engstrom, S.; Esperas, B.G.; Liinanki, L. Basic Gasification Studies for Development of Biomass Medium-Btu Gasification Processes. Energy Biomass Wastes 1978, 3, 14–18. [Google Scholar]
- Neeft, J.P.A.; Makkee, M.; Moulijn, J.A. Catalytic oxidation of carbon black—I. Activity of catalysts and classification of oxidation profiles. Fuel 1998, 77, 111–119. [Google Scholar] [CrossRef]
- Lizzio, A.A.; Jiang, H.; Radovic, L.R. On the kinetics of carbon (Char) gasification: Reconciling models with experiments. Carbon 1990, 28, 7–19. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F.; Rodríguez, J.J.; Ramiro, M.J. Catalysed and uncatalysed steam gasification of eucalyptus char: Influence of variables and kinetic study. Fuel 2001, 80, 2025–2036. [Google Scholar] [CrossRef]
- Wu, P.K.; Chen, M.Q.; Wang, H.W.; Wei, S.H.; Zhong, X.B. Steam gasification characteristics of char pellets of typical technical solid wastes. Thermochim. Acta 2021, 699, 178907. [Google Scholar] [CrossRef]
- Pütün, A.E.; Koçkar, Ö.M.; Yorgun, S.; Gerçel, H.F.; Andresen, J.; Snape, C.E.; Pütün, E. Fixed-bed pyrolysis and hydropyrolysis of sunflower bagasse: Product yields and compositions. Fuel Process. Technol. 1996, 46, 49–62. [Google Scholar] [CrossRef]
- Romero Millán, L.M.; Sierra Vargas, F.E.; Nzihou, A. Steam gasification behavior of tropical agrowaste: A new modeling approach based on the inorganic composition. Fuel 2019, 235, 45–53. [Google Scholar] [CrossRef]
- Benjelloun-Mlayah, B.; De Lopez, S.; Delmas, M. Oil and paper pulp from Cynara cardunculus: Preliminary results. Ind. Crops Prod. 1997, 6, 233–236. [Google Scholar] [CrossRef]
- MITECO Brecina. Available online: https://www.miteco.gob.es/fr/red-parques-nacionales/nuestros-parques/picos-europa/visita-virtual/flora/Brecina.html (accessed on 19 April 2021).
- Worrall, F.; Clay, G.D. The potential use of heather, calluna vulgaris, as a bioenergy crop. Biomass Bioenergy 2014, 64, 140–151. [Google Scholar] [CrossRef][Green Version]
- González-González, B.D.; Sixto, H.; Alberdi, I.; Esteban, L.; Guerrero, S.; Pasalodos, M.; Vázquez, A.; Cañellas, I. Estimation of shrub biomass availability along two geographical transects in the Iberian Peninsula for energy purposes. Biomass Bioenergy 2017, 105, 211–218. [Google Scholar] [CrossRef]
- Encinar, J.; González, J.; González, J. Steam gasification of Cynara cardunculus L.: Influence of variables. Fuel Process. Technol. 2002, 75, 27–43. [Google Scholar] [CrossRef]
- González, J.F.; Ramiro, A.; Sabio, E.; Encinar, J.M.; González, C.M. Hydrogasification of Almond Shell Chars. Influence of Operating Variables and Kinetic Study. Ind. Eng. Chem. Res. 2002, 41, 3557–3565. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F.; Nogales-Delgado, S. Catalyzed Steam Gasification of Cistus Ladanifer Biochar. Catalysts 2020, 10, 1430. [Google Scholar] [CrossRef]
- Schmal, M.; Monteiro, J.L.F.; Castellan, J.L. Kinetics of coal gasification. Ind. Eng. Chem. Process. Des. Dev. 1982, 21, 256–266. [Google Scholar] [CrossRef]
- Standish, N.; Tanjung, A.F.A. Gasification of single wood charcoal particles in CO2. Fuel 1988, 67, 666–672. [Google Scholar] [CrossRef]
- Le, C.D.; Kolaczkowski, S.T. Steam gasification of a refuse derived char: Reactivity and kinetics. Chem. Eng. Res. Des. 2015, 102, 389–398. [Google Scholar] [CrossRef]
- Pande, A.R. Catalytic gasification of active charcoal by carbon dioxide: Influence of type of catalyst and carbon particle size. Fuel 1992, 71, 1299–1302. [Google Scholar] [CrossRef]
- Revankar, V.V.S.; Gokarn, A.N.; Doraiswamy, L.K. Studies in Catalytic Steam Gasification of Petroleum Coke with Special Reference to the Effect of Particle Size. Ind. Eng. Chem. Res. 1987, 26, 1018–1025. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1973; Volume 19, ISBN 978-0-471-25424-9. [Google Scholar]
- Shufen, L.; Ruizheng, S. Kinetic studies of a lignite char pressurized gasification with CO2, H2 and steam. Fuel 1994, 73, 413–416. [Google Scholar] [CrossRef]
- Liou, T.H.; Chang, F.W. Kinetics of Carbothermal Reduction and Nitridation of Silicon Dioxide/Carbon Mixture. Ind. Eng. Chem. Res. 1995, 34, 118–127. [Google Scholar] [CrossRef]
- Liou, T.H.; Chang, F.W. The nitridation kinetics of pyrolyzed rice husk. Ind. Eng. Chem. Res. 1996, 35, 3375–3383. [Google Scholar] [CrossRef]
- Di Blasi, C. Combustion and gasification rates of lignocellulosic chars. Prog. Energy Combust. Sci. 2009, 35, 121–140. [Google Scholar] [CrossRef]
- Ferreira, S.D.; Lazzarotto, I.P.; Junges, J.; Manera, C.; Godinho, M.; Osório, E. Steam gasification of biochar derived from elephant grass pyrolysis in a screw reactor. Energy Convers. Manag. 2017, 153, 163–174. [Google Scholar] [CrossRef]
- Preciado-Hernandez, J.; Zhang, J.; Jones, I.; Zhu, M.; Zhang, Z.; Zhang, D. An experimental study of gasification kinetics during steam activation of a spent tyre pyrolysis char. J. Environ. Chem. Eng. 2021, 9, 105306. [Google Scholar] [CrossRef]
- Fernandez, A.; Soria, J.; Rodriguez, R.; Baeyens, J.; Mazza, G. Macro-TGA steam-assisted gasification of lignocellulosic wastes. J. Environ. Manag. 2019, 233, 626–635. [Google Scholar] [CrossRef] [PubMed]
- Shahbaz, M.; yusup, S.; Inayat, A.; Patrick, D.O.; Ammar, M. The influence of catalysts in biomass steam gasification and catalytic potential of coal bottom ash in biomass steam gasification: A review. Renew. Sustain. Energy Rev. 2017, 73, 468–476. [Google Scholar] [CrossRef]
- Singh Siwal, S.; Zhang, Q.; Sun, C.; Thakur, S.; Kumar Gupta, V.; Kumar Thakur, V. Energy production from steam gasification processes and parameters that contemplate in biomass gasifier—A review. Bioresour. Technol. 2020, 297, 122481. [Google Scholar] [CrossRef]
- Encinar, J.M.; Beltrán, F.J.; Ramiro, A.; González, J.F.; Bernalte, A. Combustion kinetics of agricultural wastes. J. Chem. Technol. Biotechnol. 1995, 64, 181–187. [Google Scholar] [CrossRef]
- Encinar, J.M.; Beltrán, F.J.; Ramiro, A.; González, J.F. Catalyzed Pyrolysis of Grape and Olive Bagasse. Influence of Catalyst Type and Chemical Treatment. Ind. Eng. Chem. Res. 1997, 36, 4176–4183. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Range | Influence |
|---|---|---|
| Mo, mg | 50.6–106.0 | Null under 60 mg |
| Qv, mL/min | 142–446 | Null |
| Ø, mm | 0.4–2.0 | Null under 1.6 mm |
| T, °C | 750–900 | Positive |
| PH2O, atm | 0.25–0.82 | Positive |
| Selected values: Mo = 50 mg, Qv = 275 mL/min, Ø= 0.63–1.0 mm | ||
| Model | Equation | Slope | |
|---|---|---|---|
| Shrinking core model. Prevalence of gaseous diffusion. | (1) | ||
| Shrinking core model. Prevalence of chemical reaction. | (2) | ||
| Shrinking core model. Prevalence of diffusion in ashes. | (3) | ||
| Uniform conversion model. Prevalence of chemical reaction. | (4) | ||
| Shrinking particle model (leaching). Prevalence of chemical reaction. | (2) | ||
| Shrinking particle model (leaching). Prevalence of gaseous diffusion *. | (5) |
| Variable | Uniform Conversion Model | Shrinking Core Model | ||||
|---|---|---|---|---|---|---|
| Slope | Intercept | R2 | Slope | Intercept | R2 | |
| M0, mg | Initial Mass | |||||
| 106 | 0.0634 | −0.0133 | 0.994 | 0.0199 | −0.0032 | 0.996 |
| 80.3 | 0.0844 | −0.0197 | 0.993 | 0.0259 | −0.0044 | 0.996 |
| 70.5 | 0.0930 | −0.0253 | 0.990 | 0.0284 | −0.0058 | 0.995 |
| 60.5 | 0.1409 | −0.0451 | 0.982 | 0.0411 | −0.0089 | 0.991 |
| 50.6 | 0.1405 | −0.0431 | 0.986 | 0.0410 | −0.0084 | 0.994 |
| Q, mL/min | Volumetric Flow | |||||
| 142 | 0.1256 | −0.1322 | 0.958 | 0.0333 | −0.0243 | 0.980 |
| 218 | 0.1277 | −0.1269 | 0.962 | 0.0337 | −0.0222 | 0.983 |
| 292.5 | 0.1195 | −0.1005 | 0.969 | 0.0319 | −0.0160 | 0.988 |
| 370 | 0.1220 | −0.1091 | 0.964 | 0.0324 | −0.0179 | 0.986 |
| 446 | 0.1238 | −0.1227 | 0.953 | 0.0328 | −0.0213 | 0.980 |
| Diam., mm | Particle Size | |||||
| 0.4–0.63 | 0.0801 | −0.0327 | 0.996 | 0.0230 | −0.0040 | 0.998 |
| 0.63–1.0 | 0.0833 | −0.0528 | 0.984 | 0.0237 | −0.0092 | 0.994 |
| 1.0–1.6 | 0.0699 | −0.0351 | 0.991 | 0.0204 | −0.0060 | 0.997 |
| 1.6–2.0 | 0.0613 | −0.0498 | 0.978 | 0.0182 | −0.0118 | 0.987 |
| T, °C | Temperature | |||||
| 750 | 0.0099 | 0.0005 | 1.000 | 0.0032 | 0.0002 | 1.000 |
| 800 | 0.0269 | −0.0112 | 0.994 | 0.0086 | −0.0032 | 0.995 |
| 850 | 0.0833 | −0.0528 | 0.984 | 0.0237 | −0.0092 | 0.994 |
| 900 | 0.1405 | −0.0431 | 0.986 | 0.0410 | −0.0084 | 0.994 |
| PH2O, atm | Steam Partial Pressure | |||||
| 0.82 | 0.0833 | −0.0528 | 0.984 | 0.0237 | −0.0092 | 0.994 |
| 0.68 | 0.0678 | −0.0605 | 0.976 | 0.0199 | −0.0143 | 0.986 |
| 0.55 | 0.0482 | −0.0381 | 0.986 | 0.0147 | −0.0098 | 0.991 |
| 0.40 | 0.0390 | −0.0067 | 0.998 | 0.0120 | −0.0005 | 1.000 |
| 0.25 | 0.0231 | −0.0065 | 0.998 | 0.0074 | −0.0015 | 0.999 |
| Model | Slope | Zero Intercept | R2 | Ae, kJ/mol |
|---|---|---|---|---|
| Shrinking core and shrinking particle models. Prevalence of chemical reaction. (Equation (2)) | −20,759 | 14.6 | 0.992 | 171.8 |
| Uniform conversion model. Prevalence of chemical reaction. (Equation (4)) | −21,907 | 16.83 | 0.988 | 181.3 |
| Model | Slope | Zero Intercept | R2 | Reaction Order |
|---|---|---|---|---|
| Shrinking core and shrinking particle models. Prevalence of chemical reaction. (Equation (2)) | 1.002 | −3.551 | 0.990 | 1 |
| Uniform conversion model. Prevalence of chemical reaction. (Equation (4)) | 1.094 | −2.290 | 0.989 | 1 |
| Variable | Uniform Conversion Model | Shrinking Core Model | ||||
|---|---|---|---|---|---|---|
| Slope | Intercept | R2 | Slope | Intercept | R2 | |
| Q, mL/min | Volumetric Flow | |||||
| 142 | 0.1125 | −0.1371 | 0.950 | 0.0319 | −0.0336 | 0.969 |
| 218 | 0.1119 | −0.0977 | 0.975 | 0.0316 | −0.0212 | 0.988 |
| 292.5 | 0.1350 | −0.1508 | 0.946 | 0.0369 | −0.0329 | 0.970 |
| 370.5 | 0.1140 | −0.0977 | 0.971 | 0.0320 | −0.0206 | 0.986 |
| 446 | 0.1135 | −0.0896 | 0.965 | 0.0318 | −0.0178 | 0.983 |
| T, °C | Temperature | |||||
| 750 | 0.0673 | −0.0157 | 0.990 | 0.0212 | −0.0043 | 0.991 |
| 800 | 0.1474 | −0.0916 | 0.990 | 0.0394 | −0.0133 | 0.997 |
| 850 | 0.2298 | −0.1020 | 0.955 | 0.0632 | −0.0213 | 0.977 |
| 900 | 0.3964 | −0.2292 | 0.919 | 0.0958 | −0.0394 | 0.969 |
| (Cat), % | Catalyst concentration | |||||
| 0 | 0.0269 | −0.0112 | 0.994 | 0.0086 | −0.0032 | 0.995 |
| 2.5 | 0.0554 | −0.0114 | 0.998 | 0.0169 | −0.0014 | 0.999 |
| 5 | 0.0755 | −0.0652 | 0.978 | 0.0225 | −0.0164 | 0.986 |
| 7.5 | 0.1474 | −0.0916 | 0.990 | 0.0394 | −0.0133 | 0.997 |
| 10 | 0.1309 | −0.0943 | 0.987 | 0.0359 | −0.0172 | 0.995 |
| PH2O, atm | Steam partial Pressure | |||||
| 0.82 | 0.1474 | −0.0916 | 0.990 | 0.0394 | −0.0133 | 0.997 |
| 0.68 | 0.1379 | −0.0880 | 0.987 | 0.0373 | −0.0137 | 0.995 |
| 0.55 | 0.1210 | −0.0947 | 0.974 | 0.0336 | −0.0183 | 0.989 |
| 0.40 | 0.0991 | −0.0876 | 0.973 | 0.0285 | −0.0202 | 0.985 |
| 0.25 | 0.0726 | −0.0356 | 0.990 | 0.0216 | −0.0072 | 0.996 |
| Model | Slope | Zero Intercept | R2 | Ae, kJ/mol |
|---|---|---|---|---|
| Shrinking core model. Prevalence of chemical reaction. (Equation (2)) | −12,027 | 7.93 | 0.997 | 99.5 |
| Uniform conversion model. Prevalence of chemical reaction. (Equation (4)) | −13,875 | 10.92 | 0.992 | 114.8 |
| Model | Slope | Zero Intercept | R2 | Reaction Order |
|---|---|---|---|---|
| Shrinking core model. Prevalence of chemical reaction. (Equation (2)) | 0.53 | −3.1 | 0.99 | 1/2 |
| Uniform conversion model. Prevalence of chemical reaction. (Equation (4)) | 0.63 | −1.76 | 0.99 | 2/3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Encinar, J.M.; González, J.F.; Nogales-Delgado, S. Thermogravimetry of the Steam Gasification of Calluna vulgaris: Kinetic Study. Catalysts 2021, 11, 657. https://doi.org/10.3390/catal11060657
Encinar JM, González JF, Nogales-Delgado S. Thermogravimetry of the Steam Gasification of Calluna vulgaris: Kinetic Study. Catalysts. 2021; 11(6):657. https://doi.org/10.3390/catal11060657
Chicago/Turabian StyleEncinar, José María, Juan Félix González, and Sergio Nogales-Delgado. 2021. "Thermogravimetry of the Steam Gasification of Calluna vulgaris: Kinetic Study" Catalysts 11, no. 6: 657. https://doi.org/10.3390/catal11060657
APA StyleEncinar, J. M., González, J. F., & Nogales-Delgado, S. (2021). Thermogravimetry of the Steam Gasification of Calluna vulgaris: Kinetic Study. Catalysts, 11(6), 657. https://doi.org/10.3390/catal11060657