
Roadmap of Effects of Biowaste-Synthesized Carbon Nanomaterials on Carbon Nano-Reinforced Composites


Abstract

1. Introduction
2. Biowaste-Based Carbon Nanomaterials
2.1. Classification of Biowaste Material
2.2. Carbon Nanomaterial Synthesis and Its Applications
3. Reinforced Polymer Composites
3.1. Properties and Applications of Polymer Composites
3.2. Factors Influencing Reinforced Composites
3.2.1. Well Dispersion and Reduced Agglomerations
3.2.2. Interfacial Interaction between Polymer and Nanofiller
3.2.3. High Surface-to-Volume Ratio of Nanofillers
3.2.4. Good Mechanical Properties of Nanofillers
3.3. Synthesis of Polymer Nanocomposites
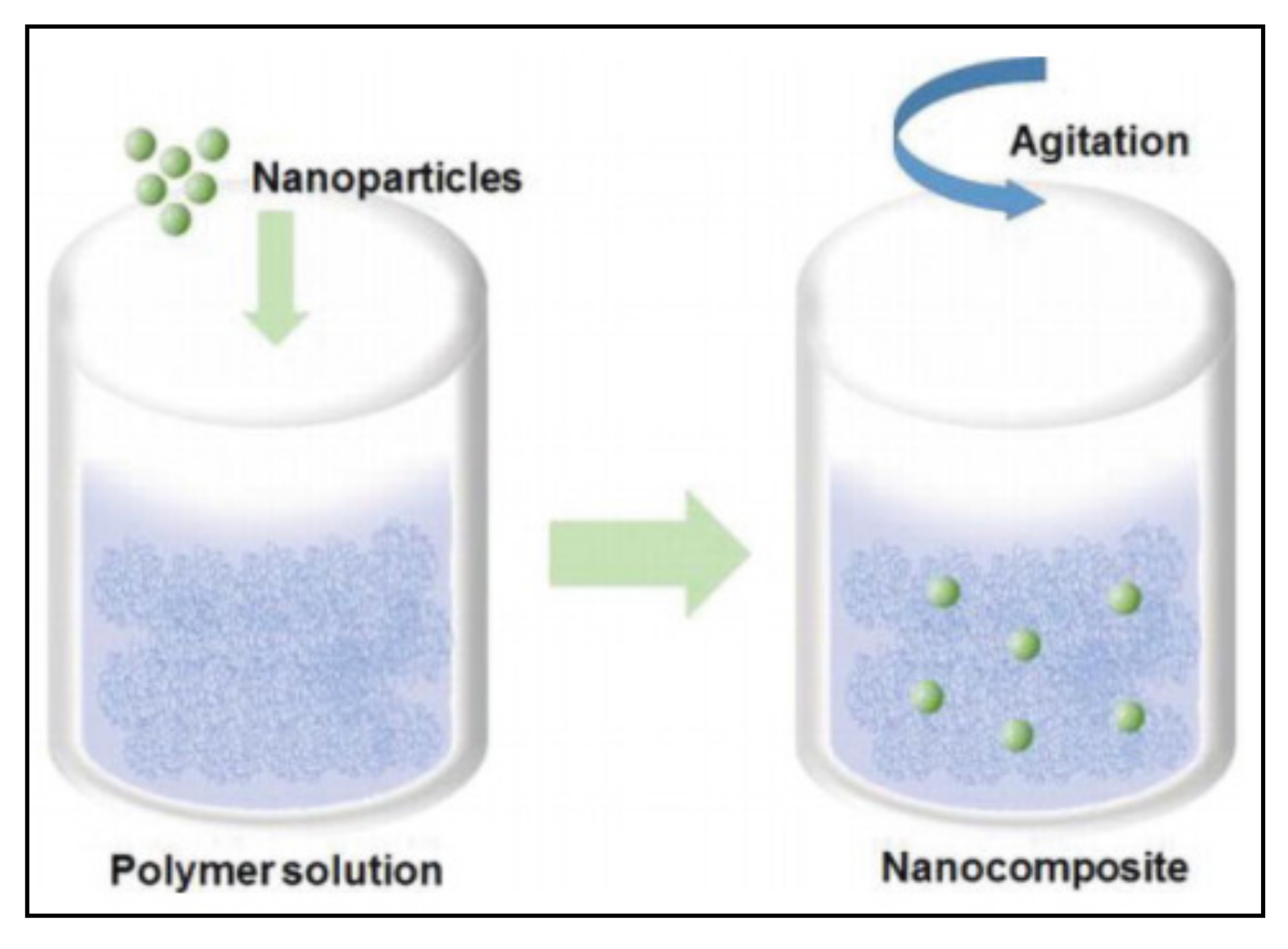
3.3.1. Solvent Processing
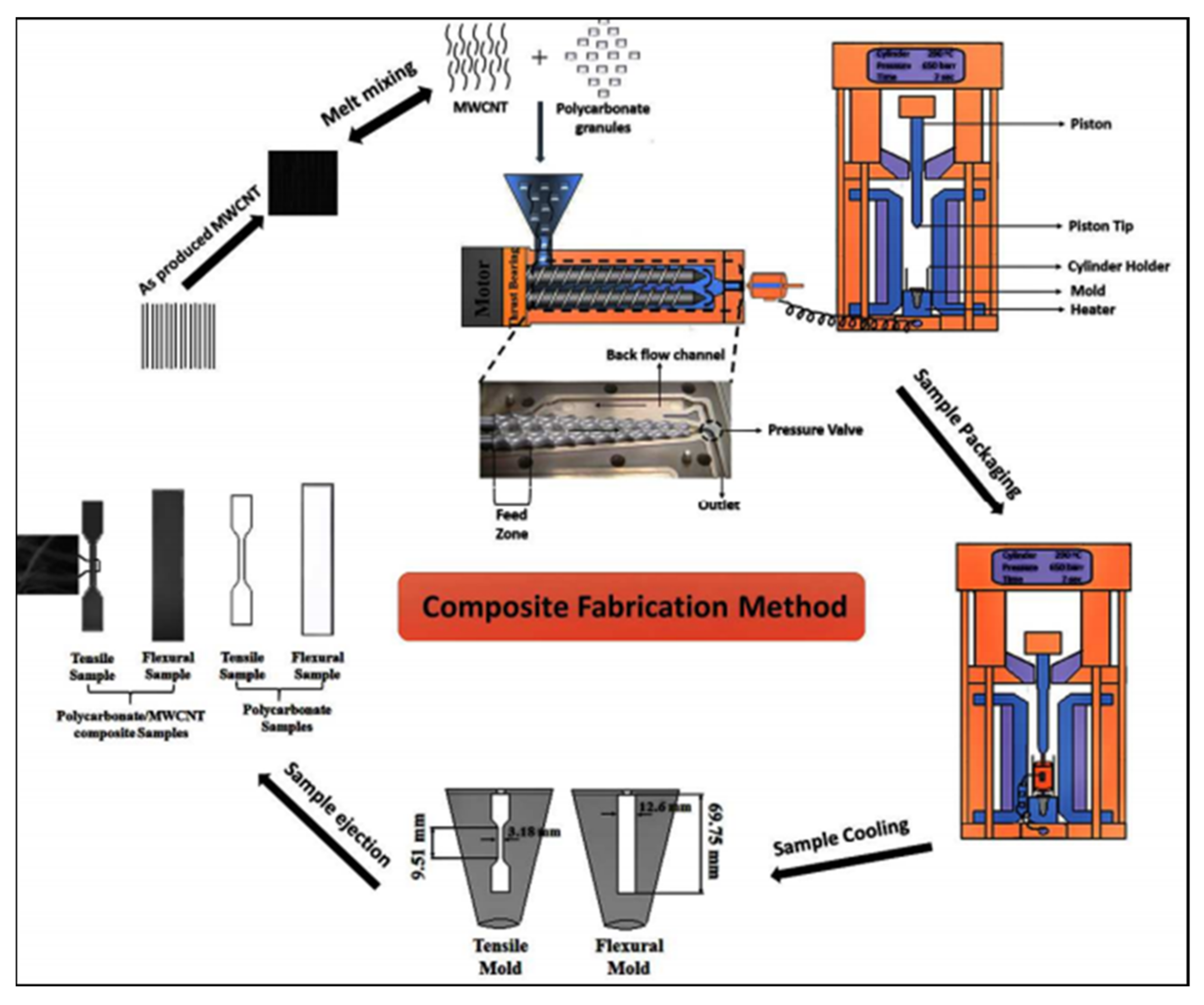
3.3.2. Melt Extrusion
4. CNM-Reinforced Composites from Various Biowastes
4.1. Coconut Shell
4.1.1. Importance of Coconut Shell-Derived Nanoparticles
4.1.2. Synthesis of Carbon Nanoparticles from Coconut Shell Powder
4.1.3. Characterization of Carbon Nanoparticles Obtained from CS Powder
4.1.4. Synthesis of Carbon–Polymer Nanocomposites
4.1.5. Characterization of Nanocomposites
4.2. Wood Apple Shell
4.2.1. Importance of Wood Apple Shell-Derived Nanoparticles
4.2.2. Synthesis of Carbon Black from Wood Apple Shell Powder
4.2.3. Characterization of Carbon Black Obtained from Wood Apple Shell
4.2.4. Synthesis of Carbon–Polymer Nanocomposites
4.2.5. Characterization of Nanocomposites
4.3. Bamboo
4.3.1. Importance of Bamboo Biochar-Derived Nanoparticles
4.3.2. Synthesis of Carbon Nanoparticles from Bamboo Biomass
4.3.3. Characterization of BC Particles Obtained from Bamboo Biomass
4.3.4. Synthesis of Carbon–Polymer Nanocomposite Films
4.3.5. Characterization of Nanocomposites
4.4. Rice Husk
4.4.1. Importance of Rice Husk-Derived Nanoparticles
4.4.2. Synthesis of Biochar from Rice Husk
4.4.3. Characterization of Carbon Nanoparticles Obtained from RH Biochar
4.4.4. Synthesis of Carbon–Polymer Nanocomposites
4.4.5. Characterization of Nanocomposites
4.5. Sugarcane Bagasse
4.5.1. Importance of Sugarcane Bagasse Nanoparticles
4.5.2. Synthesis of Carbon Black from Sugarcane Bagasse Waste
4.5.3. Characterization of Carbon Black Produced from Sugarcane Bagasse
4.5.4. Synthesis of Carbon–Polymer Nanocomposites
4.5.5. Characterization of Nanocomposites
4.6. Groundnut Shell
4.6.1. Importance of Groundnut Shell-Derived Nanoparticles
4.6.2. Synthesis of Carbon Nanoparticles from Groundnut Shell
4.6.3. Characterization of Carbon Nanoparticles Obtained from Groundnut Shell
4.6.4. Synthesis of Carbon–Polymer Nanocomposites
4.6.5. Characterization of Nanocomposites
4.7. Oil Palm Leaves
4.7.1. Importance of Oil Palm Leaves and Empty Fruit Bunch-Derived Nanoparticles
4.7.2. Synthesis of Carbon Nanoparticles from Oil Palm Leaves
4.7.3. Characterization of Carbon Nanoparticles Obtained from Oil Palm Leaves
4.7.4. Synthesis of Carbon–Polymer Nanocomposites
4.7.5. Characterization of Nanocomposites
5. Conclusions and Future Perspectives
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bhattacharya, M. Polymer Nanocomposites—A Comparison between Carbon Nanotubes, Graphene, and Clay as Nanofillers. Materials 2016, 9, 262. [Google Scholar] [CrossRef]
- Pothnis, J.R.; Sridevi, M.; Supreeth, M.K.; Anilchandra, A.R.; Hegde, G.; Gururaja, S. Enhanced tensile properties of novel bio-waste synthesized carbon particle reinforced composites. Mater. Lett. 2019, 251, 110–113. [Google Scholar] [CrossRef]
- Fischer, H. Polymer nanocomposites: From fundamental research to specific applications. Mater. Sci. Eng. C. 2003, 23, 763–772. [Google Scholar] [CrossRef]
- Kurahatti, R.V.; Surendranathan, A.O.; Kori, S.A.; Nirbhay, S.; Ramesh Kumar, A.V.; Saurabh, S. Defence Applications of Polymer Nanocomposites. Def. Sci. J. 2010, 60, 551–563. [Google Scholar] [CrossRef]
- Ahmed, M.Y. Polymer Nanocomposites as a New Trend for Packaging Applications. Poly-Plast Technol. 2013, 52, 635–660. [Google Scholar]
- Hamer, U.; Marschner, B.; Brodowski, S.; Amelong, W. Interactive priming of black carbon and glucose mineralization. Org. Geochem. 2004, 35, 823–830. [Google Scholar] [CrossRef]
- Saha, D.; Li, Y.C.; Bi, Z.H.; Chen, J.H.; Keum, J.K.; Hensley, D.K.; Grappe, H.A.; Meyer, H.M.; Dai, S.; Paranthaman, M.P.; et al. Studies on supercapacitor electrode material from activated lignin-derived mesoporous carbon. Langmuir 2014, 30, 900–910. [Google Scholar] [CrossRef] [PubMed]
- Luna-Lama, F.; Rodriguez-Padronb, D.; Puente-Santiago, A.R.; Batista, M.J.M.; Caballero, A.; Balu, A.M.; Romero, A.A.; Luque, R. Non-porous carbonaceous materials derived from coffee waste grounds as highly sustainable anodes for lithium-ion batteries. J. Clean. Prod. 2019, 207, 411–417. [Google Scholar] [CrossRef]
- Yallappa, S.; Shivakumar, M.; Nagashree, K.L.; Dharmaprakash, M.S.; Vinu, A.; Gurumurthy, H. Electrochemical Determination of Nitrite Using Catalyst Free Mesoporous Carbon Nanoparticles from Bio Renewable Areca nut Seeds. J. Electrochem. Soc. 2018, 165, H614–H619. [Google Scholar] [CrossRef]
- Manohar, D.M.; Abhay, D.D.; Dhoble, S.J. Preparation of porous agro-waste-derived carbon from onion peel for supercapacitor application. J. Mater. Sci. 2020, 55, 4213–4224. [Google Scholar]
- Vinay, S.B.; Pandiyaraj, K.; Ganesan, S.; Ramya, P.B.; Neena, S.J.; Murugan, V.; Mahaveer, K.; Gurumurthy, H. Low cost, catalyst free, high performance supercapacitors based on porous nano carbon derived from agriculture waste. J. Energy Storage 2020, 32, 101829. [Google Scholar]
- Yinglin, Y.; Yiqi, W.; Qiaole, L.; Mangmang, S.; Chao, Z.; Liping, C.; Chaojiang, F.; Rong, Y.; Yunhua, X. Activated porous carbon materials with ultrahigh specific surface area derived from banana peels for high-performance lithium–sulfur batteries. J. Mater Sci. Mater Electron. 2018, 29, 11325–11335. [Google Scholar]
- Panpan, Z.; Xiaokang, W.; Lixi, W.; Jing, Z.; Zhi, S.; Xu, Q.; Mingxun, Y.; Qitu, Z. Walnut shell-derived nanoporous carbon@Fe3O4 composites for outstanding microwave absorption performance. J. Alloys Compd. 2019, 805, 1071–1080. [Google Scholar]
- Shuyang, Z.; Yuanchao, P.; Yuankun, W.; Bitao, D.; Shiyao, L.; Mingyan, L.; Shujiang, D. NiO nanosheets anchored on honeycomb porous carbon derived from wheat husk for symmetric supercapacitor with high performance. J. Alloys Compd. 2018, 735, 1722–1729. [Google Scholar]
- Mandira, P.A.; Rina, A.; Rekha, G.S.; Raja, R.; Laxmi, A.; Partha, B.; Raja, R.P.; Lok, K.S.; Katsuhiko, A. Nanoporous Activated Carbons Derived from Agro-Waste Corncob for Enhanced Electrochemical and Sensing Performance. Bull. Chem. Soc. Jpn. 2015, 88, 1108–1115. [Google Scholar]
- Sundaramurthy, I.; Thangavelu, M.; Mohammed, F.K.; Govindaswamy, R.; Thottapalli, P.S. Fabrication of prototype flexible semi conducting thin film with carbon nano particles and carbon nanotubes using fish scale collagen. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 10379–10387. [Google Scholar]
- Shan, L.; Chang, M.; Ming-Guo, M.; Jun-Feng, L. Recent Advances in Carbon Nanomaterials Derived from Biomass. Sci. Adv. Mater. 2019, 11, 5–17. [Google Scholar]
- Ayhan, D. Waste management, waste resource facilities and waste conversion processes. Energy Conv. Manag. 2011, 52, 1280–1287. [Google Scholar]
- Field, C.B.; Behrenfeld, M.J.; Randerson, J.T.; Falkowski, P. Primary production of the biosphere: Integrating terrestrial and oceanic components. Science 1998, 281, 237–240. [Google Scholar] [CrossRef]
- Klitkou Fevolden, A. From Waste to Value: Valorisation Pathways for Organic Waste Streams in Circular Bioeconomies, 1st ed.; Taylor & Francis: Oxfordshire, UK, 2019. [Google Scholar]
- Rodriguez-Padron, D.; Puente-Santiago, A.R.; Caballero, A.; Balu, A.M.; Romero, A.; Luque, R. Highly efficient direct oxygen electro-reduction by partially unfolded laccases immobilized on waste-derived magnetically separable nanoparticles. Nanoscale 2018, 10, 3961–3968. [Google Scholar] [CrossRef] [PubMed]
- Mohamad, N.N.; Lau, L.C.; Lee, K.T.; Mohamed, A.R. Synthesis of activated carbon from lignocellulosic biomass and its applications in air pollution control—A review. J. Environ. Chem. Eng. 2013, 1, 658–666. [Google Scholar] [CrossRef]
- Yang, S.I.; Wu, M.S.; Wu, C.Y. Application of biomass fast pyrolysis part I: Pyrolysis characteristics and products. Energy 2014, 66, 162–171. [Google Scholar] [CrossRef]
- Schmidt, H.P.; Anca-Couce, A.; Hagemann, N.; Werner, C.; Gerten, D.; Lucht, W.; Kammann, C. Pyrogenic carbon capture and storage. GCB Bioenergy 2018, 11, 573–591. [Google Scholar] [CrossRef]
- Yigang, Z.; Qing-Zhu, Y. Carbon and other light element contents in the Earth’s core based on first-principles molecular dynamics. Proc. Natl. Acad. Sci. USA 2012, 109, 19579–19583. [Google Scholar]
- Ioannidou, O.; Zabaniotou, A. Agricultural residues as precursors for activated carbon production—A review. Renew. Sustain. Energ. Rev. 2007, 11, 1966–2005. [Google Scholar] [CrossRef]
- Demirbas, A. Effects of temperature and particle size on biochar yield from pyrolysis of agricultural residues. J. Anal. Appl. Pyrolysis 2004, 72, 243–248. [Google Scholar] [CrossRef]
- Parmar, A.; Nema, P.K.; Agarwal, T. Biochar production from agro-food industry residues: A sustainable approach for soil and environmental management. Curr. Sci. 2014, 107, 1673–1682. [Google Scholar]
- Gonzalez-Garcia, P. Activated carbon from lignocellulosics precursors: A review of the synthesis methods, characterization techniques and applications. Renew. Sust. Energ. Rev. 2018, 82, 1393–1414. [Google Scholar] [CrossRef]
- Chunping, X.; Mahmoud, N.; Maurizio, S.; Zahra, I.; Rafael, L. Waste-to-wealth: Biowaste valorization into valuable bio (nano) materials. Chem. Soc. Rev. 2019, 48, 4791–4822. [Google Scholar]
- Pace, N.R. The universal nature of biochemistry. Proc. Natl. Acad. Sci. USA 2001, 98, 805–808. [Google Scholar] [CrossRef] [PubMed]
- Vilatela, J.J.; Eder, D. Nanocarbon composites and hybrids in sustainability: A review. ChemSusChem 2012, 5, 456–478. [Google Scholar] [CrossRef] [PubMed]
- Yallappa, S.; Shoriya, A.A.M.; Gurumurthy, H. Synthesis of a biocompatible nanoporous carbon and its conjugation with florescent dye for cellular imaging and targeted drug delivery to cancer cells. New Carbon Mater. 2018, 33, 162–172. [Google Scholar] [CrossRef]
- Gomaa, A.M.A.; Divyashree, A.; Supriya, S.; Kwok, F.C.; Anita, S.E.; Reddy, M.V.; Algarni, H.; Gurumurthy, H. Carbon nanospheres derived from Lablab purpureus for high performance supercapacitor electrodes: A green approach. Dalton Trans. 2017, 46, 14034–14044. [Google Scholar]
- Divyashree, A.; Shoriya, A.; Abdul, M.; Yallappa, S.; Chaitra, K.; Kathyayini, N.; Gurumurthy, H. Low cost, high performance supercapacitor electrode using coconut wastes: Eco-friendly approach. J. Energy Chem. 2016, 25, 880–887. [Google Scholar]
- Yallappa, S.; Deepthi, D.R.; Yashaswini, S.; Hamsanandini, R.; Chandraprasad, M.; Ashok Kumar, S.; Gurumurthy, H. Natural biowaste of Groundnut shell derived nano carbons: Synthesis, characterization and itsin vitro antibacterial activity. Nano Struct. Nano Objects 2017, 12, 84–90. [Google Scholar] [CrossRef]
- Akshaya, K.; Vinay, S.B.; Anitha, V.; Louis, G.; Gurumurthy, H. Non-Enzymatic Electrochemical Determination of Progesterone Using Carbon Nanospheres from Onion Peels Coated on Carbon Fiber Paper. J. Electrochem. Soc. 2019, 166, B1097–B1106. [Google Scholar]
- Shoriya, A.A.M.; Partha, R.; Korada, V.; Sharma, K.V.; Zainab, N.; Victor, M.; Ali, A.; Alshehri, A.S.M.; Yusuke, Y.; Gurumurthy, H. Catalyst-free synthesis of carbon nanospheres for potential biomedical applications: Waste to wealth approach. RSC Adv. 2015, 5, 24528–24533. [Google Scholar]
- Madhuri, A.B.; Pravin, H.W.; Rahul, V.K.; Mahesh, P.B.; Surajit, S. Eco-friendly biowaste-derived graphitic carbon as black pigment for conductive paint. Prog. Org. Coat. 2020, 147, 105872. [Google Scholar]
- Ankit, T.; Kumud, M.T.; Narendra, S.; Shashank, C.; Raju Kumar, G. Green synthesis of carbon quantum dots from lemon peel waste: Applications in sensing and photocatalysis. RSC Adv. 2016, 6, 72423–72432. [Google Scholar]
- Xing, H.X.; Zhang, F.; Lu, Y.G.; Zhai, B.; Zhai, B.R.; An, Q.D.; Yu, C.S. Facile synthesis of carbon nanoparticles/graphene composites derived from biomass resources and their application in lithium batteries. RSC Adv. 2016, 6, 79366. [Google Scholar] [CrossRef]
- Liu, F.F.; Liu, L.N.; Li, X.H.; Zeng, J.H.; Du, L.; Liao, S.J. Nitrogen self-doped carbon nanoparticles derived from spiral seaweeds for oxygen reduction reaction. RSC Adv. 2016, 6, 27535–27541. [Google Scholar] [CrossRef]
- Li, T.T.; Li, Y.H.; Wang, C.Y.; Gao, Z.D.; Song, Y.Y. Nitrogen-doped carbon nanospheres derived from cocoon silk as metal-free electrocatalyst for glucose sensing. Talanta 2015, 144, 1245–1251. [Google Scholar] [CrossRef]
- Fan, Y.; Shuaishuai, Z.; Yuqing, S.; Kui, C.; Jiangshan, L.; Daniel, C.W.T. Fabrication and characterization of hydrophilic corn stalk biochar-supported nanoscale zero-valent iron composites for efficient metal removal. Bioresour. Technol. 2018, 265, 490–497. [Google Scholar]
- Bhupendra, P.S.; Govind, P.; Aradhana, R.; Gurumurthy, H.; Pankaj, K.T.; Atul, S.; Rajiv, M. Investigation of dielectric and electro-optical properties of nematic liquid crystal with the suspension of biowaste-based porous carbon nanoparticles. Liq. Cryst. 2019, 46, 1808–1820. [Google Scholar]
- Pallabi, S.; Yong, S.O.; Ki-Hyun, K.; Eilhann, E.K.; Daniel, C.W.T. Synthesis of nanomaterials from various wastes and their new age applications. J. Clean. Prod. 2018, 197, 1190–1209. [Google Scholar]
- Schwenke, M.; Hoeppener, S.; Schubert, U.S. Synthesis and modification of carbon nanomaterials utilizing microwave heating. Adv. Mater. 2015, 27, 4113–4141. [Google Scholar] [CrossRef] [PubMed]
- Salisu, N.; Mohd Zobir, H.; Zulkarnain, Z.; Nor Azah, Y. Carbon-Based Nanomaterials/Allotropes: A Glimpse of Their Synthesis, Properties and Some Applications. Materials 2018, 11, 295. [Google Scholar]
- Kausar, A.; Ullah-Shah, M.; Khan, M.Y. An investigation on novel poly (thioureaamide) based nanocomposites reinforced with silica nanotubes. Polym.-Plast. Technol. Eng. 2014, 53, 223–228. [Google Scholar] [CrossRef]
- Cataldo, V.A.; Cavallaro, G.; Lazzara, G.; Milioto, S.; Parisi, F. Coffee grounds as filler for pectin: Green composites with competitive performances dependent on the UV irradiation. Carbohyd. Polym. 2017, 170, 198–205. [Google Scholar]
- Stefano, L. Polymer Clay Nano-composites. Polymers 2019, 11, 1445. [Google Scholar]
- Paul, D.R.; Robeson, L.M. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef]
- Mitsuru, T. Development of Fabrication Methods of Filler/Polymer Nanocomposites: With Focus on Simple Melt-Compounding-Based Approach without Surface Modification of Nanofillers. Materials 2010, 3, 1593–1619. [Google Scholar]
- Maria, I.B.T.; Emerson, O.S.; Paulo, R.C.S.; Lívia, R.M. Nanostructured Materials—Fabrication to Applications; BoD: Norderstedt, Germany, 2017. [Google Scholar]
- Du, F.; Fischer, J.E.; Winey, K.I. Coagulation method for preparing single-walled carbon nanotube/poly(methyl methacrylate) composites and their modulus, electrical conductivity, and thermal stability. J. Polym. Sci. Pol. Phys. 2003, 41, 3333–3338. [Google Scholar] [CrossRef]
- Liu, L.; Barber, A.H.; Nuriel, S.; Wagner, H.D. Mechanical Properties of Functionalized Single-Walled Carbon-Nanotube/Poly(vinyl alcohol) Nanocomposites. Adv. Funct. Mater. 2005, 15, 975–980. [Google Scholar] [CrossRef]
- Jin, L.; Bower, C.; Zhou, O. Alignment of carbon nanotubes in a polymer matrix by mechanical stretching. Appl. Phys. Lett. 1998, 73, 1197–1199. [Google Scholar] [CrossRef]
- Jang, J.; Bae, J.; Yoon, S.H. A study on the effect of surface treatment of carbon nanotubes for liquid crystalline epoxide-carbon nanotube composites. J. Mater. Chem. 2003, 13, 676–681. [Google Scholar] [CrossRef]
- Spitalsky, Z.; Matejka, L.; Slouf, M.; Konyushenko, E.N.; Kovarova, J.; Zemek, J.; Kotek, J. Modification of carbon nanotubes and its effect on properties of carbon nanotube/epoxy nanocomposites. Polym. Compos. 2008, 30, 1378–1387. [Google Scholar] [CrossRef]
- Safadi, B.; Andrews, R.; Grulke, E.A. Multiwalled carbon nanotube polymer composites: Synthesis and characterization of thin films. J. Appl. Polym. Sci. 2002, 84, 2660–2669. [Google Scholar] [CrossRef]
- Kuilla, T.; Bhadra, S.; Yao, D.; Kim, N.H.; Bose, S.; Lee, J.H. Recent advances in graphene polymer composites. Prog. Polym. Sci. 2010, 35, 1350–1375. [Google Scholar] [CrossRef]
- Rina, C.; Hossein, Z. Hot-Melt Extrusion Technique: A Review. Iran. J. Pharm. Res. 2004, 3, 3–16. [Google Scholar]
- Villmow, T.; Potschke, P.; Pegel, S.; Haussler, L.; Kretzschmar, B. Influence of twin-screw extrusion conditions on the dispersion of multi-walled carbon nanotubes in poly(lactic acid) matrix. Polymer 2008, 49, 3500–3509. [Google Scholar] [CrossRef]
- Coleman, J.N.; Khan, U.; Gunko, Y.K. Mechanical Reinforcement of Polymers Using Carbon Nanotubes. Adv. Mater. 2006, 18, 637–640. [Google Scholar] [CrossRef]
- Byrne, M.T.; Gunko, Y.K. Recent Advances in Research on Carbon Nanotube-Polymer Composites. Adv. Mater. 2010, 22, 1672–1688. [Google Scholar] [CrossRef]
- Tavares, M.R.; De Menezes, L.R.; Nascimento, D.F.; Souza, D.H.S.; Reynaud, F.; Marques, M.F.V.; Tavares, M.I.B. Polymeric nanoparticles assembled with microfluidics for drug delivery across the blood-brain barrier. Eur. Phys. J. Spec. Top. 2016, 225, 779–795. [Google Scholar] [CrossRef]
- Arun, B.; Ravi, G.; Singh, B.P.; Singh, V.N.; Dhakate, S.R.; Mathur, R.B. Mechanical and Electrical Properties of High Performance MWCNT/Polycarbonate Composites Prepared by Industrial Viable Twin Screw Extruder with Back Flow Channel. RSC Adv. 2014, 4, 64649–64658. [Google Scholar]
- Abeysekara, M.G.D.; Waidyarathne, K.P. The Coconut Industry: A Review of Price Forecasting Modelling in Major Coconut Producing Countries. Coconut Res. Dev. J. 2020, 36, 17–26. [Google Scholar] [CrossRef]
- Udhayasankar, R.; Karthikeyan, B. A review on coconut shell reinforced composites. Int. J. Chem. Res. 2015, 8, 624–637. [Google Scholar]
- Limin, Y.; Qiongzhang, X.; Liwei, W.; Linlin, W.; Herbert, D.C.; Jie, Y.; Xin, H.J. CO2 absorption at nitrogen doped carbons prepared by K2CO3 activation of urea modified coconut shell. J. Colloid Interf. Sci. 2018, 511, 259–267. [Google Scholar]
- Salmah, H.; Koay, S.C.; Hakimah, O. Surface Modulation of Coconut Shell Powder Filled Polylactic Acid Biocomposites. J. Thermoplast. Compos. 2012, 26, 809–819. [Google Scholar] [CrossRef]
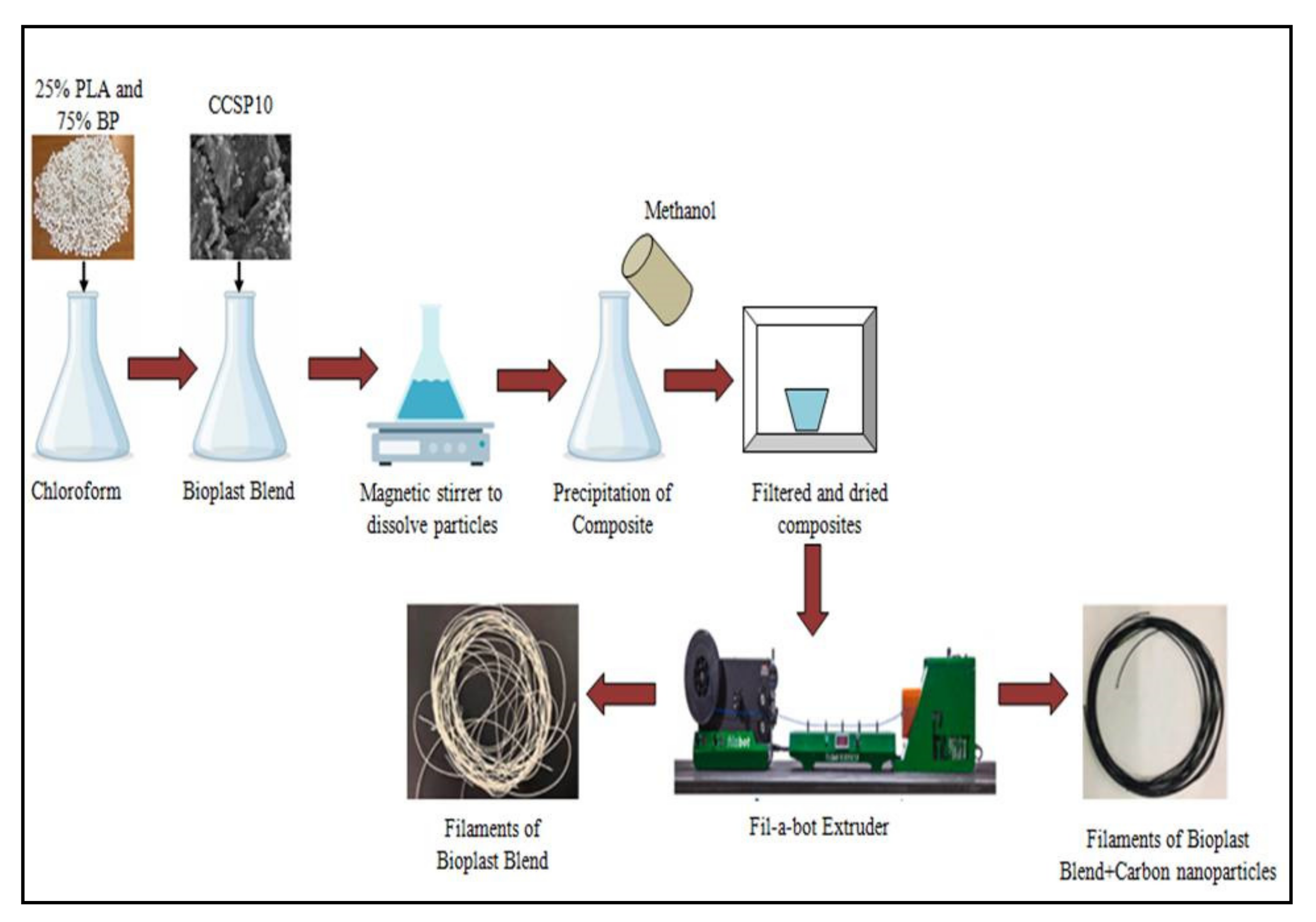
- Chibu, O.U.; Deepa, K.; Sydnei, H.; Shaik, J.; Vijaya, K.R. Synthesis of carbon from waste coconutshell and their application as filler in bioplast polymer filaments for 3D printing. Compos. Part B Eng. 2020, 202, 108428. [Google Scholar]
- Sanjay, K.; Chetan, M.P. Experimental and computational study of mechanical properties of nylon 6 nanocomposites reinforced with coconut shell nanoparticles. Mater. Today Commun. 2020, 24, 100981. [Google Scholar]
- Agunsoye, J.O.; Odumosu, A.K.; Dada, O. Novel epoxy-carbonized coconut shell nanoparticles composites for car bumper application. J. Adv. Manuf. Technol. 2019, 102, 893–899. [Google Scholar] [CrossRef]
- Uchechi, C.M.; Innocent, C.M.; Henry, C.O.; Udochukwu, M. Influence of filler loading on the mechanical and morphological properties of carbonized coconut shell particles reinforced polypropylene composites. J. Compos. Mater. 2019, 54, 397–407. [Google Scholar]
- Kishore, G.C.; Prasad, D.K.; Devireddy, S.B.R. Physical and thermal behaviour of areca and coconut shell powder reinforced epoxy composites. Mater. Today Proc. 2020, 26, 1402–1405. [Google Scholar] [CrossRef]
- Jagannathan, S.; Shanmuga, S.A.; Paulius, G. Evaluation of mechanical properties of biodegradable coconut shell/rice husk Powder polymer composites for light weight applications. Mater. Today Proc. 2020, 39, 1241–1247. [Google Scholar]
- Robert, A.O.; Kingsley, C.N.; Boniface, A.O. Effect of Alkaline Treatment on Mechanical and Thermal Properties of Coconut Shell Particulates Reinforced Epoxy Composite. Am. J. Chem. Mater. Sci. 2019, 6, 10–14. [Google Scholar]
- Durowaye, S.I.; Lawall, G.I.; Akande, M.A.; Durowaye, V.O. Mechanical Properties of Particulate Coconut Shell And palm Fruit Polyester Composites. Int. J. Mater. Eng. 2014, 4, 141–147. [Google Scholar]
- Kumar, M.; Rithin, K.; Raghuveer, B.; Sharun, K.; Yathiraj, R.; Shanmukh, K.; Shreeprakash, B. Study on Effect of Stirring Parameters on Tensile Properties of Coconut Shell Powder Reinforced Epoxy Matrix Composite. Appl. Mech. Mater. 2014, 592, 1180–1184. [Google Scholar] [CrossRef]
- Ashtaputrey, P.D.; Ashtaputrey, S.D. Preparation and Characterization of Activated Charcoal derived from Wood Apple Fruit Shell. J. Sci. Res. 2020, 64, 336–340. [Google Scholar] [CrossRef]
- Ojha, S.; Gujjala, R.; Acharya, S.K. Effect of Filler Loading on Mechanical and Tribological Properties of Wood Apple Shell Reinforced Epoxy Composite. Adv. Mater. Sci. Eng. 2014, 2014, 538651. [Google Scholar]
- Shakuntala, O.; Raghavendra, G.; Acharya, S.K. A Comparative Investigation of Bio Waste Filler (Wood Apple-Coconut) Reinforced Polymer Composites. Polym. Compos. 2013, 35, 180–185. [Google Scholar]
- Tatarchuk, T.; Bououdina, M.; Al-Najar, B.; Bitra, R.B. Green and Ecofriendly Materials for the Remediation of Inorganic and Organic Pollutants in Water. In A New Generation Material Graphene: Applications in Water Technology, 1st ed.; Mu, N., Ed.; Springer: Berlin, Germany, 2019; Chapter 4. [Google Scholar]
- Ahmad, R.; Kumar, R. Adsorptive removal of congo red dye from aqueous solution using bael shell carbon. Appl. Surf. Sci. 2010, 257, 1628–1633. [Google Scholar] [CrossRef]
- Shakuntala, O.; Samir, K.A.; Raghavendra, G. Mechanical Properties of Natural Carbon Black Reinforced Polymer Composites. J. Appl. Polym. Sci. 2015, 132, 41211. [Google Scholar]
- Vinay, M.; Anshuman, S. Epoxy/Wood Apple Shell Particulate Composite With Improved Mechanical Properties. Int. J. Eng. Res. Appl. 2014, 4, 142–145. [Google Scholar]
- Vinod, V.R.; Ashok, R.B.; Ganesh, U.L.; Srinivas, C.V.; Reur, S.C. Mechanical Characterization of Wood Apple and Coconut Shell Reinforced Hybrid Composites. AIP Conf. Proc. 2020, 2247, 040001. [Google Scholar]
- Mohankumararadhya, H.M.; Pramod, W.; Chandrashekar, A.; Yuvaraj, N. Studies on bio waste product particle reinforced polymer composites. AIP. Conf. Proc. 2020, 2274, 030047. [Google Scholar]
- Perminder, J.K.; Santosh, S.; Kamal, K.P.; Satya, N.N. Eco-Friendly Preservation of Bamboo Species: Traditional to Modern Techniques. Bioresources 2016, 11, 10604–10624. [Google Scholar]
- Higuchi, H. Biochemical studies of lignin formation III. Physiol. Plant. 1957, 10, 633–648. [Google Scholar] [CrossRef]
- Ajoy, K.S.; Subhash, A. Single bath process for imparting antimicrobial activity and ultraviolet protective property to bamboo viscose fabric. Cellulose 2009, 16, 923–928. [Google Scholar]
- Khalil, H.P.S.A.; Bhat, I.U.H.; Jawaid, M.; Zaidon, A.; Hermawan, D.; Hadi, Y.S. Bamboo fibre reinforced biocomposites: A review. Mater. Design 2012, 42, 353–368. [Google Scholar]
- Prakash, C. Handbook of Natural Fibres; Ryszard, K., Maria, M.-T., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; Chapter 7. [Google Scholar]
- Liao, P.; Ismael, Z.M.; Zhang, W.; Yuan, S.; Tong, M.; Wang, K.; Bao, J. Adsorption of dyes from aqueous solutions by microwave modified bamboo charcoal. Chem. Eng. J. 2012, 195, 339–346. [Google Scholar] [CrossRef]
- Mohanad, M.; Dong, Y. Strong Polyvinyl Alcohol (PVA)/Bamboo Charcoal (BC) Nanocomposite Films with Particle Size Effect. ACS Sustain. Chem. Eng. 2018, 6, 467–479. [Google Scholar]
- Kulkarni, D.D.; Choi, I.; Singamaneni, S.S.; Tsukruk, V.V. Graphene oxide−polyelectrolyte nanomembranes. ACS Nano 2010, 4, 4667–4676. [Google Scholar] [CrossRef]
- Mei-po, H.; Kin-tak, L.; Hao, W.; David, H. Improvement on the properties of polylactic acid (PLA) using bamboo charcoal particles. Compos. Part B Eng. 2015, 81, 14–25. [Google Scholar]
- Cheng-Ming, T.; Yi-Hung, T.; Shan-Hui, H. Poly(vinyl alcohol) Nanocomposites Reinforced with Bamboo Charcoal Nanoparticles: Mineralization Behavior and Characterization. Materials 2015, 8, 4895–4911. [Google Scholar]
- Mohanad, M.; Dong, Y.; Ian, J.D. Eco-friendly polyvinyl alcohol (PVA)/bamboo charcoal (BC) nanocomposites with superior mechanical and thermal properties. Adv. Compos. Mater. 2018, 27, 499–509. [Google Scholar]
- Zhipei, Y.; Dagang, L. Highly filled bamboo charcoal powder reinforced ultra-high molecular weight polyethylene. Mater. Lett. 2014, 122, 121–124. [Google Scholar]
- Adam, F.; Appaturi, J.N.; Iqbal, A. The utilization of rice husk silica as a catalyst: Review and recent progress. Catal. Today 2012, 190, 2–14. [Google Scholar] [CrossRef]
- Nguu, V.N.; Aldo, F. Meeting the challenges of global rice production. Paddy Water Environ. 2006, 4, 1–9. [Google Scholar]
- Reza, A.; Azman, H.; Khaliq, M.; Zainoha, Z. Rice Husk Filled Polymer Composites. Int. J. Polym. Sci. 2015, 2015, 501471. [Google Scholar]
- Luduena, L.; Fasce, D.; Alvarez, V.A.; Stefani, P.M. Nanocellulose from rice husk following alkaline treatment to remove silica. BioResources 2011, 6, 1440–1453. [Google Scholar] [CrossRef]
- Premalal, H.G.B.; Ismail, H.; Baharin, A. Comparison of the mechanical properties of rice husk powder filled polypropylene composites with talc filled polypropylene composites. Polym. Test. 2002, 21, 833–839. [Google Scholar] [CrossRef]
- Richard, S.; Selwin, R.; Manikandan, V. Influence of Particle Size and Particle Loading on Mechanical and Dielectric Properties of Biochar Particulate Reinforced Polymer Nanocomposites. Int. J. Polym. Anal. Chem. 2016, 21, 462–477. [Google Scholar] [CrossRef]
- Beichen, X.; Xiaofeng, W.; Jiayang, S.; Duo, X.; Yanchao, Z.; Xiaoyang, L. A facile ball milling method to produce sustainable pyrolytic rice husk biofiller for reinforcement of rubber mechanical property. Ind. Crops Prod. 2019, 141, 111791. [Google Scholar]
- Sabzoi, N.; Ankit, J.; Sundus, S.Q.; Humair, A.B.; Siddiqui, M.T.H.; Mubarak, N.M.; Gregory, G.; Srinivasan, M.; Akshat, T.; Mohd Imran, A. Synthesis and characterization of polylactide/rice husk hydrochar composite. Sci. Rep. 2019, 9, 5445. [Google Scholar]
- Li, W.; Yong, G.; Yuxia, C.; Tong, C.; Shiliu, Z.; Tingting, Z.; Shengquan, L. Enhanced Mechanical and Water Absorption Properties of Rice Husk-Derived Nano-SiO2 Reinforced PHBV Composites. Polymer 2018, 10, 1022. [Google Scholar]
- Liangpeng, J.; Jingjing, F.; Lihong, L.; Peng, D. Wear and thermal behaviour of basalt fibre reinforced rice husk/polyvinyl chloride composites. J. Appl. Polym. Sci. 2020, 138, 50094. [Google Scholar]
- Hamdan, M.H.M.; Siregar, J.P.; Rejab, M.R.M.; Bachtiar, D.; Jamiluddin, J.; Tezara, C. Efect of Maleated Anhydride on Mechanical Properties of Rice Husk Filler Reinforced PLA Matrix Polymer Composite. Int. J. Precis. Eng. Manuf. -Green Technol. 2019, 6, 113–124. [Google Scholar] [CrossRef]
- Miguel, A.H.; Elizabeth, S. Mechanical, thermal, viscoelastic performance and product application of PP- rice husk Colombian biocomposites. Compos. Part B Eng. 2019, 176, 107135. [Google Scholar]
- Silva, C.C.; Melo, C.A.; Junior, F.H.S.; Moreira, A.B.; Ferreira, O.P.; Bisinoti, M.C. Effect of the reaction medium on the immobilization of nutrients in hydrochars obtained using sugarcane industry residues. Bioresour. Technol. 2017, 237, 213–221. [Google Scholar] [CrossRef]
- Narayan, K.S.; Gaspar, H.K.; Lawrence, E.D.; George, H.S. Silicon nutrition and sugarcane production: A review. J. Plant Nutr. 2008, 22, 1853–1903. [Google Scholar]
- Walfrido, A.P.; Carlos, A.L. Sugarcane energy use: Accounting of feedstock energy considering current agro-industrial trends and their feasibility. Int. J. Energy Environ. Eng. 2013, 4, 10. [Google Scholar]
- Hernandez-Salas, J.M.; Villa-Ramirez, M.S.; Veloz-Rendo, N.J.S.; Rivera-Hernandez, K.N.; Gonzalez-Cesar, R.A.; Plascencia-Espinosa, M.A. Comparative hydrolysis and fermentation of sugarcane and agave bagasse. Bioresour. Technol. 2009, 100, 1238–1245. [Google Scholar] [CrossRef]
- Pandey, A.; Soccol, C.R.; Nigam, P.; Soccol, V.T. Biotechnological potential of agro-industrial residues. I: Sugarcane bagasse. Bioresour. Technol. 2000, 74, 69–80. [Google Scholar] [CrossRef]
- Reddy, M.R.; Chandrasekharaiah, M.; Govindaiah, T.; Reddy, G.V.N. Effect of physical processing on the nutritive value of sugarcane bagasse in goats and sheep. Small Rumin. Res. 1993, 10, 25–31. [Google Scholar] [CrossRef]
- Balaji, A.; Karthikeyan, B.; Sundar Raj, C. Bagasse Fiber–The Future Biocomposite Material: A Review. Int. J. Chemtech. Res. 2015, 7, 223–233. [Google Scholar]
- Gabriela, F.F.; Mauricio, P.; Ana, C.F.; Widner, P.D.; Mathias, S. Tuning Sugarcane Bagasse Biochar into a Potential Carbon Black Substitute for Polyethylene Composites. J. Polym. Environ. 2019, 27, 1735–1745. [Google Scholar]
- Agunsoye, J.O.; Aigbodion, V.S. Bagasse filled recycled polyethylene bio composites: Morphological and mechanical properties study. Results Phys. 2013, 3, 187–194. [Google Scholar] [CrossRef]
- Fabio Friol, G.D.; Vitor Peixoto, K.D.; Giovani, B.T.; Guilherme, D.; Renivaldo, J.D.; Flavio, C.C.; Aldo Eloizo, J. Sugarcane bagasse fiber as semi-reinforcement filler in natural rubber composite sandals. J. Mater. Cycles Waste 2019, 21, 326–335. [Google Scholar]
- Manikandan, I.; Vijaykumar, G.; Gopalakrishna, K.; Narendra, R. Tensile and Flexural Properties of Polypropylene Composites Reinforced with Raw Bagasse. Sugar Tech 2018, 20, 454–463. [Google Scholar]
- Zuqiang, H.; Nan, W.; Yanjuan, Z.; Huayu, H.; Yuanwei, L. Effect of mechanical activation pretreatment on the properties of sugarcanebagasse/poly(vinyl chloride) composites. Compos. Compos. Part A Appl. Sci. Manuf. 2012, 43, 114–120. [Google Scholar]
- Motaung, T.E.; Linganiso, L.Z.; John, M. The effect of silane treated sugar cane bagasse on mechanical, thermal and crystallization studies of recycled polypropylene. Mater. Sci. Appl. 2015, 6, 724–733. [Google Scholar] [CrossRef][Green Version]
- Subramonian, S.; Ali, A.; Amran, M.; Sivakumar, D.M. Effect of fiber loading on the mechanical properties of bagasse fiber-reinforced polypropylene composites. Adv. Mech. Eng. 2016, 8, 1–5. [Google Scholar] [CrossRef]
- Wang, L.; Tong, Z.; Ingram, L.O.; Qingzheng, C.; Siobhan, M. Green composites of poly (lactic acid) and sugarcane bagasse residues from bio-refinery processes. J. Polym. Environ. 2013, 21, 780–788. [Google Scholar] [CrossRef]
- Zheng, W.; Phoungthong, K.; Lu, F.; Shao, L.M.; He, P.J. Evaluation of a classification method for biodegradable solid wastes using anaerobic degradation parameters. Waste Manag. 2013, 33, 2632–2640. [Google Scholar] [CrossRef] [PubMed]
- Chinedu, O. Peanut Husk Filled Polyethylene Composites: Effects of Filler Content and Compatibilizer on Properties. J. Polym. Environ. 2015, 2015, 89289. [Google Scholar]
- Raju, G.U.; Kumarappa, S.; Gaitonde, V.N. Mechanical and Physical Characterization of Agricultural Waste Reinforced Polymer Composites. J. Mater. Environ. Sci. 2012, 3, 907–916. [Google Scholar]
- Pham, A.D.; Dharanipriya, P.; Bharath, K.V.; Shanmugavadivu, M. Groundnut shell—A beneficial bio-waste. Biocatal. Agric. Biotechnol. 2019, 20, 101206. [Google Scholar]
- Nor Fasihah, Z.; Hanafi, I. A Review on Peanut Shell Powder Reinforced Polymer Composites. Polym.-Plast. Technol. Mater. 2019, 58, 349–365. [Google Scholar]
- Thakur, V.K.; Thakur, M.K. Processing and Characterization of Natural Cellulose Fibers/Thermoset Polymer Composites. Carbohydr. Polym. 2014, 109, 102–117. [Google Scholar] [CrossRef]
- Olajide, O.S.; Yaro1, S.A.; Asuke, F.; Aponbiede, O. Experimental correlation between process parameters and tensile strength of polylactic acid/groundnut shell nanoparticle biocomposites. Int. J. Adv. Manuf. Technol. 2017, 93, 717–726. [Google Scholar] [CrossRef]
- Hwazen, S.F. Flexural and Impact Properties of Epoxy Composites Reinforced with Peanut Shell Particles. Eng. Technol. J. 2020, 38, 1026–1033. [Google Scholar]
- Prabina, K.P.; Srimant, K.M.; Priyadarshi, T.R.S.; Sameer, D.P. Effect of Groundnut Shell Particulate Content on Physical and Mechanical Behavior of Jute–Epoxy Hybrid Composite. J. Inst. Eng. India Ser. E 2020. [Google Scholar] [CrossRef]
- Samson, A.; Omotayo, T.; Emmanuel, A.; Oluwashina, G.; Sadiq, G.; Samuel, O. Mechanical characteristics of groundnut shell particle reinforced polylactide nano fibre. Materia 2016, 21, 482–491. [Google Scholar]
- Raju, G.U.; Kumarappa, S. Experimental study on mechanical properties of groundnut shell particle reinforced epoxy composites. J. Reinf. Plast. Compos. 2016, 30, 1029–1037. [Google Scholar] [CrossRef]
- Sareena, C.; Ramesan, M.T.; Purushothaman, E. Utilization of Peanut Shell Powder as a Novel Filler in Natural Rubber. J. Appl. Polym. Sci. 2012, 125, 2322–2334. [Google Scholar] [CrossRef]
- Onuegbu, G.C.; Nwanonenyi, S.C.; Obidiegwu, M.U. The Effect of Pulverised Ground Nut Husk on Some Mechanical Properties of Polypropylene Composites. Int. J. Eng. Sci. 2013, 2, 79–83. [Google Scholar]
- Ng, Y.G.; Bahri, M.T.S.; Syah, M.Y.I.; Mori, I.; Hashim, Z. Ergonomics Observation: Harvesting Tasks at Oil Palm Plantation. J. Occup. Health 2013, 55, 405–414. [Google Scholar]
- Edem, D.O. Palm oil: Biochemical, physiological, nutritional, hematological, and toxicological aspects: A review. Plant Food Hum. Nutr. 2002, 57, 319–341. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Siti, M.A.; Ridzuan, R.; Kamarudin, H.; Khairul, A. Chemical composition, morphological characteristics, and cell wall structure of malaysian oil palm fibers. Polym.-Plast. Technol. Eng. 2008, 47, 273–280. [Google Scholar] [CrossRef]
- Shinoj, S.; Visvanathan, R.; Panigrahic, S.; Kochubabu, M. Oil palm fiber (OPF) and its composites: A review. Ind. Crops Prod. 2011, 33, 7–22. [Google Scholar] [CrossRef]
- Ferdous Alam, A.S.A.; Er, A.C.; Halima, B. Malaysian oil palm industry: Prospect and problem. J. Food Agric. Environ. 2015, 13, 143–148. [Google Scholar]
- Izah, S.C.; Angaye, T.C.; Ohimain, E.I. Environmental Impacts of Oil Palm Processing in Nigeria. Biotechnol. Res. 2016, 2, 132–141. [Google Scholar]
- Emily, B.F.; Matthew, J.S.; Alexandra, M.; Finn, D.; Carsten, A.B.; Paul, F.D.; Ben, P. How will oil palm expansion affect biodiversity. Trends Ecol. Evolut. 2008, 23, 538–545. [Google Scholar]
- Anuj, K.; Gurumurthy, H.; Manaf, S.A.B.A.; Ngaini, Z.; Sharma, K.V. Catalyst free silica templated porous carbon nanoparticles from bio-waste materials. Chem. Commun. 2014, 50, 12702–12705. [Google Scholar]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Zeyad, A. Evaluation of dynamic properties of nano oil palm empty fruit bunch filler/epoxy composites. J. Mater. Res. 2018, 8, 1470–1475. [Google Scholar] [CrossRef]
- Yern, C.C.; Ashiqur, R.; Kuan, Y.C.; Nazatul, L.S.; Cheng, H.C. Preparation and characterization of Polyvinyl Alcohol based composites Reinforced with Nanocellulose and Nanosilica. BioResources 2015, 10, 3364–3377. [Google Scholar]
- Rosamah, E.; Hossain, M.S.; Abdul Kalil, H.P.S.; Wan Nadirah, W.O.; Dungani, R.; Nur Amiranajwa, A.S.; Suraya, N.L.M.; Fizree, H.M.; Mohd Omar, A.K. Properties enhancement using oil palm shell nanoparticles of fibers reinforced polyester hybrid composites. Adv. Compos. Mater. 2016, 26, 259. [Google Scholar]
- Naheeb, S.; Paridah, M.T.; Khalina, A.; Ibrahim, N.A. Fabrication of Epoxy Composites from Oil Palm Nano Fillers, Mechanical and Morphological Properties. BioResources 2016, 11, 7721–7736. [Google Scholar]
- Abu, B.; Hassan., A.; Yusof, A.M. Effect of Oil Palm Empty Fruit Bunch and Acrylic Impact Modifier on Mechanical Properties and Processability of Unplasticized Poly(Vinyl Chloride) Composites. Polym.-Plast. Technol. Eng. 2014, 44, 1125–1137. [Google Scholar]
- Jing, L.C.; Yern, C.C.; Seng, N.G.; Shaifulazuar, R.; Sabariah, J. Effects of Oil Palm Empty Fruit Bunch Fiber on Electrical Mechanical Properties of conductive Filler Reinforced Polymer Composites. BioResources 2016, 11, 913–998. [Google Scholar]
- Saba, N.; Paridah, M.T.; Abdan, K.; Ibrahim, N.A. Effect of oil palm nano filler on mechanical and morphological properties of kenaf reinforced epoxy composites. Constr. Build. Mater. 2016, 123, 15–26. [Google Scholar] [CrossRef]
- Ibrahim, M.S.; Sapuan, S.M.; Faieza, A.A. Mechanical and Thermal Properties of Composites from Unsaturated Polyester Filled With Oil Palm Ash. J. Mech. Eng. Sci. 2012, 2, 133–147. [Google Scholar] [CrossRef]









































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stem | Shells | Stones | Fibres | Peels | Seeds | Husks | Waste | Others | Woods |
|---|---|---|---|---|---|---|---|---|---|
| Oil palm | Walnut | Dinde | Kapok | Orange | Guava | Rice | Tobacco | Corncob | Chestnut |
| Grape | Almond | Olive | Hemp | Pomelo | Albizia lebbeck | Rye | Vine shoots | Cellulose | Chinese fir |
| Date palm | Coconut | Date | Flax | Banana | Choerospondias | Moringa | Starch rich | Enteromorpha prolifera | Eucalyptus |
| Cotton | Peanut | Peach | Kenaf | Durian | Cotton | Oleifera | Banana | Vetiver roots | Beech |
| Wheat | Hazelnut | Apricot | Cotton | Rambutan | Elaeagnus | Barley | Pineapple | Euphorbia rigida | Prosopis ruscifolia |
| Plum | Oil palm | Avocado | Agave | Onion | Grape | Sky fruit | Soybean oil cake | Carrageenan | Pine |
| Flax | Pine nut | Cherry | Coir | Garlic | Pongam | Coffee | Agar | Wood apple | |
| Arundo donax | Phaseolus aureus | Aguaje | Opuntia ficus-indica | Watermelon | Cicer | Apple pulp | Jacaranda mimosifolia fruit | Pinus sylvestris | |
| Vetch | Palm kernel | Areca | Papaya | Arietinum | Palm kernel | Finish wood | |||
| Crofton weed | Flamboyant pods | Sisal | Accacia fumosa | Shell | Cork | Almond tree | |||
| Linn | Pistachio | Cannabissativa | Sesame | Coir pitch | Gelatine | Pruning | |||
| Pomegranate | Longan | Oil cake | Paulownia flower | Jatropha wood | |||||
| Groundnut | Walnut | Vetiver roots | Orange | ||||||
| Apricot | Potato waste | Palm flower | Tamarind | ||||||
| Ceiba pentandra | Plum pulp | Corn starch | |||||||
| Coffee | Tea | Willow catkins | |||||||
| Wood apple | Chicken droppings | ||||||||
| Sago | |||||||||
| Lemna minor |
| Biowaste | Carbon Nanomaterial | Applications | References |
|---|---|---|---|
| Oil palm leaves | Carbon nanosphere | Polymer nanocomposites and targeted drug delivery | [33] |
| Lablab purpureus | Carbon nanosphere | Supercapacitors | [34] |
| Coconut waste | Carbon nanosphere | Energy storage | [35] |
| Groundnut shell | Nanocarbons | Antimicrobial activity | [36] |
| Onion peel | Carbon nanosphere | Electrochemical sensors | [37] |
| Sago hampus | Carbon nanosphere | Cell imaging | [38] |
| Cow dung | Carbon black | Conductive paint | [39] |
| Lemon peel | Carbon quantum dots | Sensors and photocatalysts | [40] |
| Sodium alginate | Carbon nanoparticles | Lithium–ion batteries | [41] |
| Spiral seaweed | Carbon nanoparticles | Oxygen reduction | [42] |
| Cocoon silk | Carbon nanosphere | Glucose sensing | [43] |
| Corn cob | Nanobiochar | Wastewater treatment | [44] |
| Oil palm leaves | Carbon nanoparticles | Nematic liquid crystals | [45] |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | Nylon 6 | Carbon nanoparticles (35–100 nm) | Hand lay-off | 3 wt% composites showed Young’s modulus of 4.21 GPa (58% increase) and tensile strength of 87.43 MPa (30% increase) | [73] |
| 2 | Epoxy LY556 | Carbon nanoparticles (about 50 nm) | Hand lay-off | 25 wt% composite showed tensile stress of 338.75 MPa and flexural strength of 156 MPa | [74] |
| 3 | Homopolymer (HPP) | Carbon particles (63 um, 150 um, 300 um, 425 um) | Hand lay-off | Tensile strength, tensile modulus, flexural strength improved as loading wt% increased at 0, 10, 20, 30, 40%, but elongation at break and modulus of resilience decreased | [75] |
| 4 | Epoxy LY556 | Carbon shell and areca nut powder | Hand lay-up | Water absorption capacity increased from fibre loading | [76] |
| 5 | Vinyl ester (VE) and super vinyl ester (SVE) | Fibres of coconut shell powder and rice husk powder | Hand lay-up | Tensile strength increased for 10% loading and decreased for higher wt% loading; flexural strength increased for 15% loading, then decreased for higher loading | [77] |
| 6 | Epoxy resin | Coconut shell particles (200 um, 300 um, 500 um) | Hand lay-up | Flexural strength 32.54 MPa Impact strength 42.57 MPa | [78] |
| 7 | Unsaturated polyester resin | Coconut shell particles | Hand lay-up | Tensile strength 70 MPa Flexural strength 30 MPa Flexural modulus 1700 MPa Hardness 200 BHN Impact strength 4.5 J | [79] |
| 8 | Lapox B-11 epoxy | Coconut shell particles (<150 um) | Hand lay-up | Tensile strength 33.3 MPa | [80] |
| Filler (wt%) | Raw (MPa) | Carbon Black 400 °C (MPa) | Carbon Black 600 °C (MPa) | Carbon Black 800 °C (MPa) |
|---|---|---|---|---|
| 5 | 23.58 | 23.92 | 24.26 | 24.85 |
| 10 | 25.30 | 25.90 | 26.10 | 26.50 |
| 15 | 24.55 | 26.50 | 26.70 | 26.90 |
| 20 | 23.60 | 25.30 | 27.30 | 27.50 |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | Epoxy resin (AY 103) | Wood apple shell powder | Hand lay-up | Tensile strength increased from 16 MPa to 42 MPa, flexural strength increased from 35 MPa to 65 MPa, hardness increased from 12 HV to 32 HV in 30 wt% loading of wood apple shell powder compared to neat epoxy | [87] |
| 2 | Lapox L-12 epoxy | Wood apple shell and coconut powder | Hand lay-up | 15 wt% coconut shell and wood apple shell powder composites showed good tensile and compressive properties, 3 wt% coconut shell and 27 wt% wood apple shell-loaded composites showed better flexural properties Only 30 wt% wood apple shell-loading showed good results for impact strength tests | [88] |
| 3 | Lapox L-12 epoxy | Wood apple shell and coconut powder | Hand lay-up | Hybrid composites showed better tensile and flexural properties, tensile strength of 42 MPa, flexural strength of 9 MPa | [89] |
| Sample | Tensile Modulus (GPa) | Tensile Strength (MPa) | Elongation at Break (%) | Toughness (MJ/m3) |
|---|---|---|---|---|
| PVA | 2.08 ± 0.21 | 70.32 ± 2.9 | 14.6 ± 0.65 | 5.84 ± 0.21 |
| PVA–MBC 3 wt% | 3.54 ± 0.52 | 120.64 ± 4.3 | 6.93 ± 0.72 | 4.86 ± 0.2 |
| PVA–MBC 5 wt% | 4.03 ± 0.39 | 95.06 ± 3.1 | 5.98 ± 0.58 | 3.1 ± 0.25 |
| PVA–MBC 10 wt% | 4.16 ± 0.41 | 80.69 ± 4.4 | 4.85 ± 0.47 | 1.96 ± 0.19 |
| PVA–MBC 3 wt% | 3.55 ± 0.16 | 147.94 ± 3.9 | 10.14 ± 0.29 | 5.2 ± 0.11 |
| PVA–MBC 5 wt% | 4.09 ± 0.25 | 118.73 ± 4.8 | 7.22 ± 0.45 | 3.52 ± 0.11 |
| PVA–MBC 10 wt% | 4.63 ± 0.18 | 96.34 ± 4.1 | 4.96 ± 0.42 | 2.45 ± 0.13 |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | Polylactic acid | Bamboo charcoal (size 10 µm) | Melt extrusion and injection moulding | Tensile strength, flexural strength, and ductility index of composites increased by 43%, 99%, and 52%, respectively, compared to neat PLA | [97] |
| 2 | Polylactic acid | Bamboo charcoal (size 107.4 ± 9.8 nm) | - | Tensile strength (19.09 MPa) and elongation at break (369%) of 1 wt% nanofiller loaded composite were greater | [98] |
| 3 | Polylactic acid | Bamboo charcoal (size 700–800 nm) | Solution casting | 3 wt% loaded composite showed 70.2% and 71.6% enhancement in tensile modulus and tensile strength compared to neat PVA | [99] |
| 4 | Polylactic acid | Bamboo charcoal (size 20–76 nm and 18–65 nm) | Solution casting | Elastic modulus 24 ± 4.2 GPa for semicrystalline phase (20–76 nm BC) and 11.4 ± 3.1 GPa for amorphous phase (18–65 nm BC) | [100] |
| 5 | UHMWPE-polyethylene | Bamboo charcoal (size 10–50 µm) | Melt blending and extrusion | Tensile strength increased from 18.7 to 61.2 MPa for 80 wt% loading of bamboo charcoal | [101] |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | Natural rubber (RSS1) | Pyrolyzed rice husk particles (microsized) | Composite vulcanizates prepared by hot pressing | Reduction in particle size improved tensile strength by 44%, modulus by 18%, and tear strength by 9% compared to unmilled particles | [108] |
| 2 | Polylactide | Rice husk hydrochar | Melt processing | Tensile modulus of composite enhanced from 2.63 GPa to 4.24 GPa for 15% reinforcement, storage modulus and loss modulus also effected by reinforcement | [109] |
| 3 | PHBV | Rice husk nano SiO2 | Hot press moulding | Tensile strength increased by 33.65% and flexural strength increased by 15.54% compared to pure PHBV | [110] |
| 4 | Polyvinyl chloride | Rice husk (149 µm) and basalt fibre | Melt extrusion | Structural strength is found to decrease with higher basalt fibre content, wear resistance and thermal stability enhanced | [111] |
| 5 | Polylactic acid | Rice husk powder | Hot and cold compression | Tensile strength was not increased significantly, tensile modulus showed significant enhancement | [112] |
| 6 | Polypropylene | Rice husk particles (0.420 mm) | Extrusion and injection moulding | Tensile strength increased up to 63% and flexural modulus increased up to 75% compared to neat PP | [113] |
| Compounds | SBB-72 h | SBB-72 h-ABL | rSBB-72 h-ABL |
|---|---|---|---|
| Ash (wt%) | 41.22 | 33.30 | 41.84 |
| Si (wt%) | 10.64 | 8.72 | 10.55 |
| Fe (wt%) | 5.24 | 1.91 | 2.5 |
| Al (wt%) | 2.39 | 1.92 | 2.3 |
| Ti (wt%) | 0.87 | 0.74 | 0.93 |
| K (wt%) | 0.76 | 0.13 | 0.16 |
| Others (wt%) | 1.29 | 0.87 | 1.1 |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | RLDPF | Carbonized and uncarbonized SCB particles | Extrusion | Tensile and bending strength increased about 20% for uncarbonized reinforced composites and 30% for carbonized reinforced composites | [122] |
| 2 | Natural rubber | Untreated and alkali-treated SCB fibre | Open chamber mixing | Alkali-treated SCB fibres enhanced tensile strength by 98% and decreased hardness by 20% | [123] |
| 3 | Polypropylene | Raw SCB powder | Compression moulding | Tensile strength up to 14 MPa and flexural strength up to 2.5 GPa were obtained for composites | [124] |
| 4 | Polyvinyl chloride | Mechanically treated SCB | High-speed mixing and compression moulding | Flexural strength and tensile strength of reinforced composites were 33.4 MPa and 27 MPa, respectively | [125] |
| 5 | Polypropylene | Sugarcane bagasse | Melt extrusion followed by injection moulding | Interaction of sugarcane bagasse polymer improved with addition of silane, which resulted in enhancement of mechanical properties and crystallinity of polymer | [126] |
| 6 | Polypropylene | Bagasse fibre | Hot pressing | Tensile strength decreased with addition of fibre compared to neat PP, flexural modulus increased with addition of sugarcane bagasse | [127] |
| 7 | PLA | Sugarcane bagasse | Co-rotating twin-screw extruder | Presence of 2 wt% filler loading preheated residue exhibited maximum strength properties | [128] |
| Process Parameter Code | Process Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| A | Wt% of GS nanoparticles | 10 | 20 | 30 |
| B | Wt% of PEG | 4 | 8 | 12 |
| C | Annealing temperature (°C) | 60 | 80 | 100 |
| D | Annealing time (h) | 2 | 4 | 6 |
| Exp. No. | A | B | C | D | Tensile Strength (MPa) (Experimental) | Tensile Strength (MPa) (Predicted Using ANOVA Model) |
|---|---|---|---|---|---|---|
| S1 | 10 | 4 | 60 | 2 | 59.90 | 62.09 |
| S2 | 10 | 8 | 80 | 4 | 65.70 | 74.83 |
| S3 | 10 | 12 | 100 | 6 | 107.6 | 96.28 |
| S4 | 20 | 4 | 80 | 6 | 114.87 | 111.58 |
| S5 | 20 | 80 | 100 | 2 | 77.80 | 77.40 |
| S6 | 20 | 12 | 60 | 4 | 86.44 | 90.14 |
| S7 | 30 | 4 | 100 | 4 | 64.28 | 51.45 |
| S8 | 30 | 8 | 60 | 6 | 58.28 | 72.90 |
| S9 | 30 | 12 | 80 | 2 | 40.50 | 38.71 |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | Epoxy resin (EUXIT 50 KI) | Groundnut shell powder microparticles | Hand lay-up | Flexural strength changed from 140 MPa to 160 MPa, flexural modulus changed from 2 GPa to 7.79 GPa, impact strength improved from 2.5 KJ/m2 to 7 KJ/m2, fracture toughness improved from 2.23 MPa.m1/2 to 7.07 MPa.m1/2 | [136] |
| 2 | Epoxy resin (LY556) | Groundnut shell powder microparticles | Hand lay-up | Tensile strength was maximum for 15 wt% filler loading, about 23 MPa; flexural strength was maximum for 15 wt% filler loading composite, about 53 MPa; hardness increased as filler loading wt% increased | [137] |
| 3 | Polylactic acid | Groundnut shell powder microparticles | Solvent mixing | Nanofibres with 5 wt% untreated GS particles showed ultimate tensile strength of 0.85 MPa | [138] |
| 4 | Epoxy resin | Groundnut shell particles (mm) | Hand lay-up | Highest tensile strength, tensile modulus, and impact strength obtained for groundnut shell particles and epoxy proportion 60:40 and 0.55 mm particle size | [139] |
| 5 | Natural rubber | Groundnut shell microparticles | Compression moulding | Composites reinforced with 0–45 µm particle showed good mechanical properties | [140] |
| 6 | Polypropylene | Groundnut shell microparticles | Melt extrusion | Highest tensile strength of 17 MPa obtained for 6 wt% and 0.2 µm filler loaded composites, tensile modulus and flexural strength was high for 6 wt% and 0.2 µm particles | [141] |
| Tensile Properties | Neat Epoxy | 0.1% CNS–Epoxy | 0.25% CNS–Epoxy |
|---|---|---|---|
| Ultimate tensile strength (MPa) | 44.53 ± 3.1 | 45.64 ± 0.53 | 58.6 ± 4.5 |
| Modulus (GPa) | 2.28 ± 0.05 | 2.2 ± 0.048 | 2.45 ± 0.035 |
| Elongation (%) | 2.52 ± 0.13 | 2.55 ± 0.12 | 3.58 ± 0.52 |
| Sl No. | Polymer Matrix | Carbon Material | Method | Mechanical and Thermal Test | Reference |
|---|---|---|---|---|---|
| 1 | Epoxy resin (DER 331) | Oil palm empty fruit bunch nanofibres | Hand lay-up | Storage modulus, loss modulus, and damping factor showed highest values for addition of 3 wt% nanofillers | [150] |
| 2 | Polyvinyl alcohol | Oil palm empty fruit bunch fibre-derived nanocellulose | Solution casting | Tensile strength and tensile modulus improved as filler loading enhanced until 5 wt% | [151] |
| 3 | Polyester | Oil palm shell nanoparticles | Hand lay-up | 3 wt% filler loaded composites showed physical, mechanical, and thermal properties | [152] |
| 4 | Epoxy | Oil palm empty fruit bunch nanofibres | Hand lay-up | 3% reinforced composites showed enhanced tensile and impact properties | [153] |
| 5 | Polyvinyl chloride | Oil palm empty fruit bunch fibre-derived nanocellulose | Hot pressing | Flexural modulus increased and impact strength and flexural strength decreased | [154] |
| 6 | Polyethylene | Oil palm empty fruit bunch fibres | Melt blending and compression moulding | Tensile strength increased by 95% by 20% fibre loading | [155] |
| 7 | Epoxy | Oil palm empty fruit bunch nanofibres | Hand lay-up | 3% fibre-loaded kenaf epoxy composites improved mechanical and morphological properties | [156] |
| 8 | Polyester | Oil palm ash | Hand lay-up | Flexural and tensile properties enhanced by increasing filler content in polymer matrix | [157] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thippeswamy, B.H.; Maligi, A.S.; Hegde, G. Roadmap of Effects of Biowaste-Synthesized Carbon Nanomaterials on Carbon Nano-Reinforced Composites. Catalysts 2021, 11, 1485. https://doi.org/10.3390/catal11121485
Thippeswamy BH, Maligi AS, Hegde G. Roadmap of Effects of Biowaste-Synthesized Carbon Nanomaterials on Carbon Nano-Reinforced Composites. Catalysts. 2021; 11(12):1485. https://doi.org/10.3390/catal11121485
Chicago/Turabian StyleThippeswamy, Bhavana H., Anantha Sunil Maligi, and Gurumurthy Hegde. 2021. "Roadmap of Effects of Biowaste-Synthesized Carbon Nanomaterials on Carbon Nano-Reinforced Composites" Catalysts 11, no. 12: 1485. https://doi.org/10.3390/catal11121485
APA StyleThippeswamy, B. H., Maligi, A. S., & Hegde, G. (2021). Roadmap of Effects of Biowaste-Synthesized Carbon Nanomaterials on Carbon Nano-Reinforced Composites. Catalysts, 11(12), 1485. https://doi.org/10.3390/catal11121485