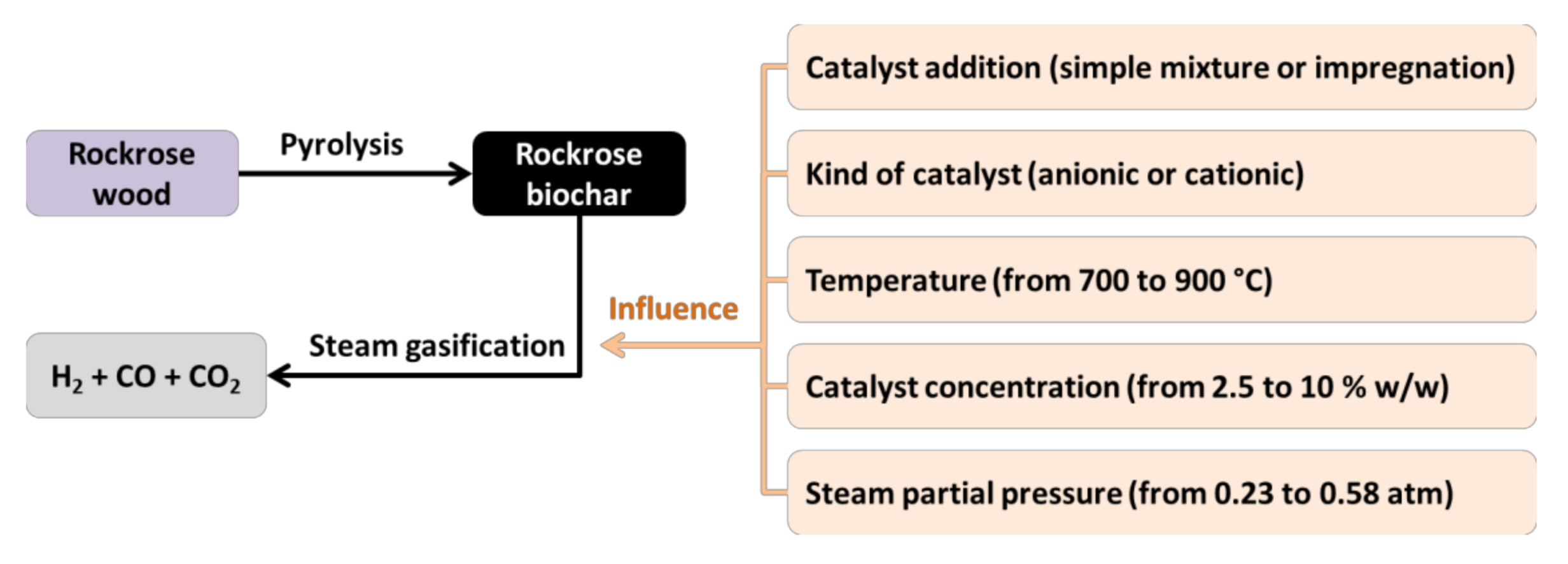
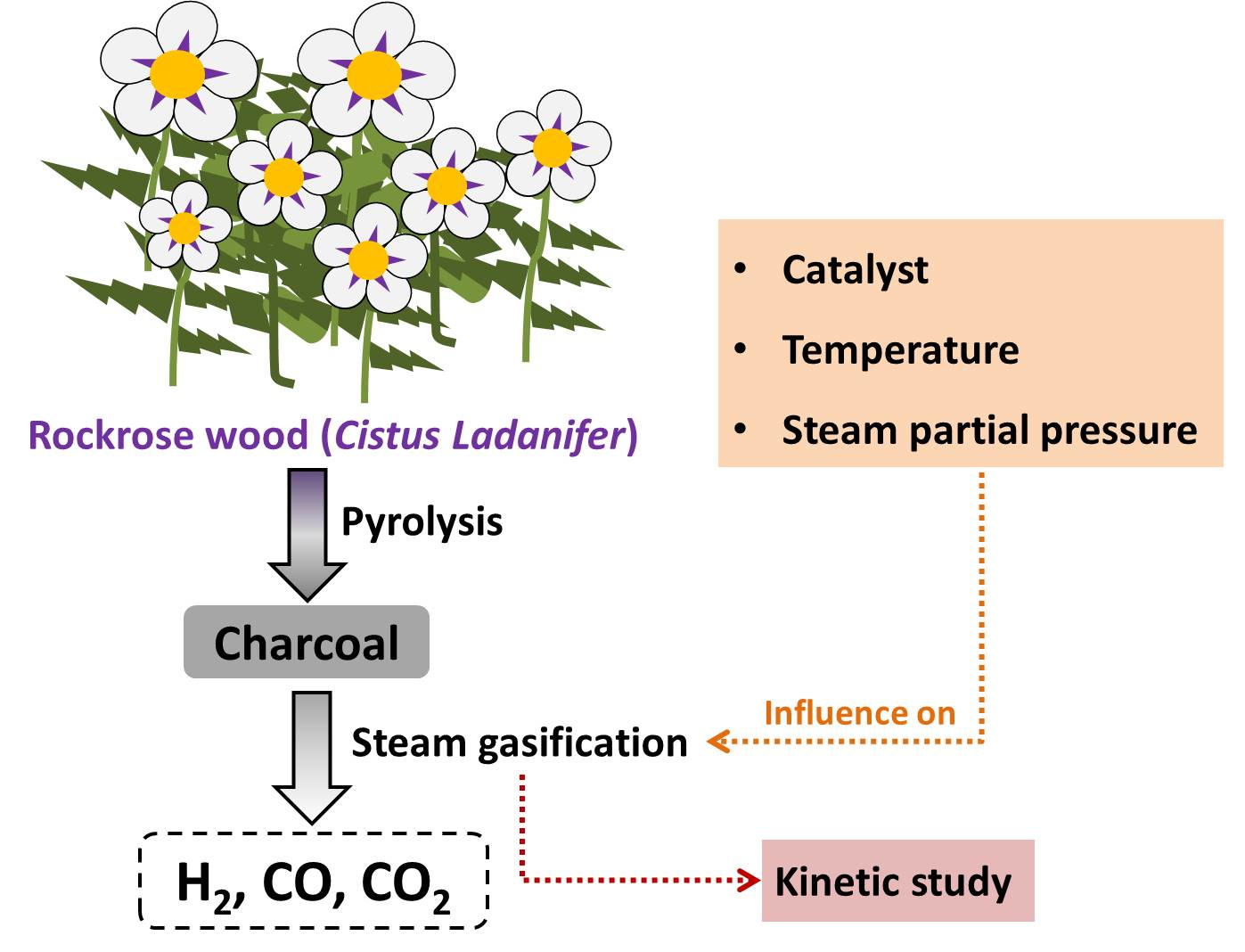
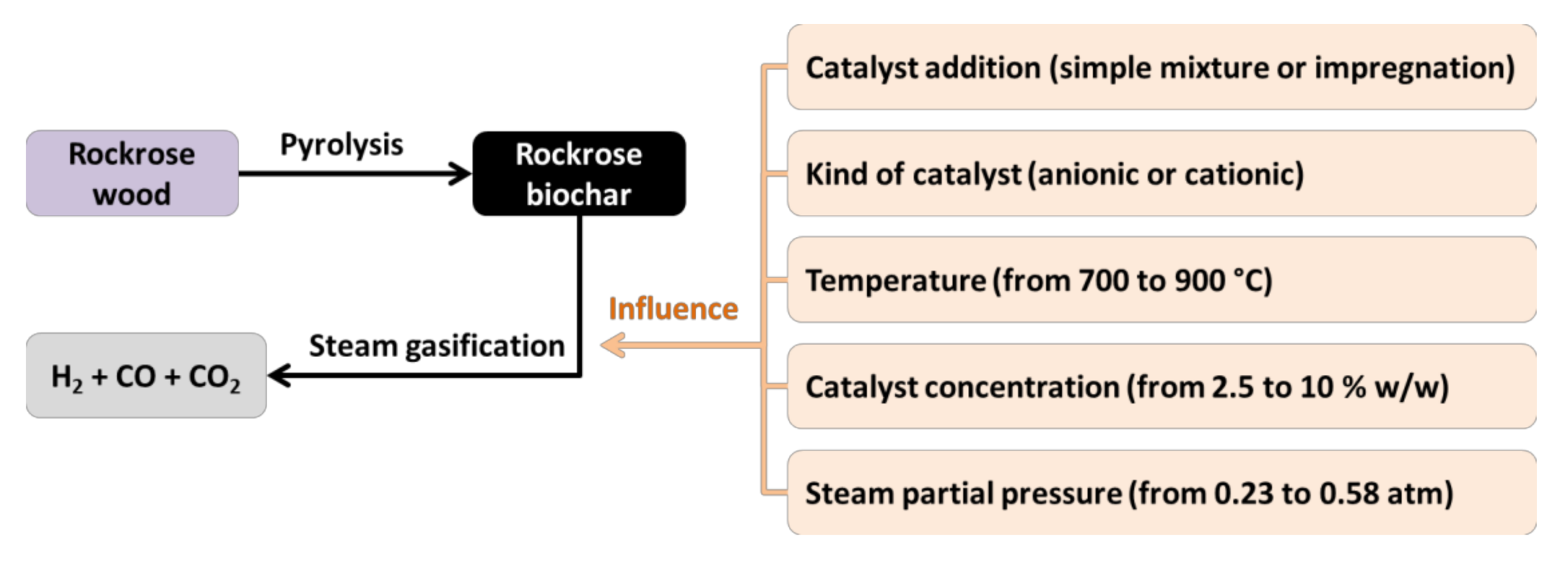
As it was pointed out, the operating variables studied were temperature, steam partial pressure, kind of catalyst (cationic and anionic part), catalyst concentration and catalyst addition. The influence of each of them is explained down below.
2.2. Influence of the Kind of Catalyst
As mentioned above, the influence of the anionic and cationic part of the catalyst was studied. The cations used were sodium, potassium, magnesium, and calcium, whereas the anions used were carbonate, chloride, nitrate, acetate and fluoride. In all cases, according to the results obtained in the previous section, impregnation was used to prepare the samples with catalysts.
As it was described earlier, weight loss was recorded over time. From these data the conversion of the process can be determined (
Figure 1 and
Figure 2) and, therefore, its subsequent monitoring. Another possibility can be through gas analysis. Thus, apart from nitrogen, which was used as the carrier gas, other gases such as H
2, CO and CO
2 were detected. Due to the fact that the latter way can be considered more intuitive, the influence of operating variables was studied according to the gas evolved.
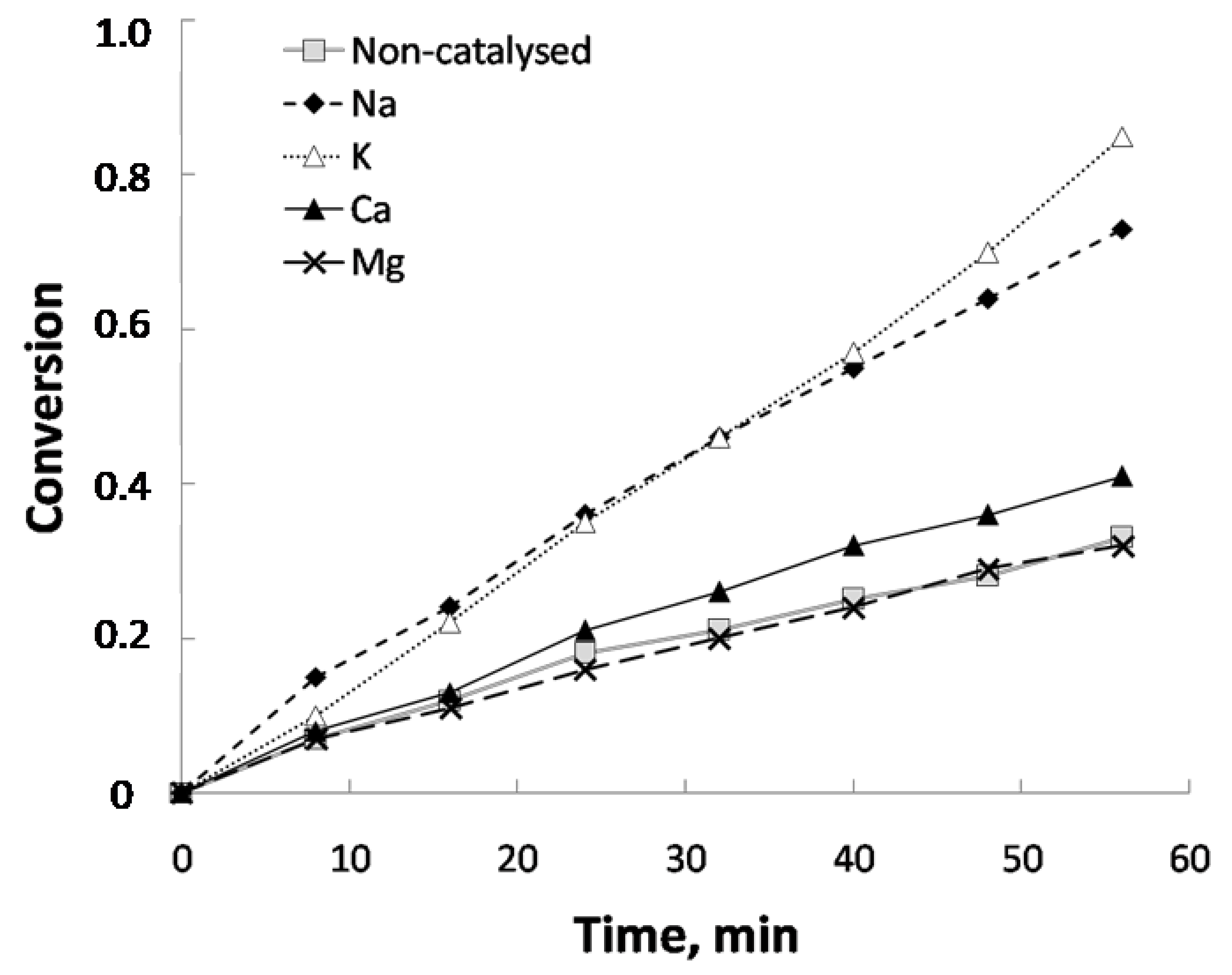
Figure 1 and
Table 1 show the influence of the cationic part on conversion and mole generation over reaction time, respectively. As it can be seen, catalysts with Na and K were the most effective ones, with a similar behavior. In contrast, Ca and Mg showed lower values. Concerning Mg, mole generation was lower than in the case of control sample. The higher effectiveness of Na and K can be due, firstly, to the high solubility of the corresponding salts used as precursors for sample impregnation. On the contrary, Ca and Mg carbonates, as it is well known, are basically insoluble. As the results obtained with Na and K are similar, and taking into account that sodium salts are much cheaper than potassium salts, the former was selected to carry out the study of the effect of the anionic part, whose results are shown in
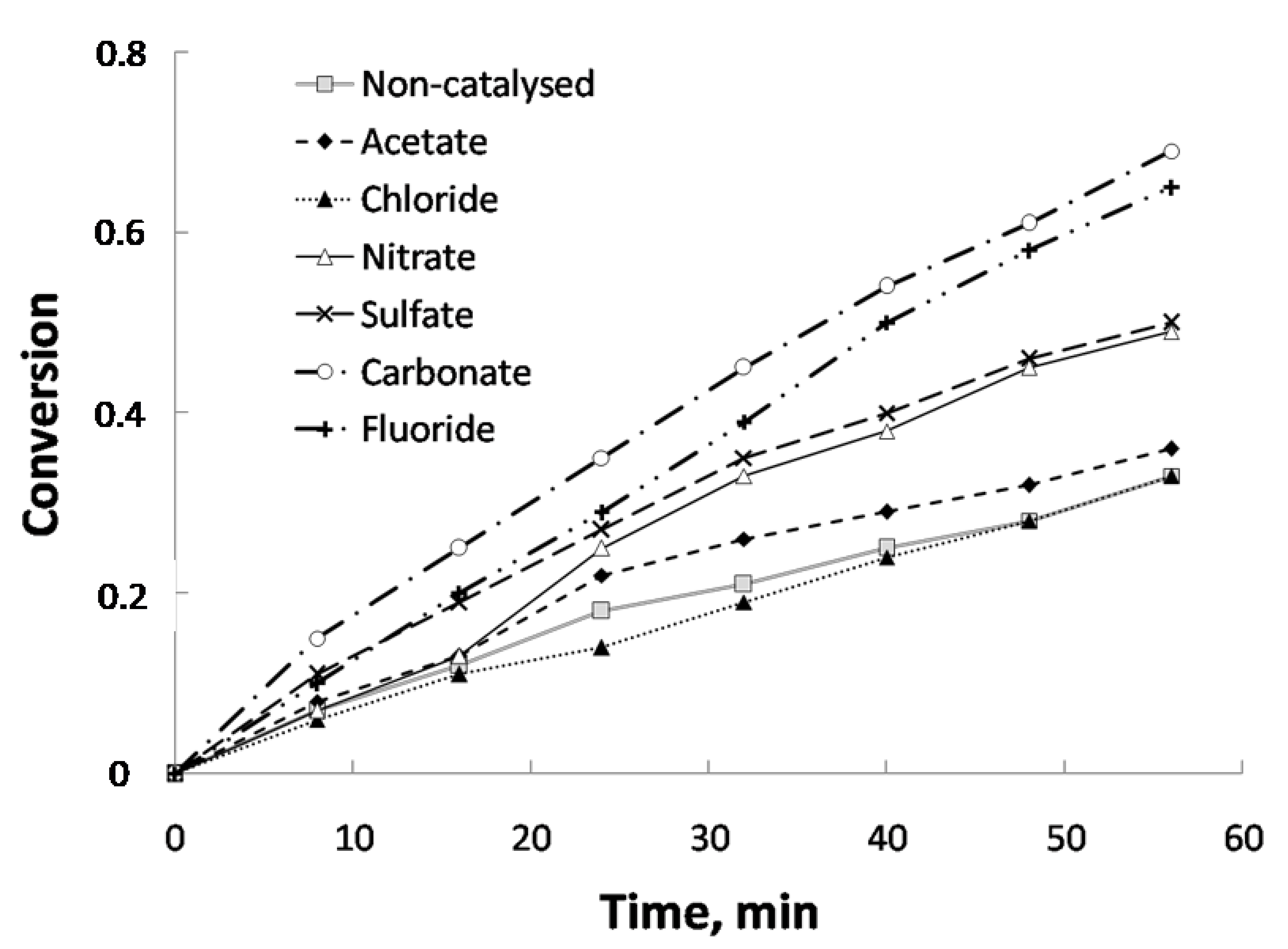
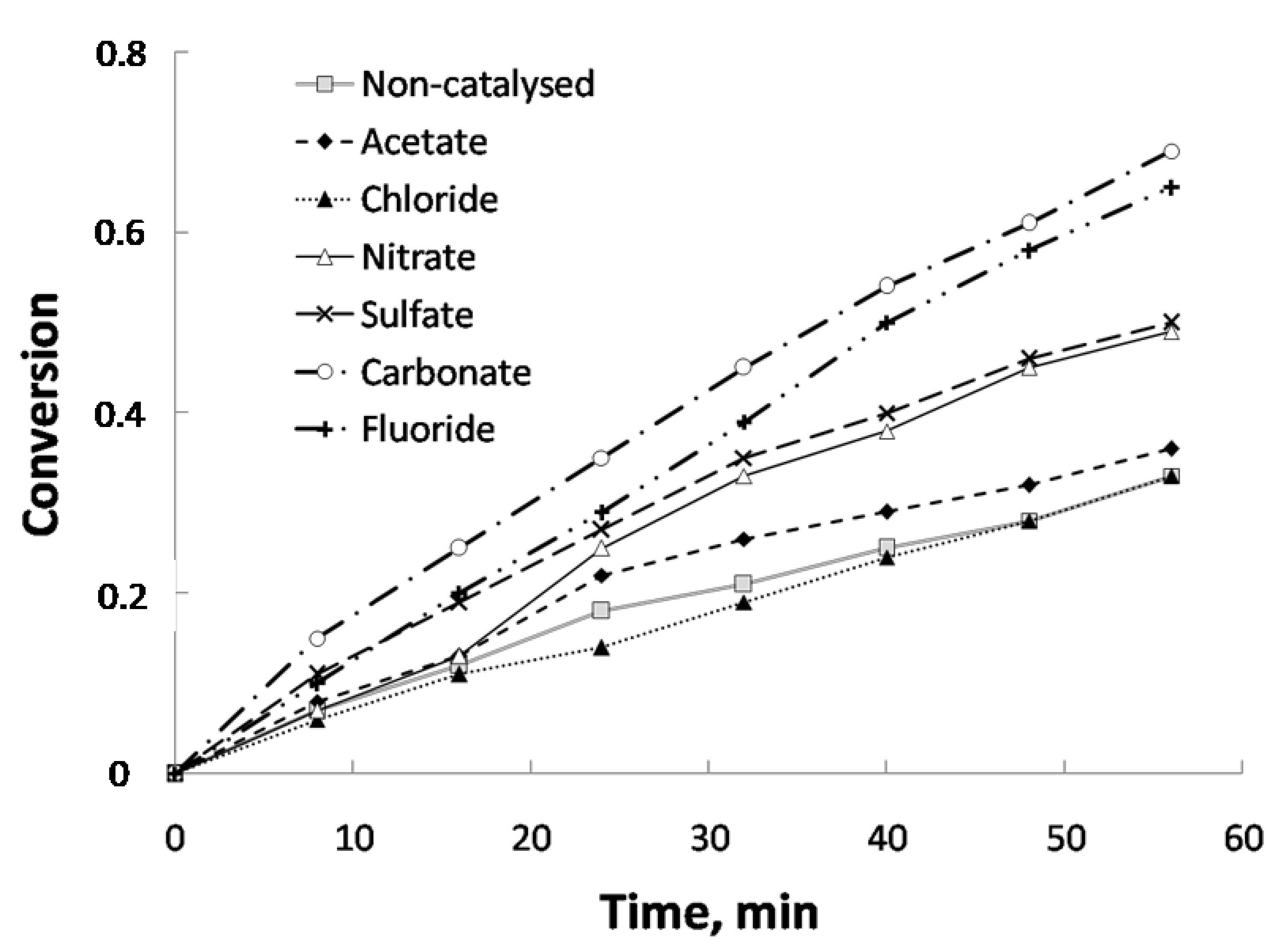
Figure 2 and
Table 2. It can be observed that sodium carbonate showed the best results, followed by sodium fluoride. Sulfate and nitrate showed medium values and, finally, chloride and acetate provoked conversion values that were similar to those of the control sample. As a consequence, and considering the two set of experiments carried out and cost considerations (for a possible commercial use), sodium carbonate was chosen as the most suitable catalyst for the study of the influence of the rest of operating variables. Apart from solubility (which was already commented), the best behavior for sodium carbonate could be related to its basicity. Indeed, according to Wen [
26], during the reaction of carbonate, complexes that are electron donor-acceptor can be generated, which are able to absorb gas and can react with H
2O to form an intermediate product that in turn, reacts with CO to regenerate carbonate. In that sense, Otsuka and Tomita [
27] proposed a cyclical mechanism carbonate-oxide from which they justify the catalytic activity of different cations based on their ease of exchange between carbonate and oxide. This exchange, which is favored by the solubility of the precursor salt, is easier for alkaline metals (Na and K) than in the case of alkaline earth metals (Mg and Ca). In addition, concerning Mg, this exchange is negligible due to the instability of MgCO
3 at the temperatures at which the experiments were carried out. Conversion (
Figure 1) and gas generation results (
Table 1) seem to align with the basicity of cations, as conversion and gas generation were similar for Na and K, whereas for Ca both parameters decreased and in the case of Mg, due to the abovementioned reasons, did not show any catalytic activity.
2.3. Influence of Temperature
Five experiments at different temperatures (between 700 and 900 °C) were carried out, with an initial mass of around 500 mg and steam and nitrogen partial pressures of 0.51 and 0.49 atm, respectively. The catalyst used was sodium carbonate and its concentration was 5% w/w.
Table 3 shows the influence of temperature on mole generation at the end of the experiment, including a mass balance. Mole generation was variable and, as it can be observed, mole accumulation increased with temperature, especially in the case of hydrogen. Another remarkable fact was the increase in CO/CO
2 ratio, which points out a lower carbon dioxide generation at high temperatures. Consequently, temperature had a positive effect up to 850 °C. Surprisingly enough, there was a decrease in gas generation at 900 °C. This could be explained by the fact that the melting point of sodium carbonate takes place at 1127 K (854 °C) and, as it is known, it also implies decomposition of the salt. As a consequence, the melting and thermal decomposition of this salt implied a catalytic activity loss, showing a reaction rate similar to control samples. Under these circumstances, the experiment at 900 °C was ruled out for the following study, due to the poor performance of the catalyst at that temperature. According to the reasoning followed from Equation (1) to Equation (4), Equation (5) was obtained, from which ∆H
2 was calculated.
The basic reaction of the carbon-steam system is the one shown in Equation (1).On the other hand, initially, three important reactions should be considered: water gas shift reaction (2), carbon monoxide methanation (3) and biochar hydrogasification (4). Considering the results obtained, it can be stated that reaction (3) and (4) did not take place under these experimental conditions, as methane was not detected in the evolved gases obtained in no case. Other reactions, such asthe Boudouard equilibrium reaction (2CO ⇆ CO
2 +C), could not take place if experimental conditions and high steam partial pressures are considered [
11]. In that sense, it should be taken into account that steam partial pressure at the experimental conditions used in this experience were around 0.5 atm, and the partial pressures of CO and CO
2 were around 0.05 atm. In addition, the Boudouard reaction is exothermic. Therefore, at the reaction temperatures of these experiments (around 1000 K) the balance will shift in CO production. Thus, considering the above, andtaking into account the considerable amounts of CO and CO
2, it is clear that both reactions described in Equations (1) and (2) are the main reactions in the process, and their importance depended on the experimental conditions used.
Considering Equations (1) and (2), and taking into account the stoichiometric ratio of H
2, CO and CO
2, Equation (5) was obtained. Thus, considering that according to Equation (1), “
n” moles of CO and “
n” moles of H
2 are generated; and supposing that from “
n” moles of CO generated in Equation (1), “
x” CO moles react according to Equation (2) and, as a consequence, “
x” moles of CO
2 and “
x” moles of H
2 are generated; in the chemical balance there would be “
n +
x” moles of H
2 (generated in Equations (1) and (2)), “
x” moles of CO
2 (generated in Equation (2)) and “
n −
x” moles of CO (generated in Equation (1) minus the moles reacting in Equation (2)). Thus, Equation (5) is obtained, as follows:
According to this equation a gas balance can be established, which should be fulfilled in the absence of other reactions. In that sense,
Table 3 shows the results of this balance for the set of experiments considered. It can be observed that the balance was reasonably fulfilled, not showing for the worst case (850 °C) an error of 4%. Consequently, these results seemed to confirm that Reactions (1) and (2) took place in the process, almost exclusively. Concerning these two reactions, CO/CO
2 mole ratio evolution with temperature can provide information about the relative importance of both. As it was commented, this ratio increased with temperature. Thus, according to the values shown in
Table 3, the abovementioned ratio went from 1 at 700 °C to a range between 3 and 4 for higher temperatures. These results seemed to indicate that at low temperatures, Reaction (2) would shift to carbon dioxide production and, as a consequence, the CO generated in Reaction (1) would be converted to generate CO
2 and H
2. At high temperatures, and due to the exothermic nature of Reaction (2), the chemical equilibrium would shift toward carbon monoxide production, showing a certain composition of both gases.
Regardless the theoretical considerations previously stated and the kinetic study (that will be discussed later on), one of the aims of biochar gasification, from a practical point of view, is the production of gases for their energy use.
Table 4 shows a wide range of results concerning conversion, gas production and their corresponding high heating values. As observed, there was a considerable increase in gas yield and conversion with temperature, which is in accordance with the relationship between temperature and reaction rate.
Regarding high heating values (in dry bases and nitrogen-free conditions), when the calculation basis was m3 N, the results slightly differed among themselves. When the calculation basis was 1 kg of biochar fed, high heating values considerably increased with temperature as a consequence of the increase in gas yield. Finally, with the calculation basis of 1 kg of biochar converted, gas yield showed slight changes, without a defined trend. Obviously, the latter values corresponded to the highest energy that could be obtained from the evolved gases during the gasification process, as it was defined for a conversion of 100%.
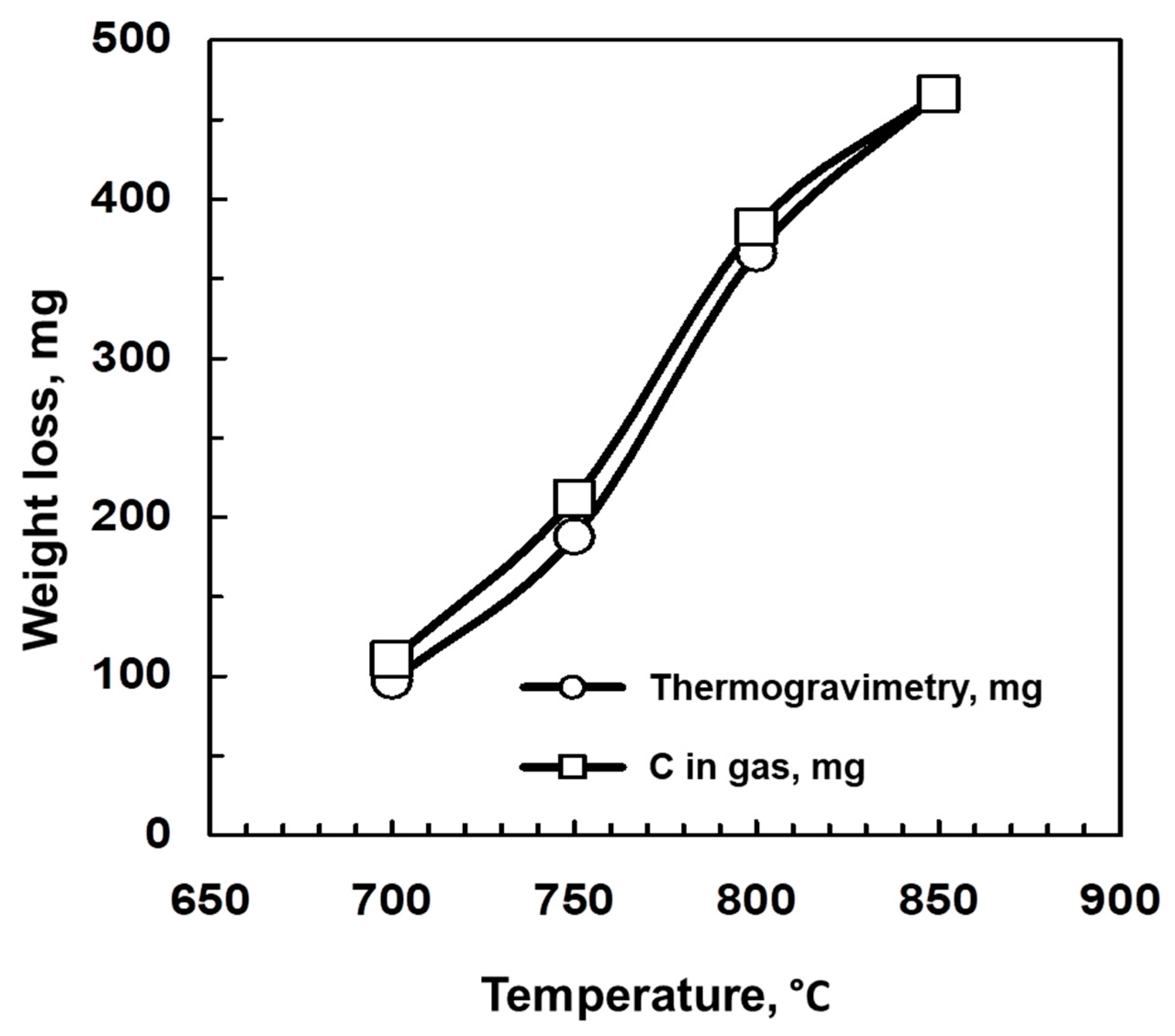
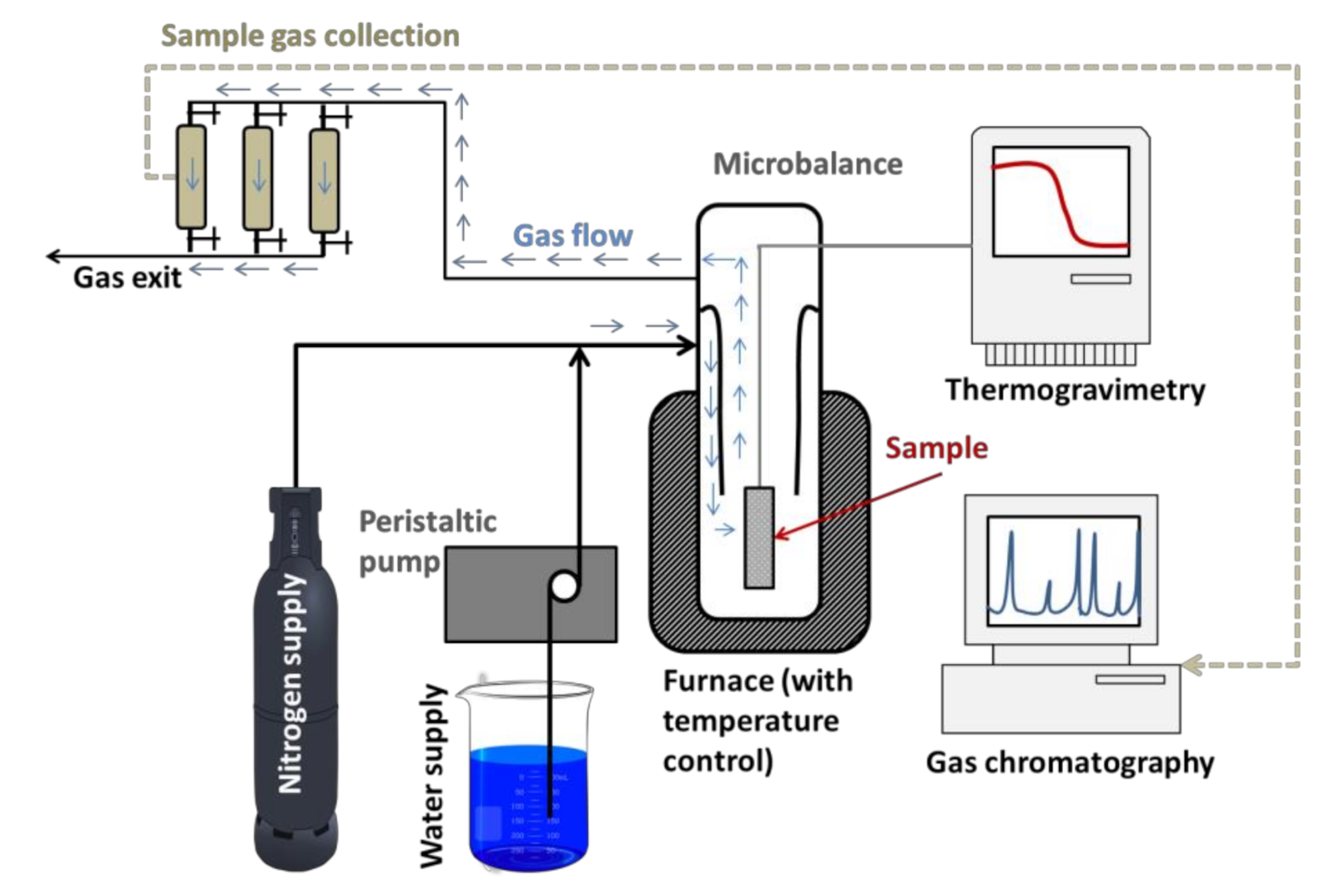
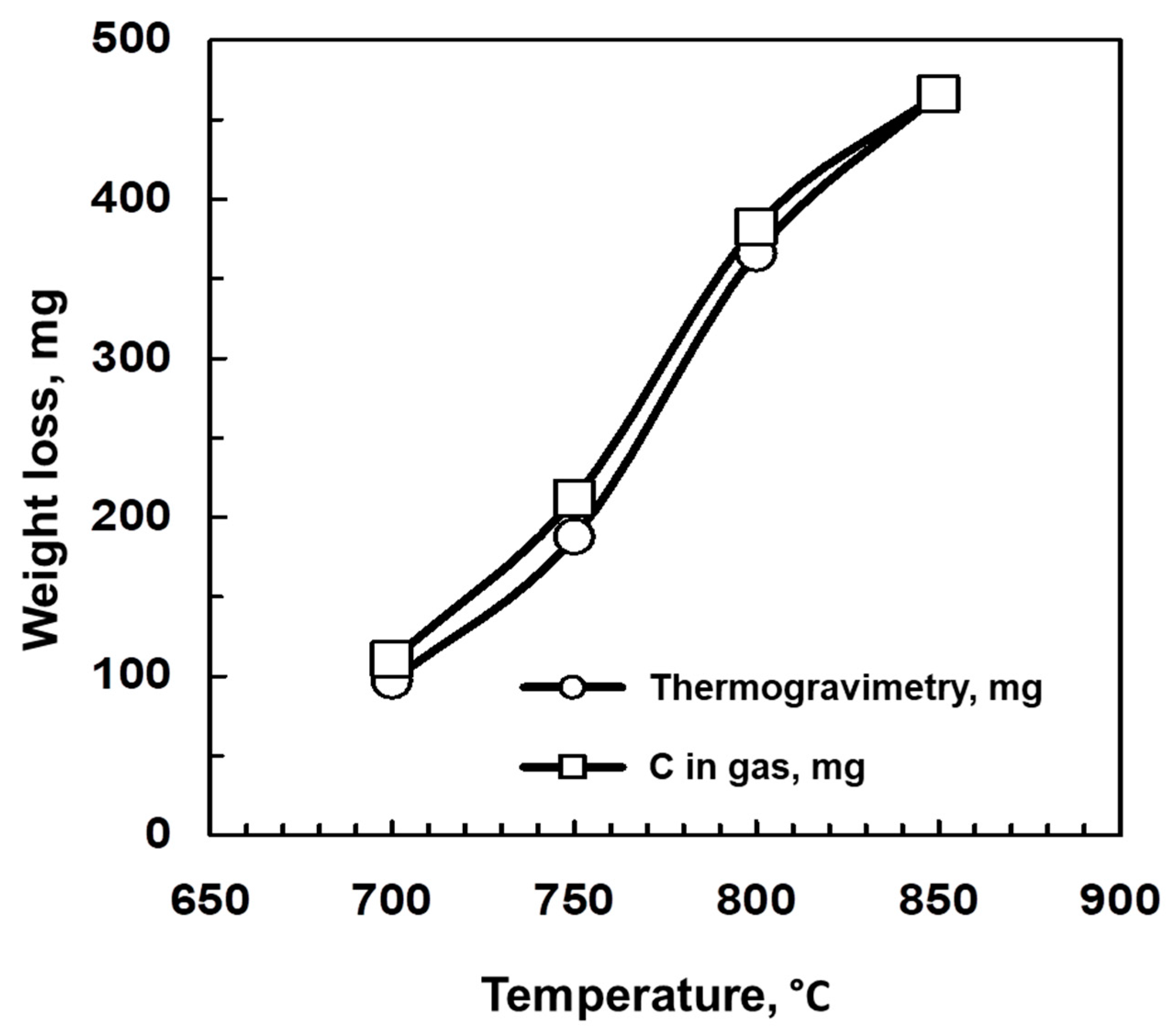
Concerning the influence of temperature on the material balance of the process, this balance can be established taking into account thermogravimetric or gas composition data. Weight loss through thermogravimetry has been calculated as the difference between the initial weight of biochar and its weight at a certain time of reaction. On the other hand, weight loss through gas composition was calculated as follows: Considering that there are no volatile compounds in the initial biochar, its weight loss should be related to the difference between the initial biochar mass and C mass contained in CO and CO
2 evolved. Thus, it should be taken into account, for each reaction time, the accumulated moles of CO and CO
2 that have been evolved, and determine the mass of C contained in these moles. These amounts can be determined at different reaction times through gas chromatography. In
Figure 3, a comparison between both data sets is shown. As it can be noted, the balance was fulfilled for all the temperature values, and both curves almost overlapped.
2.5. Influence of Steam Partial Pressure
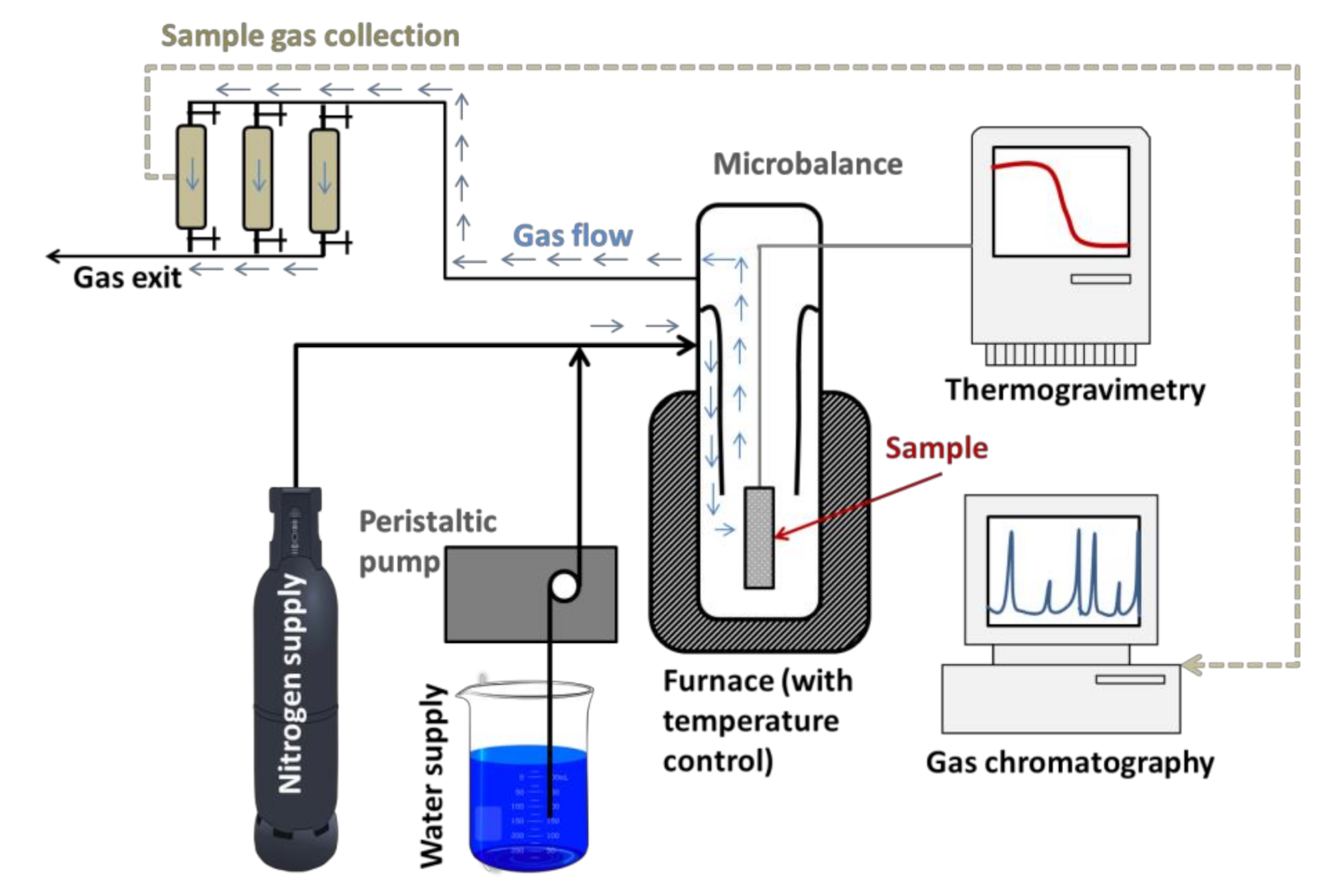
Four experiments with different steam partial pressures (from 0.23 to 0.58 atm) were carried out. These steam partial pressureswere achieved by mixing known water and nitrogen flows, which were vaporized. Nitrogen flow was for all cases 50 mL/min, whereas steam flow was variable (15–50 mL·min
−1), depending on the partial pressure of the experiment. In any case, the maximum pressure of the gasifier was 1 atm, as the system was open to the atmosphere (as it can be seen in
Figure 4).The reaction temperature was 800 °C, using sodium carbonate (5% concentration) as a catalyst.
As expected, steam partial pressure had a positive effect on conversion and, therefore, in gas generation. In
Table 6 the mole generation for H
2, CO and CO
2 at the end of the experiment is shown. Also, the results of the mole balance obtained by using Equation (5) are shown. Thus, an increase in mole generation was observed with steam partial pressure. This increase was different depending on the gas used.CO mole generation considerably increased at low steam partial pressures, stabilizing at high values, whereas the increase in CO
2 generation was steady with steam partial pressure. This fact points out the growing importance of Reaction (2) (water gas shift) as steam partial pressure rose. Regarding mole balance, it can be observed that it is fulfilled in all cases, not exceeding an error of 3%. As a consequence, Reactions (1) and (2) were, again, involved in the process. In both reactions, water acts as a reagent and, therefore, an increase in its partial pressure makes that the reaction shifts toward product generation, i.e., H
2 production is increased.
Table 7 shows the data corresponding to the influence of steam partial pressure. As can be seen, a considerable increase in conversion and gas yield was produced with steam partial pressure when the biochar fed was considered. The result is logical, and it is in accordance with the increase in reaction rate when the concentration of one of the reactants is increased (steam in this case). When converted biochar is considered, the differences are not significant and this fact can be due to the slight changes observed for the evolved gas.
Concerning the high heating values (again, in dry basis and nitrogen-free conditions), a behavior similar to the experiments about the influence of temperature was observed. Thus, when the calculation basis was 1 m3N, the values were very similar, which points out that gas composition hardly changed with steam partial pressure. When biochar fed was considered to be the basis, the changes in HHV were significant and it was due to the higher gas generation, i.e., the higher conversion of the process. Finally, compared to a kg of biochar converted, the differences were not excessively significant.
The mass balance obtained by weight loss (through thermogravimetry) and by the carbon mass from the evolved gases (CO and CO2) was fulfilled, showing characteristics that were similar to those inferred from the experiments about the influence of temperature.
2.6. Kinetic Study of the Process
Gasification is usually considered to be an irreversible reaction. When it comes to solids with high ash content it can be assumed, as a first approximation that the particle size remains constant during the process. Under this circumstance (constant particle size), two models are usually applied: the shrinking core model and the uniform conversion model. On the other hand, in very porous solids or with low ash content, the particle volume decreases during the reaction, giving rise the shrinking particle model (leaching) [
28,
29].
Table 8 shows the equations for these models (Equations (6)–(10)), pointing out the main stage and the meaning of the slope. As it can be seen, only two of them (Shrinking core model with prevalence of the chemical reaction, Equation (7) and the uniform conversion model with prevalence of the chemical reaction, Equation (9)) corresponded to real kinetic constants. In the rest of cases, the parameter in the presenting expressions was the mass transfer coefficient, kg, (Equations (6) and (10)) or diffusivity, De, (Equation (8)). Also, as it can be observed, catalyst concentration was included in all the equations, with an order of reaction “
n”. As one of the aims of this study was to determine the real kinetic constants and compare them with the obtained ones through the use of the real model that is proposed later, Equations (7) and (9) would be especially considered.
The above-mentioned equations were ideal models that imply the presence of individual particles in contact with the reagent gas. However, in order to use the most suitable model, it should be taken into account both the nature of the raw material and the reactor used to determine the way of contact in the gas-solid reaction. For this reason, in the present research work, another model has been used, taking into account these circumstances and checking its results in previous studies [
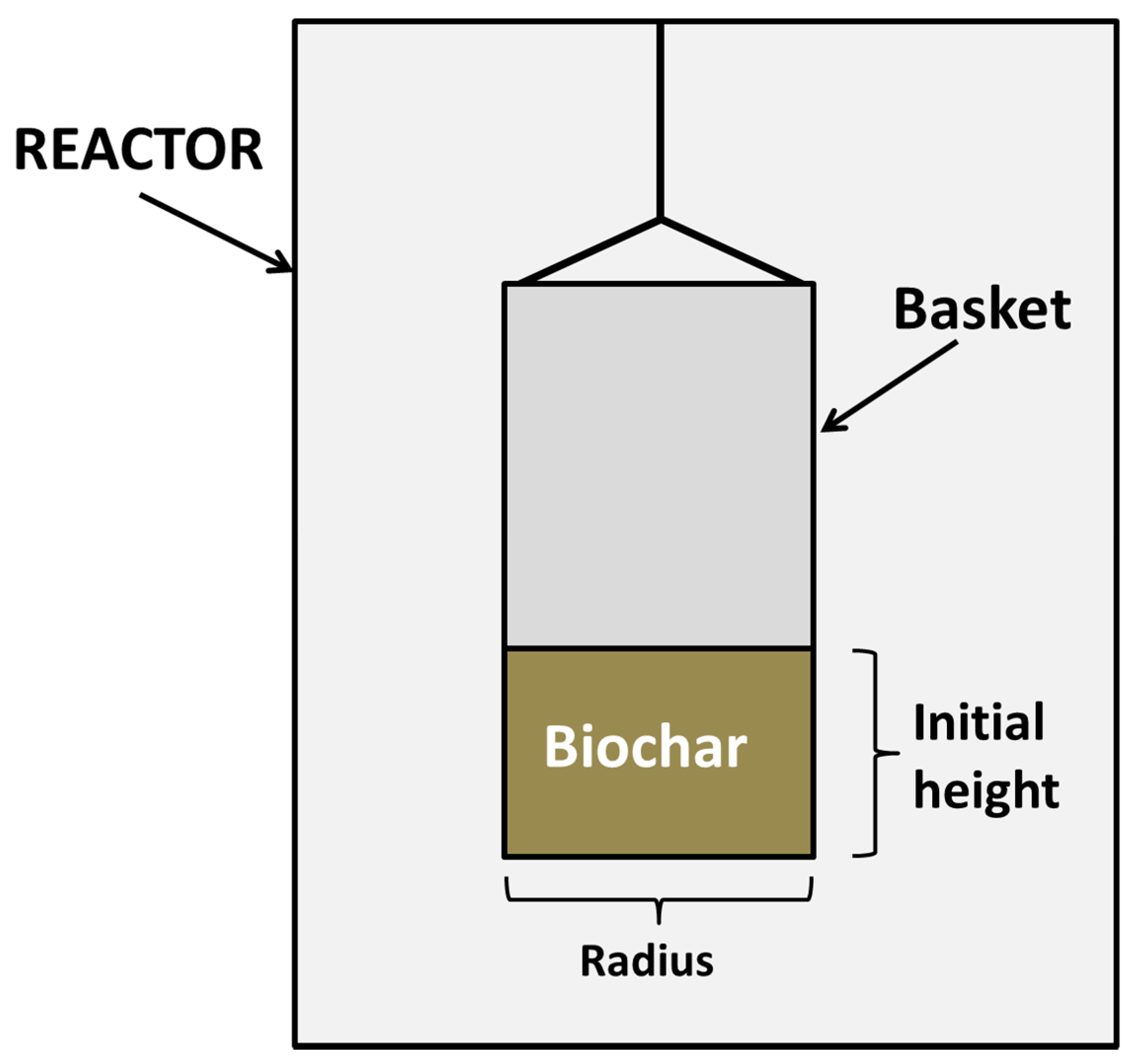
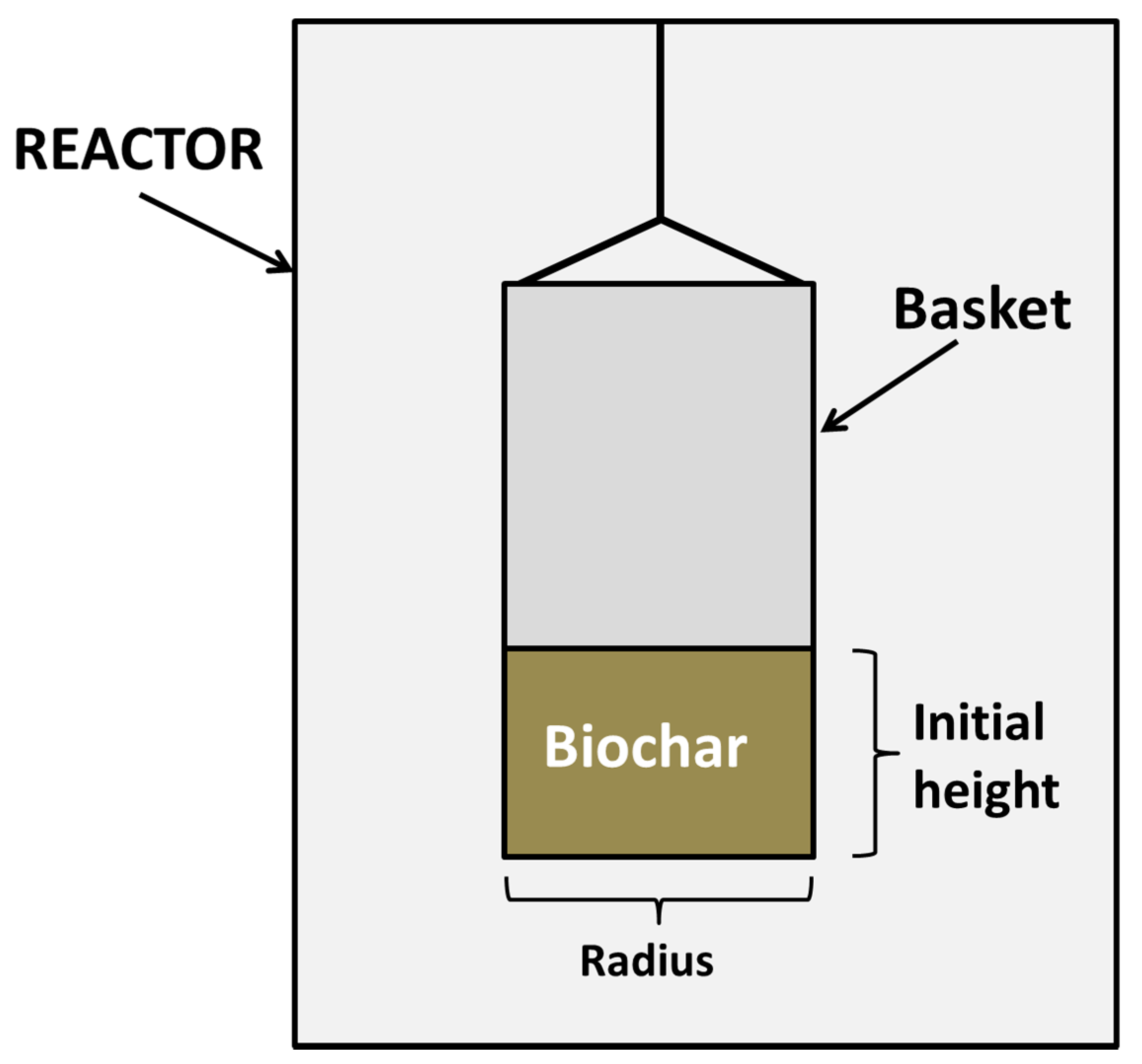
23]. This model assumes that the particle bed behaves like a macro-particle and that the reaction mainly takes place in the surface of the bed. This model is represented in Equation (11), where
XB is the conversion of the solid,
t is reaction time, τ is the time for a complete conversion, and ξ is a dimensionless parameter that represents the relationship between the initial height of the bed and its radius, as it was indicated in the literature [
23] and in
Figure 4.
Down below, the most representative results obtained by the use of these models are commented.
2.6.1. Ideal Models of Gas-Solid Reaction
The ideal reaction models specified in
Table 8 were applied to all the experiments. To sum up,
Table 9 shows the slopes of the lines obtained by least squares adjustment for the data with different temperature values. As previously commented, data corresponding to 900 °C were ruled out due to the problems related to catalyst decomposition. Similarly, the results corresponding to the shrinking core model with prevalence of diffusion in ashes were removed due to the poor correlation coefficients obtained. Also, the average correlation coefficient was determined. According to these data, the shrinking core model with prevalence of the chemical reaction or the shrinking particle model with prevalence of the chemical reaction (Equation (7)), along with the uniform conversion model with prevalence of the chemical reaction (Equation (10)) seemed to offer the poorest results.
As it was pointed out in
Table 8, only for the models that imply control of the chemical reaction can establish a relationship between the slope and the corresponding kinetic constants.For the remaining cases, the constants implied were mass transfer coefficients, diffusivities, etc. When it comes to kinetic coefficients, their evolution with temperature should adjust to the Arrhenius equation, whereas for the mass transfer and diffusivity coefficients that adjustment would not be possible. To check that assumption,
Table 10 shows the results about the adjustment to the Arrhenius equation for the experiments corresponding to
Table 9. Paradoxically, in all cases a good adjustment was found, according to the correlation coefficients. On the other hand, the activation energies for chemical reaction control models, showed order of reaction values that were typical of a chemical reaction.
The use of ideal models for the experiments where steam partial pressure changed did not offer any remarkable results. In general, data adjustment offered increasing slopes with partial pressure and correlation coefficients around the unit in all cases. From experimental data it can be said that the order of reaction for steam was the unit.
Also, the ideal models were applied to the experiments with different catalyst concentrations. The adjustment of the lines confirmed the results commented in the study of the influence of operating variables. Thus, the slopes increased up to a catalyst concentration of 5%, i.e., the limit from which a saturation effect was observed. This fact makes the determination of the order of reaction for the catalyst was difficult, as few experimental points can be effectively used for least squares adjustment.
2.6.2. Proposed Model
The ideal models for gas-solid reaction imply the presence of individual particles in contact with the reagent gas. This situation is different from the one taking place in the gas-solid reactor used in this study. For this reason, we have proposed a model, obtaining Equation (11) which might adapt to the real situation taking place in the reactor. According to this equation, a depiction of it should imply lines passing through the origin, with a slope that equals to –ln(1 + ξ)/τ.
Table 11 show the results obtained by least squares, for the experiments with different reaction temperatures. As observed, considering the correlation coefficients, data fit the proposed model.
The relationship between the slope of the obtained lines (in absolute value) and the kinetic parameters of the system is given by Equation (12), a model which was previously used for other wastes like eucalyptus char, offering good results [
23]:
where
b is a stoichiometric coefficient,
ks is the kinetic coefficient,
CAg is steam concentration,
n is the order of reaction for steam,
ρB is the molar density of carbon in rockrose biochar,
r is the radius of the small basket and [
Cat]
nc is the catalyst concentration with an order of reaction “n.c”.
When the process was controlled by the chemical reaction,
ks is a real kinetic constant and therefore Equation (13) can be used. Replacing Equation (13) in Equation (12), and using napierian logarithms, Equation (14) was obtained, whose representation allows calculating the activation energy of the process. For the latter equation, all the constants in Equation (12) were grouped in A, along with all the variables that were kept constant in this experimental set.
Once the corresponding adjustments to Equation (14) were carried out for the experiments with temperature changes, the results obtained were the following: slope, 15,855; intercept: 10.38; correlation coefficient, 0.986. Thus, an activation energy of 131.2 kJ/mol was obtained. This value could be considered, along with those obtained by the ideal models, logical and typical for a chemical reaction.
The use of the proposed model for the experiments depending on steam partial pressure pointed out its good verification, obtaining lines with excellent correlation coefficients. From the corresponding slopes it was possible to obtain the order of reaction for steam. For this determination, Equation (12) was modified taking into account that for these experiments
ks was constant (because temperature was kept constant) and that there was proportionality between steam concentration and its partial pressure. This way, Equation (15) was obtained, where
k is a constant that groups other constants and
P is the steam partial pressure.
Through the representation of Equation (15), the order of reaction calculated for steam was 1.2, i.e., slightly higher than the unit.
The use of the proposed model in the experiments where catalyst concentration changed showed similar results to those obtained by using the ideal models. Indeed, with the corresponding adjustments, the slopes of the lines obtained increased up to a catalyst concentration of 5%. Afterwards, these slopes, as a consequence of the obstruction effect, decreased. The adjustment by napierian (or natural) logarithms (both for the slope and catalyst concentration) allowed to obtain the order of reaction (that is, 1.22).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}