Production of Biodiesel from Brown Grease



Abstract
:1. Introduction
2. Results and Discussion
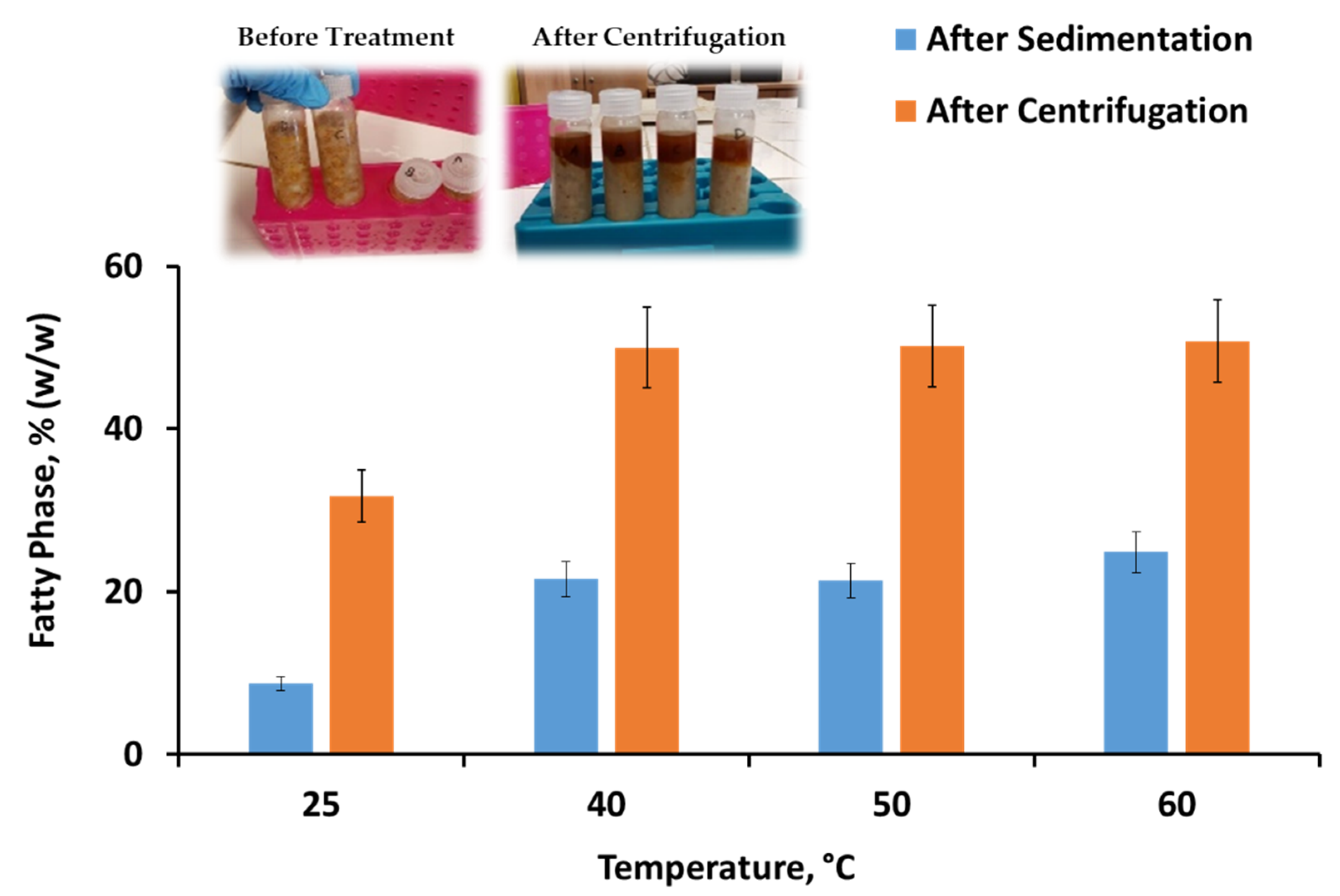
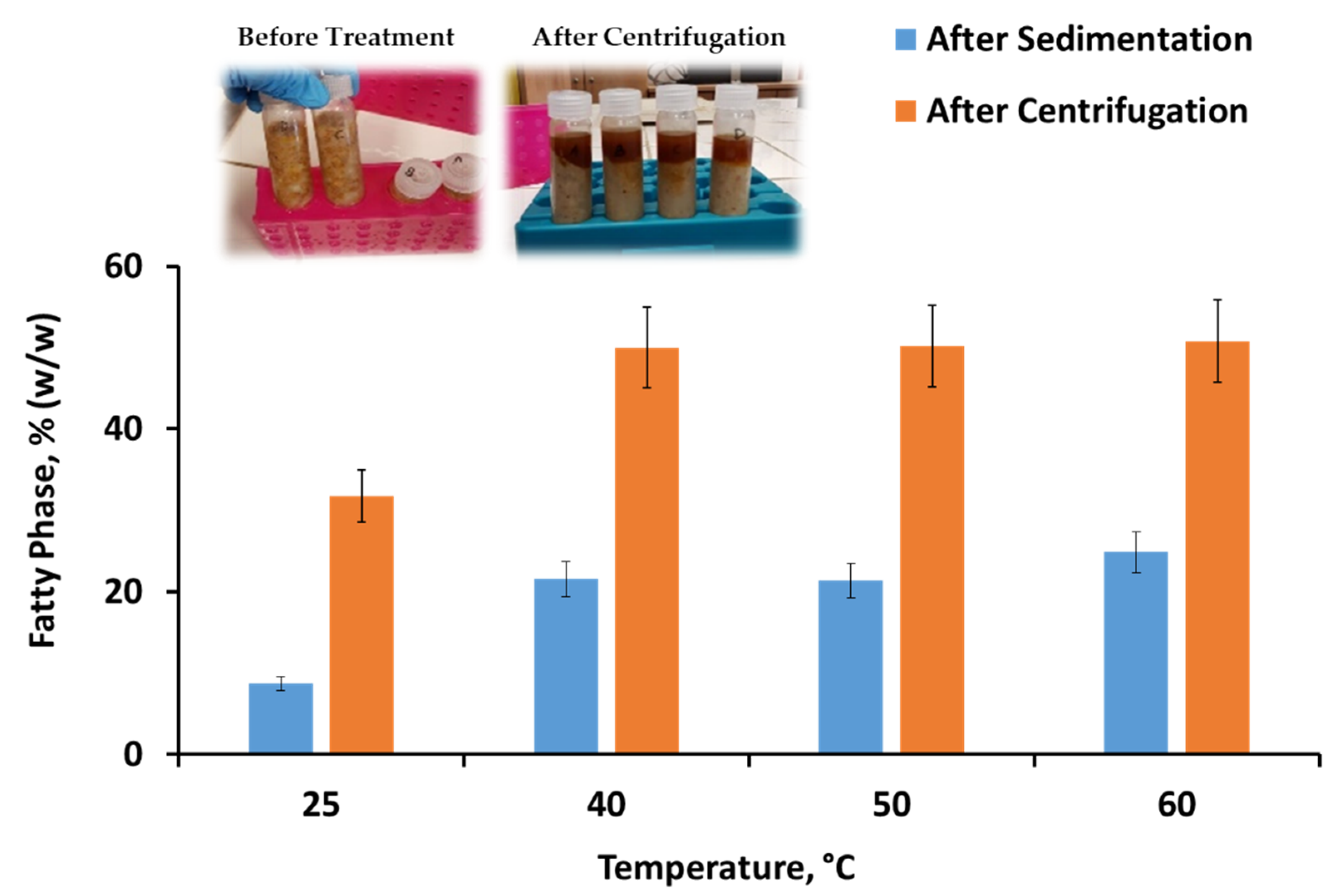
2.1. Separation of a Fatty Phase from Brown Grease
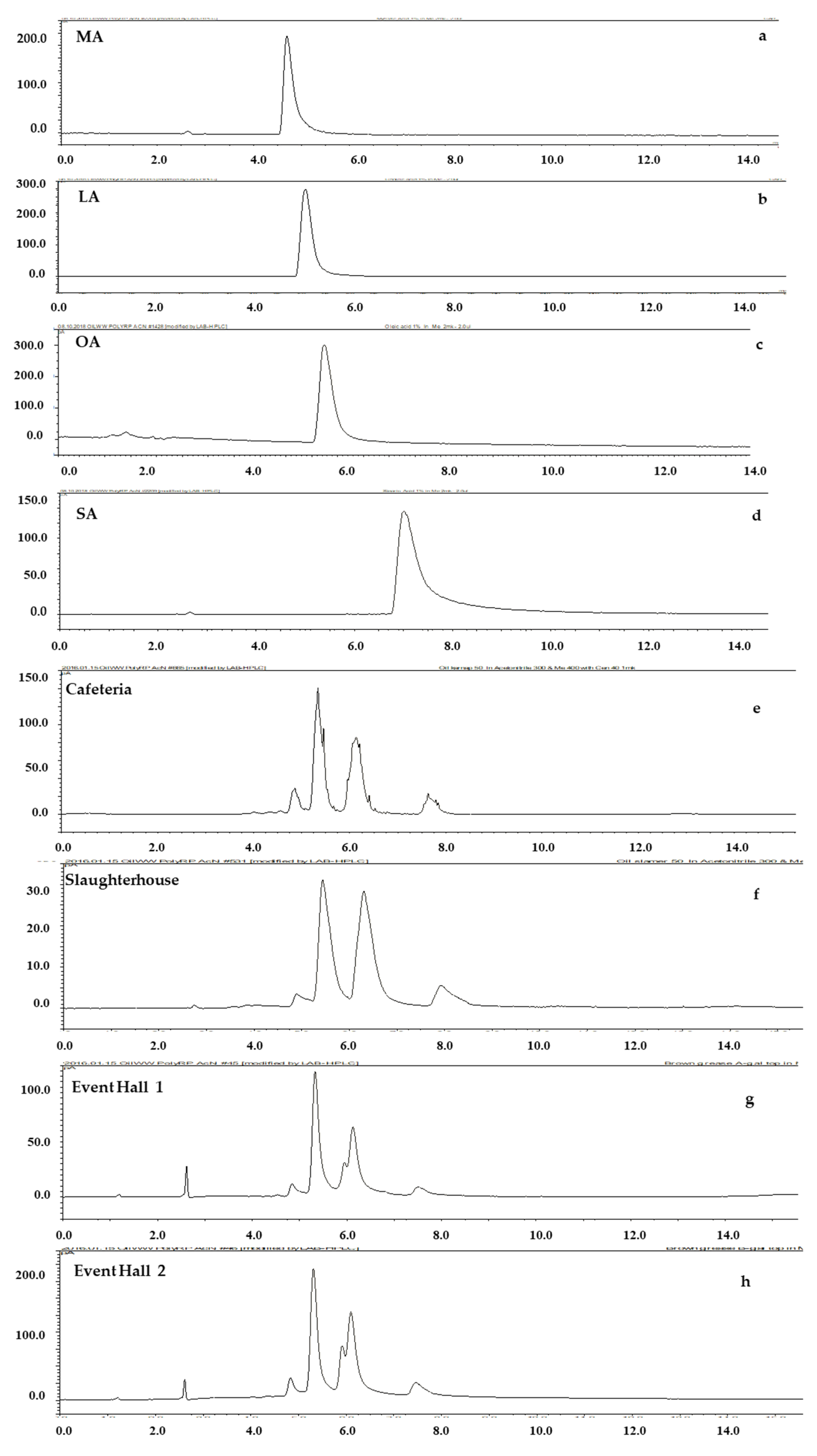
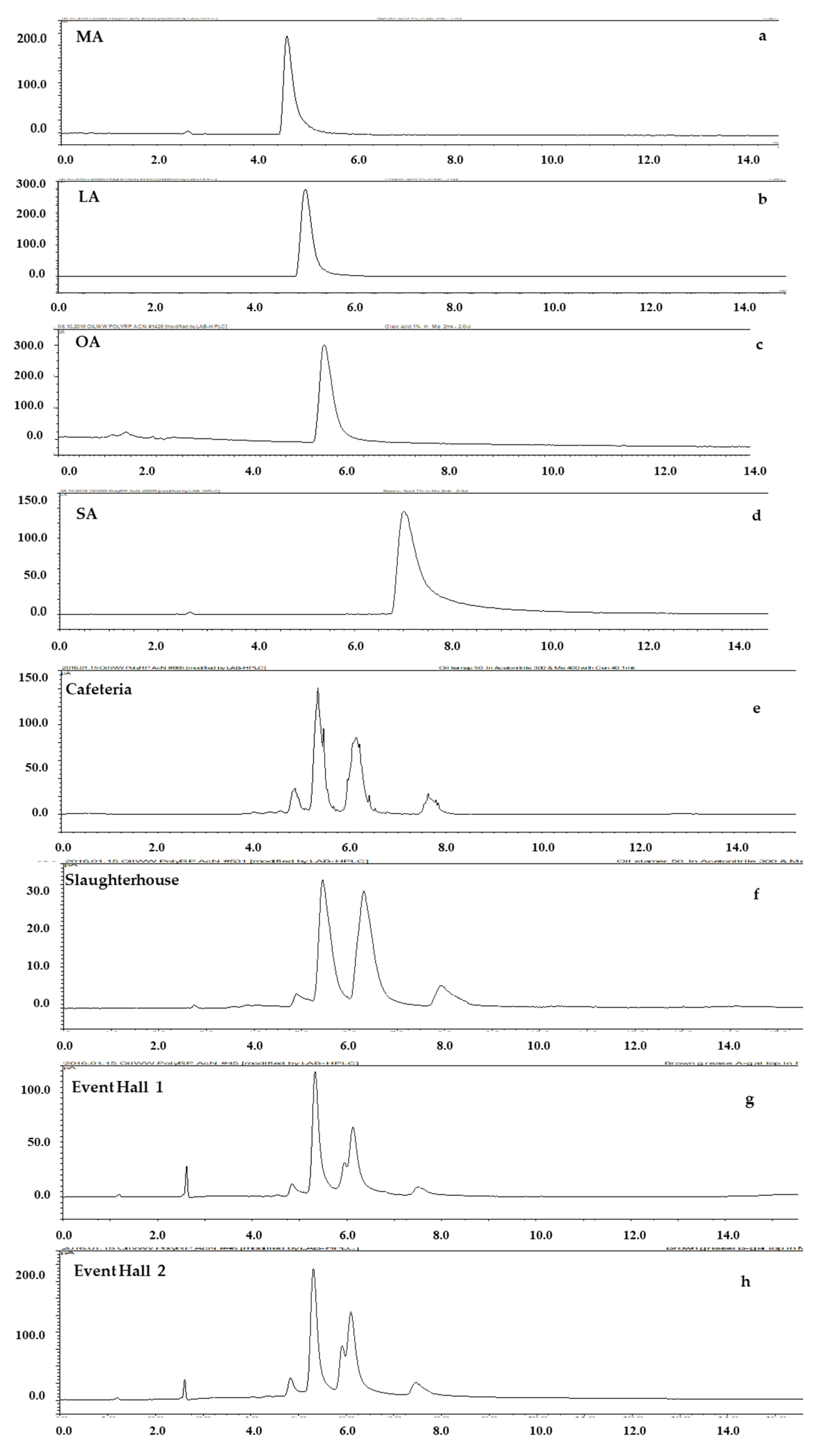
2.2. Composition of the Brown Grease Fatty Phase
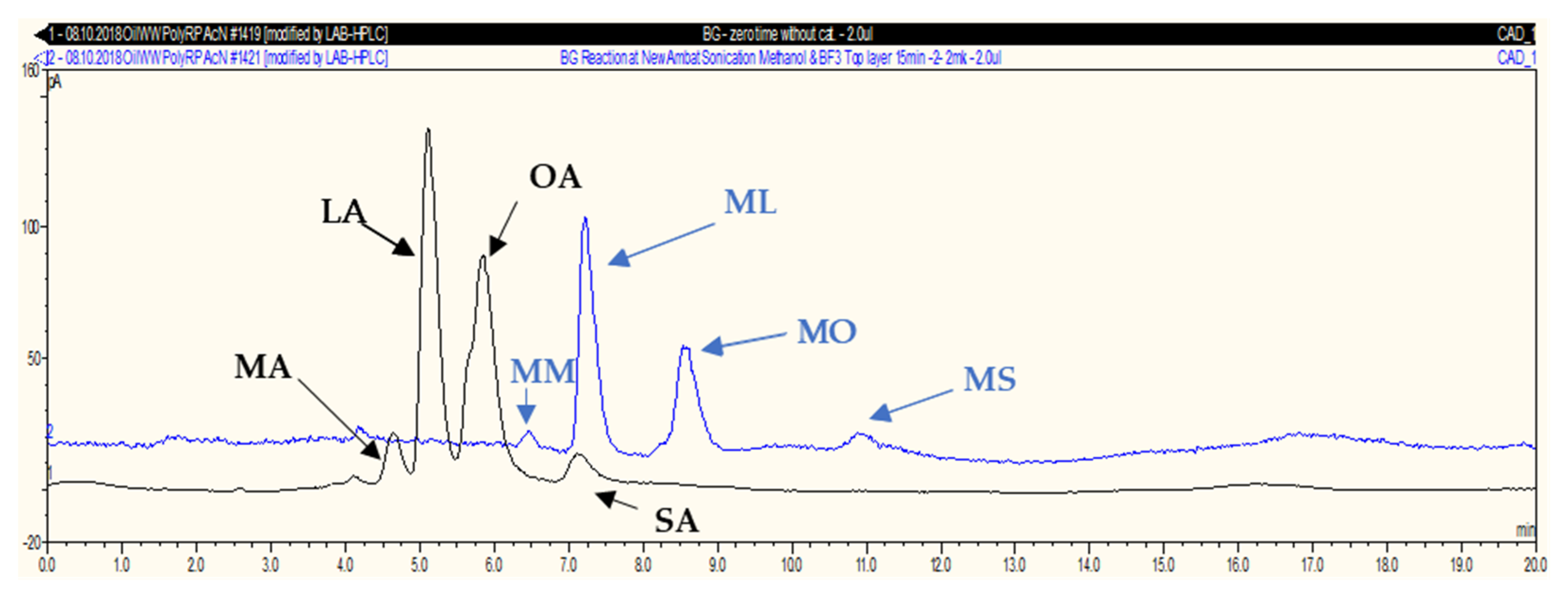
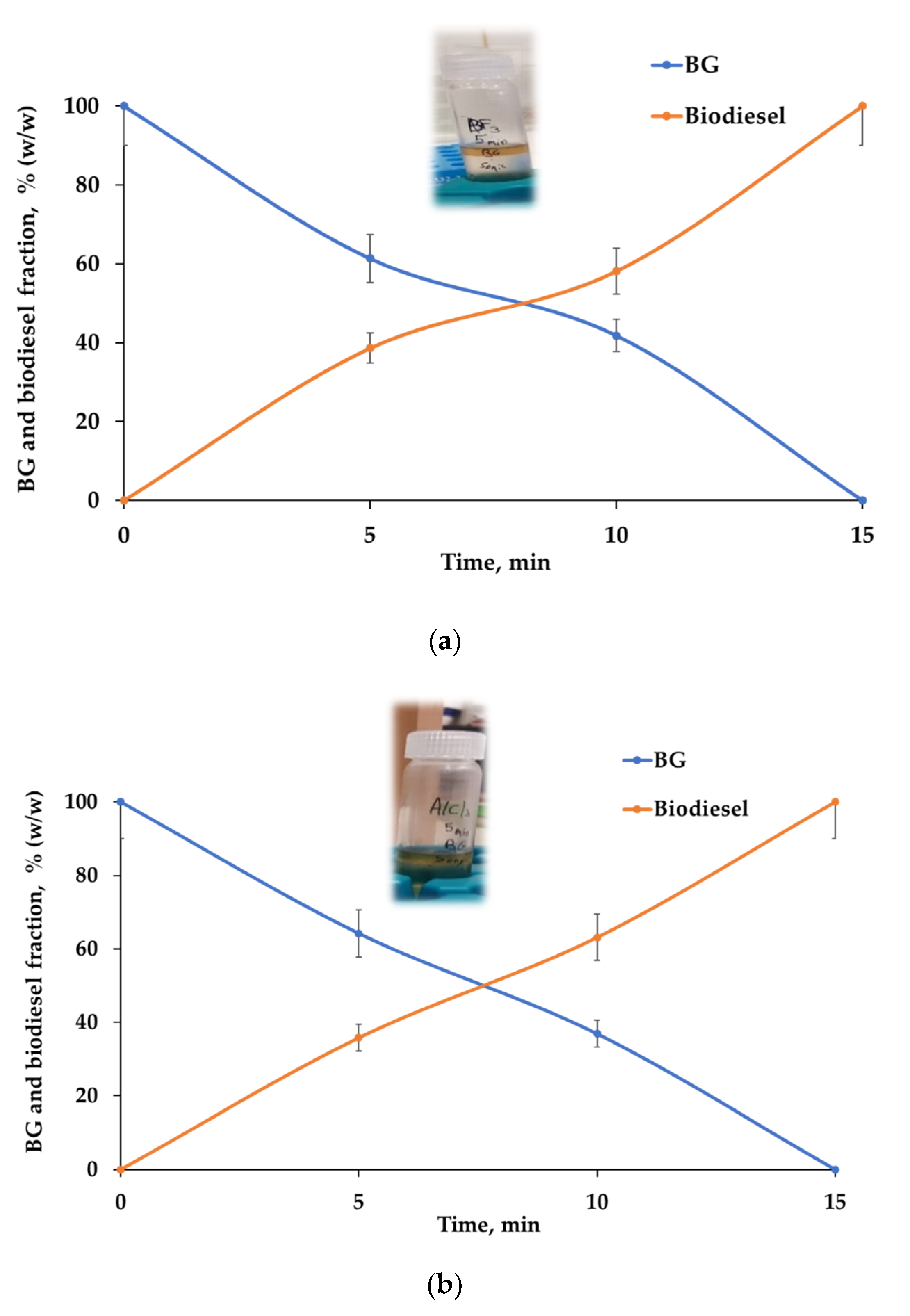
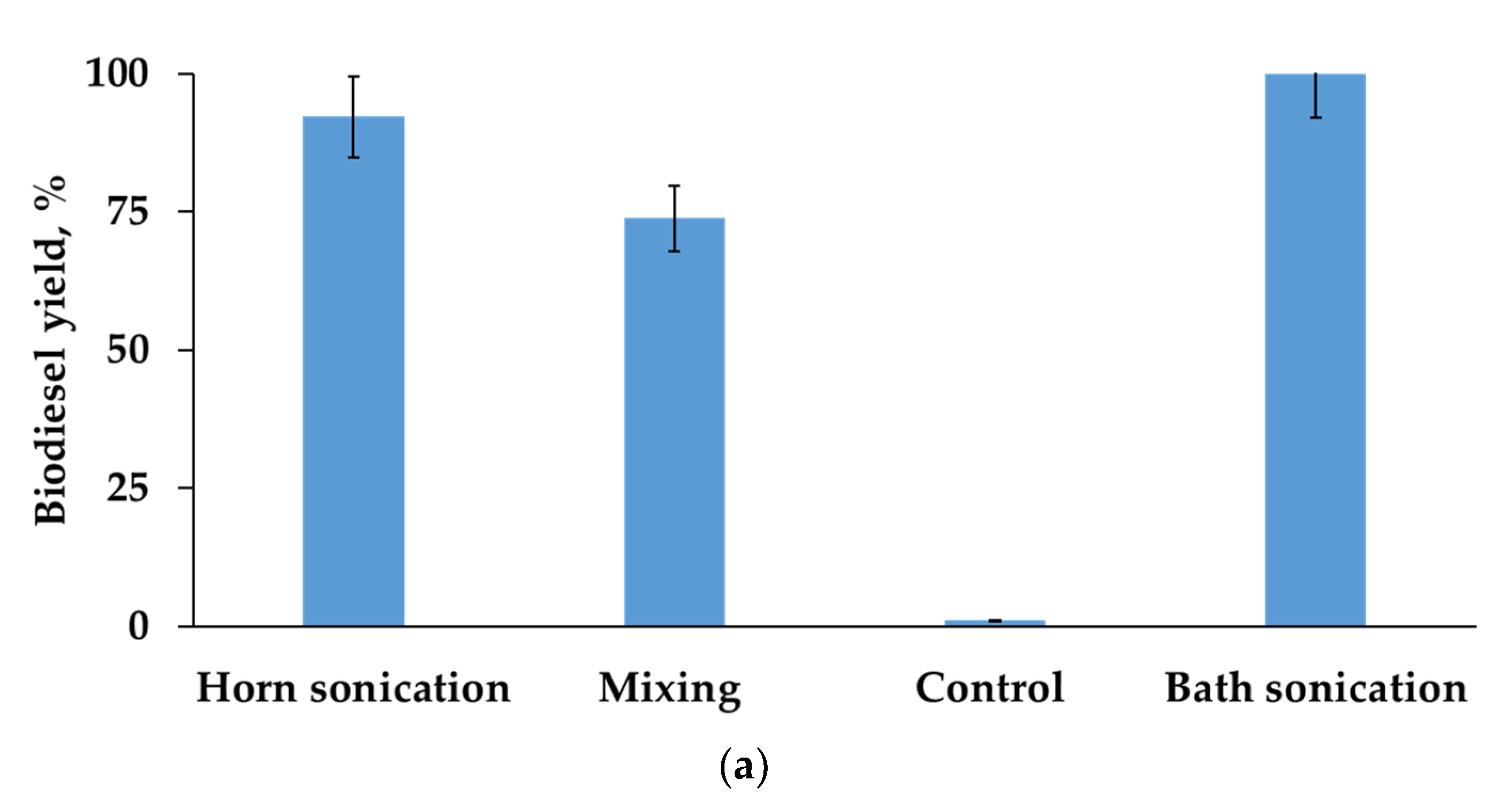
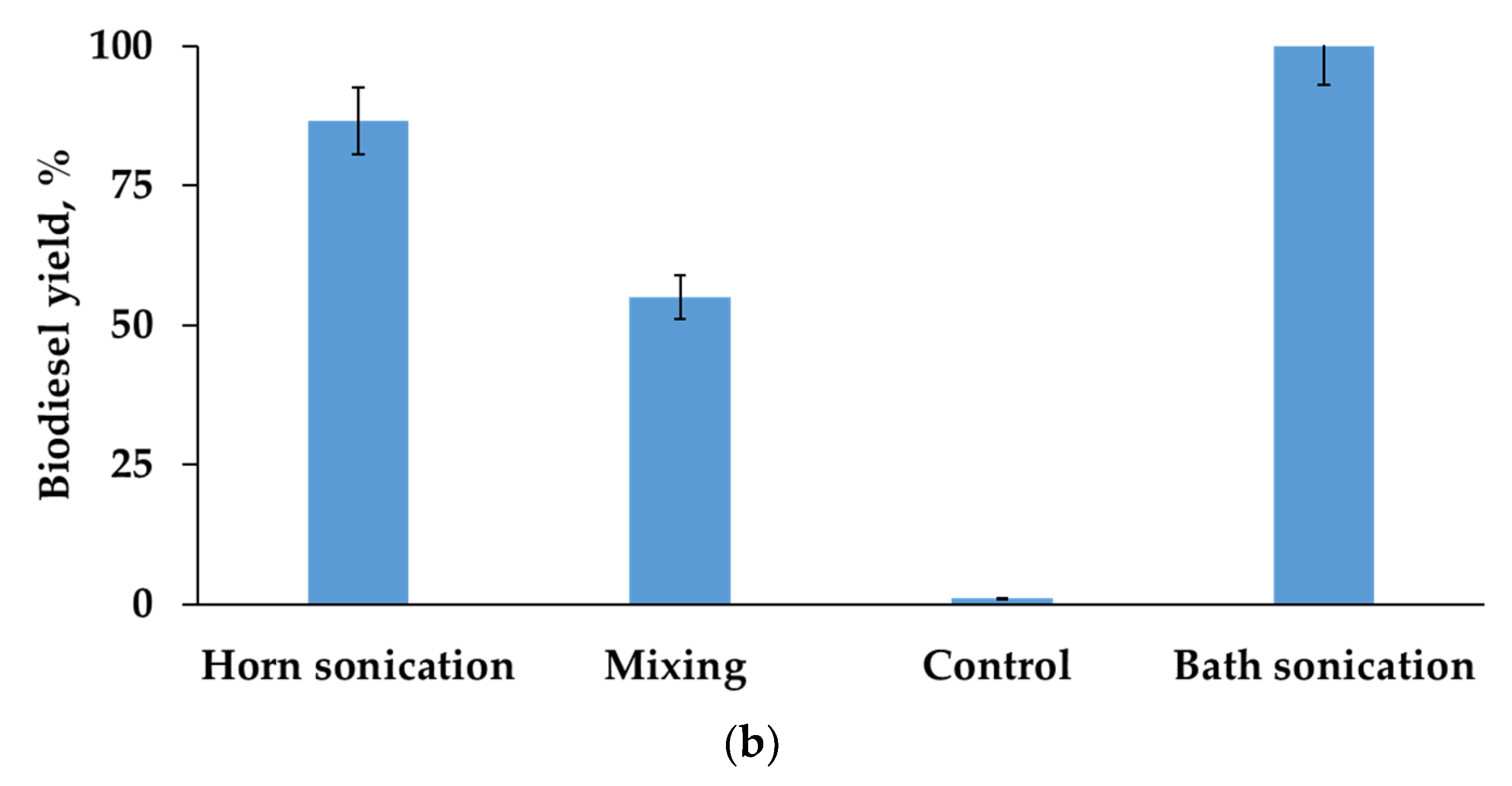
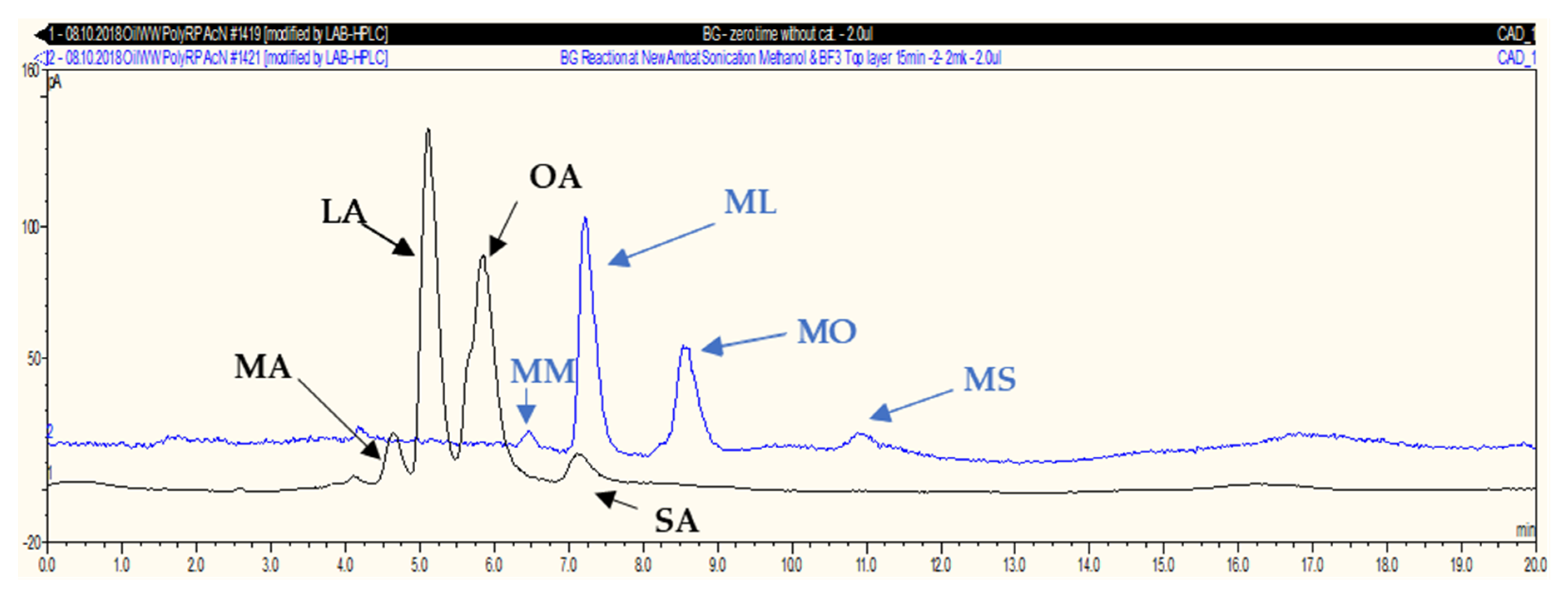
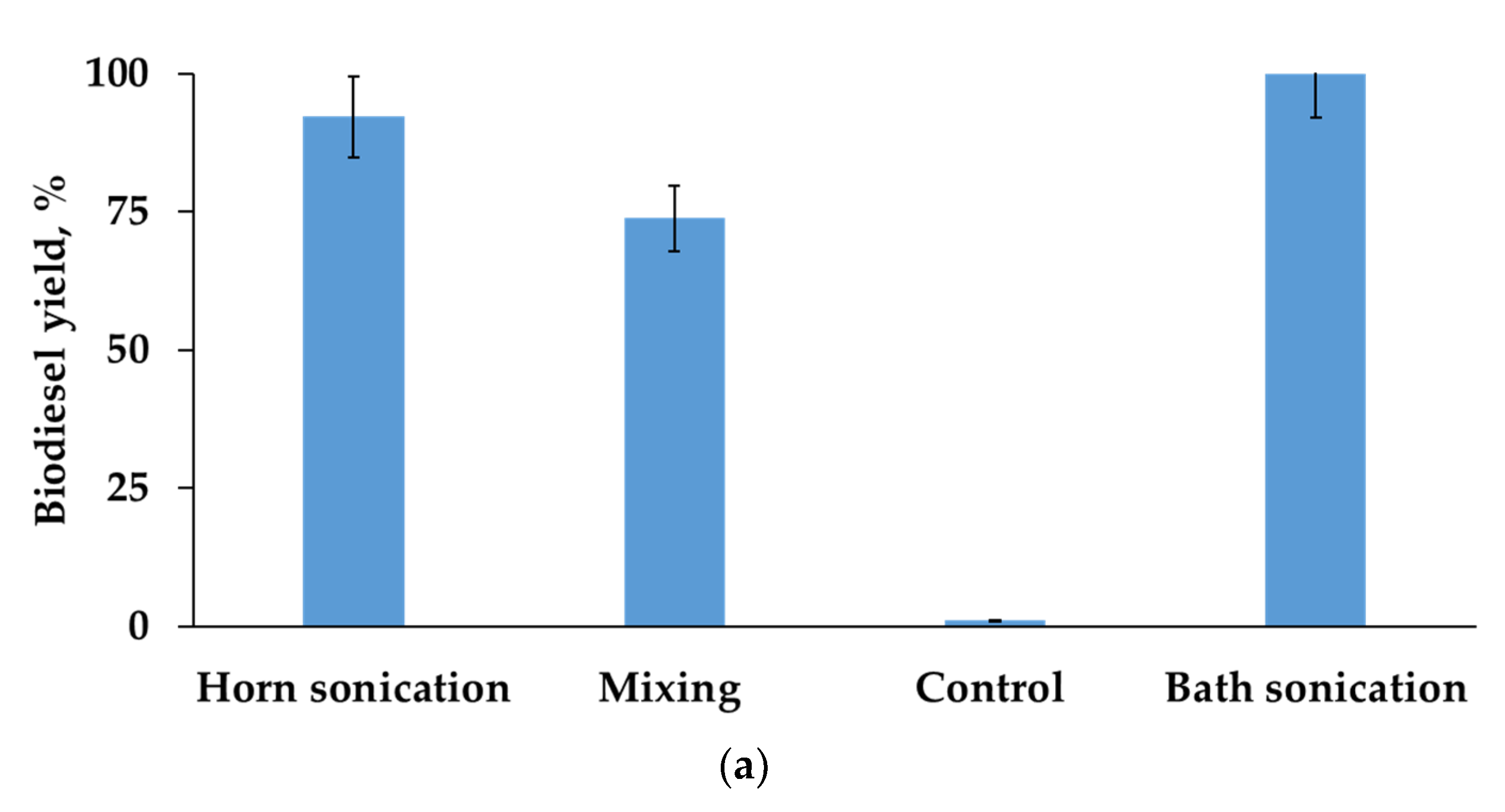
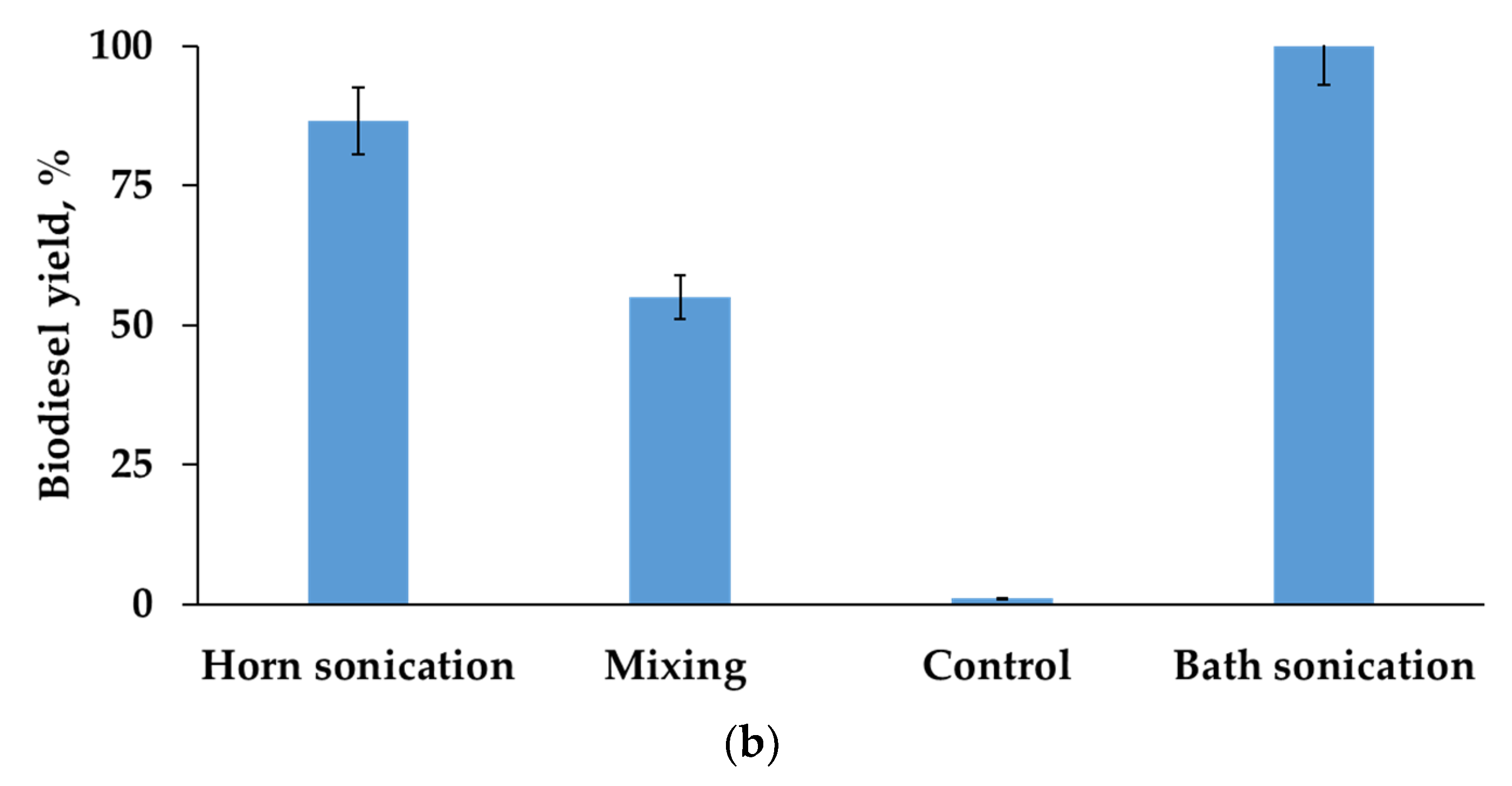
2.3. Production of Biodiesel from Brown Grease
3. Materials and Methods
3.1. Source of Brown Grease
3.2. Separation of the Fatty Phase from Brown Grease
3.3. Esterification of Brown Grease under Ultrasonic Activation
3.4. HPLC Analysis of Samples
3.5. GC-MS Analysis of Biodiesel
3.6. Statistical Analysis
4. Conclusions
5. Patent
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| BG | Brown grease |
| FFA | Free fatty acid |
| GC-MS | Gas chromatography–mass spectrometry |
| HPLC | High pressure liquid chromatography |
| LA | Linoleic acid |
| MA | Myristic acid |
| ML | Methyl linoleate |
| MM | Methyl myristate |
| MO | Methyl oleate |
| MS | Methyl stearate |
| OA | Oleic acid |
| SA | Stearic acid |
References
- Mishra, V.K.; Goswami, R. A review of production, properties and advantages of biodiesel. Biofuels 2018, 9, 273–289. [Google Scholar] [CrossRef]
- Singh, D.; Sharma, D.; Soni, S.L.; Sharma, S.; Sharma, P.K.; Jhalani, A. A review on feedstocks, production processes, and yield for different generations of biodiesel. Fuel 2020, 262, 116553. [Google Scholar] [CrossRef]
- Balat, M.; Balat, H. A critical review of bio-diesel as a vehicular fuel. Energy Convers. Manag. 2008, 49, 2727–2741. [Google Scholar] [CrossRef]
- Goh, B.H.H.; Ong, H.C.; Chong, C.T.; Chen, W.H.; Leong, K.Y.; Tan, S.X.; Lee, X.J. Ultrasonic assisted oil extraction and biodiesel synthesis of spent coffee ground. Fuel 2020, 261, 116121. [Google Scholar] [CrossRef]
- Koberg, M.; Cohen, M.; Ben-Amotz, A.; Gedanken, A. Bio-diesel production directly from the microalgae biomass of Nannochloropsis by microwave and ultrasound radiation. Bioresour. Technol. 2011, 102, 4265–4269. [Google Scholar] [CrossRef]
- Bartha-Vári, J.-H.; Moisă, M.E.; Bencze, L.C.; Irimie, F.; Paizs, C.; Tos, M.I. Efficient biodiesel production catalyzed by nanobioconjugate of lipase from pseudomonas fluorescen. Molecules 2020, 25, 651. [Google Scholar] [CrossRef] [Green Version]
- Spiller, R.; Knoshaug, E.P.; Nagle, N.; Dong, T.; Milbrandt, A.; Clippinger, J.; Peterson, D.; VanWychen, S.; Panczak, B.; Pienkos, P.T. Upgrading brown grease for the production of biofuel intermediates. Bioresour. Technol. Rep. 2020, 9, 100344. [Google Scholar] [CrossRef]
- Kirubakaran, M.; Arul, M.S.V. A Comprehensive review of low cost biodiesel production from waste chicken fat. Renew. Sustain. Energy Rev. 2018, 82, 390–401. [Google Scholar] [CrossRef]
- Priambodo, R.; Chen, T.C.; Lu, M.C.; Gedanken, A.; Der Liao, J.; Huang, Y.H. Novel Technology for Bio-diesel Production from Cooking and Waste Cooking Oil by Microwave Irradiation. Energy Procedia 2015, 75, 84–91. [Google Scholar] [CrossRef] [Green Version]
- Cagliari, A.; Margis, R.; Dos Santos Maraschin, F.; Turchetto-Zolet, A.C.; Loss, G.; Margis-Pinheiro, M. Biosynthesis of triacylglycerols (TAGs) in plants and algae. Int. J. Plant Biol. 2011, 2, 40–52. [Google Scholar] [CrossRef] [Green Version]
- Lu, Z.; Cherepakhin, V.; Kapenstein, T.; Williams, T.J. Upgrading biodiesel from vegetable oils by hydrogen transfer to its fatty esters. ACS Sustain. Chem. Eng. 2018, 6, 5749–5753. [Google Scholar] [CrossRef] [PubMed]
- Tran, N.N.; Tišma, M.; Budžaki, S.; McMurchie, E.J.; Gonzalez, O.M.M.; Hessel, V.; Ngothai, Y. Scale-up and economic analysis of biodiesel production from recycled grease trap waste. Appl. Energy 2018, 229, 142–150. [Google Scholar] [CrossRef]
- Hums, M.E.; Cairncross, R.A.; Spatari, S. Life-cycle assessment of biodiesel produced from grease trap waste. Environ. Sci. Technol. 2016, 50, 2718–2726. [Google Scholar] [CrossRef]
- Bashir, M.J.K.; Wong, L.P.; Hilaire, D.S.; Kim, J.; Salako, O.; Jean, M.J.; Adeyemi, R.; James, S.; Foster, T.; Pratt, L.M. Biodiesel fuel production from brown grease produced by wastewater treatment plant: Optimization of acid catalyzed reaction conditions. J. Environ. Chem. Eng. 2020, 8, 103848. [Google Scholar] [CrossRef]
- He, X.; de los Reyes, F.L.; Leming, M.L.; Dean, L.O.; Lappi, S.E.; Ducoste, J.J. Mechanisms of Fat, Oil and Grease (FOG) deposit formation in sewer lines. Water Res. 2013, 47, 4451–4459. [Google Scholar] [CrossRef] [PubMed]
- Portilho, T.C.; Postaue, N.; Cardozo-Filho, L.; Reis, R.R.; Sampaio, S.C.; da Silva, C.; Portilho, T.C.; Postaue, N.; Cardozo-Filho, L.; Reis, R.R.; et al. Production of esters from grease trap waste lipids under supercritical conditions: Effect of water addition on ethanol. J. Supercrit. Fluids 2019, 147, 9–16. [Google Scholar] [CrossRef]
- Douvartzides, S.L.; Charisiou, N.D.; Papageridis, K.N.; Goula, M.A. Green diesel: Biomass feedstocks, production technologies, catalytic research, fuel properties and performance in compression ignition internal combustion engines. Energies 2019, 12, 809. [Google Scholar] [CrossRef] [Green Version]
- Pratt, L.M.; Strothers, J.; Pinnock, T.; Hilaire, D.S.; Bacolod, B.; Cai, Z.B.; Sim, Y.L. Hydrocarbon fuels from brown grease: Moving from the research laboratory toward an industrial process. AIP Conf. Proc. 2017, 1828, 1–7. [Google Scholar] [CrossRef]
- Strothers, J.; Matthews, R.B.; Toney, A.; Cobham, M.R.; Cox, S.; Ford, W.; Joseph, S.; Joyette, W.; Khadka, S.; Pinnock, S.; et al. Hydrocarbon fuel from brown grease: Effects of reaction temperature profile on yields and product distribution. Fuel 2019, 239, 573–578. [Google Scholar] [CrossRef]
- Fidel, T.-R.; Mora, L.; Toldrá, F. Trends in Biodiesel Production from animal fat waste. Appl. Sci. 2020, 10, 3644. [Google Scholar] [CrossRef]
- Pastore, C.; Lopez, A.; Mascolo, G. Efficient Conversion of brown grease produced by municipal wastewater treatment plant into biofuel using aluminium chloride hexahydrate under very mild conditions. Bioresour. Technol. 2014, 155, 91–97. [Google Scholar] [CrossRef] [PubMed]
- Tabah, B.; Nagvenkar, A.P.; Perkas, N.; Gedanken, A. Solar-Heated Sustainable Biodiesel Production from Waste Cooking Oil Using a Sonochemically Deposited SrO Catalyst on Microporous Activated Carbon. Energy Fuels 2017, 31, 6228–6239. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, F.; Xie, L.F.; Xu, Y.P.; Duan, P.G. Lewis acid-catalyzed in situ transesterification/esterification of tigernut in sub/supercritical ethanol: An optimization study. Fuel 2019, 245, 96–104. [Google Scholar] [CrossRef]
- Gaurav, A.; Dumas, S.; Mai, C.T.Q.; Ng, F.T.T. A Kinetic model for a single step biodiesel production from a high free fatty acid (FFA) biodiesel feedstock over a solid heteropolyacid catalyst. Green Energy Environ. 2019, 4, 328–341. [Google Scholar] [CrossRef]
- Anguebes-Franseschi, F.; Abatal, M.; Bassam, A.; Soberanis, M.A.E.; Tzuc, O.M.; Bucio-Galindo, L.; Quiroz, A.V.C.; Ucan, C.A.A.; Ramirez-Elias, M.A. Esterification optimization of crude african palm olein using response surface methodology and heterogeneous acid catalysis. Energies 2018, 11, 157. [Google Scholar] [CrossRef] [Green Version]
- Fukuda, H.H.; Kondo, A.; Noda, H. Biodiesel fuel production by transesterification of oils. J. Biosci. Bioeng. 2001, 92, 405–416. [Google Scholar] [CrossRef]
- Guan, Q.; Shang, H.; Liu, J.; Gu, J.; Li, B.; Miao, R.; Chen, Q.; Ning, P. Biodiesel from transesterification at low temperature by AlCl3 catalysis in ethanol and carbon dioxide as cosolvent: Process, mechanism and application. Appl. Energy 2016, 164, 380–386. [Google Scholar] [CrossRef]
- Tan, S.X.; Lim, S.; Ong, H.C.; Pang, Y.L. State of the art review on development of ultrasound-assisted catalytic transesterification process for biodiesel production. Fuel 2019, 235, 886–907. [Google Scholar] [CrossRef]
- Hou, X.; Qi, Y.; Qiao, X.; Wang, G.; Qin, Z.; Wang, J. Lewis acid-catalyzed transesterification and esterification of high free fatty acid oil in subcritical methanol. Korean J. Chem. Eng. 2007, 24, 311–313. [Google Scholar] [CrossRef]
- Demirbas, A.; Karki, B. Biodiesel—A Realistic Fuel Alternative for Diesel Engines, 1st ed.; British Library Cataloguing, Ed.; Springer: London, UK, 2008; ISBN 9781846289941. [Google Scholar] [CrossRef]
- Hogg, J.M.; Coleman, F.; Ferrer-Ugalde, A.; Atkins, M.P.; Swadźba-Kwas̈ny, M. Liquid coordination complexes: A new class of Lewis acids as safer alternatives to BF3 in synthesis of polyalphaolefins. Green Chem. 2015, 17, 1831–1841. [Google Scholar] [CrossRef]
- Atadashi, I.M.; Aroua, M.K.; Abdul Aziz, A.R.; Sulaiman, N.M.N. The effects of catalysts in biodiesel production: A review. J. Ind. Eng. Chem. 2013, 19, 14–26. [Google Scholar] [CrossRef]
- Georgiou, I.; Whiting, A. Mechanism and optimisation of the homoboroproline bifunctional catalytic asymmetric aldol reaction: Lewis acid tuning through in situ esterification. Org. Biomol. Chem. 2012, 10, 2422–2430. [Google Scholar] [CrossRef] [PubMed]
- Otera, J.; Nishikido, J. Esterification: Methods, Reactions, and Applications: Second Edition; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2010; ISBN 9783527322893. [Google Scholar] [CrossRef]
- Ejikeme, P.M.; Anyaogu, I.D.; Ejikeme, C.L.; Nwafor, N.P.; Egbuonu, C.A.C.; Ukogu, K.; Ibemesi, J.A.; Chemistry, I.; Polytechnic, F. Catalysis in biodiesel production by transesterification process-an insight. E J. Chem. 2010, 7, 1120–1132. [Google Scholar] [CrossRef]
- Chua, S.Y.; Periasamy, L.A.; Goh, C.M.H.; Tan, Y.H.; Mubarak, N.M.; Kansedo, J.; Khalid, M.; Walvekar, R.; Abdullah, E.C. Biodiesel synthesis using natural solid catalyst derived from biomass waste—A review. J. Ind. Eng. Chem. 2020, 81, 41–60. [Google Scholar] [CrossRef]
- Tropecêlo, A.I.; Caetano, C.S.; Caiado, M.; Castanheiro, J.E. Biodiesel production from waste cooking oil over sulfonated catalysts. Energy Sources Part A Recover. Util. Environ. Eff. 2016, 38, 174–182. [Google Scholar] [CrossRef]
- Talha, N.S.; Sulaiman, S. Overview of catalysts in biodiesel production. Arpn J. Eng. Appl. Sci. 2016, 11, 439–448. [Google Scholar] [CrossRef] [Green Version]
- Shu, Q.; Tang, G.; Liu, F.; Zou, W.; He, J.; Zhang, C.; Zou, L. Study on the preparation, characterization of a novel solid Lewis acid Al3+-SO42−/MWCNTs catalyst and its catalytic performance for the synthesis of biodiesel via esterification reaction of oleic acid and methanol. Fuel 2017, 209, 290–298. [Google Scholar] [CrossRef]
- Borah, M.J.; Das, A.; Das, V.; Bhuyan, N.; Deka, D. Transesterification of waste cooking oil for biodiesel production catalyzed by Zn substituted waste egg shell derived CaO nanocatalyst. Fuel 2019, 242, 345–354. [Google Scholar] [CrossRef]
- Lam, M.K.; Lee, K.T.; Mohamed, A.R. Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: A Review. Biotechnol. Adv. 2010, 28, 500–518. [Google Scholar] [CrossRef]
- Meher, L.C.; Vidya Sagar, D.; Naik, S.N. Technical Aspects of Biodiesel Production by Transesterification—A Review. Renew. Sustain. Energy Rev. 2006, 10, 248–268. [Google Scholar] [CrossRef]
- Raman, L.A.; Deepanraj, B.; Rajakumar, S.; Sivasubramanian, V. Experimental investigation on performance, combustion and emission analysis of a direct injection diesel engine fuelled with rapeseed oil biodiesel. Fuel 2019, 246, 69–74. [Google Scholar] [CrossRef]
- Kolet, M.; Zerbib, D.; Molina, K.; Nakonechny, F.; Nisnevitch, M. Biodiesel Production using Lewis catalysts under ultrasonic activation. Isr. J. Chem. 2020, 60, 644–651. [Google Scholar] [CrossRef]
- Chen, Y.; Truong, V.N.T.; Bu, X.; Xie, G. A review of effects and applications of ultrasound in mineral flotation. Ultrason. Sonochem. 2020, 60, 104739. [Google Scholar] [CrossRef] [PubMed]
- Mason, T.J. Large scale sonochemical processing: Aspiration and actuality. Ultrason. Sonochem. 2000, 7, 145–149. [Google Scholar] [CrossRef]
- Pastore, C.; Barca, E.; Del Moro, G.; Lopez, A.; Mininni, G.; Mascolo, G. Recoverable and reusable aluminium solvated species used as a homogeneous catalyst for biodiesel production from Brown Grease. Appl. Catal. A Gen. 2015, 501, 48–55. [Google Scholar] [CrossRef]
- Trentini, C.P.; de Mello, B.T.F.; Postaue, N.; Stevanto, N.; Cardozo-Filho, L.; da Silva, C. Interesterification of grease trap waste lipids using methyl acetate under supercritical conditions. J. Supercrit. Fluids 2020, 164, 104896. [Google Scholar] [CrossRef]
- Wang, H.; Kim, M.; Simon Ng, K.Y.; Yan, S.; Salley, S.O.; DiMaggio, C. Performance of heterogeneous ZrO2 supported metaloxide catalysts for brown grease esterification and sulfur removal. Bioresour. Technol. 2011, 102, 2380–2386. [Google Scholar] [CrossRef]
- Zahan, K.A.; Kano, M. Technological Progress in Biodiesel Production: An Overview on Different Types of Reactors. Energy Procedia 2019, 156, 452–457. [Google Scholar] [CrossRef]
- Tagliapietra, S.; Calcio Gaudino, E.; Cravotto, G. The Use of Power Ultrasound for Organic Synthesis in Green Chemistry, 2nd ed.; Graff, J.A.G.-J., Graff, K.F., Eds.; Elsevier Ltd.: Turin, Italy, 2015; ISBN 9781782420361. [Google Scholar] [CrossRef]
- Mason, T.J.; Peters, D. Practical Sonochemistry Power Ultrasound Uses and Applications (Horwood Chemical Science Series), 2nd ed.; Woodhead Publishing: Cambridge, UK, 2002; ISBN 1898563837. [Google Scholar] [CrossRef]
- Sancheti, S.V.; Gogate, P.R. A review of engineering aspects of intensification of chemical synthesis using ultrasound. Ultrason. Sonochem. 2017, 36, 527–543. [Google Scholar] [CrossRef]
- Sáez-Bastante, J.; Ortega-Román, C.; Pinzi, S.; Lara-Raya, F.R.; Leiva-Candia, D.E.; Dorado, M.P. Ultrasound-assisted biodiesel production from Camelina sativa oil. Bioresour. Technol. 2015, 185, 116–124. [Google Scholar] [CrossRef]
- Dange, P.N.; Kulkarni, A.V.; Rathod, V.K. Ultrasound assisted synthesis of methyl butyrate using heterogeneous catalyst. Ultrason. Sonochem. 2015, 26, 257–264. [Google Scholar] [CrossRef] [PubMed]
- Poppe, J.K.; Matte, C.R.; Fernandez-Lafuente, R.; Rodrigues, R.C.; Ayub, M.A.Z. Transesterification of Waste Frying Oil and Soybean Oil by Combi-lipases Under Ultrasound-Assisted Reactions. Appl. Biochem. Biotechnol. 2018, 186, 576–589. [Google Scholar] [CrossRef] [PubMed]
- Sharma, A.; Kodgire, P.; Kachhwaha, S.S. Investigation of ultrasound-assisted KOH and CaO catalyzed transesterification for biodiesel production from waste cotton-seed cooking oil: Process optimization and conversion rate evaluation. J. Clean. Prod. 2020, 259, 120982. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Brown Grease Source | Composition of the Fatty Phase | |||
|---|---|---|---|---|
| Oleic Acid, % | Linoleic Acid, % | Myristic Acid, % | Stearic Acid, % | |
| Cafeteria | 39.5 | 43.9 | 8.1 | 8.5 |
| Slaughterhouse | 46.9 | 39.2 | 3.9 | 10.0 |
| Event Hall 1 | 44.5 | 43.8 | 4.7 | 7.0 |
| Event Hall 2 | 45.6 | 38.6 | 5.6 | 10.2 |
| Average ± SD | 44.1 ± 3.2 | 41.4 ± 2.9 | 5.6 ± 1.8 | 8.9 ± 2.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolet, M.; Zerbib, D.; Nakonechny, F.; Nisnevitch, M. Production of Biodiesel from Brown Grease. Catalysts 2020, 10, 1189. https://doi.org/10.3390/catal10101189
Kolet M, Zerbib D, Nakonechny F, Nisnevitch M. Production of Biodiesel from Brown Grease. Catalysts. 2020; 10(10):1189. https://doi.org/10.3390/catal10101189
Chicago/Turabian StyleKolet, Mirit, Daniel Zerbib, Faina Nakonechny, and Marina Nisnevitch. 2020. "Production of Biodiesel from Brown Grease" Catalysts 10, no. 10: 1189. https://doi.org/10.3390/catal10101189
APA StyleKolet, M., Zerbib, D., Nakonechny, F., & Nisnevitch, M. (2020). Production of Biodiesel from Brown Grease. Catalysts, 10(10), 1189. https://doi.org/10.3390/catal10101189