Abstract
The rapid growth of the micro-electro-mechanical systems (MEMS) is being driven by the rapid development of the micro manufacturing processes. Laser beam machining is one of the micro manufacturing processes which can shape almost all ranges of engineering materials. In this study, the effect of laser power on the quality of drilled micro holes using Cu50Zr50 amorphous alloys foils is experimentally investigated. It indicates that both entrance and exit circularities diameters increase with laser power. The circularities of the holes at the entry and the exit are in the range of 0.893 to 0.997. The taper of drilled holes increases quickly to a stable value with the increase of laser power from 60 to 110 W, then decreases quickly when the laser power becomes larger than 170 W. The micro holes with a diameter of 400 to 1200 μm are manufactured successfully by laser drilling processes. The formation mechanism of the quality of the laser drilled hole is analyzed based on the laser beam and the properties of amorphous alloys foils.
1. Introduction
With the rapid growth of the micro-electro-mechanical systems (MEMS), the need of micro parts is becoming an increasing trend [1]. Micro holes are widely used in micro oil sprayers [2], micro mixers [3], and inkjet nozzle [4]. Various manufacturing technologies are used to fabricate micro-holes. Micro punching [5], micromechanical drilling [6], micro ultrasonic machining [7], micro electro discharge machining [8], and micro-powder injection molding [9] processes are used to manufacture high quality micro holes. Laser beam drilling is one of the advanced manufacturing processes which can drill almost all ranges of engineering materials including diamond, metallic alloys, polymer and so on [10,11]. Bharatish et al. [12] investigated the effect of laser parameters such as pulse frequency, laser power, scanning speed and hole diameter on the quality of drilled holes in Alumina ceramics. Jay et al. [13] presented a short micro hole drilling technique based on laser ablation by modulating a continuous wave (CW) single mode 300 W fiber laser. A blind hole of 23 μm in opening diameter and 167 μm in depth was created in a stainless substrate. Romoli et al. [14] manufactured micro holes with 180 μm in diameter using ultra short pulsed laser process using pulse energies within the range of 10–50 mJ. The inner surface quality of the drilled hole is better than that using electrical-discharge machining (EDM). Aqida et al. [15] investigated the microstructures evolutions of amorphous and partially crystalline Cu45Zr48Al7 alloys in laser micro processing. The results indicated that the channel widths in the amorphous sample were lower than those in the partially crystalline channels most likely due to its low thermal conductivity. No grains were formed under 300 W of laser power and 7.2 ms of exposure time because the cooling rate was slow enough to form micro the pre-existing nuclei. Lu et al. [16] investigated the laser induced ablation and associated damage behaviors by femtosecond laser micromachining of a Zr-based amorphous alloy in air. This indicates that femtosecond laser ablation is a promising method for micromachining amorphous alloys without crystallization. Lin et al. [17] proposed a simple model to estimate the drilling-hole shape and it was verified with experiments in the pulsed laser drilling process. It also indicated that the contour dimensions of the drilling hole are significantly affected by laser power and inclination angle. Liu et al. [18] presented a novel laser-driven flyer punching technology to punch micro holes. A single hole of 1 mm in diameter and an array of three holes of 0.8 mm in diameter were successfully punched on the sheet metal of 10 μm in thickness by single pulse. Ji et al. [19] investigated the response of the Fe78Si9B13 metallic glass under different ratio of laser beam diameter (d) to die hole diameter (D) in micro scale laser punching. It indicated that the dynamic fracture behavior of the Fe78Si9B13 metallic glass is sensitive to the ratio d/D. Zr-based amorphous alloys have attracted large interest due to their unique physical properties and mechanical properties in micro-electromechanical systems manufacturing field, such as excellent corrosion resistance, superior specific strength, low elastic modulus and high wear resistance [20,21,22,23,24,25]. Furthermore, in contrast with traditional crystal materials, Zr-based amorphous alloys exhibit better plasticity in super cooled liquid region, so they are expected to become important materials in microforming [26]. In this study, a laser micro drilling processing of Cu50Zr50 amorphous alloys foils was carried out experimentally to investigate the effect of laser power on the quality of drilled holes. Then the qualities of micro hole manufactured by laser drilling processes are analyzed and discussed based on the laser beam characteristics and the properties of amorphous alloys foils.
2. Experimental
A master alloy with a nominal composition of Cu50Zr50 (numbers indicate at %) has been prepared by arc melting a mixture of Cu (99.9%) and Zr (98.8%) in an argon atmosphere. A Cu50Zr50 amorphous alloy foil with a thickness of 70 μm was prepared by using copper-mold rejecting process. The thermal analysis was examined by using a differential scanning calorimeter (DSC) at a heating rate of 15 K/min in a flow of purified nitrogen gas, as shown in Figure 1. It indicates that the received foil is amorphous alloy. The laser drilling micro hole processes were conducted by a Nd:YAG laser device (Chutian Laser Group, Wuhan, China) with the Gaussian mode, the experimental set up of laser drilling micro hole as shown in Figure 2. The laser powers were adjusted by changing the current. There are 15 gears of the current on the operation panel of the laser equipment. The laser powers were changed by controlling the output of the current. So, the output of laser powers can be changed from 60–200 W. Early exploration experiment indicates that the quality of micro hole is the mainly influenced by the laser power. The processing parameters are 60–200 W of laser power, 0.4 mm of laser beam diameter and 0.5 × 10−3 s of the irradiation time.
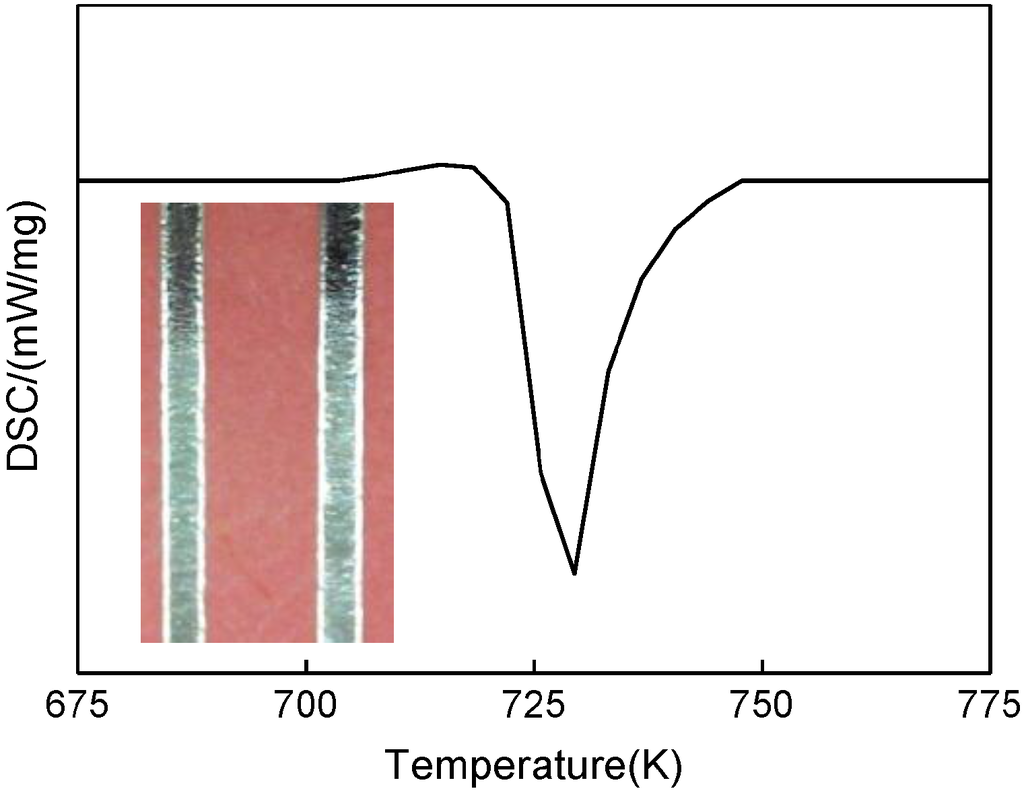
Figure 1.
Differential scanning calorimeter (DSC) curve of the Cu50Zr50 foil prepared by copper-mold rejecting process.
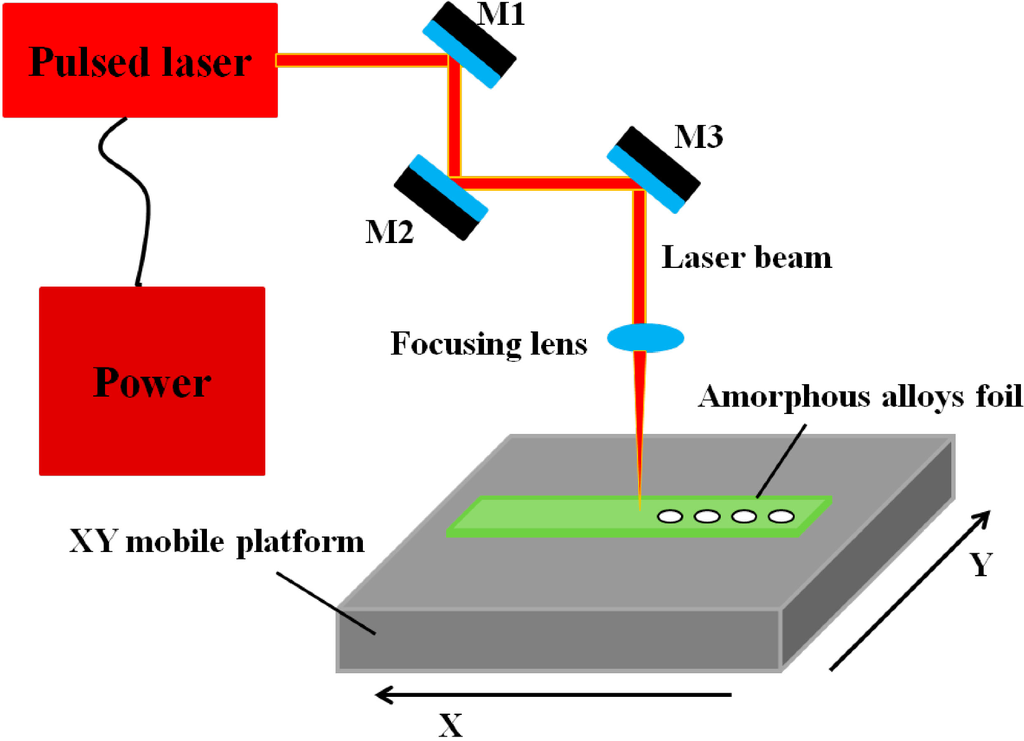
Figure 2.
Experimental set up of laser drilling micro hole.
3. Results and Discussion
Figure 3 shows the surface topographies of the drilled micro hole by laser beam under laser power of 160 W and irradiation time of 0.5 × 10−3 s. The diameters of entrance and exit circles are observed and measured by an Olympus optical microscope and calculated according to standard DIN ISO 1101-2012 [27]. The variations of the mean diameters and their Standard deviation of drilled hole with laser powers are shown in Figure 4. It clearly indicates that both the diameters of entrance and exit circles increase with the laser power. At the laser power range of 60 to 80 W, both the diameters of entrance and exit circles increase quickly with the laser power increase. When the laser power reaches 90–140 W, both the diameters of entrance and exit circles increase slightly. Both the diameters of entrance and exit circles increase quickly again when the laser power reaches 150 W. Meanwhile, the standard deviations (Sdev) of diameters are very small. Apparently, both the diameters of entrance and exit circles are dependent on the laser power. The curves can be divided into three regions (region I, region II and region III) according to their features.
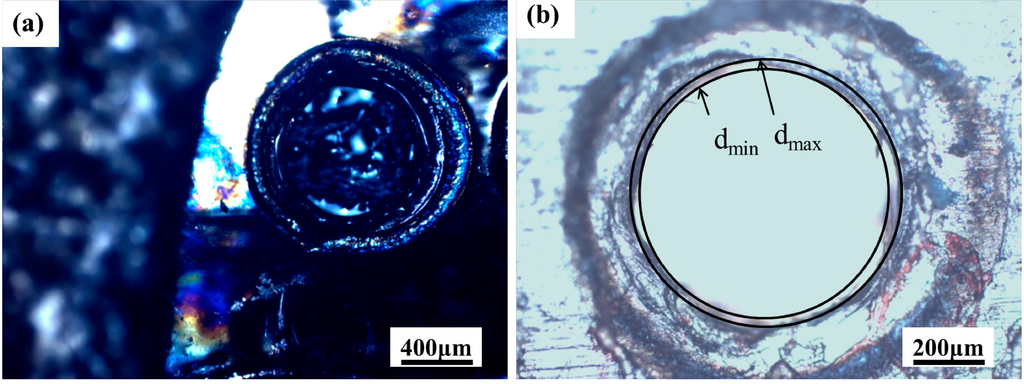
Figure 3.
(a) Surface topography of the entrance circle. (b) Surface topography of the exit circle.
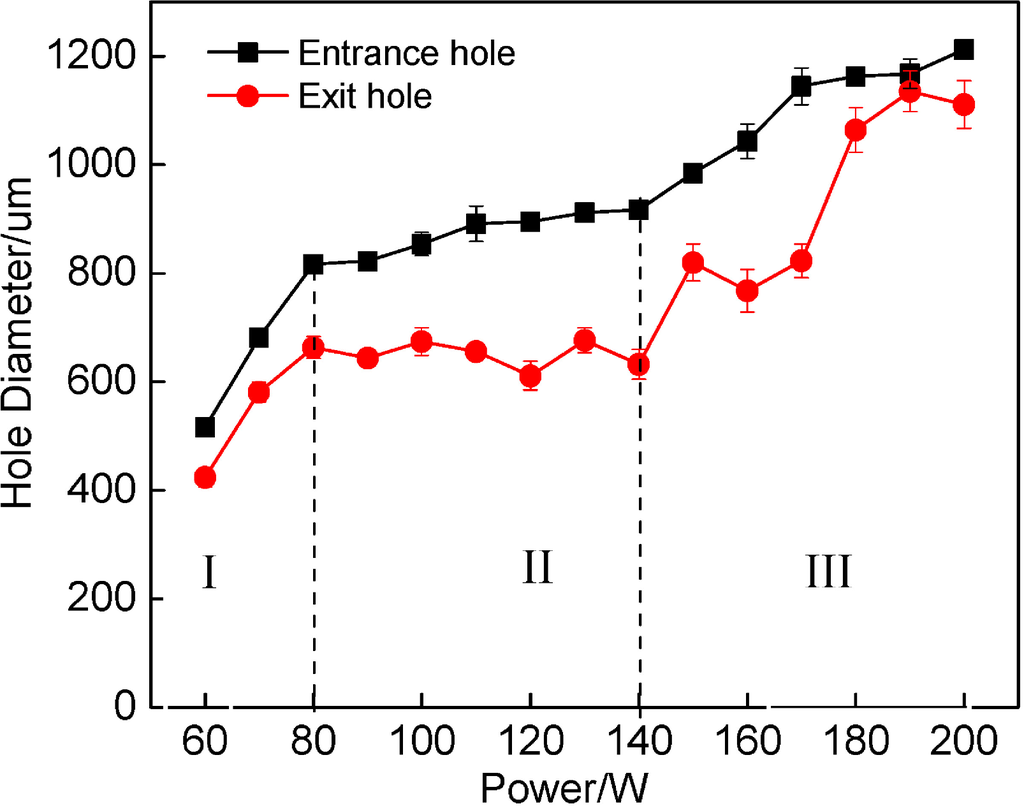
Figure 4.
Variation of mean diameters and Sdev of entrance and exit circles with laser power.
The circularity of the hole at the entry and the exit was determined by using Equations (1) and (2):

 where, dmin and dmax, as shown in Figure 1, are the minimum and maximum diameters at the exit of the hole respectively. Similarly, Dmin and Dmax are the minimum and maximum diameters at the entrance of the hole respectively. Cent and Cext are the circularities of the holes at the entry and the exit respectively.
where, dmin and dmax, as shown in Figure 1, are the minimum and maximum diameters at the exit of the hole respectively. Similarly, Dmin and Dmax are the minimum and maximum diameters at the entrance of the hole respectively. Cent and Cext are the circularities of the holes at the entry and the exit respectively.
The circularity of the hole at the entry and the exit is shown in Figure 5. It is clear that both the circularities of the holes at the entry and the exit are in the range of 0.893 to 0.997. Micro holes with high shape accuracy are manufactured by the laser drilling process. The shape of the laser beam is a circle; correspondingly, the irradiated region is also a circle. Theoretically, the laser drilled hole is also a circle for isotropic materials. The experimental material is amorphous alloys foil, which can be regarded as an isotropic material in micro scale. However, the received materials is not absolutely isotropic in micro scale, so the heterogeneous distribution of the material microstructure resulted in different fracture behavior. Thus, only slight scatters of circularities occur in laser drilling micro holes.
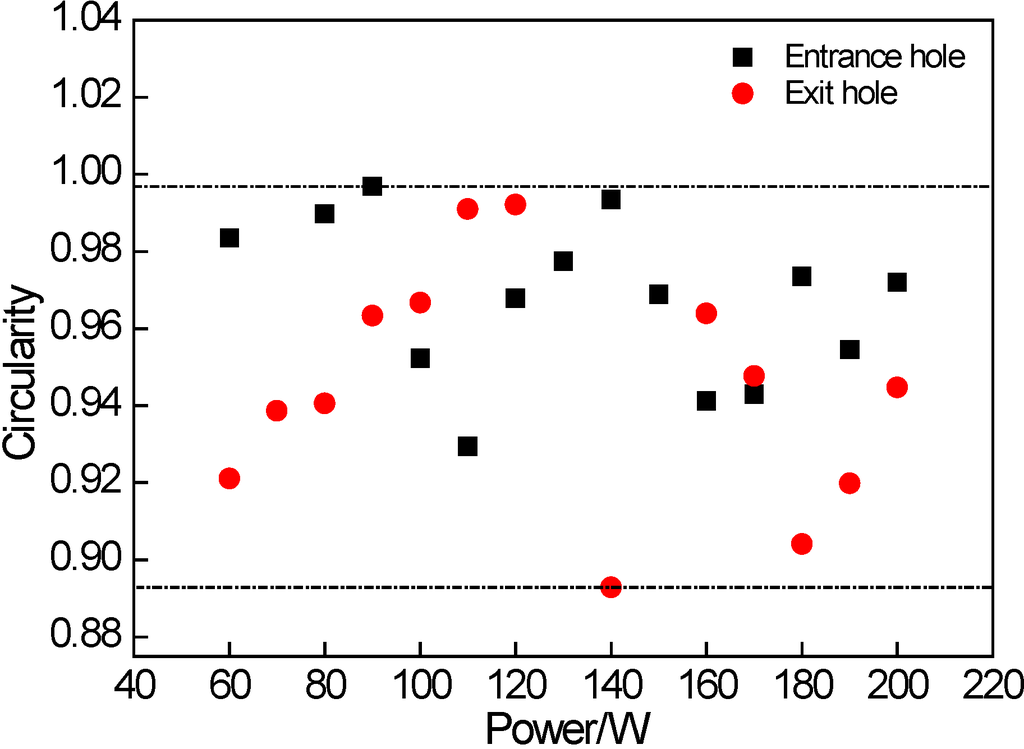
Figure 5.
Variation of circularities of entrance and exit circles with laser power.
Taper is one of the most important parameters to characterize the quality characteristic deviating from the desired value of the drilling hole. For measuring the taper of laser drilled hole, the entry mean diameter (Dent) and the exit mean diameter (dext) as shown in Figure 3 were measured. Considering the thickness (t) of the specimen, the taper angle (θ) was calculated using Equation (3):
Figure 6 shows the variation of taper of micro hole with laser power. The smaller the taper is, the better the quality is. It indicates that the taper of drilled hole increases with the increase of laser power. The taper tends to reach a stable value when the laser power larger than 120 W. It then decreases quickly when the laser power becomes larger than 170 W. All the taper values of the drilled holes are below 1.0 rad and the standard deviations (Sdev) of tapers are relatively small. This result is better than that in [17] which using crystalline materials. If the micro hole the taper is low, that means the taper quality is high when manufacturing micro holes using the laser drilling process.
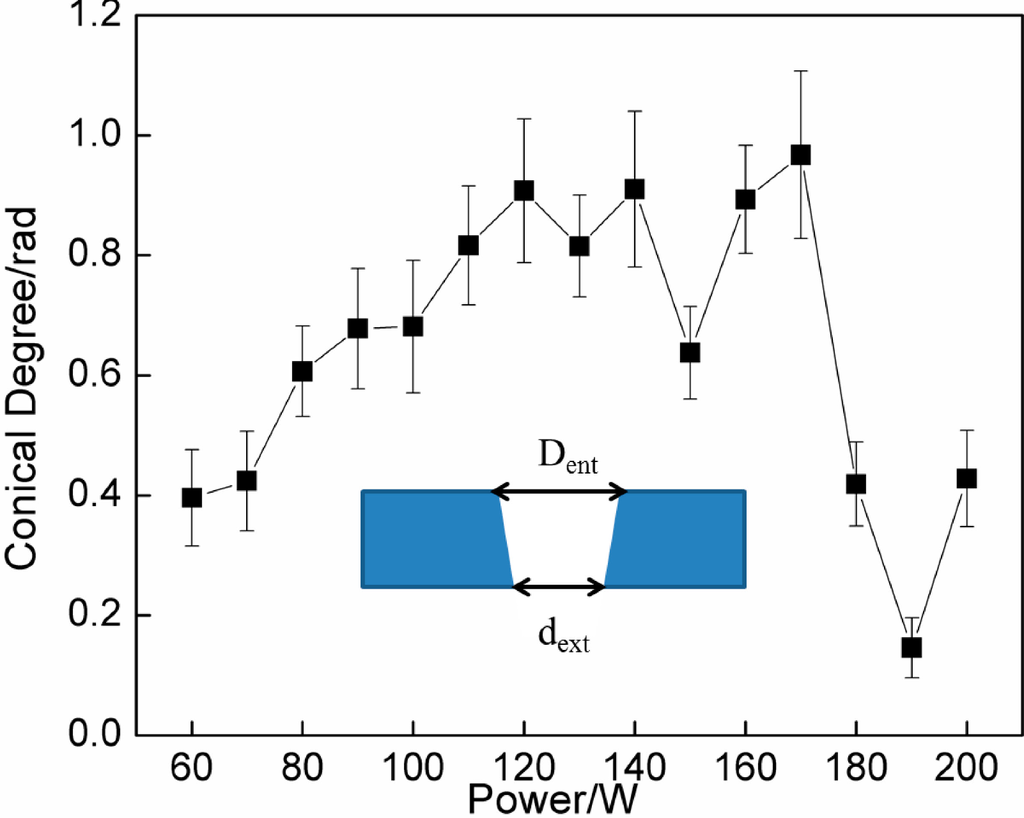
Figure 6.
Variation of conical degrees and Sdev of entrance and exit circles with laser power.
4. Conclusions
In the present research, a laser drilling process of 70 μm thick Cu50Zr50 amorphous alloys foil was carried out to examine the effects of laser power on entrance circularity and exit circularity. Both entrance and exit circularities of micro holes are significantly influenced by laser power, and increase with laser power. The circularities of the holes at the entry and the exit are in the range of 0.893 to 0.997. Micro holes with high shape accuracy are manufactured by the laser drilling process. All the taper values of the drilled holes (below 1.0 rad) are very low for micro holes. The laser drilling process can manufacture micro holes of Cu50Zr50 amorphous alloys foils with high quality.
Acknowledgments
This study is financially supported by the National Natural Science Foundation of China (Grant No. 51207031), China Postdoctoral Science Foundation (Grant No. 2013M541368) and the Natural Scientific Research Innovation Foundation in Harbin Institute of Technology (Grant No. HIT. NSRIF. 2015113).
Author Contributions
Chuan-Jie Wang arranged the materials and wrote the paper, Gang Chen analyzed the experimental results. Dong Luan carried out the laser drilling experiments in the paper. Peng Zhang had full access to all of the data in the study and took responsibility for the integrity of the data and the accuracy of the data analysis.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Engel, U.; Eckstein, R. Microforming-from basic research to its realization. J. Mater. Process. Technol. 2002, 125–126, 35–44. [Google Scholar]
- Gan-Mor, S.; Matthews, G.A. Recent developments in sprayers for application of biopesticides—An overview. Biosyst. Eng. 2003, 84, 119–125. [Google Scholar]
- Rife, J.C.; Bell, M.I.; Horwitz, J.S.; Kabler, M.N.; Auyeung, R.C.Y.; Kim, W.J. Miniature valveless ultrasonic pumps and mixers. Sens. Actuators A Phys. 2000, 86, 135–140. [Google Scholar]
- Zhao, X.; Evans, J.R.G.; Edirisinghe, M.J.; Song, J.H. Formulation of a ceramic ink for a wide-array drop-on-demand ink-jet printer. Ceram. Int. 2003, 29, 887–892. [Google Scholar]
- Xu, J.; Guo, B.; Wang, C.J.; Shan, D.B. Blanking clearance and grain size effects on micro deformation behavior and fracture in micro-blanking of brass foil. Int. J. Mach. Tools Manuf. 2012, 60, 27–34. [Google Scholar]
- Zheng, L.J.; Wang, C.Y.; Yang, L.P.; Song, Y.X.; Fu, L.Y. Characteristics of chip formation in the micro-drilling of multi-material sheets. Int. J. Mach. Tools Manuf. 2012, 52, 40–49. [Google Scholar]
- Ding, K.; Fu, Y.C.; Su, H.H.; Chen, Y.; Yu, X.Z.; Ding, G.Z. Experimental studies on drilling tool load and machining quality of C/SiC composites in rotary ultrasonic machining. J. Mater. Process. Technol. 2014, 214, 2900–2907. [Google Scholar]
- Wang, D.; Zhao, W.S.; Gu, L.; Kang, X.M. A study on micro-hole machining of polycrystalline diamond by micro-electrical discharge machining. J. Mater. Process. Technol. 2011, 211, 3–11. [Google Scholar]
- Wang, C.R.; Xiao, H.; Shao, K.W.; Lu, Z.; Zhang, K.F. Densification and mechanical properties of boron carbide with micro-hole array by micro-powder injection molding. Ceram. Int. 2014, 40, 7915–7921. [Google Scholar]
- Dubey, A.K.; Yadava, V. Laser beam machining—A review. Int. J. Mach. Tools Manuf. 2008, 48, 609–628. [Google Scholar]
- Meijer, J. Laser beam machining (LBM), state of the art and new opportunities. J. Mater. Process. Technol. 2004, 149, 2–17. [Google Scholar]
- Bharatish, A.; Narasimha Murthy, H.N.; Anand, B.; Madhusoodana, C.D.; Praveena, G.S.; Krishna, M. Characterization of hole circularity and heat affected zone in pulsed CO2 laser drilling of alumina ceramics. Opt. Laser Technol. 2013, 53, 22–32. [Google Scholar]
- Jay, T.; Alexander, G.; Paleocrassas, N.R.; Nilesh, R. Experimental characterization of a micro-hole drilling process with short micro-second pulses by a CW single-mode fiber laser. Opt. Laser. Eng. 2014, 55, 275–283. [Google Scholar]
- Romoli, L.; Rashed, C.A.A.; Fiaschi, M. Experimental characterization of the inner surface in micro-drilling of spray holes: A comparison between ultra short pulsed laser and EDM. Opt. Laser. Technol. 2014, 56, 35–42. [Google Scholar]
- Aqida, S.N.; Brabazon, D.; Naher, S.; Kovacs, Z.; Browne, D.J. Laser micro-processing of amorphous and partially crystalline Cu45Zr48Al7 alloy. Appl. Phys. A Mater. Sci. Process. 2010, 101, 357–360. [Google Scholar]
- Wang, X.L.; Lu, P.X.; Dai, N.L.; Li, Y.H.; Liao, C.R.; Zheng, Q.G.; Liu, L. Noncrystalline micromachining of amorphous alloys using femtosecond laser pulses. Mater. Lett. 2007, 61, 4290–4293. [Google Scholar]
- Yao, K.C.; Lin, J.M. The characterization of the hole-contour and plume ejection in the laser drilling with various inclination angles. Opt. Laser. Technol. 2013, 48, 110–116. [Google Scholar]
- Liu, H.X.; Wang, H.J.; Shen, Z.B.; Huang, Z.H.; Li, W.; Zheng, Y.Y.; Wang, X. The research on micro-punching by laser-driven flyer. Int. J. Mach. Tools Manuf. 2012, 54–55, 18–24. [Google Scholar]
- Zheng, C.; Sun, S.; Song, L.B.; Zhang, G.F.; Luan, Y.G.; Ji, Z.; Zhang, J.H. Dynamic fracture characteristics of Fe78Si9B13 metallic glass subjected to laser shock loading. Appl. Surf. Sci. 2013, 286, 121–125. [Google Scholar]
- Jia, H.L.; Muntele, C.I.; Huang, L.; Li, X.; Li, G.; Zhang, T.; He, W.; Liaw, P.K. A study on the surface structures and properties of Ni-free Zr-based bulk metallic glasses after Ar and Ca ion implantation. Intermetallics 2013, 41, 35–43. [Google Scholar]
- Wang, W.H.; Dong, C.; Shek, C.H. Bulk metallic glasses. Mater. Sci. Eng. Rep. 2004, 44, 45–89. [Google Scholar]
- Zong, H.T.; Ma, M.Z.; Liu, L.; Zhang, X.Y.; Bai, B.W.; Yu, P.F.; Qi, L.; Jing, Q.; Li, G.; Liu, R.P. Wf/Zr41.2Ti13.8Cu12.5Ni10Be22.5 bulk metallic glass composites prepared by a new melt infiltrating method. J. Alloy. Compd. 2010, 504, 106–109. [Google Scholar]
- Schroers, J. Processing of bulk metallic glass. Adv. Mater. 2010, 22, 1566–1597. [Google Scholar]
- Huang, H.H.; Sun, Y.S.; Wu, C.P.; Liu, C.F.; Liaw, P.K.; Kai, W. Corrosion resistance and biocompatibility of Ni-free Zr-based bulk metallic glass for biomedical applications. Intermetallics 2012, 30, 139–143. [Google Scholar]
- Ma, M.Z.; Liu, R.P.; Xiao, Y.; Lou, D.C.; Liu, L.; Wang, Q.; Wang, W.K. Wear resistance of Zr-based bulk metallic glass applied in bearing rollers. Mater. Sci. Eng. A 2004, 386, 326–330. [Google Scholar]
- Inoue, A.; Takeuchi, A. Recent development and application products of bulk glassy alloys. Acta Mater. 2011, 59, 2243–2267. [Google Scholar]
- International Organization for Standardization (ISO). ISO 1101-2012, Geometrical Product Specifications (GPS)—Geometrical Tolerancing—Tolerances of Form, Orientation, Location and Run-Out. ISO: Geneva, Switzerland, 2012. [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).