This section discusses the fabrication and test procedures for the capillary boiler. Specific microfabrication processes as well as test setups and procedures are reviewed.
2.1. Fabrication
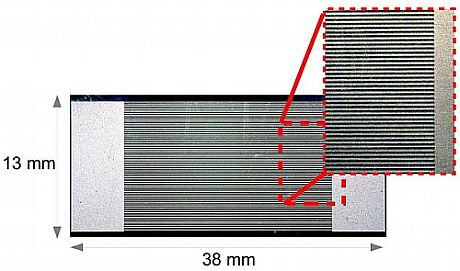
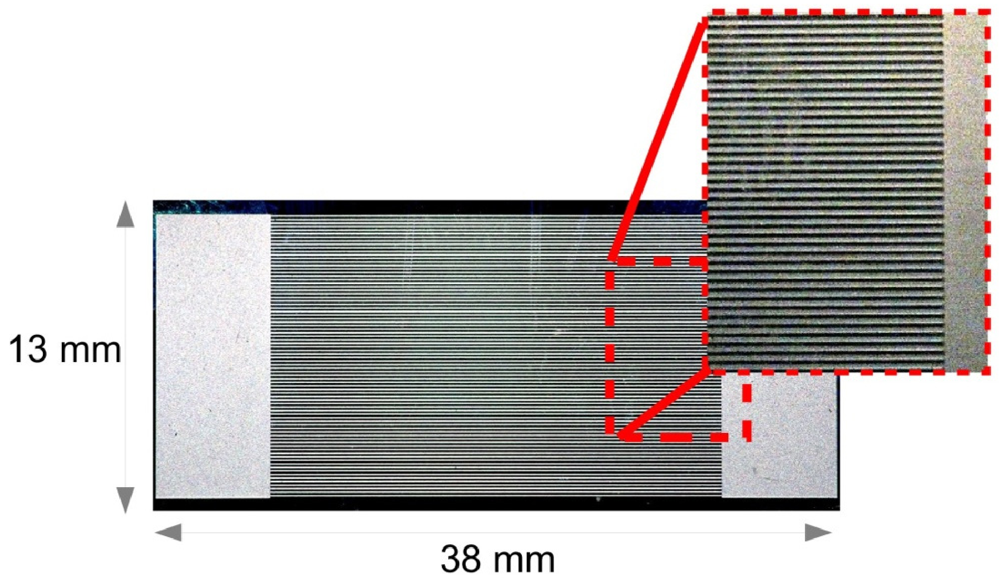
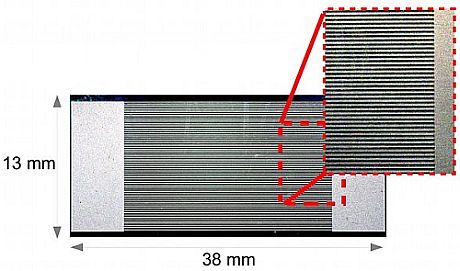
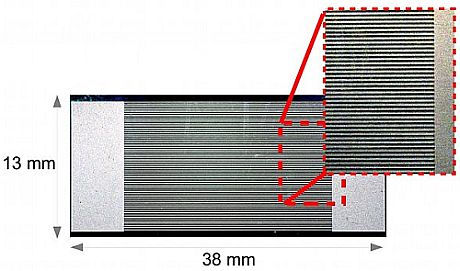
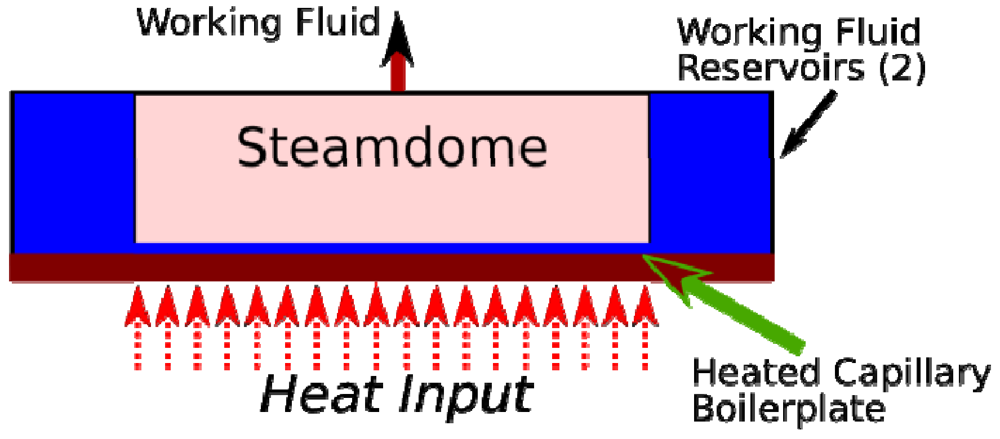
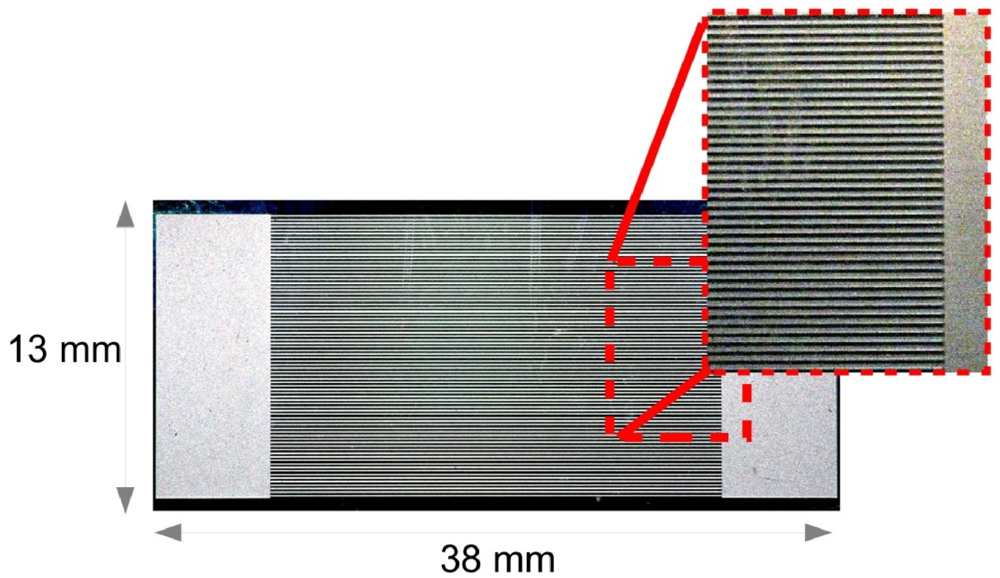
Boilers were constructed of two primary components: a silicon-based boilerplate and an acrylic-based steamdome with volumes for working fluid reservoirs. A silicon substrate formed the basis for each of the boilerplates. Fabrication of the individual boilerplates focused on typical MEMS fabrication processes conducted in a cleanroom environment. Each had an overall size of 13 mm in width by 38 mm in length. This included the primary phase change/heat exchange area as well as area for the working fluid reservoirs at either end as noted in
Figure 3.
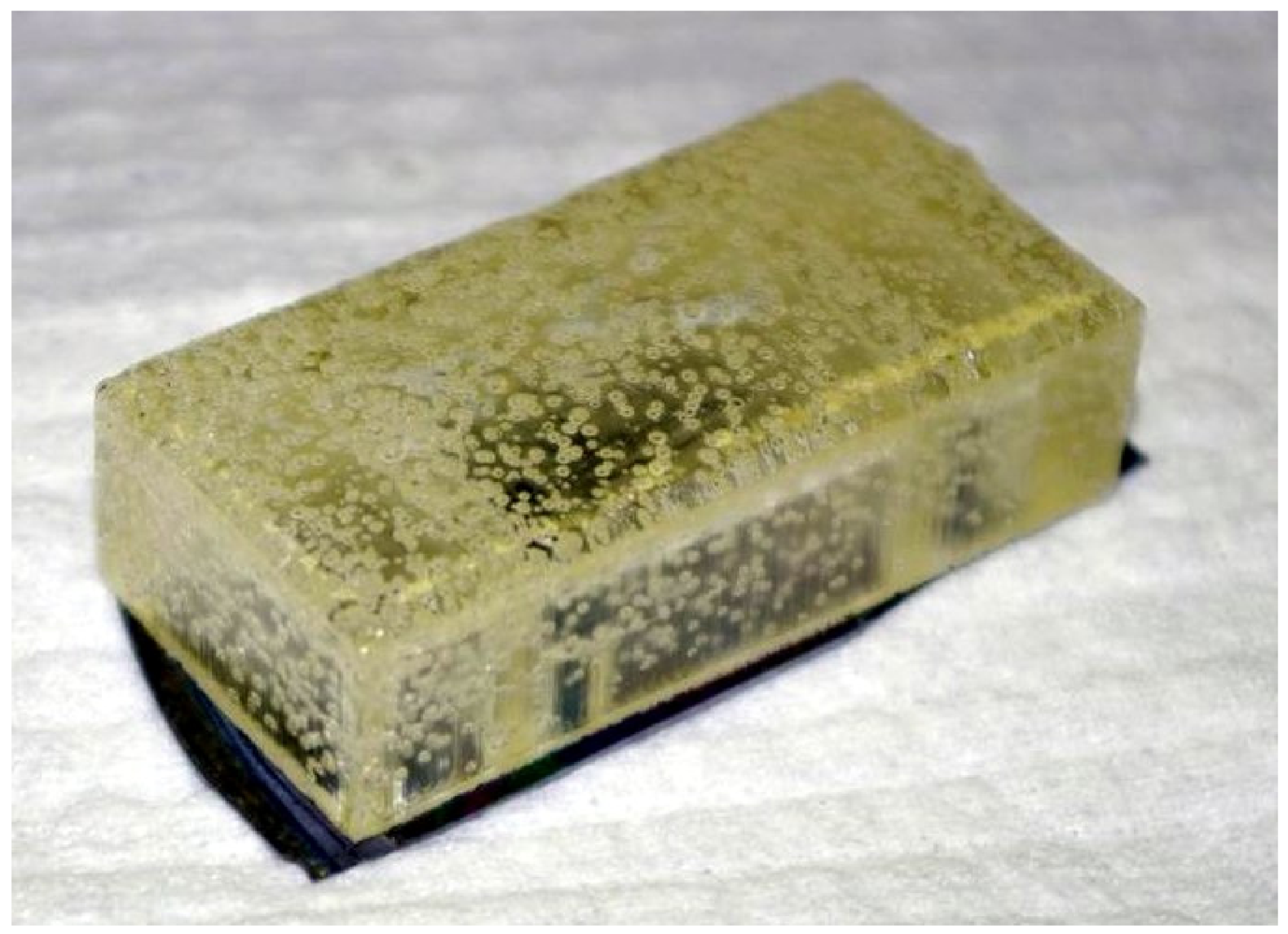
Figure 4 shows a completed boilerplate.
Figure 4.
Completed boilerplate.
Figure 4.
Completed boilerplate.
Standard 400 µm thick, double-side polished <100> silicon wafers served as the base for boiler fabrication. Boilers required the manufacture of capillary channels extending between the working fluid reservoirs. Boilers were fabricated with a range of channel depths as part of this work. Previous work established the ability to vary capillary pumping rates as a function of capillary channel height and width dimensions [
12,
18]. Due to this effect, multiple channel heights were fabricated to fully characterize boiler behavior as a result of capillary pumping variations. Despite changing channel depths, channel widths were maintained at 100 µm to facilitate consistent comparison across boiler designs. Overall channel lengths were 25.5 mm centered on the boilerplate between reservoirs.
Figure 4 shows the top-down view of a completed boilerplate and microchannels.
Channel fabrication was achieved by two different fabrication techniques. For depths below 100 µm, photoresist was spun and patterned atop the silicon wafer in preparation for Reactive Ion Etch (RIE). This produced a photoresist mask in the desired channel pattern atop the silicon wafer. Different channel depths were achieved by varying the RIE exposure time. For fabrication of channels with depths of 100 µm and greater an alternate procedure was used. First, e-beam evaporation was used to deposit a chrome layer atop the silicon wafer to a depth of 200 nm. Photoresist was used to pattern the chrome layer, deposited in a standard spin-coating procedure. Once fully developed, the wafer was placed into chrome etchant to create the final chrome RIE mask utilized to form channels. The chrome proved a more durable mask compared to the photoresist and was able to withstand longer durations of RIE exposure. This allowed the formation of channels with depths greater than 100 µm. Following RIE, any remaining chrome was removed via chrome etchant.
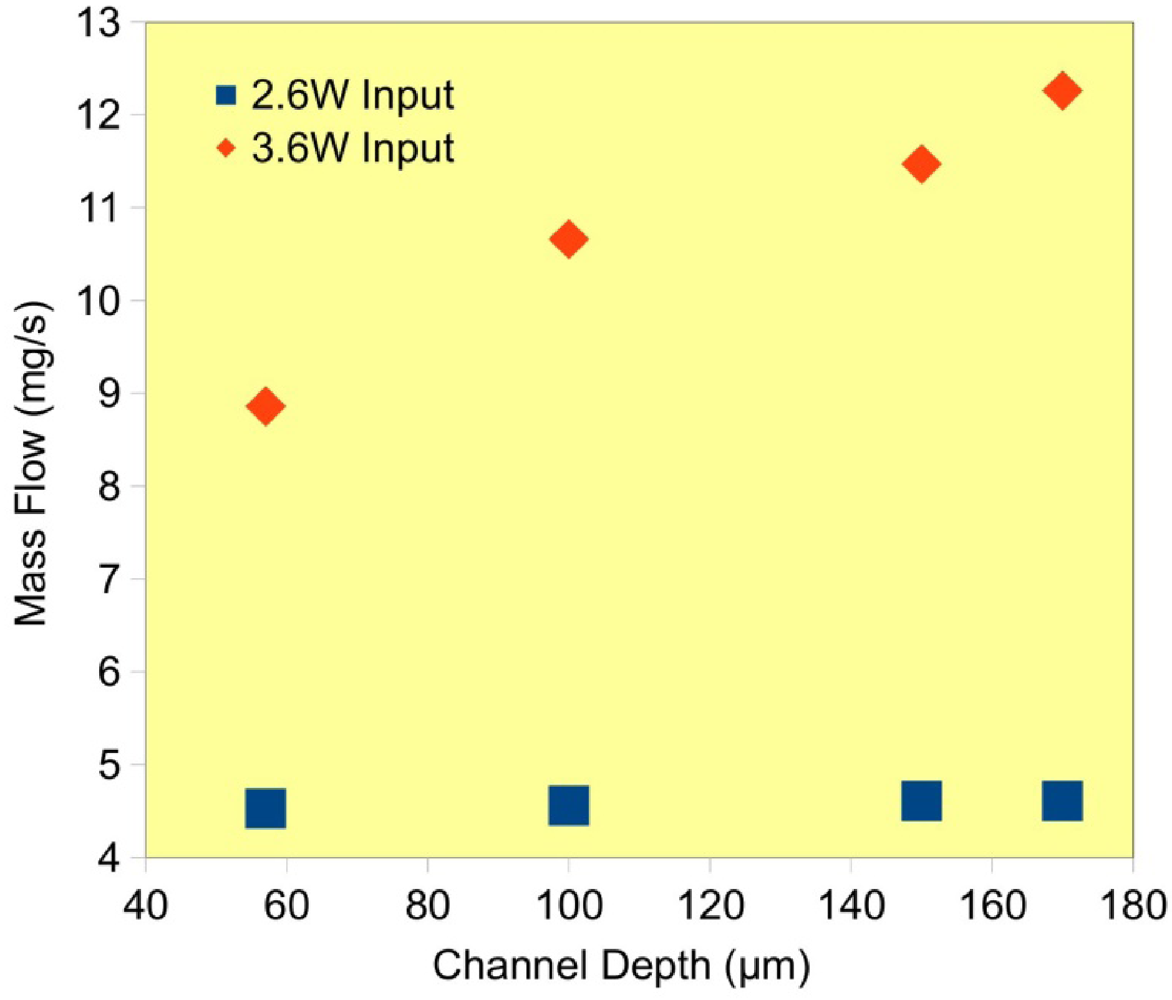
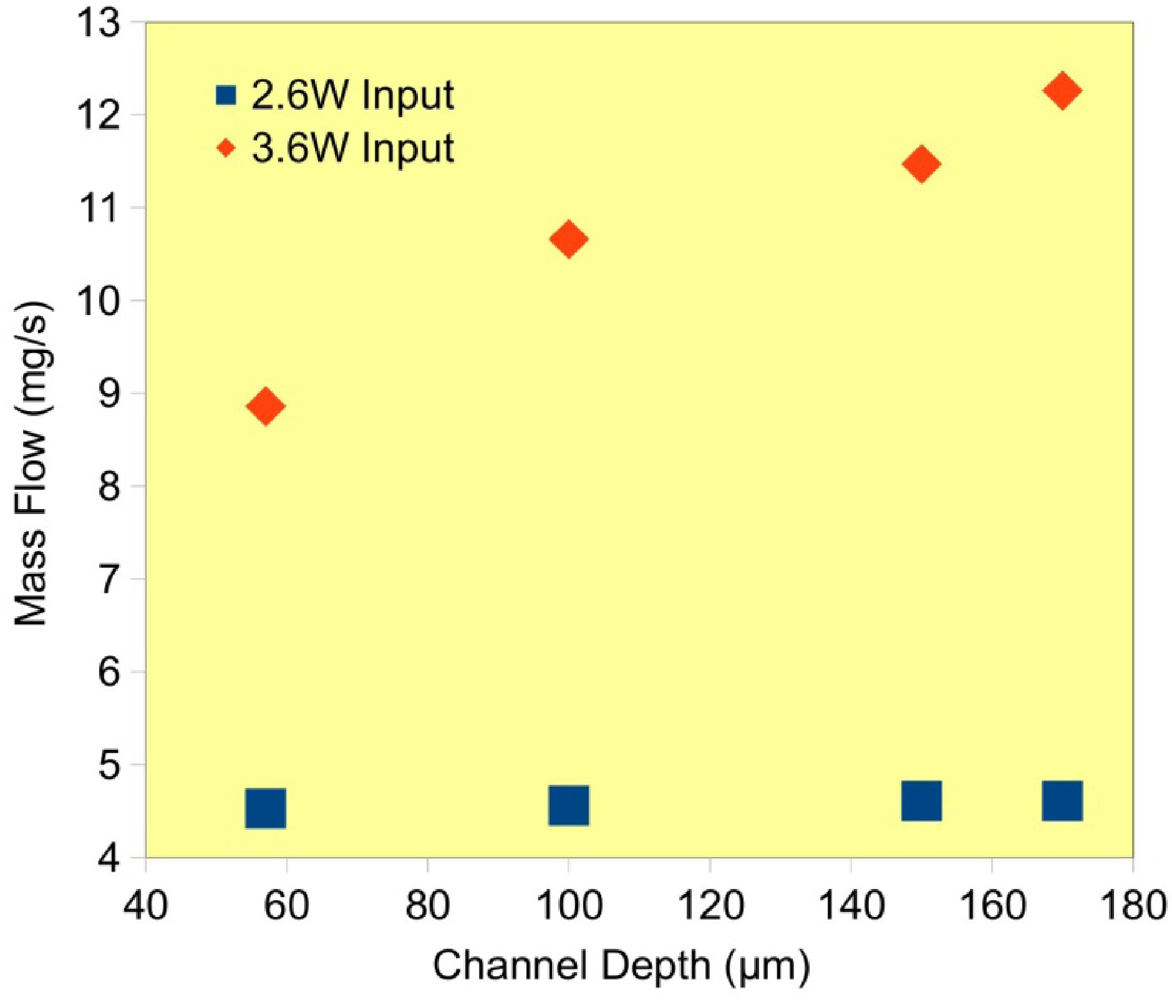
After channels were etched into the silicon wafer, individual boilerplates were diced from the wafer and were ready for incorporation with the acrylic steamdome. Four channel depths were investigated as part of this work. These included depths of 57, 100, 150, and 170 µm.
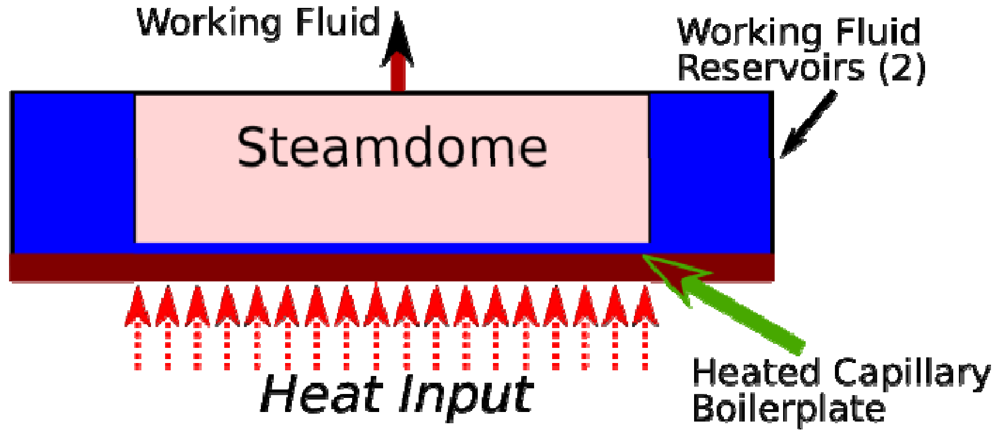
For each boilerplate manufactured using these processing steps, a top steamdome was added as noted in
Figure 3. This acrylic top piece was designed to fit directly over the boilerplate and provide working fluid reservoirs aside the capillary channels. In addition, the central volume of the acrylic piece was left open to serve as a central steam collection point, or steamdome, over the primary boiler channels. 3 mm thick inner walls separated the steamdome from reservoirs with only the boilerplate capillary channels running beneath. Acrylic steamdomes were fabricated using a casting technique where a single prototype was used to form a rubber mold. A two-part liquid resin from Alumilite Corporation was mixed and used to fill the rubber mold. The mixture was allowed to cure for several hours before removal from the mold. This technique produced domes with good repeatability and uniformity. The overall size of the steamdomes (including reservoirs) was 13 mm by 38 mm by 10 mm in height. Small holes were drilled in the top of the acrylic piece. A 1/16” OD hole was drilled atop the reservoir openings to facilitate the addition of working fluid during testing. A larger 1/8” OD hole was drilled atop the main dome outlet and a brass nipple fitting from McMaster-Carr was epoxied in place. This allowed thermocouples and a small pressure sensor to attach to each fully assembled device. 3/16” OD tubing was used for these connections. Following these additional fabrication steps, each acrylic steamdome was permanently epoxied to a silicon boilerplate. This readied the boiler for testing.
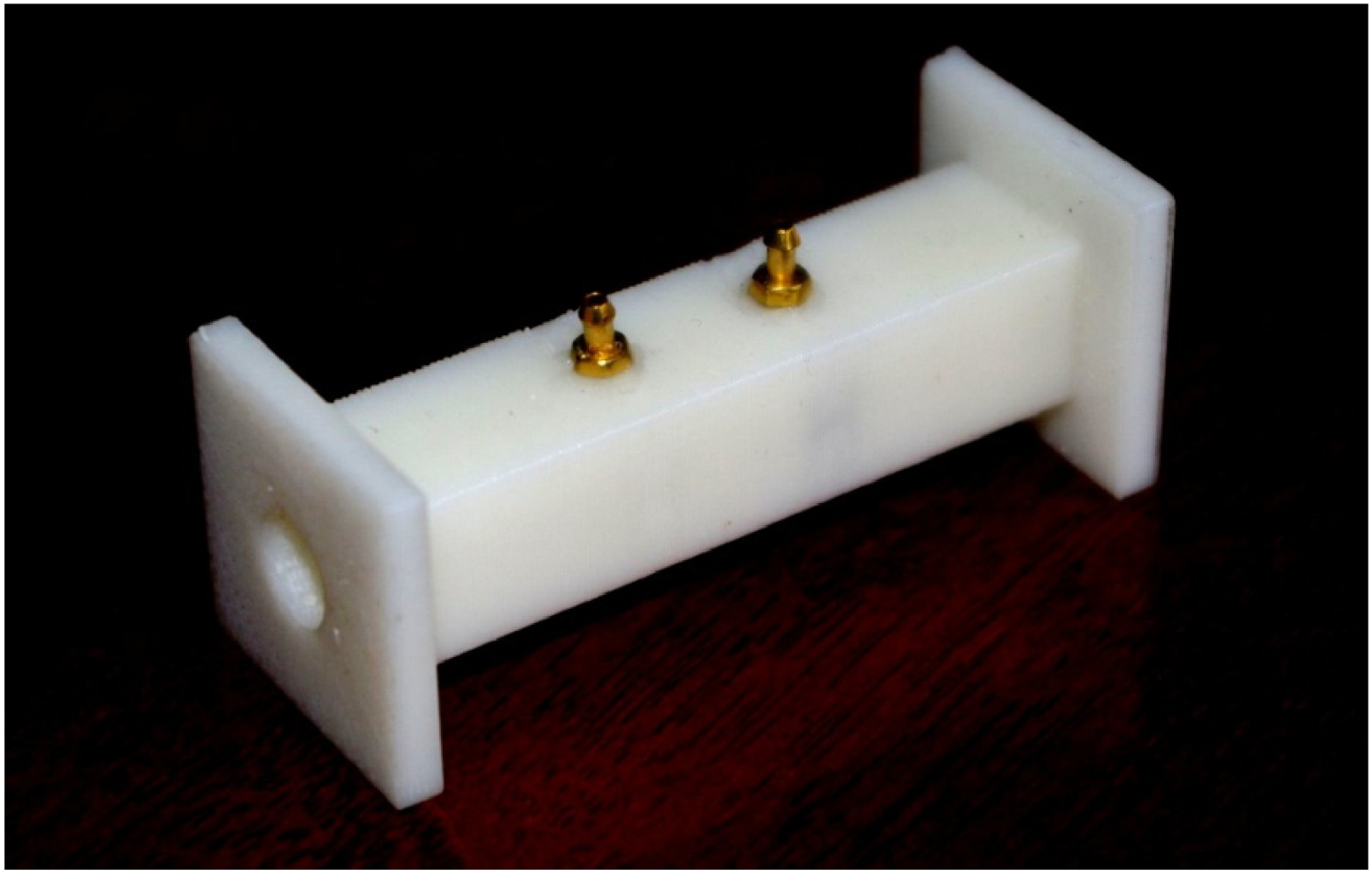
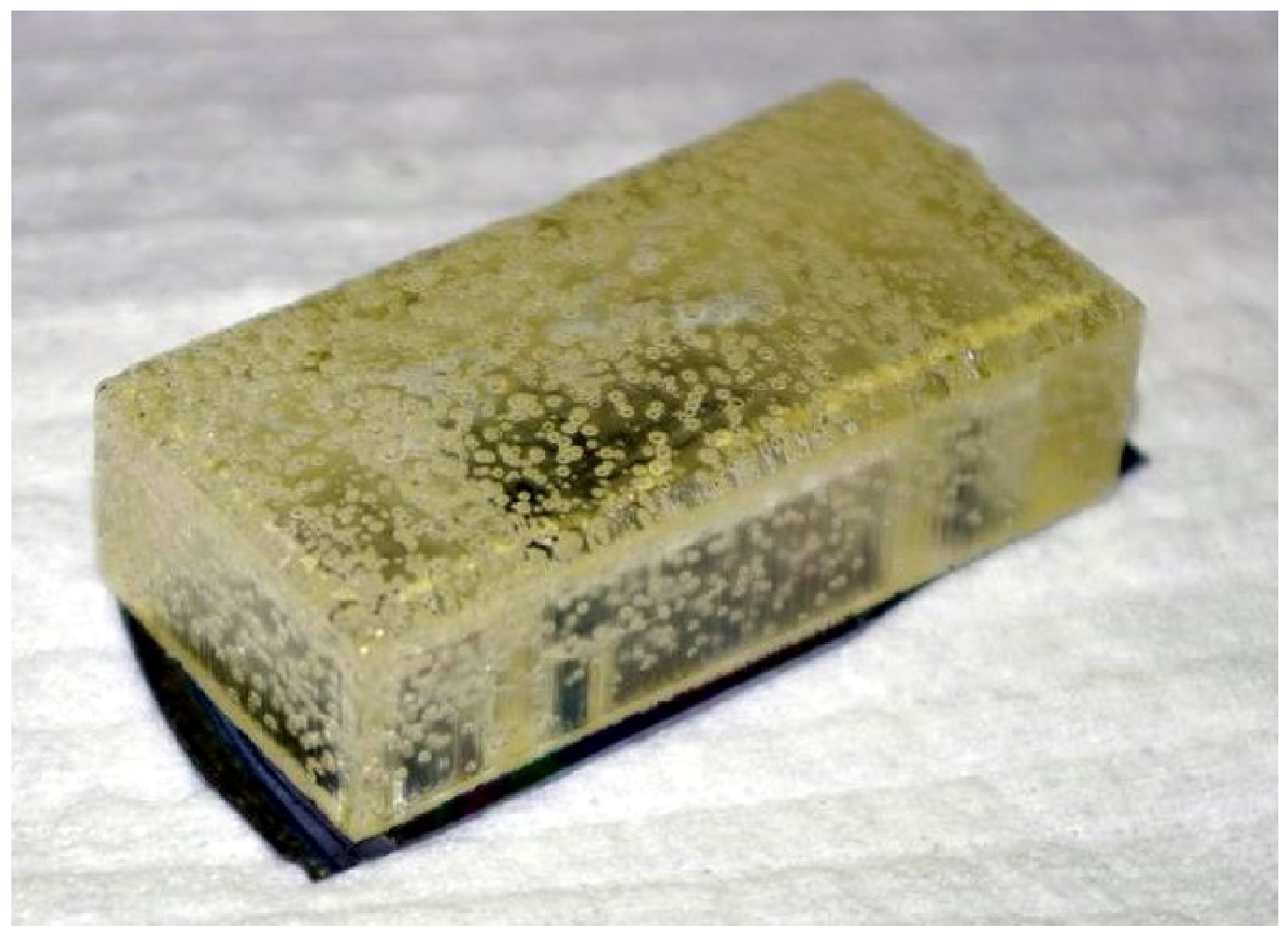
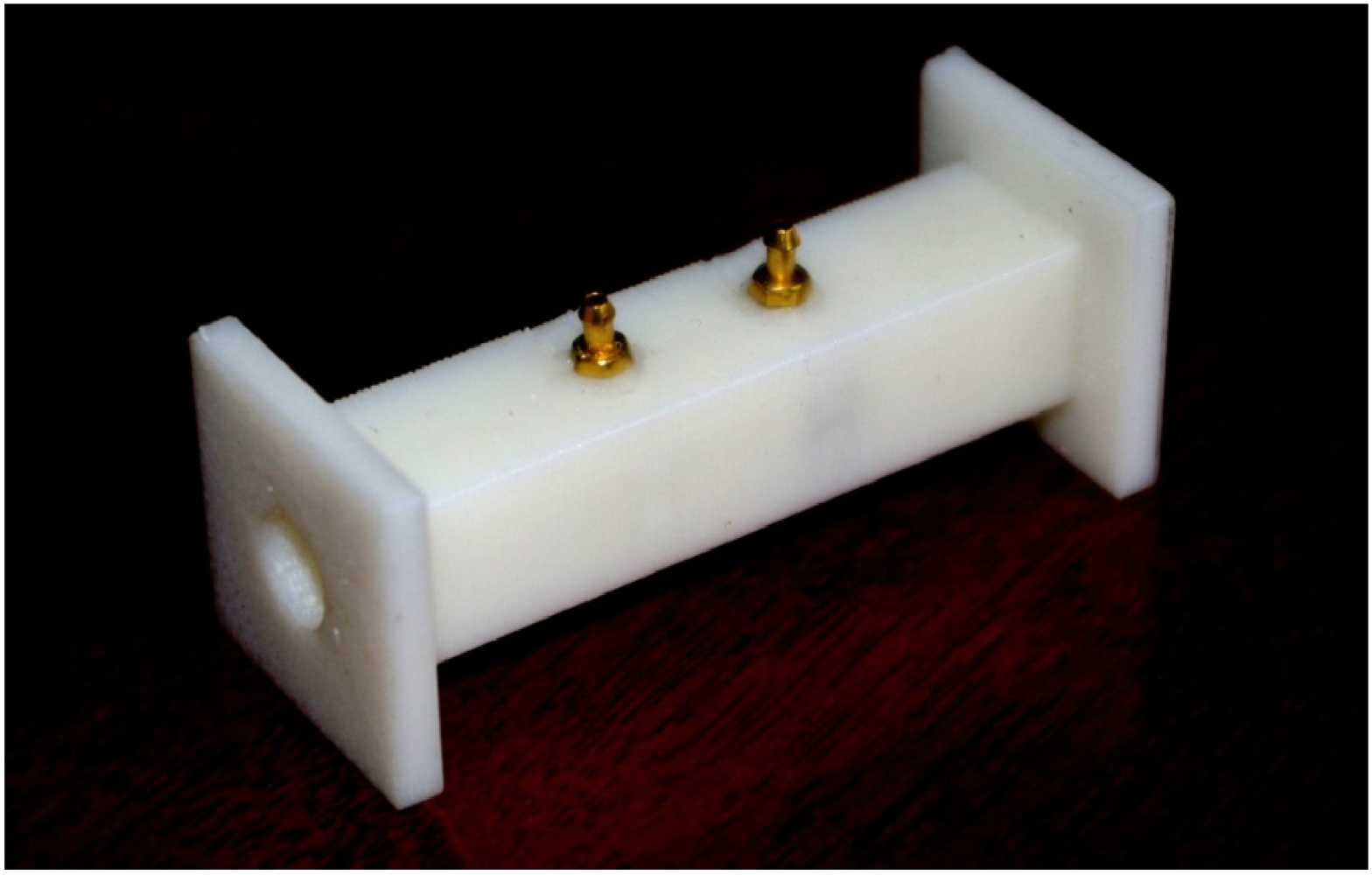
Figure 5 shows a steamdome and boilerplate, ready for incorporation of sensors and full testing.
Figure 5.
Steamdome and boilerplate.
Figure 5.
Steamdome and boilerplate.
2.2. Test Setup
Testing of the assembled boilers was conducted based on the boiler’s ability to generate working fluid phase change and pressure as a function of input power. The fabricated capillary channels were critical to the operation of the boiler and the generation of a fluid pumping effect. Boilers with varying channel depths were tested and characterized based on these operating parameters.
A common setup was utilized for each boiler tested. In addition, each assembled boiler was tested multiple times to ensure accurate reporting of operating characteristics. The working fluid utilized in these tests was 3MTM HFE-7200. This working fluid was selected for multiple reasons. First, the fluid and channels presented a high degree of wetting, suitable for capillary action. The use of other fluids could vary measured pumping rates and boiler effectiveness depending on fluid-surface contact angle and resulting capillary forces. Other types of fluids would have to be evaluated using this performance metric. Second, the working fluid presents a low boiling point of 76 °C at atmospheric pressure. This is appropriate for many waste heat applications that output thermal energy to the environment at relatively low temperatures. It is important to recognize, however, that the boiler and overall micro-system is not fluid specific. Operation of the system may be tailored to specific thermal sources through a change in working fluid with different boiling point. A final benefit of this working fluid is the small environmental impact potential in any real-world application.
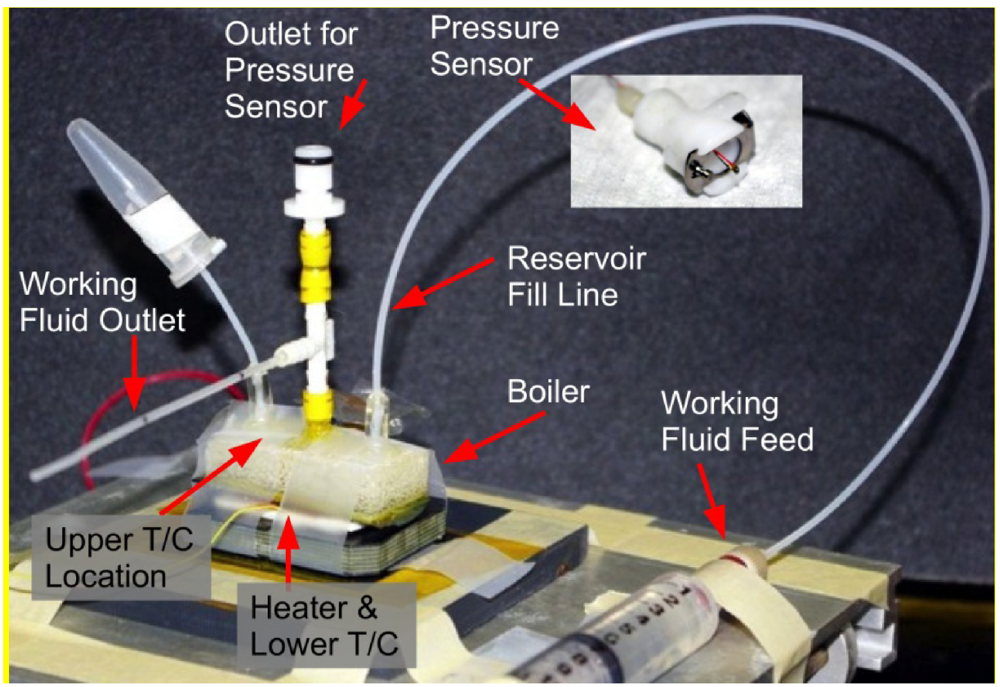
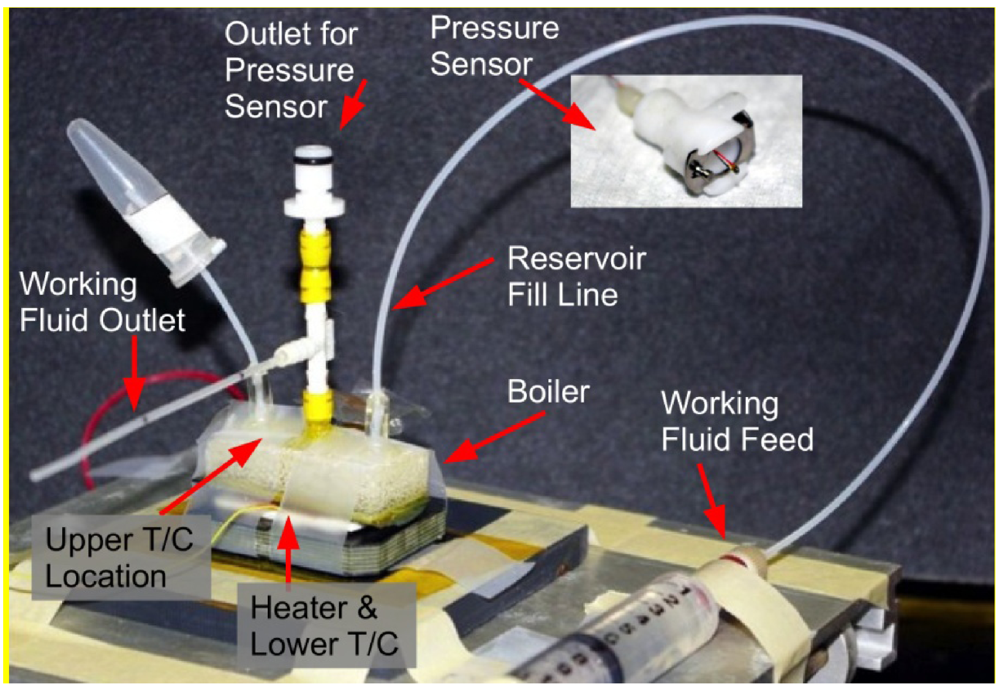
Several components were added to assembled boilers to fully monitor and characterize the performance. Boiler operation involved the use of heat addition via a resistance heater. This heater substituted for potential waste heat sources in a real-world application. The heater was a KHLV-101/P from Omega Engineering. This was hooked to a DC power supply. Both voltage and current consumption were monitored allowing determination of power input to the boiler during testing. A thermocouple (T/C) was added within the boiler steamdome to monitor operating temperature of vapor within the boiler. An additional T/C was located on the heater to measure input temperature. Both thermocouples were k-type, purchased from Omega Engineering. Finally a Precision-Measurements Co (PMC) #060 pressure transducer was incorporated above the steamdome to measure the operating pressure of the boiler.
Figure 6 shows the fully assembled boiler and test hardware. The pressure transducer was located as part of the central steamdome exit.
Figure 6.
Boiler test setup.
Figure 6.
Boiler test setup.
Two basic tests were performed to fully characterize boiler performance. The first allowed vaporized working fluid to freely exit the boiler in an atmospheric condition. This produced results that indicated capillary channel effectiveness directly when assembled with the steamdome. This technique did not produce pressure within the boiler, however. Based on the performance of boilers operating at atmospheric condition, a second test was performed that restricted the exit tube to allow the boiler to operate at a higher pressure. The boiler selected for pressurized operation showed the best performance during atmospheric testing. These second tests produced true boiler-type output consisting of pressurized fluid flow. The direct operating procedure for both tests was similar.
In each test, thermal energy was applied to the boiler for several minutes without working fluid present. This thermal energy simulated heat transfer from a real-world source. This allowed the boiler to achieve a steady state condition prior to working fluid addition. Power inputs considered for these tests were 2.6 W and 3.6 W as measured at the resistance heater. This maintained boiler operation within or below an envelope of thermal input consistent with potential real-world sources. Tests conducted at elevated pressures considered only the elevated input of 3.6 W. Steady state operation was determined by monitoring thermocouple readout. After achieving steady state, the boiler was loaded with working fluid via syringe connected to the working fluid reservoirs as noted in
Figure 6. This provided the needed working fluid to the capillary channels for phase change. The feed was connected via sealed connection to prevent any pressurized working fluid generated by the boiler from backing into the working fluid syringe feed. In this manner, vapor was forced to exit the centrally located steamdome hole.
Fluid was supplied in two ways depending on the type of test being conducted. For testing conducted in atmospheric conditions, experiments were conducted that illuminated the basic capillary flow rate capabilities of the boilers. To achieve this, reservoirs surrounding the boilerplate were slightly oversupplied to allow the capillary channels a maximum amount of fluid for phase change. By contrast, tests conducted under pressurized conditions used these achieved capillary flows as a guideline and did not oversupply working fluid. This had the desirable effect of focusing boiling and phase change within the channels during pressurized tests. This also eliminated potential pool boiling resulting from over-full conditions. In both cases, a syringe pump was sourced to predictably compress the supply syringe. This maintained working fluid within the boiler at controllable and predictable levels.
Further advantages of syringe pump use included elimination of large-scale temperature fluctuations caused by unpredictable supply. In addition, operation in this manner represented an improved approximation of boiler operation as part of a larger system. In a full system, working fluid would be returned to the boiler at predictable rates based on the boiler output flow rates and consumption by any attached power output device.
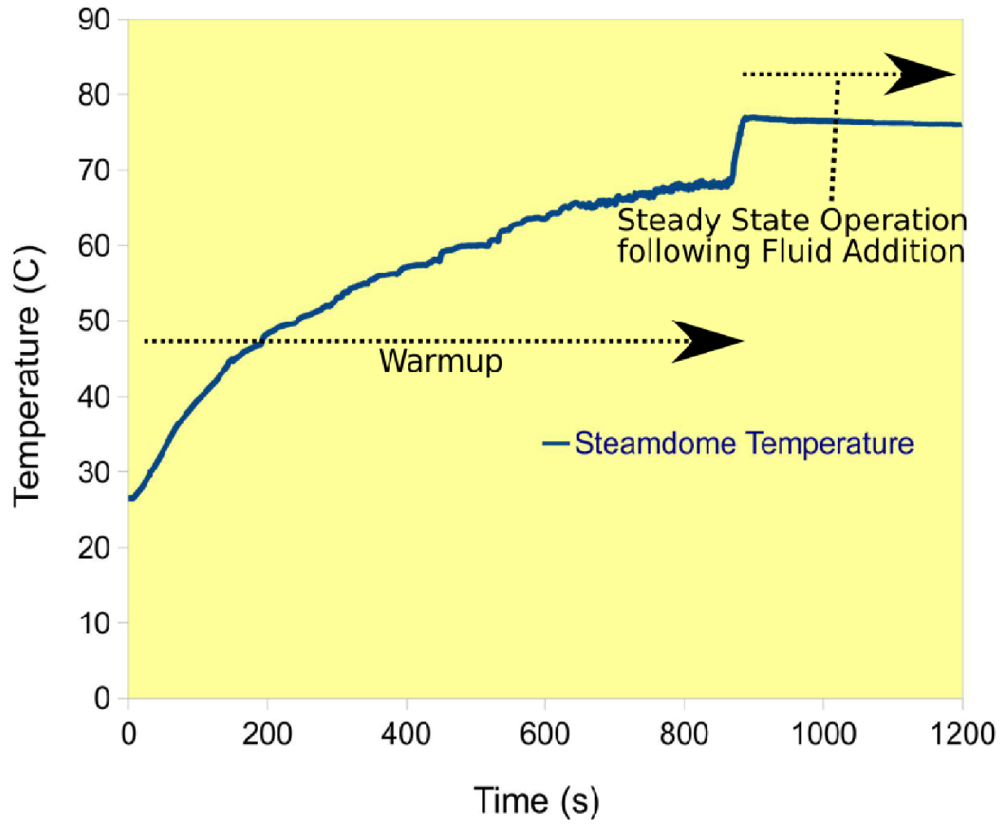
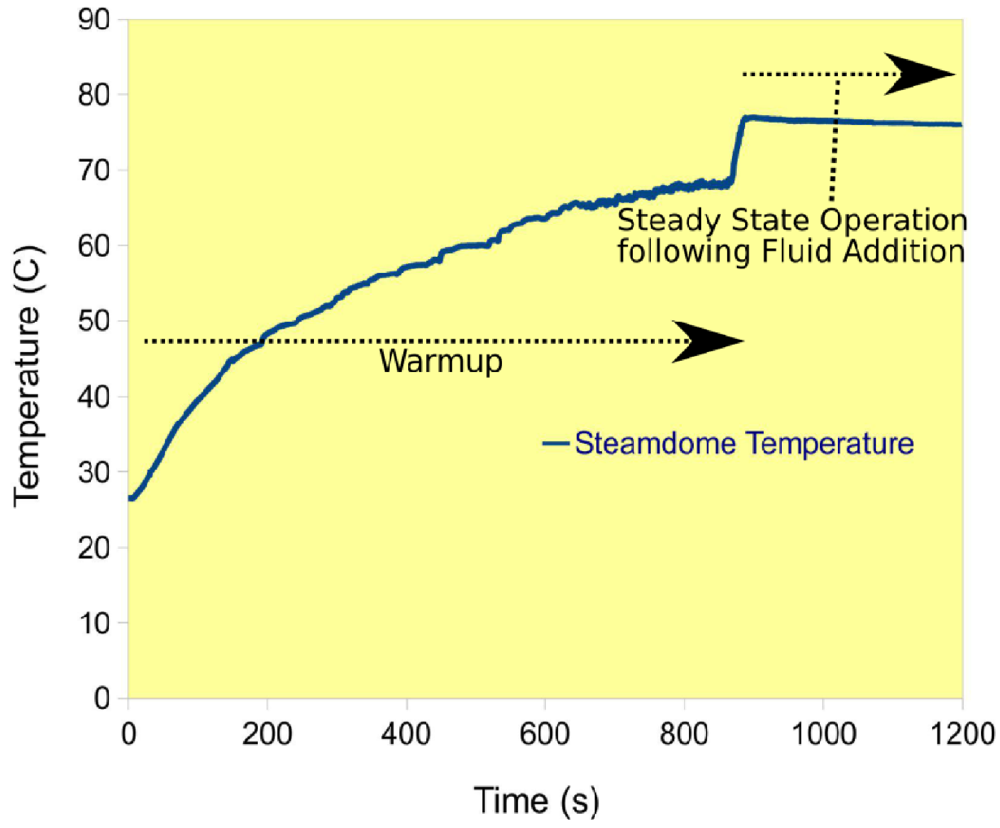
Independent of test type, following the addition of working fluid the boiler was allowed to operate at a new steady state operating condition. As with the initial dry “warmup,” this new steady state condition was determined based on a consistent operating temperature of the boiler.
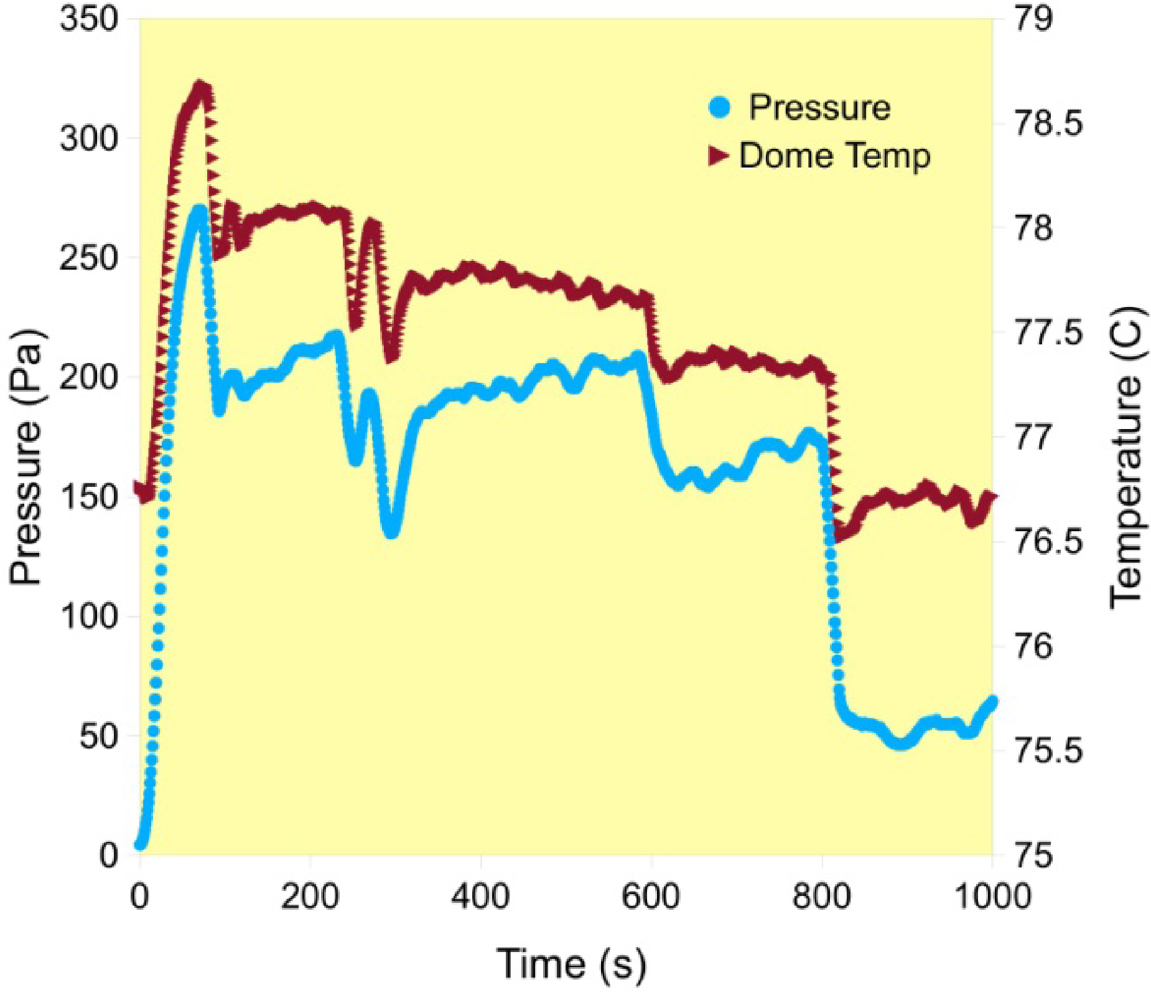
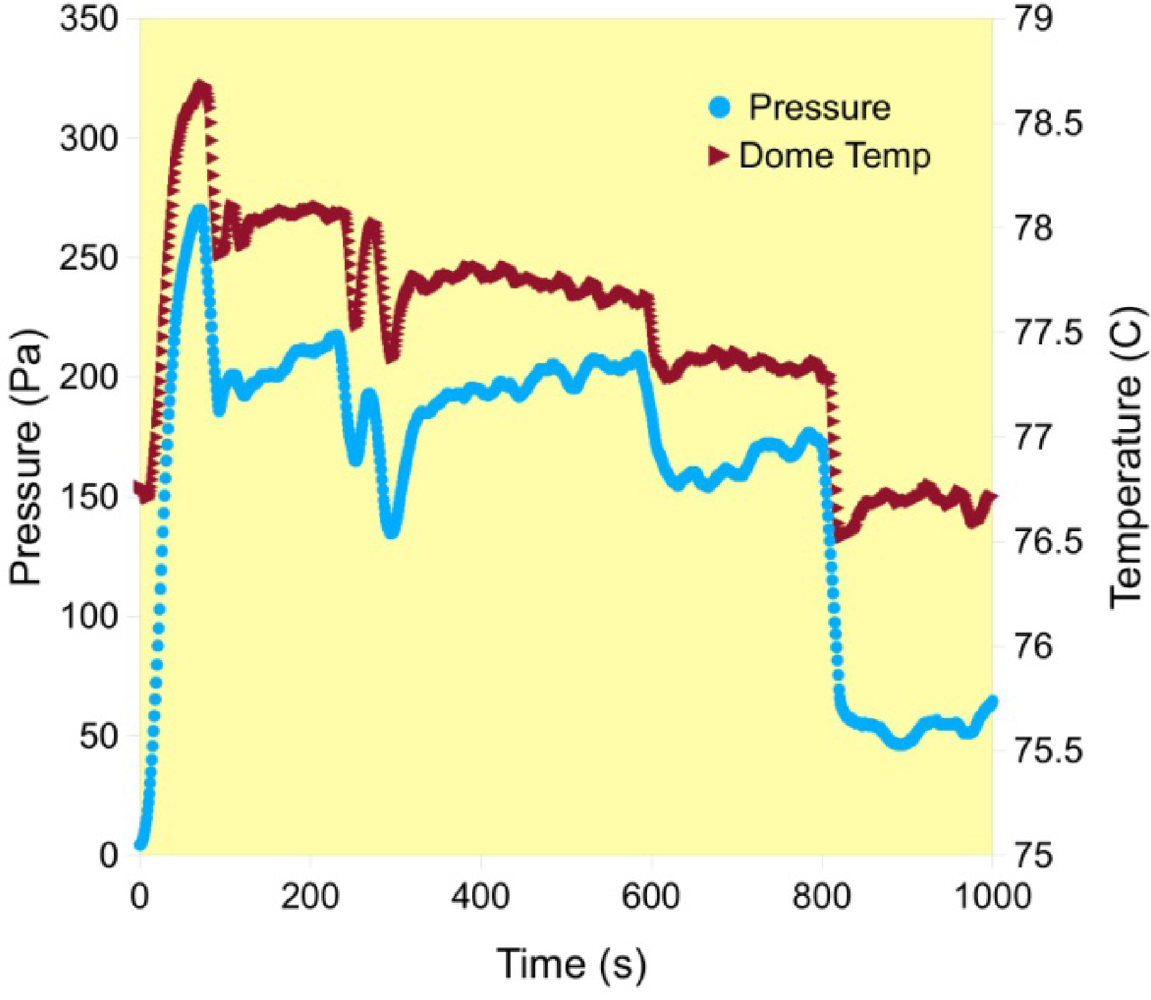
Figure 7 shows a typical temperature plot from within the steamdome following the addition of working fluid. The constant temperature section represented the period considered for testing and analysis presented in this paper. Individual tests were conducted using boilerplates with capillary channels of 57, 100, 150, and 170 µm depth. Outcome from these tests represented a significant characterization of boiler operation across multiple power inputs using multiple designs.
Figure 7.
Typical temperature plot and test section.
Figure 7.
Typical temperature plot and test section.
Independent of test type, vaporized working fluid was allowed to exit the boiler via the central steamdome hole in line with the pressure transducer. The working fluid was directed into a short length of tubing. For atmospheric testing, focused primarily on capillary channel effectiveness within the steamdome, the condensed working fluid was collected within a syringe. The total volume was measured as a function of test duration yielding specific flow rate information. This mass flow rate was combined with the known heat of vaporization for HFE 7200, 125 kJ/kg at atmospheric pressure. This allowed determination of power absorption via phase change of the working fluid.
Following tests within the atmospheric pressure steamdome, pressurized testing was conducted. The boiler was brought to a dry, steady state condition as before and the syringe pump was allowed to input working fluid to the reservoirs as previously described. A restriction in the form of a clamping force was placed on the central exit tube to increase the boiler operating pressure. This effectively simulated operation when the boiler must generate operating pressure for attached devices. The boiler was operated for an additional several minutes and allowed to come to a steady state under these new conditions. Based on previously established guidelines, the feed rate of the syringe pump was adjusted as needed such that working fluid levels within the boiler were maintained at a constant value. Given a change in operating pressure, the feed rate was adjusted accordingly to ensure no oversupply and pool boiling. This was confirmed both visually and via pressure and thermocouple readout. In this manner, the boiler was operated at a steady, pressurized condition with a known mass flow rate from the working fluid supply. By varying the clamping force, different operating pressures were achieved and capillary action was forced to work against generated boiler pressures. Power input was maintained at 3.6 W for pressurized tests.
Independent of test type, T/C and pressure sensor readouts were recorded via Labview software. This raw data was post-processed to formulate the final test results.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}