
Additive–Subtractive Manufacturing Based on Water-Soluble Sacrificial Layer: High-Adhesion Metal Patterning via Inkjet Printing

 and
and
Abstract
1. Introduction
2. Materials and Methods
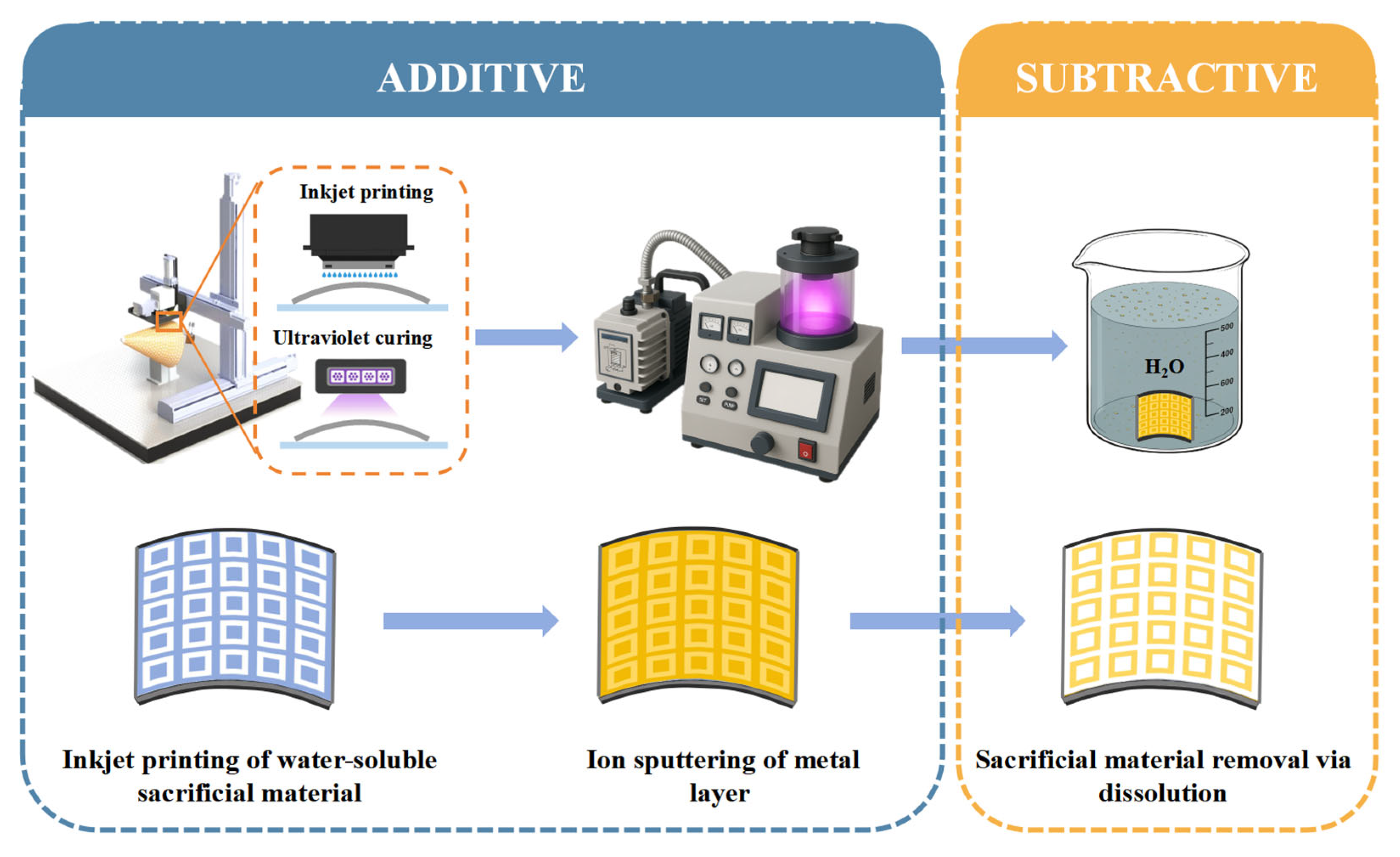
2.1. Additive–Subtractive Hybrid Manufacturing Process
2.2. Water-Soluble Sacrificial Ink Preparation
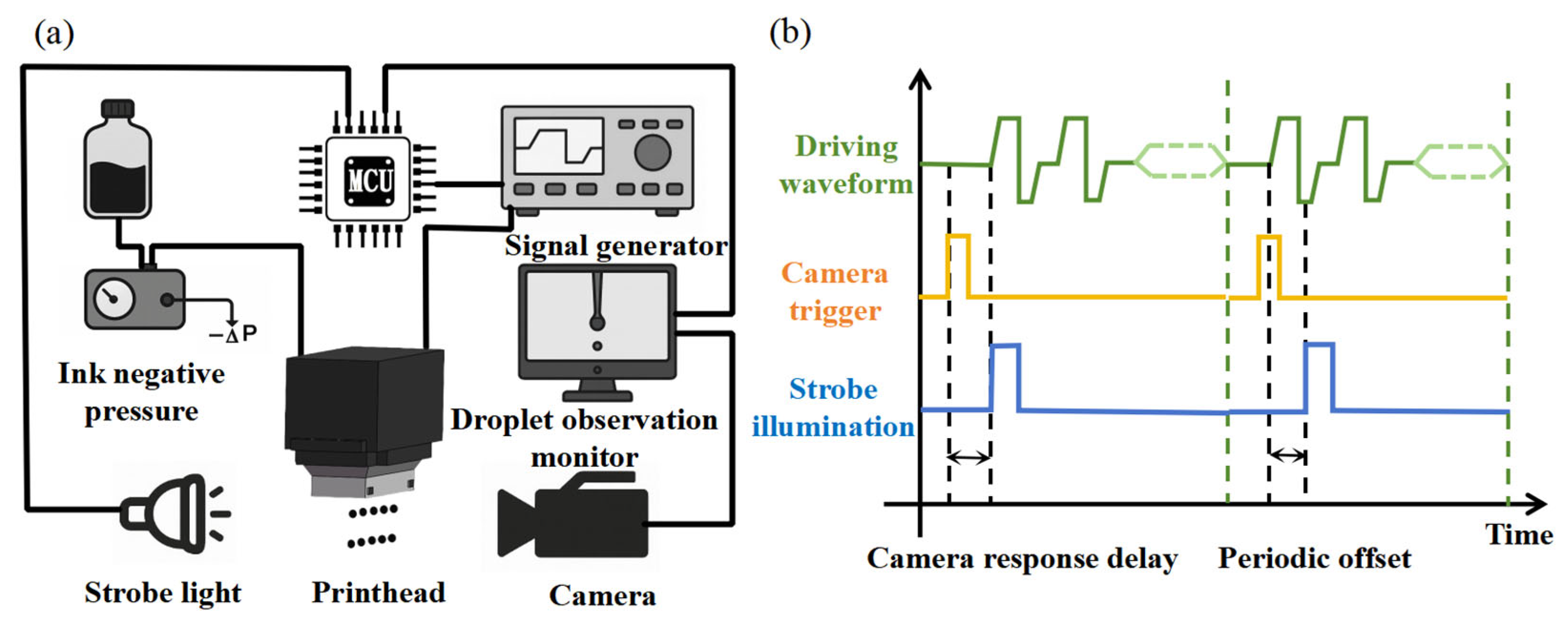
2.3. Droplet Observation Platform Setup
2.4. Testing and Characterization
3. Results and Discussion
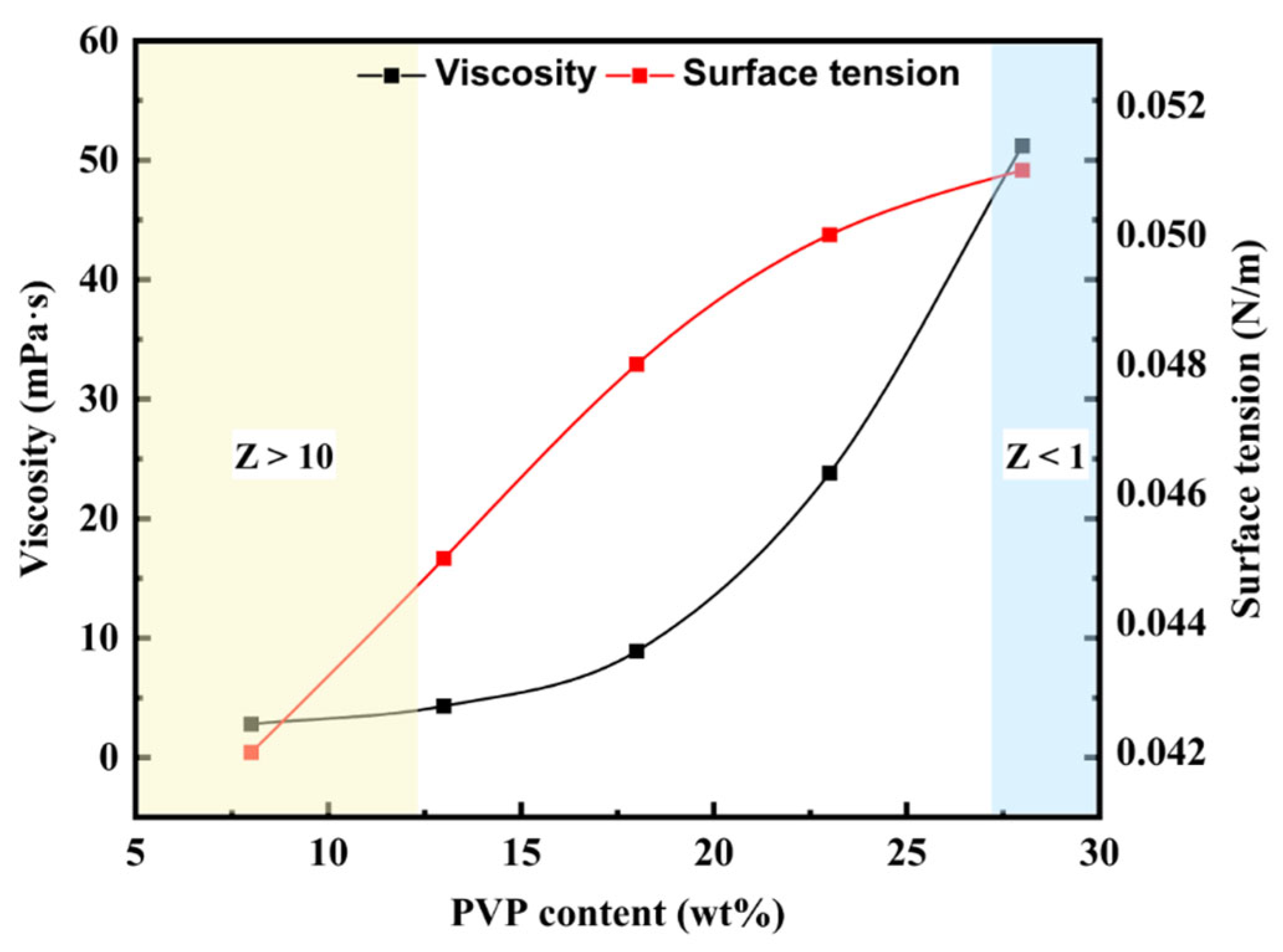
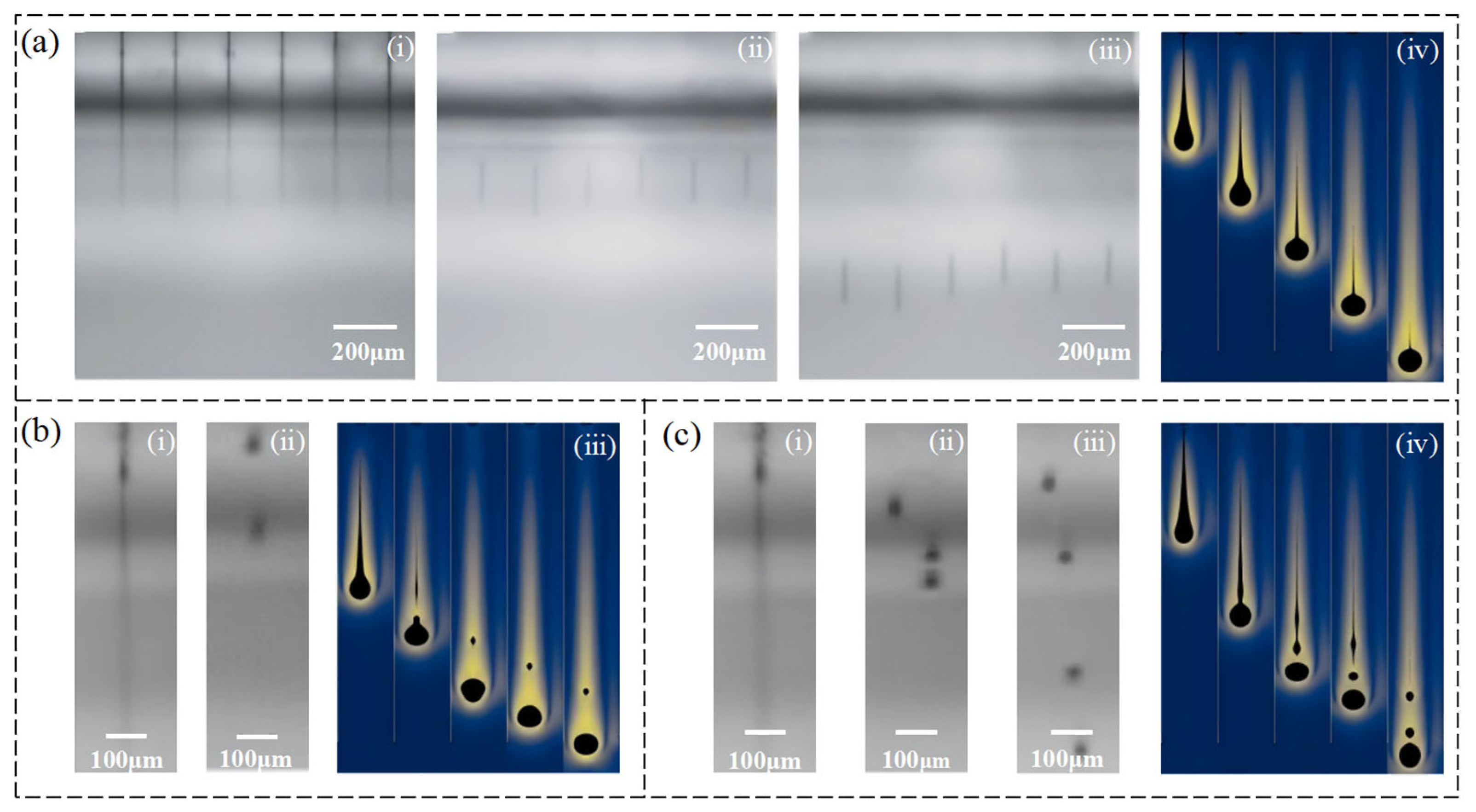
3.1. Inkjet Printability
3.2. Forming Accuracy Characterization
3.3. Adhesion Characterization
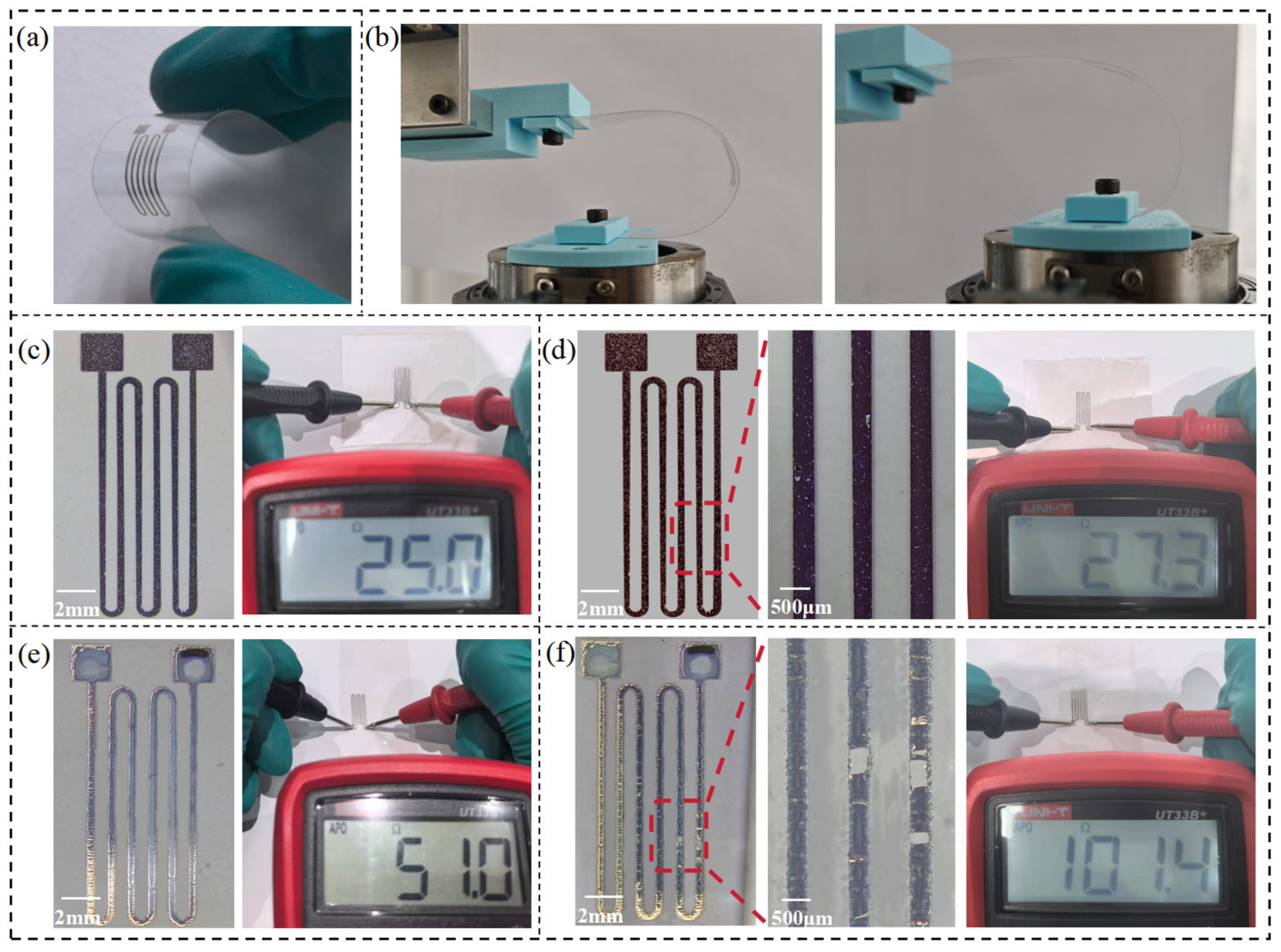
3.4. Fabrication of Conductive Patterns on Curved Rotational Surfaces and PET Film
- (a)
- First, the water-soluble sacrificial material was inkjet-printed in four successive layers at a high resolution of 1200 DPI to uniformly cover the curved surface of the insulating substrate. This high-precision printing ensured uniform material distribution, laying a solid foundation for the subsequent steps.
- (b)
- Next, a metal layer was deposited over the entire printed surface using ion beam sputtering. The bombardment of high-energy ions enabled the metal atoms to embed into the substrate with high kinetic energy, forming a metal layer with strong interfacial adhesion.
- (c)
- The sputtered sample was then immersed in water and left undisturbed for 20 min. During this period, the water-soluble sacrificial layer underwent a self-peeling process, selectively removing the metal film covering it.
- (d)
- As a result, well-defined, firmly adhered, and intact metal patterns were successfully formed on the curved substrate.

- Additive–subtractive method samples: PET films were first cleaned with ethanol to remove surface contaminants. A water-soluble sacrificial ink was then inkjet-printed at 1200 DPI in four successive layers, each cured under UV light for 20 s. A silver layer was subsequently deposited using a 100 W ion sputtering system for 900 s. Finally, the PET film was immersed in water for 20 min to dissolve the sacrificial layer and lift off the unwanted metal.
- Inkjet-printed control samples: The PET surface was treated with 100 W oxygen plasma for 15 min to improve hydrophilicity, thereby enhancing ink droplet adhesion and deposition precision. A silver nanoparticle ink was then inkjet-printed at 1200 DPI in four layers, followed by sintering under an 800 W infrared lamp for 45 s.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| DPI | Dots per inch |
| AM | Additive manufacturing |
| UV | Ultraviolet |
| PEEK | Polyetheretherketone |
| ITO | Indium tin oxide |
| ACOM | Acryloylmorpholine |
| HMPP | Hydroxymethyl phenylphosphinic |
| PVP | Polyvinylpyrrolidone |
| DBE | Dimethyl nylon |
| PET | Polyethylene glycol terephthalate |
References
- Lemarchand, J.; Bridonneau, N.; Battaglini, N.; Carn, F.; Mattana, G.; Piro, B.; Zrig, S.; Noël, V. Challenges, Prospects, and Emerging Applications of Inkjet-Printed Electronics: A Chemist’s Point of View. Angew. Chem. Int. Ed. 2022, 61, e202200166. [Google Scholar] [CrossRef]
- Shah, M.A.; Lee, D.-G.; Lee, B.-Y.; Hur, S. Classifications and applications of inkjet printing technology: A review. IEEE Access 2021, 9, 140079–140102. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, M.; Zhang, L.; Xu, J.; Xiao, X.; Zhang, X. Inkjet-printed flexible sensors: From function materials, manufacture process, and applications perspective. Mater. Today Commun. 2022, 31, 103263. [Google Scholar] [CrossRef]
- Lo, L.W.; Shi, H.; Wan, H.; Xu, Z.; Tan, X.; Wang, C. Inkjet-printed soft resistive pressure sensor patch for wearable electronics applications. Adv. Mater. Technol. 2020, 5, 1900717. [Google Scholar] [CrossRef]
- Lo, L.-W.; Zhao, J.; Wan, H.; Wang, Y.; Chakrabartty, S.; Wang, C. An inkjet-printed PEDOT: PSS-based stretchable conductor for wearable health monitoring device applications. ACS Appl. Mater. Interfaces 2021, 13, 21693–21702. [Google Scholar] [CrossRef] [PubMed]
- Sulaiman, S.; Rashid, N.z.A.; Aziz, A.S.A.; Jun, L.Q.; Jaafar, S.M.H.S.M. Inkjet-printed graphene-based flexible humidity sensor for environmental applications. In Proceedings of the 2020 IEEE International Conference on Semiconductor Electronics (ICSE), Kuala Lumpur, Malaysia, 28–29 July 2020; pp. 148–151. [Google Scholar]
- Wu, J.; Pang, H.; Ding, L.; Wang, Y.; He, X.; Shu, Q.; Xuan, S.; Gong, X. A lightweight, ultrathin aramid-based flexible sensor using a combined inkjet printing and buckling strategy. Chem. Eng. J. 2021, 421, 129830. [Google Scholar] [CrossRef]
- Eggers, H.; Schackmar, F.; Abzieher, T.; Sun, Q.; Lemmer, U.; Vaynzof, Y.; Richards, B.S.; Hernandez-Sosa, G.; Paetzold, U.W. Inkjet-printed micrometer-thick perovskite solar cells with large columnar grains. Adv. Energy Mater. 2020, 10, 1903184. [Google Scholar] [CrossRef]
- Okoroafor, T.; Maalouf, A.; Oez, S.; Babu, V.; Wilk, B.; Resalati, S. Life cycle assessment of inkjet printed perovskite solar cells. J. Clean. Prod. 2022, 373, 133665. [Google Scholar] [CrossRef]
- Sun, P.; Liu, J.; Liu, Q.; Yu, J.; Chen, R.; Zhu, J.; Sun, G.; Li, Y.; Liu, P.; Wang, J. Nitrogen and sulfur co-doped MXene ink without additive for high-performance inkjet-printing micro-supercapacitors. Chem. Eng. J. 2022, 450, 138372. [Google Scholar] [CrossRef]
- Tsou, K.-L.; Cheng, Y.-T. Miniaturized inkjet-printed flexible ion-selective sensing electrodes with the addition of graphene in PVC layer for fast response real-time monitoring applications. Talanta 2024, 275, 126107. [Google Scholar] [CrossRef]
- Wen, D.; Ying, G.; Liu, L.; Sun, C.; Li, Y.; Zhao, Y.; Ji, Z.; Wu, Y.; Zhang, J.; Zhang, J. Flexible and high-performance MXene/MnO2 film electrodes fabricated by inkjet printing: Toward a new generation supercapacitive application. Adv. Mater. Interfaces 2021, 8, 2101453. [Google Scholar] [CrossRef]
- Chennit, K.; Delavari, N.; Mekhmoukhen, S.; Boukraa, R.; Fillaud, L.; Zrig, S.; Battaglini, N.; Piro, B.; Noël, V.; Zozoulenko, I. Inkjet-Printed, Coplanar Electrolyte-Gated Organic Field-Effect Transistors on Flexible Substrates: Fabrication, Modeling, and Applications in Biodetection. Adv. Mater. Technol. 2023, 8, 2200300. [Google Scholar] [CrossRef]
- Chung, S.; Cho, K.; Lee, T. Recent progress in inkjet-printed thin-film transistors. Adv. Sci. 2019, 6, 1801445. [Google Scholar] [CrossRef] [PubMed]
- Mondal, S.K.; Biswas, A.; Pradhan, J.R.; Dasgupta, S. Inkjet-Printed MoS2 Transistors with Predominantly Intraflake Transport. Small Methods 2021, 5, 2100634. [Google Scholar] [CrossRef]
- Beedasy, V.; Smith, P.J. Printed electronics as prepared by inkjet printing. Materials 2020, 13, 704. [Google Scholar] [CrossRef]
- Bhardwaj, R.; Fang, X.; Somasundaran, P.; Attinger, D. Self-assembly of colloidal particles from evaporating droplets: Role of DLVO interactions and proposition of a phase diagram. Langmuir 2010, 26, 7833–7842. [Google Scholar] [CrossRef] [PubMed]
- Joo, S.; Baldwin, D.F. Adhesion mechanisms of nanoparticle silver to substrate materials: Identification. Nanotechnology 2009, 21, 055204. [Google Scholar] [CrossRef]
- Kuusisto, E.; Heikkinen, J.J.; Järvinen, P.; Sikanen, T.; Franssila, S.; Jokinen, V.J.S.; Chemical, A.B. Inkjet-printed flexible silver electrodes on thiol-enes. Sens. Actuators B Chem. 2021, 336, 129727. [Google Scholar] [CrossRef]
- Kwon, Y.-T.; Kim, Y.-S.; Lee, Y.; Kwon, S.; Lim, M.; Song, Y.; Choa, Y.-H.; Yeo, W.-H. Ultrahigh conductivity and superior interfacial adhesion of a nanostructured, photonic-sintered copper membrane for printed flexible hybrid electronics. ACS Appl. Mater. Interfaces 2018, 10, 44071–44079. [Google Scholar] [CrossRef]
- Zheng, X.; Wang, Q.; Luan, J.; Li, Y.; Wang, N. Patterned metal/polymer composite film with good mechanical stability and repeatability for flexible electronic devices using nanoimprint technology. Micromachines 2019, 10, 651. [Google Scholar] [CrossRef]
- Xu, Z.; Hui, J.; Lv, J.; Wei, D.; Yan, Z.; Zhang, H.; Wang, J. An investigation of methods to enhance adhesion of conductive layer and dielectric substrate for additive manufacturing of electronics. Sci. Rep. 2024, 14, 10351. [Google Scholar] [CrossRef] [PubMed]
- Baek, I.; Lim, C.-M.; Park, K.Y.; Ryu, B.K. Enhanced metal coating adhesion by surface modification of 3D printed PEKKs. Coatings 2022, 12, 854. [Google Scholar] [CrossRef]
- Liu, Q.; Wei, D.; Lv, J.; Wang, Z.; Xu, Z.; Yang, P.; Zhang, Y.; Li, C. Enhancing interfacial bond strength between PEEK and inkjet-printed silver film through laser surface modification for additive manufacturing of electronics. J. Mater. Res. Technol. 2024, 30, 6724–6736. [Google Scholar] [CrossRef]
- Li, C.-Y.; Liao, Y.-C. Adhesive stretchable printed conductive thin film patterns on PDMS surface with an atmospheric plasma treatment. ACS Appl. Mater. Interfaces 2016, 8, 11868–11874. [Google Scholar] [CrossRef]
- Lee, S.-H.; Yoo, S.; Kim, S.H.; Kim, Y.-M.; Han, S.I.; Lee, H. Nature-inspired surface modification strategies for implantable devices. Mater. Today Bio 2025, 31, 101615. [Google Scholar] [CrossRef] [PubMed]
- Santerre, F.; El Khakani, M.; Chaker, M.; Dodelet, J. Properties of TiC thin films grown by pulsed laser deposition. Appl. Surf. Sci. 1999, 148, 24–33. [Google Scholar] [CrossRef]
- Jeong, S.; Song, H.C.; Lee, W.W.; Choi, Y.; Lee, S.S.; Ryu, B.-H. Combined role of well-dispersed aqueous Ag ink and the molecular adhesive layer in inkjet printing the narrow and highly conductive Ag features on a glass substrate. J. Phys. Chem. C 2010, 114, 22277–22283. [Google Scholar] [CrossRef]
- Lee, Y.-I.; Choa, Y.-H. Adhesion enhancement of ink-jet printed conductive copper patterns on a flexible substrate. J. Mater. Chem. 2012, 22, 12517–12522. [Google Scholar] [CrossRef]
- Song, J.; Huang, J.; Qiu, L. Enhancing the adhesion strength of ink-jet printed indium tin oxide films: The role of printing parameters. Mater. Des. 2023, 232, 112140. [Google Scholar] [CrossRef]
- Long, S.; Zhu, J.; Jing, Y.; He, S.; Cheng, L.; Shi, Z. A comprehensive review of surface modification techniques for enhancing the biocompatibility of 3D-printed titanium implants. Coatings 2023, 13, 1917. [Google Scholar] [CrossRef]
- Fromm, J. Numerical calculation of the fluid dynamics of drop-on-demand jets. IBM J. Res. Dev. 1984, 28, 322–333. [Google Scholar] [CrossRef]
- Derby, B. Inkjet printing of functional and structural materials: Fluid property requirements, feature stability, and resolution. Annu. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Reis, N.; Derby, B. Ink jet deposition of ceramic suspensions: Modeling and experiments of droplet formation. MRS Online Proc. Libr. (OPL) 2000, 625, 117. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | DBE | ACOM | PVP | Ethanol | HMPP | Defoamer |
| wt% | 36–44% | 30% | 13–23% | 9–11% | 1.5% | 1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, M.; Huang, J.; Gong, H.; Zhu, Z.; Li, P.; Wang, H.; Zhao, P.; Wang, J.; Zhang, J. Additive–Subtractive Manufacturing Based on Water-Soluble Sacrificial Layer: High-Adhesion Metal Patterning via Inkjet Printing. Micromachines 2025, 16, 706. https://doi.org/10.3390/mi16060706
Su M, Huang J, Gong H, Zhu Z, Li P, Wang H, Zhao P, Wang J, Zhang J. Additive–Subtractive Manufacturing Based on Water-Soluble Sacrificial Layer: High-Adhesion Metal Patterning via Inkjet Printing. Micromachines. 2025; 16(6):706. https://doi.org/10.3390/mi16060706
Chicago/Turabian StyleSu, Mengyang, Jin Huang, Hongxiao Gong, Zihan Zhu, Pan Li, Huagui Wang, Pengbing Zhao, Jianjun Wang, and Jie Zhang. 2025. "Additive–Subtractive Manufacturing Based on Water-Soluble Sacrificial Layer: High-Adhesion Metal Patterning via Inkjet Printing" Micromachines 16, no. 6: 706. https://doi.org/10.3390/mi16060706
APA StyleSu, M., Huang, J., Gong, H., Zhu, Z., Li, P., Wang, H., Zhao, P., Wang, J., & Zhang, J. (2025). Additive–Subtractive Manufacturing Based on Water-Soluble Sacrificial Layer: High-Adhesion Metal Patterning via Inkjet Printing. Micromachines, 16(6), 706. https://doi.org/10.3390/mi16060706