
Chip Formation Mechanisms When Cutting Amorphous Alloy with Cubic Boron Nitride Tools Based on Constitutive Equation Parameter Optimisation


Abstract
1. Introduction
2. Materials and Methods
2.1. Experiments
2.1.1. Workpiece and Cutting Tool
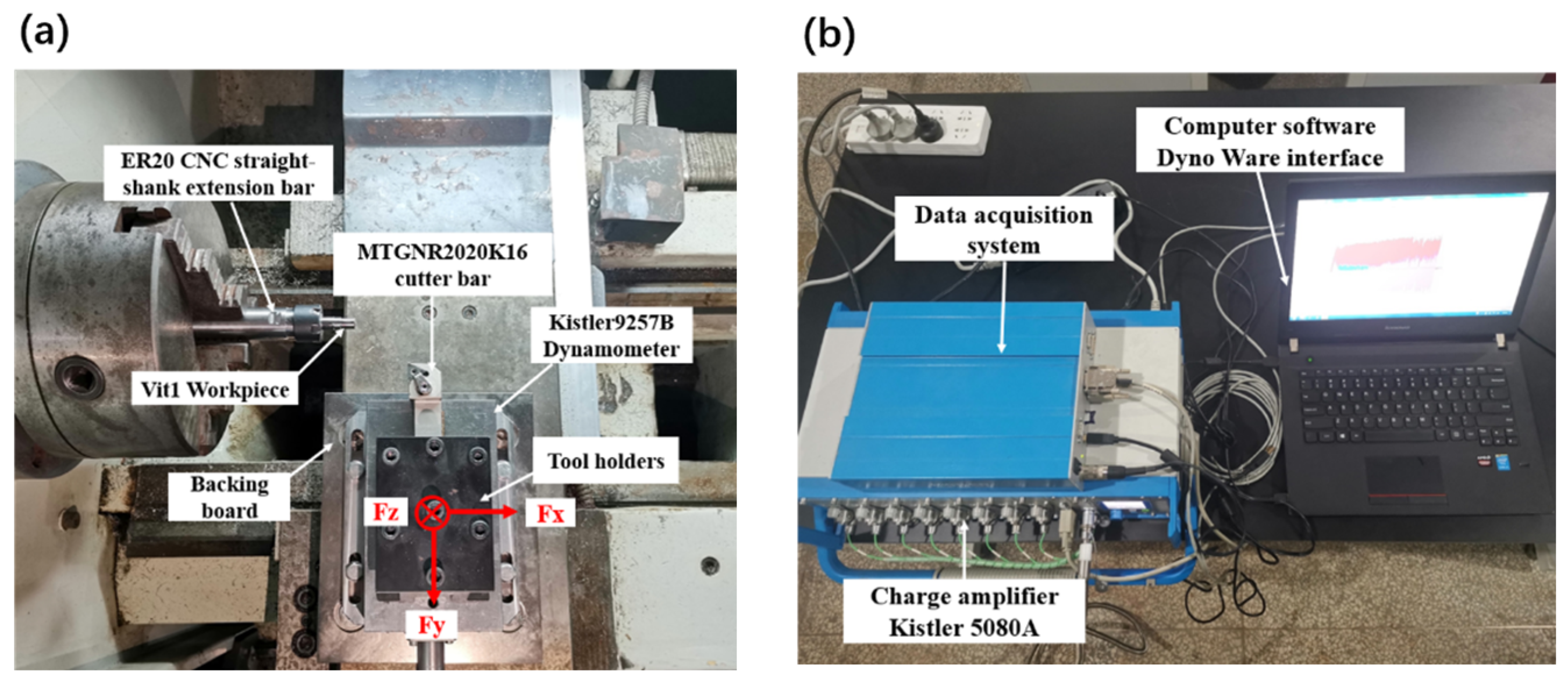
2.1.2. Measurements
- (1)
- Equipment
- (2)
- Cutting parameters
2.2. Methods for Determining JC Constitutive Model Parameters
2.2.1. Fitting Stress–Strain Curve Method Parameters
- (1)
- Determining parameters A, B, and n
- (2)
- Determining parameter C
- (3)
- Determining parameter m
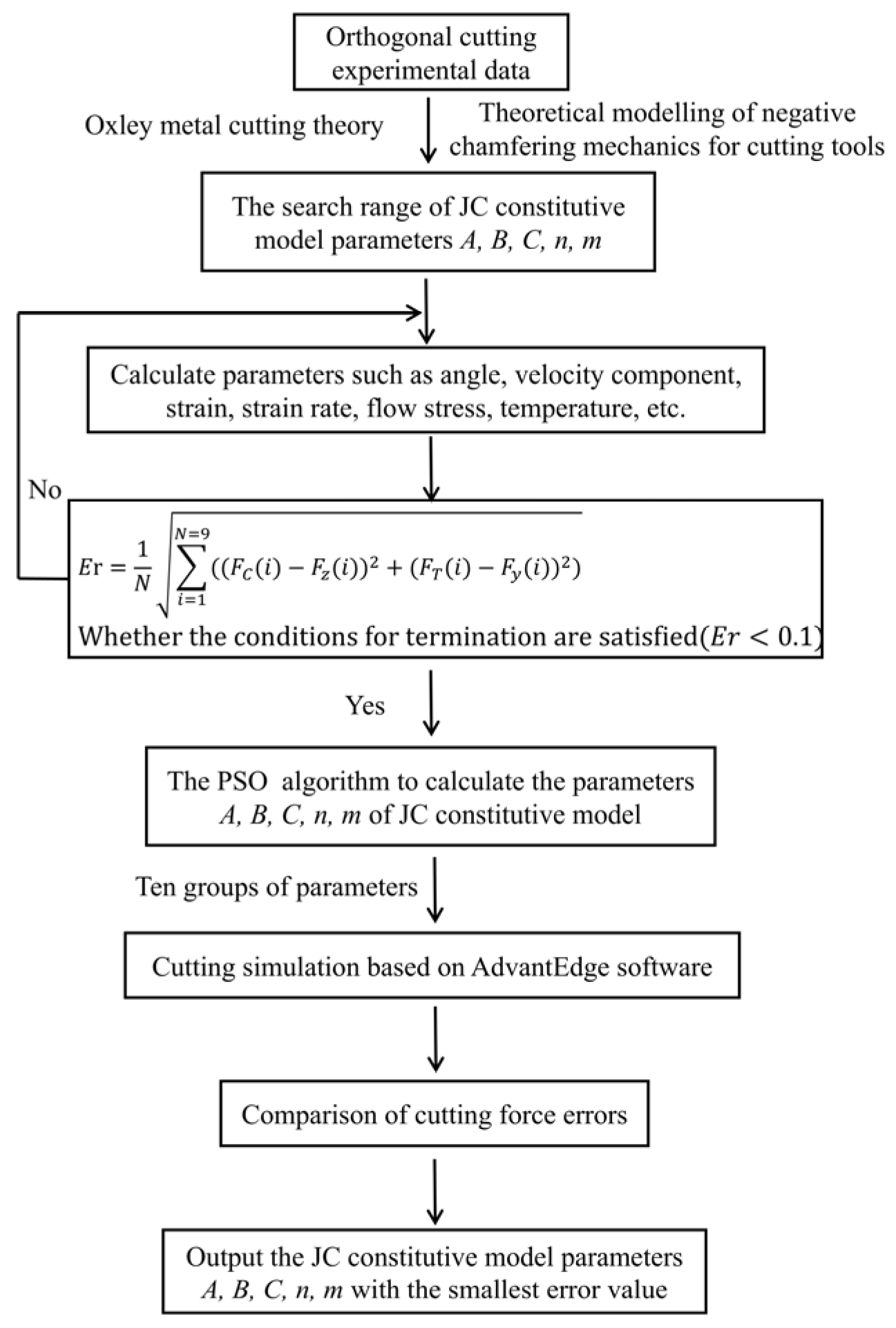
2.2.2. Derivation of Parameters for Oxley’s Predictive Machining Theory
- (1)
- Mechanical analysis of shear plane AB
- (2)
- Mechanical analysis of chamfered deformation zone
- (3)
- PSO for solving JC constitutive parameters
3. Finite Element Modelling
3.1. Pre-Processing Modelling
3.2. Construction of Actual JC Constitutive Model Parameters
4. Results and Discussion
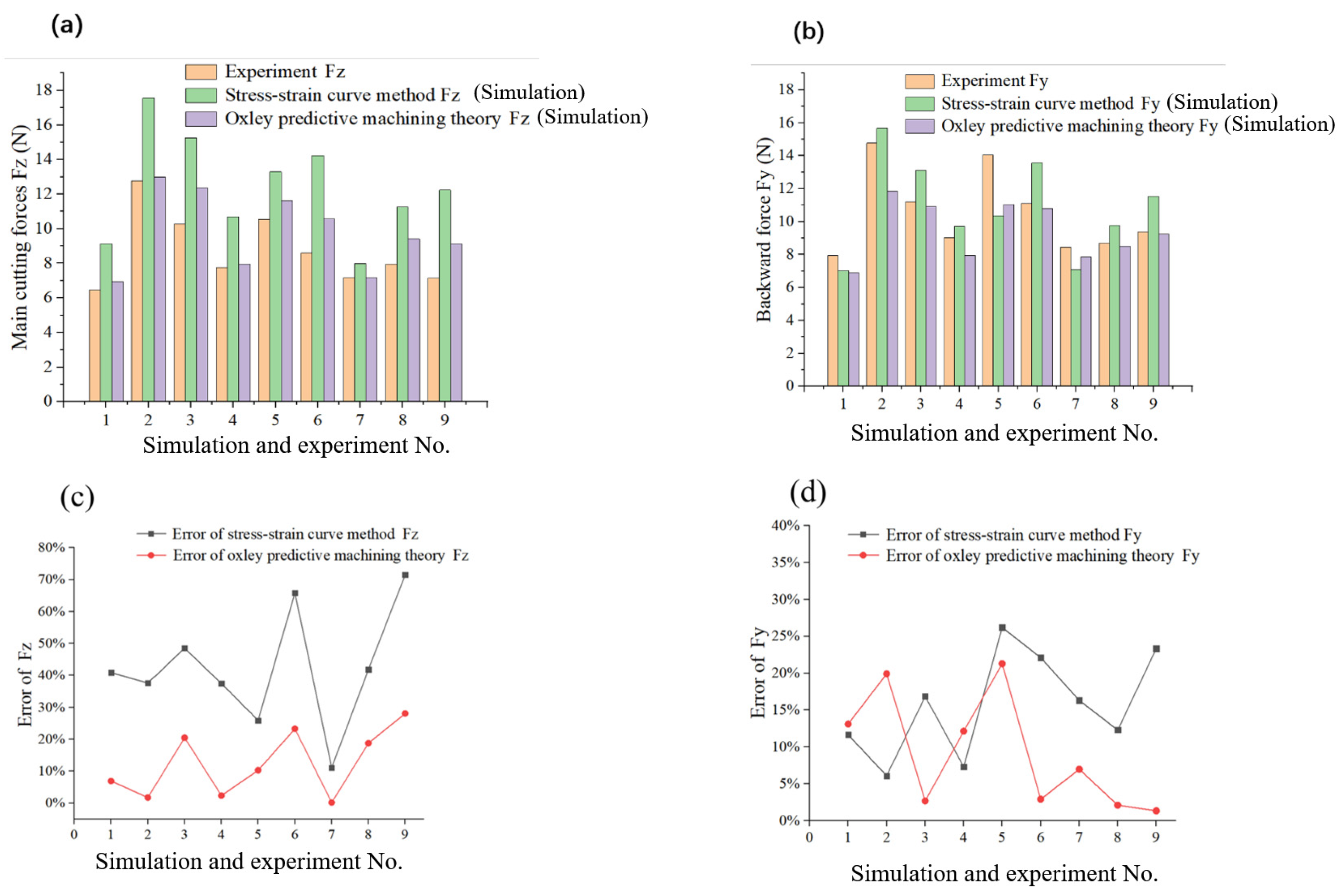
4.1. Comparison of Cutting Forces
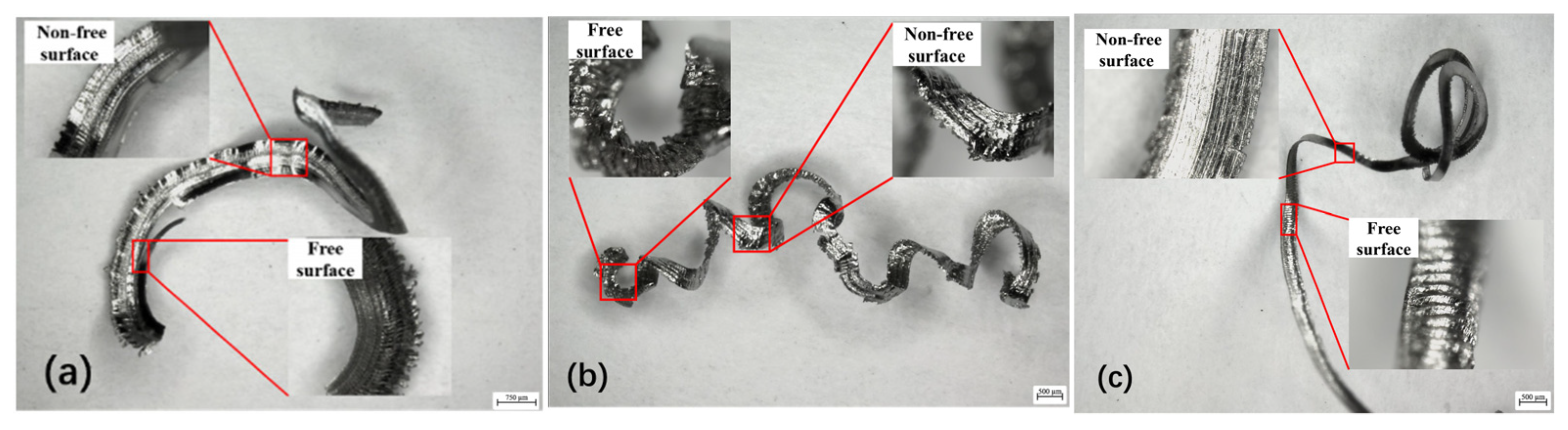
4.2. Verification of Chip Morphology in FEMs
4.3. Mechanism of Chip Formation
5. Conclusions
- (1)
- By establishing a finite element simulation model for the cutting of Vit1 material and comparing it with the cutting experimental results, the chip morphology of FEM was found to be consistent with that of the experimental results. The average errors of Fz and Fy obtained by fitting the parameters of the JC constitutive equation with the Oxley predictive machining theory were 12.461% and 9.161%, respectively. In contrast, the average errors of Fz and Fy obtained by fitting the parameters of the JC constitutive equation with the stress–strain curve method were 42.305% and 15.789%, respectively.
- (2)
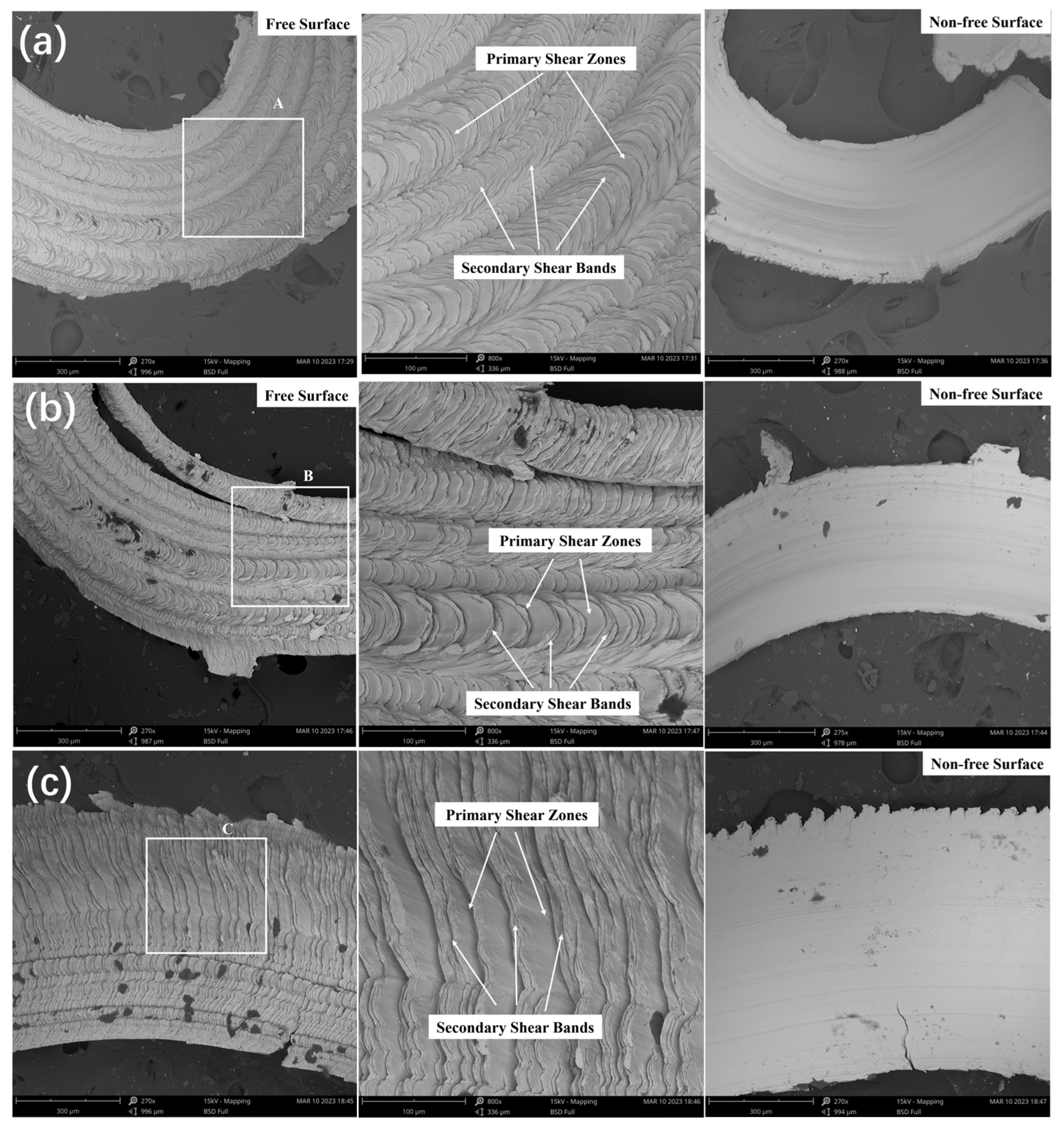
- Based on the observation of the micromorphology of the chips using SEM, at low cutting speeds, the serration shape of the chips was not clear, showing a continuous lamellar strip. However, at high cutting speeds, when cutting Vit1, obvious serrated chip characteristics were observed, with a relatively rough non-free surface.
- (3)
- The transformation of lamellar chips into serrated chips resulted from a combination of adiabatic shear, shear slip, and plastic deformation. Below the primary shear zone, several secondary shear zones existed where shear displacement did not occur. These secondary shear zones were formed by extrusion. Based on the free volume theory, the formation of Vit1 chips was divided into three stages, and the mechanism of chip deformation was revealed while cutting Vit1.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.H.; Dong, C.; Shek, C.H. Bulk Metallic Glasses. Mat. Sci. Eng. R 2004, 44, 45–89. [Google Scholar] [CrossRef]
- Kumar, G.; Tang, H.X.; Schroers, J. Nanomoulding with Amorphous Metals. Nature 2009, 457, 868–872. [Google Scholar] [CrossRef]
- Liens, A.; Etiemble, A.; Rivory, P.; Balvay, S.; Pelletier, J.M.; Cardinal, S.; Fabrègue, D.; Kato, H.; Steyer, P.; Munhoz, T. On the Potential of Bulk Metallic Glasses for Dental Implantology: Case Study on Ti40Zr10Cu36Pd14. Materials 2018, 11, 249. [Google Scholar] [CrossRef]
- Pan, H.; Zhang, Z.; Xie, J. The effects of recrystallization texture and grain size on magnetic properties of 6.5 wt% Si electrical steel. J. Magn. Magn. Mater. 2016, 401, 625–632. [Google Scholar] [CrossRef]
- Liu, X.; Gu, J.L.; Yang, G.N.; Yang, S.; Chen, N.; Yao, K.F. Theoretical and experimental study of metallic glass die-imprinting for manufacturing large-size micro/nano structures. J. Mater. Process. Technol. 2022, 307, 117699. [Google Scholar] [CrossRef]
- Sun, K.; Fu, R.; Liu, X.W.; Xu, L.M.; Wang, G.; Chen, S.Y.; Zhai, Q.J.; Pauly, S. Osteogenesis and angiogenesis of a bulk metallic glass for biomedical implants. Bioact. Mater. 2022, 8, 253–266. [Google Scholar] [CrossRef] [PubMed]
- Bakkal, M.; Shih, A.J.; Scattergood, R.O. Chip formation, cutting forces, and tool wear in turning of Zr-based bulk metallic glass. Int. J. Mach. Tools Manuf. 2004, 44, 915–925. [Google Scholar] [CrossRef]
- Fujita, K.; Morishita, Y.; Nishiyama, N.; Kimura, H.; Inoue, A. Cutting Characteristics of Bulk Metallic Glass. Mater. Trans. 2005, 46, 2856–2863. [Google Scholar] [CrossRef]
- Jiang, M.Q.; Dai, L.H. Formation mechanism of lamellar chips during machining of bulk metallic glass. Acta Mater. 2009, 57, 2730–2738. [Google Scholar] [CrossRef]
- Dhale, K.; Banerjee, N.; Singh, R.K.; Outeiro, J.C. Investigation on chip formation and surface morphology in orthogonal machining of Zr-based bulk metallic glass. Manuf. Lett. 2019, 19, 25–28. [Google Scholar] [CrossRef]
- Dhale, K.; Banerjee, N.; Outeiro, J.; Singh, R.K. Investigation of the softening behavior in severely deformed micromachined sub-surface of Zr-based bulk metallic glass via nanoindentation. J. Non-Cryst. Solids 2022, 5760, 121280. [Google Scholar] [CrossRef]
- Ding, F.; Wang, C.; Zhang, T.; Zheng, L.; Zhu, X.; Li, W.; Li, L. Investigation on chip deformation behaviors of Zr-based bulk metallic glass during machining. J. Mater. Process. Tech. 2019, 276, 116404. [Google Scholar] [CrossRef]
- Ding, F.; Wang, C.; Zhang, T.; Zhao, Q.; Zheng, L. Light emission of Zr-based bulk metallic glass during high-speed cutting: From generation mechanism to control strategies. J. Mate. Process. Tech. 2022, 305, 117598. [Google Scholar] [CrossRef]
- Chen, S.H.; Ge, Q.; Zhang, J.S.; Chang, W.J.; Zhang, J.C.; Tang, H.H.; Yang, H.D. Low-speed machining of a Zr-based bulk metallic glass. J. Manuf. Process. 2021, 72, 565–581. [Google Scholar] [CrossRef]
- Yang, H.; Wu, Y.; Zhang, J.; Tang, H.; Chang, W.; Zhang, J.; Chen, S. Study on the cutting characteristics of high-speed machining Zr-based bulk metallic glass. Int. J. Adv. Manuf. Tech. 2022, 119, 3533–3544. [Google Scholar] [CrossRef]
- Deng, Y.; Wang, C.; Ding, F.; Zhang, T.; Wu, W. Thermo-mechanical coupled flow behavior evolution of Zr-based bulk metallic glass-ScienceDirect. Intermetallics 2023, 152, 107770. [Google Scholar] [CrossRef]
- Wang, T.; Wu, X.Y.; Zhang, G.Q.; Xu, B.; Chen, Y.; Ruan, S.C. Experimental study on machinability of Zr-based bulk metallic glass during micro milling. Micromachines 2020, 11, 86. [Google Scholar] [CrossRef]
- Wang, T.; Wu, X.Y.; Zhang, G.Q.; Chen, Y.H.; Xu, B.; Ruan, S.C. Study on surface roughness and top burr of micro-milled Zr-based bulk metallic glass in shear dominant zone. Int. J. Adv. Manuf. Technol. 2020, 107, 4287–4299. [Google Scholar] [CrossRef]
- Shen, L. Simulation and Experimental Study of Ti-based Amorphous Alloy. Master’s Dissertation, Nanchang University, Nanchang, China, 2022. [Google Scholar]
- He, G.H.; Li, L.X.; Liu, X.L.; Jiang, T.; Zou, J.P. Study on the cutting characteristics and chip formation mechanism of typical amorphous alloy Fe40Ni40P14B6 under micro cutting conditions. J. Mech. Eng. 2020, 56, 223–232. [Google Scholar]
- Jin, M.; Zhao, Y.; Zhao, G.; Fu, J.; Wang, J. Simulation research of laser-assisted machining of Vit1 metallic glass based on D-P constitutive model. Chin. High Technol. Lett. 2019, 29, 1003–1011. [Google Scholar]
- Zhang, F.; Zhang, C.; Fu, J.; Wang, J. Cutting constitutive model of metallic glass based on stress-temperature sensitivity. In Proceedings of the 2020 3rd World Conference on Mechanical Engineering and Intelligent Manufacturing, Shanghai, China, 4–6 December 2020; pp. 187–193. [Google Scholar]
- Wu, S.W.; Hussain, I.; Jia, Y.D.; Yi, J.; Wang, G. Rate dependent of strength in metallic glasses at different temperatures. Sci. Rep. 2016, 6, 27747. [Google Scholar]
- Park, S.S.; Wei, Y.; Jin, X.L. Direct laser assisted machining with a sapphire tool for bulk metallic glass. CIRP Annals. Manuf. Techn. 2018, 67, 193–196. [Google Scholar] [CrossRef]
- Chau, S.; Suet, T.; Sun, Z.; Wu, H. Twinned-serrated chip formation with minor shear bands in ultra-precision micro-cutting of bulk metallic glass. Int. J. Adv. Manuf. Tech. 2020, 107, 4437–4448. [Google Scholar] [CrossRef]
- Wang, F.; Yin, D.; Lv, J.; Zhang, S.; Ma, M.; Zhang, X.; Liu, R. Effect on microstructure and plastic deformation behavior of a Zr-based amorphous alloy by cooling rate control. J. Mater. Sci. Technol. 2021, 82, 1–9. [Google Scholar] [CrossRef]
- Wang, C.; Cheng, S.; Ma, M.; Shan, D.; Guo, B. A Maxwell-extreme constitutive model of Zr-based bulk metallic glass in supercooled liquid region. Mater. Design. 2016, 103, 75–83. [Google Scholar] [CrossRef]
- Atkins, A.G. Modelling metal cutting using modern ductile fracture mechanics: Quantitative explanations for some longstanding problems. Int. J. Mech. Sci. 2003, 45, 373–396. [Google Scholar] [CrossRef]
- Wan, M.; Wen, D.; Ma, Y.; Zhang, W. On material separation and cutting force prediction in micro milling through involving the effect of dead metal zone. Int. J. Mach. Tools Manuf. 2019, 146, 103452. [Google Scholar] [CrossRef]
- Zhou, T.; He, L.; Zou, Z.; Du, F.; Wu, J.; Tian, P. Three-dimensional turning force prediction based on hybrid finite element and predictive machining theory considering edge radius and nose radius. J. Manuf. Process. 2020, 58, 1304–1317. [Google Scholar] [CrossRef]
- Ye, Z. Research on Hard Cutting Performance of Chamfered PCBN Tool. Master’s Dissertation, Hefei University of Technology, Hefei, China, 2016. [Google Scholar]
- Ding, Z. Research on the Machinability in High Speed Machining of Powder Metallurgy Materials. Master’s Dissertation, Hefei University of Technology, Hefei, China, 2016. [Google Scholar]
- Lalwani, D.I.; Mehta, N.K.; Jain, P.K. Extension of Oxley’s predictive machining theory for Johnson and Cook flow stress model. J. Mater. Process. Tech. 2009, 209, 5305–5312. [Google Scholar] [CrossRef]
- Sagar, C.K.; Kumar, T.; Priyadarshini, A.; Gupta, A.K. Prediction and optimization of machining forces using oxley’s predictive theory and RSM approach during machining of WHAs. Def. Technol. 2019, 15, 923–935. [Google Scholar] [CrossRef]
- Sagar, C.K.; Priyadarshini, A.; Gupta, A.K.; Kumar, T.; Saxena, S. An Alternate Approach to SHPB Tests to Compute Johnson-Cook Material Model Constants for 97 WHA at High Strain Rates and Elevated Temperatures Using Machining Tests. J. Manuf. Sci. Eng. 2021, 143, 021004. [Google Scholar] [CrossRef]
- Shan, C.; Zhang, M.; Zhang, S.; Dang, J. Prediction of machining-induced residual stress in orthogonal cutting of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2020, 107, 2375–2385. [Google Scholar] [CrossRef]
- Grzesik, W.; Zak, K. Friction quantification in the oblique cutting with CBN chamfered tools. Wear 2013, 304, 36–42. [Google Scholar] [CrossRef]
- Barelli, F.; Wagner, V.; Laheurte, R.; Dessein, G.; Darnis, P.; Cahuc, O.; Mousseigne, M. Orthogonal cutting of TA6V alloys with chamfered tools: Analysis of tool-chip contact lengths. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2384–2395. [Google Scholar] [CrossRef]
- Ren, H.; Altintas, Y. Mechanics of Machining with Chamfered Tools. J. Manuf. Sci. Eng. 2000, 122, 650–659. [Google Scholar] [CrossRef]
- Zhang, X. Research on the Effect of Chamfer Structure on the Milling Performance of Hardened Steel. Master’s Dissertation, East China University of Science and Technology, Wuhan, China, 2020. [Google Scholar]
- Wen, D. The Mechanism and Technology of Hard Cutting with PCBN Tool; Dalian University of Technology: Dalian, China, 2002. [Google Scholar]
- Coello, C.C.; Pulido, G.T.; Lechuga, M.S. Handling multiple objectives with particle swarm optimization. IEEE Trans. Evol. Comput. 2004, 8, 256–279. [Google Scholar] [CrossRef]
- Filho, J.M. Applying extended Oxley’s machining theory and particle swarm optimization to model machining forces. Int. J. Adv. Manuf. Tech. 2017, 89, 1127–1136. [Google Scholar] [CrossRef]
- Zhang, S.; Li, B.; Li, Q.; Man, J. Research Development of Application of Finite Element Method on Cutting Process. Aeronaut. Manuf. Technol. 2019, 62, 15–27. [Google Scholar]
- Cheng, F. Application of Physical Fracture Criterion to High Speed Cutting. Mod. Manuf. Eng. 2009, 11, 61–64. [Google Scholar]
- Ye, G.G.; Xue, S.F.; Jiang, M.Q.; Tong, X.H.; Dai, L.H. Modeling periodic adiabatic shear band evolution during high speed machining Ti-6Al-4V alloy. Int. J. Plast. 2013, 40, 39–55. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Cutting Speed vc (m/min) | Feed Rate f (mm/r) | Actual Cutting Depth Δap (mm) | Chip Thickness t2 (mm) |
|---|---|---|---|---|
| 1 | 10 | 0.02 | 0.170 | 0.0508 |
| 2 | 10 | 0.04 | 0.185 | 0.0939 |
| 3 | 10 | 0.06 | 0.170 | 0.1306 |
| 4 | 15 | 0.02 | 0.175 | 0.0551 |
| 5 | 15 | 0.04 | 0.175 | 0.0891 |
| 6 | 15 | 0.06 | 0.190 | 0.1256 |
| 7 | 20 | 0.02 | 0.180 | 0.0517 |
| 8 | 20 | 0.04 | 0.185 | 0.0919 |
| 9 | 20 | 0.06 | 0.180 | 0.1189 |
| A (MPa) | B (MPa) | n | C | m |
|---|---|---|---|---|
| 500~2500 | 450~1500 | 0.001~1 | 0.001~2 | 0.001~2 |
| Number of Initial Populations | Spatial Dimension | Maximum Number of Iterations | Speed Limit | Inertia Weight c1 | Self-Learning Factor c2 | Group Learning Factor c3 | Deviation of Fitness Value |
|---|---|---|---|---|---|---|---|
| 100 | 5 | 300 | [−1, 1] | 0.8 | 0.5 | 0.5 | 0.001 |
| No. | A (MPa) | B (MPa) | n | C | m | Error of No. 1 in Table 1 | Error of No. 2 in Table 1 | Error of No. 3 in Table 1 | Average Error |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 869.1 | 971.8 | 0.8981 | 0.0204 | 0.0341 | 0.3021 | 0.2615 | 0.3019 | 0.2885 |
| 2 | 1073.7 | 1181.1 | 0.3796 | 0.0217 | 0.0256 | 0.2908 | 0.3614 | 0.1323 | 0.2615 |
| 3 | 806.2 | 671.8 | 0.1061 | 0.2115 | 0.0912 | 0.2498 | 0.2924 | 0.3287 | 0.2903 |
| 4 | 850.1 | 519.5 | 0.2131 | 0.1061 | 0.0813 | 0.1001 | 0.1084 | 0.1158 | 0.1081 |
| 5 | 887.9 | 788.5 | 0.7460 | 0.0116 | 0.0448 | 0.2170 | 0.2655 | 0.1710 | 0.2179 |
| 6 | 952.8 | 537.2 | 0.4465 | 0.1568 | 0.0634 | 0.1450 | 0.0949 | 0.1920 | 0.1439 |
| 7 | 904.8 | 610.7 | 0.4944 | 0.0799 | 0.0498 | 0.0345 | 0.2638 | 0.1290 | 0.1424 |
| 8 | 844.2 | 1122.3 | 0.7091 | 0.0901 | 0.0423 | 0.2508 | 0.1997 | 0.2378 | 0.2294 |
| 9 | 868.3 | 776.2 | 0.5824 | 0.0343 | 0.0634 | 0.1305 | 0.2049 | 0.1345 | 0.1566 |
| 10 | 830.2 | 591.7 | 0.7633 | 0.042 | 0.0545 | 0.1441 | 0.2417 | 0.1292 | 0.1717 |
| Average | 888.7 | 777.1 | 0.5249 | 0.0774 | 0.0550 | 0.1691 | 0.2088 | 0.1424 | 0.1734 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, J.; Wang, D.; Guo, Y.; Ming, W.; He, W. Chip Formation Mechanisms When Cutting Amorphous Alloy with Cubic Boron Nitride Tools Based on Constitutive Equation Parameter Optimisation. Micromachines 2025, 16, 534. https://doi.org/10.3390/mi16050534
Du J, Wang D, Guo Y, Ming W, He W. Chip Formation Mechanisms When Cutting Amorphous Alloy with Cubic Boron Nitride Tools Based on Constitutive Equation Parameter Optimisation. Micromachines. 2025; 16(5):534. https://doi.org/10.3390/mi16050534
Chicago/Turabian StyleDu, Jinguang, Dingkun Wang, Yaoxuan Guo, Wuyi Ming, and Wenbin He. 2025. "Chip Formation Mechanisms When Cutting Amorphous Alloy with Cubic Boron Nitride Tools Based on Constitutive Equation Parameter Optimisation" Micromachines 16, no. 5: 534. https://doi.org/10.3390/mi16050534
APA StyleDu, J., Wang, D., Guo, Y., Ming, W., & He, W. (2025). Chip Formation Mechanisms When Cutting Amorphous Alloy with Cubic Boron Nitride Tools Based on Constitutive Equation Parameter Optimisation. Micromachines, 16(5), 534. https://doi.org/10.3390/mi16050534