
Improving Micro-EDM Machining Efficiency for Titanium Alloy Fabrication with Advanced Coated Electrodes
 ,
,  ,
,  and
and 
Abstract
1. Introduction
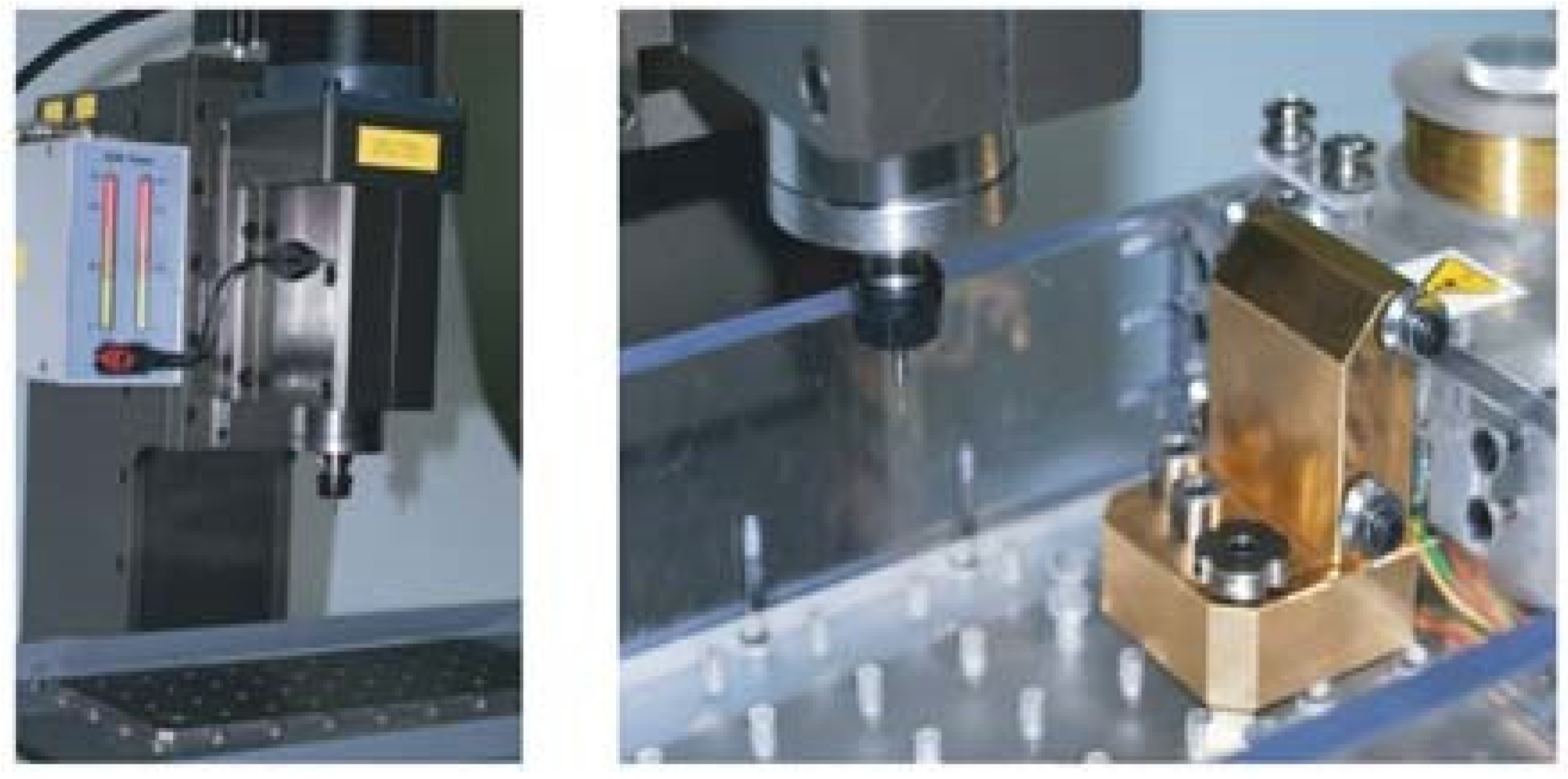
2. Experimental Setup
3. Results and Discussion
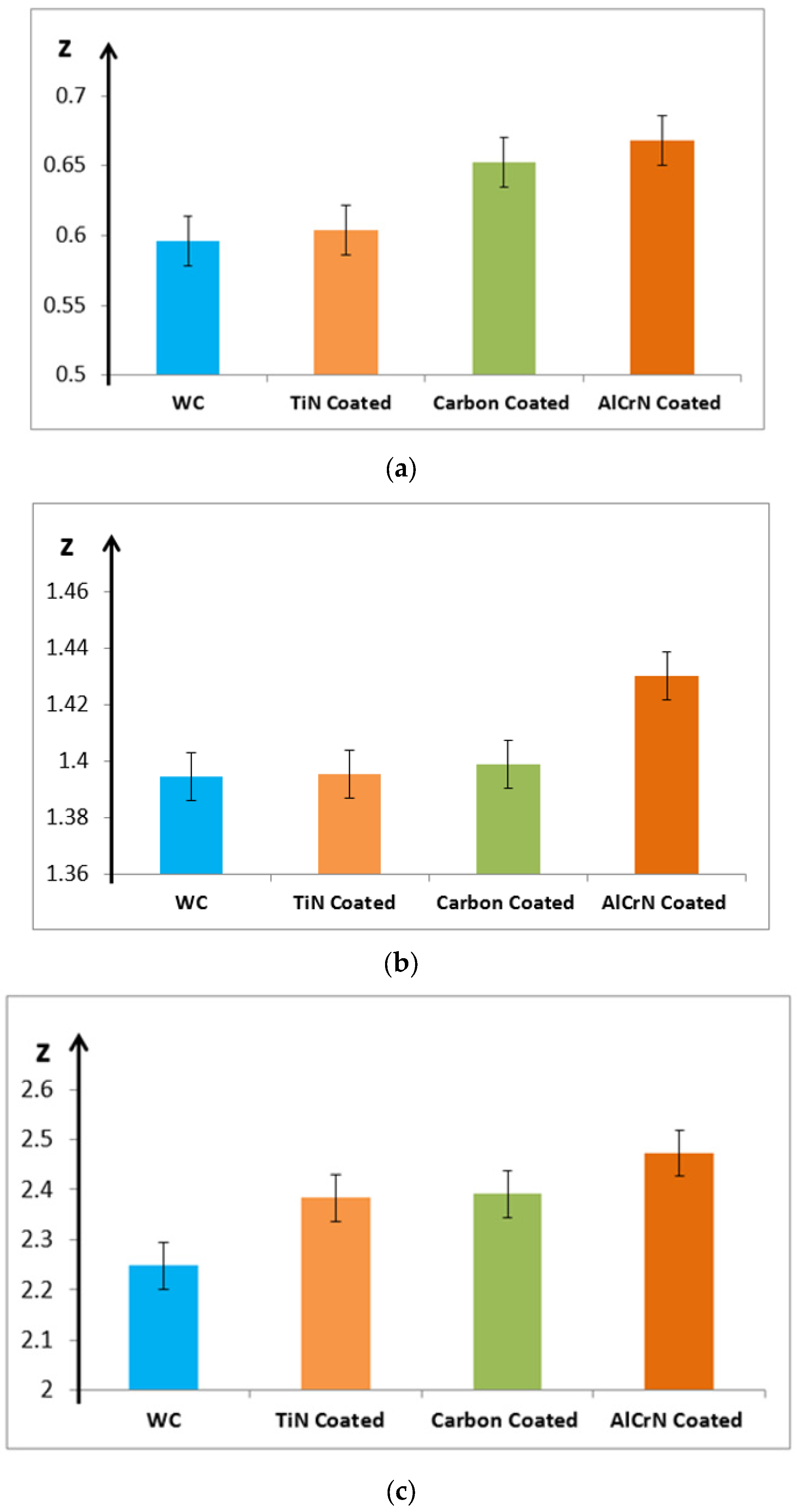
3.1. Influence of Electrode Coating Material on Z Coordinate
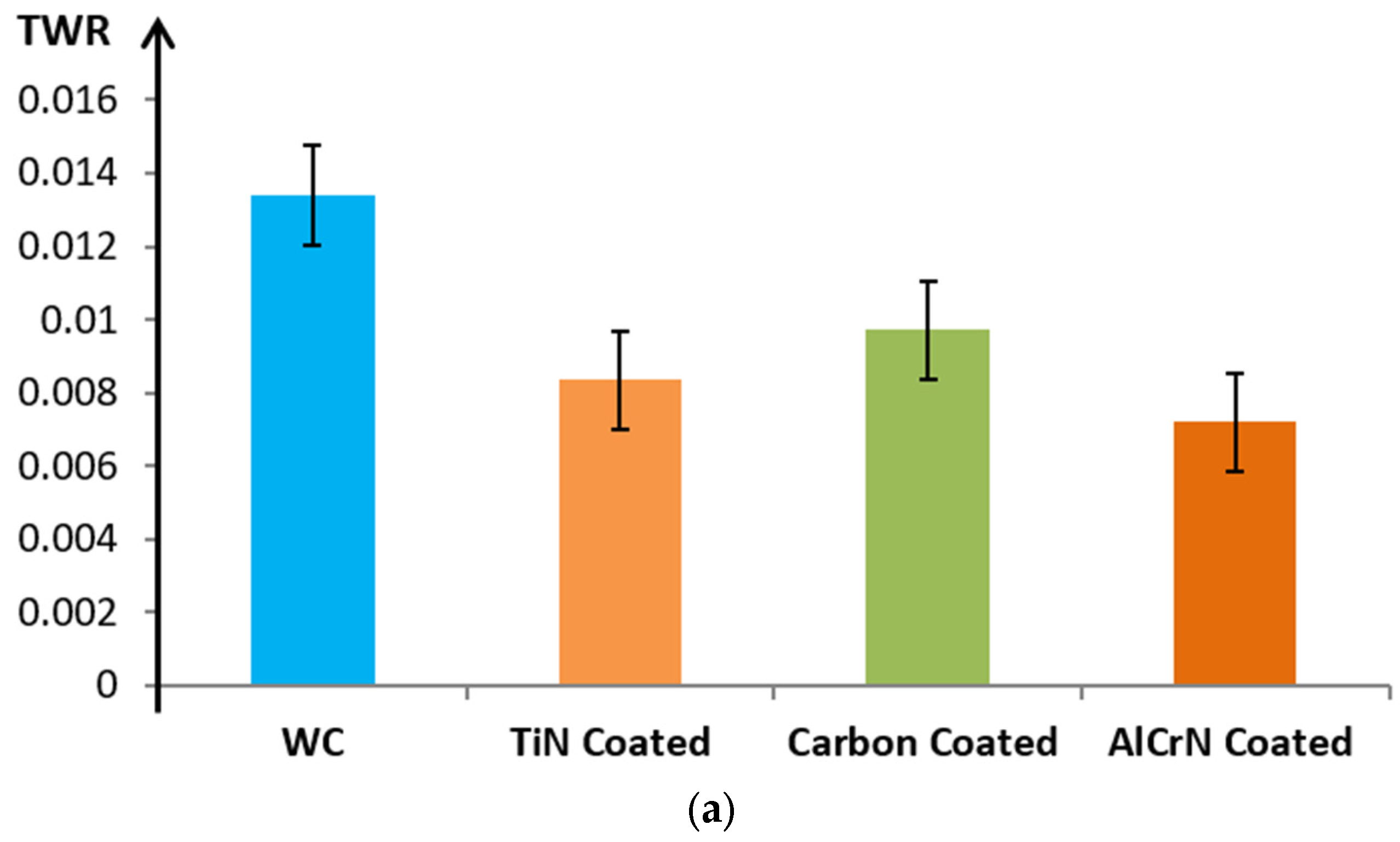
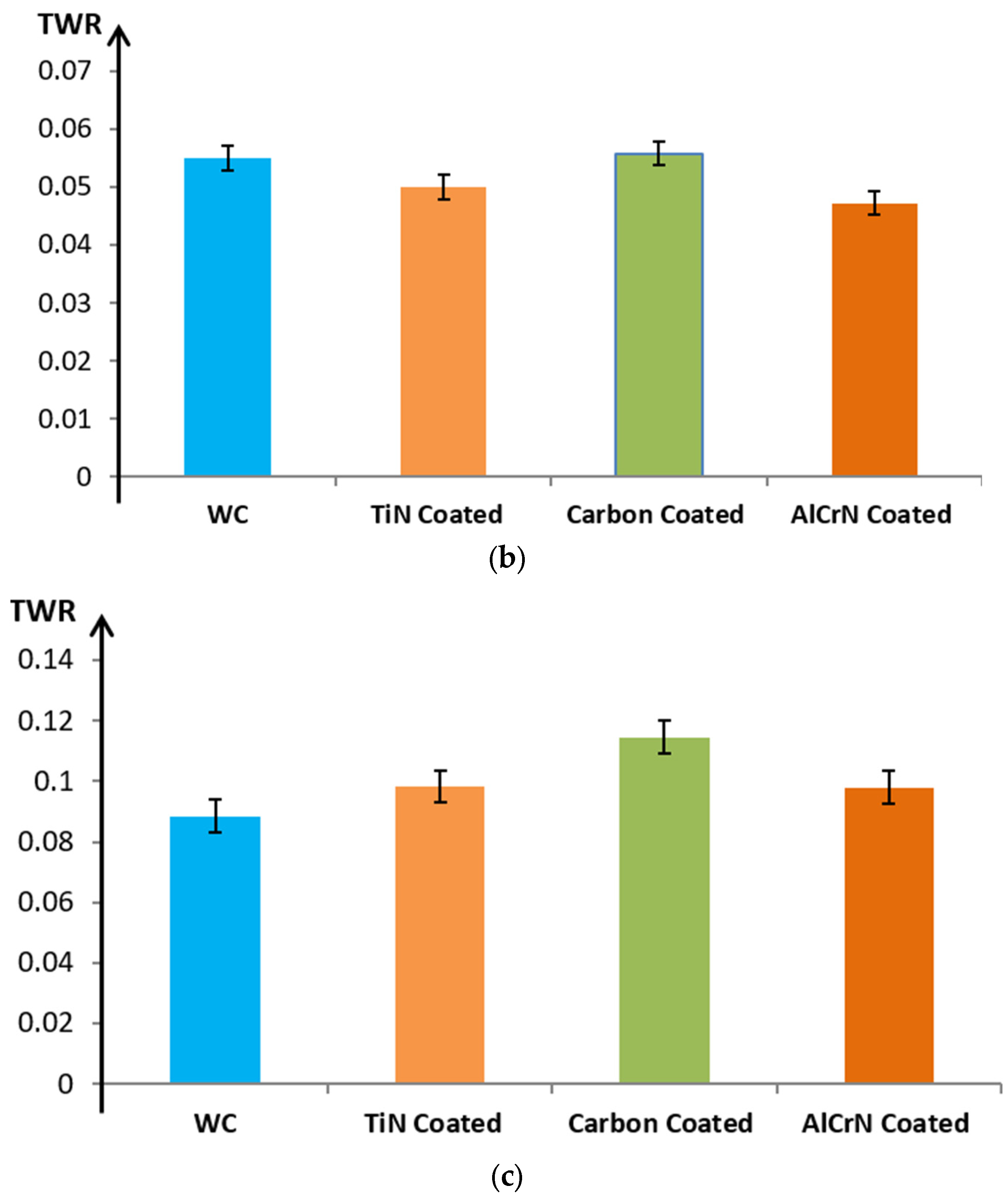
3.2. Influence of Electrode Coating Material on TWR
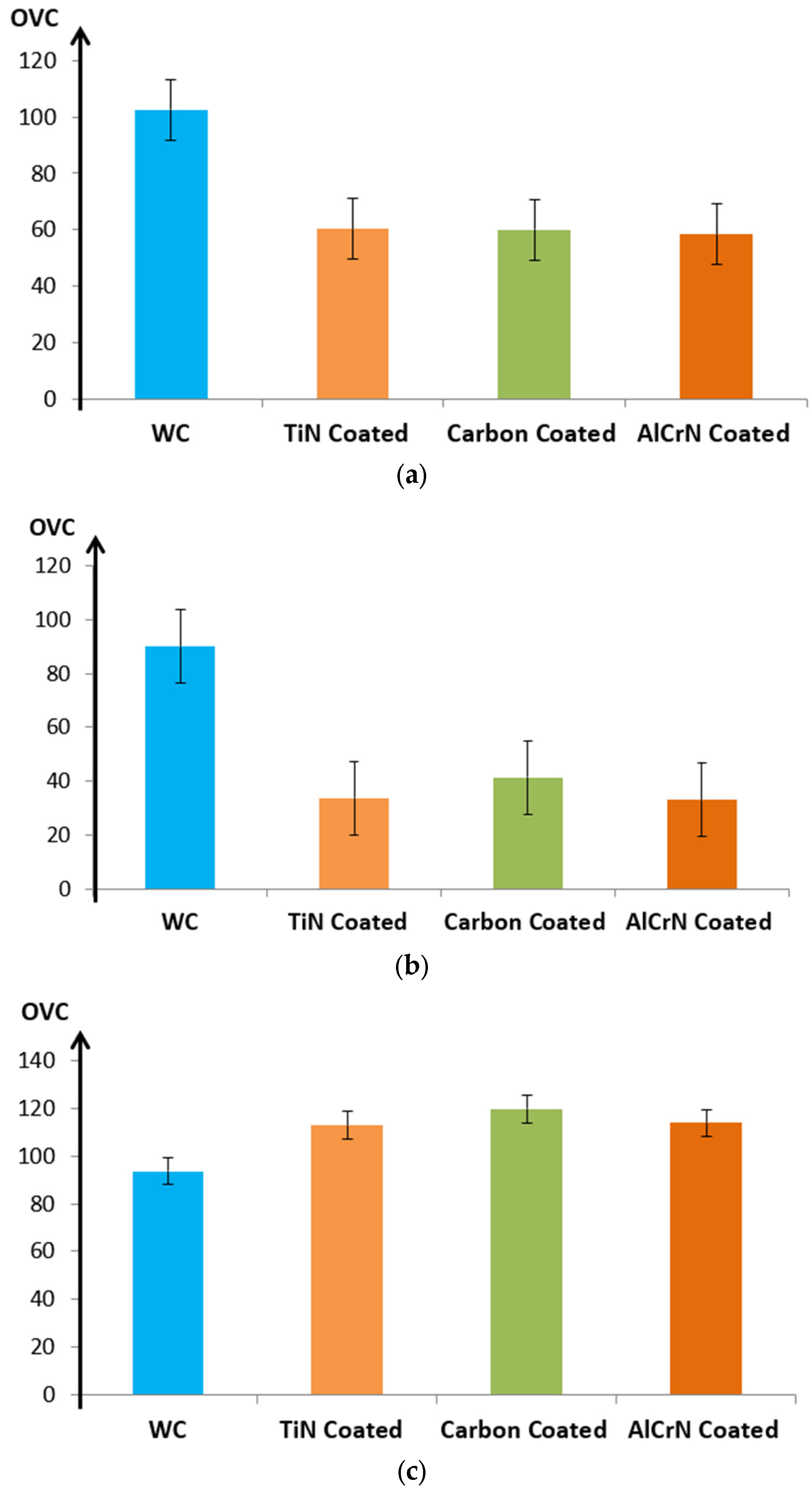
3.3. Impact of Electrode Coating Material on OVC
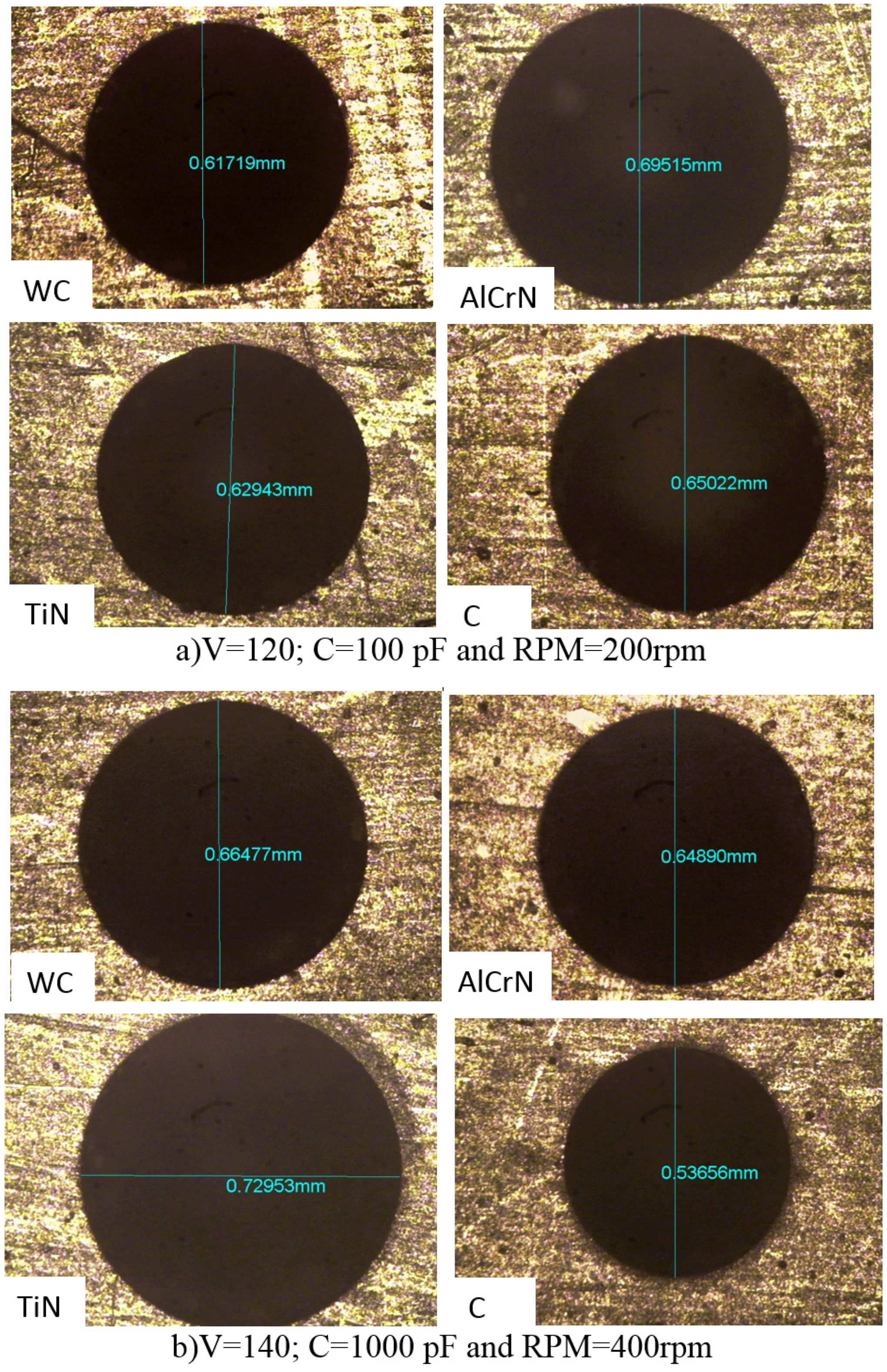
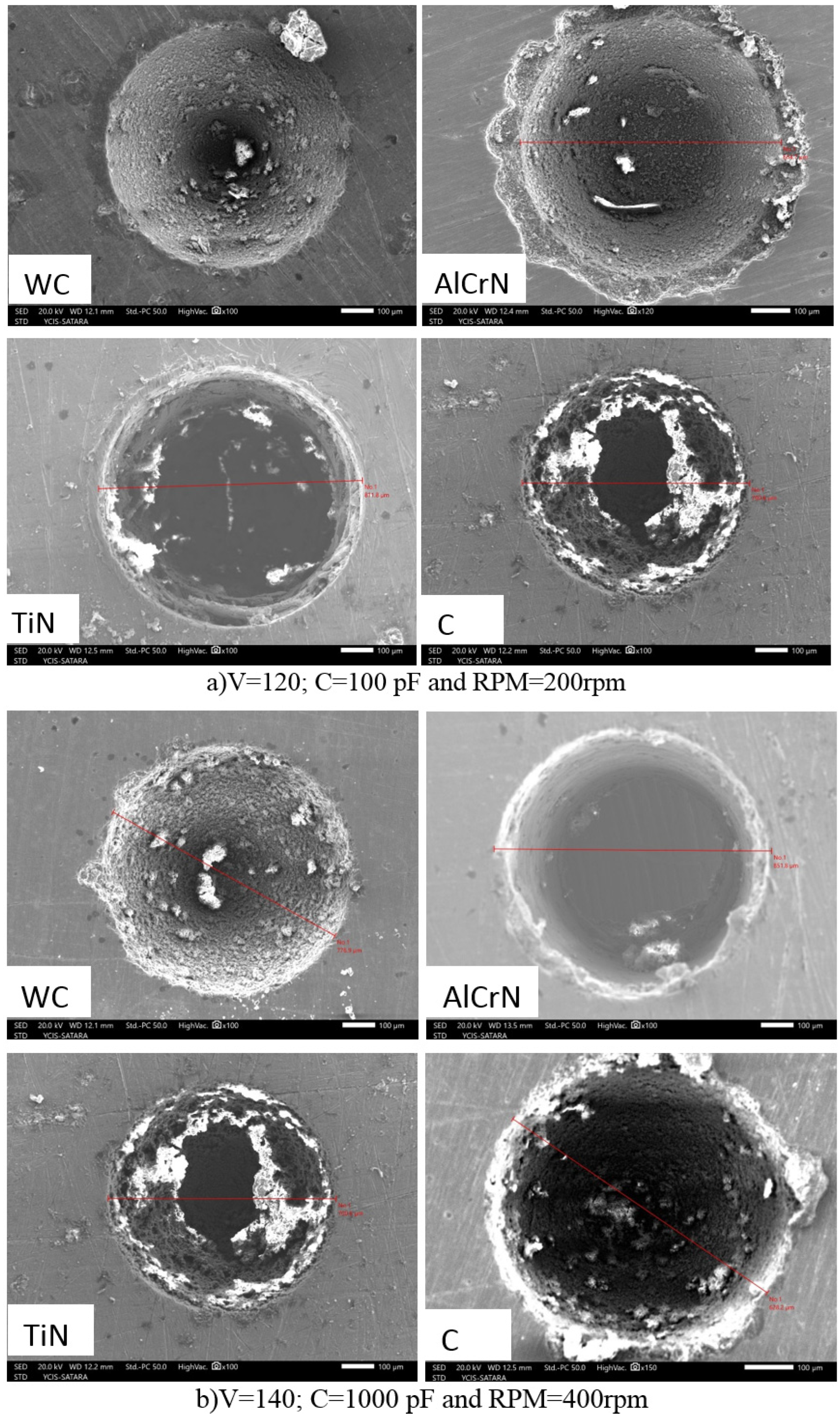
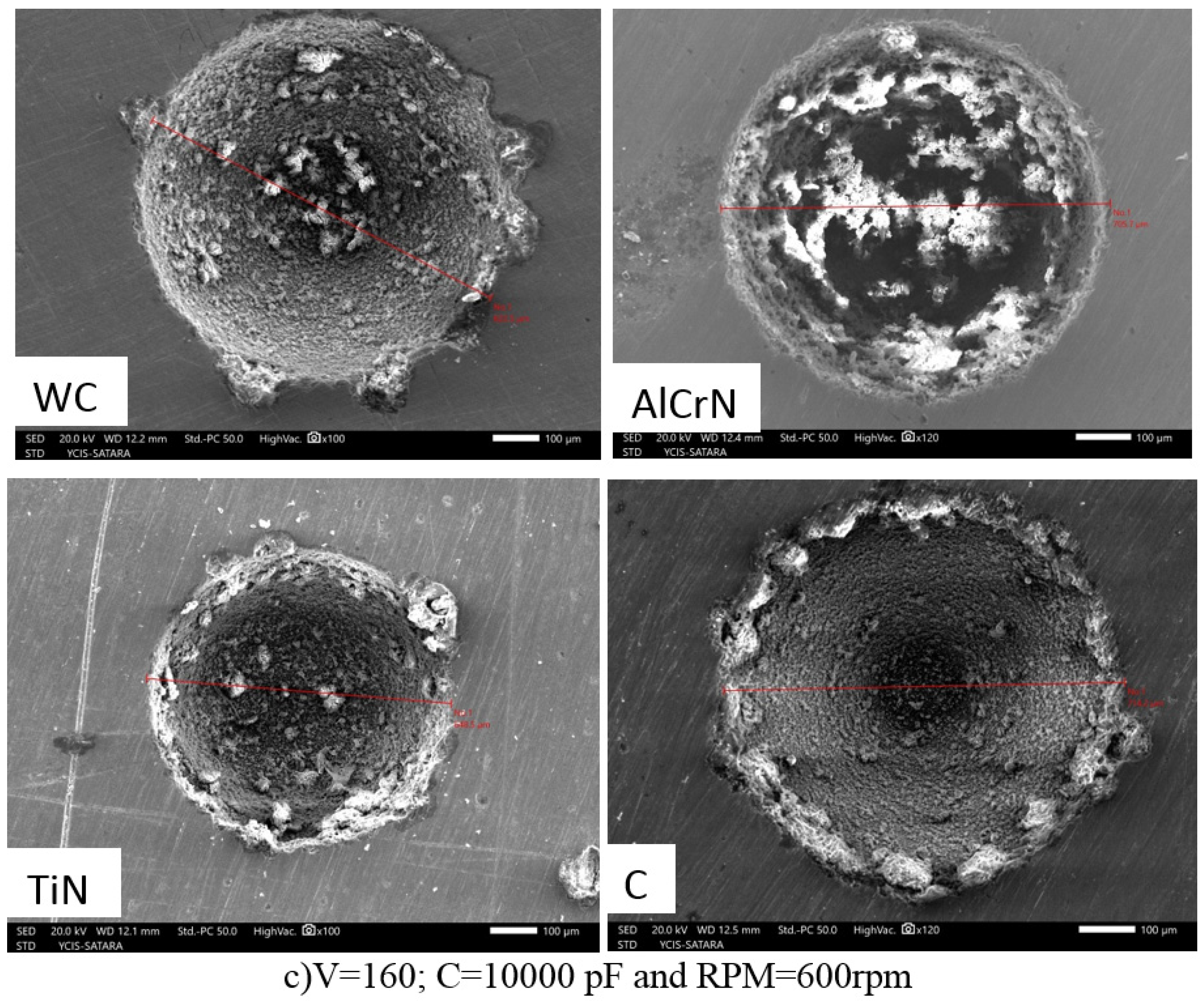
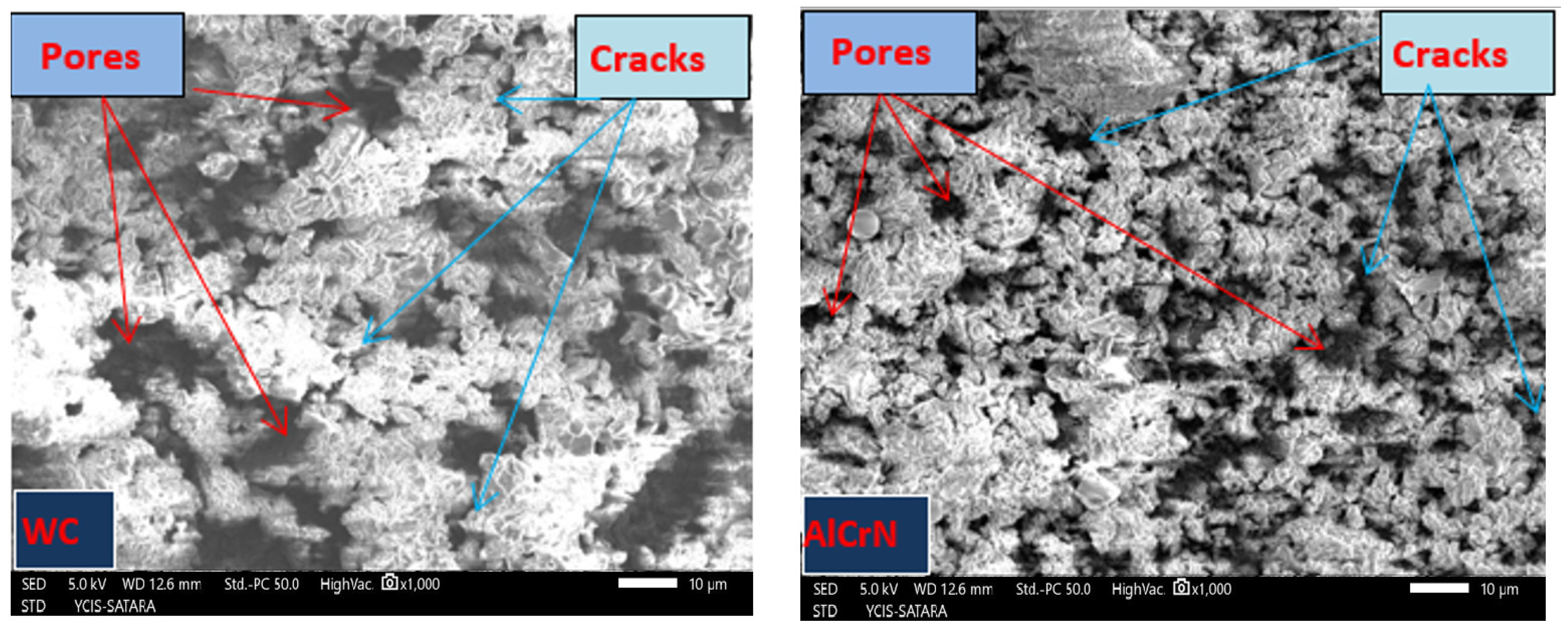
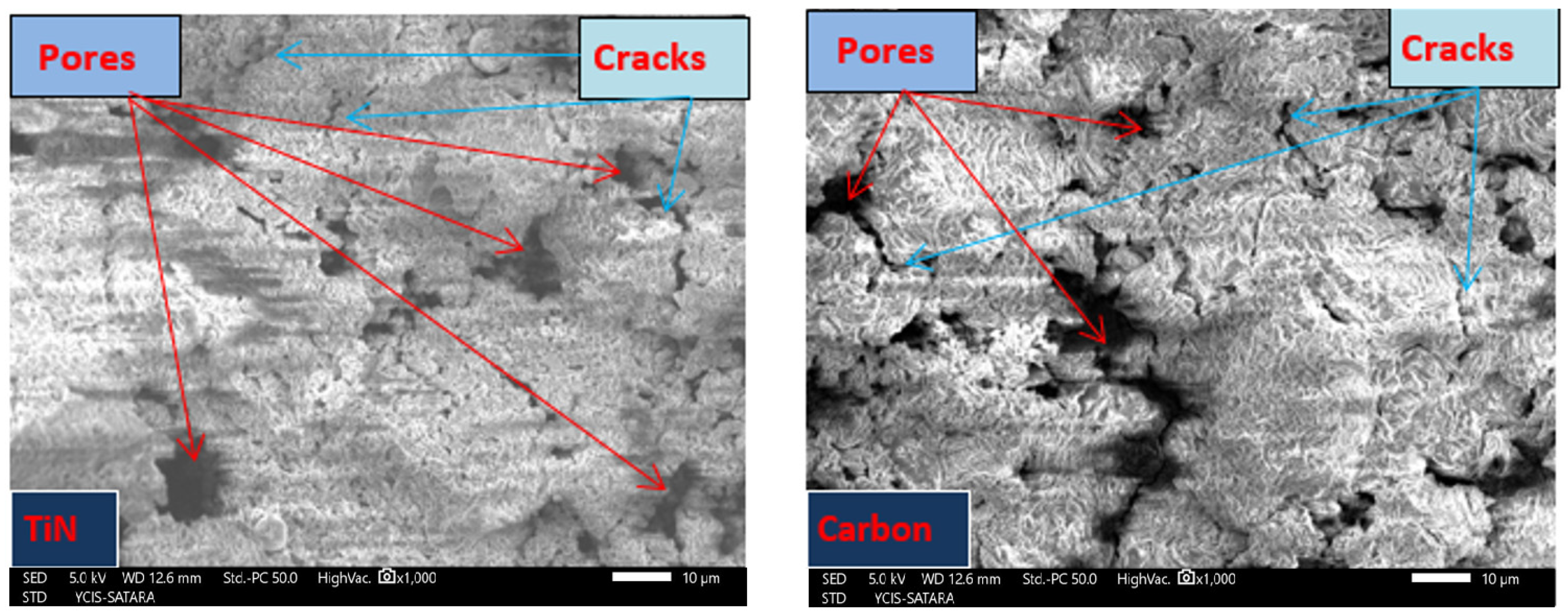
3.4. Analysis of Machining Quality Post Micro-EDM
3.5. Evaluation of Research Results and Direction for Future Research
4. Conclusions
- Enhancement of Z and Machining Productivity: The introduction of surface coating materials onto the electrode (TiN, AlCrN, and C) has exhibited a substantial elevation in Z. This marked enhancement has, in turn, led to a notable augmentation in the machining productivity when employing coated electrodes within micro-EDM;
- Uniformity in Impact on OVC and TWR: The impact of electrode material has shown noteworthy parallelism in its influence on both OVC and TWR. Notably, the degree of improvement in TWR and OVC is contingent upon the selected technological parameter levels within the ambit of micro-EDM, as dictated by the study;
- Impact on Machined Surface Quality and Geometric Precision: The quality of the machined surface and the precision of the resultant workpiece shape in micro-EDM are significantly affected by diverse electrode types and the prevailing machining conditions. The increased adhesion of particles towards the lower extremities of the machined hole surface can be attributed to the higher temperature gradients and rapid cooling in these regions, causing re-solidified material to adhere more readily;
- Sensitivity to Control Technology Parameters: While the study suggests a potential sensitivity of quality parameters to control technology parameters, further empirical evidence is needed to substantiate this claim conclusively. This highlights the necessity for directed investigations to ascertain the optimal and judicious technological parameters in the context of micro-EDM employing coated electrodes;
- Avenues for Further Exploration: Subsequent research endeavors should be directed towards a comprehensive analysis of coating material thickness and its endurance on the functionality of coated electrodes. Additionally, exploration into augmenting the mechanical properties of the machined surface layer via penetration of the coating material subsequent to micro-EDM involving coated electrodes warrants careful examination.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ablyaz, T.; Muratov, K.; Preetkanwal, S.B.; Sarabjeet, S.S. Experimental investigation of wear resistance of copper coated electrode-tool during electrical discharge machining. IOP Conf. Ser. Mater. Sci. Eng. 2019, 510, 012001. [Google Scholar] [CrossRef]
- Karunakaran, K.; Chandrasekaran, M. Investigation of machine-ability of Inconel 800 in EDM with coated electrode. IOP Conf. Ser. Mater. Sci. Eng. 2017, 183, 012014. [Google Scholar] [CrossRef]
- Prasanna, J.; Rajamanickam, S. Investigation of die sinking electrical discharge machining of Ti-6Al-4V using copper and Al2O3-TiO2 coated copper electrode. Middle-East J. Sci. Res. 2016, 24, 33–37. [Google Scholar]
- Kolli, M.; Ram Prasad, A.V.S.; Naresh, D.S. Multi-objective optimization of AAJM process parameters for cutting of B4C/Gr particles reinforced Al 7075 composites using RSM-TOPSIS approach. SN Appl. Sci. 2021, 3, 711. [Google Scholar] [CrossRef]
- Mandal, P.; Mondal, S.C. Performance analysis of copper-based MWCNT composite coated 316L SS tool in electro discharge machining. Mach. Sci. Technol. 2021, 25, 422–437. [Google Scholar] [CrossRef]
- Chindaladdha, N.; Kaewdook, D. Performance of electroplated copper coating on graphite electrode in EDM process. TNI J. Eng. Technol. 2020, 8, 1. [Google Scholar]
- Phan, N.H.; Van Dong, P.; Dung, H.T. Multi-object optimization of EDM by Taguchi-DEAR method using AlCrNi coated electrode. Int. J. Adv. Manuf. Technol. 2021, 116, 1429–1435. [Google Scholar] [CrossRef]
- Antil, P.; Antil, S.K.; Prakash, C.; Kro´lczyk, G.; Pruncu, C. Multi-objective optimization of drilling parameters for orthopedic implants. Meas. Control 2020, 53, 1902–1910. [Google Scholar] [CrossRef]
- Shirguppikar, S.S.; Patil, M.S. Experimental investigation on micro-electro discharge machining process using tungsten carbide and titanium nitride-coated micro-tool electrode for machining of Ti-6Al-4V. Adv. Mater. Process. Technol. 2020, 8, 187–204. [Google Scholar] [CrossRef]
- Ablyaz, T.R.; Shlykov, E.S.; Kremlev, S.S. Copper-coated electrodes for electrical discharge machining of 38X2H2MA steel. Russ. Eng. Res. 2017, 37, 910–911. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, W.; Zhang, W.; Ma, F.; Yang, D.; Sha, Z.; Zhang, S. Experimental study on electrode wear of diamond-nickel coated electrode in EDM small hole machining. Adv. Mater. Sci. Eng. 2019, 2019, 7181237. [Google Scholar] [CrossRef]
- Phan, N.H.; Toan, N.D.; Shailesh, S. Simultaneous improvement of Z-coordinate and overcut in EDM of titanium grade 5 alloy using a carbon-coated micro-tool electrode. Mod. Phys. Lett. B 2023, 37, 2340004. [Google Scholar] [CrossRef]
- Phan, N.H.; Toan, N.D.; Dung, L.Q. Minimum roughness value in PMEDM with low-frequency vibration applied to workpiece. Mod. Phys. Lett. B 2023, 37, 2340025. [Google Scholar] [CrossRef]
- Manivannan, R.; Pradeep Kumar, M. Multi-attribute decision making of cryogenically cooled micro-EDM drilling process parameters using TOPSIS method. Mater. Manuf. Process. 2016, 32, 209–215. [Google Scholar] [CrossRef]
- Pham, H.-V.; Nguyen, H.-P.; Shailesh, S.; Nguyen, D.-T.; Bui, N.-T. Investigating technological parameters and TiN-coated electrodes for enhanced efficiency in Ti-6Al-4V micro-EDM machining. Metals 2024, 14, 162. [Google Scholar] [CrossRef]
- Uhlmann, E.; Rosiwal, S.; Bayerlein, K.; Röhner, M. Influence of grain size on the wear behavior of CVD diamond coatings in micro-EDM. Int. J. Adv. Manuf. Technol. 2010, 47, 919–922. [Google Scholar] [CrossRef]
- Vuong, P.H.; Phan, N.H.; Shailesh, S.; Toan, N.D. Enhancing EDM performance with multi-objective decision-making using copper-coated aluminum electrodes and TOPSIS methodology for Ti-6Al-4V machining. Int. J. Mod. Phys. Lett. B 2024. Online Ready. [Google Scholar] [CrossRef]
- Maddu, J.; Karrolla, B.; Vuppala, S.; Shaik, R.U. Formation and optimization of electrical discharge coatings using conventional electrodes. Energies 2021, 14, 5691. [Google Scholar] [CrossRef]
- Huu, P.N.; Muthuramalingam, T.; Van, D.P.; Shirguppikar, S.; Tien, D.H.; Van, T.N.; Trong, L.N. Multi-object optimization in µ-EDM using AlCrNi-coated tungsten carbide electrode for Ti-6AL-4V. Int. J. Adv. Manuf. Technol. 2022, 122, 2267–2276. [Google Scholar] [CrossRef]
- Ji, M.; Muthuramalingam, T.; Saravanakumar, D.; Karmiris-Obratański, P.; Karkalos, N.E.; Zhang, W. Predicting Depth of Cut in Vibration-assisted EDM Cutting on Titanium Alloy using Adaptive Neuro Fuzzy Inference System. Measurement 2023, 219, 113245. [Google Scholar] [CrossRef]
- Pham Van, D.; Huu, P.N.; Muthuramalingam, T.; Shirguppikar, S.; Tran Van, D.; Tran Quoc, H. Influence of Carbon Coated WC Electrode on Drilling Measures of Ti–6Al–4V Alloy in µ-EDM Process. Sādhanā 2023, 48, 108. [Google Scholar]
- Van, P.D.; Shirguppikar, S.; Huu, P.N.; Muthuramalingam, T.; Thi Phuong, L.; Trong, T.; Nguyen, L.; Ganachari, V. Influence of Graphene Coating in Electrical Discharge Machining with an Aluminum Electrode. J. Mech. Behav. Mater. 2023, 32, 20220287. [Google Scholar]
- Rabik, M.M.; Muthuramalingam, T.; Karmiris-Obratański, P.; Papazoglou, E.; Karkalos, N. Design of Real-Time Extremum-Seeking Controller-Based Modelling for Optimizing MRR in Low Power EDM. Materials 2023, 16, 434. [Google Scholar]
- Phan, N.H.; Muthuramalingam, T.; Van, P.D.; Shirguppikar, S.; Tung, N.N.; Tam, N.C.; Ly, N.T. Multi-objective Optimization of Micro EDM using TOPSIS Method with Tungsten Carbide Electrode. Sādhanā 2022, 47, 133. [Google Scholar]
- Phan, N.H.; Ly, N.T. Multi-objective optimization in micro-electrical discharge machining using titanium nitride coated WC electrode. Int. J. Interact. Des. Manuf. 2023, 17, 187–196. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. No. | Materials of Tool | Specifications | Diameter (μm) |
|---|---|---|---|
| 1 | Tungsten Carbide Electrode | Non-Coated | 490 |
| 2 | Titanium Nitride | Coated | 490 + 6.663 × 2 = 503.326 |
| 3 | Carbon-coated Electrode | Coated | 490 + 10 × 2 = 510 |
| 2 | Alchrona-coated Electrode | Coated | 490 + 3.385 × 2 = 496.77 |
| Properties | Values |
|---|---|
| Specific gravity | 81 |
| Flashpoint (°C) | 100 |
| Viscosity (mm2/s) | 2.53 |
| Appearance | Colorless transparent liquid |
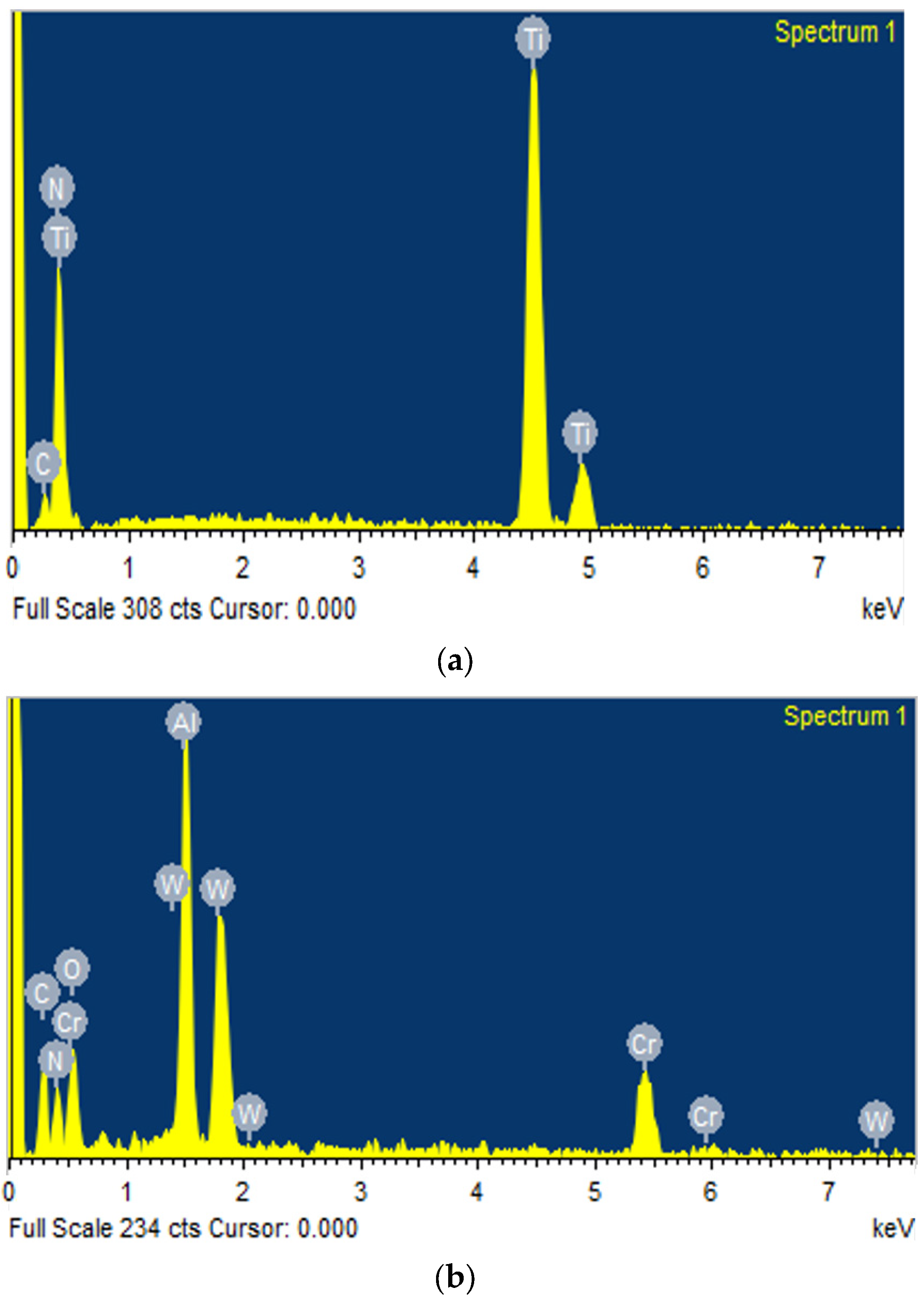
| Element | Weight% | Atomic% |
|---|---|---|
| Titanium Nitride Coating | ||
| C K | 5.25 | 11.53 |
| N K | 27.21 | 51.26 |
| Ti K | 67.54 | 37.21 |
| Aluminum Chromium Nitride Coating | ||
| C K | 16.09 | 31.98 |
| N K | 15.79 | 26.91 |
| O K | 13.00 | 19.40 |
| Carbon Coating | ||
| C K | 19.06 | 42.54 |
| O K | 27.60 | 46.24 |
| Co K | 8.06 | 3.66 |
| Zn L | 3.64 | 1.49 |
| W M | 41.64 | 6.07 |
| Process Parameters | Response Variables | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Tungsten Carbide Electrode | TiN-Coated Microtool Electrode | Carbon-Coated Microtool Electrode | AlCrNi-Coated Microtool Electrode | |||||||||||
| Voltage (V) | Capacitance (pF) | RPM (rpm) | Z (mm) | TWR (mg/min) | Overcut (μm) | Z (mm) | TWR (mg/min) | Overcut (μm) | Z (mm) | TWR (mg/min) | Overcut (μm) | Z (mm) | TWR (mg/min) | Overcut (μm) |
| 120 | 100 | 200 | 0.596 | 0.0134 | 102.575 | 0.604 | 0.00834 | 60.2635 | 0.6521 | 0.00972 | 60.079 | 0.6678 | 0.00721 | 58.3791 |
| 140 | 1000 | 400 | 1.3947 | 0.055 | 90.02 | 1.3956 | 0.05 | 33.8096 | 1.399 | 0.0558 | 41.2972 | 1.43 | 0.0472 | 32.9744 |
| 160 | 10,000 | 600 | 2.2485 | 0.0884 | 63.59 | 2.3833 | 0.0983 | 112.8685 | 2.3911 | 0.1145 | 119.632 | 2.4727 | 0.0979 | 113.7922 |
| Comparison Results | Process Parameter | Quality Criteria | |||
|---|---|---|---|---|---|
| Z (mm) | TWR (mg/min) | OVC (µm) | |||
| Obtained Results | TiN-coated | V = 160 V, C = 10,000 pF, and RT = 600 rpm | 2.3833 | 0.0983 | 112.8685 |
| Carbon-coated | 2.3911 | 0.1145 | 119.632 | ||
| AlCrN-coated | 2.4727 | 0.0979 | 113.7922 | ||
| Reported Literature Results: Optimizing micro-EDM with Coated Electrodes | [12] | V = 120 V, C = 10,000 pF, and RT = 600 rpm | 2.07 | - | 59.23 |
| [19] | V = 140 V, C = 10,000 pF, and RT = 200 rpm | 2.92 | 0.05 | 45.19 | |
| [25] | V = 160 V, C = 10,000 pF, and RT = 600 rpm | 2.496 | 0.0875 | - | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pham, H.-V.; Nguyen, H.-P.; Shailesh, S.; Nguyen, D.-T.; Bui, N.-T. Improving Micro-EDM Machining Efficiency for Titanium Alloy Fabrication with Advanced Coated Electrodes. Micromachines 2024, 15, 692. https://doi.org/10.3390/mi15060692
Pham H-V, Nguyen H-P, Shailesh S, Nguyen D-T, Bui N-T. Improving Micro-EDM Machining Efficiency for Titanium Alloy Fabrication with Advanced Coated Electrodes. Micromachines. 2024; 15(6):692. https://doi.org/10.3390/mi15060692
Chicago/Turabian StylePham, Hoang-Vuong, Huu-Phan Nguyen, Shirguppikar Shailesh, Duc-Toan Nguyen, and Ngoc-Tam Bui. 2024. "Improving Micro-EDM Machining Efficiency for Titanium Alloy Fabrication with Advanced Coated Electrodes" Micromachines 15, no. 6: 692. https://doi.org/10.3390/mi15060692
APA StylePham, H.-V., Nguyen, H.-P., Shailesh, S., Nguyen, D.-T., & Bui, N.-T. (2024). Improving Micro-EDM Machining Efficiency for Titanium Alloy Fabrication with Advanced Coated Electrodes. Micromachines, 15(6), 692. https://doi.org/10.3390/mi15060692