Comparing the Performance of Rolled Steel and 3D-Printed 316L Stainless Steel

 ,
,
Abstract
1. Introduction
2. Research Methods
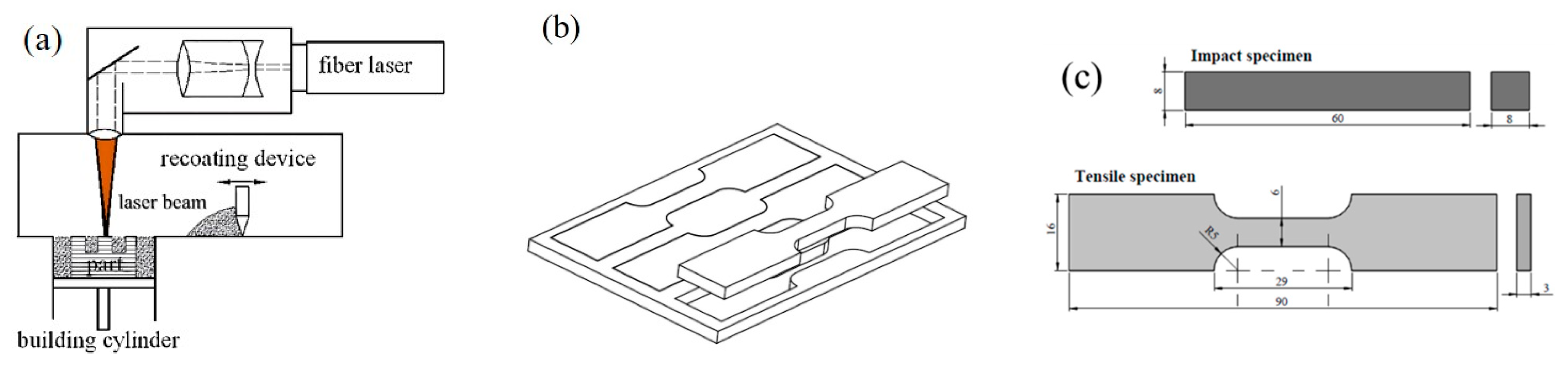
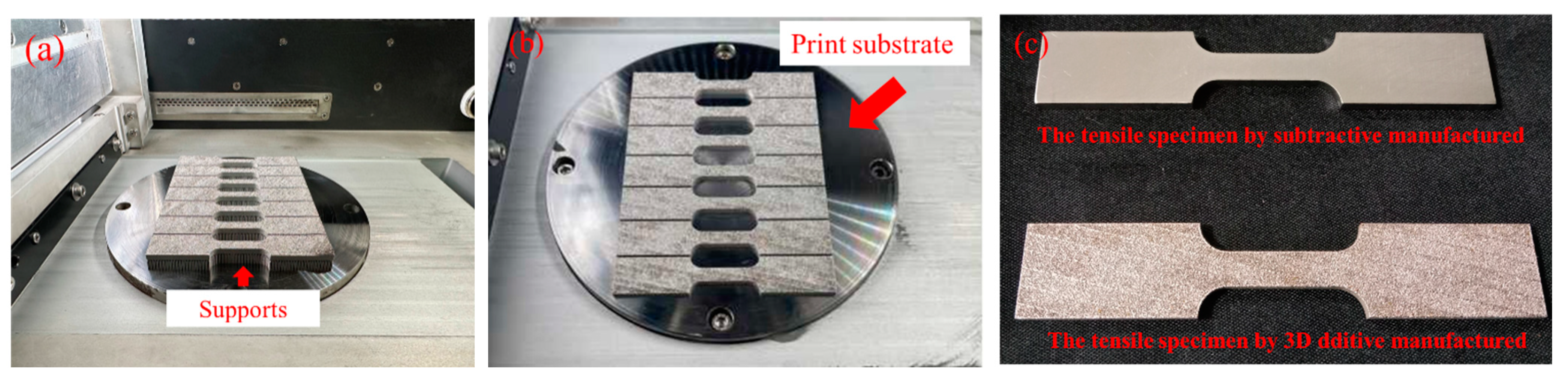
2.1. Laser 3D Printing Process
2.2. Density and Porosity
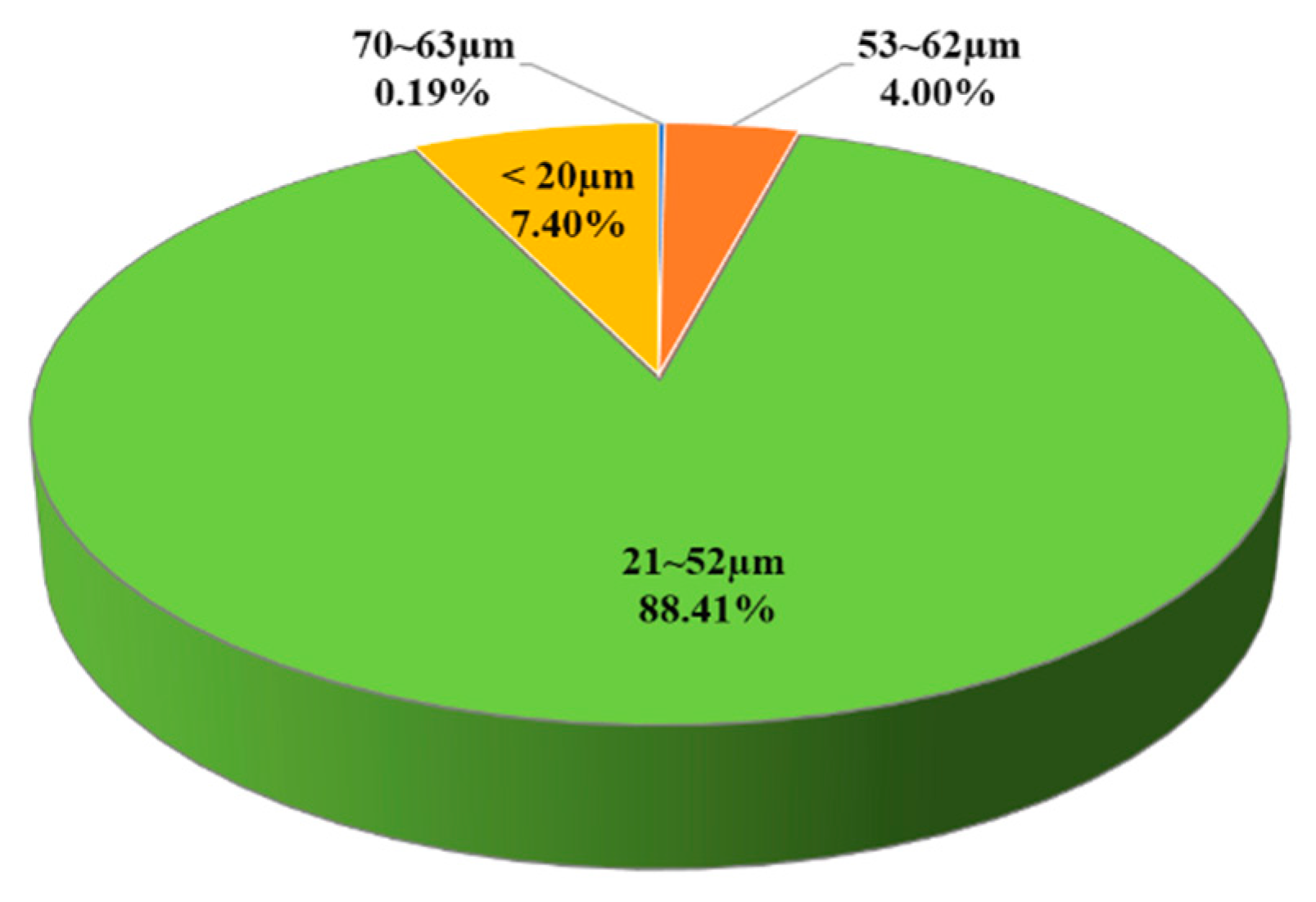
2.3. Experimental Materials
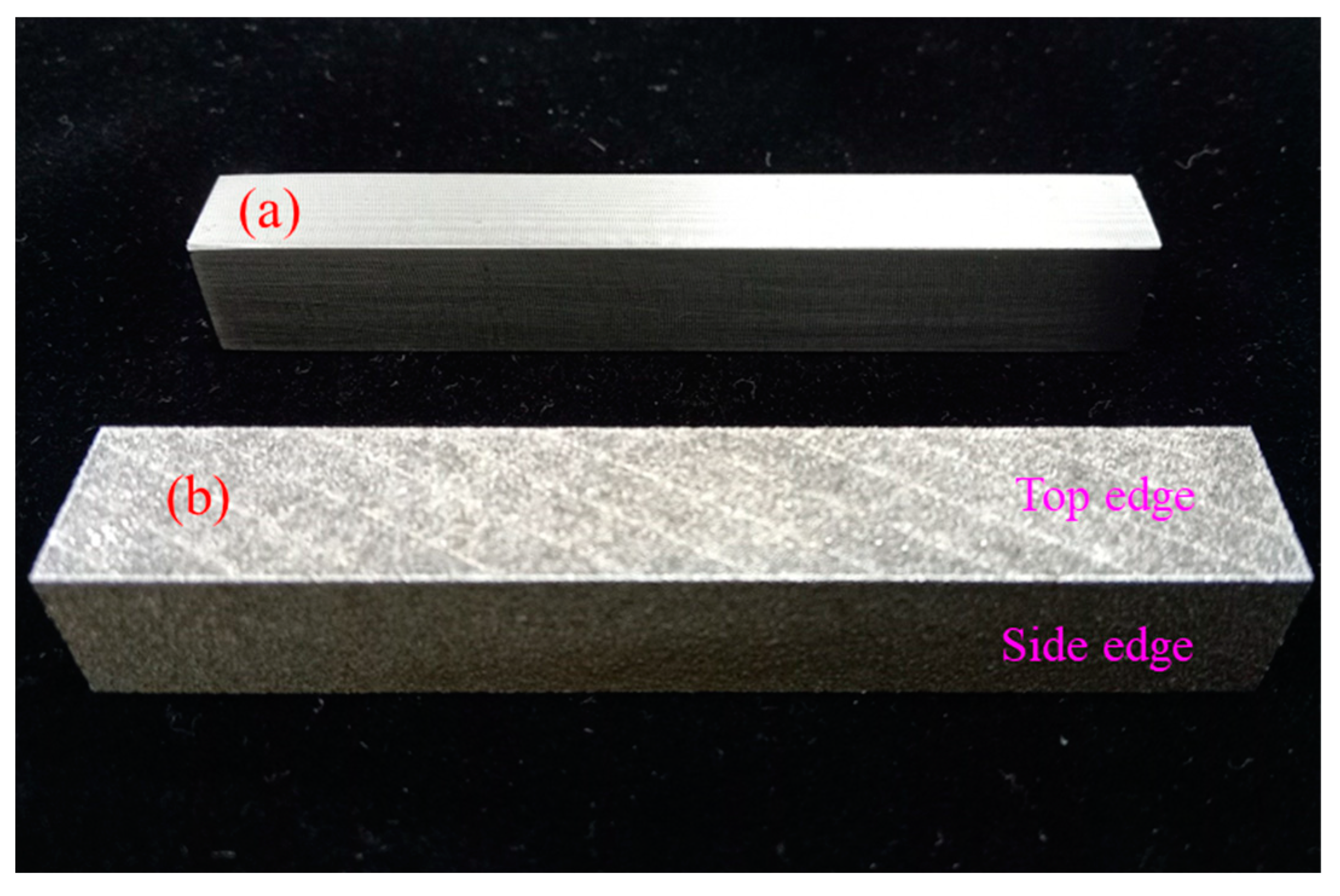
2.4. Surface Roughness
3. Results and Discussion
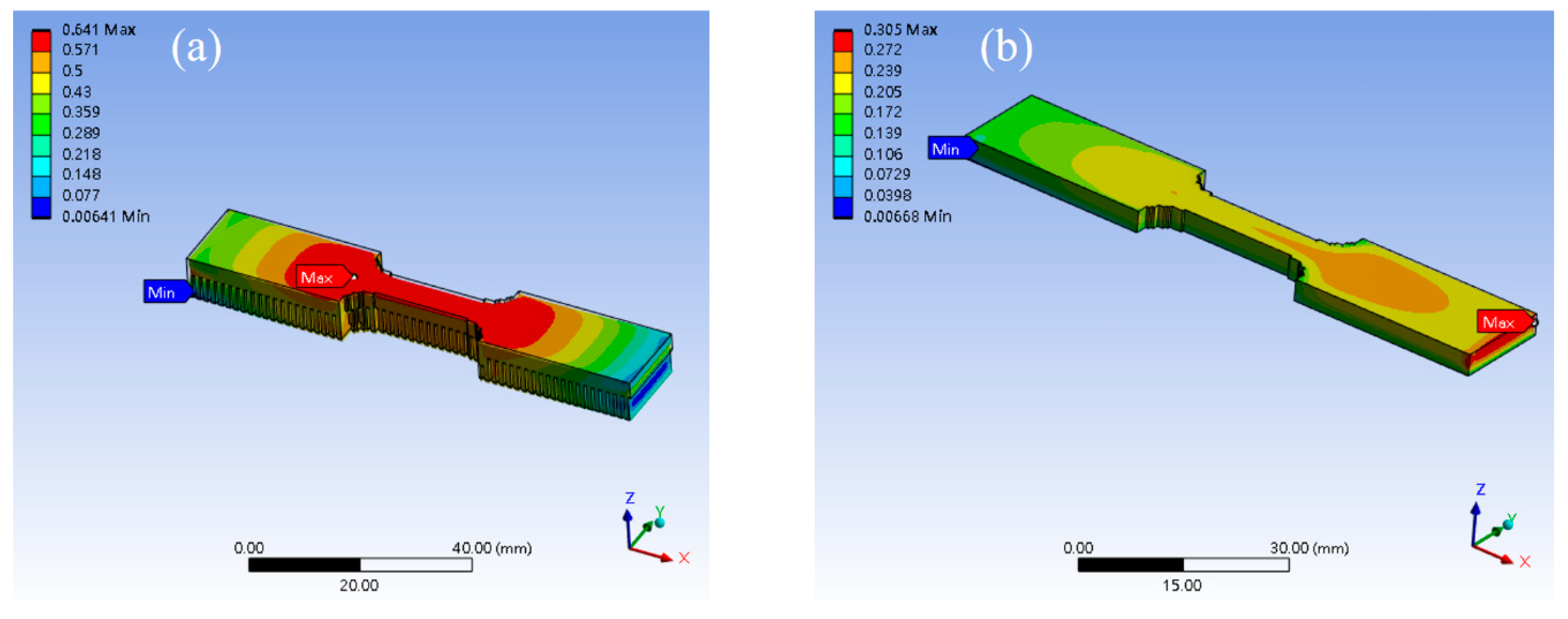
3.1. Warpage and Distortion Analysis
3.2. The Porosity Analysis
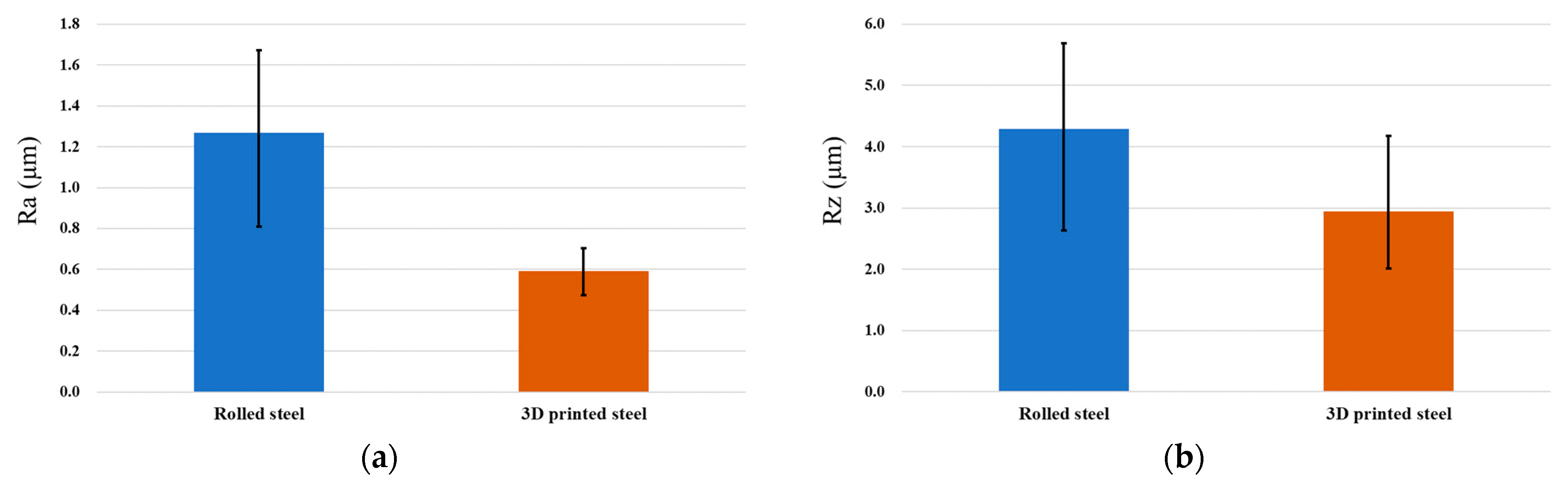
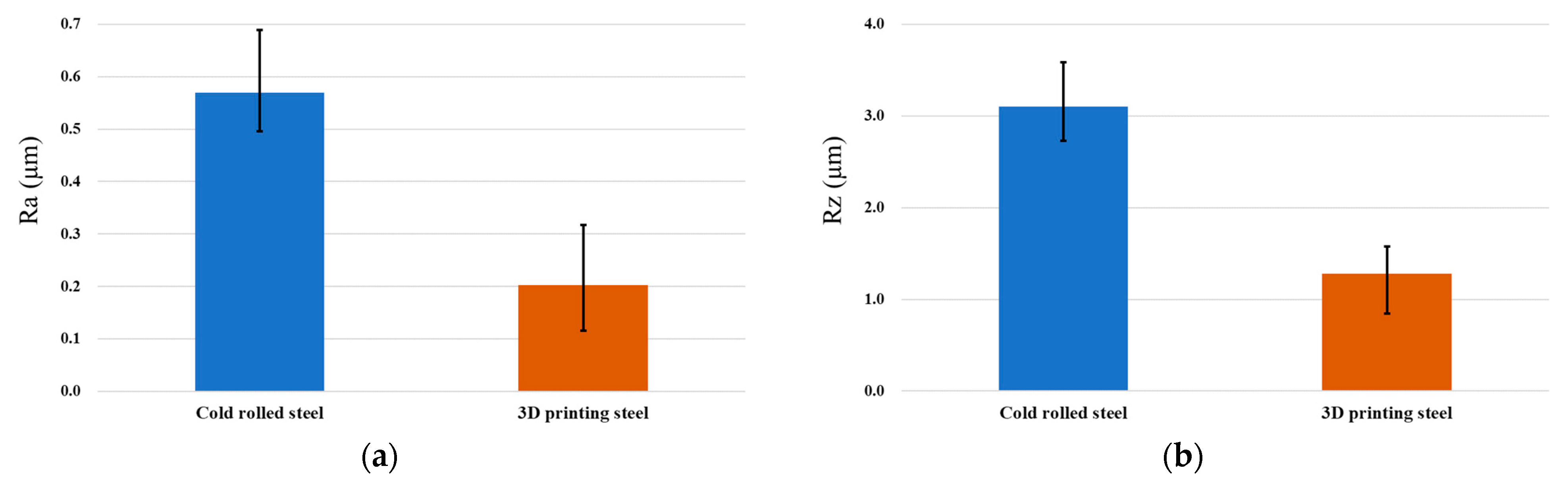
3.3. The surface Roughness and Hardness Analysis
3.4. The Performance of the Morphology
4. Conclusions
- (1)
- The workpiece will produce warpage and distortion in the metal 3D printing process. This is due to the uneven cooling when the metal 3D printing process is under high-temperature sintering.
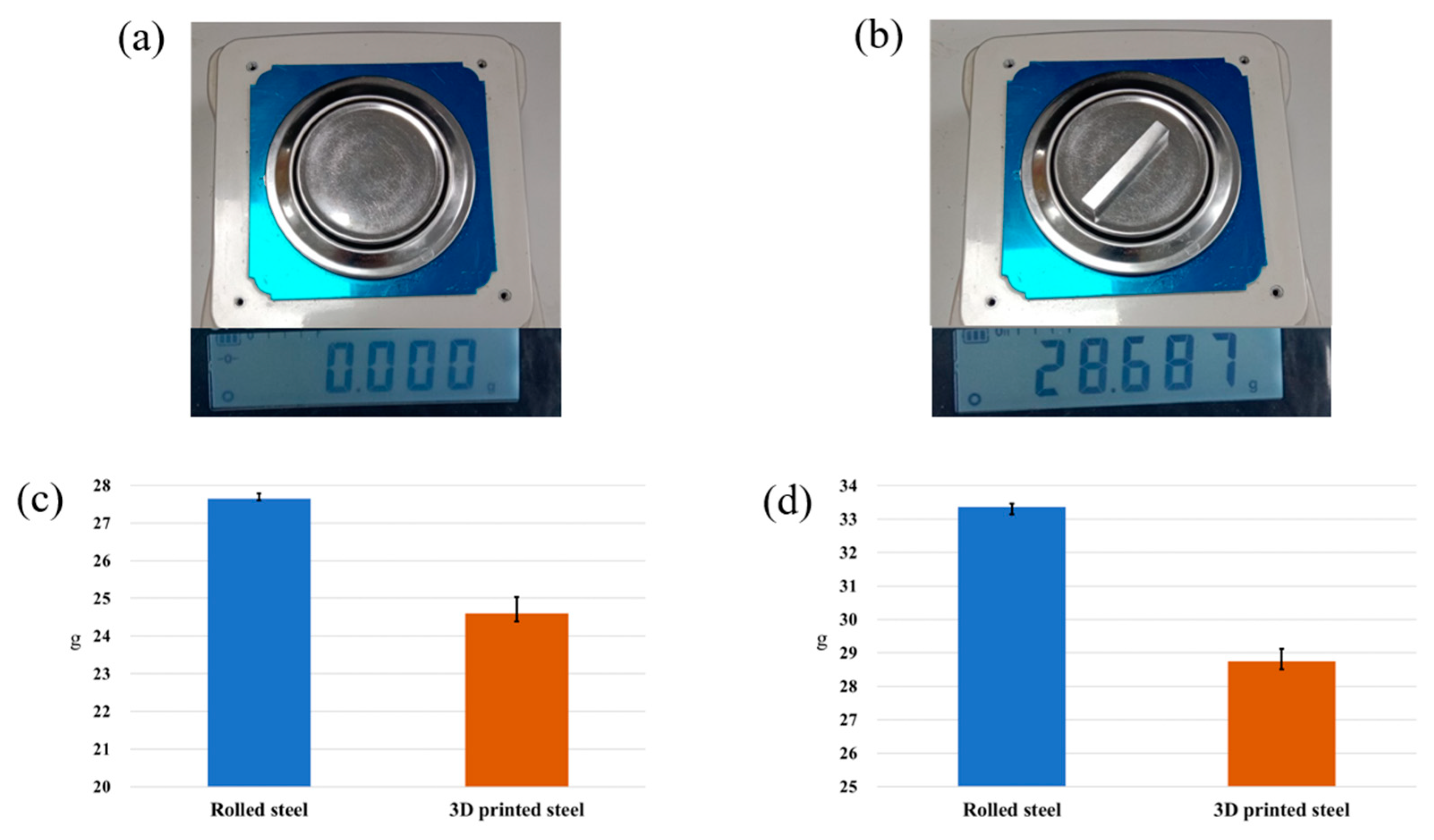
- (2)
- The 3D-printed workpiece is lighter by 13.5 ± 0.5% than the rolled steel when made of of 316L SS under the normal manufacturing process.
- (3)
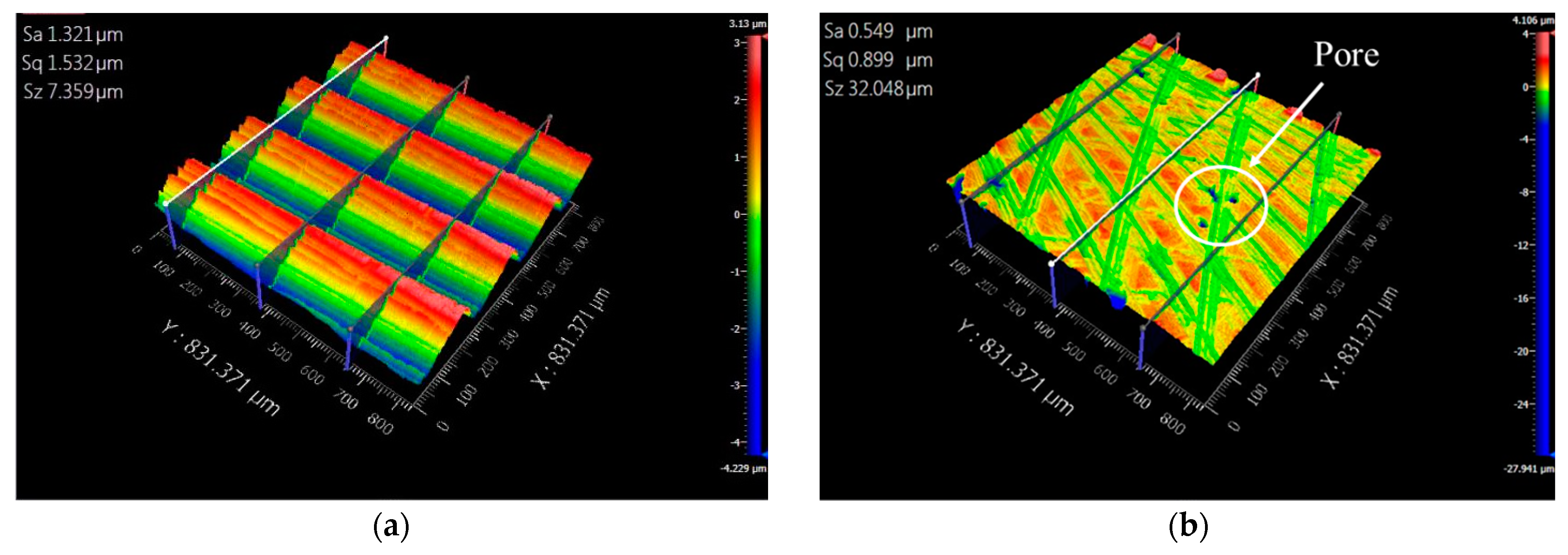
- The porosity of the workpiece will increase the index of Sz in surface roughness. This phenomenon will affect performance and surface morphology.
- (4)
- The performance of 3D-printed steel is better than that of rolled steel in terms of tensile strength.
- (5)
- The hardness of 3D-printed workpieces is higher by 25% than that of rolled steel, and the tensile strength is higher by 34%. However, the ductility and malleability of 3D-printed workpieces are only 21% compared to the rolled steel made of 316L SS. Therefore, we found that a metal 3D-printed workpiece is a complex and brittle material compared to rolled steel [6].
- (1)
- Using different laser power and scanning speeds to improve the workpiece’s porosity and strength.
- (2)
- Using heat treatment to explore the microstructure variation and the performance in terms of the wear resistance.
- (3)
- Using the electroplating process to explore the ability and wear resistance of the electroplated layer to adhere to the surface of the 3D-printed workpiece.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Macdonald, E.; Wicker, R. Multiprocess 3D printing for increasing component functionality. Science 2016, 353, 1512. [Google Scholar] [CrossRef]
- Iams, A.D.; Gao, M.Z.; Shetty, A.; Palmer, T.A. Influence of particle size on powder rheology and effects on mass flow during directed energy deposition additive manufacturing. Powder Technol. 2022, 396, 316–326. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. The effect of wire size on high deposition rate wire and plasma arc additive manufac-ture of Ti-6Al-4V. J. Mater. Process. Technol. 2021, 288, 116842. [Google Scholar] [CrossRef]
- John, J.; Mohsen, S. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar]
- Terris, T.; Andreau, O.; Peyre, P.; Adamski, F.; Koutiri, I.; Gorny, C. Optimization and comparison of porosity rate measure-ment methods of Selective Laser Melted metallic parts. Addit. Manuf. 2019, 28, 802–813. [Google Scholar]
- Basavraj, B.; Lekurwale, R. A review on advances in 3D metal printing. Mater. Today Proc. 2021, 45, 277–283. [Google Scholar]
- Chahal, V.; Taylor, R.M. Model Development for Residual Stress Consideration in Design for Laser Metal 3D Printing of Mar-aging Steel 300. In 2018 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2018. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Damian, P.; Radomir, M.; Lidia, M.P. Experimental research of surface roughness and surface texture after laser cladding. Appl. Surf. Sci. 2016, 388, 420–423. [Google Scholar]
- Zhang, S.; Hou, P.; Kang, J.; Li, T.; Mooraj, S.; Ren, Y.; Chen, C.H.; Hart, A.J.; Gerasimidis, S.; Chen, W. Laser additive manu-facturing for infrastructure repair: A case study of a deteriorated steel bridge beam. J. Mater. Sci. Technol. 2023, 154, 149–158. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stain-less steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2017, 17, 63–71. [Google Scholar] [CrossRef] [PubMed]
- Nath, S.D.; Irrinki, H.; Gupta, G.; Kearns, M.; Gulsoy, O.; Atre, S. Microstructure-property relationships of 420 stainless steel fabricated by laser-powder bed fusion. Powder Technol. 2019, 343, 738–746. [Google Scholar] [CrossRef]
- Miranda, G.; Faria, S.; Bartolomeu, F.; Pinto, E.; Madeira, S.; Mateus, A.; Carreira, P.; Alves, N.; Silva, F.S.; Carvalho, O. Predic-tive models for physical and mechanical properties of 316L stainless steel produced by selective laser melting. Mater. Sci. Eng. A 2016, 657, 43–56. [Google Scholar] [CrossRef]
- Pawan, T.; Tobias, G.; Christopher, R.; Francisco, G.M. Reducing surface roughness by chemical polishing of additively manu-factured 3D printed 316 stainless steel components. Int. J. Adv. Manuf. Technol. 2019, 100, 2895–2900. [Google Scholar]
- Penn, R. 3D Printing of 316L Stainless Steel and Its Effect on Microstructure and Mechanical Properties. Ph.D. Thesis, Mon-tana Tech of the University of Montana, Butte, Montana, 2017. [Google Scholar]
- Hao, L.; Wang, W.; Zeng, J.; Song, M.; Chang, S.; Zhu, C. Effect of Scanning Speed and Laser Power on Formability, Micro-structure, and Quality of 316L Stainless Steel Prepared by Selective Laser Melting. J. Mater. Res. Technol. 2023, 25, 3189–3199. [Google Scholar] [CrossRef]
- Aydemir, B. The Changes in ISO 6892-1 2016 Metallic Materials Tensile Testing Standard. In Proceedings of the 3rd Iron and Steel Symposium (UDCS’17), Karabuk, Turkey, 3–5 April 2017; pp. 3–5. [Google Scholar]
- Chahal, V.; Taylor, R.M. A review of geometric sensitivities in laser metal 3D printing. Virtual Phys. Prototyp. 2020, 15, 227–241. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Qin, S.; Dunbar, A.; Michaleris, P.; Beese, A.M. Characterization of the strength of support structures used in powder bed fusion additive manufacturing of Ti-6Al-4V. Addit. Manuf. 2017, 14, 60–68. [Google Scholar] [CrossRef]
- Bi, G.; Liu, S.; Su, S.; Wang, Z. Diamond grinding wheel condition monitoring based on acoustic emission signals. Sensors 2021, 21, 1054. [Google Scholar] [CrossRef]
- DIN EN ISO 25178-2:2020-02; Geometrische Produktspezifikation (GPS)—Oberflächenbeschaffenheit: Flächenhaft—Teil 2: Be-griffe, Definitionen Und Oberflächen-Kenngrößen (ISO/DIS 25178-2:2019). International Organization for Standardization: Geneva, Switzerland, 2020.
- Lefky, C.S.; Zucker, B.; Wright, D.; Nassar, A.R.; Simpson, T.W.; Hildreth, O.J. Dissolvable supports in powder bed fu-sion-printed stainless steel. 3d Print. Addit. Manuf. 2017, 4, 3–11. [Google Scholar] [CrossRef]
- Gan, M.X.; Wong, C.H. Practical support structures for selective laser melting. J. Mater. Process. Technol. 2016, 238, 474–484. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Branner, G. Investigations on residual stresses and deformations in selective laser melting. Prod. Eng. 2010, 4, 35–45. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Maeda, A.; Jin, Y.; Kuboki, T. Light press of sheet metal edge for reducing residual stress generated by laser cutting considering mechanical properties and intensity of residual stress. J. Mater. Process. Technol. 2015, 225, 178–184. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J.M. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form com-posites by selective laser melting. J. Alloys Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- Wu, Y.; Fang, J.; Wu, C.; Li, C.; Sun, G.; Li, Q. Additively manufactured materials and structures: A state-of-the-art review on their mechanical characteristics and energy absorption. Int. J. Mech. Sci. 2023, 246, 108102. [Google Scholar] [CrossRef]
- Fatemi, A.; Molaei, R.; Sharifimehr, S.; Phan, N.; Shamsaei, N. Multiaxial fatigue behavior of wrought and additive manufactured Ti-6Al-4V including surface finish effect. Int. J. Fatigue 2017, 100, 347–366. [Google Scholar] [CrossRef]
- Ding, H.; Zou, B.; Wang, X.; Liu, J.; Li, L. Microstructure, mechanical properties and machinability of 316L stainless steel fabri-cated by direct energy deposition. Int. J. Mech. Sci. 2023, 243, 108046. [Google Scholar] [CrossRef]
- Natali, S.; Brotzu, A.; Pilone, D. Comparison between mechanical properties and structures of a rolled and a 3D-printed stain-less steel. Materials 2019, 12, 3867. [Google Scholar] [CrossRef] [PubMed]
- Geier, N.; Pereszlai, C. Analysis of characteristics of surface roughness of machined CFRP composites. Period. Polytech. Mech. Eng. 2020, 64, 67–80. [Google Scholar] [CrossRef]
- Zhang, C.; Jensen, D.J.; Yu, T. Effects of initial 3D printed microstructures on subsequent microstructural evolution in 316L stainless steel. Acta Mater. 2023, 242, 118481. [Google Scholar] [CrossRef]
- Yang, Y.; Gong, Y.; Qu, S.; Xie, H.; Cai, M.; Xu, Y. Densification, mechanical behaviors, and machining characteristics of 316L stainless steel in hybrid additive/subtractive manufacturing. Int. J. Adv. Manuf. Technol. 2020, 107, 177–189. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printed Area | Laser Power Watt | Scanning Speed mm/s | Laser Diameter µm |
|---|---|---|---|
| Border | 100 | 250 | 0.1 |
| Hatches | 100 | 250 | 0.1 |
| In skin | |||
| Blocked path | 220 | 900 | 0.1 |
| Border | 220 | 900 | 50 |
| Additional border | 220 | 900 | 50 |
| Fill contour | 220 | 900 | 50 |
| Hatches | 220 | 900 | 50 |
| Down skin | |||
| Blocked path | 100 | 900 | 50 |
| Border | 220 | 900 | 50 |
| Additional border | 100 | 900 | 50 |
| Hatches | 220 | 900 | 50 |
| First layer | |||
| Blocked path | 100 | 250 | 1 |
| Border | 100 | 250 | 1 |
| Additional border | 100 | 250 | 1 |
| Fill contour | 100 | 250 | 1 |
| Material | Fe | Mo | Ni | Mn | Cr | Si | O2 | C | P | S | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cold rolled steel | Bal. | 2.1 | 10.12 | 1.6 | 16.74 | 0.58 | - | 0.014 | 0.037 | 0.002 | 0.021 |
| 3D-printed steel | Bal. | 2.5 | 12.7 | 1.4 | 16.8 | 0.7 | 0.06 | 0.01 | - | - | - |
| Milling processing | Milling cutting tool Ø12 × Spindle speed 2500 rpm |
| Grinding processing | CBN 325N 100B Grinding wheel Ø180 × Rotating speed 2500 rpm |
| Manufacture Process | Rz/Ra before Milling or Grinding | Rz/Ra after Milling | Rz/Ra after Grinding |
|---|---|---|---|
| 3D additive steel | 7.08~6.69 | 4.97 | 6.35 |
| Cold rolled steel | - | 3.38 | 5.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.-T.; Tsai, M.-Y.; Yen, S.-Y.; Lung, G.-H.; Yei, J.-T.; Hsu, K.-J.; Chen, K.-J. Comparing the Performance of Rolled Steel and 3D-Printed 316L Stainless Steel. Micromachines 2024, 15, 353. https://doi.org/10.3390/mi15030353
Lin Y-T, Tsai M-Y, Yen S-Y, Lung G-H, Yei J-T, Hsu K-J, Chen K-J. Comparing the Performance of Rolled Steel and 3D-Printed 316L Stainless Steel. Micromachines. 2024; 15(3):353. https://doi.org/10.3390/mi15030353
Chicago/Turabian StyleLin, Yao-Tsung, Ming-Yi Tsai, Shih-Yu Yen, Guan-Hua Lung, Jin-Ting Yei, Kuo-Jen Hsu, and Kai-Jung Chen. 2024. "Comparing the Performance of Rolled Steel and 3D-Printed 316L Stainless Steel" Micromachines 15, no. 3: 353. https://doi.org/10.3390/mi15030353
APA StyleLin, Y.-T., Tsai, M.-Y., Yen, S.-Y., Lung, G.-H., Yei, J.-T., Hsu, K.-J., & Chen, K.-J. (2024). Comparing the Performance of Rolled Steel and 3D-Printed 316L Stainless Steel. Micromachines, 15(3), 353. https://doi.org/10.3390/mi15030353