

Modeling and Prediction of Water-Jet-Guided Laser Cutting Depth for Inconel 718 Material Using Response Surface Methodology
 ,
,
Abstract
1. Introduction
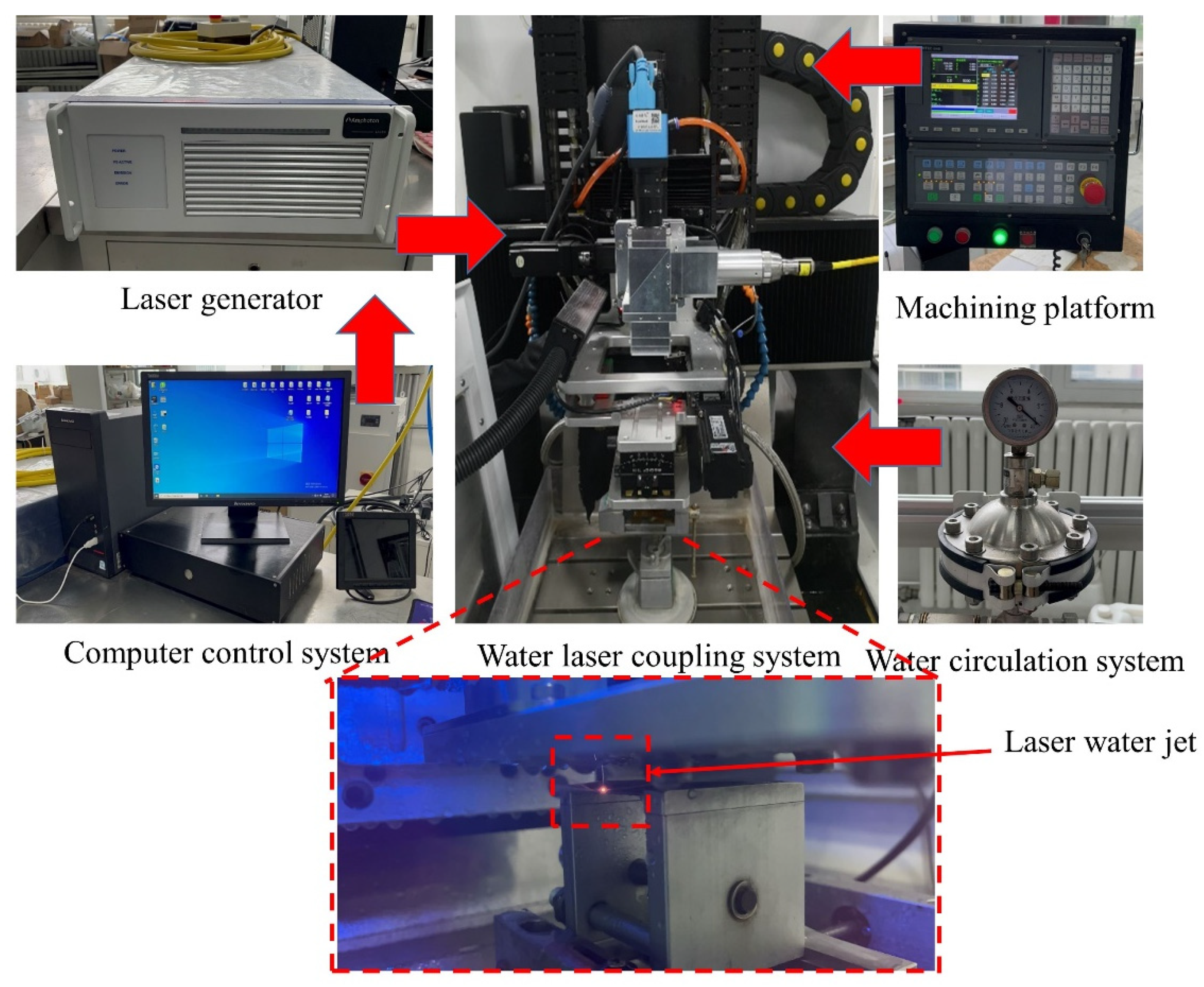
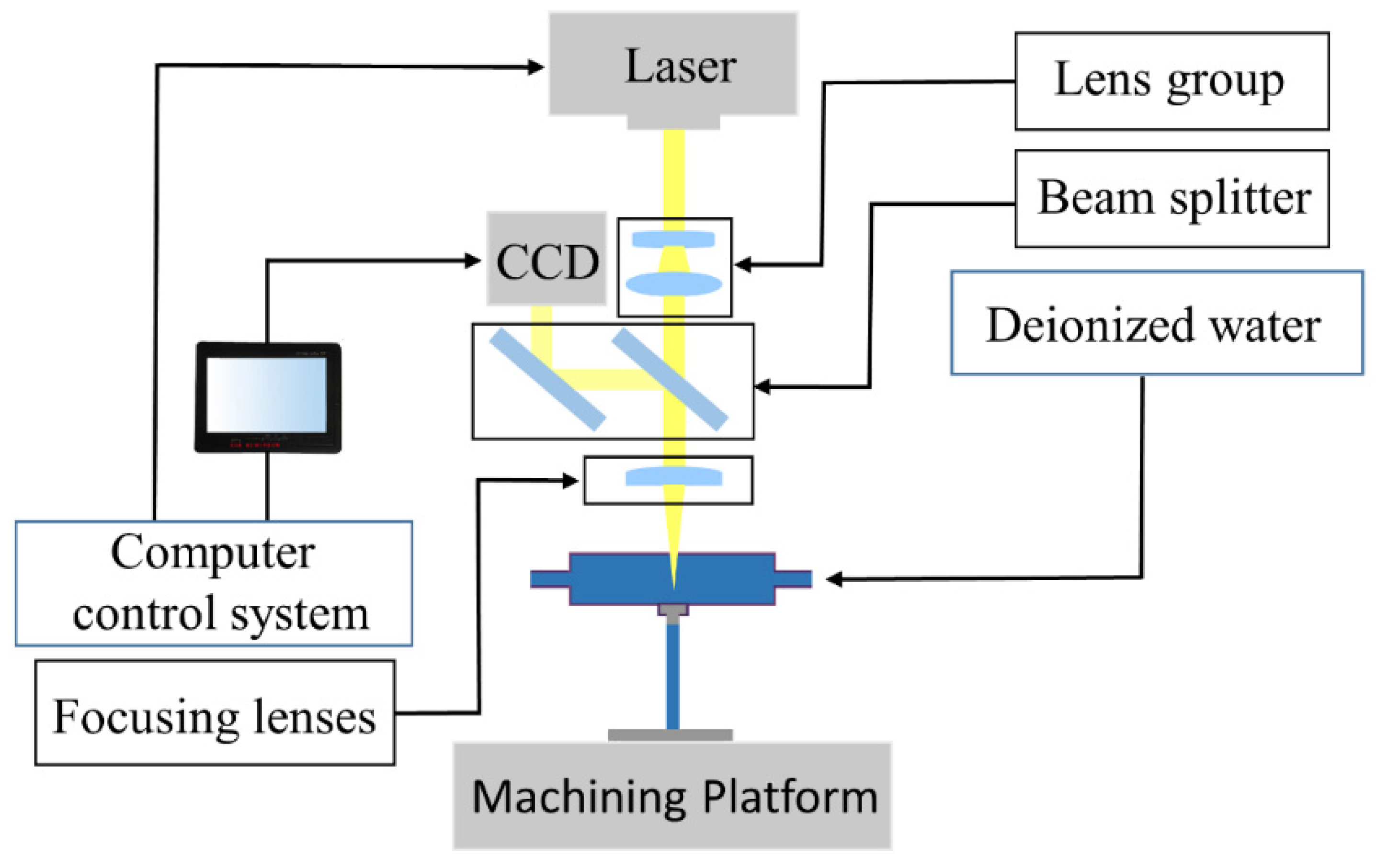
2. Experimental Equipment
3. Experimental Principles and Methods
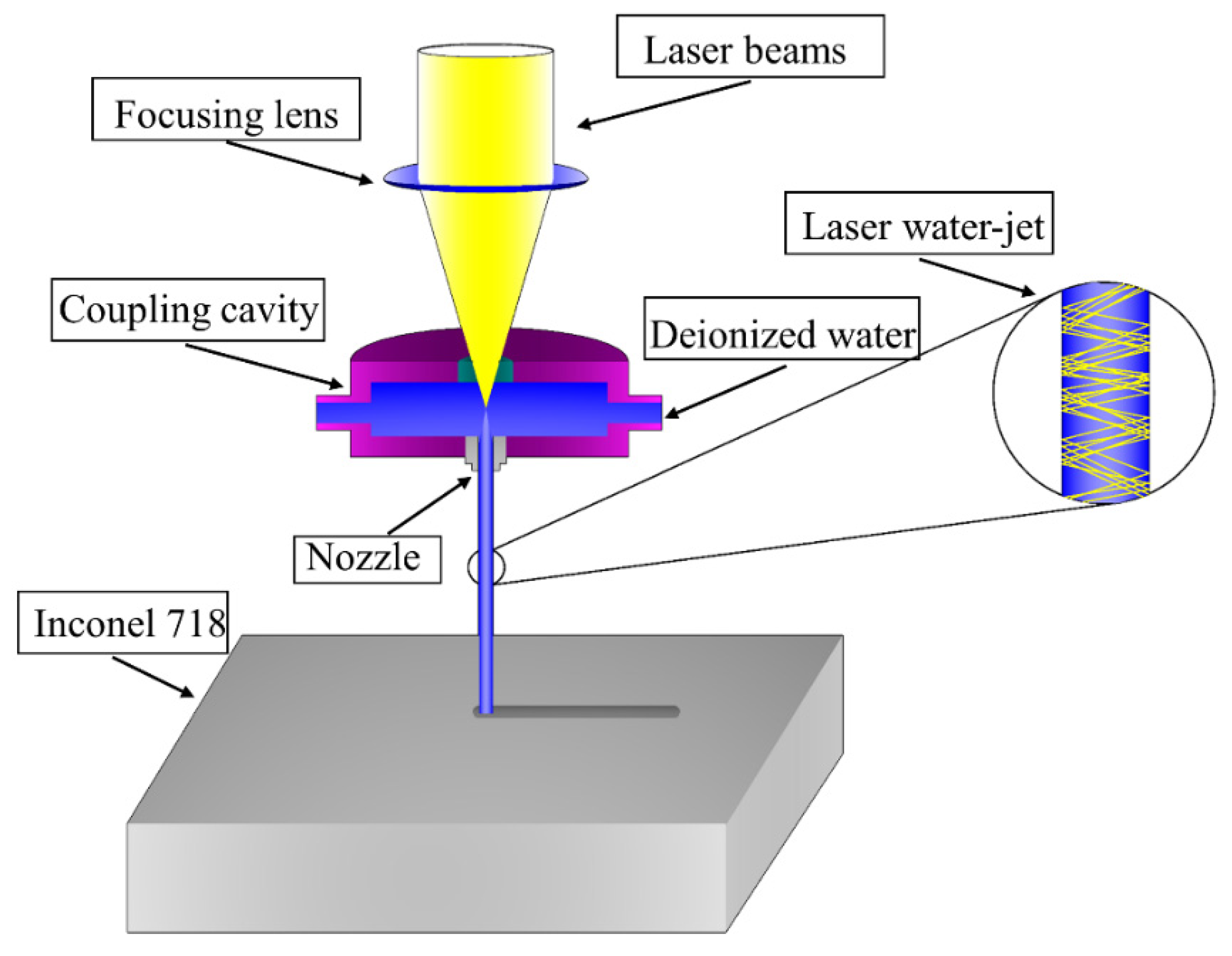
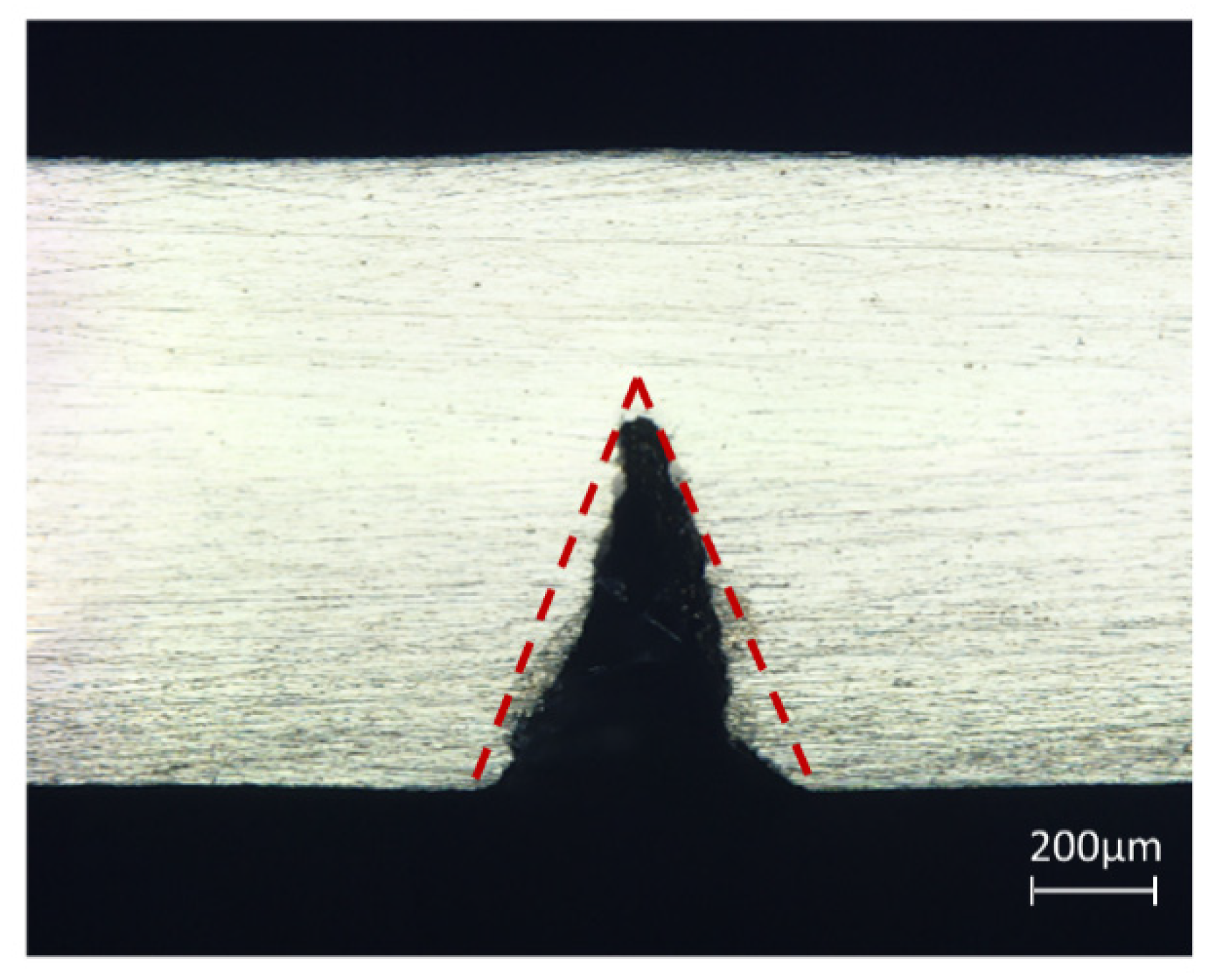
3.1. Experimental Principle
3.2. Experimental Method
4. Experimental Results and Discussion
4.1. Results of Orthogonal Experiments
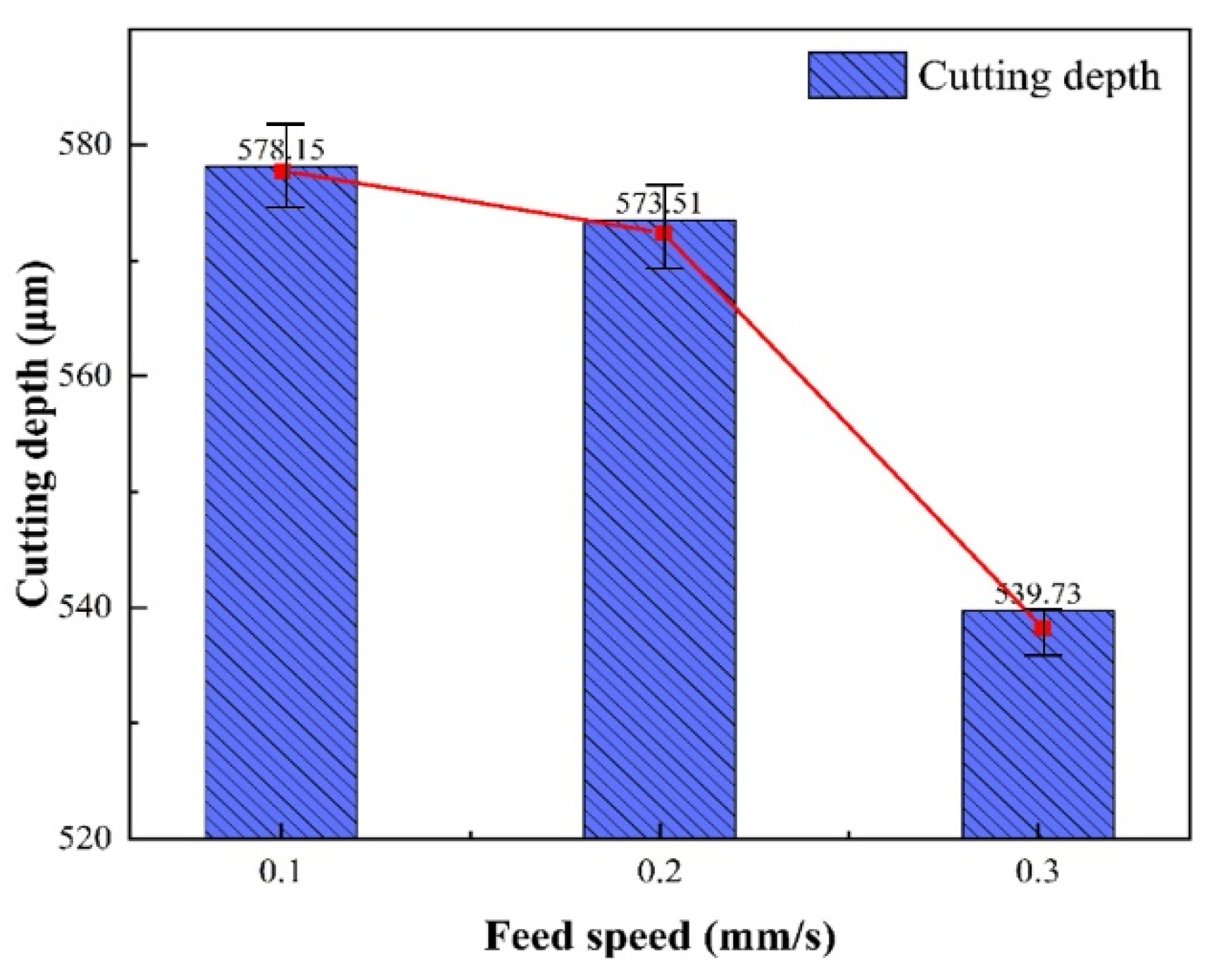
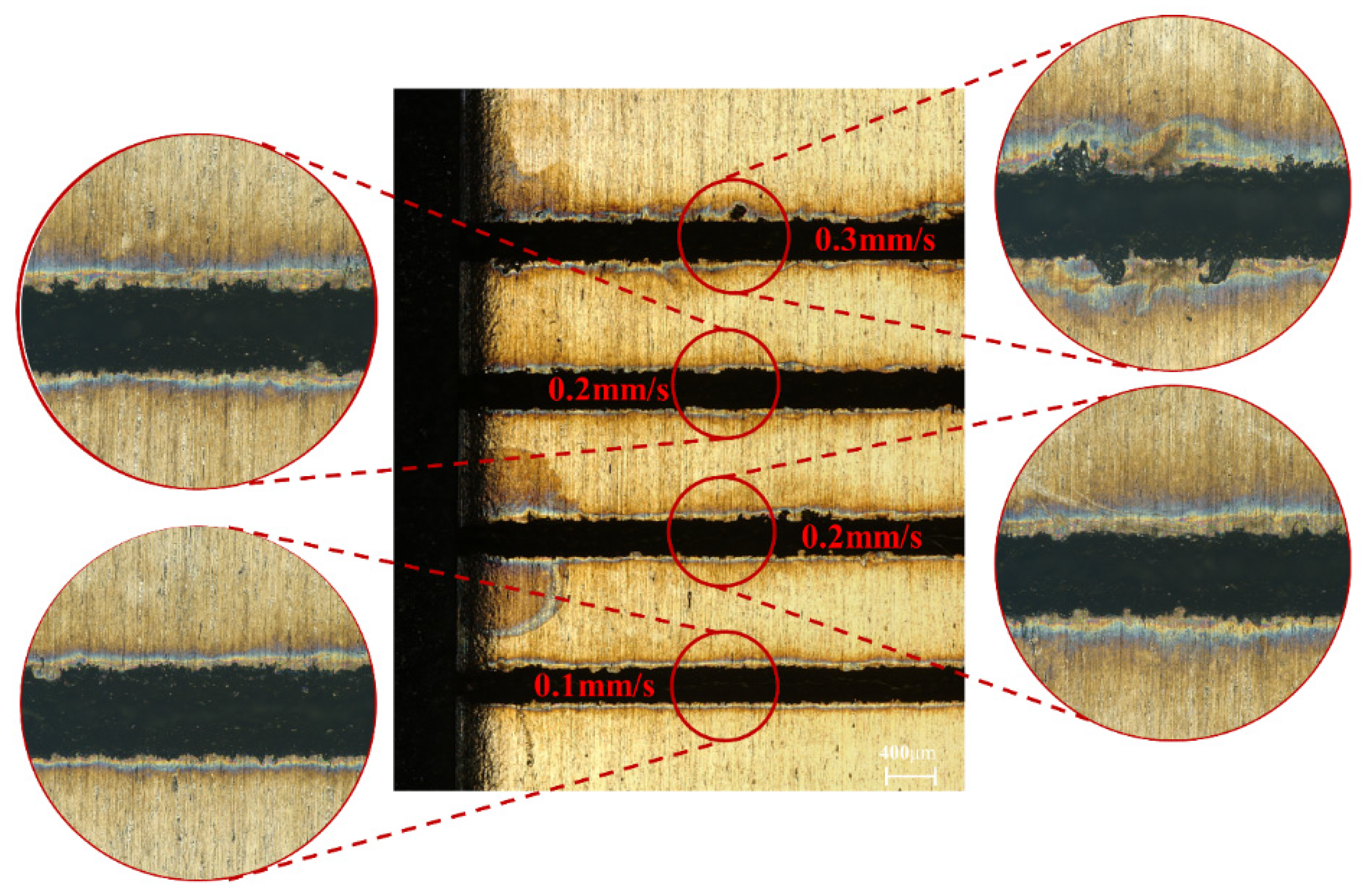
4.1.1. Influence of Feed Speed on Cut Quality
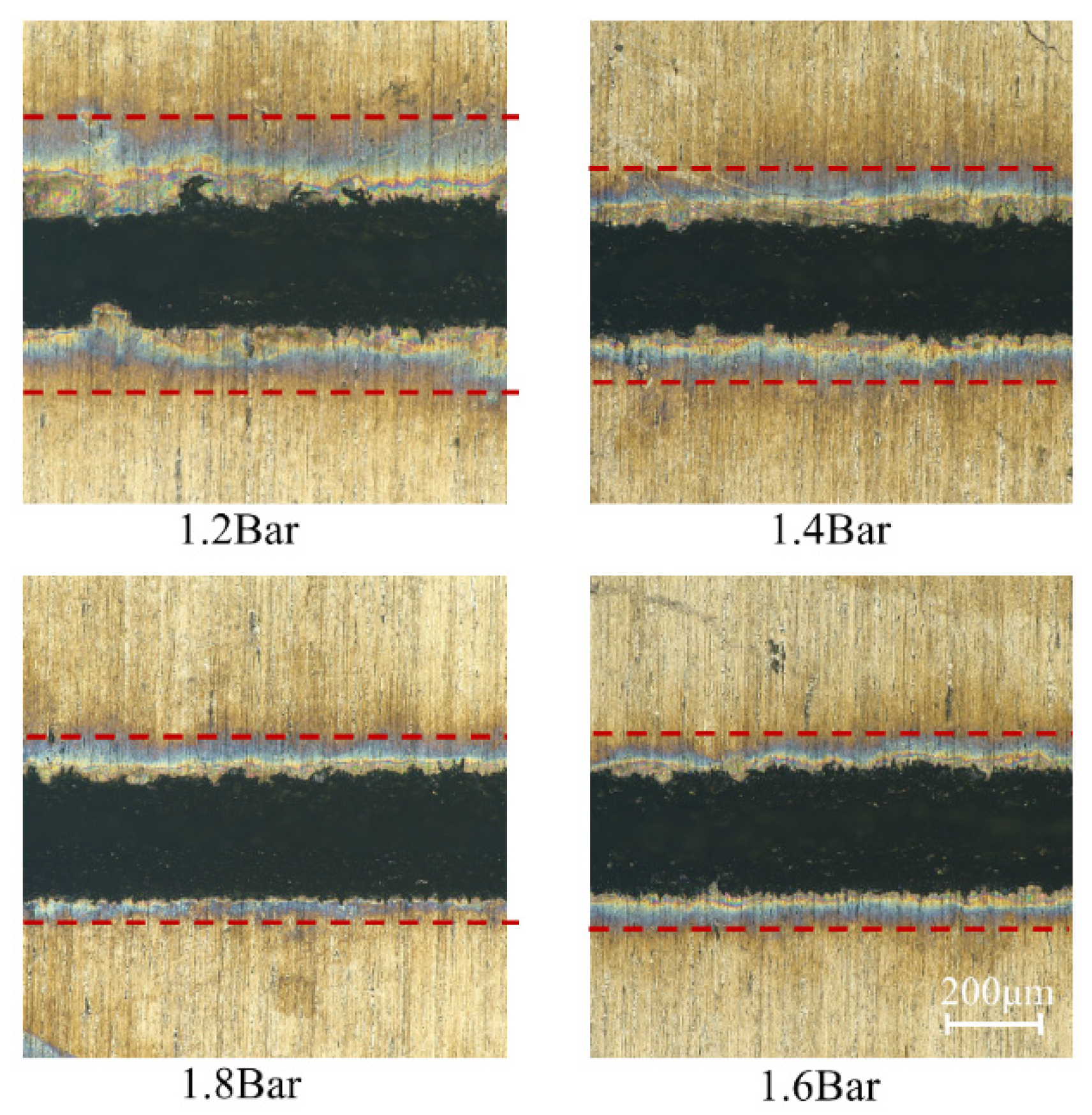
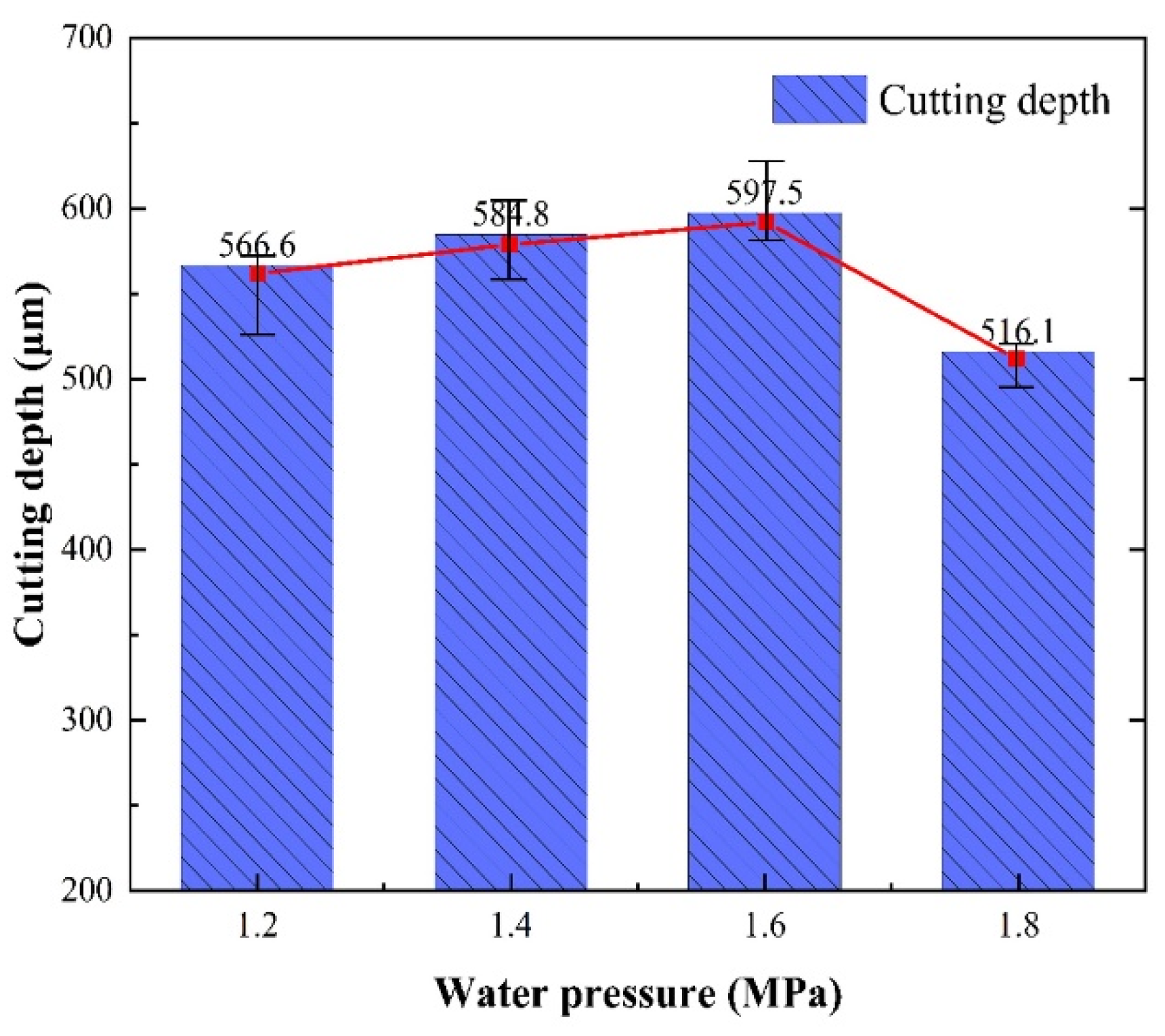
4.1.2. The Effect of Water Pressure on the Cutting
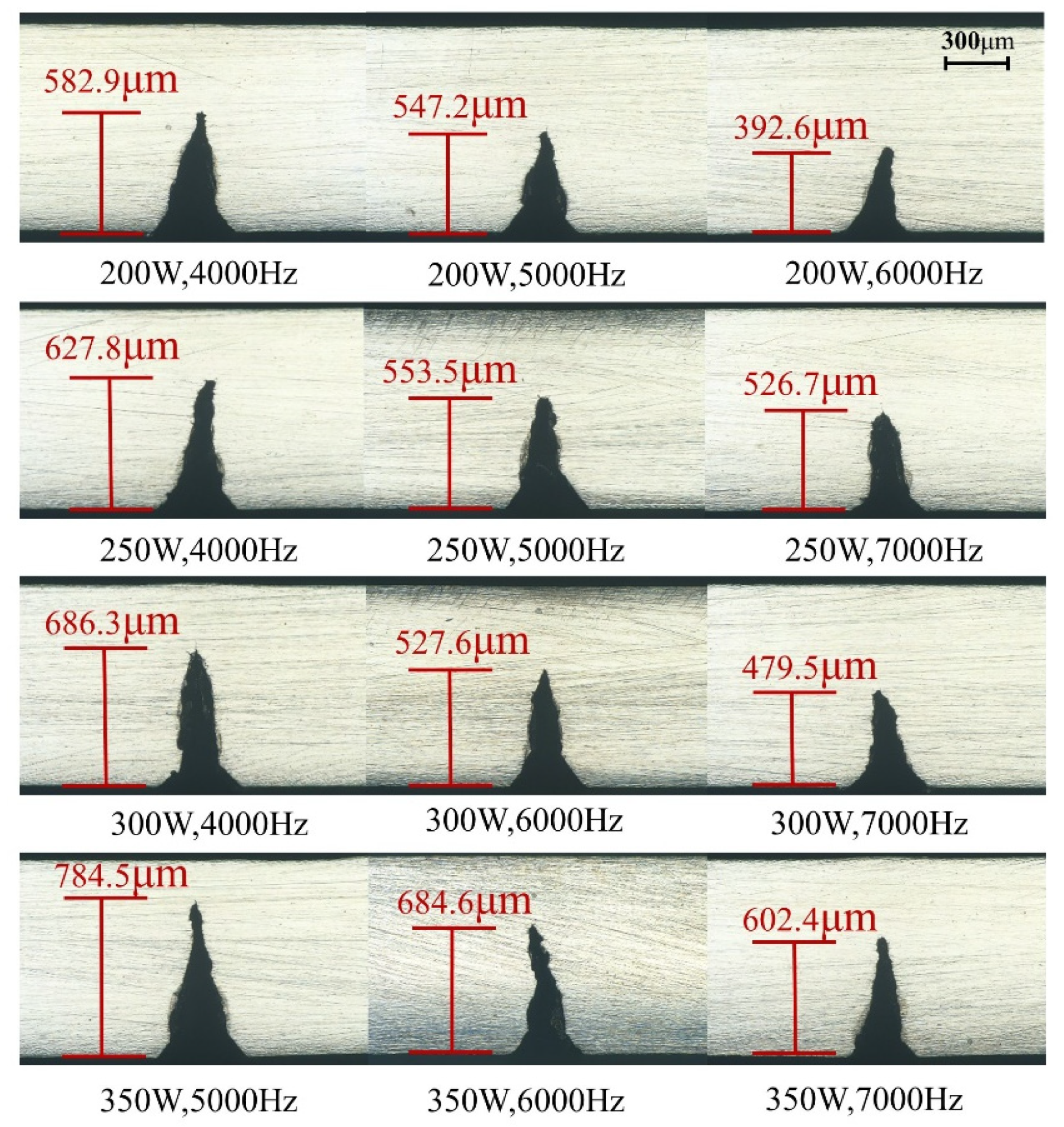
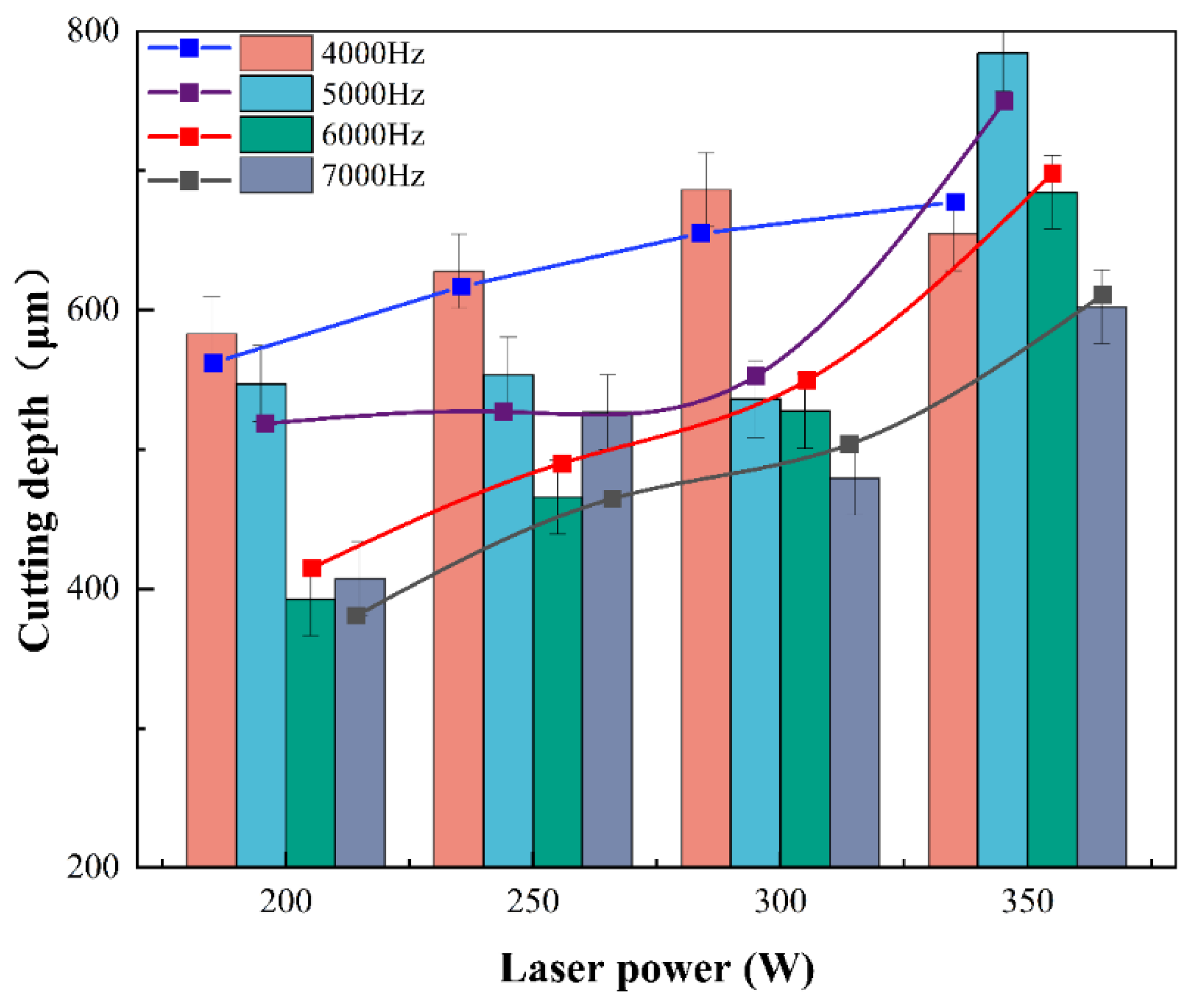
4.1.3. Effect of Laser Power and Pulse Frequency on the Cutting
4.2. Response Surface Methodology Experimental Results
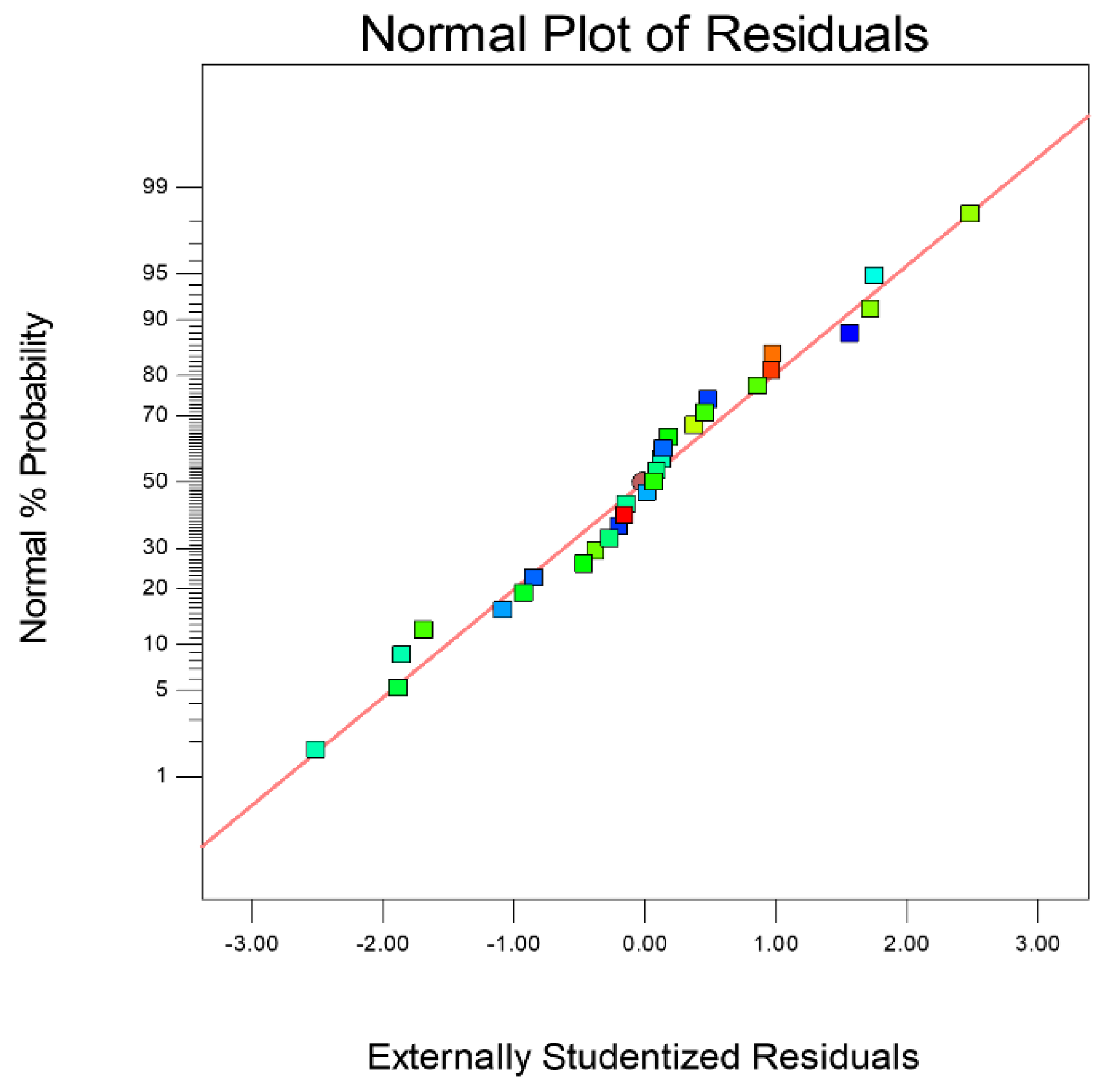
4.2.1. Results of the ANOVA for the Model
4.2.2. Response Surface Analysis of Influencing Factors
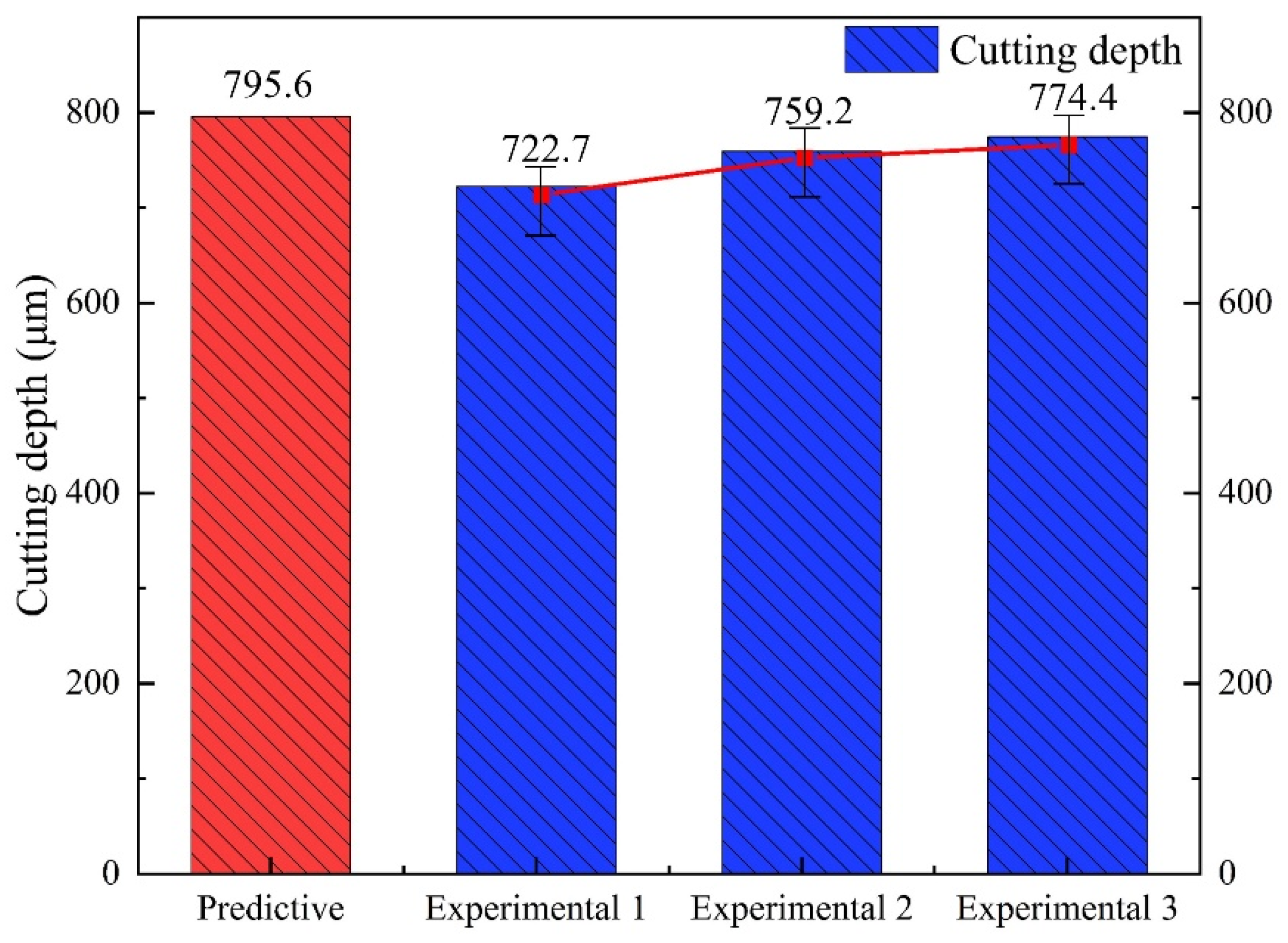
4.2.3. Optimal Value Prediction and Experimental Validation
5. Conclusions
- In the experiment of the water-jet-guided laser cutting Inconel 718, water played an important role. It was not only able to conduct laser energy, but also cooled the cutting and took away the slag. Compared with traditional cutting, this technology can bring about a higher cutting quality.
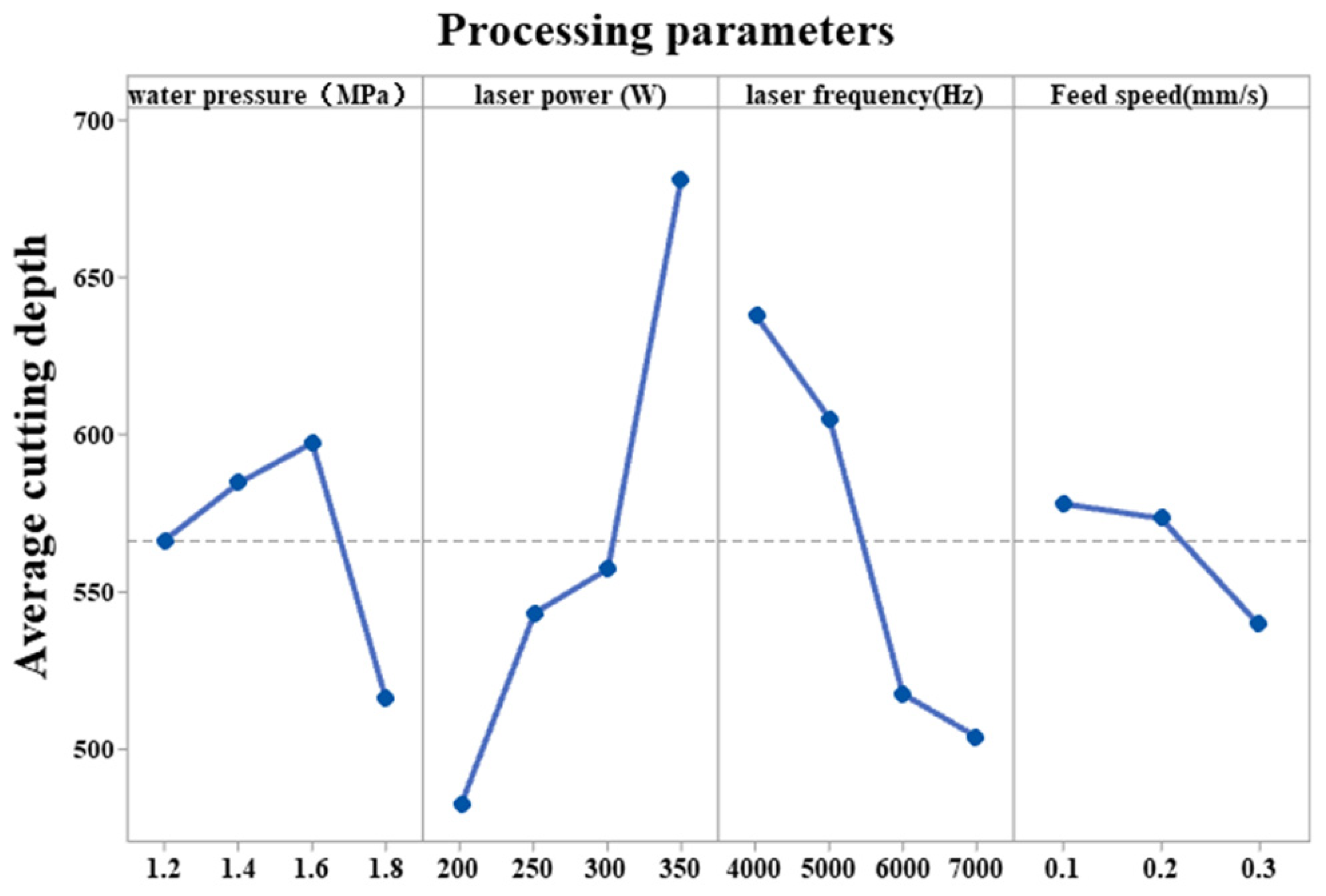
- The influence of critical parameters on cutting quality was studied by an orthogonal experiment. The experimental results show that the laser power had the greatest influence on the cutting quality, followed by the pulse frequency. The laser power and pulse frequency together determined the energy of a single pulse.
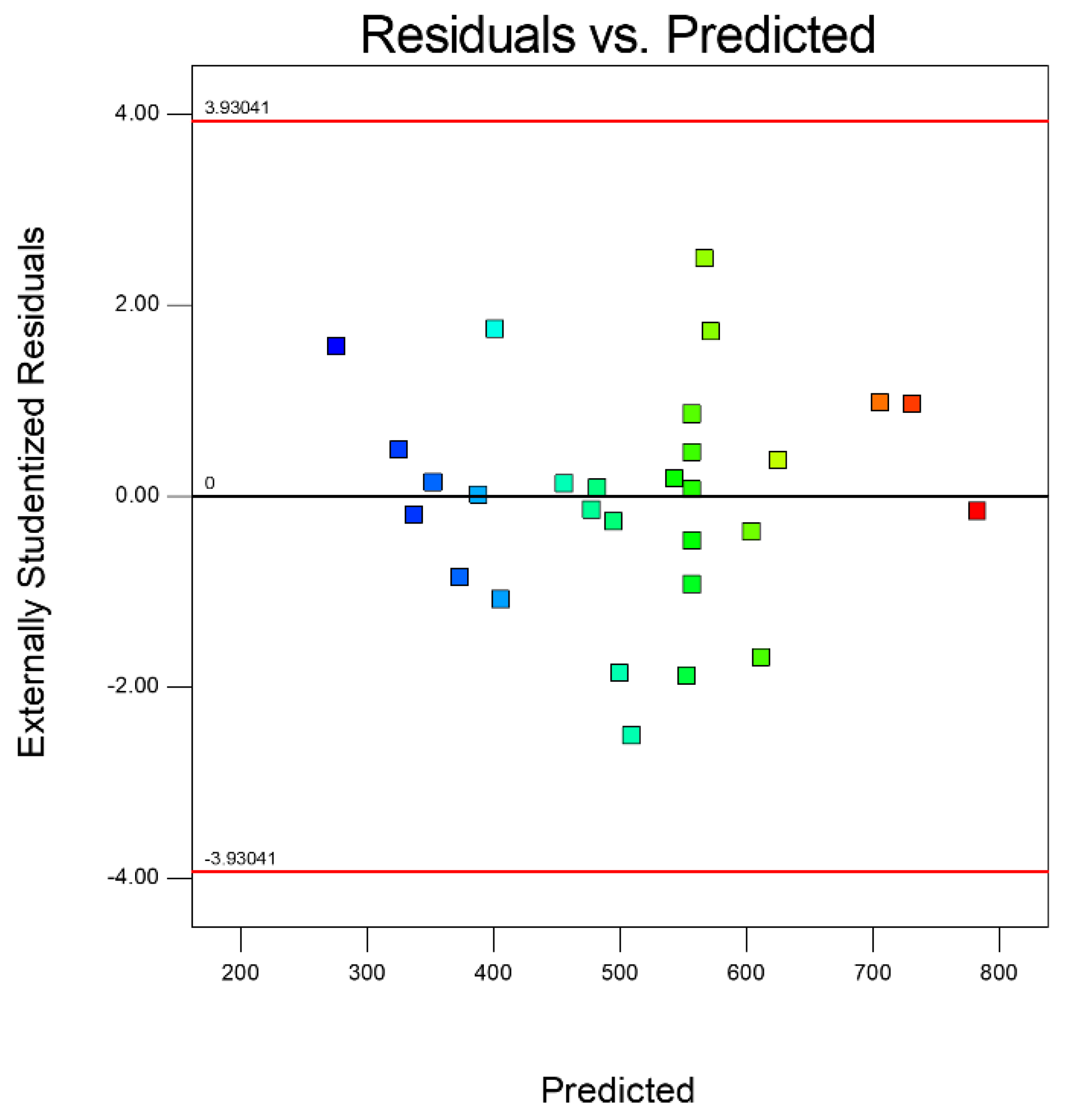
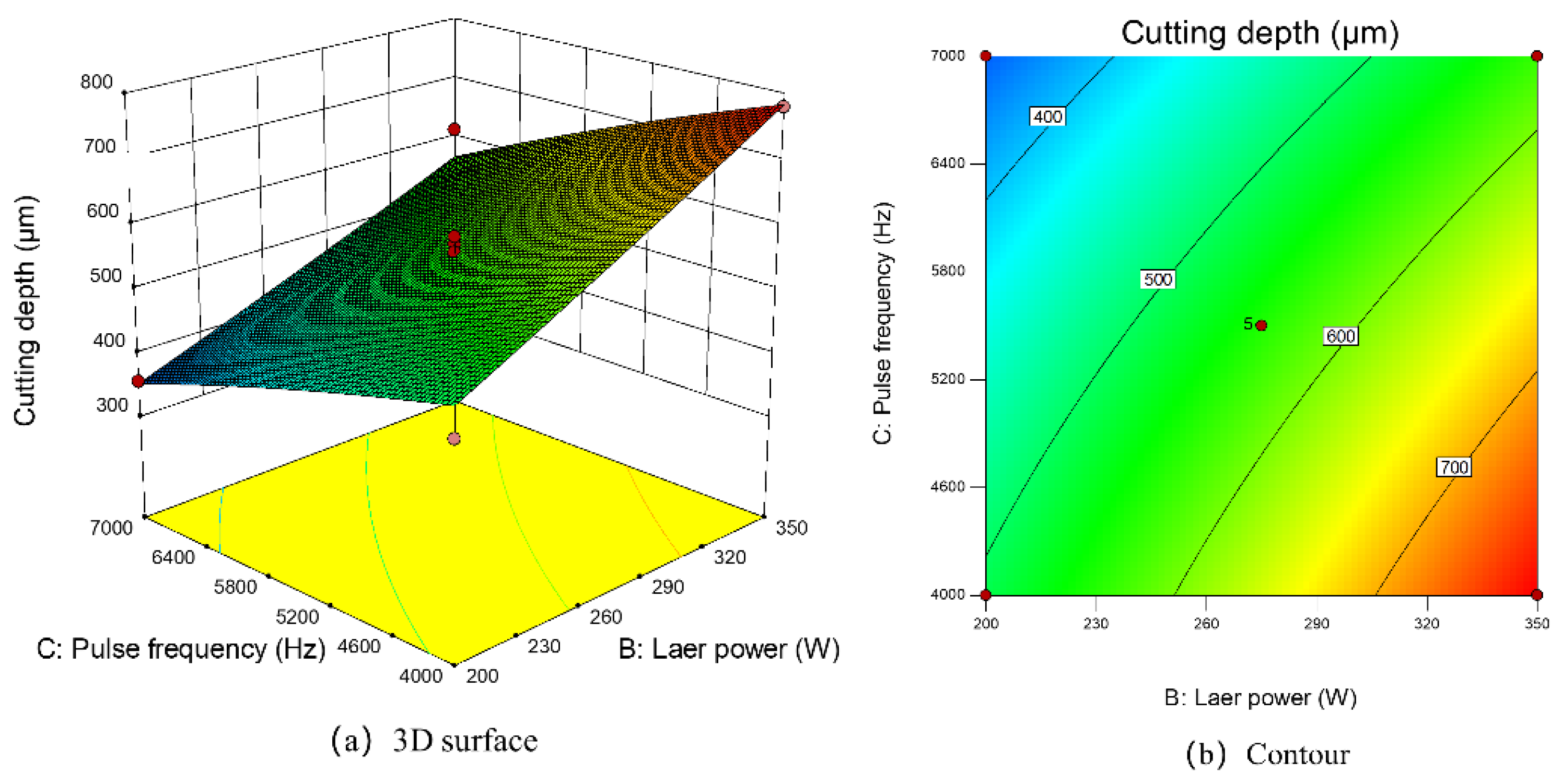
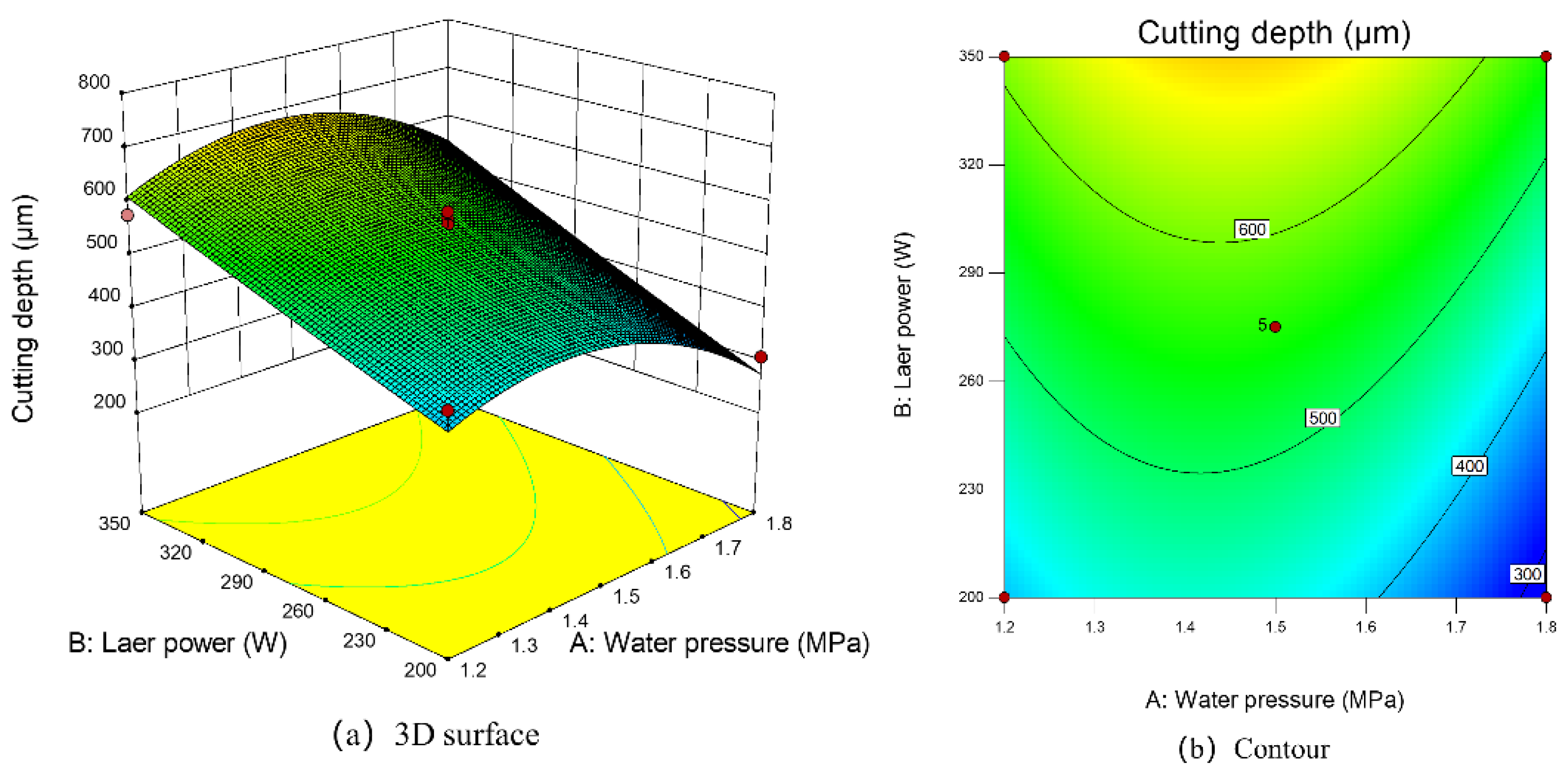
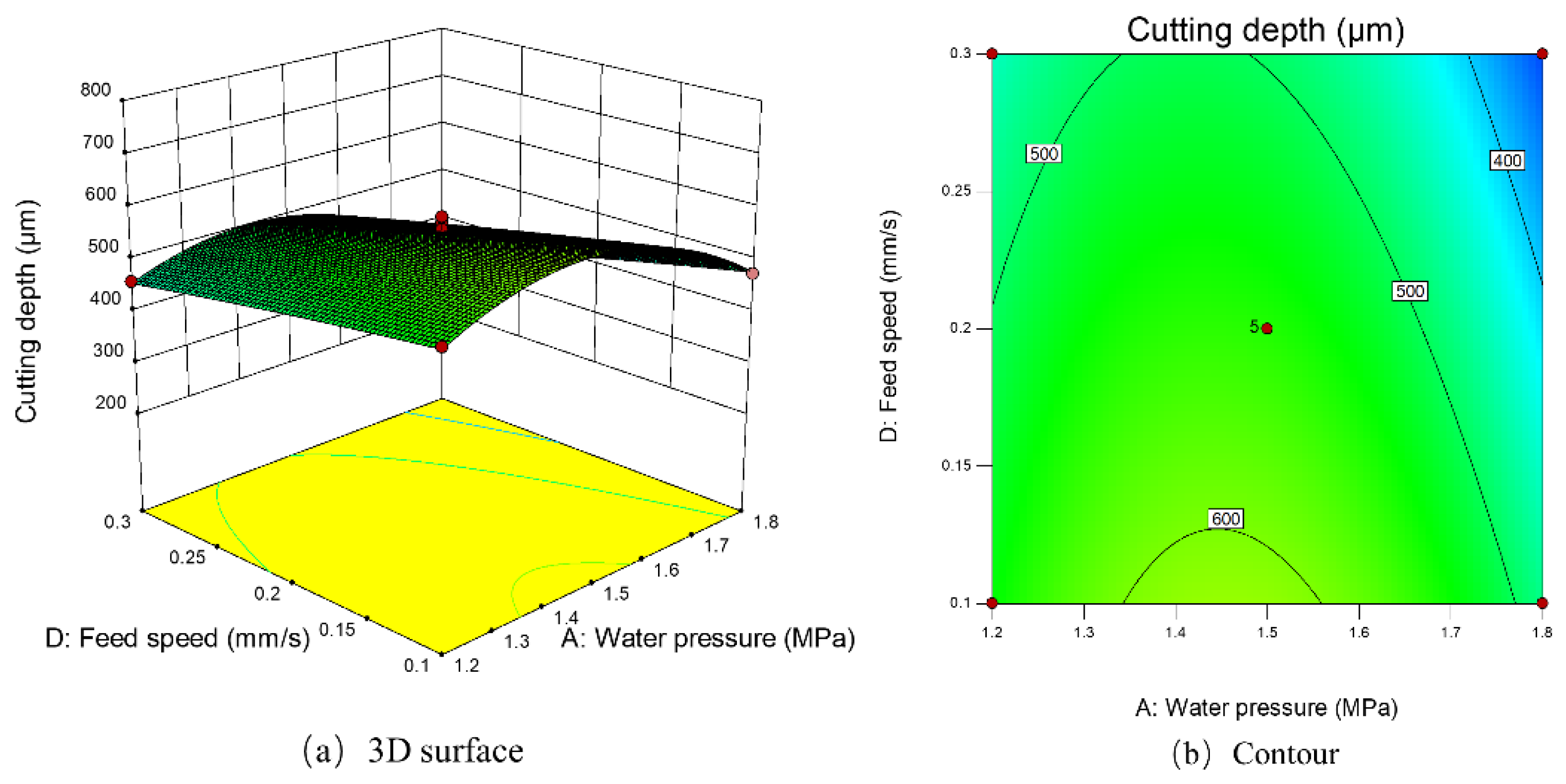
- The regression models of water pressure, laser power, pulse frequency, and feed rate on cutting depth were established by the response surface method. The results show that the model can predict 92.67% response value. The influence of different parameters on cutting depth was analyzed, and the order of factors affecting cutting depth was laser power > pulse frequency > feed speed > water pressure. Finally, the cutting experiment was carried out to verify the process parameters obtained by the maximum cutting depth. The maximum cutting depth was 774.4 μm, and the error with the predicted value was 5.5%, which proved the validity of the model.
- The water-jet-guided laser processing technology has great development potential. We will continue to explore the impact of high-pressure water jets on processing efficiency in our next research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, S.; Zhang, X.; Chen, L.; Cui, S.; Jiang, J.; Zhang, Z.; Yu, P.; Wang, C. Review: Radiation temperature measurement methods for engine turbine blades and environment influence. Infrared Phys. Technol. 2022, 123, 104204. [Google Scholar] [CrossRef]
- Kumar, G.S.; Raghukandan, K.; Saravanan, S.; Sivagurumanikandan, N. Optimization of parameters to attain higher tensile strength in pulsed Nd: YAG laser welded Hastelloy C-276–Monel 400 sheets. Infrared Phys. Technol. 2019, 100, 1–10. [Google Scholar] [CrossRef]
- Akca, E.; Gürsel, A. A review on superalloys and IN718 nickel-based INCONEL superalloy. Period. Eng. Nat. Sci. (PEN) 2015, 3, 15–27. [Google Scholar] [CrossRef]
- Altin, A.; Nalbant, M.; Taskesen, A. The effects of cutting speed on tool wear and tool life when machining Inconel 718 with ceramic tools. Mater. Des. 2007, 28, 2518–2522. [Google Scholar] [CrossRef]
- Ay, M.; Çaydaş, U.; Hasçalık, A. Optimization of micro-EDM drilling of inconel 718 superalloy. Int. J. Adv. Manuf. Technol. 2013, 66, 1015–1023. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Ma, Y.; Huo, J.; Zhao, K.; Meng, X.; Han, Q.; Yin, J. Electrochemical dissolution behavior of nickel-based Hastelloy X superalloy at low current densities. IEEE Access 2020, 8, 62714–62724. [Google Scholar] [CrossRef]
- Darwish, S.; Ahmed, N.; Alahmari, A.M.; Mufti, N.A. A comparison of laser beam machining of micro-channels under dry and wet mediums. Int. J. Adv. Manuf. Technol. 2016, 83, 1539–1555. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Z.; Zhu, Y.; Zhu, D. Machining of a film-cooling hole in a single-crystal superalloy by high-speed electrochemical discharge drilling. Chin. J. Aeronaut. 2016, 29, 560–570. [Google Scholar] [CrossRef]
- Li, H.; Kong, Y.; Chen, G.; Xie, L.X.; Zhu, S.G.; Sheng, X. Effect of different processing technologies and heat treatments on the microstructure and creep behavior of GH4169 superalloy. Mater. Sci. Eng. A 2013, 582, 368–373. [Google Scholar] [CrossRef]
- Fan, W.; Ji, W.; Wang, L.; Zheng, L.; Wang, Y. A review on cutting tool technology in machining of Ni-based superalloys. Int. J. Adv. Manuf. Technol. 2020, 110, 2863–2879. [Google Scholar] [CrossRef]
- Bushlya, V.; Zhou, J.; Ståhl, J.E. Effect of cutting conditions on machinability of superalloy Inconel 718 during high speed turning with coated and uncoated PCBN tools. Procedia CIRP 2012, 3, 370–375. [Google Scholar] [CrossRef]
- Wagner, F.; Sibailly, O.; Vágó, N.; Romanowicz, R.; Richerzhagen, B.; Synova, S.A.; Ecublens, C.H. The Laser Microjet Technology—10 Years of Development (M401). Int. Congr. Appl. Electro-Opt. 2003, 2003, M401. [Google Scholar]
- Perrottet, D.; Spiegel, A.; Amorosi, S.; Richerzhagen, B. GaAs-wafer dicing using the water jet guided laser. In Proceedings of the CS MANTECH Conference, New Orleans, LA, USA, 11–14 April 2005. [Google Scholar]
- Wagner, F.; Boillat, C.; Buchilly, J.M.; Spiegel, A.; Vago, N.; Richerzhagen, B. High-speed cutting of thin materials with a Q-switched laser in a water-jet vs. conventional laser cutting with a free running laser. In Proceedings of the Photon Processing in Microelectronics and Photonics II. International Society for Optics and Photonics, San Jose, CA, USA, 27–30 January 2003. [Google Scholar]
- Porter, J.A.; Louhisalmi, Y.A.; Karjalainen, J.A.; Füger, S. Cutting thin sheet metal with a water jet guided laser using various cutting distances, feed speeds and angles of incidence. Int. J. Adv. Manuf. Technol. 2007, 33, 961–967. [Google Scholar] [CrossRef]
- Shi, Y.; Jiang, Z.; Cao, J.; Ehmann, K.F. Texturing of metallic surfaces for superhydrophobicity by water jet guided laser micro-machining. Appl. Surf. Sci. 2020, 500, 144286. [Google Scholar] [CrossRef]
- Qiao, H.; Cao, Z.; Cui, J.; Zhao, J. Experimental study on water jet guided laser micro-machining of mono-crystalline silicon. Opt. Laser Technol. 2021, 140, 107057. [Google Scholar] [CrossRef]
- Marimuthu, S.; Smith, B. Water-jet guided laser drilling of thermal barrier coated aerospace alloy. Int. J. Adv. Manuf. Technol. 2021, 113, 177–191. [Google Scholar] [CrossRef]
- Subasi, L.; Diboine, J.; Gunaydin, A.; Tuzemen, C.; Ozaner, O.C.; Martin, R. Water jet guided laser microdrilling of aerospace alloys: Correlation of material properties to process time and quality. J. Laser Appl. 2021, 33, 012015. [Google Scholar] [CrossRef]
- Cao, Z.; Qiao, H.; Zhang, Y.; Chen, Y.; Zhao, J. Study on reducing burrs of super alloy through structures in water jet guided laser ablation. J. Manuf. Process. 2022, 77, 809–818. [Google Scholar] [CrossRef]
- Richerzhagen, B. The best of both worlds–laser and water jet combined in a new process: The water jet guided laser. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Jacksonville, FL USA, 15–18 October 2001; Laser Institute of America: Orlando, FL, USA, 2001; Volume 2001, pp. 1815–1824. [Google Scholar]
- Tabie, V.M.; Koranteng, M.O.; Yunus, A.; Kuuyine, F. Water-Jet Guided Laser Cutting Technology—An Overview. Lasers Manuf. Mater. Process. 2019, 6, 189–203. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, L.J.; Tang, J.; Li, L.; Chen, Y.B. Laser and Water-Jet Fiber Coupling Technology for Water-Jet Guided Laser Micromachining. In Advanced Materials Research; Trans Tech Publications, Ltd.: Bäch, Switzerland, 2009; Volume 69–70, pp. 29–33. [Google Scholar]
- Maiyar, L.M.; Ramanujam, R.; Venkatesan, K.; Jerald, J. Optimization of machining parameters for end milling of Inconel 718 super alloy using Taguchi based grey relational analysis. Procedia Eng. 2013, 64, 1276–1282. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Multi-objective optimization of Nd: YAG laser cutting of nickel-based superalloy sheet using orthogonal array with principal component analysis. Opt. Lasers Eng. 2008, 46, 124–132. [Google Scholar] [CrossRef]
- Sharma, A.; Yadava, V. Optimization of cut quality characteristics during Nd: YAG laser straight cutting of Ni-based superalloy thin sheet using grey relational analysis with entropy measurement. Mater. Manuf. Process. 2011, 26, 1522–1529. [Google Scholar] [CrossRef]
- Zhang, Y.; Qiao, H.; Zhao, J.; Cao, Z. Research on the Mechanism of Micro-Water Jet-Guided Laser Precision Drilling in Metal Sheet. Micromachines 2021, 12, 343. [Google Scholar] [CrossRef] [PubMed]
- Tran, T.K.N.; Tran, A.C.; Tran, T.T.N.; Le, T.H.N.; Lam, V.T. Optimization of Ciprofloxacin Adsorption Onto Cofe-Mof Aerogel Cylinders Based on Response Surface Methodology: Adsorption Kinetics, Isotherm Models. Isotherm Model. 2022, preprint. [Google Scholar] [CrossRef]
- SILACHAI, A.; PRASOMTHONG, S. Optimized parameter of dissimilar joining between Al6061-T6 and height-strength steel with friction stir spot welding process (FSSW). J. Met. Mater. Miner. 2022, 32, 118–127. [Google Scholar] [CrossRef]
- Couty, P.; Spiegel, A.; Vágó, N.; Ugurtas, B.I.; Hoffmann, P. Laser-induced break-up of water jet waveguide. Exp. Fluids 2004, 36, 919–927. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al | Co | C | Mn | S | P | Si | B | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition | 54.2 | 18.4 | 17.3 | 5.2 | 2.9 | 0.98 | 0.5 | 0.3 | 0.02 | 0.08 | <0.01 | 0.012 | 0.06 | 0.002 | 0.08 |
| Factors | Unit | Level | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| Water jet pressure | MPa | 1.2 | 1.4 | 1.6 | 1.8 |
| Laser power | W | 200 | 250 | 300 | 350 |
| Laser pulse width | mm | 4000 | 5000 | 6000 | 7000 |
| Feed speed | mm/s | 0.1 | 0.2 | 0.3 | - |
| Factors | Unit | Coding Level | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| Water jet pressure | MPa | 1.2 | 1.5 | 1.8 |
| Laser power | W | 200 | 275 | 350 |
| Pulse frequency | Hz | 4000 | 5500 | 7000 |
| Feed speed | mm/s | 0.1 | 0.2 | 0.3 |
| Trial | Water Jet Pressure (MPa) | Laser Power (W) | Pulse Frequency (Hz) | Feed Speed (mm/s) | Cutting Depth (μm) |
|---|---|---|---|---|---|
| 1 | 1.2 | 200 | 4000 | 0.1 | 582.9 |
| 2 | 1.2 | 250 | 5000 | 0.2 | 553.5 |
| 3 | 1.2 | 250 | 6000 | 0.2 | 527.6 |
| 4 | 1.2 | 350 | 7000 | 0.3 | 602.4 |
| 5 | 1.4 | 200 | 5000 | 0.2 | 547.2 |
| 6 | 1.4 | 250 | 4000 | 0.3 | 627.8 |
| 7 | 1.4 | 300 | 7000 | 0.1 | 479.5 |
| 8 | 1.4 | 350 | 6000 | 0.2 | 684.6 |
| 9 | 1.6 | 200 | 6000 | 0.3 | 392.6 |
| 10 | 1.6 | 250 | 7000 | 0.2 | 526.7 |
| 11 | 1.6 | 300 | 4000 | 0.2 | 686.3 |
| 12 | 1.6 | 350 | 5000 | 0.1 | 784.5 |
| 13 | 1.8 | 200 | 7000 | 0.2 | 407.4 |
| 14 | 1.8 | 250 | 6000 | 0.1 | 465.7 |
| 15 | 1.8 | 300 | 5000 | 0.3 | 536.1 |
| 16 | 1.8 | 350 | 4000 | 0.2 | 654.8 |
| Level | Water Jet Pressure (MPa) | Laser Power (W) | Pulse Frequency (Hz) | Feed Speed (mm/s) |
|---|---|---|---|---|
| 1 | 55.05 | 53.54 | 56.08 | 55.05 |
| 2 | 55.26 | 54.65 | 55.53 | 55.06 |
| 3 | 55.23 | 54.84 | 54.10 | 54.50 |
| 4 | 54.12 | 56.63 | 53.96 | - |
| Delta | 1.14 | 3.09 | 2.12 | 0.55 |
| Order | 3 | 1 | 2 | 4 |
| Trial | Water Jet Pressure (MPa) | Laser Power (W) | Pulse Frequency (Hz) | Feed Speed (mm/s) | Cutting Depth (μm) |
|---|---|---|---|---|---|
| 1 | 1.2 | 200 | 5500 | 0.2 | 437.2 |
| 2 | 1.5 | 275 | 4000 | 0.3 | 607.5 |
| 3 | 1.8 | 275 | 5500 | 0.1 | 474.7 |
| 4 | 1.5 | 350 | 5500 | 0.3 | 633.8 |
| 5 | 1.5 | 350 | 5500 | 0.1 | 752.6 |
| 6 | 1.8 | 275 | 5500 | 0.3 | 332.6 |
| 7 | 1.5 | 200 | 5500 | 0.3 | 354.8 |
| 8 | 1.2 | 275 | 7000 | 0.2 | 388.9 |
| 9 | 1.5 | 275 | 5500 | 0.2 | 559.4 |
| 10 | 1.2 | 350 | 5500 | 0.2 | 577.3 |
| 11 | 1.5 | 350 | 4000 | 0.2 | 779.4 |
| 12 | 1.5 | 200 | 5500 | 0.1 | 489.2 |
| 13 | 1.5 | 200 | 7000 | 0.2 | 355.7 |
| 14 | 1.5 | 350 | 7000 | 0.2 | 613.4 |
| 15 | 1.8 | 275 | 7000 | 0.2 | 336.3 |
| 16 | 1.5 | 275 | 5500 | 0.2 | 571.6 |
| 17 | 1.8 | 350 | 5500 | 0.2 | 515.4 |
| 18 | 1.5 | 275 | 4000 | 0.1 | 727.5 |
| 19 | 1.8 | 275 | 4000 | 0.2 | 484.7 |
| 20 | 1.8 | 200 | 5500 | 0.2 | 308.1 |
| 21 | 1.5 | 200 | 4000 | 0.2 | 462.8 |
| 22 | 1.5 | 275 | 7000 | 0.3 | 382.3 |
| 23 | 1.5 | 275 | 5500 | 0.2 | 529.2 |
| 24 | 1.5 | 275 | 7000 | 0.1 | 462.5 |
| 25 | 1.2 | 275 | 5500 | 0.3 | 459.2 |
| 26 | 1.5 | 275 | 5500 | 0.2 | 542.8 |
| 27 | 1.2 | 275 | 4000 | 0.2 | 595.7 |
| 28 | 1.5 | 275 | 5500 | 0.2 | 583.5 |
| 29 | 1.2 | 275 | 5500 | 0.1 | 547.4 |
| Source | Sum of Squares | df | Mean Square | F | Prob > F | |
|---|---|---|---|---|---|---|
| Model | 4.204 × 105 | 14 | 3.003 × 104 | 26.28 | <0.0001 | Significant |
| A-water pressure | 2.557 × 104 | 1 | 2.557 × 104 | 22.38 | 0.0003 | |
| B-laser power | 1.786 × 105 | 1 | 1.786 × 105 | 156.34 | <0.0001 | |
| C-pulse frequency | 1.043 × 105 | 1 | 1.043 × 105 | 91.24 | <0.0001 | |
| D-feed speed | 3.895 × 104 | 1 | 3.895 × 104 | 34.09 | <0.0001 | |
| AB | 1.129 × 103 | 1 | 1.129 × 103 | 0.99 | 0.3371 | |
| AC | 8.526 × 102 | 1 | 8.526 × 102 | 0.75 | 0.4022 | |
| AD | 7.263 × 102 | 1 | 7.263 × 102 | 0.64 | 0.4386 | |
| BC | 8.673 × 102 | 1 | 8.673 × 102 | 0.76 | 0.3983 | |
| BD | 0.608 × 102 | 1 | 0.608 × 102 | 0.053 | 0.8208 | |
| CD | 3.960 × 102 | 1 | 3.960 × 102 | 0.35 | 0.5654 | |
| A2 | 6.455 × 104 | 1 | 6.455 × 104 | 56.49 | <0.0001 | |
| B2 | 0.592 × 102 | 1 | 0.592 × 102 | 0.052 | 0.8232 | |
| C2 | 3.508 × 102 | 1 | 3.508 × 102 | 0.31 | 0.5882 | |
| D2 | 1.001 × 102 | 1 | 1.001 × 102 | 0.088 | 0.7715 | |
| Residual | 1.600 × 104 | 14 | 1.143 × 103 | |||
| Lack of fit | 1.410 × 104 | 10 | 1.410 × 103 | 2.98 | 0.1524 | Not significant |
| Pure error | 1.895 × 103 | 4 | 4.738 × 102 | |||
| Cor total | 4.364 × 105 | 28 | ||||
| R-squared = 0.9633 | Adj R-squared = 0.9267 | |||||
| Experiment 1 | Experiment 2 | Experiment 3 | Mean Experiment | Predictive | Error |
|---|---|---|---|---|---|
| 722.7 μm | 759.2 μm | 774.4 μm | 752.1 μm | 795.6 μm | 5.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, C.; Zhao, Y.; Zhao, D.; Liu, Q.; Meng, J.; Cao, C.; Zheng, Z.; Li, Z.; Yu, H. Modeling and Prediction of Water-Jet-Guided Laser Cutting Depth for Inconel 718 Material Using Response Surface Methodology. Micromachines 2023, 14, 234. https://doi.org/10.3390/mi14020234
Zhao C, Zhao Y, Zhao D, Liu Q, Meng J, Cao C, Zheng Z, Li Z, Yu H. Modeling and Prediction of Water-Jet-Guided Laser Cutting Depth for Inconel 718 Material Using Response Surface Methodology. Micromachines. 2023; 14(2):234. https://doi.org/10.3390/mi14020234
Chicago/Turabian StyleZhao, Chuang, Yugang Zhao, Dandan Zhao, Qian Liu, Jianbing Meng, Chen Cao, Zhilong Zheng, Zhihao Li, and Hanlin Yu. 2023. "Modeling and Prediction of Water-Jet-Guided Laser Cutting Depth for Inconel 718 Material Using Response Surface Methodology" Micromachines 14, no. 2: 234. https://doi.org/10.3390/mi14020234
APA StyleZhao, C., Zhao, Y., Zhao, D., Liu, Q., Meng, J., Cao, C., Zheng, Z., Li, Z., & Yu, H. (2023). Modeling and Prediction of Water-Jet-Guided Laser Cutting Depth for Inconel 718 Material Using Response Surface Methodology. Micromachines, 14(2), 234. https://doi.org/10.3390/mi14020234