
Ti6Al4V Alloy Remelting by Modulation Laser: Deep Penetration, High Compactness and Metallurgical Bonding with Matrix


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Erdakov, I.; Glebov, L.; Pashkeev, K.; Bykov, V.; Bryk, A.; Lezin, V.; Radionova, L. Effect of the Ti6Al4V Alloy Track Trajectories on Mechanical Properties in Direct Metal Deposition. Machines 2020, 8, 79. [Google Scholar] [CrossRef]
- Samodurova, M.; Logachev, I.; Shaburova, N.; Samoilova, O.; Radionova, L.; Zakirov, R.; Pashkeev, K.; Myasoedov, V.; Trofimov, E. A Study of the Structural Characteristics of Titanium Alloy Products Manufactured Using Additive Technologies by Combining the Selective Laser Melting and Direct Metal Deposition Methods. Materials 2019, 12, 3269. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Liou, F.; Seufzer, W.; Taminger, K. A coupled finite element cellular automaton model to predict thermal history and grain morphology of Ti-6Al-4V during direct metal deposition (DMD). Addit. Manuf. 2016, 11, 32–39. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Wu, K.; Yin, S.; Yang, X. Post-Process Treatments on Supersonic Cold Sprayed Coatings: A Review. Coatings 2020, 10, 123. [Google Scholar] [CrossRef] [Green Version]
- Song, C.; Hu, Z.; Xiao, Y.; Li, Y.; Yang, Y. Study on Interfacial Bonding Properties of NiTi/CuSn10 Dissimilar Materials by Selective Laser Melting. Micromachines 2022, 13, 494. [Google Scholar] [CrossRef]
- Zhang, G.; Lu, X.; Li, J.; Chen, J.; Lin, X.; Wang, M.; Tan, H.; Huang, W. In-situ grain structure control in directed energy deposition of Ti6Al4V. Addit. Manuf. 2022, 55, 102865. [Google Scholar] [CrossRef]
- Gaikwad, A.; Vázquez-Martínez, J.M.; Salguero, J.; Iglesias, P. Tribological Properties of Ti6Al4V Titanium Textured Surfaces Created by Laser: Effect of Dimple Density. Lubricants 2022, 10, 138. [Google Scholar] [CrossRef]
- Emdadi, A.; Bolz, S.; Buhl, J.; Weiß, S.; Bambach, M. Laser Powder Bed Fusion Additive Manufacturing of Fe3Al-1.5Ta Iron Aluminide with Strengthening Laves Phase. Metals 2022, 12, 997. [Google Scholar] [CrossRef]
- Miao, X.; Wu, M.; Han, J.; Li, H.; Ye, X. Effect of Laser Rescanning on the Characteristics and Residual Stress of Selective Laser Melted Titanium Ti6Al4V Alloy. Materials 2020, 13, 3940. [Google Scholar] [CrossRef]
- Jing, Y.; Wang, P.; Yan, X. Effect of Process Parameters and Layer Thickness on the Quality and Performance of Ti-6Al-4V Fabricated by Selective Laser Melting. Coatings 2021, 11, 1323. [Google Scholar] [CrossRef]
- Ron, T.; Leon, A.; Popov, V.; Strokin, E.; Eliezer, D.; Shirizly, A.; Aghion, E. Synthesis of Refractory High-Entropy Alloy WTaMoNbV by Powder Bed Fusion Process Using Mixed Elemental Alloying Powder. Materials 2022, 15, 4043. [Google Scholar] [CrossRef] [PubMed]
- Ren, W.; Zhuang, B.; Lei, W.; Cao, Q. Microstructure and performance evolution of Ti-6Al-4 V alloy coating by laser cladding and laser shocking composite remanufacture. Opt. Laser Technol. 2021, 143, 107342. [Google Scholar] [CrossRef]
- Yan, F.; Xiong, W.; Faierson, E.J. Grain Structure Control of Additively Manufactured Metallic Materials. Materials 2017, 10, 1260. [Google Scholar] [CrossRef] [Green Version]
- Grünewald, J.; Clarkson, P.; Salveson, R.; Fey, G.; Wudy, K. Influence of Pulsed Exposure Strategies on Overhang Structures in Powder Bed Fusion of Ti6Al4V Using Laser Beam. Metals 2021, 11, 1125. [Google Scholar] [CrossRef]
- Wang, Q.; Zhai, L.L.; Zhang, L.; Zhang, J.W.; Ban, C.Y. Effect of steady magnetic field on microstructure and properties of laser cladding Ni-based alloy coating. J. Mater. Res. Technol. 2022, 17, 2145–2157. [Google Scholar] [CrossRef]
- Cha, D.; Diaz, O.; Liao, Z.; Gilbert, D.; Axinte, D.; Kell, J.; Norton, A.; O’Key, M.; Osborne, M.; Main, D. Development of a novel system for in-situ repair of aeroengine airfoil via pulsed laser ablation. J. Manuf. Syst. 2020, 55, 126–131. [Google Scholar] [CrossRef]
- Bernatskyi, A.; Sydorets, V.; Berdnikova, O.; Krivtsun, I.; Kushnarova, O. Research of Technology for Repair of Heat Exchangers of Nuclear Power Plants by Laser Welding. Diffus. Defect Data Pt. B Solid State Phenom. 2021, 313, 94–105. [Google Scholar] [CrossRef]
- Teichmann, E.W.; Kelbassa, J.; Gasser, A.; Tarner, S.; Schleifenbaum, J.H. Effect of wire feeder force control on laser metal deposition process using coaxial laser head. J. Laser Appl. 2021, 33, 012041. [Google Scholar] [CrossRef]
- Zhong, C.; Liu, J.; Zhao, T.; Schopphoven, T.; Fu, J.; Gasser, A.; Schleifenbaum, J.H. Laser Metal Deposition of Ti6Al4V-A Brief Review. Appl. Sci. 2020, 10, 764. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.D.; Sun, G.F.; Lu, Y.; Chen, M.Z.; Lan, H.F.; Bi, K.D.; Ni, Z.H. High-performance Ti-6Al-4V with graded microstructure and superior properties fabricated by powder feeding underwater laser metal deposition. Surf. Coat. Technol. 2021, 408, 126778. [Google Scholar] [CrossRef]
- Zhao, S.; Yuan, K.; Guo, W.; He, Y.; Xu, Y.; Lin, X. A comparative study of laser metal deposited and forged Ti-6Al-4V alloy: Uniaxial mechanical response and vibration fatigue properties. Int. J. Fatigue 2020, 136, 105629. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, C.; Dong, J.; Wu, Y.; Qian, H.; Lei, T.; Lei, P.; Zhou, K. Microstructure and biocompatibility of porous-Ta/Ti-6Al-4V component produced by laser powder bed fusion for orthopedic implants. Mater. Charact. 2021, 182, 111554. [Google Scholar] [CrossRef]
- Bertsch, K.M.; Voisin, T.; Forien, J.B.; Tiferet, E.; Ganor, Y.I.; Chonin, M.; Wang, Y.M.; Matthews, M.J. Critical differences between electron beam melted and selective laser melted Ti-6Al-4V. Mater. Des. 2022, 216, 110533. [Google Scholar] [CrossRef]
- Shen, H.; Liao, C.; Zhou, J.; Zhao, K. Two-step laser based surface treatments of laser metal deposition manufactured Ti6Al4V components. J. Manuf. Processes 2021, 64, 239–252. [Google Scholar] [CrossRef]
- Shen, L.-Z.; Liu, Y.; Zhang, Z.-Y.; Li, S.; Hu, L.-B.; Qiu, C.-J. Effect of Ni/B Addition on the Mechanical Properties of Martensite Stainless Steel by Laser Cladding. Sci. Adv. Mater. 2020, 12, 1656–1665. [Google Scholar]
- Mironov, S.; Ozerov, M.; Kalinenko, A.; Stepanov, N.; Plekhov, O.; Sikhamov, R.; Ventzke, V.; Kashaev, N.; Salishchev, G.; Semiatin, L.; et al. On the relationship between microstructure and residual stress in laser-shock-peened Ti-6Al-4V. J. Alloys Compd. 2022, 900, 163383. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. Bead shape control in wire based plasma arc and laser hybrid additive manufacture of Ti-6Al-4V. J. Manuf. Processes 2021, 68, 1849–1859. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Asadi, E.; Shakil, S.I.; Amirkhiz, B.S.; Mohammadi, M.; Haghshenas, M. Indentation-derived mechanical properties of Ti-6Al-4V: Laser-powder bed fusion versus electron beam melting. Mater. Lett. 2021, 301, 130273. [Google Scholar] [CrossRef]
- Jin, P.; Tang, Q.; Li, K.; Feng, Q.; Ren, Z.; Song, J.; Nie, Y.; Ma, S. The relationship between the macro- and microstructure and the mechanical properties of selective-laser-melted Ti6Al4V samples under low energy inputs: Simulation and experiment. Opt. Laser Technol. 2022, 148, 107713. [Google Scholar] [CrossRef]
- Cutolo, A.; Elangeswaran, C.; Muralidharan, G.K.; Van Hooreweder, B. On the role of building orientation and surface post-processes on the fatigue life of Ti-6Al-4V coupons manufactured by laser powder bed fusion. Mater. Sci. Eng. A 2022, 840, 142747. [Google Scholar] [CrossRef]
- Ju, J.; Zhao, C.; Kang, M.; Li, J.; He, L.; Wang, C.; Li, J.; Fu, H.; Wang, J. Effect of Heat Treatment on Microstructure and Tribological Behavior of Ti-6Al-4V alloys Fabricated by Selective Laser Melting. Tribol. Int. 2021, 159, 106996. [Google Scholar] [CrossRef]
- Zeng, Y.; Wang, J.; Wei, J.; Xue, Y.; Zhao, Z.; Tang, L.; Li, L.; Tong, Y.; Jiang, F. Microstructure and properties of inter/inner-layer regions of TiCp/Ti6Al4V composites manufactured by laser melting deposition. Mater. Lett. 2022, 316, 131989. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | V | Fe | Si | C | O | N | H | Ti |
|---|---|---|---|---|---|---|---|---|---|
| TI-6AL-4V | 5.5–6.8 | 3.5–4.5 | 0.3 | 0.15 | 0.1 | 0.2 | 0.05 | 0.015 | Balanced |
| Tab | Gas Flow | Beam Diameter | Modulated Frequency | Scanning Speed |
|---|---|---|---|---|
| CW-800W | 10 L/min | 0.8 mm | - | 10 mm/s |
| PWM-800W-L | 10 L/min | 0.8 mm | 20 kHz | 10 mm/s |
| PWM-800W-H | 10 L/min | 0.8 mm | 20 kHz | 20 mm/s |
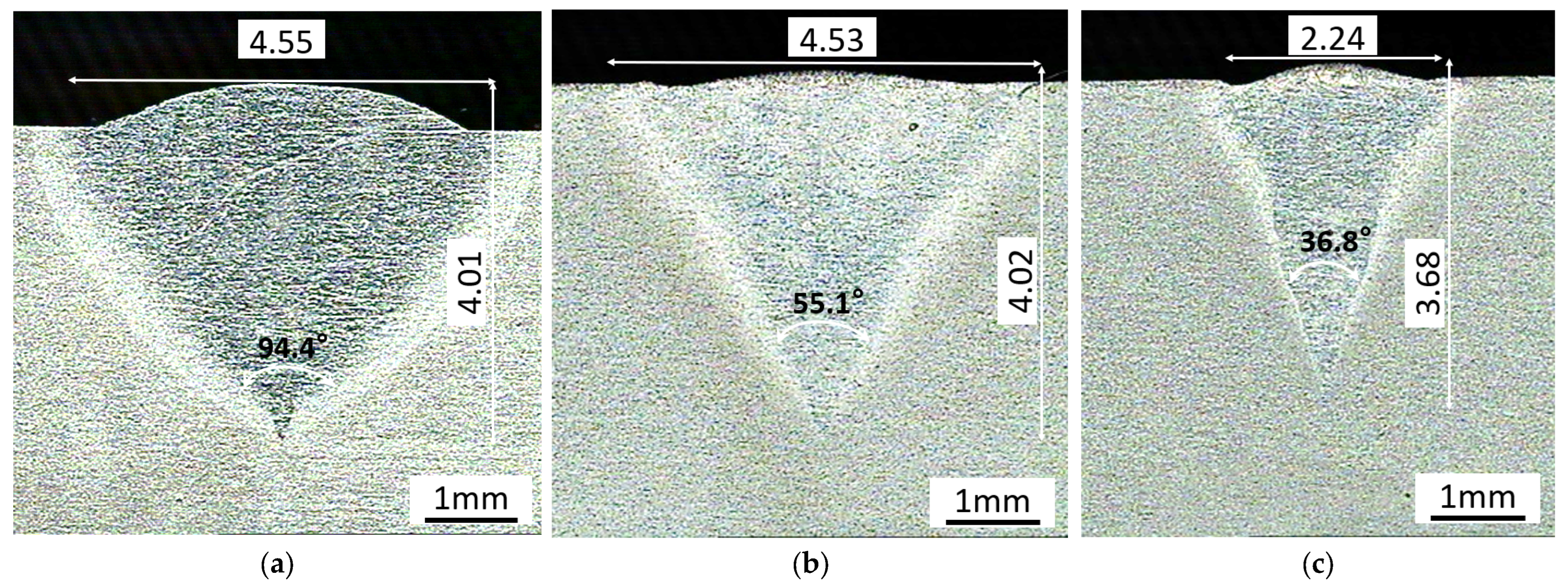
| Tab | Pool Area/mm2 | Penetration Angle/° | Depth-to-Width Ratio/% |
|---|---|---|---|
| CW-800W | 20.02 | 94.4 | 4.01/4.55 = 0.88 |
| PWM-800W-L | 14.5 | 55.1 | 4.02/4.53 = 0.89 |
| PWM-800W-H | 7.91 | 36.8 | 3.68/2.24 = 1.64 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, L.; Chen, Y.; Zhu, H.; Lei, Y.; Qiu, C. Ti6Al4V Alloy Remelting by Modulation Laser: Deep Penetration, High Compactness and Metallurgical Bonding with Matrix. Micromachines 2022, 13, 1107. https://doi.org/10.3390/mi13071107
Shen L, Chen Y, Zhu H, Lei Y, Qiu C. Ti6Al4V Alloy Remelting by Modulation Laser: Deep Penetration, High Compactness and Metallurgical Bonding with Matrix. Micromachines. 2022; 13(7):1107. https://doi.org/10.3390/mi13071107
Chicago/Turabian StyleShen, Longzhang, Yong Chen, Hongmei Zhu, Yuantao Lei, and Chanjun Qiu. 2022. "Ti6Al4V Alloy Remelting by Modulation Laser: Deep Penetration, High Compactness and Metallurgical Bonding with Matrix" Micromachines 13, no. 7: 1107. https://doi.org/10.3390/mi13071107
APA StyleShen, L., Chen, Y., Zhu, H., Lei, Y., & Qiu, C. (2022). Ti6Al4V Alloy Remelting by Modulation Laser: Deep Penetration, High Compactness and Metallurgical Bonding with Matrix. Micromachines, 13(7), 1107. https://doi.org/10.3390/mi13071107