
Investigation on the Exit Burr Formation in Micro Milling

 ,
, 
Abstract
:1. Introduction
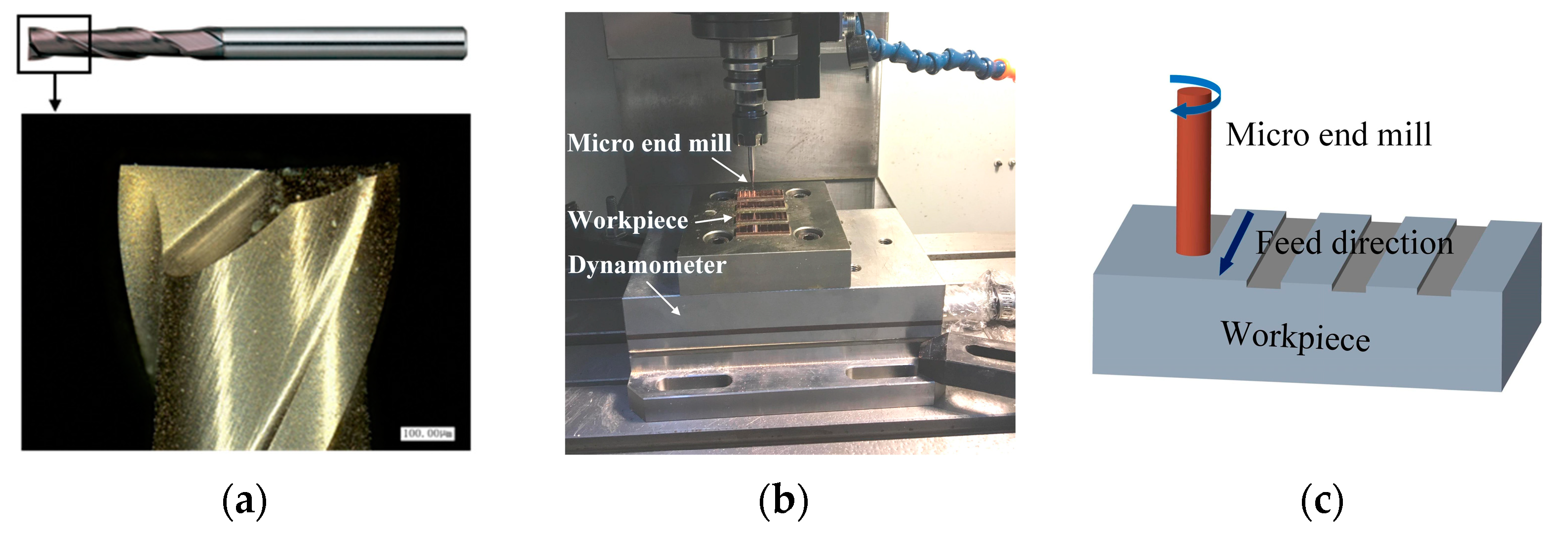
2. Experimental Setup
3. Exit Burr Formation Mechanism
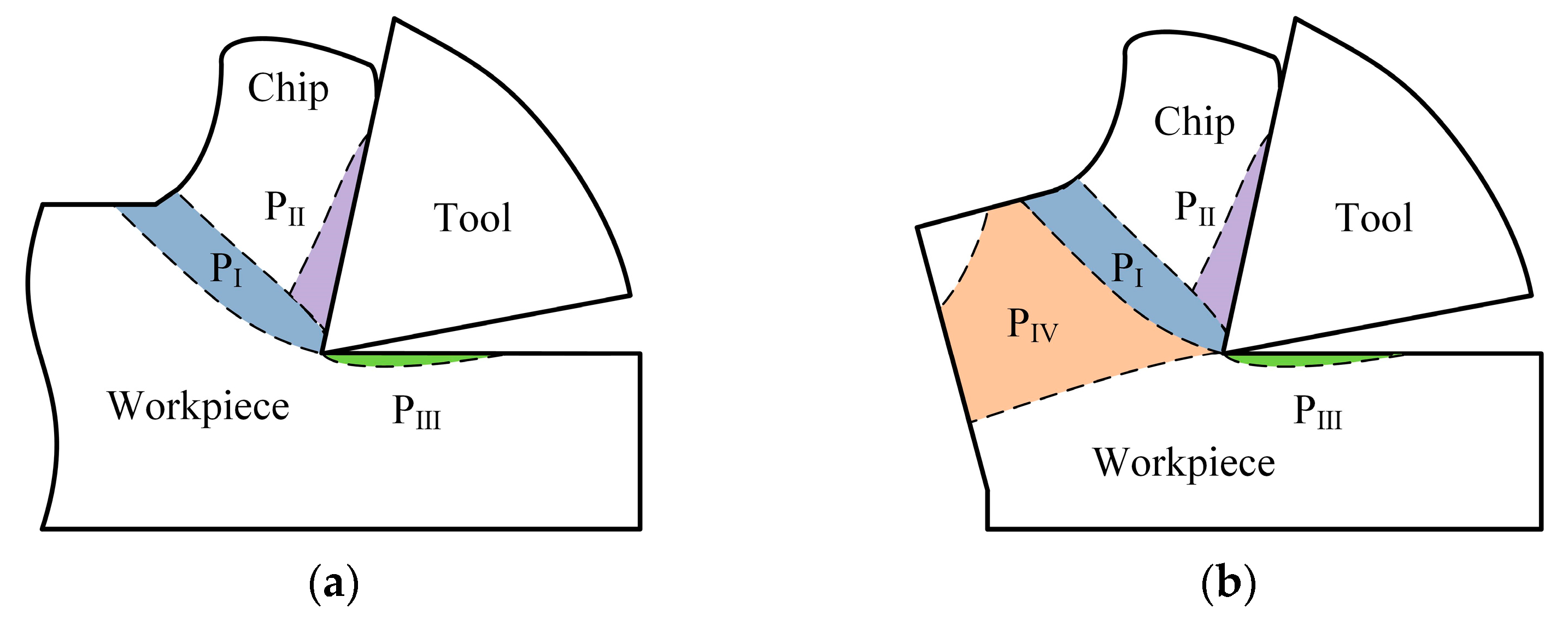
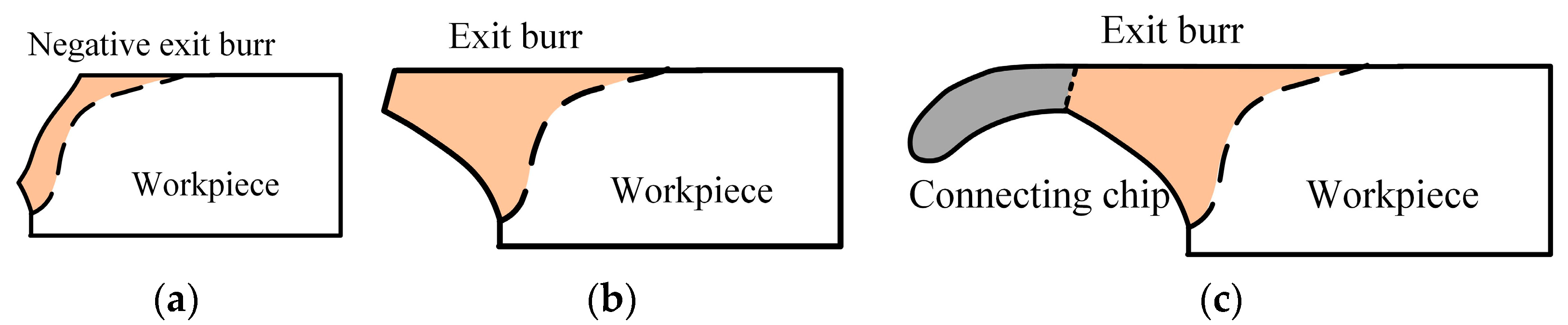
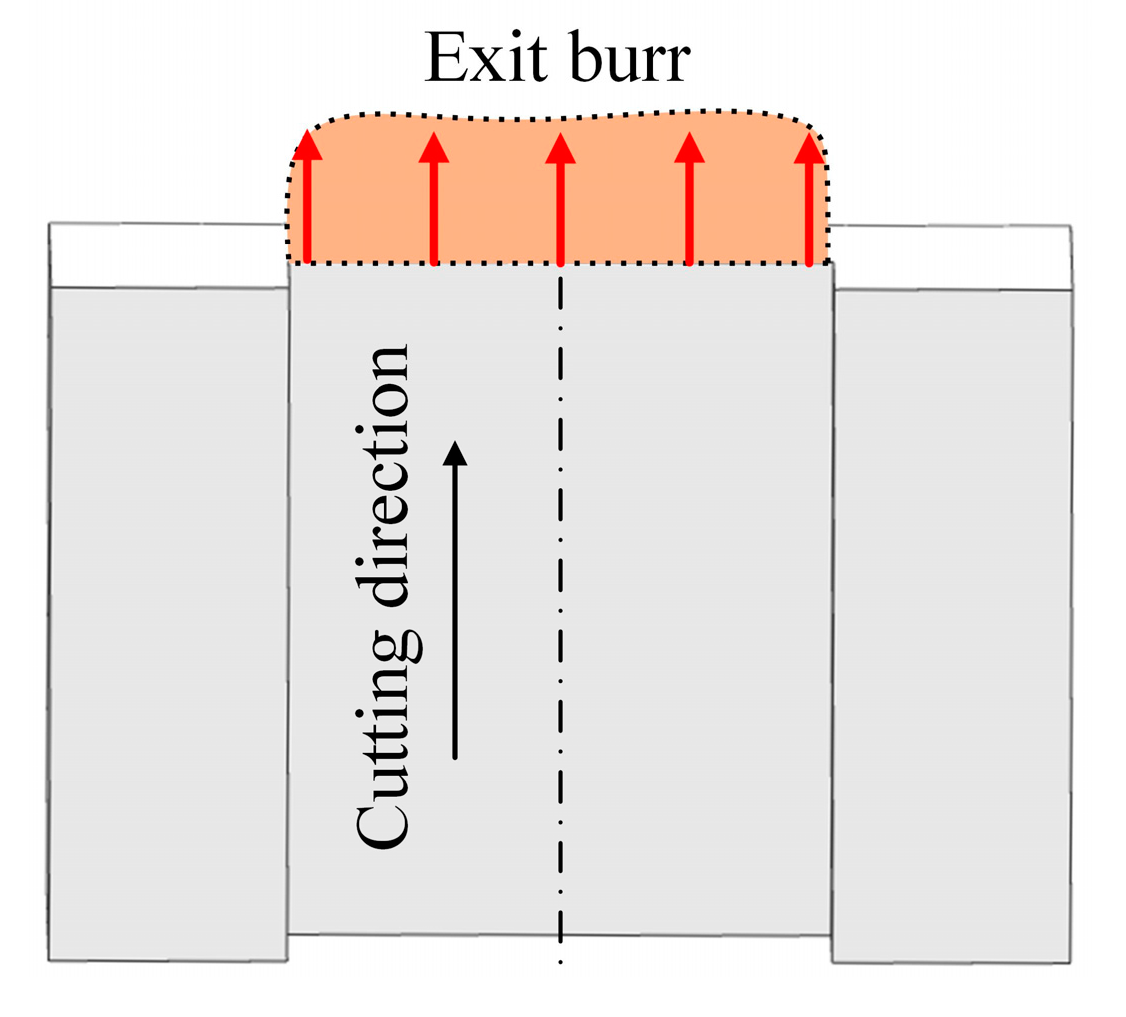
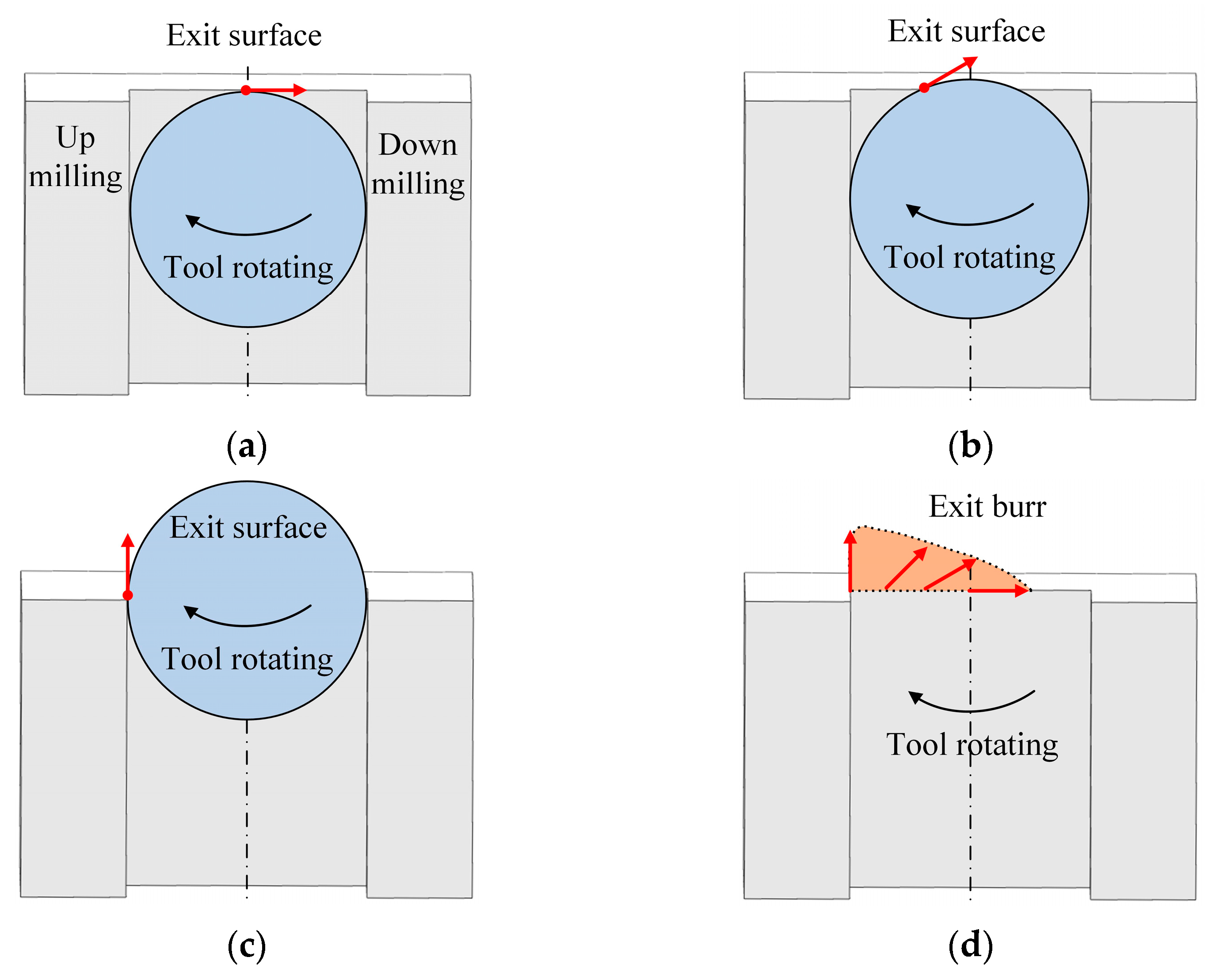
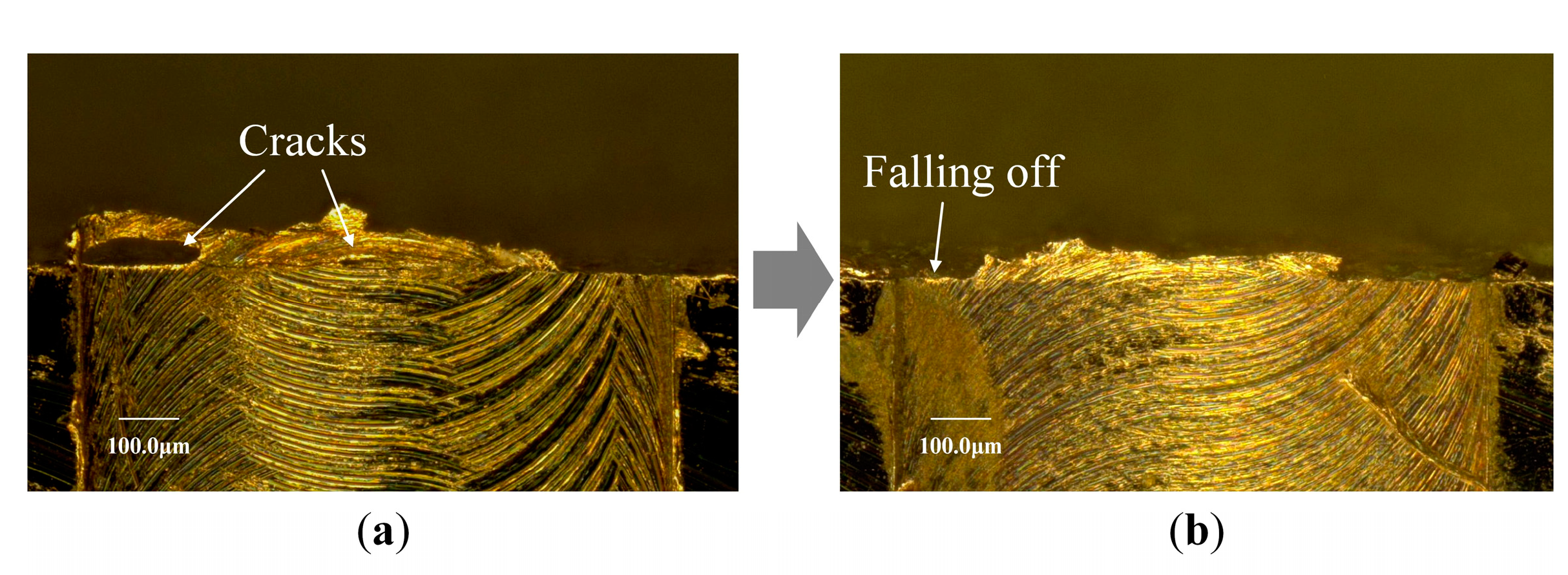
3.1. Exit Burr Formation Mechanism
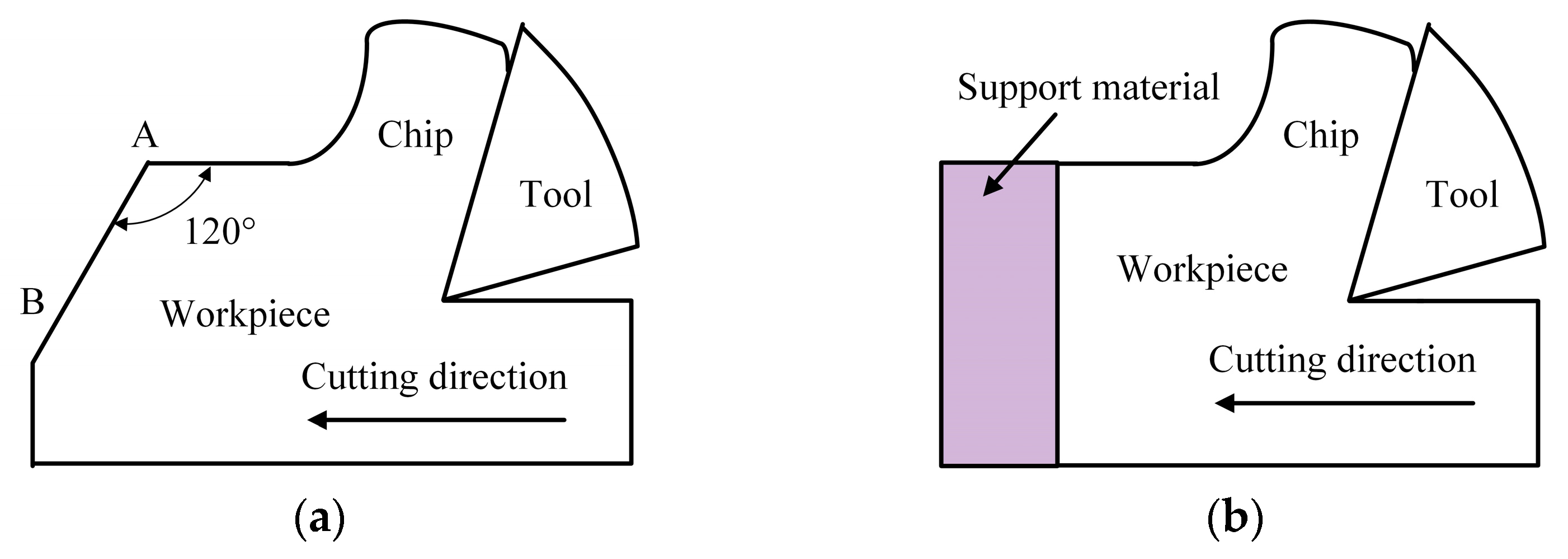
3.2. Exit Burr Control Strategies
4. Experiment Results and Discussions
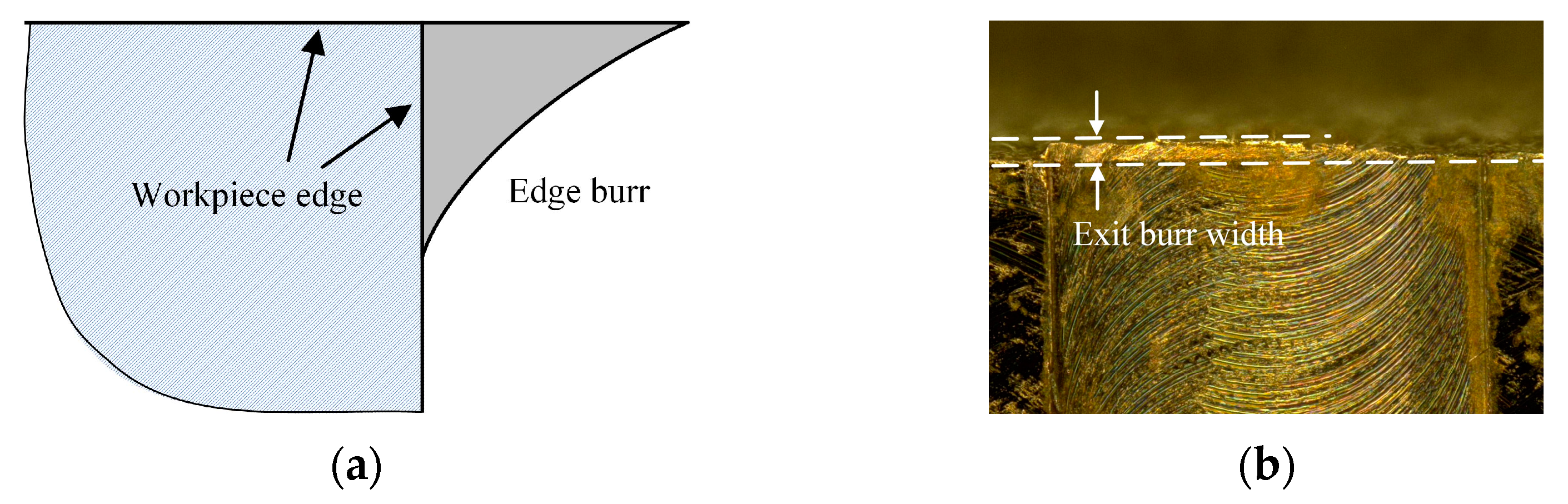
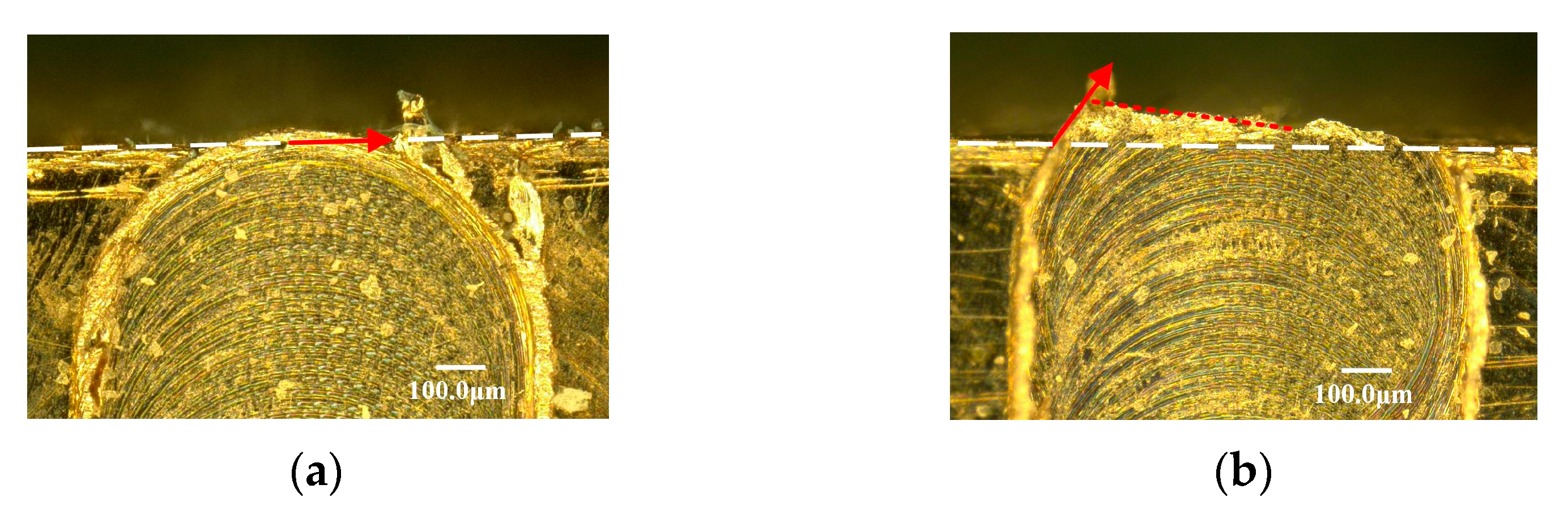
4.1. Exit Burr Morphology Characteristics
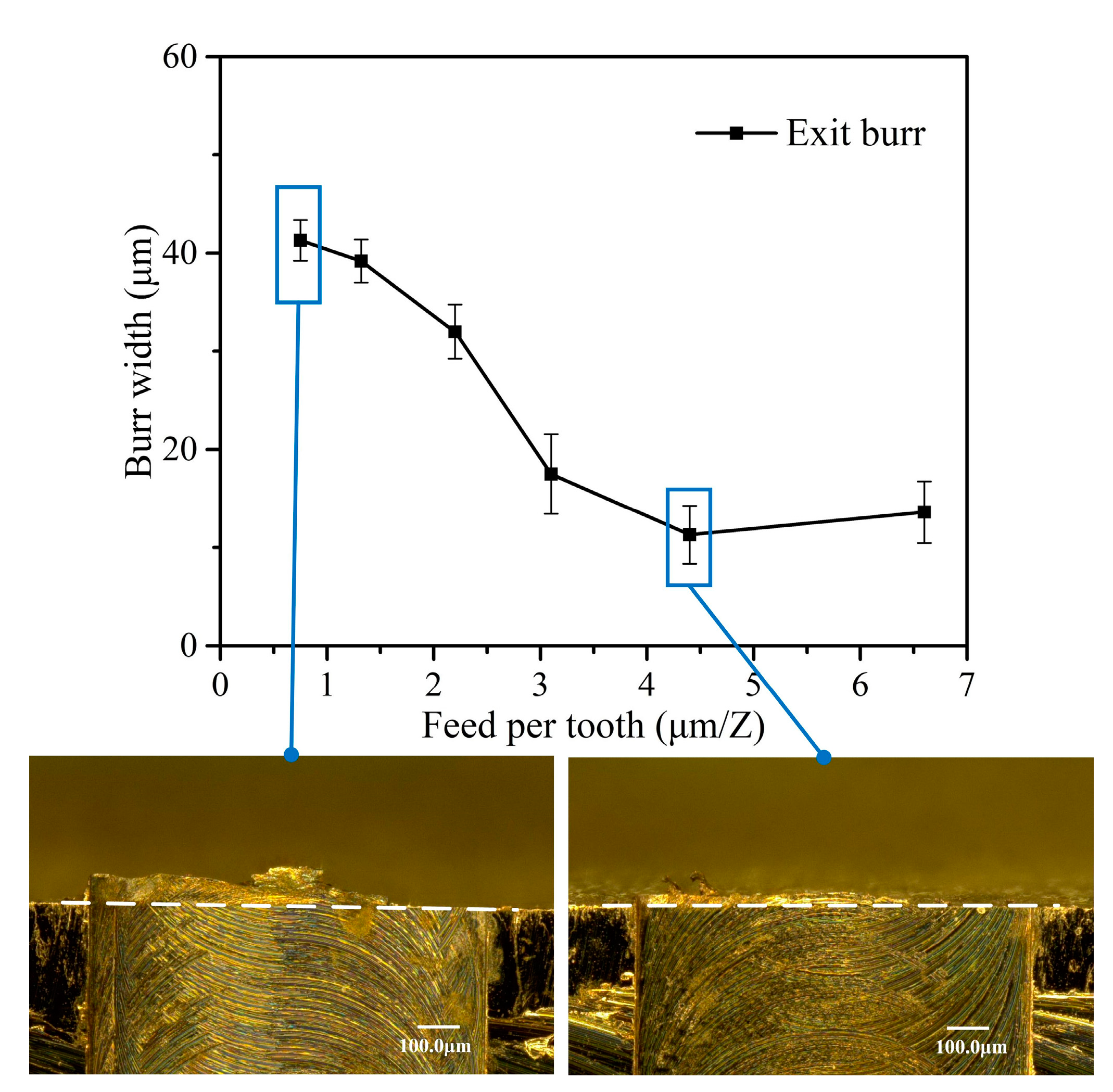
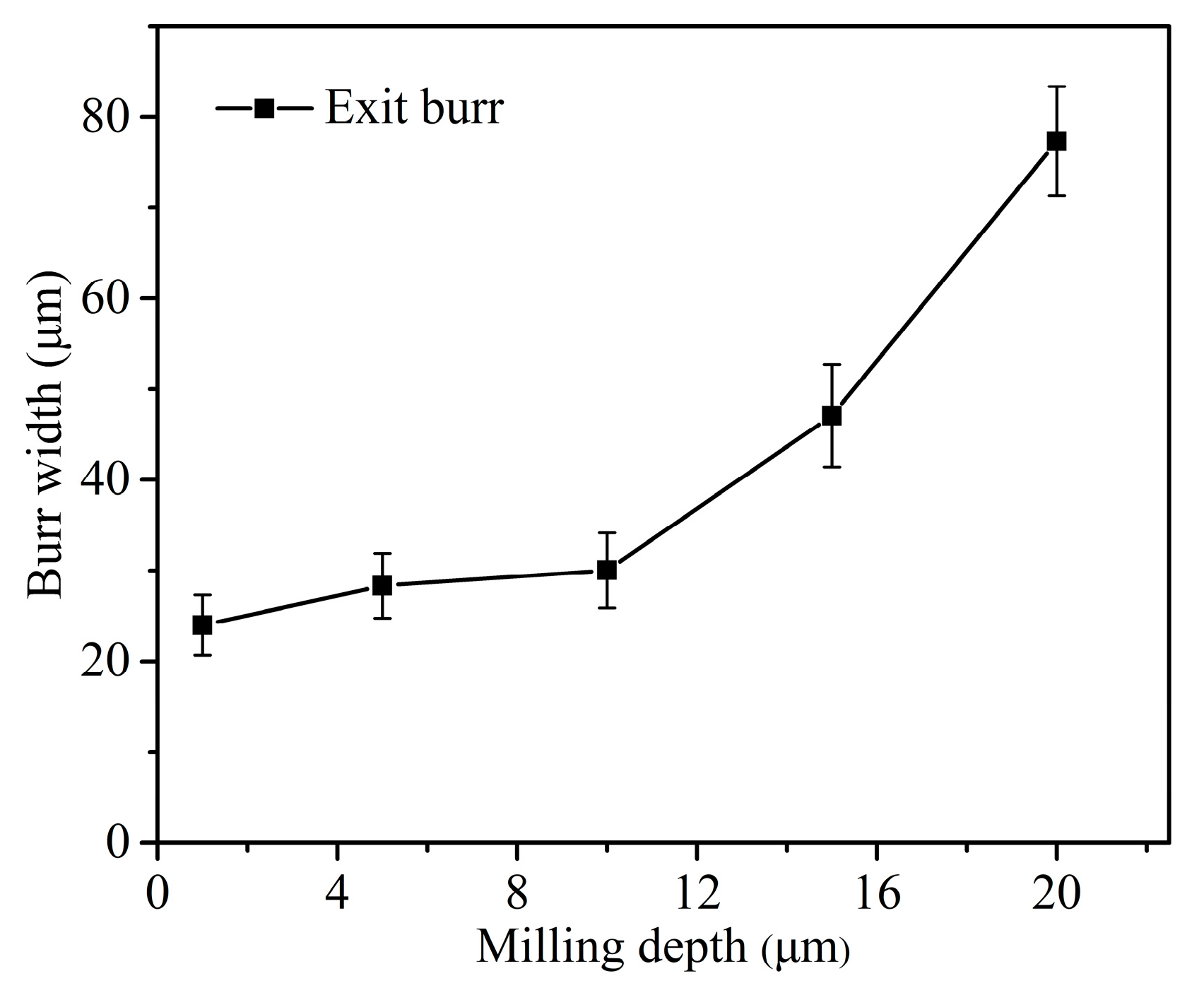
4.2. Exit Burr Size
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jain, V.K.; Sidpara, A.; Balasubramaniam, R.; Lodha, G.S.; Dhamgaye, V.P. Micromanufacturing: A review—Part I. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1–22. [Google Scholar]
- Jain, V.K.; Dixit, U.S.; Paul, C.P.; Kumar, A. Micromanufacturing: A review—Part II. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 995–1014. [Google Scholar] [CrossRef]
- Suzuki, H.; Okada, M.; Fujii, K.; Matsui, S.; Yamagata, Y. Development of micro milling tool made of single crystalline diamond for ceramic cutting. CIRP Ann. Manuf. Technol. 2013, 62, 59–62. [Google Scholar] [CrossRef]
- Boswell, B.; Islam, M.N.; Davies, J. A review of micro-mechanical cutting. J. Adv. Manuf. Technol. 2018, 94, 789–806. [Google Scholar] [CrossRef]
- Oliveira, F.B.; Rodrigues, A.R.; Coelho, R.T.; Coelho, R.T.; Souza, A.F. Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 2015, 89, 39–54. [Google Scholar] [CrossRef]
- Dib, M.M.; Duduch, J.G.; Jasinevicius, R.G. Minimum chip thickness determination by means of cutting force signal in micro endmilling. Precis. Eng. 2018, 51, 244–262. [Google Scholar] [CrossRef]
- Auchi, J.C.; Dornfeld, D.; Arrazola, P.J.; Franke, V.; Leitz, L.; Min, S. Burrs-Analysis, Control and Removal. CIRP Annals 2009, 58, 519–542. [Google Scholar]
- Kumar, P.; Kumar, M.; Bajpai, V.; Singh, N.K. Recent advances in characterization, modeling and control of burr formation in micro-milling. Manuf. Lett. 2017, 13, 1–5. [Google Scholar] [CrossRef]
- Kadam, S.P.; Mitra, S. Electrochemical deburring—A comprehensive review. Mater. Today Proc. 2021, 46, 141–148. [Google Scholar] [CrossRef]
- George, M.; Shreyes, M.; David, R. Material removal during abrasive impregnated brush deburring of micromilled grooves in NiTi foils. Int. J. Mach. Tools Manuf. 2013, 72, 37–49. [Google Scholar]
- Kumar, A.S.; Deb, S.; Paul, S. Ultrasonic-assisted abrasive micro-deburring of micromachined metallic alloys. J. Manuf. Process. 2021, 66, 595–607. [Google Scholar] [CrossRef]
- Schmidt, J.; Grandi, F.; Peruzzini, M.; Raffaeli, R.; Pellicciari, M. Novel robotic cell architecture for zero defect intelligent deburring. Procedia Manuf. 2020, 51, 140–147. [Google Scholar] [CrossRef]
- Muhammad, A.; Khaled, G.; Majid, T.; Ana, V. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar]
- Chern, G. Study on mechanisms of burr formation and edge breakout near the exit of orthogonal cutting. J. Mater. Process. Technol. 2006, 176, 152–157. [Google Scholar] [CrossRef]
- Niknam, S.A.; Songmene, V. Analysis of friction and burr formation in slot milling. Procedia CIRP 2014, 17, 755–759. [Google Scholar] [CrossRef] [Green Version]
- Lekkala, R.; Bajpai, V.; Singh, R.K.; Joshi, S.S. Characterization and modeling of burr formation in micro-end milling. Precis. Eng. 2011, 35, 625–637. [Google Scholar] [CrossRef]
- Ko, S.L.; Dorndeld, D.A. A study on burr formation mechanism. J. Eng. Mater. Technol. 1991, 113, 75–87. [Google Scholar] [CrossRef]
- Pankaj, K.; Vivek, B.; Ramesh, S. Burr height prediction of Ti6Al4V in high speed micro-milling by mathematical modeling. Manuf. Lett. 2017, 11, 12–16. [Google Scholar]
- Zhang, X.W.; Yu, T.B.; Wang, W.; Zhao, J. Improved analytical prediction of burr formation in micro end milling. Int. J. Mech. Sci. 2019, 151, 461–470. [Google Scholar] [CrossRef]
- Leticia, C.; Marcio, B. Investigation of burr formation and tool wear in micromilling operation of duplex stainless steel. Precis. Eng. 2019, 60, 178–188. [Google Scholar]
- Wang, T.X.; Zha, X.M.; Chen, C.B.; Wang, J.; Li, Y.S.; Jiang, F. Mechanical impact test methods for hard coatings of cutting tools: A review. Int. J. Adv. Manuf. Technol. 2021, 115, 1367–1385. [Google Scholar] [CrossRef]
- Wu, X.; Shen, J.; Jiang, F.; Wu, H.; Li, L. Study on the oxidation of WC-Co cemented carbide under different conditions. Int. J. Refract. Met. Hard Mater. 2021, 94, 105381. [Google Scholar] [CrossRef]
- International Standard ISO 13715: Technical Drawings—Edges of Undefined Shape—Vocabulary and Indications; International Organization for Standardization: Geneva, Switzerland, 2000.
- Wu, X.; Li, L.; He, N. Investigation on the burr formation mechanism in micro cutting. Precis. Eng. 2017, 47, 191–196. [Google Scholar] [CrossRef]
- Medeossi, F.; Sorgato, M.; Bruschi, S.; Savio, E. Novel method for burrs quantitative evaluation in micro-milling. Precis. Eng. 2018, 54, 379–387. [Google Scholar] [CrossRef]
- Faith, A.; Ali, E.; Kubilay, A.; Danil, Y.; Khaled, G.; Avinash, L.; Muhammad, A. Measurement of micro burr and slot widths through image processing: Comparison of manual and automated measurements in micro-milling. Sensors 2021, 21, 4432. [Google Scholar]
- Wu, F.; Liu, Z.; Guo, B.; Sun, Y.; Chen, J. Research on the burr-free interrupted cutting model of metals. J. Mater. Process. Technol. 2021, 295, 117190. [Google Scholar] [CrossRef]
- Zou, Z.; Liu, L.; Li, B.; Deng, W. Research on burr formation mechanism in metal cutting with a backup material. Int. J. Adv. Manuf. Technol. 2016, 86, 1895–1907. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Spindle speed n (rpm) | 8000, 12,000, 16,000, 20,000 |
| Milling depth ap (μm) | 1, 5, 10, 15, 20 |
| Feed per tooth fz (μm/Z) | 0.75, 1.32, 2.2, 3.1, 4.4, 6.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Wu, X.; Zeng, K.; Shen, J.; Jiang, F.; Liu, Z.; Luo, W. Investigation on the Exit Burr Formation in Micro Milling. Micromachines 2021, 12, 952. https://doi.org/10.3390/mi12080952
Chen Z, Wu X, Zeng K, Shen J, Jiang F, Liu Z, Luo W. Investigation on the Exit Burr Formation in Micro Milling. Micromachines. 2021; 12(8):952. https://doi.org/10.3390/mi12080952
Chicago/Turabian StyleChen, Zhongwei, Xian Wu, Kai Zeng, Jianyun Shen, Feng Jiang, Zhongyuan Liu, and Wenjun Luo. 2021. "Investigation on the Exit Burr Formation in Micro Milling" Micromachines 12, no. 8: 952. https://doi.org/10.3390/mi12080952
APA StyleChen, Z., Wu, X., Zeng, K., Shen, J., Jiang, F., Liu, Z., & Luo, W. (2021). Investigation on the Exit Burr Formation in Micro Milling. Micromachines, 12(8), 952. https://doi.org/10.3390/mi12080952