
Analysis of Multi-Physics Coupling of Small Holes in GH4169 Alloy by Electrolytic Processing of Tube Electrodes


Abstract
:1. Introduction
2. Performance Testing and Simulation Analysis of Electrolytic Processing Power Supply with Tube Electrode
3. Simulation Analysis of Flow Field of Electrolytic Processing of High-Frequency Positive and Negative Pulse Tube Electrodes
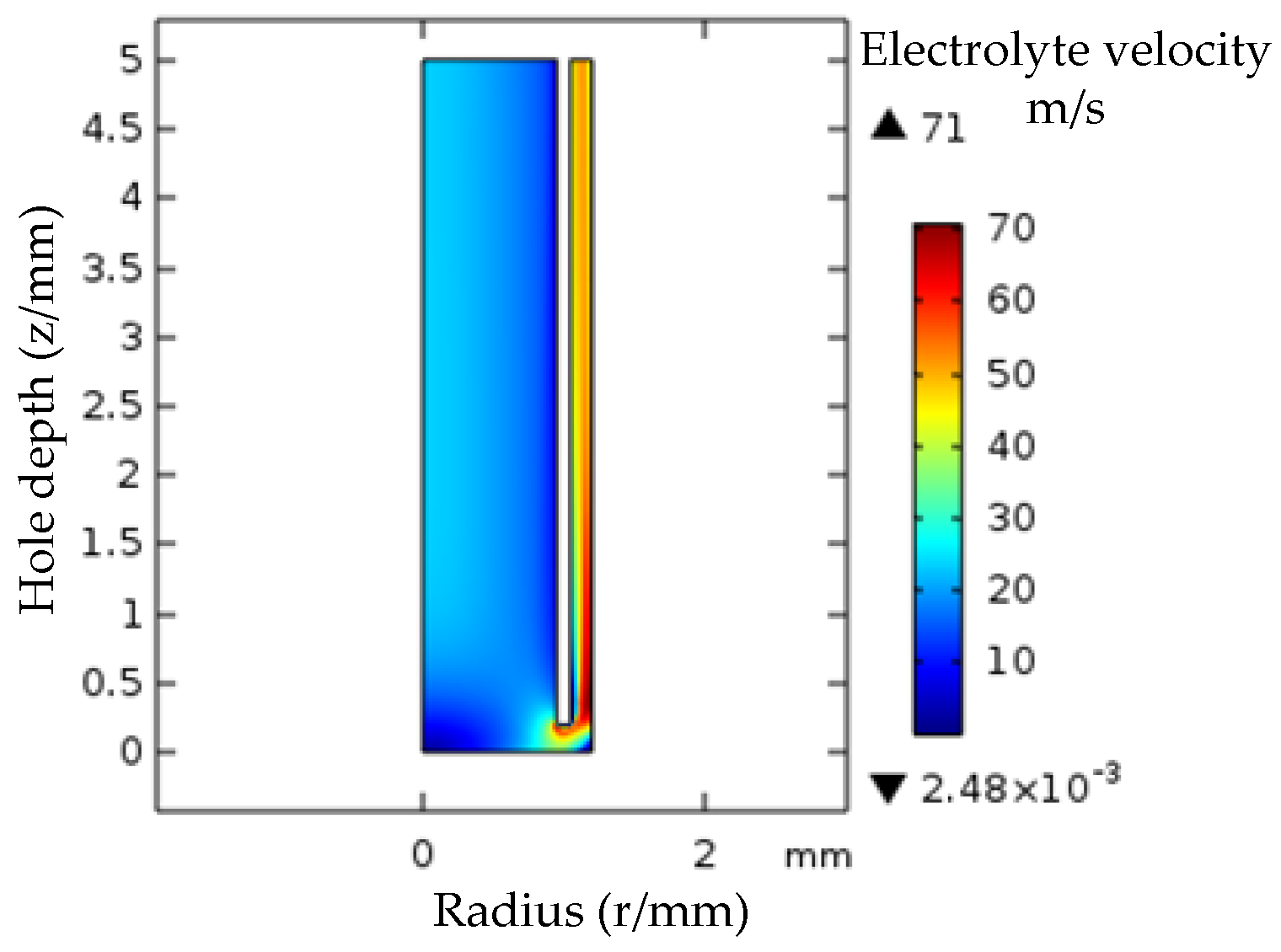
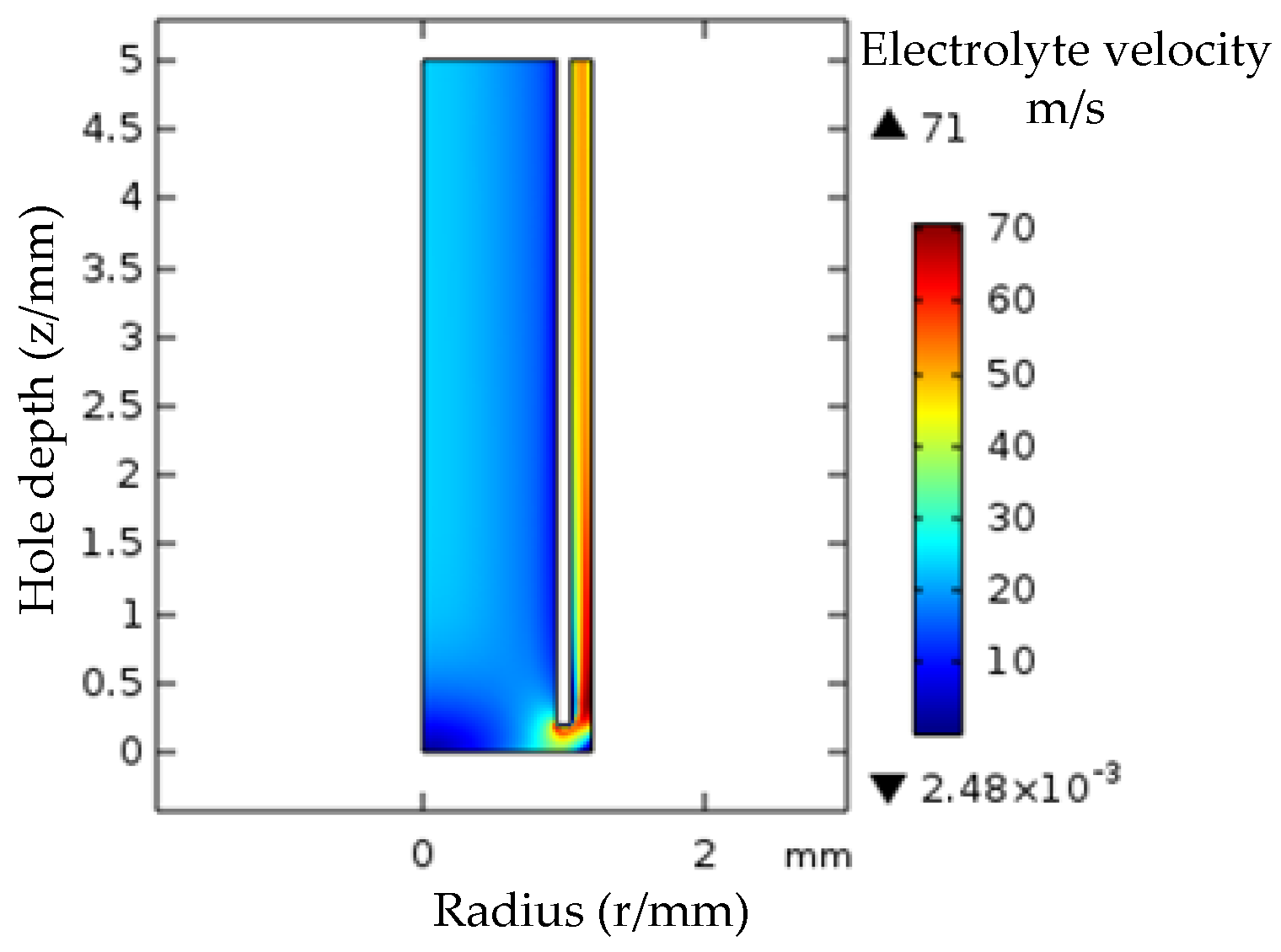
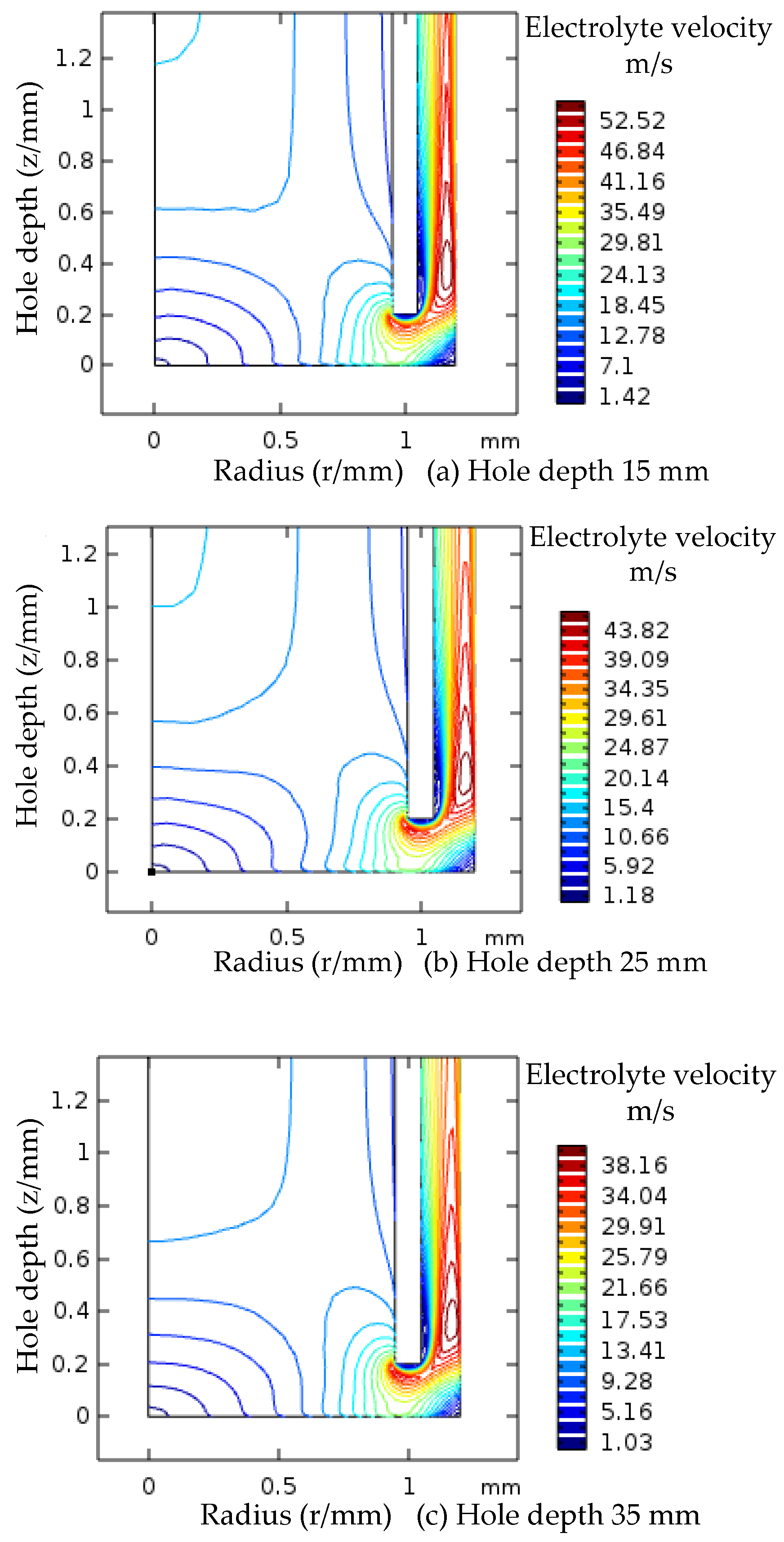
3.1. Electrolyte Flow Field Distribution under Constant Pressure
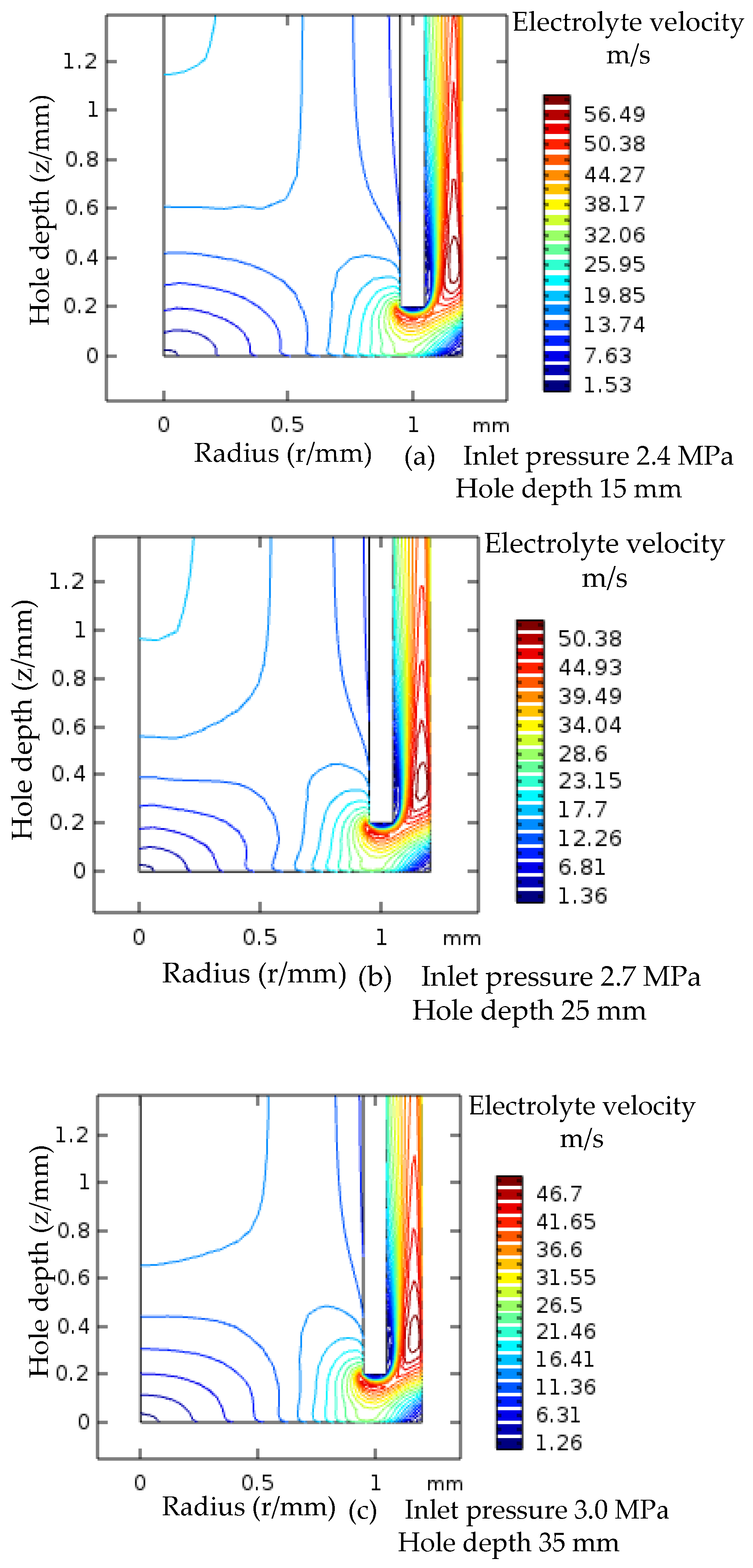
3.2. Electrolyte Flow Field Distribution under Booster Pressure
4. Experimental Study on Electrolytic Processing of High Frequency Positive and Negative Pulse Tube Electrodes
5. Conclusions
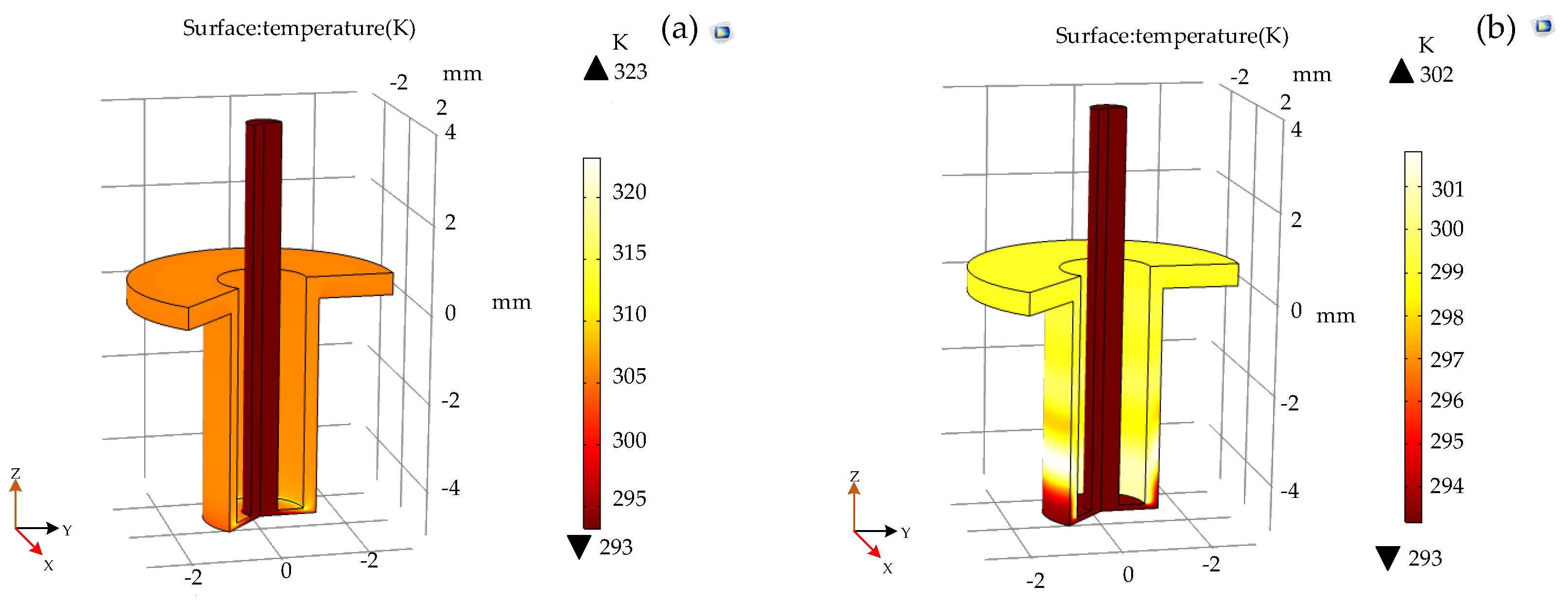
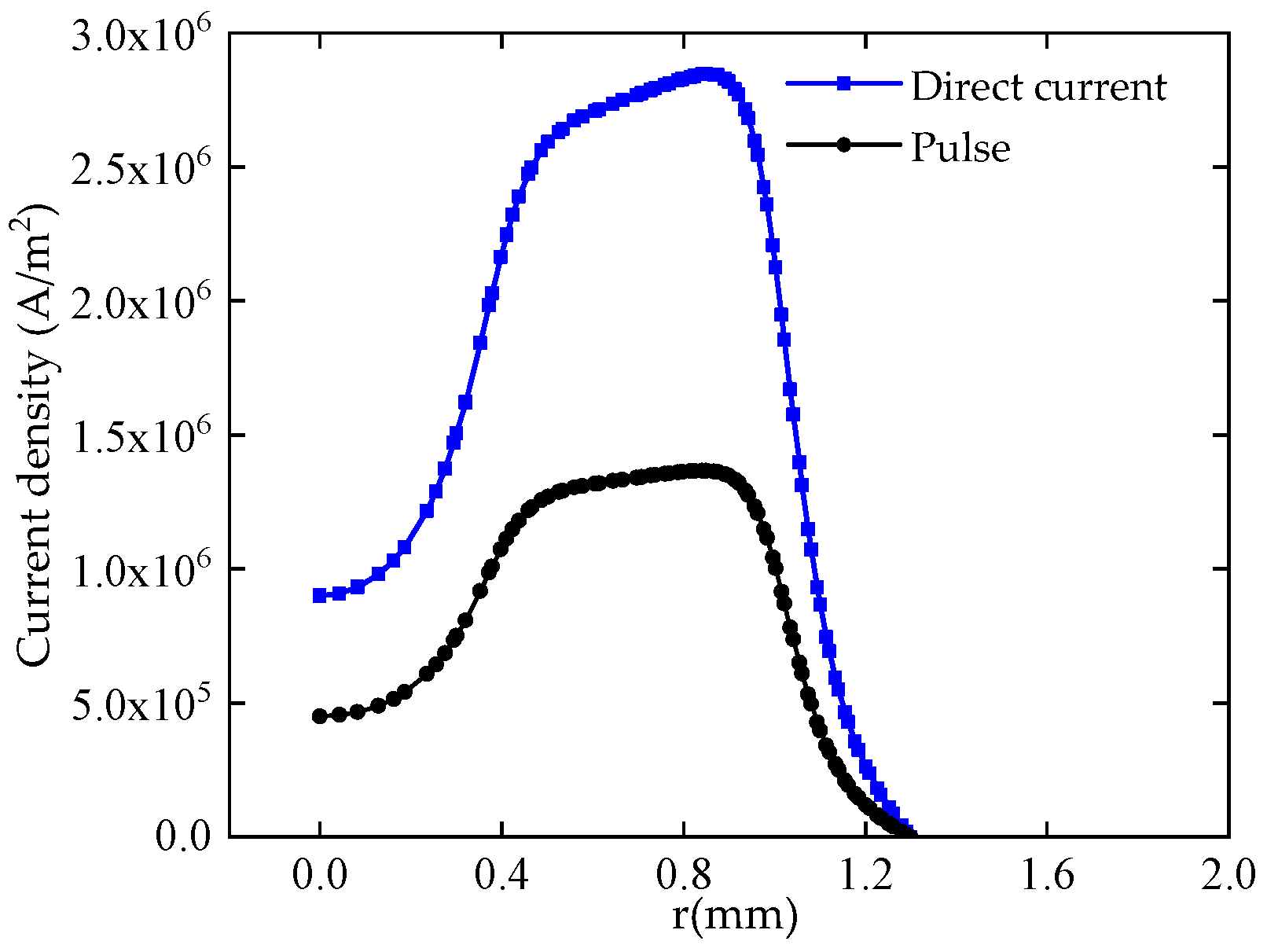
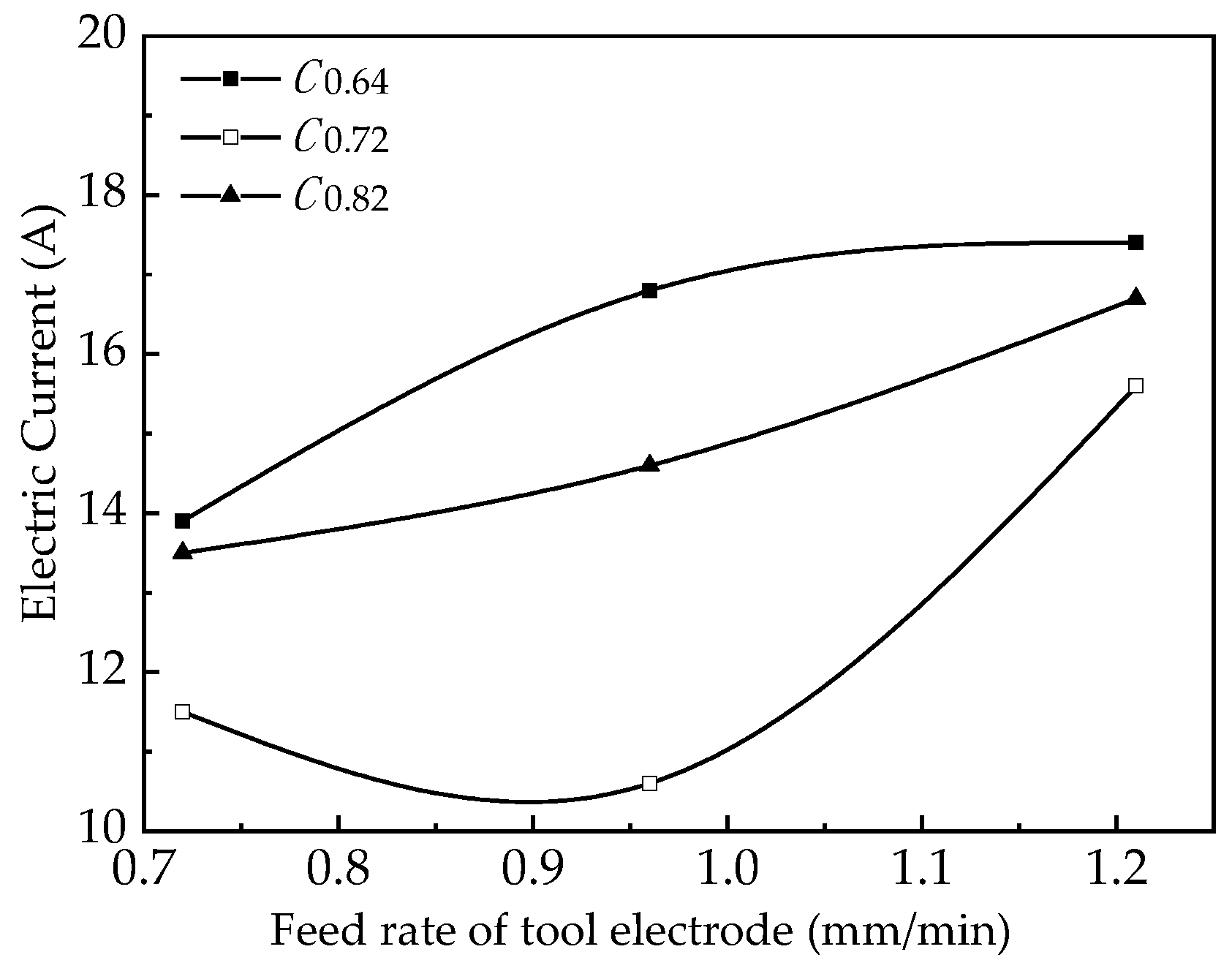
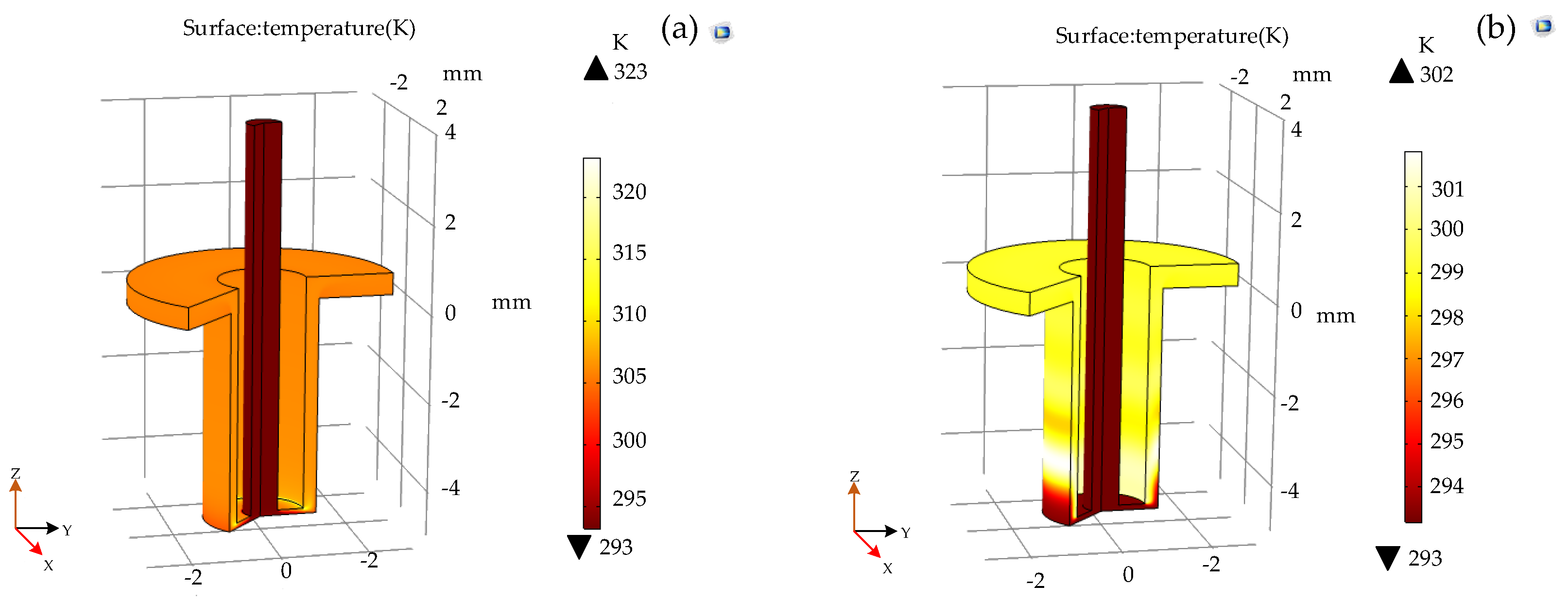
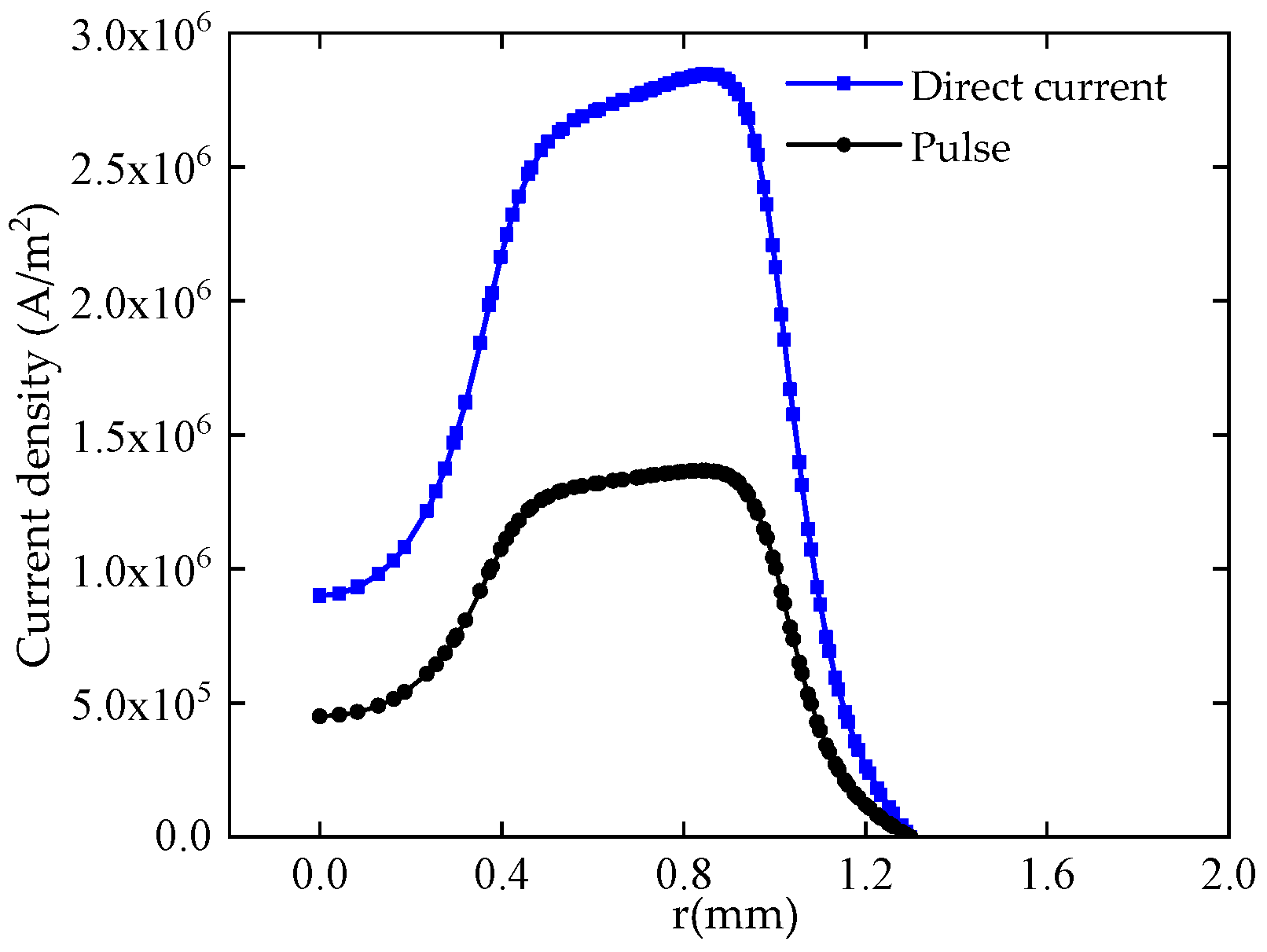
- The simulation analysis compares the tube electrode electrochemical machining under the action of DC power supply and pulse power supply. Pulse electrochemical machining can greatly improve the temperature distribution in the machining area.It improves the current density distribution on the workpiece surface, improves the machining accuracy and avoids short-circuiting problems.
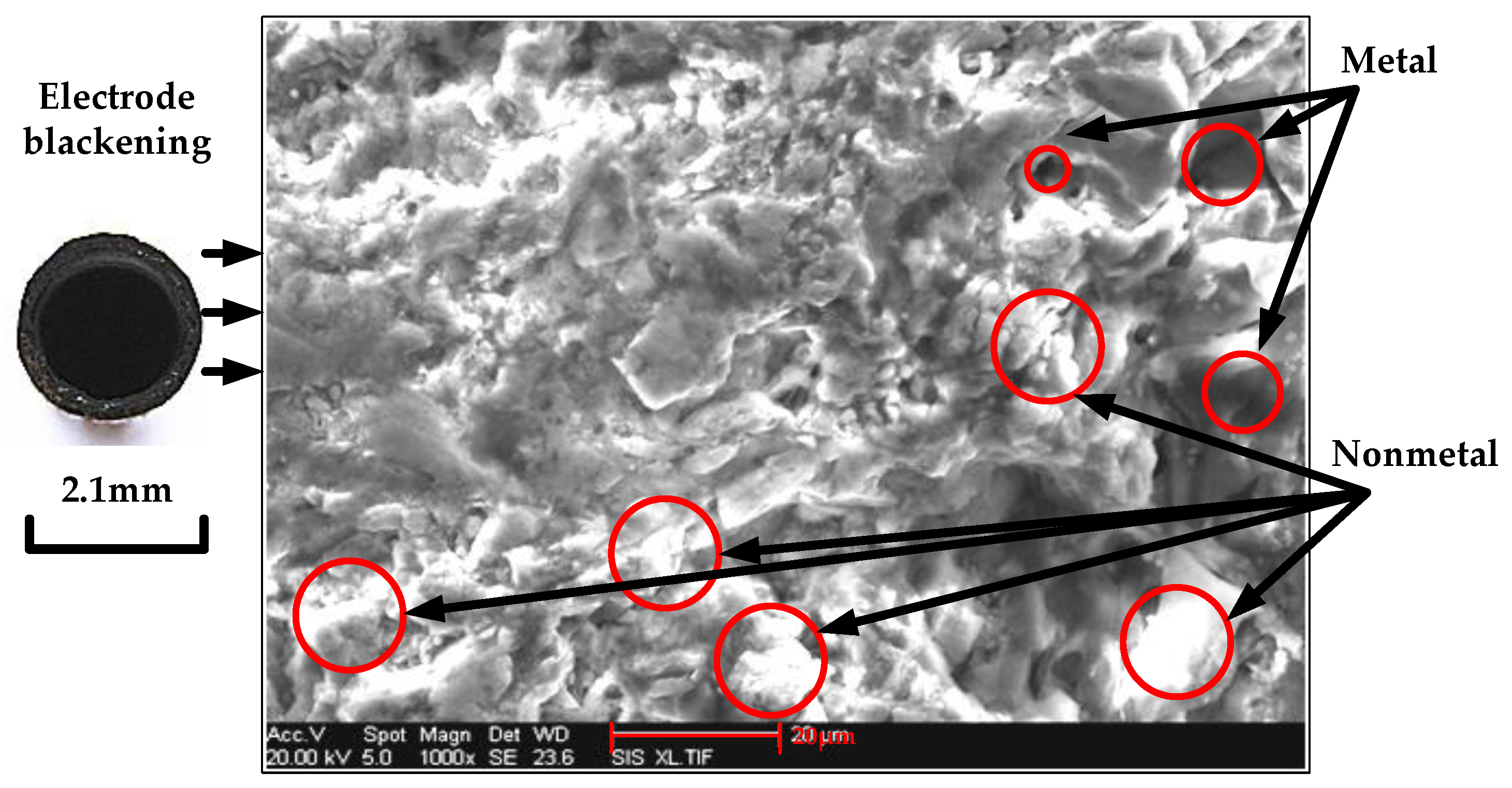
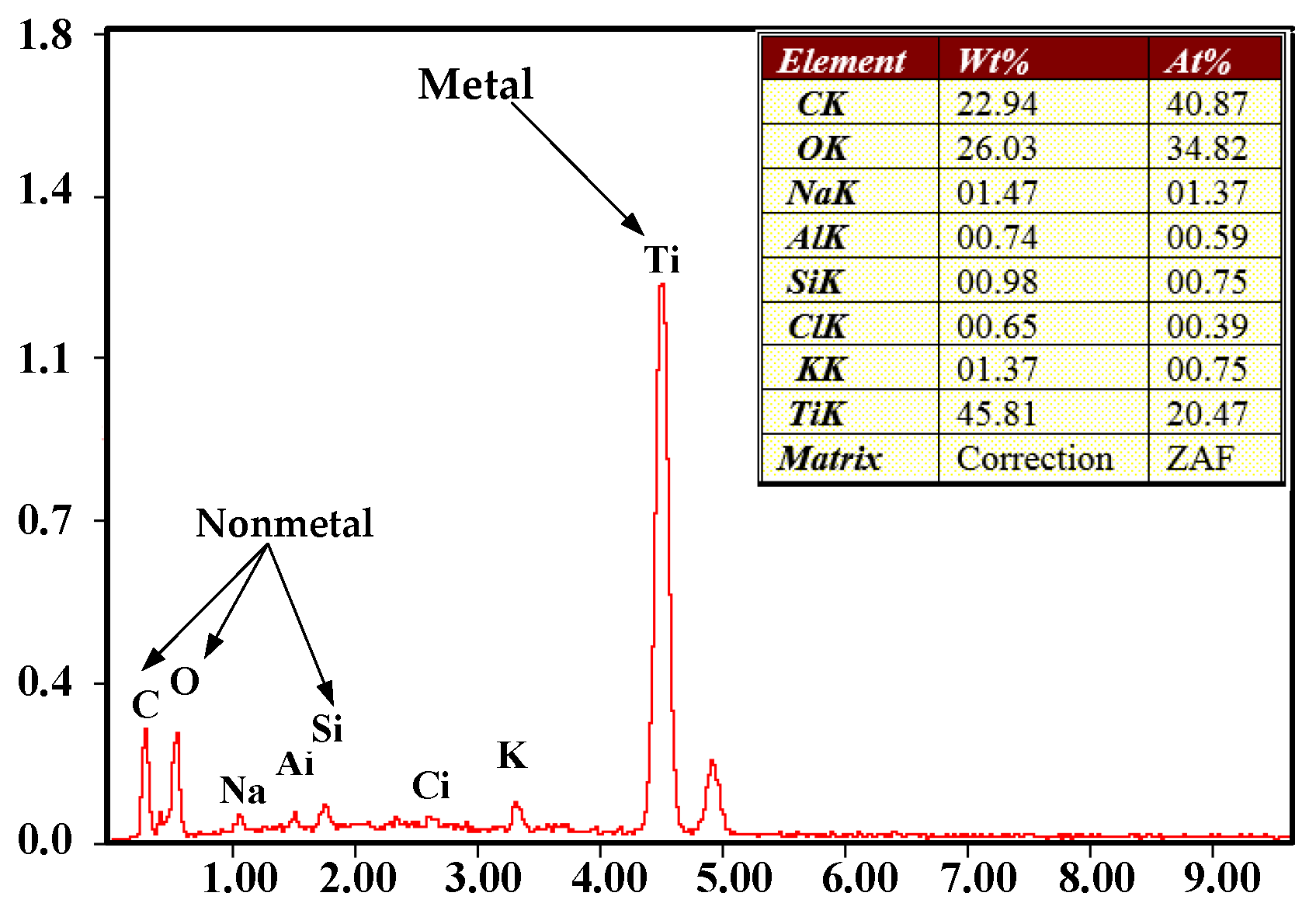
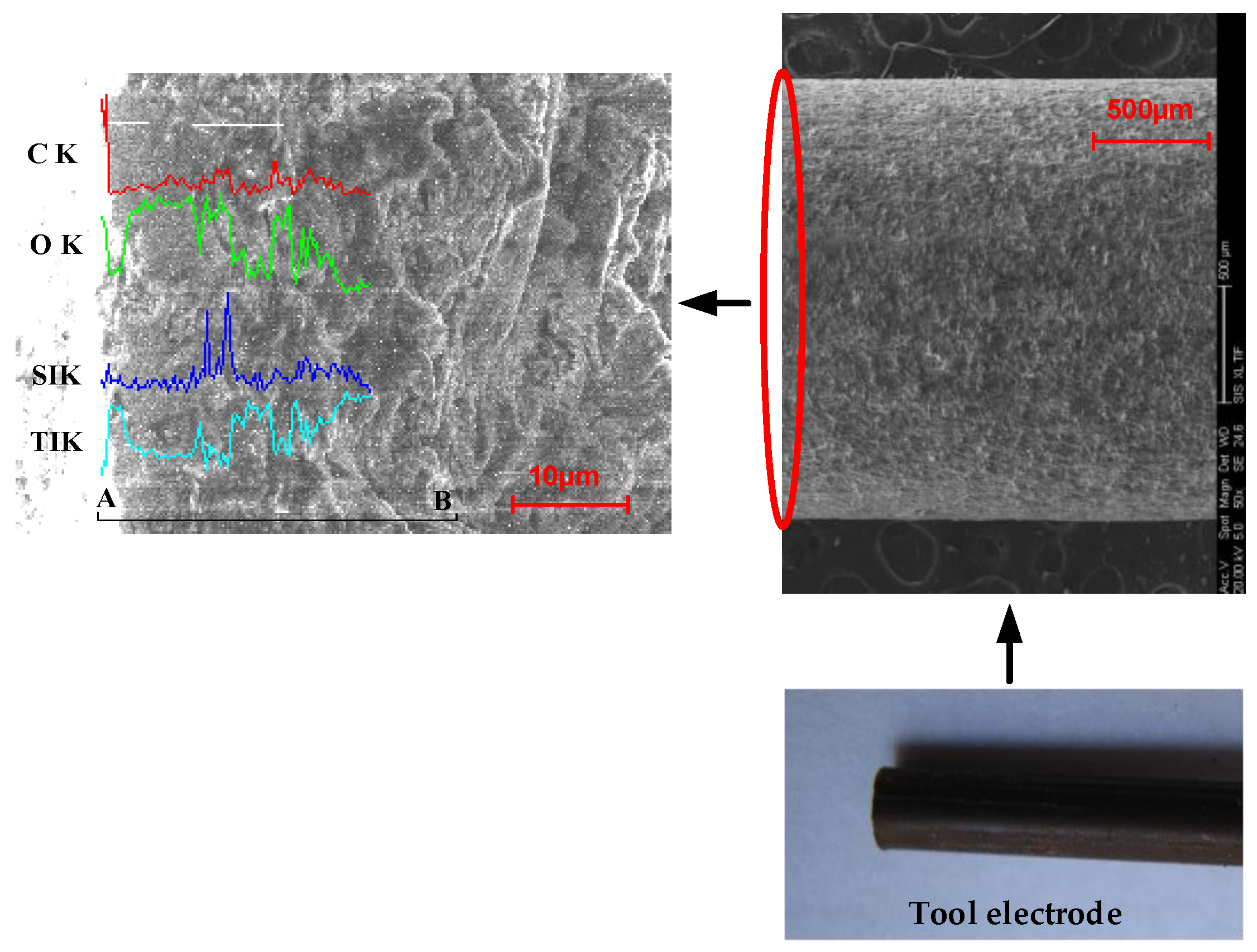
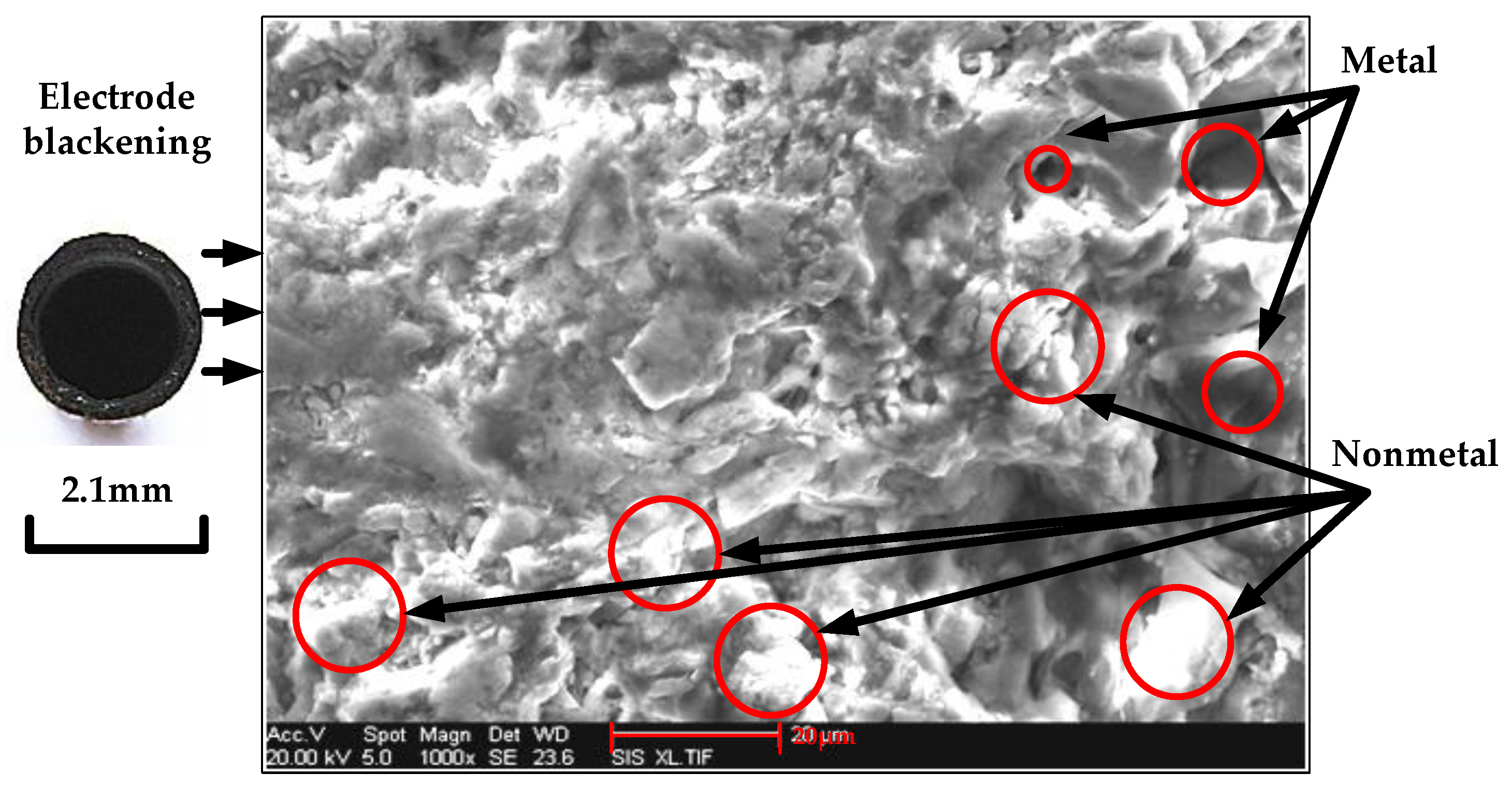
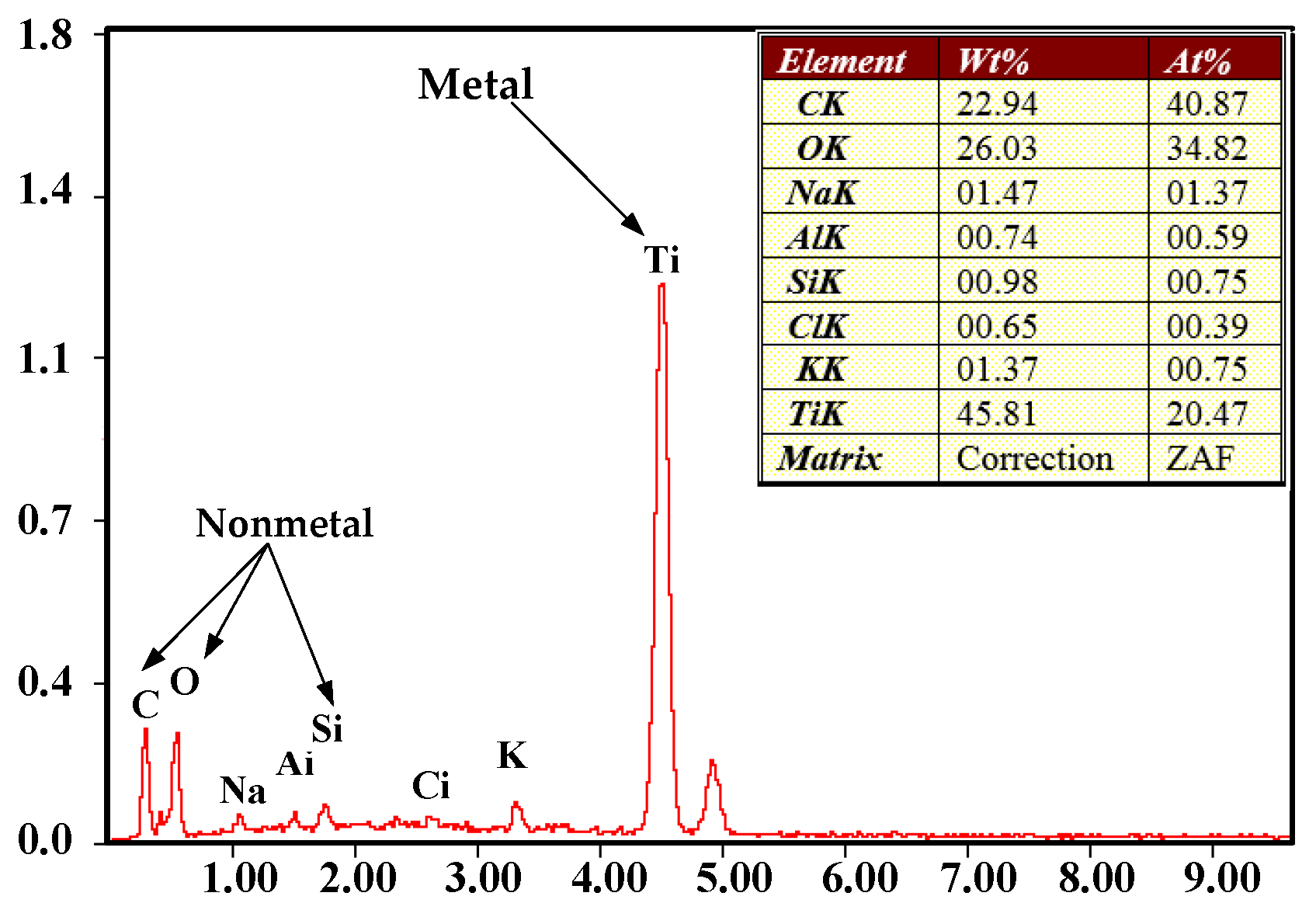
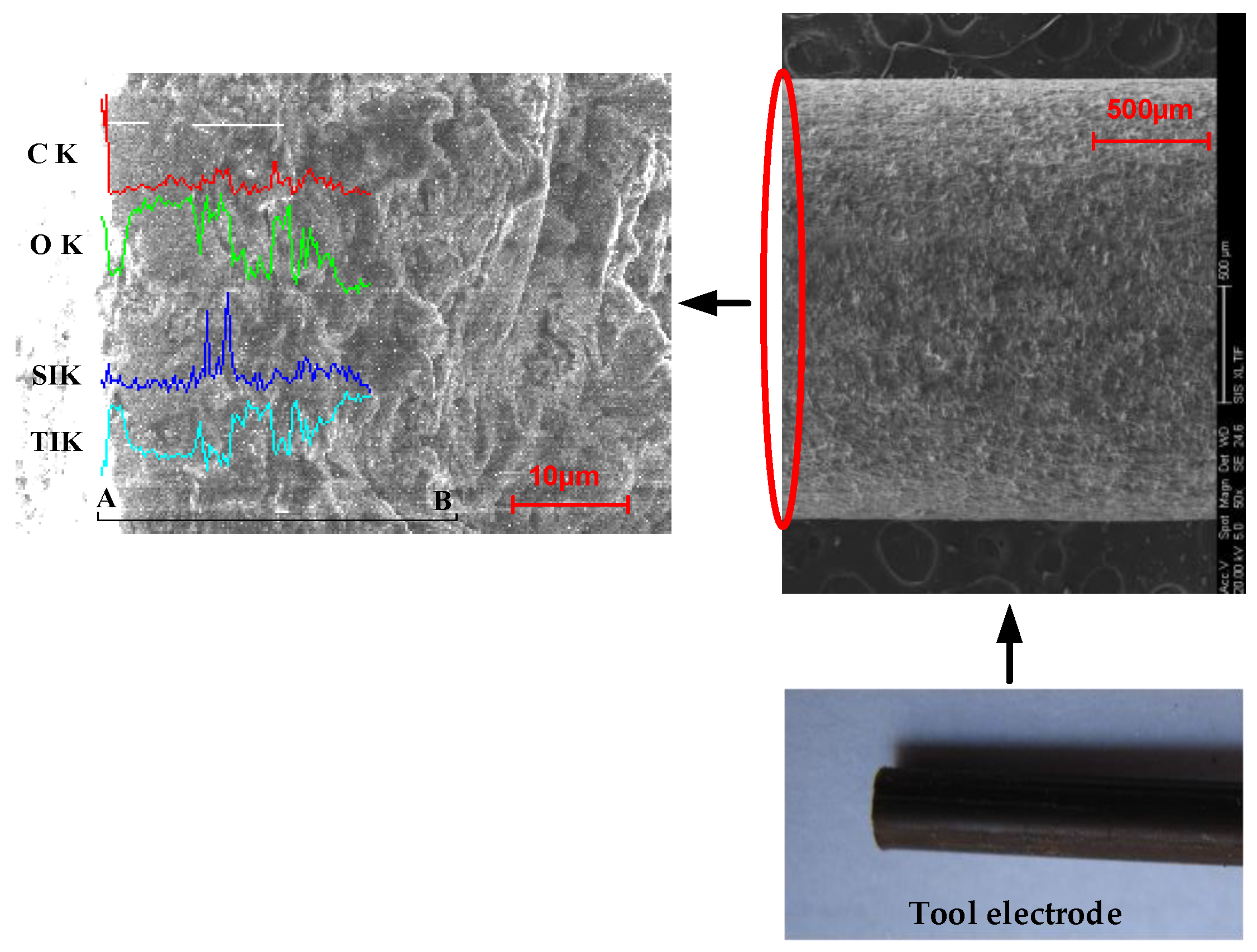
- Scanning electron microscopy was used to analyze the microscopic morphology and composition of the electrode end face during short-circuiting. When short-circuiting, a non-metallic film layer is formed on the electrode end face. Its main non-metallic components are C, O, and Si, and affects the processing stability.
- The gap flow field in ECM of high-frequency positive and negative pulse power supply tube electrode was analyzed. The flow field in the machining clearance changes with different machining depth. The piecewise method to increase the electrolyte pressure is used to reduce the low-speed zone of the flow field in the machining clearance. In the processing gap, the electrolytic product, heat renewal speed, processing accuracy and localization are improved.
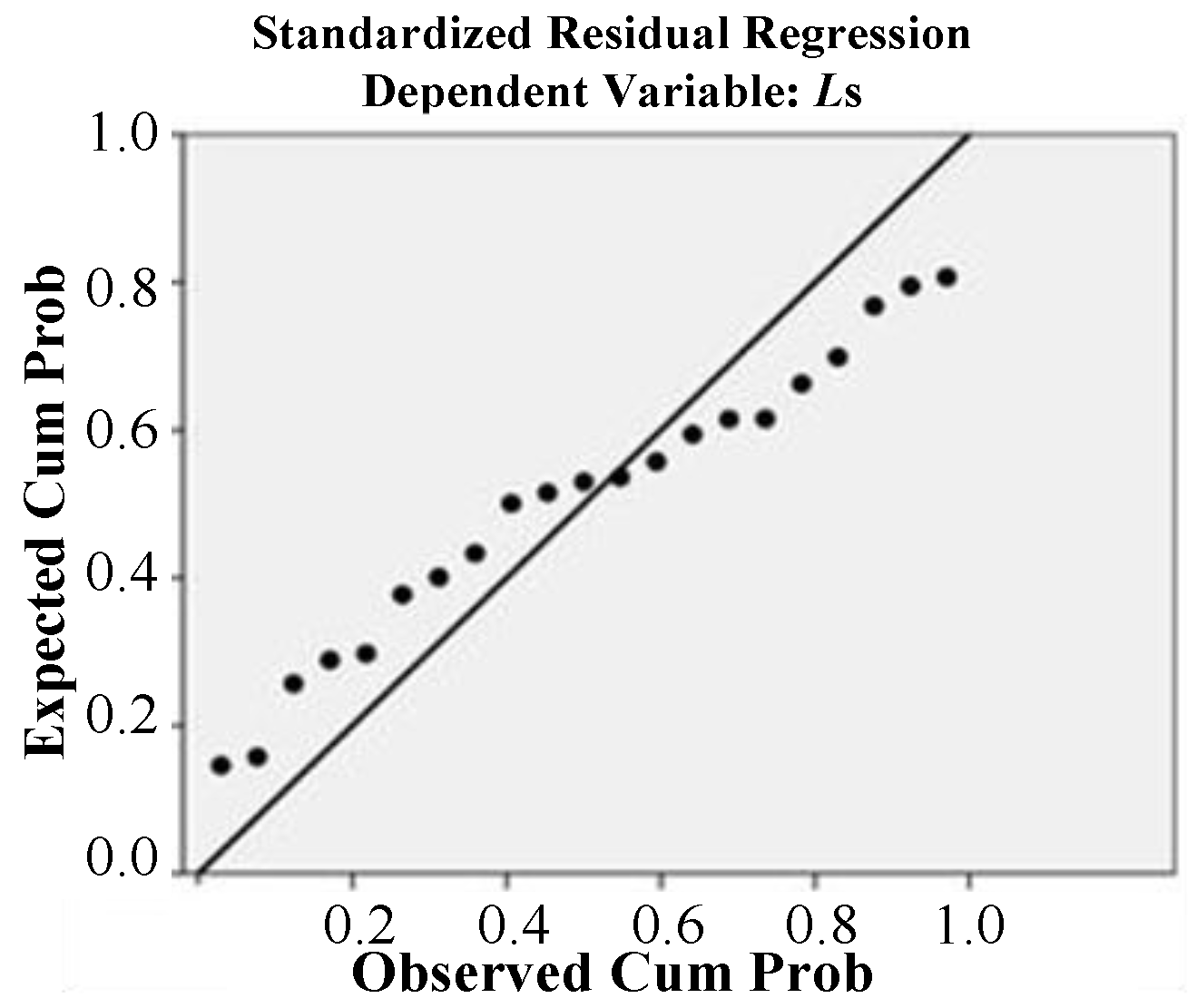
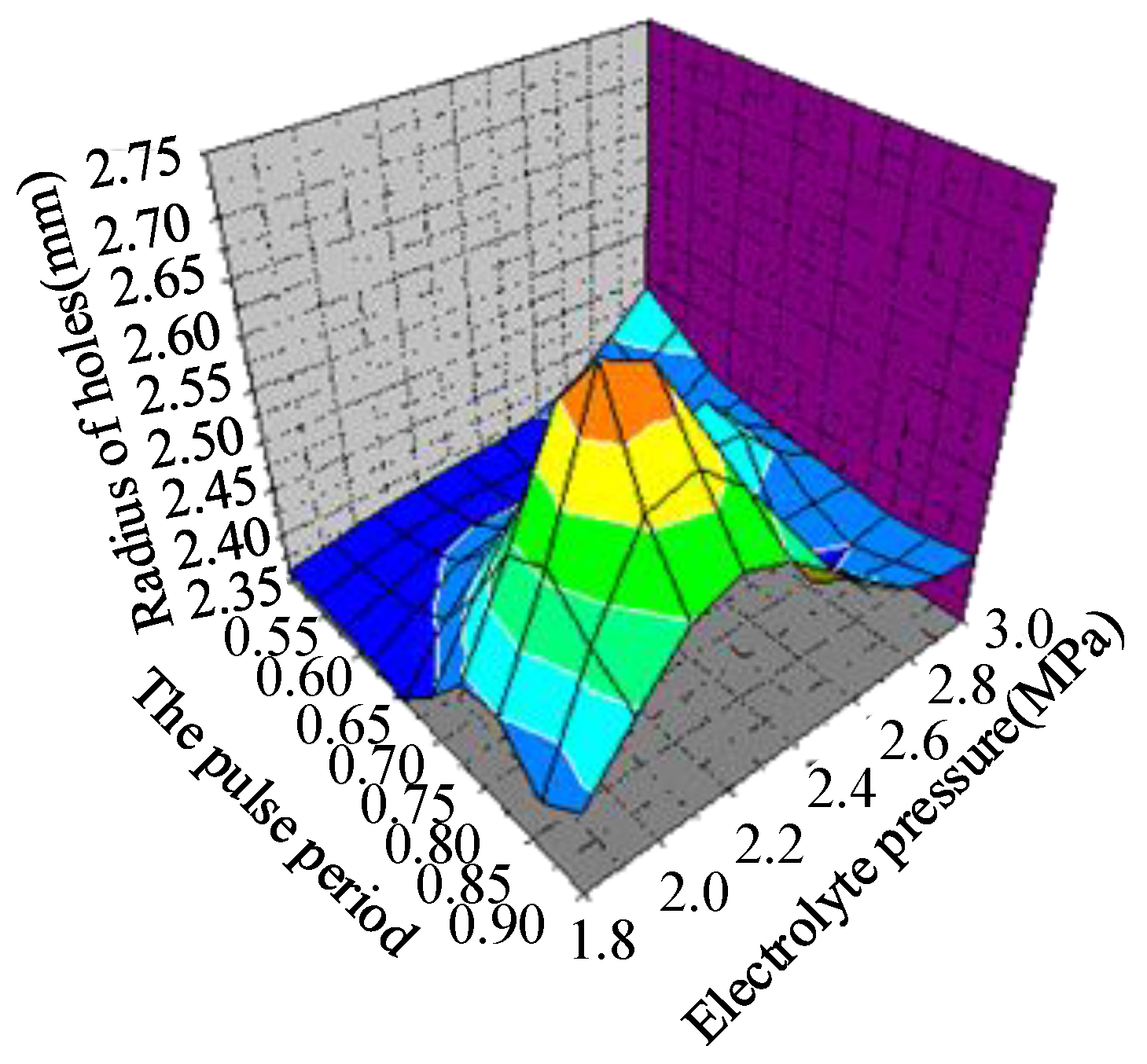
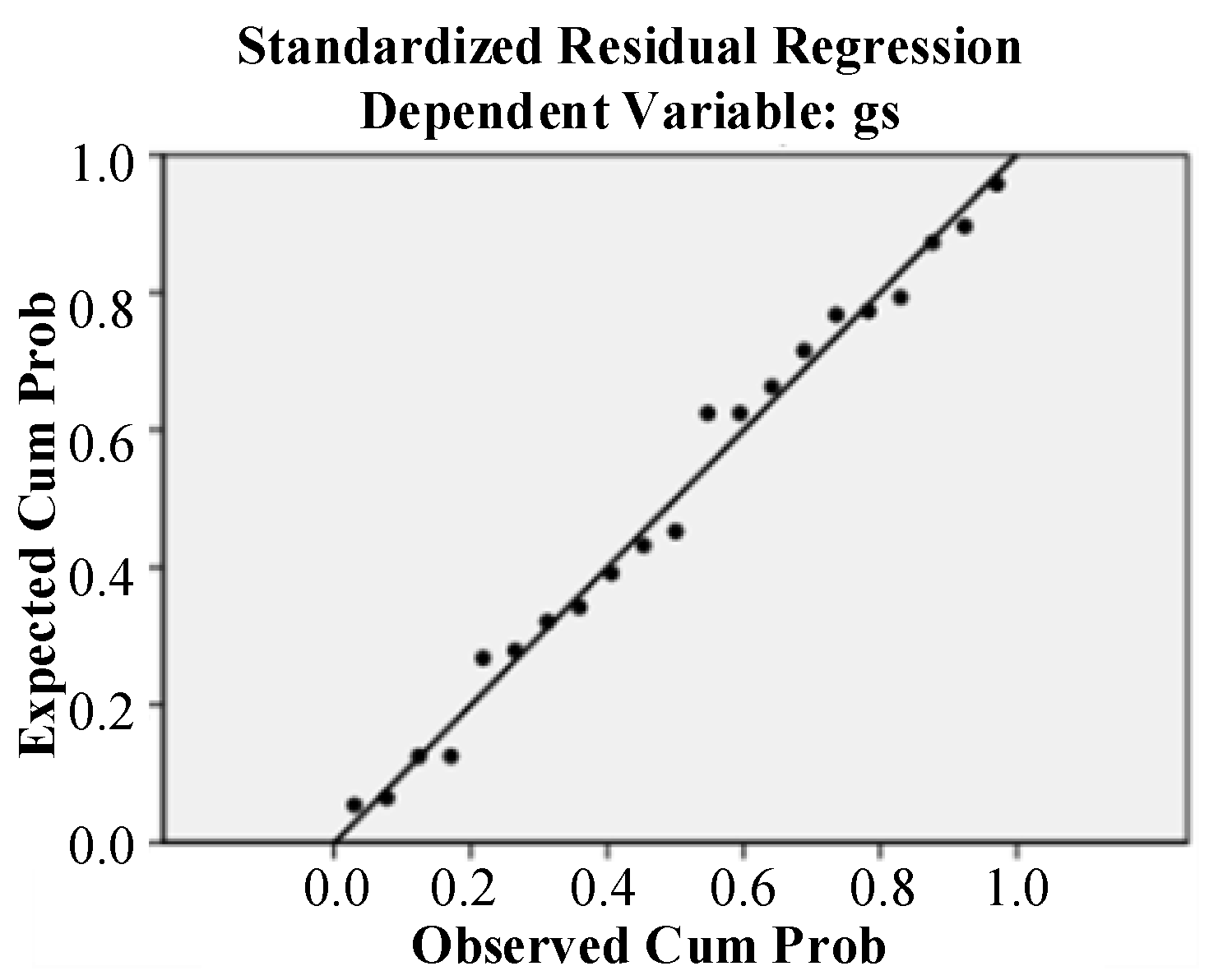
- Through experimental analysis, the mathematical model between the hole side gap and five technological parameters was established. Through linear regression analysis of variance, we can see that the interaction variables have significant influence. The error between the actual value and the predicted value of the hole side gap is very small. It can be accurately evaluated by the mathematical model of the hole side gap.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| SEM | Scanning electron microscope |
| CD | Direct current |
| MPa | Million pascal |
| ECM | Electrochemical machining |
| Ton | Pulse width |
| D | Working cycle |
| P | Electrolytic hydraulic pressure |
| C | Concentration |
| PTFE | Polytetrafluoroethylene |
References
- Tang, Z.G.; Guo, T.M.; Fu, Y.; Hui, Z.; Han, C.S. Research present situation and the development prospect of nickel-based super alloy. Met. World 2014, 1, 36–40. [Google Scholar]
- Wang, F.; Xiao, J.; Yue, L.; Wu, X.Y.; Zhao, J.S. Common Key Technology of Precise Electrochemical Machining and Its Application in Aviation Manufacturing. Electromach. Mould 2020, 1, 1–6. [Google Scholar]
- Du, J.H.; Deng, Q.; Qu, J.L.; Lu, X.D.; Wang, M.Q.; Bi, Z.N.; Xu, T.H. Development Trend of Manufacturing Technology of Alloy GH4169 Disk Forging. J. Iron Steel Res. 2011, 23, 130–333. [Google Scholar]
- Wang, H.Y.; An, Y.Q.; Li, C.Y. Research Progress of Ni-based Super alloys. Mater. Rep. 2011, 25, 482–486. [Google Scholar]
- Liu, W.W.; Zhang, L.L.; Shan, C.W.; Gao, X.J. An experimental study on high-temperature alloy GH4169 milling force. Mach. Des. Manuf. 2011, 1, 176–178. [Google Scholar]
- Tseluikin, V.N.; Koreshkova, A.A. Electrodeposition of zinc-nickel-carbon nanotubes composite coatings. Prot. Met. Phys. Chem. Surfaces 2016, 52, 1040–1042. [Google Scholar] [CrossRef]
- Torabinejad, V.; Aliofkhazraei, M.; Assareh, S.; Allahyarzadeh, M.H.; Sabour Rouhaghdam, A. Electrode position of Ni-Fe alloys, composites, and nano coatings—A review. J. Alloy. Compd. 2017, 691, 841–859. [Google Scholar] [CrossRef]
- Rahmani, H.; Aliofkhazraei, M.; Karimzadeh, A. Effect of frequency and duty cycle on corrosion and wear resistance of functionally graded Zn-Ni nanocomposite coating. Can. Metall. Q. 2018, 57, 99–108. [Google Scholar] [CrossRef]
- Si, J.Y.; Chen, L.; Liao, X.H.; Li, L. Research on new high temperature constitutive model and quantitative microstructure of delta-processed GH4169 alloy. Forg. Stamp. Technol. 2017, 42, 180–188. [Google Scholar]
- Li, P.; Chen, Y.D.; Bao, Z.Q.; Liu, G.M.; Hu, Y. Status of Research on Electrochemical Machining at Home and Abroad. Mechatronics 2013, 19, 13–15. [Google Scholar]
- Zhu, D. Status of Research on Electrochemical Machining at Abroad. Electromach. Mould 2000, 1, 11–16. [Google Scholar]
- Jing, W.; Yang, B.; Wu, C.Y.; Zhang, S.X. Status of Electrolytic Processing Technology in the Aviation and Aerospace Field. Machinery 2020, 58, 63–66. [Google Scholar]
- Zheng, W. Research Status and Development of Micro-Electrolysis Technology. Machinery 2018, 56, 55–59. [Google Scholar]
- Yang, Z.W.; Zhao, J.S.; Liu, Y.M.; Fan, Y.T.; Liu, D.M.; He, Y.F. Experimental Study on ECM of TC4 Titanium Alloy Profiled Cavity. Electromach. Mould 2017, 5, 34–38. [Google Scholar]
- Wang, M.H.; Wang, J.J.; Tong, W.J.; Chen, X.; Xu, X.F.; Wang, X.D. Multi-physical Field in IEG and Micro-dimple Forming in Ultrasonic Rolling Electrochemical Micromachining. Acta Armamentarii 2020, 4, 783–791. [Google Scholar]
- Zhou, X.C.; Cao, C.Y. Simulation of ECM temperature field based on COMSOL. J. Qiqihar Univ. 2018, 34, 41–44. [Google Scholar]
- Jiang, W.; Zhang, Y.; Chen, Y.L.; Yu, F.D.; Ye, H.J. Multiphysics Numerical Simulation of High Frequency Short Pulse Electrochemical Machining for Blade. Aeronaut. Manuf. Technol. 2016, 18, 69–74. [Google Scholar]
- Li, Z.L.; Di, S.C. Research on Accuracy Control of Deep Small Holes by Pulse Electrochemical Machining. Acta Armamentarii 2012, 33, 414–418. [Google Scholar]
- Qu, N.S.; Liu, Y.; Zhang, J.Z.; Fang, X.L. State-of-Art and Outlook on Electrochemical Milling. Electromach. Mould 2021, 2, 1–14. [Google Scholar]
- Liu, W.D.; Ao, S.S.; Li, Y. Effect of anodic behavior on electrochemical machining of TB6 titanium alloy. Electrochim. Acta 2017, 233, 190–200. [Google Scholar] [CrossRef]
- Niu, S.; Qu, U.S.; Fu, S.X. Investigation of inner-jet electrochemical milling of nickel—Based alloy GH4169/Inconel 718. Int. J. Adv. Manuf. Tech. 2017, 93, 2123–2132. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Ton (μs) | D (%) | P (MPa) | C (%) | V (mm/min) | gs (mm) | Ls (mm/min) |
|---|---|---|---|---|---|---|---|
| 1 | 1000 | 0.82 | 2.7 | 7 | 0.96 | 0.10 | 0.96 |
| 2 | 500 | 0.72 | 2.4 | 7 | 1.20 | 0.09 | 1.04 |
| 3 | 500 | 0.72 | 2.7 | 10 | 0.96 | 0.27 | 0.96 |
| 4 | 250 | 0.56 | 3.0 | 13 | 0.72 | 0.20 | 0.73 |
| 5 | 250 | 0.64 | 2.4 | 20 | 1.08 | 0.15 | 1.08 |
| 6 | 1250 | 0.82 | 3.0 | 15 | 0.84 | 0.26 | 0.83 |
| 7 | 1000 | 0.82 | 2.1 | 20 | 0.72 | 0.34 | 0.72 |
| 8 | 750 | 0.72 | 1.8 | 20 | 1.08 | 0.14 | 1.10 |
| 9 | 750 | 0.72 | 2.7 | 15 | 0.84 | 0.18 | 0.84 |
| 10 | 500 | 0.72 | 3.0 | 7 | 0.84 | 0.28 | 0.83 |
| 11 | 750 | 0.82 | 2.1 | 13 | 1.20 | 0.35 | 1.21 |
| 12 | 250 | 0.64 | 1.8 | 15 | 0.84 | 0.43 | 0.84 |
| 13 | 250 | 0.64 | 2.1 | 15 | 0.96 | 0.48 | 0.96 |
| 14 | 1000 | 0.72 | 3.0 | 15 | 1.08 | 0.20 | 1.07 |
| 15 | 750 | 0.72 | 2.4 | 10 | 0.72 | 0.24 | 0.71 |
| 16 | 1250 | 0.82 | 2.4 | 7 | 0.96 | 0.24 | 0.96 |
| 17 | 500 | 0.64 | 2.7 | 7 | 0.72 | 0.16 | 0.73 |
| 18 | 1000 | 0.72 | 1.8 | 13 | 1.20 | 0.10 | 1.20 |
| 19 | 1250 | 0.82 | 2.7 | 13 | 1.08 | 0.16 | 1.09 |
| 20 | 1250 | 0.82 | 3.0 | 10 | 1.20 | 0.06 | 1.19 |
| 21 | 1250 | 0.86 | 1.8 | 13 | 0.72 | 0.15 | 0.71 |
| 22 | 500 | 0.64 | 2.1 | 20 | 1.08 | 0.15 | 1.08 |
| 23 | 250 | 0.64 | 2.7 | 10 | 1.20 | 0.08 | 1.22 |
| 24 | 750 | 0.81 | 3.0 | 20 | 0.96 | 0.24 | 0.93 |
| 25 | 1000 | 0.72 | 2.4 | 10 | 0.72 | 0.31 | 0.71 |
| Model | Coefficients | Sig. | Model | Coefficients | Sig. |
|---|---|---|---|---|---|
| Constant | −0.112 | 0.000 | x2x5 | 0.0122 | 0.042 |
| x1 | 0.00061 | 0.026 | x3x4 | −0.0184 | 0.018 |
| x2 | −0.042 | 0.009 | x3x5 | −1.03 | 0.023 |
| x3 | 0.799 | 0.039 | x3x3 | 0.024 | 0.016 |
| x5 | 0.026 | 0.015 | x4x4 | 0.009 | 0.067 |
| x1x2 | −0.0000013 | 0.024 | |||
| x1x4 | −0.000017 | 0.021 | |||
| x2x3 | 0.0027 | 0.043 | |||
| x2x4 | −0.000014 | 0.011 | |||
| ANOVA | df | SS | MS | F0 | Sig. |
| Regression | 16 | 0.501 | 0.026 | 12.30 | 0.002 |
| Residual | 4 | 0.011 | 0.0013 | ||
| Total | 20 | 0.512 |
| No. | Ton (μs) | D | P (MPa) | C (%) | V (mm/min) |
|---|---|---|---|---|---|
| 1 | 500 | 0.72 | 3.0 | 7 | 0.84 |
| 2 | 750 | 0.82 | 2.1 | 13 | 1.20 |
| Measured Value (mm) | Predicted Value (mm) | Error (%) |
|---|---|---|
| 0.28 | 0.22 | 21.42 |
| 0.35 | 0.34 | 2.86 |
| Model | Coefficients | Sig. | Model | Coefficients | Sig. |
|---|---|---|---|---|---|
| Constant | 3.33 | 0.000 | x3x3 | −0.089 | 0.097 |
| x1 | −0.0029 | 0.000 | x5x5 | −0.089 | 0.053 |
| x3 | −0.82 | 0.071 | |||
| x1x3 | 0.0011 | 0.050 | |||
| ANOVA | df | SS | MS | F0 | Sig. |
| Regression | 19 | 0.59 | 0.031 | 12.25 | 0.004 |
| Residual | 1 | 0.003 | 0.003 | ||
| Total | 20 | 0.59 |
| Measured Value (mm) | Predicted Value (mm) | Error (%) |
|---|---|---|
| 0.83 | 0.93 | 1.20 |
| 0.96 | 0.99 | 3.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Dai, Y. Analysis of Multi-Physics Coupling of Small Holes in GH4169 Alloy by Electrolytic Processing of Tube Electrodes. Micromachines 2021, 12, 828. https://doi.org/10.3390/mi12070828
Li Z, Dai Y. Analysis of Multi-Physics Coupling of Small Holes in GH4169 Alloy by Electrolytic Processing of Tube Electrodes. Micromachines. 2021; 12(7):828. https://doi.org/10.3390/mi12070828
Chicago/Turabian StyleLi, Zhaolong, and Ye Dai. 2021. "Analysis of Multi-Physics Coupling of Small Holes in GH4169 Alloy by Electrolytic Processing of Tube Electrodes" Micromachines 12, no. 7: 828. https://doi.org/10.3390/mi12070828
APA StyleLi, Z., & Dai, Y. (2021). Analysis of Multi-Physics Coupling of Small Holes in GH4169 Alloy by Electrolytic Processing of Tube Electrodes. Micromachines, 12(7), 828. https://doi.org/10.3390/mi12070828