1. Introduction
High-precision rotary parts are indispensable in modern industry [
1,
2]. For example, high-precision bearings are widely used in aviation, railroads, automobiles and other industries. High-precision bearings are more expensive than ordinary bearings because of low processing efficiency, harsh process conditions and low yield [
3,
4]. Therefore, the research of advanced machining technology for precision rotary parts has important theoretical and application value. Roundness is one of the most important accuracy evaluation indexes of rotary parts, and the roundness profile is the graphical basis of roundness error. The formation and change of roundness error in parts processing are essentially the formation and genetic process of the roundness profile [
5,
6]. Centerless positioning machining is one of the main ways to finish the surface of rotary parts, and it is an irreplaceable process in the machining of rotary parts such as bearing raceways, bearing rollers and precision shafts [
7,
8,
9].
The rounding mechanism of centerless positioning processing determines its unique roundness profile formation and genetic characteristics. How to eliminate the roundness error of centerless positioning has become one of the important issues in the field of high-precision rotary parts manufacturing [
10,
11,
12]. Stancekova et al. [
13] analyzed the influences of revolution of the feed roll, grinding wheel speed and height of the guide bar parameters on cylindricity deviation during centerless grinding of 50CrMo4 steel shaft. Bianchi et al. [
14] considered the influence of nonlinear separation of wheel-workpiece detachment under three-lobe profiles on the stability of the centerless grinding process. Wu et al. [
15] analyzed the relationship between the waviness decrease rate and the dynamic components of the grinding force in the centerless grinding process and found that the frequency characteristics of the waviness decrease rate showed a similar tendency to those of the grinding force. Klocke et al. [
16] found that the interaction between the cutting process and the main resonance of the machine structure would cause the workpiece center to oscillate, resulting in irregular material removal, thus increasing the workpiece waviness. Epureanu et al. [
17] proved that the instability of a centerless grinding system was inevitable, but the amplitude of waves generated on the machined surface had an upper limit, and the only possibility to improve the machined surface was to generate a polygonal cross-section profile. Cui et al. [
18] created a three-dimensional simulation model of through feed centerless grinding processes based on homogeneous coordinate transformation and used it to study the influence of workpiece geometric shape change and regulating wheel motion state on workpiece roundness error. The problem of centerless positioning processing is that the processing parameters, workpiece center displacement, and the original error of the processing surface all affect the stability of the process system to a certain extent and then affect the processing results. Since the error form of the blank after heat treatment is random, the workpiece center will also shift with the processing. When the process system is adjusted to correct the raceway profile error of a certain form or the center position of a workpiece, the correction may not be valid for workpiece of other error forms and the center positions. Therefore, it is difficult to consistently obtain good raceway accuracy with centerless grinding or centerless superfinishing.
Aiming at the problem that the centerless positioning machining cannot fundamentally improve the roundness of rotary parts, this paper applies electrochemical mechanical machining to the subsequent machining of centerless grinding. Electrochemical mechanical machining combines the electrochemical action and mechanical action, which can efficiently polish the surface of parts and improve the machining accuracy of parts to a certain extent [
19,
20]. Grabowski et al. [
21] found that electrochemical assistance can effectively improve the surface quality in the machining process by comparing the surface quality and precision of 1.4301 stainless steel after turning with or without electrochemical assistance. Ye et al. [
22] used a wedged end tube tool for electrochemical milling the deep and narrow groove of GH4169 nickel-based alloy and explored the wedge angle of the cutting tool to improve the electrolyte flowed field and machining quality through simulation. Liu et al. [
23,
24] explored the machining characteristics of micro-milling with a high-speed spiral electrode of nickel-based superalloy 718. The electrochemical micro-milling model with high-speed rotating was established based on the finite element analysis method, and the change of workpiece surface profile was predicted by the simulation of the machining electric field. Yang et al. [
25] conducted theoretical and experimental research on the mechanism of laser and shaped-tube electrochemical milling (Laser-STEM). Through the experiment, it was found that the efficiency and precision of the special section tube micro-groove machining could be improved by using synchronous laser-assisted STEM. Huang et al. [
26] proposed the ultrasonic-assisted electrochemical drill-grinding technology to reduce the surface roughness of the hole sidewall of the nickel-based superalloys from Ra 0.99 to Ra 0.14 µm. The existing research found that the electrochemical mechanical machining process could not only ensure the machining accuracy but also improved the harmonic profile with high frequency. Wang et al. [
27] used the electrochemical mechanical polishing technology under the optimal parameter combination to process the GCr15SiMn rolling bearing raceway. The results showed that the surface roughness, profile roundness and waveness were greatly improved. Wei et al. [
28] proved through the electrochemical mechanical polishing experiment of stainless steel rod that the processing technology can effectively improve the surface waveness of the workpiece. Pathak et al. [
29] used pulse electrochemical honing for straight bevel gears made of 20 MnCr5 alloy steel, which greatly improved the surface waveness while improving the surface roughness. After processing, the average waviness of the original workpiece was reduced from 5.04 to 1.58 μm, and the maximum waviness was reduced from 30.17 to 5.52 μm.
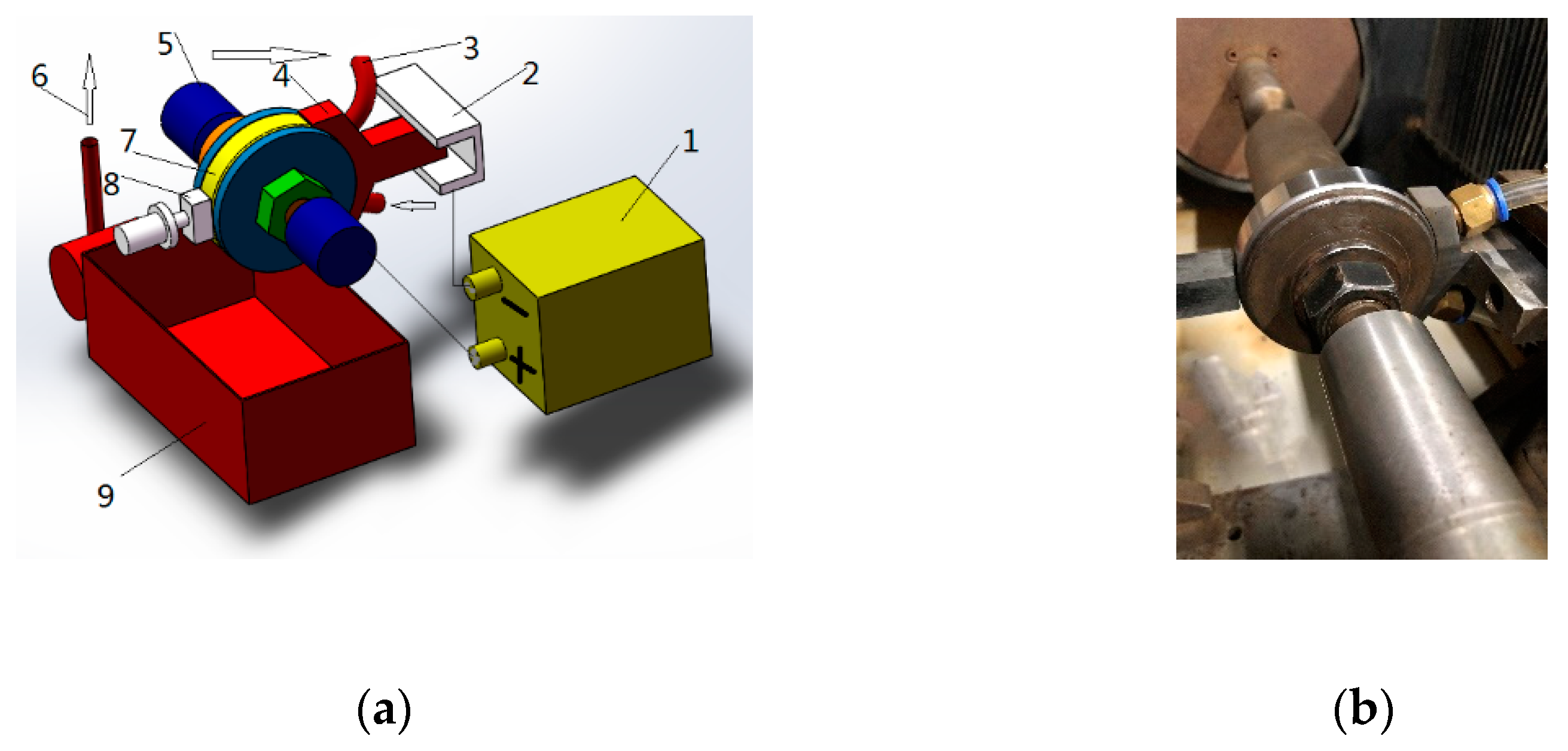
Aiming at the problem that centerless positioning machining cannot fundamentally improve the roundness of rotary parts, this paper proposes a cross-process collaborative optimization machining scheme that applies electrochemical mechanical machining to the subsequent machining of centerless grinding. Taking a bearing ring as the research object, a combined machining scheme of “centerless grinding + electrochemical machinery” for precision bearing raceway is proposed. From the perspective of roundness profile change, the influence law of process parameters on roundness profile shape is discussed. Firstly, centerless grinding experiments are designed to study the influence of process parameters on the profile shape and obtain the configuration rules of process parameters that can form different profile shapes. On this basis, electrochemical mechanical machining experiments are designed to explore the changing rules of different profile shapes and machining effects. Thus, the reasonable process parameter configuration principle and optimization range of centerless grinding and electrochemical mechanical machining are determined, and the cooperation of the two is realized, which provides a means for obtaining the cross-process parameter configuration of high-precision bearing raceways.
5. Conclusions
The following main conclusions are obtained according to the experimental study:
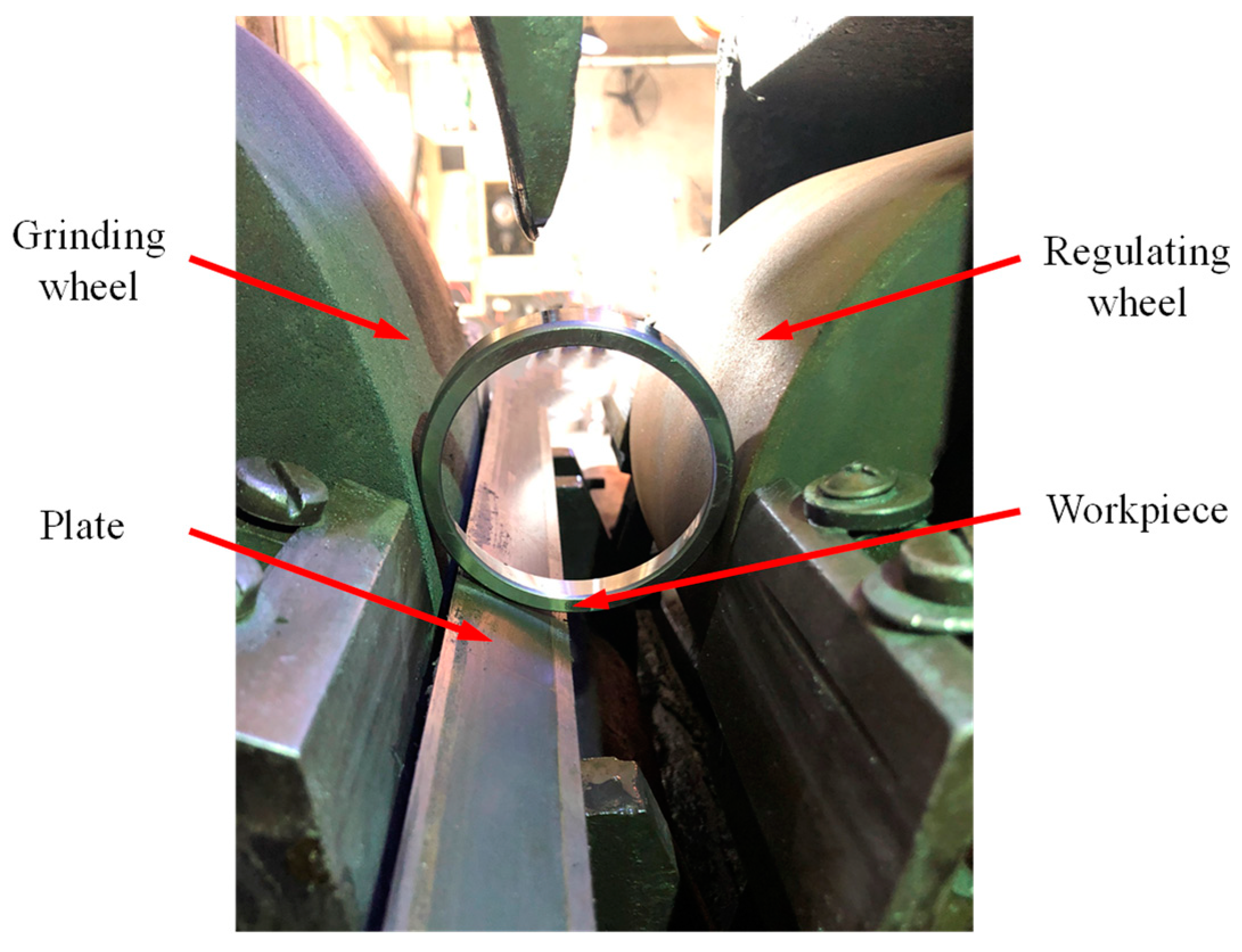
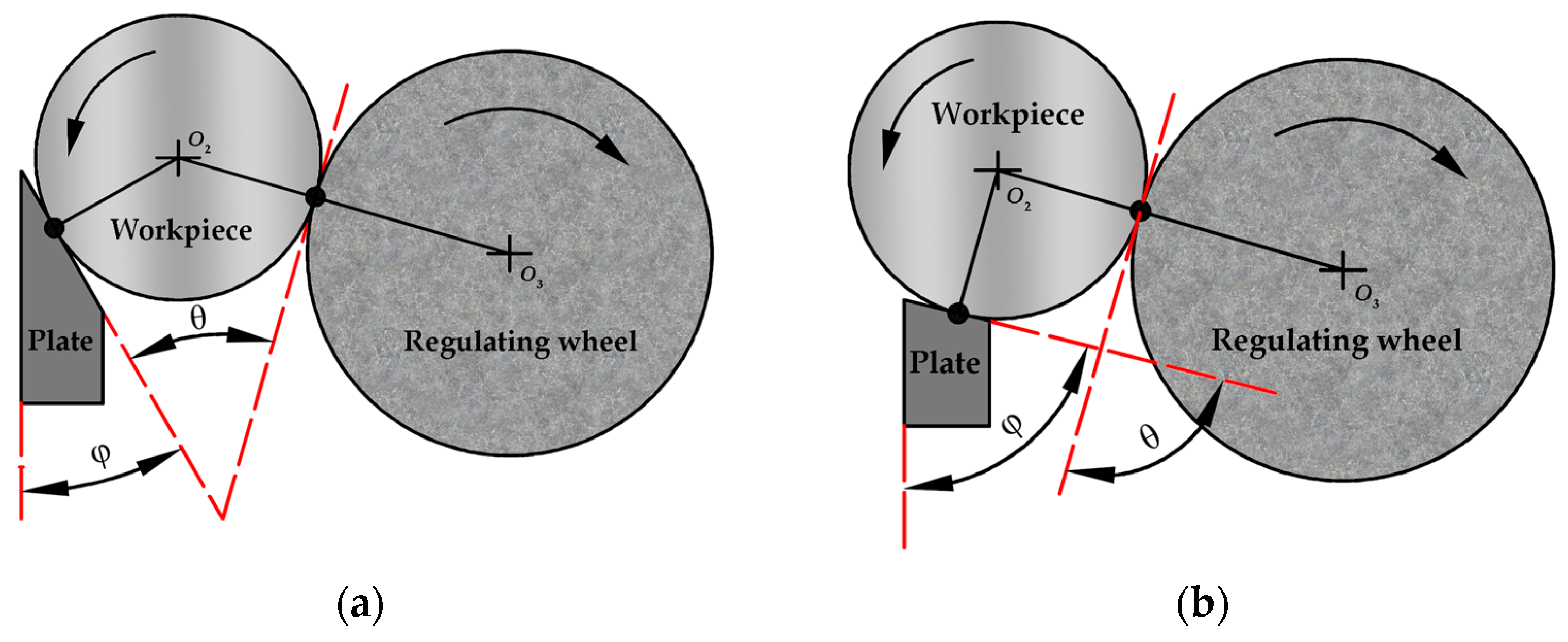
In a centerless grinding process, increasing the support plate angle can form high-frequency multiple-lobe profiles within a wide range of process parameters.
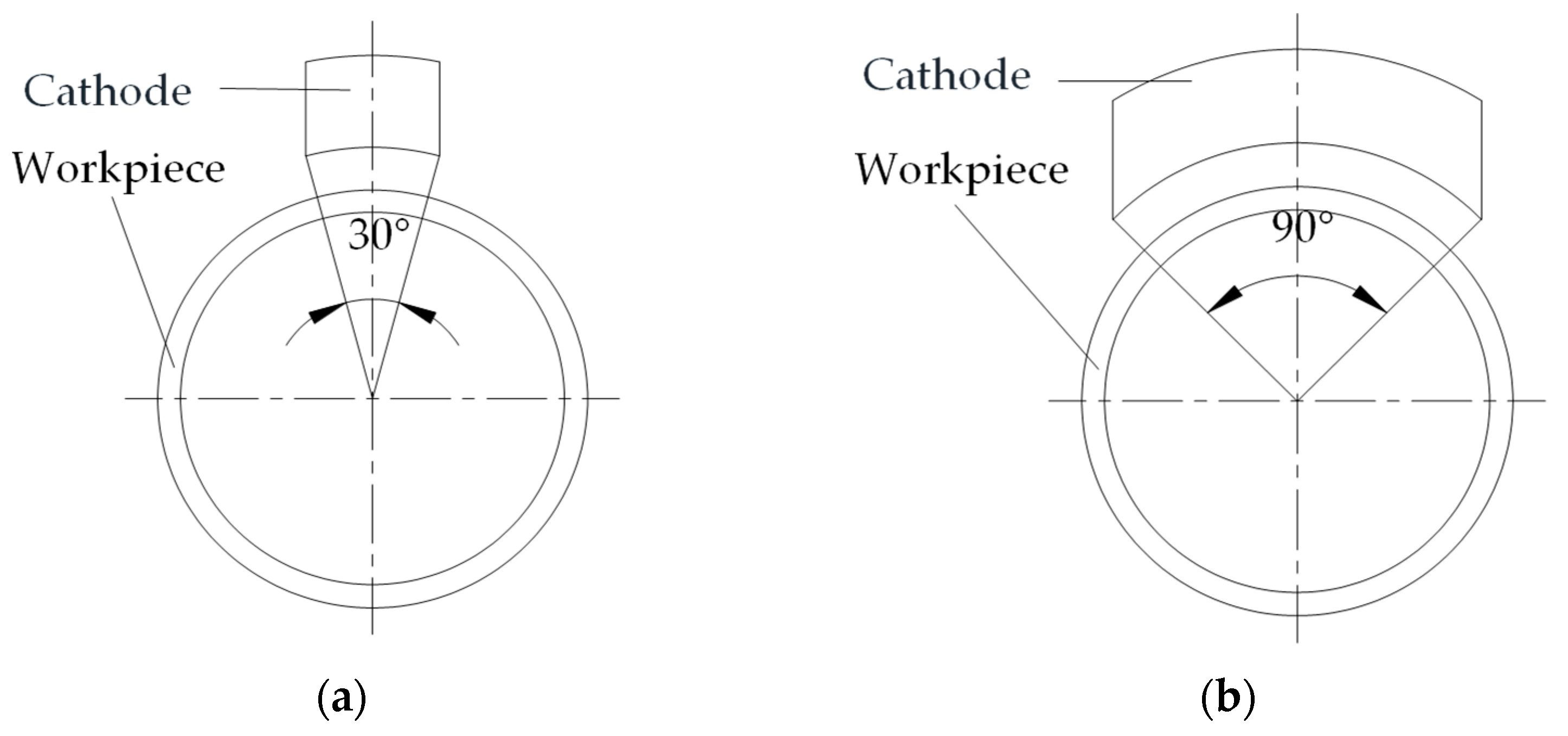
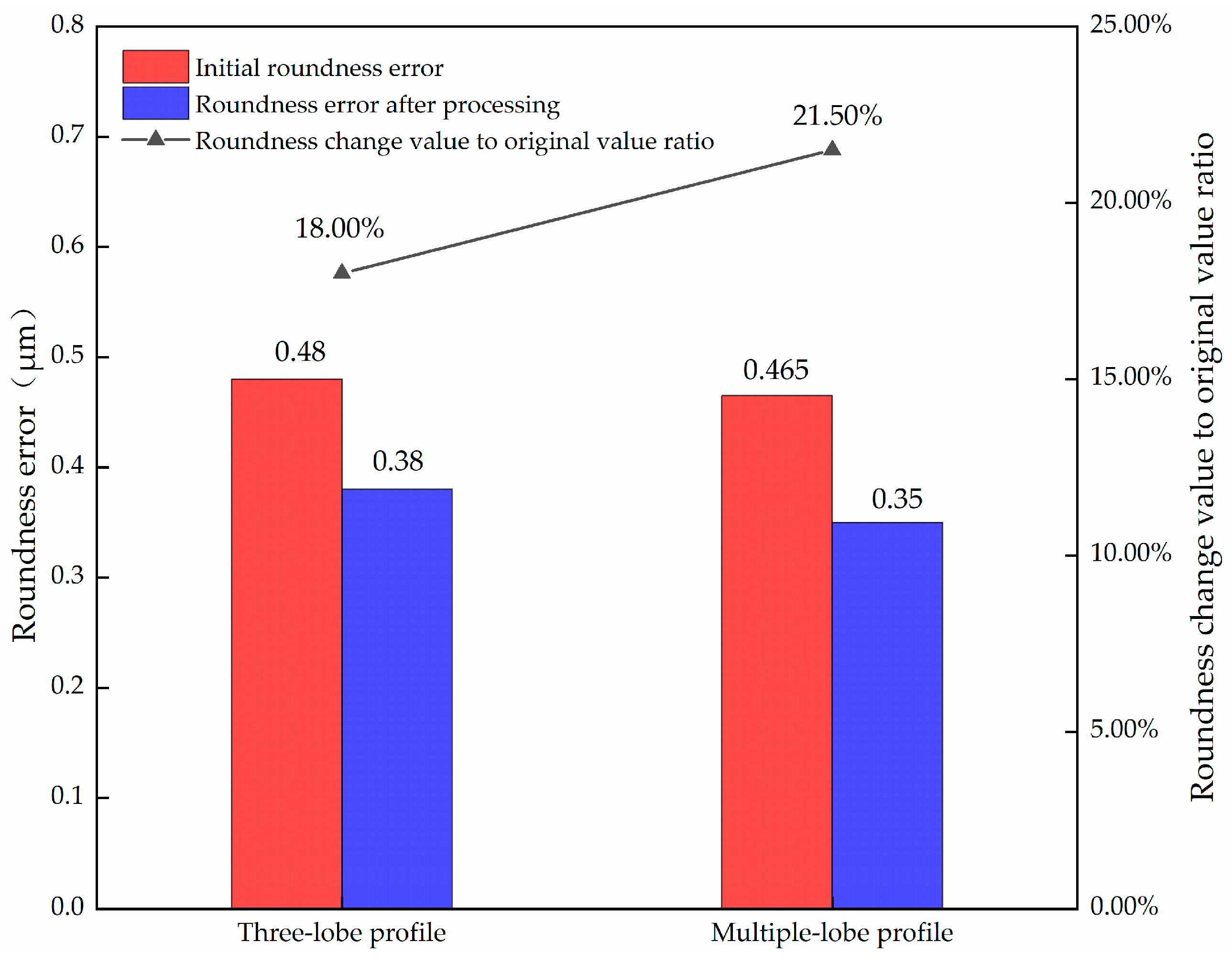
Electrochemical mechanical machining can effectively flatten the high-frequency profile, and appropriately expanding the cathode coverage can also improve the roundness.
Under certain cathode coverage, the influence of initial roundness error on final roundness error workpiece is not significant for a multiple-lobe profile.
According to the above conclusions, considering the overall machining efficiency, when the combined process of “centerless grinding + electrochemical mechanical machining” is adopted, to obtain the multiple-lobe profile, we only need to select the optimized process parameters in the centerless grinding stage, and the requirements for the roundness error can be appropriately relaxed, which significantly reduces the process conditions of centerless grinding, and provides an effective machining method for high efficiency and low cost finishing of precision rotary parts. In further research, we will analyze the surface quality of the parts under different parameter configurations of the combined process and adjust the processing parameters under the condition of considering both roughness and accuracy to further optimize the cross-process machining scheme.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















































