
Simulation Analysis of Cluster Effect of High-Shear Low-Pressure Grinding with Flexible Abrasive Tools



Abstract
:1. Introduction
2. Principle of High-Shear and Low-Pressure Grinding
3. Numerical Simulation Model
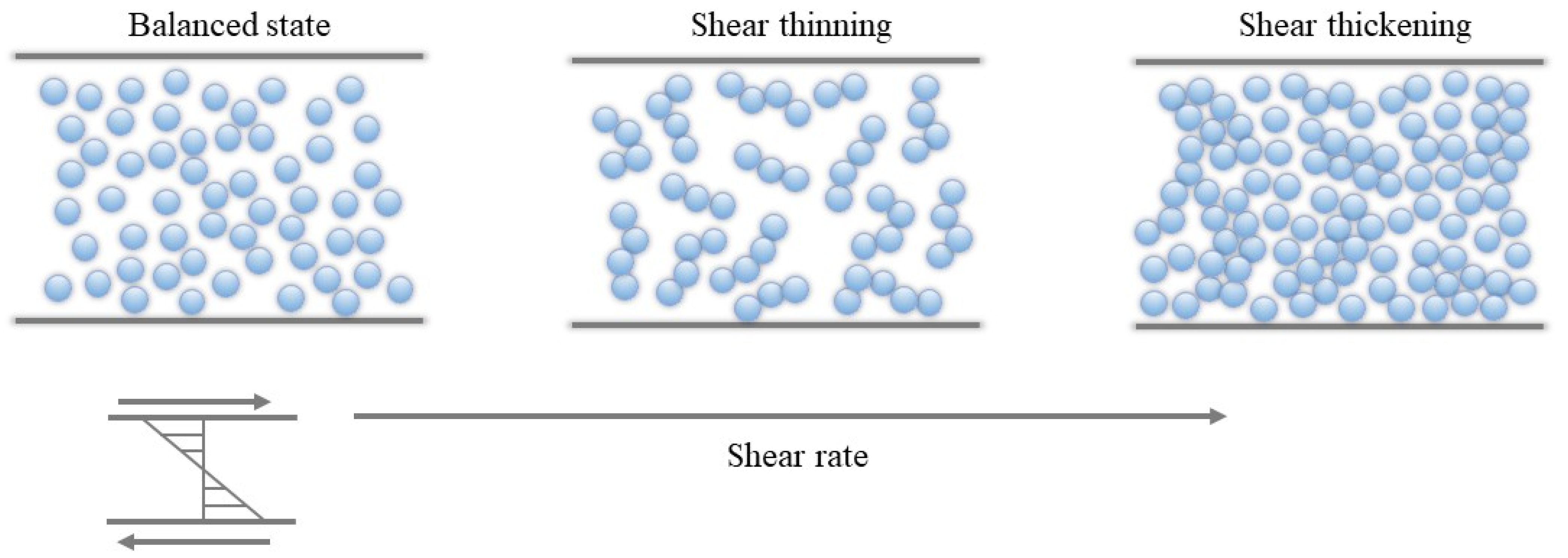
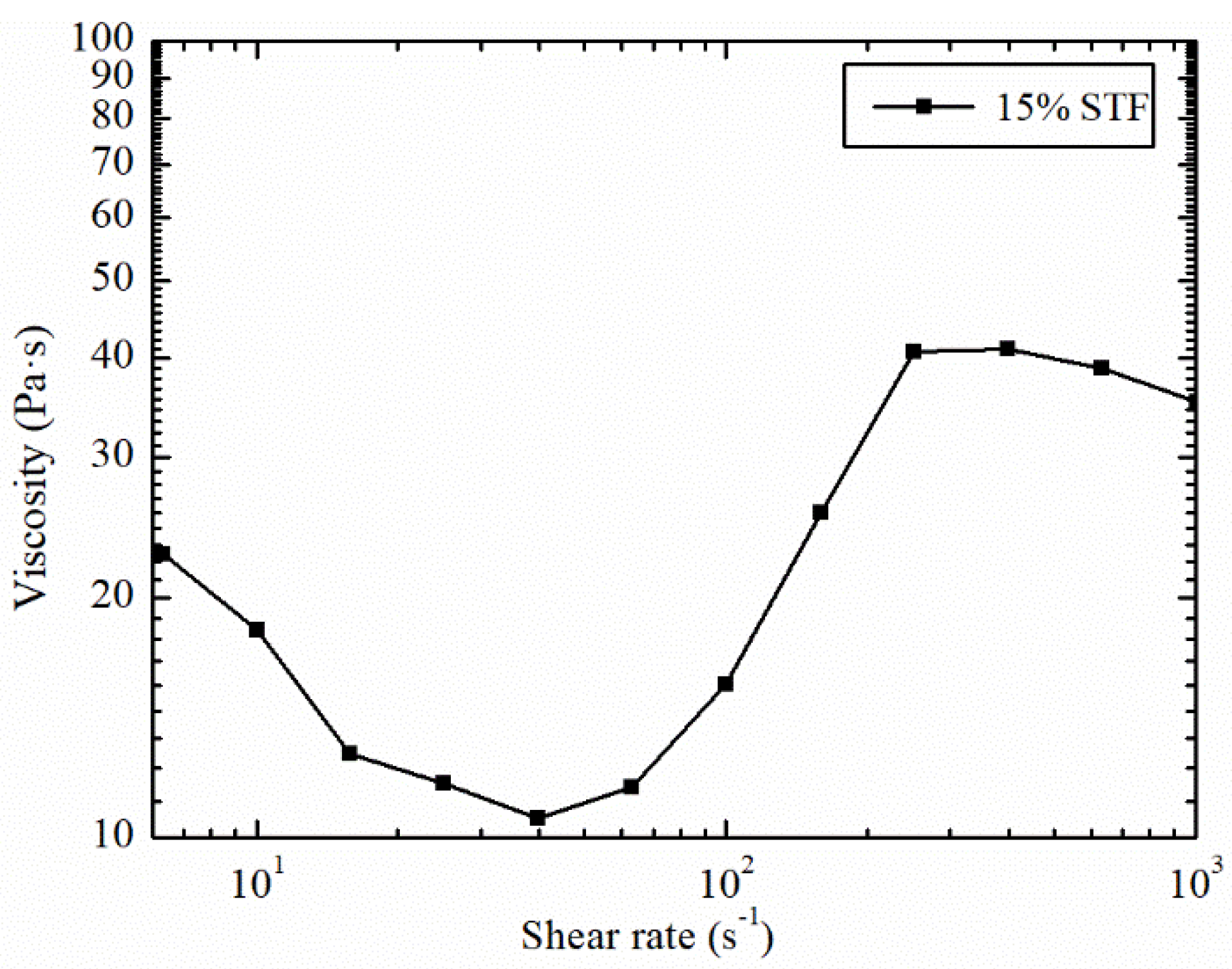
3.1. STF Model Establishment and Material Parameter Definition
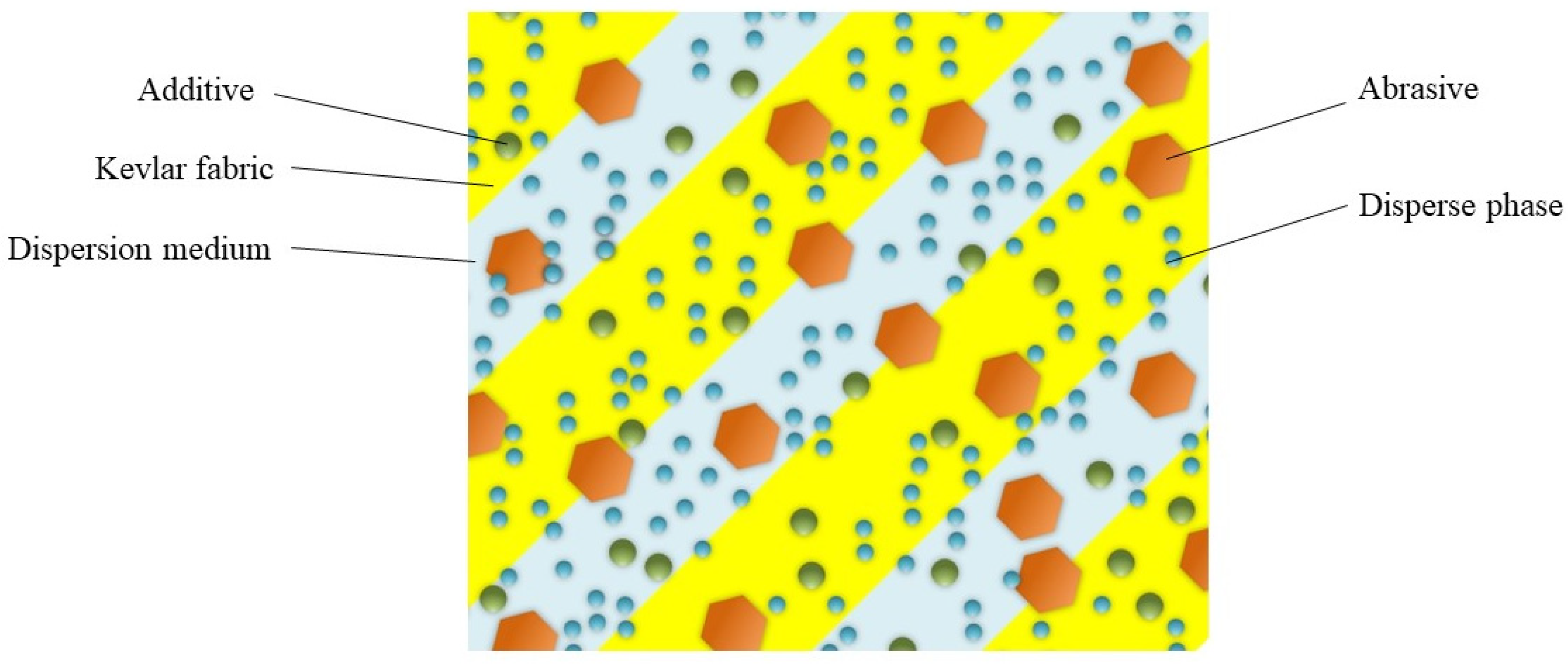
3.2. High-Shear Low-Pressure Flexible Grinding Wheel Composite Model
4. Results and Discussion
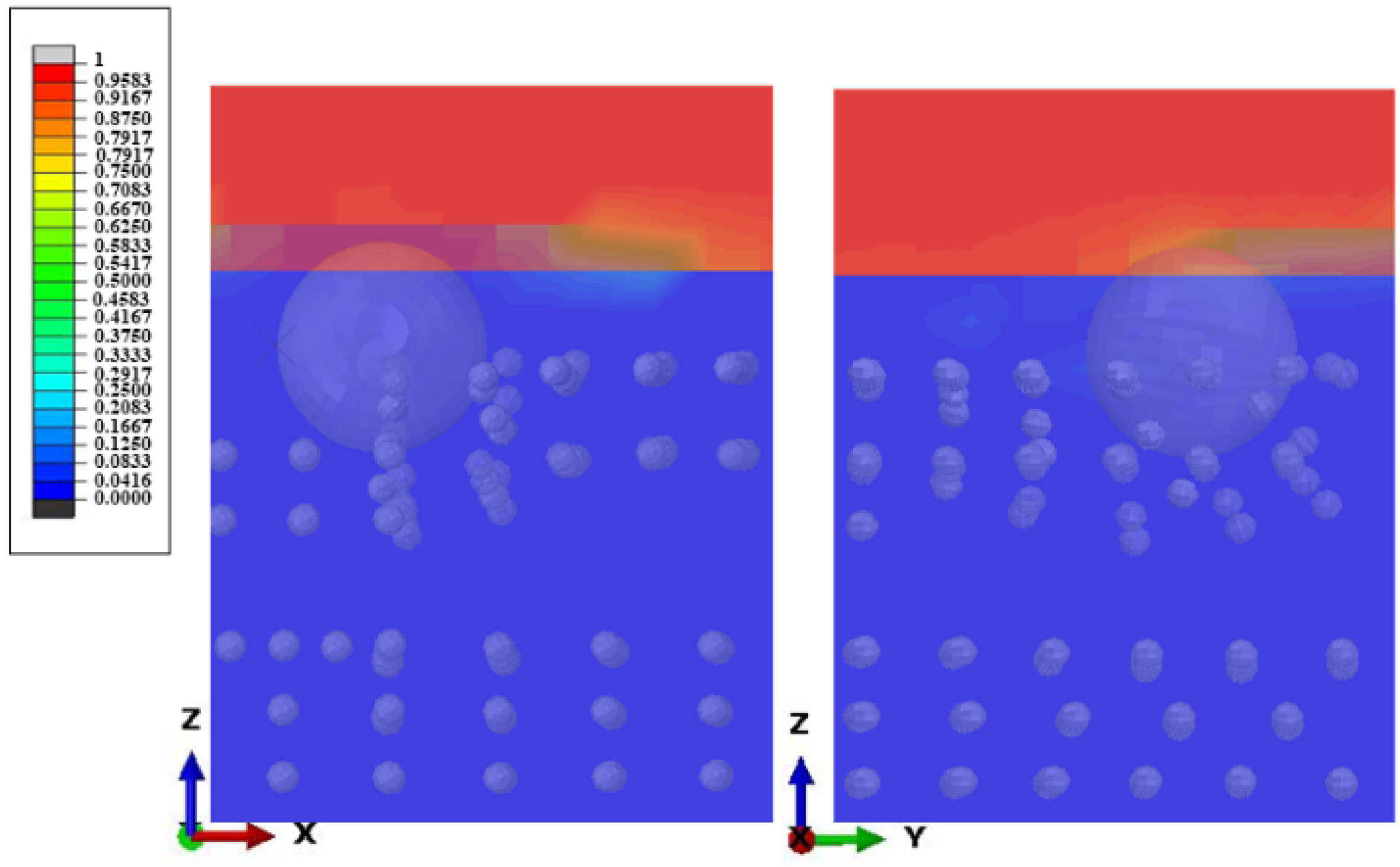
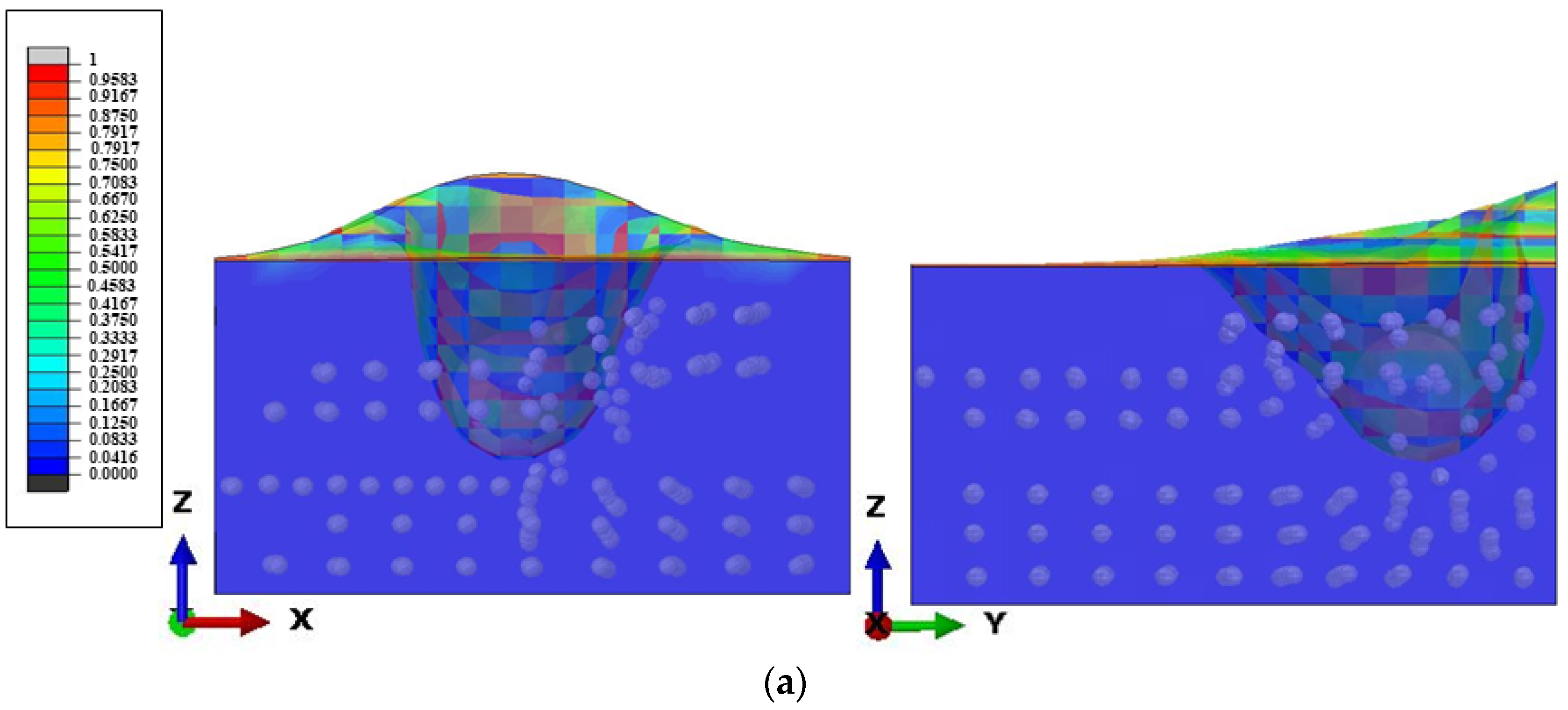
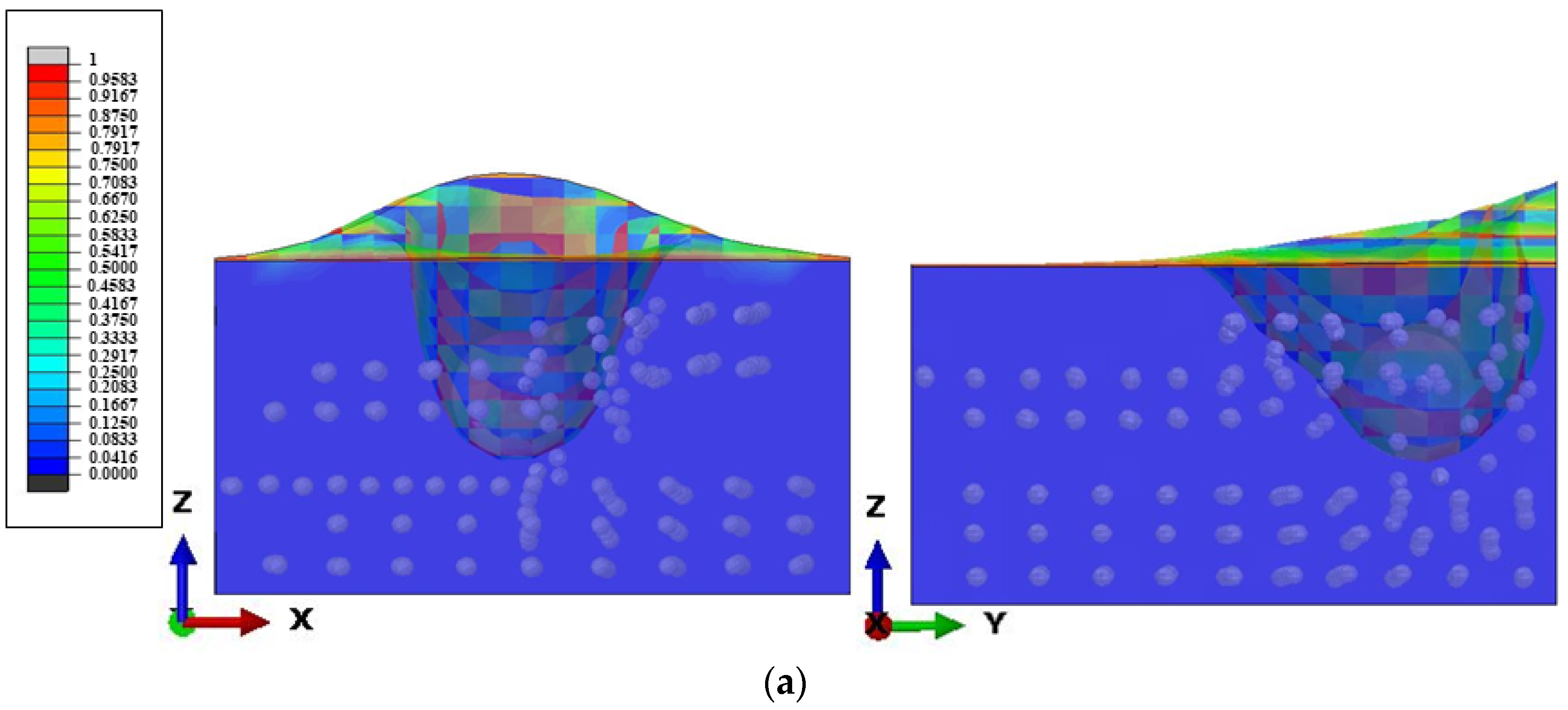
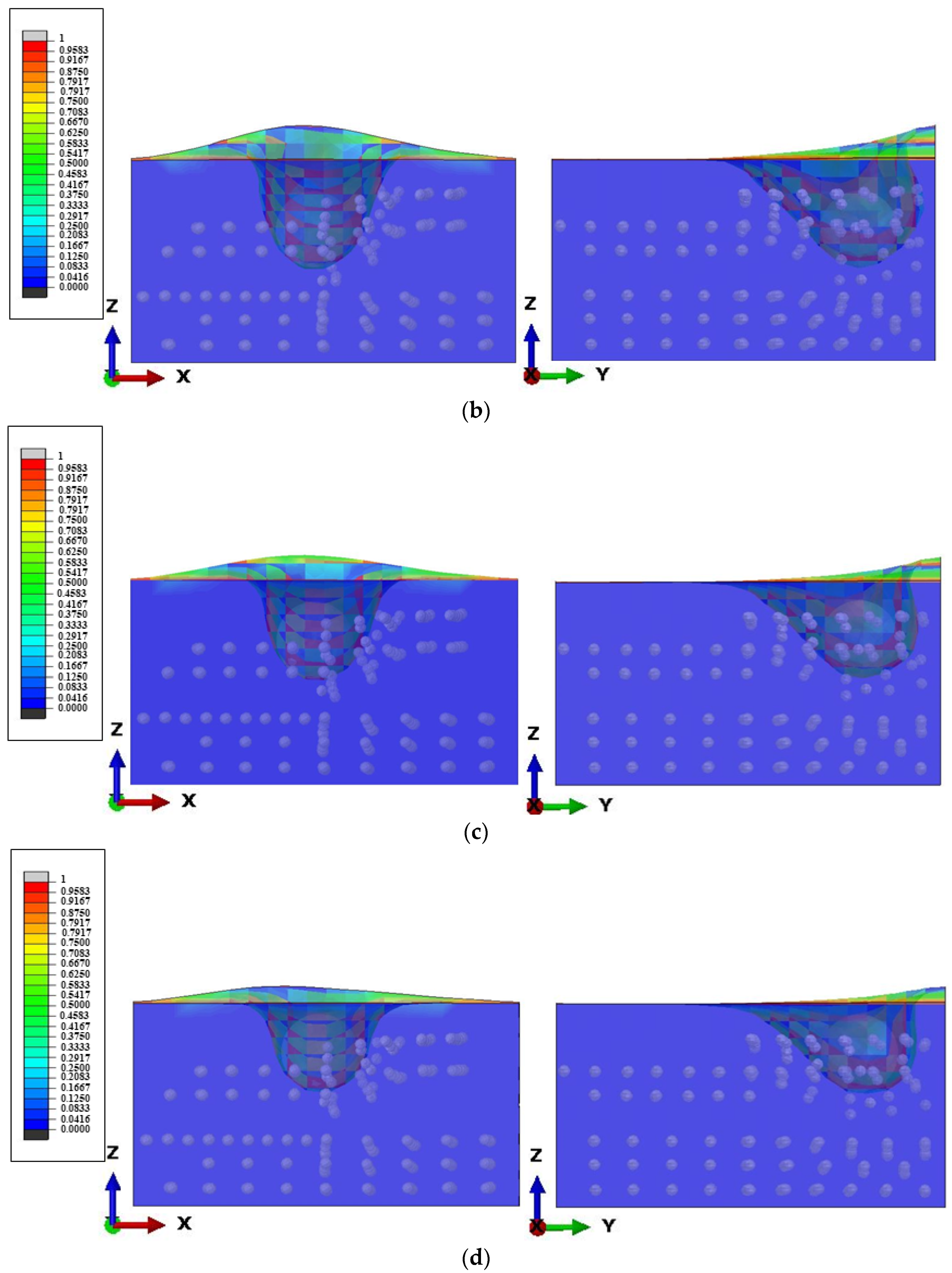
4.1. Simulation Analysis of Cluster Effect
4.2. Analysis of Tangential Grinding Force and Normal Grinding Force
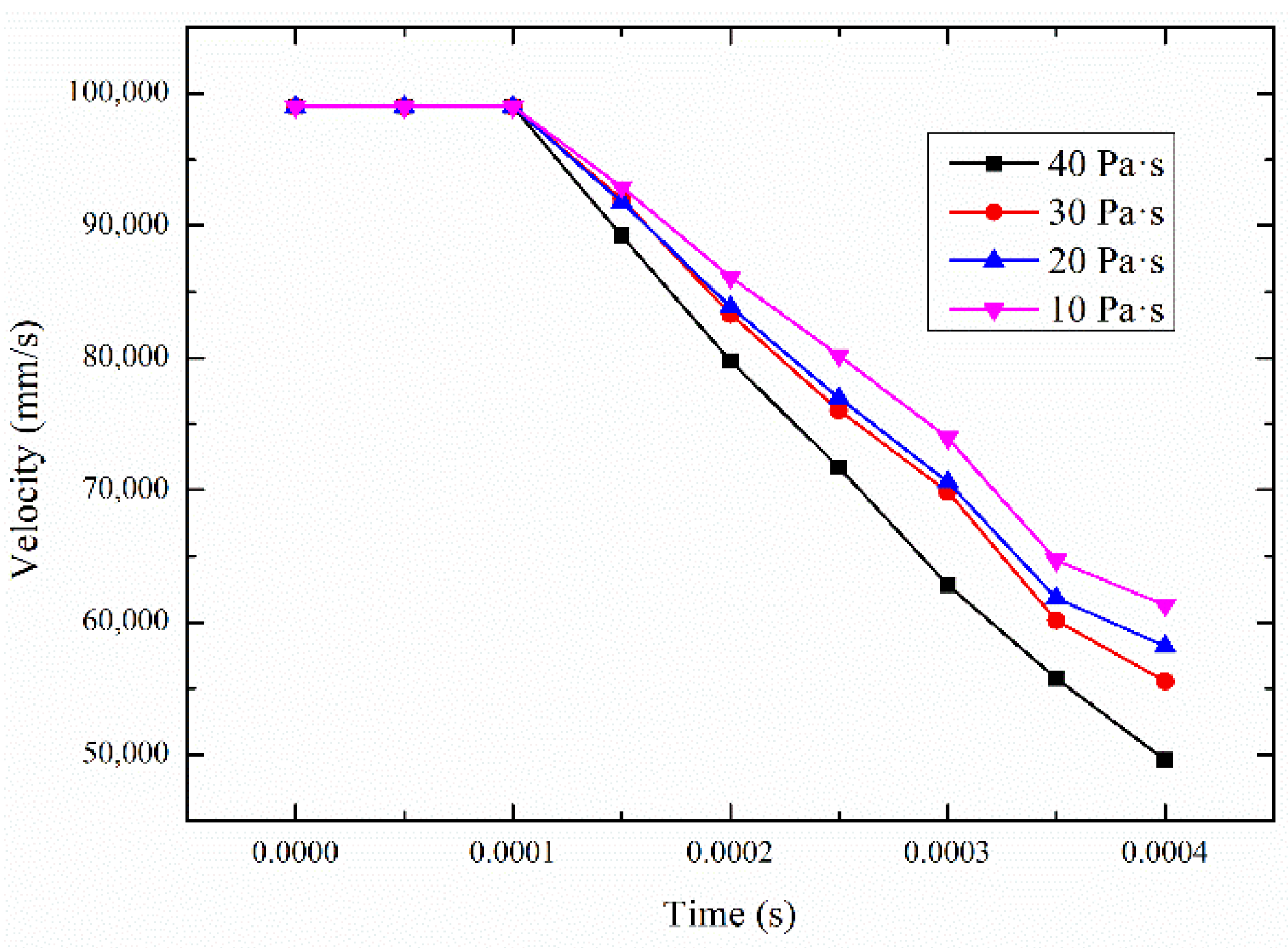
4.3. Speed Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Wu, C.J.; Li, B.Z.; Liu, Y.; Liang, S.Y. Surface roughness modeling for grinding of silicon carbide ceramics considering co-existence of brittleness and ductility. Int. J. Mech. Sci. 2017, 133, 167–177. [Google Scholar] [CrossRef]
- Godino, L.; Pombo, I.; Sanchez, J.A.; Alvarez, J. On the development and evolution of wear flats in microcrystalline sintered alumina grinding wheels. J. Manuf. Process. 2018, 32, 494–505. [Google Scholar] [CrossRef]
- Tian, Y.B.; Zhong, Z.W.; Rawat, R. Comparative study on grinding of thin-walled and honeycomb-structured components with two CBN wheels. Int. J. Adv. Manuf. Technol. 2015, 81, 1097–1108. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Grinding characteristics, material removal and damage formation mechanisms in high removal rate grinding of silicon carbide. Int. J. Mach. Tools Manuf. 2010, 50, 1077–1087. [Google Scholar] [CrossRef]
- Tian, Y.B.; Li, L.G.; Han, J.G.; Fan, Z.H.; Liu, K. Development of novel high-shear and low-pressure grinding tool with flexible composite. Mater. Manuf. Process. 2021, 36, 479–487. [Google Scholar] [CrossRef]
- Mukhopadhyay, M.; Kundu, P.K.; Das, S. Experimental investigation on enhancing grindability using alkaline-based fluid for grinding Ti-6Al-4V. Mater. Manuf. Process. 2018, 33, 1775–1781. [Google Scholar] [CrossRef]
- Tian, Y.B.; Li, L.G.; Liu, B.; Han, J.G.; Fan, Z.H. Experimental investigation on high-shear and low-pressure grinding process for Inconel718 superalloy. Int. J. Adv. Manuf. Technol. 2020, 102, 3425–3435. [Google Scholar] [CrossRef]
- Dong, G.J.; Wang, X.; Gao, S.D. Molecular dynamics simulation and experiment research of cutting-tool wear mechanism for cutting aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 1123–1137. [Google Scholar] [CrossRef]
- Li, B.K.; Dai, C.W.; Ding, W.F.; Yang, C.Y.; Li, C.H.; Kulik, O.; Shumyacher, V. Prediction on grinding force during grinding powder metallurgy nickel-based superalloy FGH96 with electroplated CBN abrasive wheel. Chin. J. Aeronaut. 2021, 34, 65–74. [Google Scholar] [CrossRef]
- Cheng, J.; Yin, G.; Wen, Q.; Song, H.; Gong, Y. Study on grinding force modelling and ductile regime propelling technology in micro drill-grinding of hard-brittle materials. J. Mater. Process. Technol. 2015, 223, 150–163. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, C.; Ji, H.; Yang, X.; Yang, M.; Jia, D.; Zhang, X.; Li, R.; Wang, J. Analysis of grinding mechanics and improved predictive force model based on material-removal and plastic-stacking mechanisms. Int. J. Mach. Tools Manuf. 2017, 122, 81–97. [Google Scholar] [CrossRef]
- Tian, Y.; Liu, F.; Wang, Y.; Wu, H. Development of portable power monitoring system and grinding analytical tool. J. Manuf. Process. 2017, 27, 188–197. [Google Scholar] [CrossRef]
- Aurich, J.C.; Braun, O.; Warnecke, G.; Cronjäger, L. Development of a superabrasive grinding wheel with defined grain structure using kinematic simulation. CIRP Ann. Manuf. Technol. 2003, 52, 275–280. [Google Scholar] [CrossRef]
- Zhang, X.H.; Kang, Z.X.; Li, S.; Wu, Q.P.; Zhang, Z.C. Experimental investigations on the impact of different laser macro-structured diamond grinding wheels on alumina ceramic. Int. J. Adv. Manuf. Technol. 2018, 96, 1959–1969. [Google Scholar] [CrossRef]
- Li, Q.L.; Xu, J.H.; Su, H.H.; Lei, W.N. Fabrication and performance of monolayer brazed CBN wheel for high-speed grinding of superalloy. Int. J. Adv. Manuf. Technol. 2015, 80, 1173–1180. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Z.; Shi, Z.; Shi, Z.; Jiang, R.; Kang, Z. Improved grinding performance of zirconia ceramic using an innovative biomimetic fractal-branched grinding wheel inspired by leaf vein. Ceram. Int. 2020, 46, 22954–22963. [Google Scholar] [CrossRef]
- Wu, H.H.; Xiao, B.; Xiao, H.Z.; Zhang, Y.Q.; Dou, L.Y. Study on wear characteristics of brazed diamond sheet for rail’s composite grinding wheel under different pressures. Wear 2019, 424–425, 183–192. [Google Scholar] [CrossRef]
- Teicher, U.; Ghosh, A.; Chattopadhyay, A.B.; Künanz, K. On the grindability of Titanium alloy by brazed type monolayered superabrasive grinding wheels. Int. J. Mach. Tools Manuf. 2006, 46, 620–622. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Zhang, S.; Guo, G.; Wang, L.; Rong, Y. Study on design and performance of metal-bonded diamond grinding wheels fabricated by selective laser melting (SLM). Mater. Des. 2018, 156, 52–61. [Google Scholar] [CrossRef]
- Kizaki, T.; Hao, Y.; Ohashi, T.; Kokubo, T.; Nishijima, T. Capability of a grinding wheel reinforced in hoop direction with carbon fiber. CIRP. Ann. Manuf. Technol. 2020, 69, 285–288. [Google Scholar] [CrossRef]
- Islam, M.; Kumar, A.S.; Balakumar, S.; Lim, H.; Rahman, M. Characterization of ELID grinding process for machining silicon wafers. J. Mater. Process. Technol. 2008, 198, 281–290. [Google Scholar] [CrossRef]
- Beaucamp, A.; Namba, Y.; Charlton, P. Corrective finishing of extreme ultraviolet photomask blanks by precessed bonnet polisher. Appl. Opt. 2014, 53, 3075–3080. [Google Scholar] [CrossRef]
- Walker, D.D.; Beaucamp, A.; Bingham, R.G.; Brooks, D.; Freeman, R.; Kim, S.; King, A.; McCavana, G.; Morton, R.; Riley, D. The precessions process for efficient production of aspheric optics for large telescopes and their instrumentation. Spec. Opt. Dev. Astron. 2003, 4842, 73–85. [Google Scholar]
- Sen, S.; Shaw, A.; Deb, A. Numerical investigation of ballistic performance of shear thickening fluid (STF)-Kevlar composite. Int. J. Mech. Sci. 2019, 164, 105–174. [Google Scholar] [CrossRef]
- Hasanzadeha, M.; Mottaghitalaba, V.; Rezaeib, M.; Babaeic, H. Numerical and experimental investigations into the response of STF-treated fabric composites undergoing ballistic impact. Thin. Wall Struct. 2017, 119, 700–706. [Google Scholar] [CrossRef]
- Lu, Z.Q.; Wu, L.W.; Gu, B.H.; Sun, B.Z. Numerical simulation of the impact behaviors of shear thickening fluid impregnated warp-knitted spacer fabric. Compos. Part B Eng. 2015, 69, 191–200. [Google Scholar] [CrossRef]
- Hoffman, R.L. Discontinuous and dilatant viscosity behavior in concentrated suspensions. I. Observations of a flow instability. Trans. Soc. Rheol. 1972, 16, 155–173. [Google Scholar] [CrossRef]
- Bossis, G.; Brady, J.F. The rheology of Brownian suspensions. J. Chem. Phys. 1989, 91, 1866–1874. [Google Scholar] [CrossRef]
- Brady, J.F.; Bossis, G. Stokesian dynamics. Ann. Rev. Fl. Mech. 1988, 20, 111–157. [Google Scholar] [CrossRef]
- Dong, G.J.; Zhang, L.M. Investigation on grinding force and machining quality during rotary ultrasonic grinding deep-small hole of fluorophlogopite ceramics. Int. J. Adv. Manuf. Technol. 2019, 104, 2815–2825. [Google Scholar] [CrossRef]
- Cai, S.J.; Yao, B.; Zheng, Q.; Cai, Z.Q.; Feng, W.; Chen, B.Q.; He, Z. Dynamic grinding force model for carbide insert peripheral grinding based on grain element method. J. Manuf. Process. 2020, 58, 1200–1210. [Google Scholar] [CrossRef]
- Tian, Y.B.; Li, L.G.; Fan, S.; Guo, Q.J.; Cheng, X. A novel high-shear and low-pressure grinding method using specially developed abrasive tools. Proc. IMechE. Part B J. Eng. Manuf. 2020, 235, 166–172. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg/m3) | s | ||
|---|---|---|---|
| 2722 | 2100 | 3.75 | 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, C.; Han, J.; Tian, Y.; Liu, B.; Gu, Z.; Hu, X. Simulation Analysis of Cluster Effect of High-Shear Low-Pressure Grinding with Flexible Abrasive Tools. Micromachines 2021, 12, 827. https://doi.org/10.3390/mi12070827
Tian C, Han J, Tian Y, Liu B, Gu Z, Hu X. Simulation Analysis of Cluster Effect of High-Shear Low-Pressure Grinding with Flexible Abrasive Tools. Micromachines. 2021; 12(7):827. https://doi.org/10.3390/mi12070827
Chicago/Turabian StyleTian, Chengjin, Jinguo Han, Yebing Tian, Bing Liu, Zhiqiang Gu, and Xintao Hu. 2021. "Simulation Analysis of Cluster Effect of High-Shear Low-Pressure Grinding with Flexible Abrasive Tools" Micromachines 12, no. 7: 827. https://doi.org/10.3390/mi12070827
APA StyleTian, C., Han, J., Tian, Y., Liu, B., Gu, Z., & Hu, X. (2021). Simulation Analysis of Cluster Effect of High-Shear Low-Pressure Grinding with Flexible Abrasive Tools. Micromachines, 12(7), 827. https://doi.org/10.3390/mi12070827