
Prediction of the Surface Roughness in Ultrasonic Vibration-Assisted Grinding of Dental Zirconia Ceramics Based on a Single-Diamond Grit Model



Abstract
1. Introduction
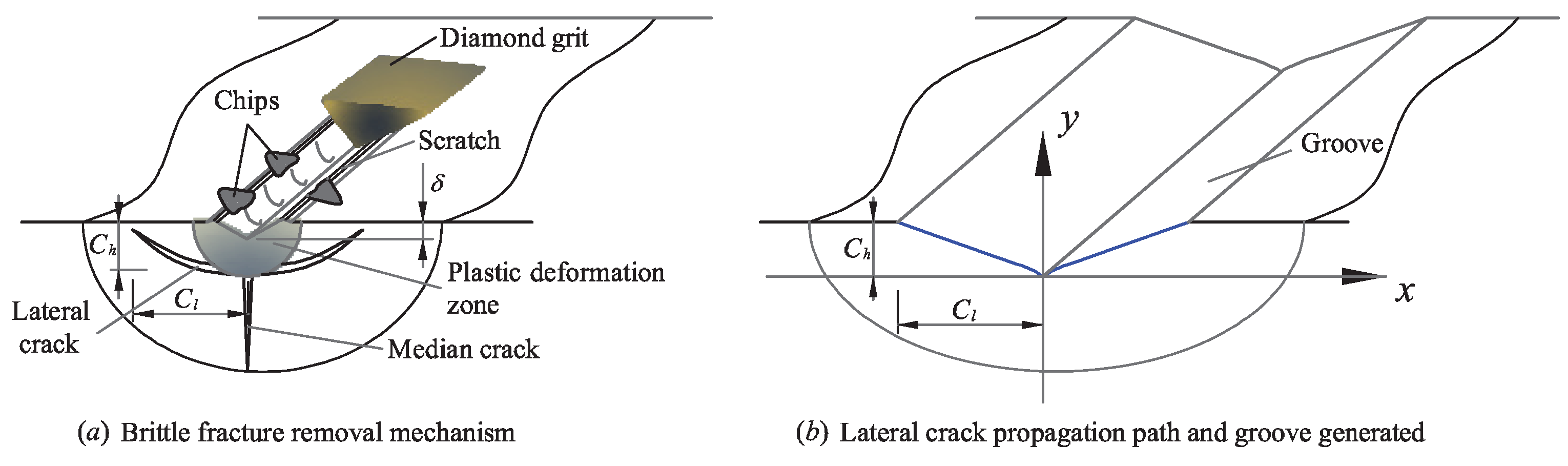
2. Modeling of the Material Brittle Fracture Removal Process
3. Development of the Prediction Model of the Surface Roughness in the UVAG of Zirconia Ceramics
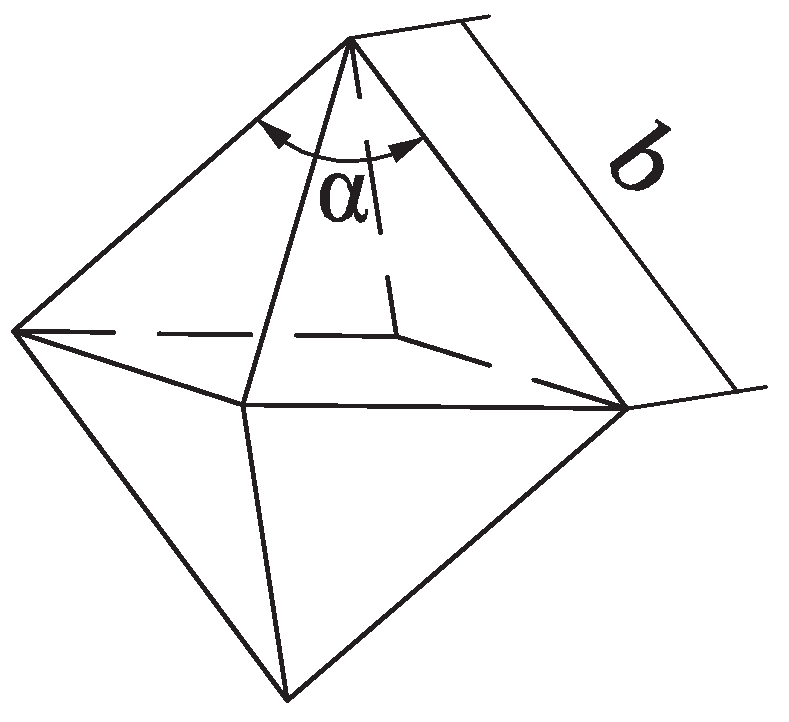
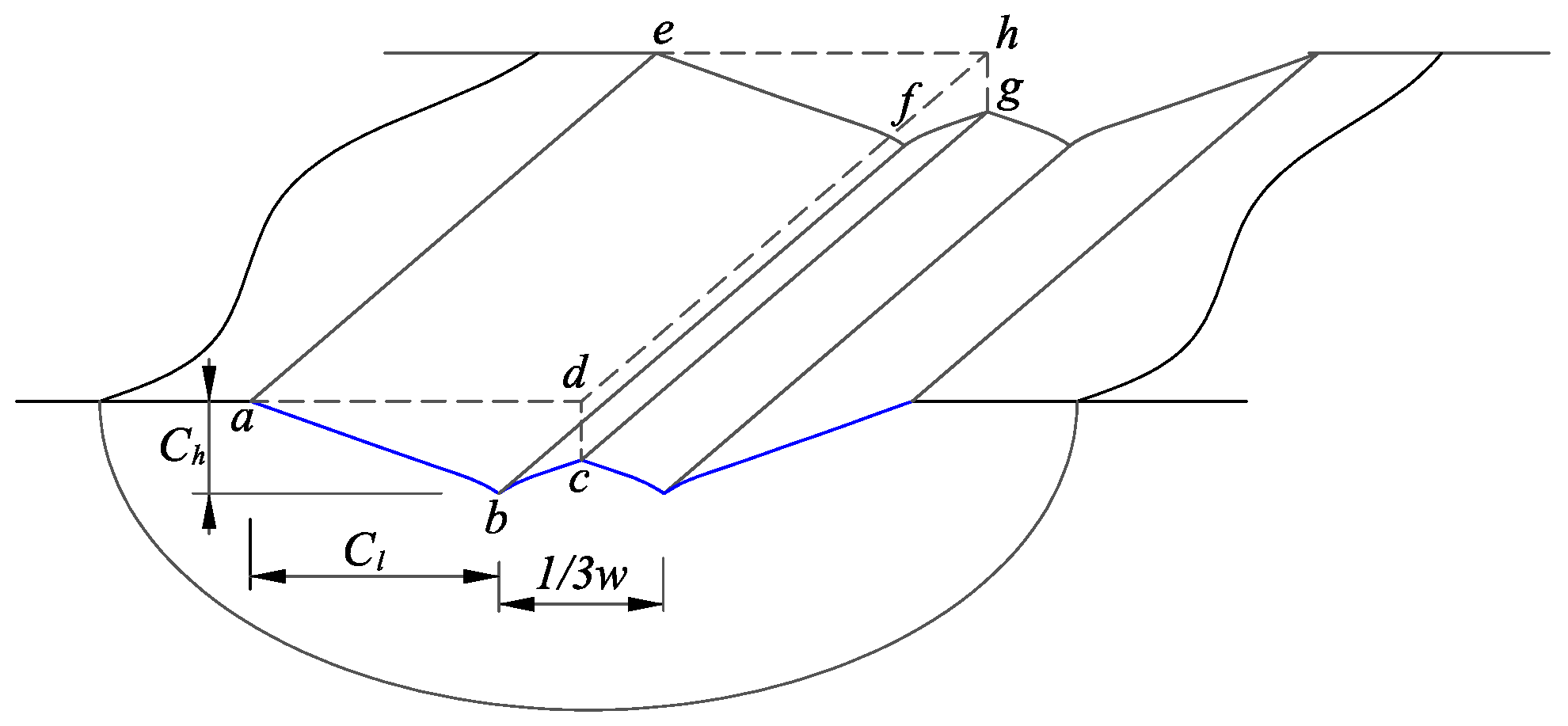
- The diamond grits were assumed to be rigid octahedrons of the same size, as shown in Figure 2. Every four adjacent triangles had a common vertex, forming a pyramid. Only one pyramid of each octahedral particle took part in cutting; the other was buried in the metal bond.
- The edge lengths of the single-diamond grit were assumed to be the same b.
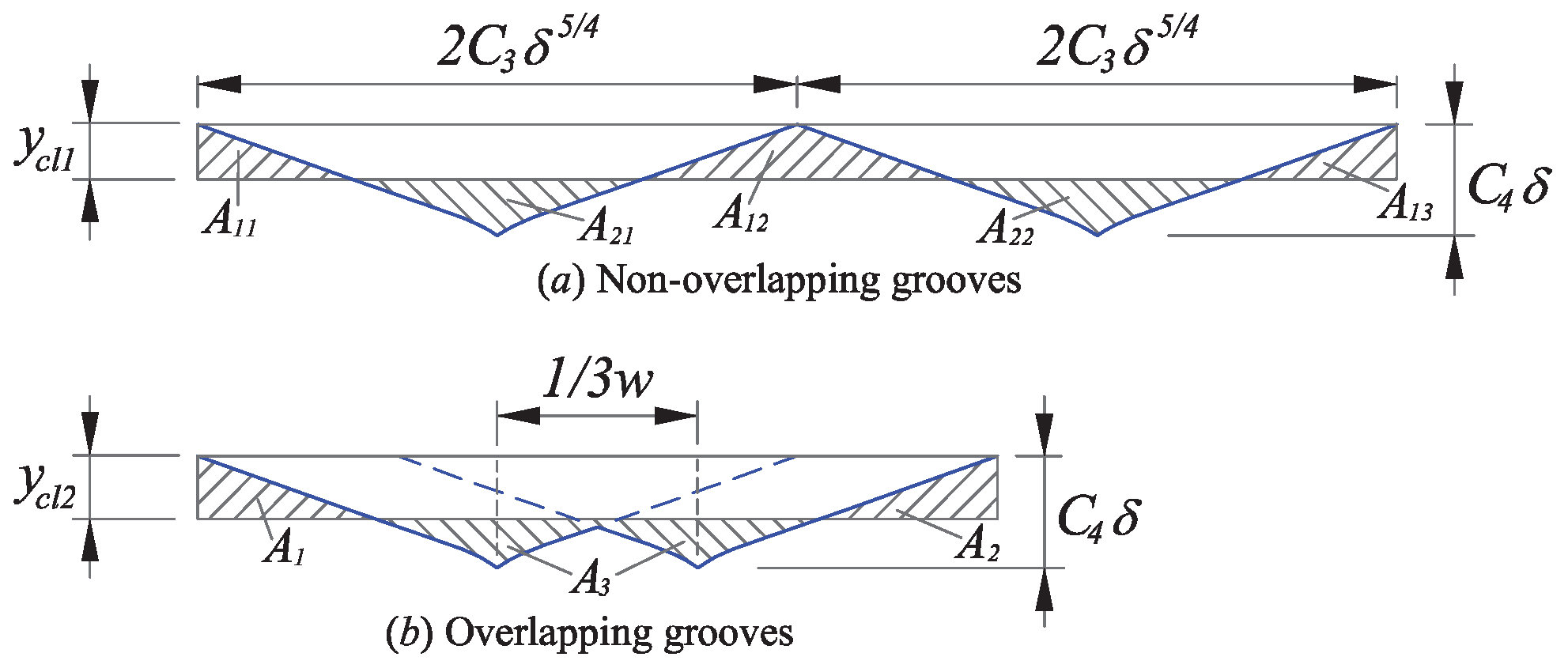
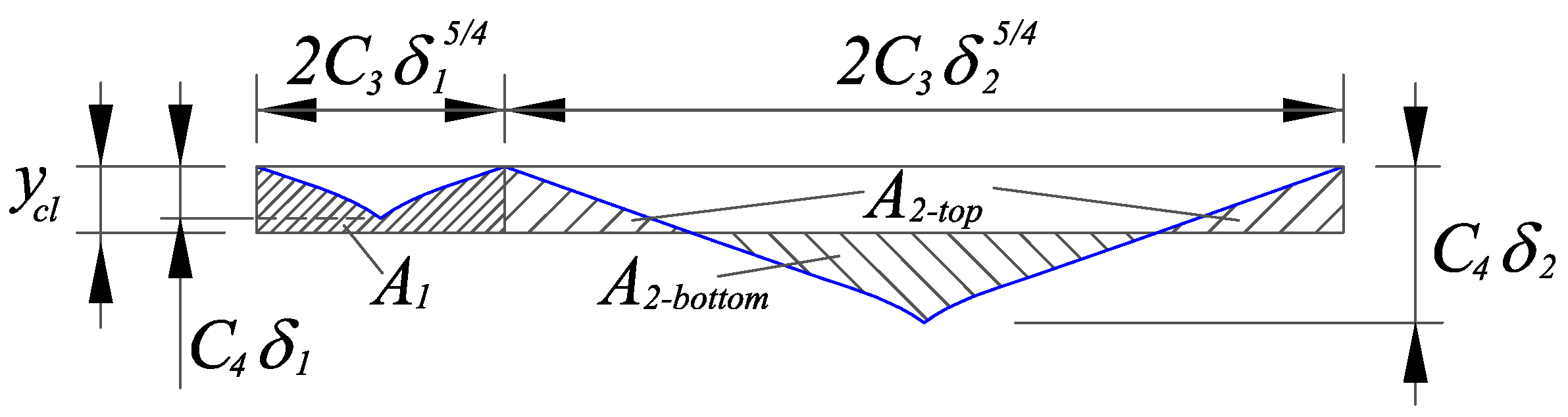
- For each pair of adjacent grits, the grooves generated by them only had one overlap, and the overlapping degrees for every adjacent groove were the same.
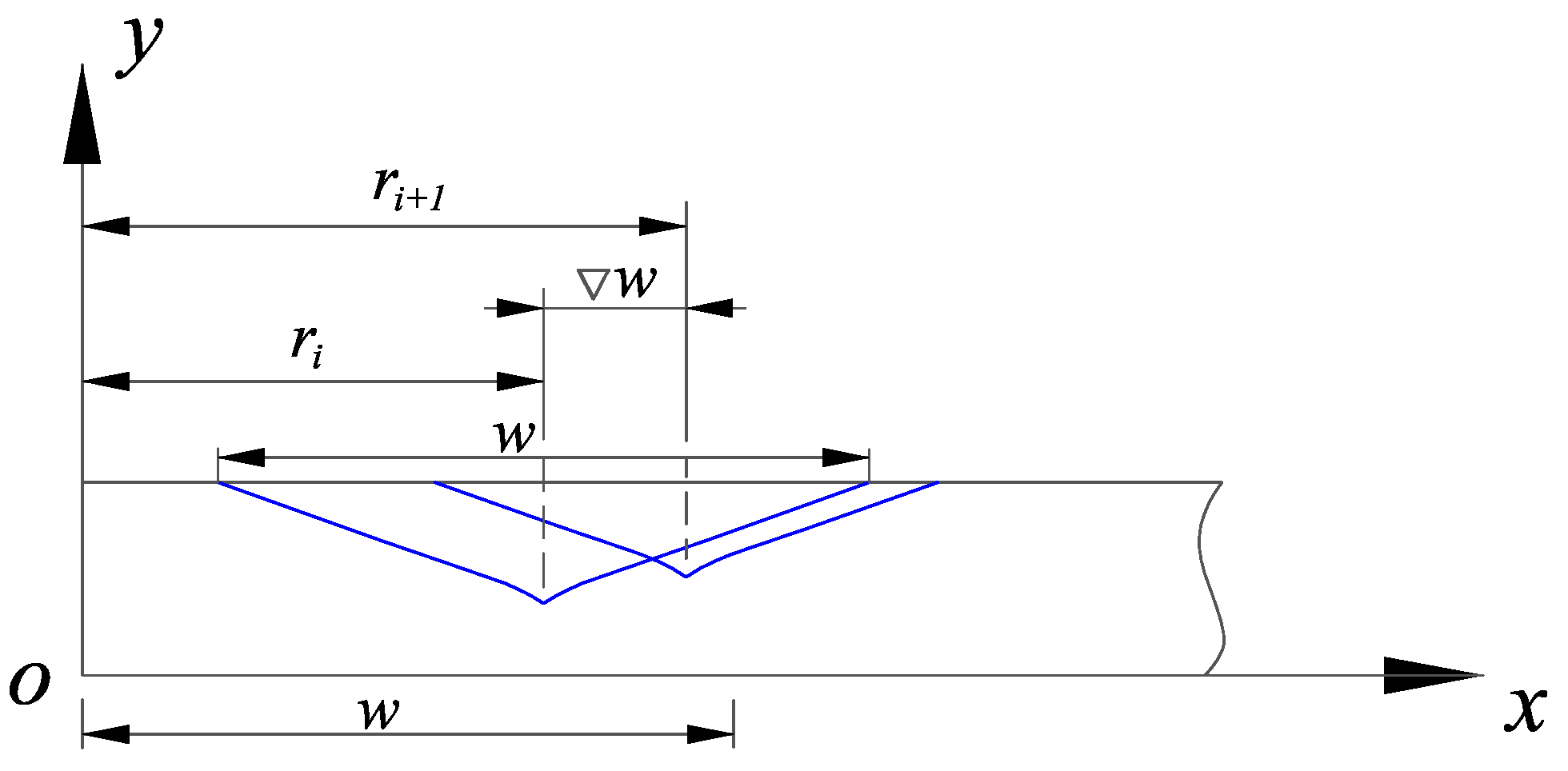
3.1. Definition of the Surface Roughness
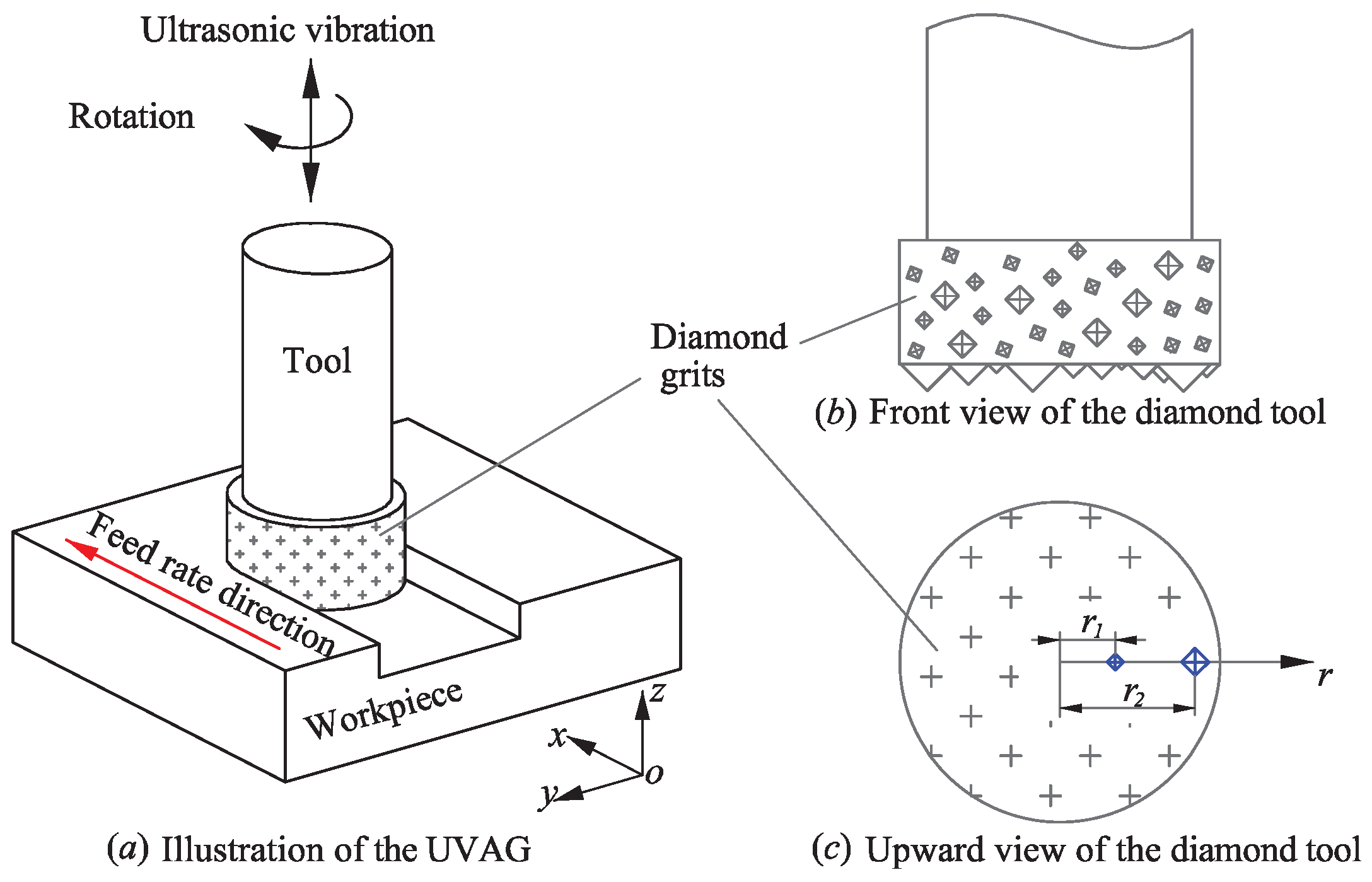
3.2. Grits’ Random Distribution on the Tool Used in the UVAG of Ceramics
3.3. Expected Value of the Surface Roughness
3.4. Calculation of the Parameter
3.5. Comprehensive Predictive Model for the Surface Roughness
4. Experimental Verification
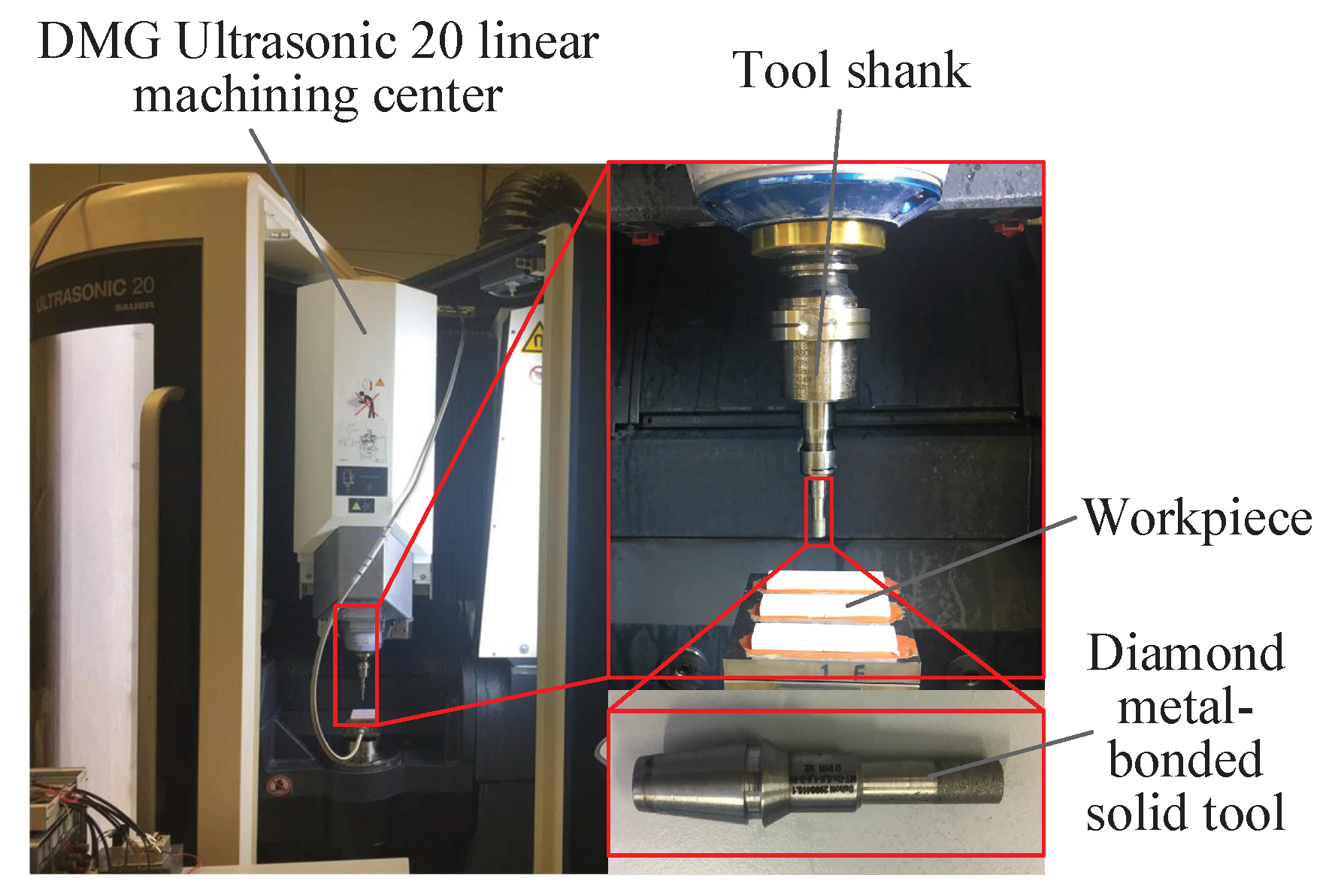
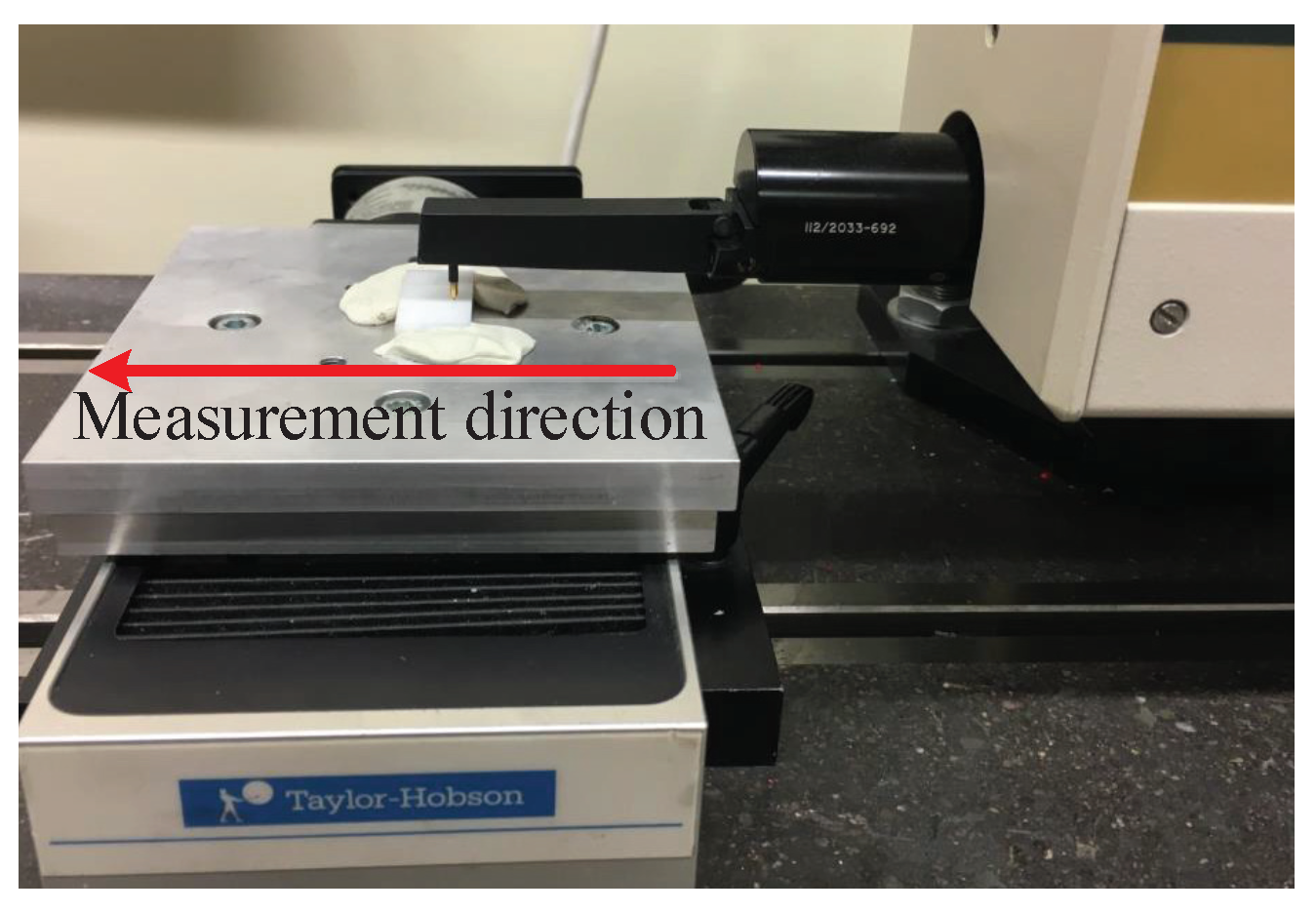
4.1. Experimental Setup
4.2. Design of Experiments
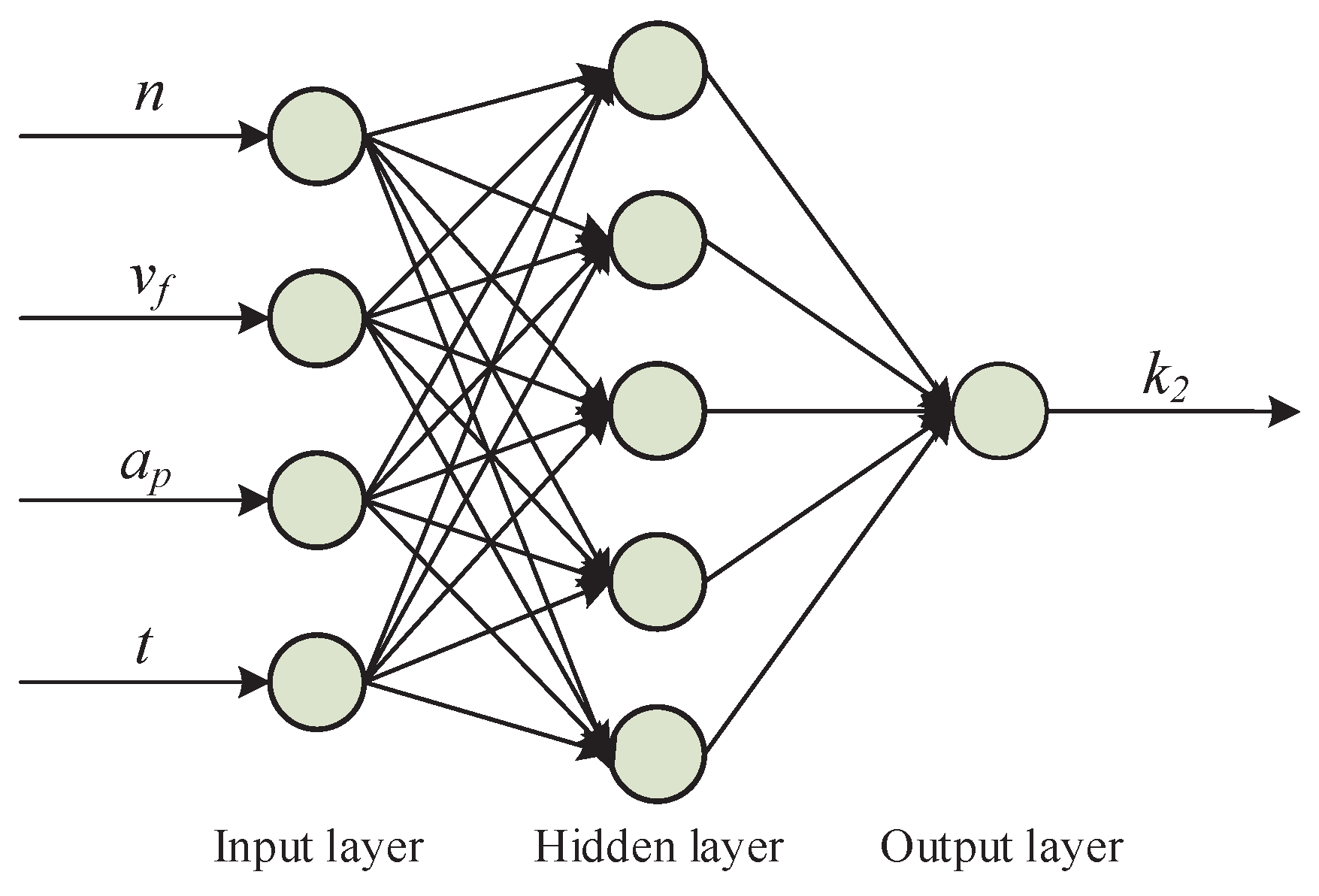
4.3. Obtaining and Surface Roughness Prediction
5. Conclusions
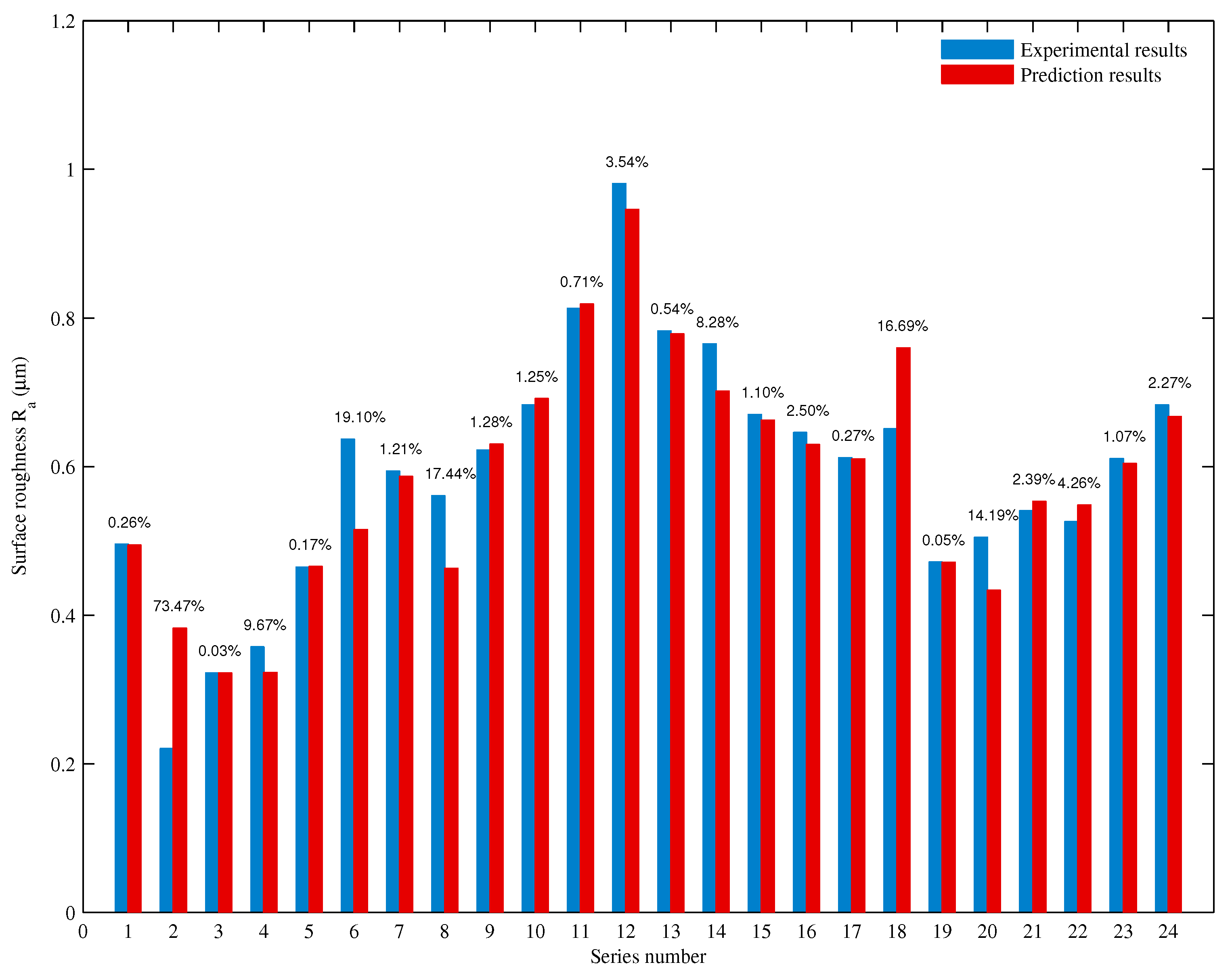
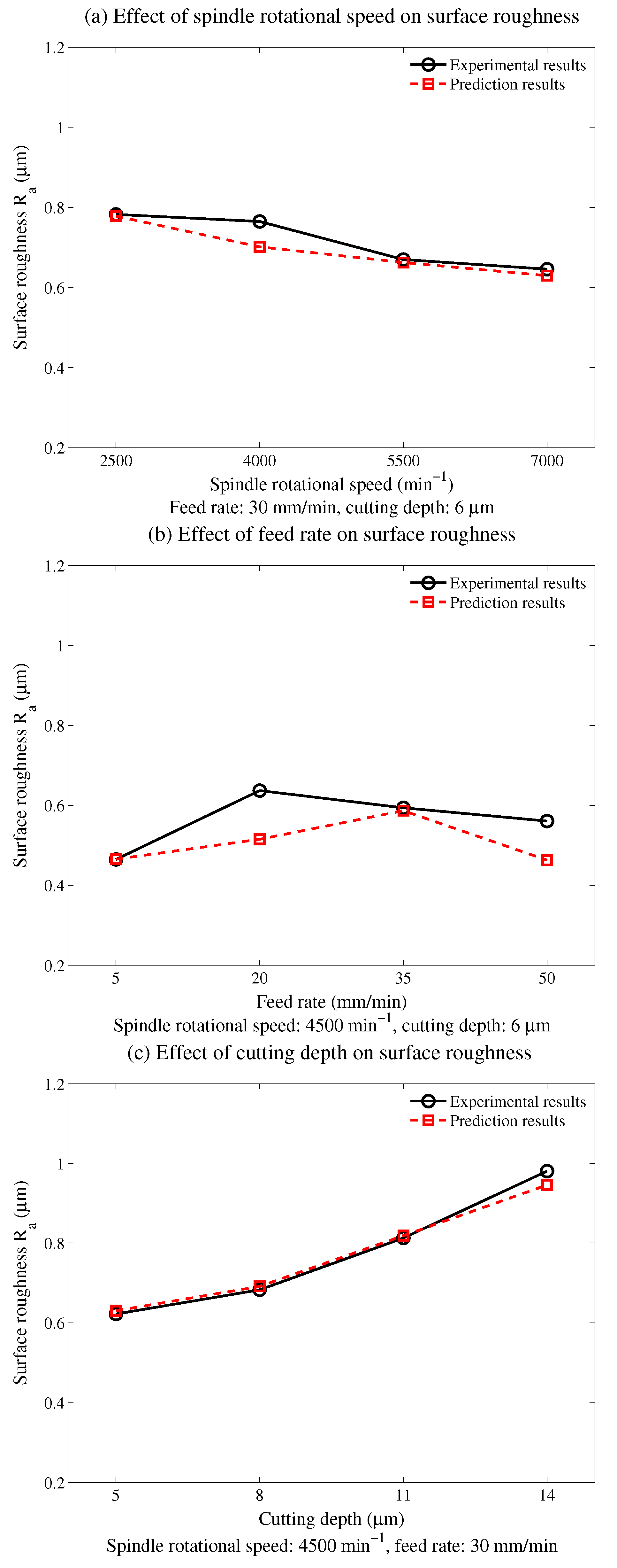
- The prediction results were very consistent with the experimental ones, and the total average relative error was 7.57%. These results verified the validity of the proposed model. Therefore, the proposed model can be applied for surface roughness prediction in the UVAG of ceramics.
- The effects of the diamond grits’ random distribution, brittle fracture removal, and ultrasonic vibration on the surface roughness were considered during the modeling process. This provided an in-depth understanding of the formation of surface roughness in the UVAG of ceramics and can be also considered as the basis for future parameter optimization.
- From the developed model, the surface roughness decreased with the rise of the spindle rotational speed, while it showed the opposite trend with increasing cutting depth. Besides, the surface roughness had a fluctuating growth trend with increasing feed rate. Similar results were also obtained in previous studies [2,8].
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| UVAG | Ultrasonic vibration-assisted grinding |
| A | Ultrasonic vibration amplitude |
| Cutting depth | |
| b | Edge length of a single-diamond grit |
| Diamond grit concentration | |
| Crack depth | |
| Crack length | |
| E | Young’s modulus of the workpiece material |
| Expected value of surface roughness | |
| Load applied to the abrasive grit | |
| Ultrasonic vibration frequency | |
| Hardness of the workpiece material | |
| l | Evaluation length |
| n | Spindle rotational speed |
| Number of diamond grits | |
| r | Position of the grits in the radial direction |
| R | Radius of the tool |
| Surface roughness (arithmetic mean deviation of the assessed profile) | |
| v | Poisson’s ratio of the workpiece material |
| Feed rate | |
| y | Crack propagation path |
| Angle between two opposite edges of a diamond grit | |
| Penetration depth of a diamond grit into the workpiece | |
| Geometric factor of the indenter | |
| Density of the abrasive material | |
| Probability density function parameter |
References
- Manicone, P.F.; Iommetti, P.R.; Raffaelli, L. An overview of zirconia ceramics: Basic properties and clinical applications. J. Dent. 2007, 35, 819–826. [Google Scholar] [CrossRef]
- Churi, N.J.; Pei, Z.J.; Shorter, D.C.; Treadwell, C. Rotary ultrasonic machining of dental ceramics. J. Mach. Mach. Mater. 2009, 6, 270–284. [Google Scholar] [CrossRef]
- Lv, D.; Huang, Y.; Wang, H.; Tang, Y.; Wu, X. Improvement effects of vibration on cutting force in rotary ultrasonic machining of BK7 glass. J. Mater. Process. Technol. 2013, 213, 1548–1557. [Google Scholar] [CrossRef]
- Tesfay, H.D.; Xu, Z.; Li, Z.C. Ultrasonic vibration assisted grinding of bio-ceramic materials: An experimental study on edge chippings with Hertzian indentation tests. Int. J. Adv. Manuf. Technol. 2016, 86, 3483–3494. [Google Scholar] [CrossRef]
- Özcan, M.; Vallittu, P.K. Effect of surface conditioning methods on the bond strength of luting cement to ceramics. Dent. Mater. 2003, 19, 725–731. [Google Scholar] [CrossRef]
- Shen, X.; Zhang, J.; Xing, D.; Zhao, Y. A study of surface roughness variation in ultrasonic vibration-assisted milling. Int. J. Adv. Manuf. Technol. 2012, 58, 553–561. [Google Scholar] [CrossRef]
- Zahedi, A.; Tawakoli, T.; Akbari, J. Energy aspects and workpiece surface characteristics in ultrasonic-assisted cylindrical grinding of alumina–zirconia ceramics. Int. J. Mach. Tools Manuf. 2015, 90, 16–28. [Google Scholar] [CrossRef]
- Dong, S.; Zheng, K.; Xiao, X. Ultrasonic vibration assisted grinding of sintered dental zirconia ceramics: An experimental study on surface roughness. Int. Adv. Mater. Res. 2014, 1017, 800–805. [Google Scholar] [CrossRef]
- Park, K.H.; Hong, Y.H.; Kim, K.T.; Lee, S.W.; Choi, Y.J. Understanding of ultrasonic assisted machining with diamond grinding tool. Mod. Mech. Eng. 2014, 4, 1–7. [Google Scholar] [CrossRef]
- Ghazal, M.; Yang, B.; Ludwig, K.; Kern, M. Two-body wear of resin and ceramic denture teeth in comparison to human enamel. Dent. Mater. 2008, 24, 502–507. [Google Scholar] [CrossRef]
- Chen, H.; Tang, J. A model for prediction of surface roughness in ultrasonic-assisted grinding. Int. J. Adv. Manuf. Technol. 2015, 77, 643–651. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, L.; Tian, F.; Yan, Z.; Zhi, W. Modeling study on surface roughness of ultrasonic-assisted micro end grinding of silica glass. Int. J. Adv. Manuf. Technol. 2016, 86, 407–418. [Google Scholar] [CrossRef]
- Wu, C.; Li, B.; Liu, Y.; Liang, S.Y. Surface roughness modeling for grinding of Silicon Carbide ceramics considering co-existence of brittleness and ductility. Int. J. Mech. Sci. 2017, 133, 167–177. [Google Scholar] [CrossRef]
- Wu, J.; Cheng, J.; Gao, C.; Yu, T.; Guo, Z. Research on predicting model of surface roughness in small-scale grinding of brittle materials considering grinding tool topography. Int. J. Mech. Sci. 2020, 166, 105263. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Modeling and prediction of surface roughness in ceramic grinding. Int. J. Mach. Tools Manuf. 2010, 50, 1065–1076. [Google Scholar] [CrossRef]
- Bi, Z.; Tokura, H.; Yoshikawa, M. Study on surface cracking of alumina scratched by single-point diamonds. J. Mater. Sci. 1988, 23, 3214–3224. [Google Scholar] [CrossRef]
- Liu, D.; Cong, W.L.; Pei, Z.J.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, J.; Feng, P. Mathematical model for cutting force in rotary ultrasonic face milling of brittle materials. Int. J. Adv. Manuf. Technol. 2013, 69, 161–170. [Google Scholar] [CrossRef]
- Marshall, D.B.; Lawn, B.R.; Evans, A.G. Elastic/plastic indentation damage in ceramics: The lateral crack system. J. Am. Ceram. Soc. 1982, 65, 561–566. [Google Scholar] [CrossRef]
- Jiao, F. The Theoretical and Experimental Studies on Ultrasonic Aided High Efficiency Lapping with Solid Abrasive of Engineering Ceramic. Ph. D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2008. [Google Scholar]
- Pei, Z.J.; Ferreira, P.M.; Kapoor, S.G.; Haselkorn, M. Rotary ultrasonic machining for face milling of ceramics. Int. J. Mach. Tools Manuf. 1995, 35, 1033–1046. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. A probabilistic approach to predict surface roughness in ceramic grinding. Int. J. Mach. Tools Manuf. 2005, 45, 609–616. [Google Scholar] [CrossRef]
- Younis, M.A.; Alawi, H. Probabilistic analysis of the surface grinding process. Trans. Can. Soc. Mech. Eng. 1984, 8, 208–213. [Google Scholar] [CrossRef]
- Ding, K.; Fu, Y.; Su, H.; Gong, X.; Wu, K. Wear of diamond grinding wheel in ultrasonic vibration-assisted grinding of silicon carbide. Int. J. Adv. Manuf. Technol. 2014, 71, 1929–1938. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | ZrO | YO | AlO | SiO | FeO | NaO |
|---|---|---|---|---|---|---|
| Content (%) | <96 | 5.30 | 0.25 | ≤0.002 | ≤0.002 | ≤0.002 |
| Property | Unit | Value |
|---|---|---|
| Bending strength | MPa | 800–1000 |
| Fracture strength | MPa | 1200 |
| Fracture toughness, | MPa·m | 6 |
| Vickers hardness, | GPa | 12 |
| Young’s modulus, E | GPa | 210 |
| Density, | g/cm | 6.05 |
| Series No. | n () | (mm/min) | (µm) | Experimental (µm) | Predicted (µm) |
|---|---|---|---|---|---|
| 1 | 2000 | 30 | 6 | 0.4954 | 0.4941 |
| 2 | 3500 | 30 | 6 | 0.2205 | 0.3825 |
| 3 | 5000 | 30 | 6 | 0.3223 | 0.3224 |
| 4 | 6500 | 30 | 6 | 0.3573 | 0.3228 |
| 5 | 4500 | 5 | 6 | 0.4647 | 0.4654 |
| 6 | 4500 | 20 | 6 | 0.6368 | 0.5151 |
| 7 | 4500 | 35 | 6 | 0.5938 | 0.5867 |
| 8 | 4500 | 50 | 6 | 0.5607 | 0.4629 |
| 9 | 4500 | 30 | 5 | 0.6221 | 0.6301 |
| 10 | 4500 | 30 | 8 | 0.6828 | 0.6913 |
| 11 | 4500 | 30 | 11 | 0.8129 | 0.8187 |
| 12 | 4500 | 30 | 14 | 0.9806 | 0.9459 |
| 13 | 2500 | 30 | 6 | 0.7825 | 0.7782 |
| 14 | 4000 | 30 | 6 | 0.7648 | 0.7015 |
| 15 | 5500 | 30 | 6 | 0.6698 | 0.6625 |
| 16 | 7000 | 30 | 6 | 0.6457 | 0.6296 |
| 17 | 4500 | 10 | 6 | 0.6120 | 0.6103 |
| 18 | 4500 | 25 | 6 | 0.6509 | 0.7595 |
| 19 | 4500 | 40 | 6 | 0.4713 | 0.4710 |
| 20 | 4500 | 55 | 6 | 0.5049 | 0.4333 |
| 21 | 4500 | 30 | 7 | 0.5404 | 0.5533 |
| 22 | 4500 | 30 | 10 | 0.5259 | 0.5483 |
| 23 | 4500 | 30 | 13 | 0.6109 | 0.6043 |
| 24 | 4500 | 30 | 15 | 0.6829 | 0.6674 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, X.; Li, G.; Li, Z. Prediction of the Surface Roughness in Ultrasonic Vibration-Assisted Grinding of Dental Zirconia Ceramics Based on a Single-Diamond Grit Model. Micromachines 2021, 12, 543. https://doi.org/10.3390/mi12050543
Xiao X, Li G, Li Z. Prediction of the Surface Roughness in Ultrasonic Vibration-Assisted Grinding of Dental Zirconia Ceramics Based on a Single-Diamond Grit Model. Micromachines. 2021; 12(5):543. https://doi.org/10.3390/mi12050543
Chicago/Turabian StyleXiao, Xingzhi, Gang Li, and Zhihua Li. 2021. "Prediction of the Surface Roughness in Ultrasonic Vibration-Assisted Grinding of Dental Zirconia Ceramics Based on a Single-Diamond Grit Model" Micromachines 12, no. 5: 543. https://doi.org/10.3390/mi12050543
APA StyleXiao, X., Li, G., & Li, Z. (2021). Prediction of the Surface Roughness in Ultrasonic Vibration-Assisted Grinding of Dental Zirconia Ceramics Based on a Single-Diamond Grit Model. Micromachines, 12(5), 543. https://doi.org/10.3390/mi12050543