
Soft Tooling-Friendly Inductive Mold Heating—A Novel Concept

 , and
, and
Abstract
1. Introduction
- A sufficient adhesion between polymer substrate and metal layer, which prevents delamination.
- A reduction of thermomechanical stress locally (for each tile) and globally (for the nickel layer overall).
- The elimination of the eggshell effect without permitting melt to access the laser ablated grooves during the IM process.
- That each square forms an individual electric eddy current, when being exposed to an alternating magnetic field, to achieve a homogenous inductive heating.
2. Materials and Methods
2.1. Physical Vapor Deposition (PVD)
2.2. Electroplating Process
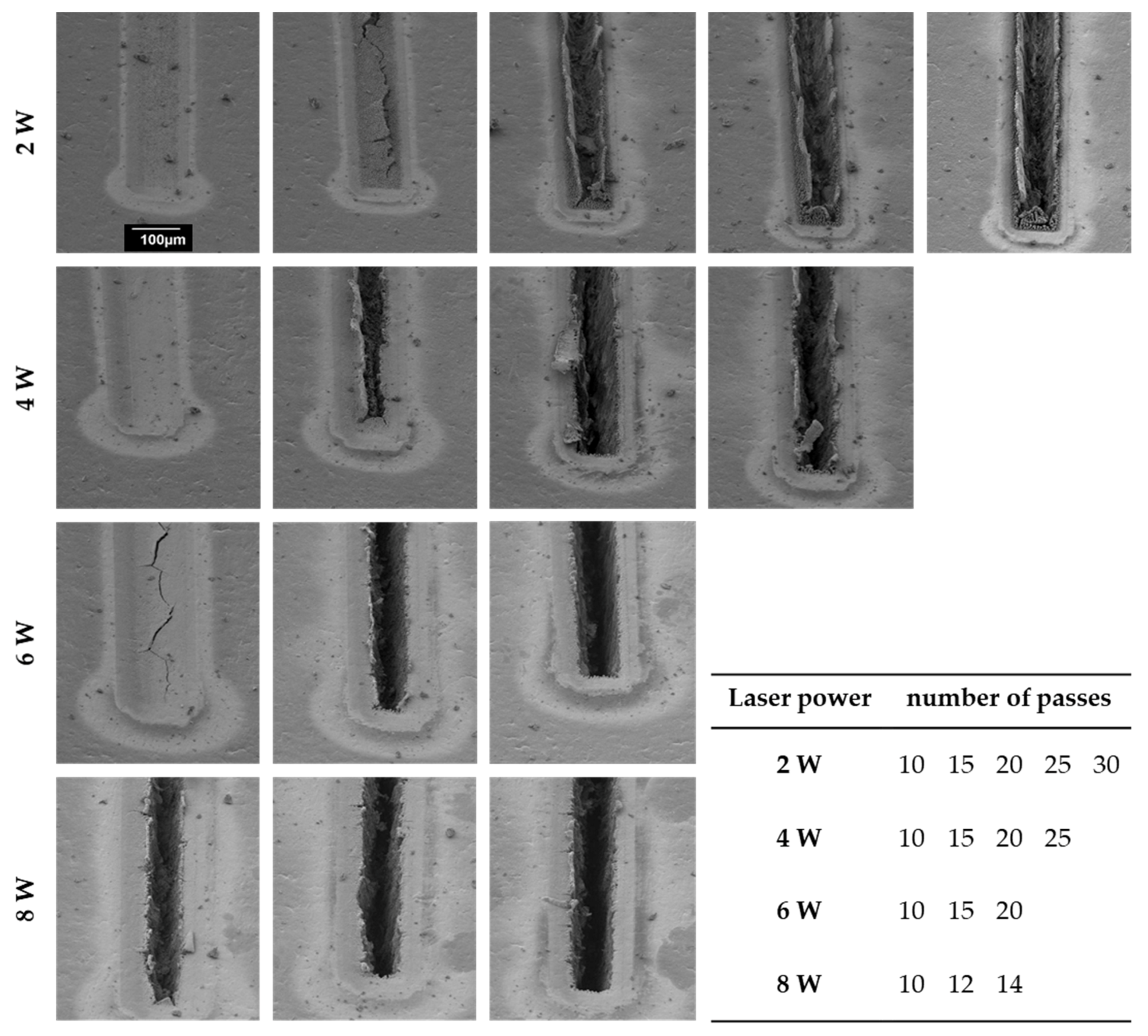
2.3. Laser Ablation
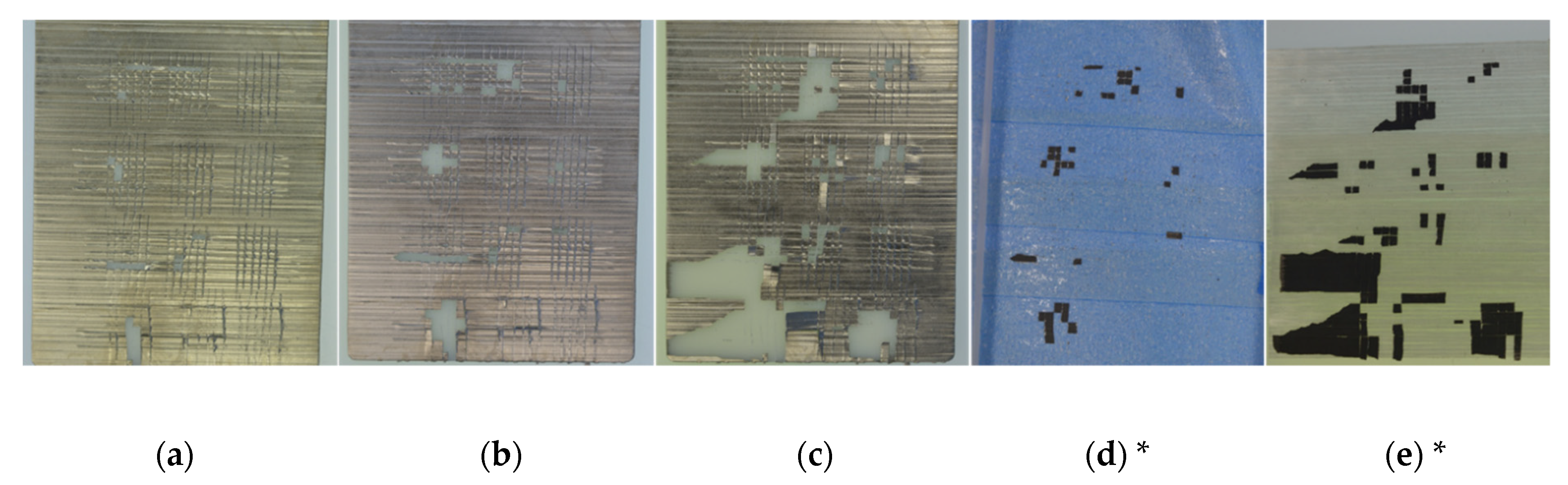
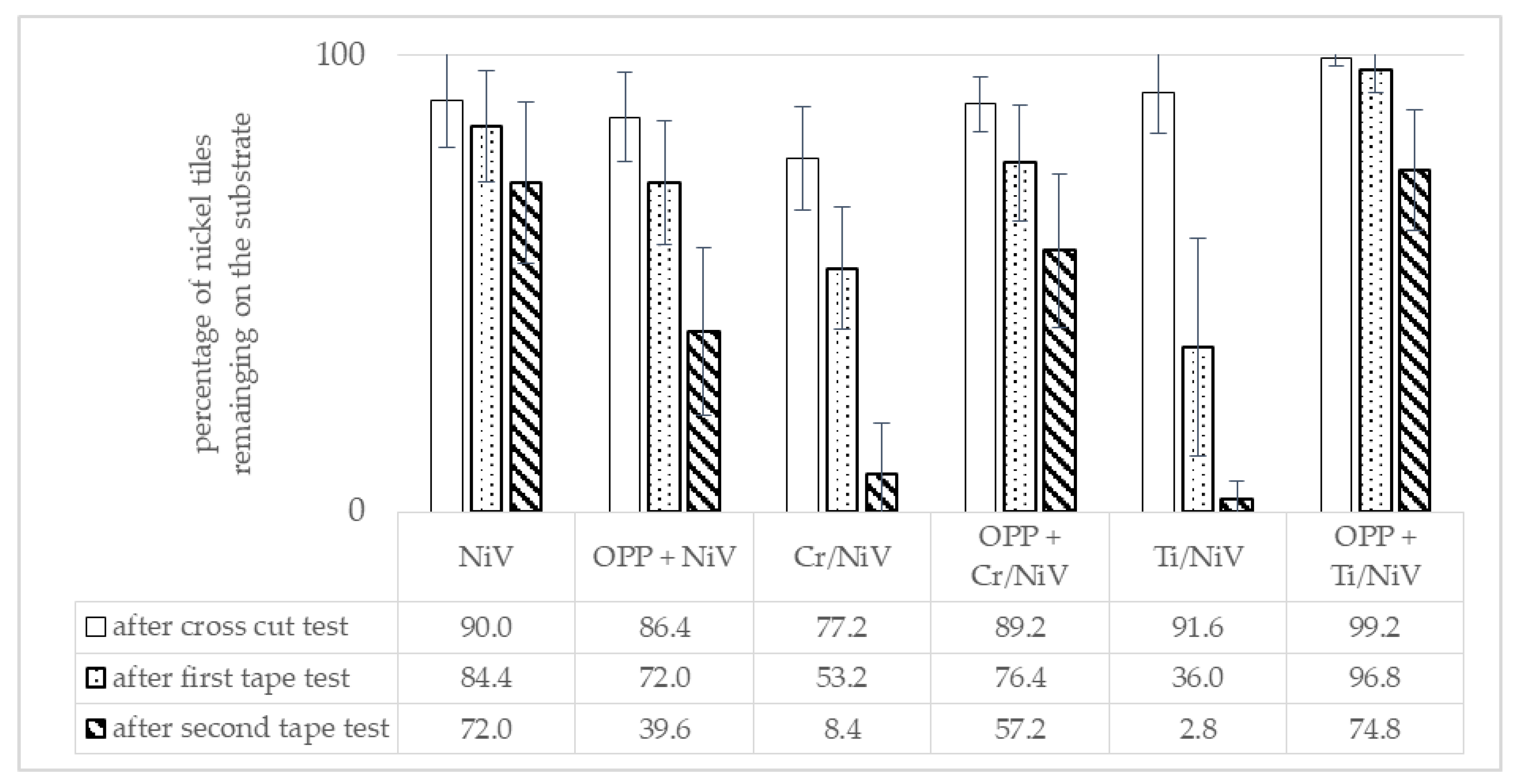
2.4. Reliability Tests
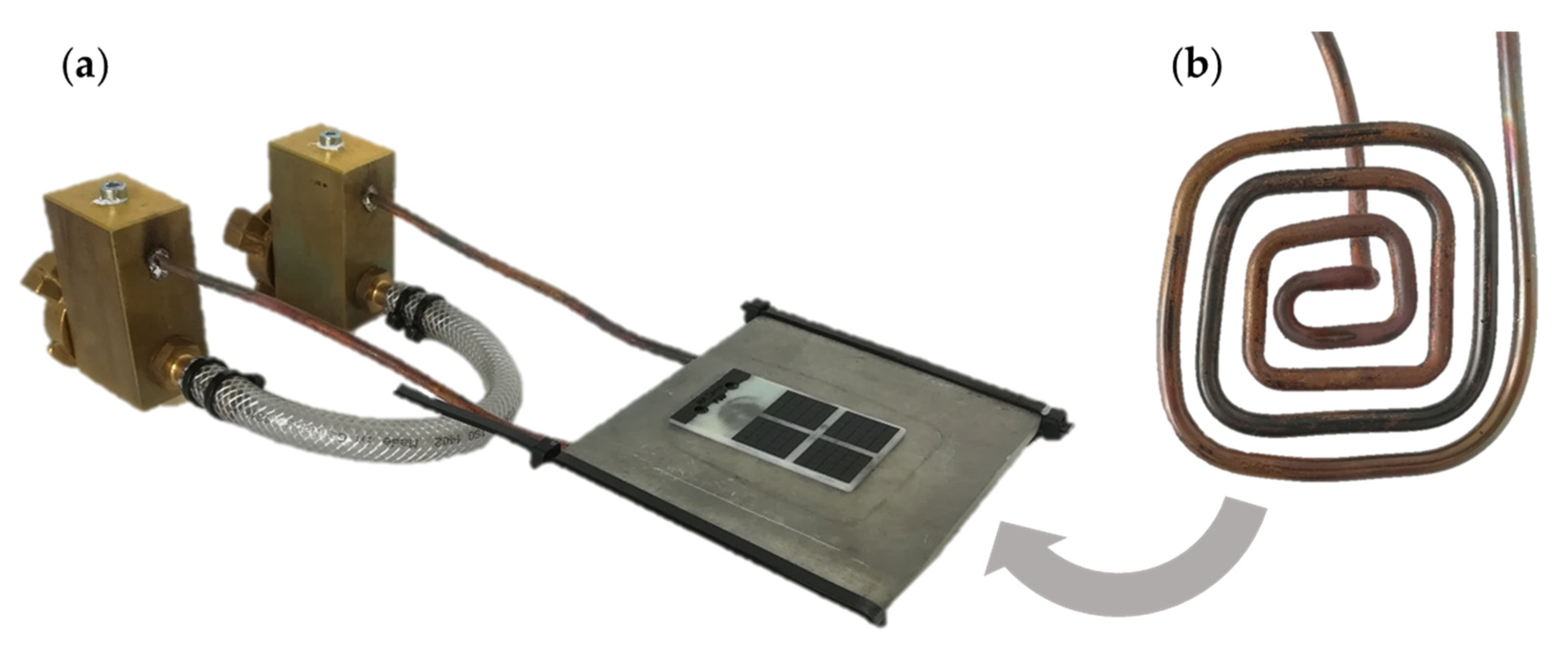
2.5. Inductive Heating
3. Results
3.1. Physical Vapor Deposition of Seed Layer
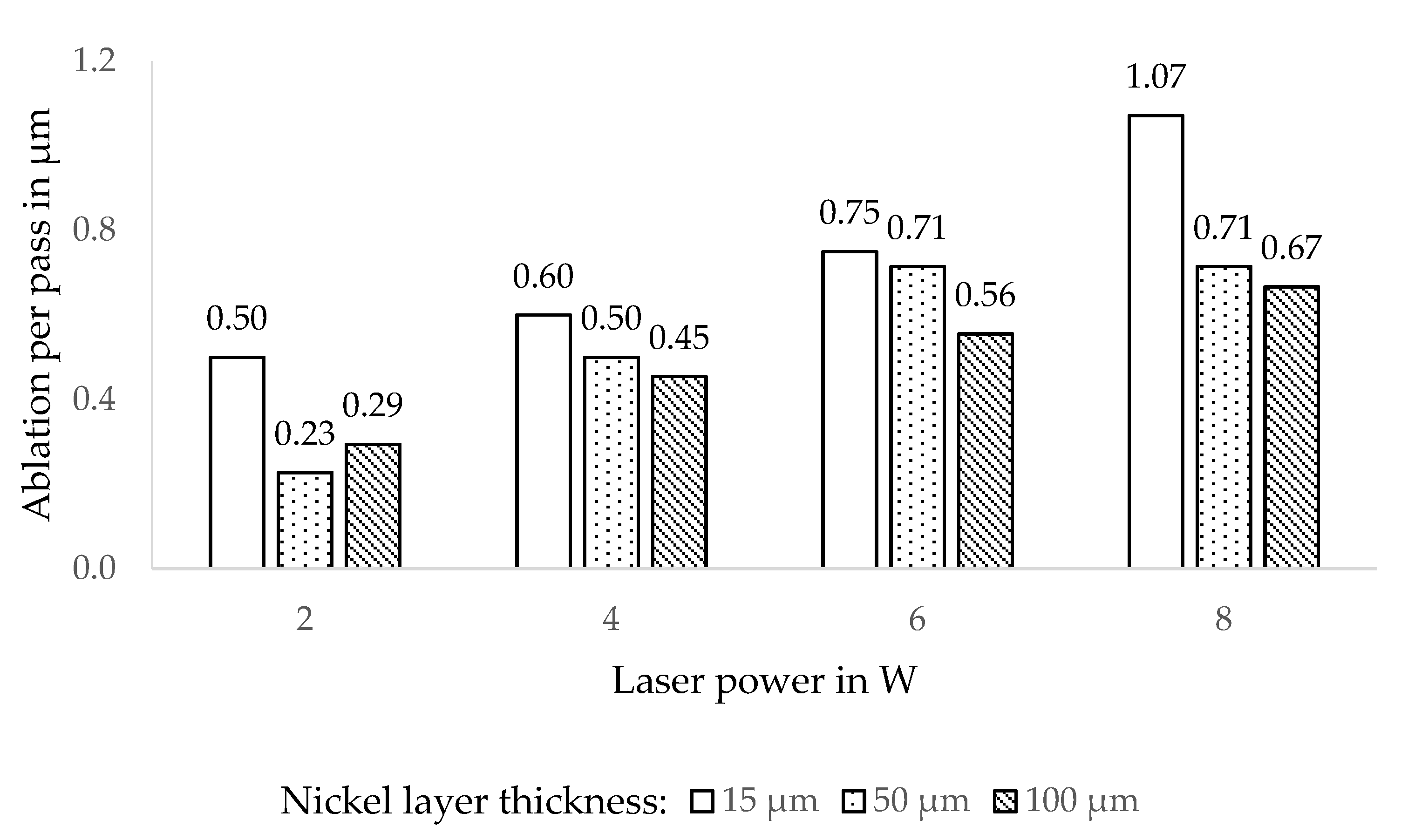
3.2. Laser Ablation of Electroplated Nickel Layer
3.3. Reliability Tests
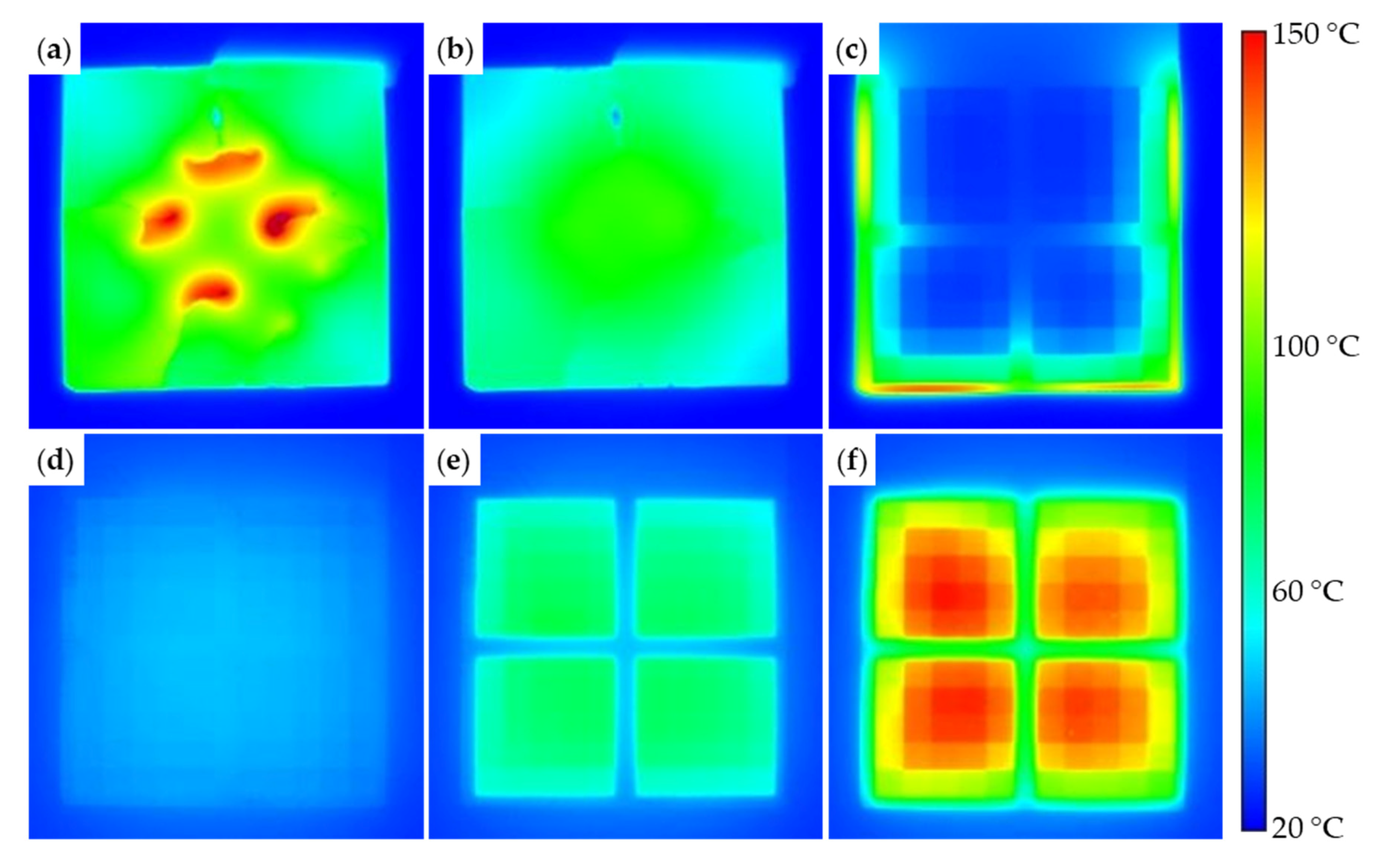
3.4. Inductive Heating
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Islam, M.A.; Hansen, H.N.; Tang, P.T.; Sun, J. Process chains for the manufacturing of molded interconnect devices. Int. J. Adv. Manuf. Technol. 2008, 42, 831–841. [Google Scholar] [CrossRef]
- Lpkf.com. Available online: https://www.lpkf.com/fileadmin/mediafiles/user_upload/products/pdf/EQ/3D-MID-LDS/lds_mid_designrules_en.pdf (accessed on 7 December 2020).
- Moshiri, M.; Loaldi, D.; Zanini, F.; Sgaravato, D.; Carmignato, S.; Tosello, G. Analysis of an as-built metal additively manufactured tool cavity insert performance and advantages for plastic injection moulding. J. Manuf. Process. 2021, 61, 369–382. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Valino, A.D.; Souza, L.R.; Espera, A.H.; Chen, Q.; Advincula, R.C. Three-dimensional-printed molds and materials for injection molding and rapid tooling applications. MRS Commun. 2019, 9, 1267–1283. [Google Scholar] [CrossRef]
- Dempsey, D.; McDonald, S.; Masato, D.; Barry, C. Characterization of Stereolithography Printed Soft Tooling for Micro Injection Molding. Micromachines 2020, 11, 819. [Google Scholar] [CrossRef]
- Mischkot, M.; Hofstätter, T.; Michailidou, I.; Chavarri, C.H.; Lunzer, A.; Tosello, G.; Pedersen, D.B.; Hansen, H.N. Performance Simulation and Verification of Vat Photopolymerization Based, Additively Manufactured Injection Molding Inserts with Micro-Features. In Proceedings of the 2017 International Conference on Additive Manufacturing in Products and Applications (AMPA 2017), Zürich, Switzerland, 13–15 September 2018; pp. 162–168. [Google Scholar]
- Zhang, Y.; Pedersen, D.B.; Gøtje, A.S.; Mischkot, M.; Tosello, G. A Soft Tooling process chain employing Additive Manufacturing for injection molding of a 3D component with micro pillars. J. Manuf. Process. 2017, 27, 138–144. [Google Scholar] [CrossRef]
- Hofstätter, T.; Mischkot, M.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. Evolution of Surface Texture and Cracks During Injection Molding of Fiber-Reinforced, Additively-Manufactured, Injection Molding Inserts. In Proceedings of the ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing, Raleigh, NC, USA, 27–30 June 2016. [Google Scholar]
- Rahmati, S.; Dickens, P. Rapid tooling analysis of Stereolithography injection mould tooling. Int. J. Mach. Tools Manuf. 2007, 47, 740–747. [Google Scholar] [CrossRef]
- León-Cabezas, M.; Martínez-García, A.; Varela-Gandía, F. Innovative advances in additive manufactured moulds for short plastic injection series. Procedia Manuf. 2017, 13, 732–737. [Google Scholar] [CrossRef]
- Müller, H.; Weser, S.; Liu, Y.; Vieten, T.; Günther, T.; Eberhardt, W.; Zimmermann, A. Additive Manufacturing of Mold Inserts for MID. In Proceedings of the 25 Stuttgarter Kunststoffkolloquium, Stuttgart, Germany, 22–23 March 2017. [Google Scholar]
- Mendible, G.A.; Rulander, J.A.; Johnston, S.P. Comparative study of rapid and conventional tooling for plastics injection molding. Rapid Prototyp. J. 2017, 23, 344–352. [Google Scholar] [CrossRef]
- Volpato, N.; Solis, D.M.; Costa, C.A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. Int. J. Mater. Prod. Technol. 2016, 52, 3–16. [Google Scholar] [CrossRef]
- Oroszlany, Á.; Nagy, P.; Kovács, J.G. Injection Molding of Degradable Interference Screws into Polymeric Mold. Mater. Sci. Forum 2010, 659, 73–77. [Google Scholar] [CrossRef]
- Altaf, K.; Qayyum, J.A.; Rani, A.M.A.; Ahmad, F.; Megat-Yusoff, P.S.M.; Baharom, M.; Aziz, A.R.A.; Jahanzaib, M.; German, R.M. Performance Analysis of Enhanced 3D Printed Polymer Molds for Metal Injection Molding Process. Metals 2018, 8, 433. [Google Scholar] [CrossRef]
- Masood, S.; Song, W. Development of new metal/polymer materials for rapid tooling using Fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Tseng, S.-C.; Chen, Y.-C.; Kuo, C.-L.; Shew, B.-Y. A study of integration of LIGA and M-EDM technology on the microinjection molding of ink-jet printers’ nozzle plates. Microsyst. Technol. 2005, 12, 116–119. [Google Scholar] [CrossRef]
- Yao, D.; Kim, B. Injection molding high aspect ratio microfeatures. J. Inject. Molding Technol. 2002, 6, 11–17. [Google Scholar]
- Zhang, N.; Su, Q.; Choi, S.Y.; Gilchrist, M.D. Effects of gate design and cavity thickness on filling, morphology and mechanical properties of microinjection mouldings. Mater. Des. 2015, 83, 835–847. [Google Scholar] [CrossRef]
- Su, Q.; Zhang, N.; Gilchrist, M.D. The use of variotherm systems for microinjection molding. J. Appl. Polym. Sci. 2015, 133. [Google Scholar] [CrossRef]
- Spina, R.; Spekowius, M.; Hopmann, C. Simulation of crystallization of isotactic polypropylene with different shear regimes. Thermochim. Acta 2018, 659, 44–54. [Google Scholar] [CrossRef]
- Kessler, O.; Hoffmann, F.; Mayr, P. The role of cvd parameters in producing the “eggshell” effect during the coating of steel. Chem. Vap. Depos. 2000, 6, 253–259. [Google Scholar] [CrossRef]
- Prodways.com. Available online: https://www.prodways.com/wp-content/uploads/2020/07/PLASTCure-Range-EN-V11.04.19.pdf (accessed on 28 January 2021).
- Celanese Materials Database. Available online: https://tools.celanese.com/en/products/pdf/US/VECTRA%C2%AE%20E840i%20LDS-en-US.pdf. (accessed on 28 January 2021).
- Benkowski, G. Induktionserwärmung, 5th ed.; Verlag Technik GmbH: Berlin, Germany, 1990. [Google Scholar]
- Krings, A.; Soulard, J. Overview and Comparison of Iron Loss Models. J. Electr. Eng. 2010, 10, 162–169. [Google Scholar]
- Johnson, H.; Graham, M. High-Speed Signal Propagation—Advanced Black Magic; Prentice Hall PTR: Upper Saddle River, NJ, USA, 2003; pp. 58–75. [Google Scholar]
- Liou, A.-C.; Chen, R.-H. Injection molding of polymer micro- and sub-micron structures with high-aspect ratios. Int. J. Adv. Manuf. Technol. 2006, 28, 1097–1103. [Google Scholar] [CrossRef]
- Zimmermann, T.; Maier, M.; Schinköthe, W. Variotherm, aber trotzdem schnell. Plastverarbeiter 2011, 7, 42–45. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Vapor Deposition Process | |||
|---|---|---|---|
| Targeted thickness adhesion promoting layer (Ti, Cr) | 20 nm | ||
| Targeted thickness NiV | 200 nm | ||
| Magnetron power | 500 W | ||
| Starting pressure | 5.0 × 10−6 mbar | ||
| Process pressure | 6.0 × 10−4 mbar | ||
| Process gas/flow rate | argon/11 sccm | ||
| Oxygen-Plasma Pretreatment | |||
| Process time | 360 s | ||
| Process gas | oxygen | ||
| Process pressure | 1.5 × 10−2 mbar | ||
| Electroplating Process | |||
| Ni Electrolyte | LECTRO-NIC HAR-1000 | ||
| Targeted thickness Ni | 15 µm | 50 µm | 100 µm |
| Process time | 33 min | 110 min | 220 min |
| Electrolyte temperature | 55 °C | ||
| Current density | 5 A/dm² | ||
| Ni Layer Thickness in µm | Cut Width in µm | Laser Power: | 2 W | 4 W | 6 W | 8 W |
|---|---|---|---|---|---|---|
| 15 | 50 | Number of passes | 20 | 18 | 14 | 11 |
| 15 | 100 | 30 | 25 | 20 | 14 | |
| 15 | 200 | 30 | 25 | 25 | 20 | |
| 50 | 50 | 240 | 110 | 80 | 80 | |
| 50 | 100 | 220 | 100 | 70 | 70 | |
| 50 | 200 | 245 | 100 | 75 | 70 | |
| 100 | 50 | 360 | 220 | 190 | 160 | |
| 100 | 100 | 340 | 220 | 180 | 150 | |
| 100 | 200 | 420 | 240 | 200 | 160 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vieten, T.; Zanin, D.; Knöller, A.; Litwin, T.; Eberhardt, W.; Zimmermann, A. Soft Tooling-Friendly Inductive Mold Heating—A Novel Concept. Micromachines 2021, 12, 454. https://doi.org/10.3390/mi12040454
Vieten T, Zanin D, Knöller A, Litwin T, Eberhardt W, Zimmermann A. Soft Tooling-Friendly Inductive Mold Heating—A Novel Concept. Micromachines. 2021; 12(4):454. https://doi.org/10.3390/mi12040454
Chicago/Turabian StyleVieten, Tobias, Davide Zanin, Andrea Knöller, Thomas Litwin, Wolfgang Eberhardt, and André Zimmermann. 2021. "Soft Tooling-Friendly Inductive Mold Heating—A Novel Concept" Micromachines 12, no. 4: 454. https://doi.org/10.3390/mi12040454
APA StyleVieten, T., Zanin, D., Knöller, A., Litwin, T., Eberhardt, W., & Zimmermann, A. (2021). Soft Tooling-Friendly Inductive Mold Heating—A Novel Concept. Micromachines, 12(4), 454. https://doi.org/10.3390/mi12040454