
Rapid and Non-Destructive Repair of Fused Silica with Cluster Damage by Magnetorheological Removing Method

 ,
,
Abstract
1. Introduction
2. Experiment of MR Repairing Damage
2.1. Experimental Parameters
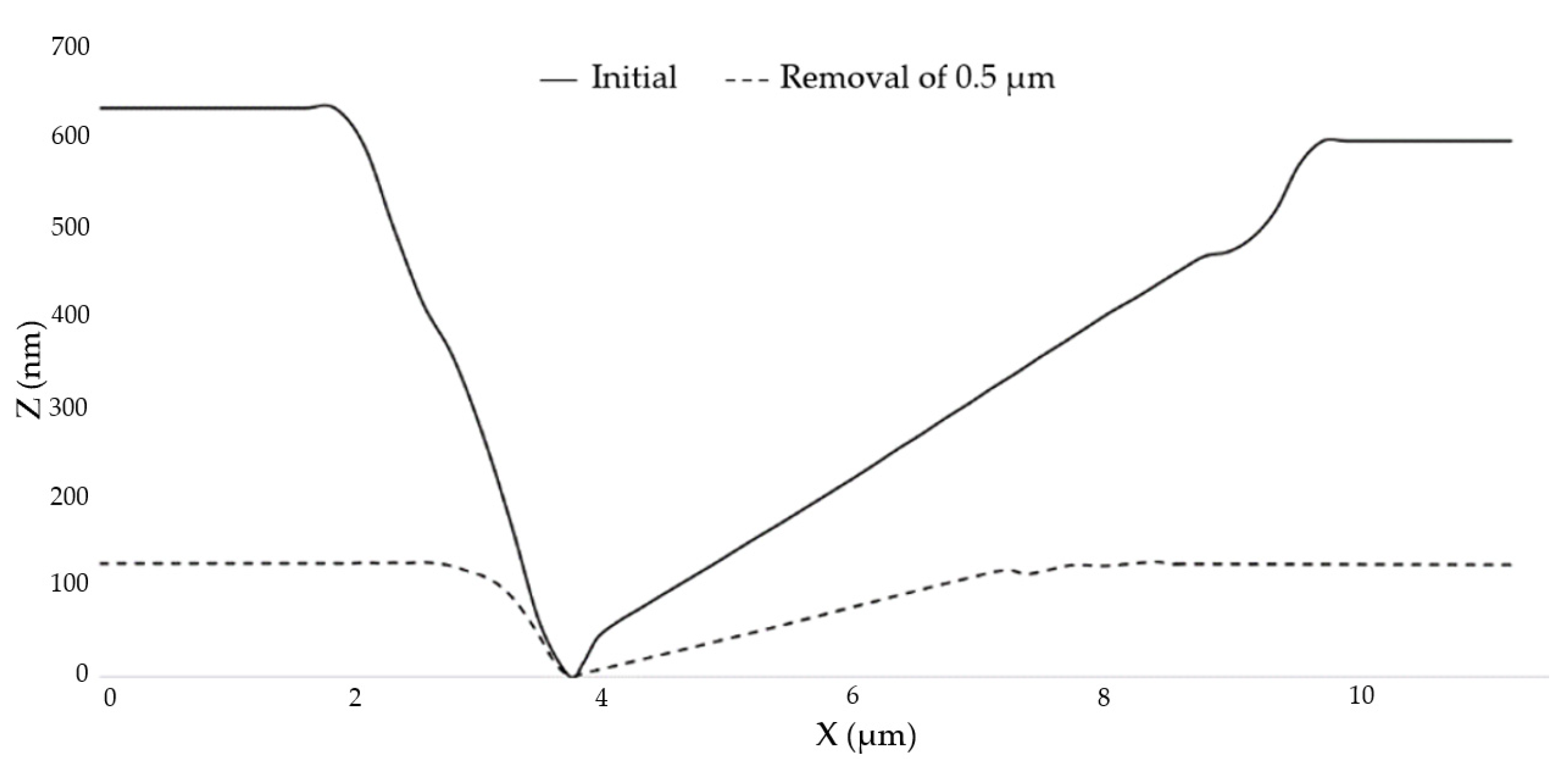
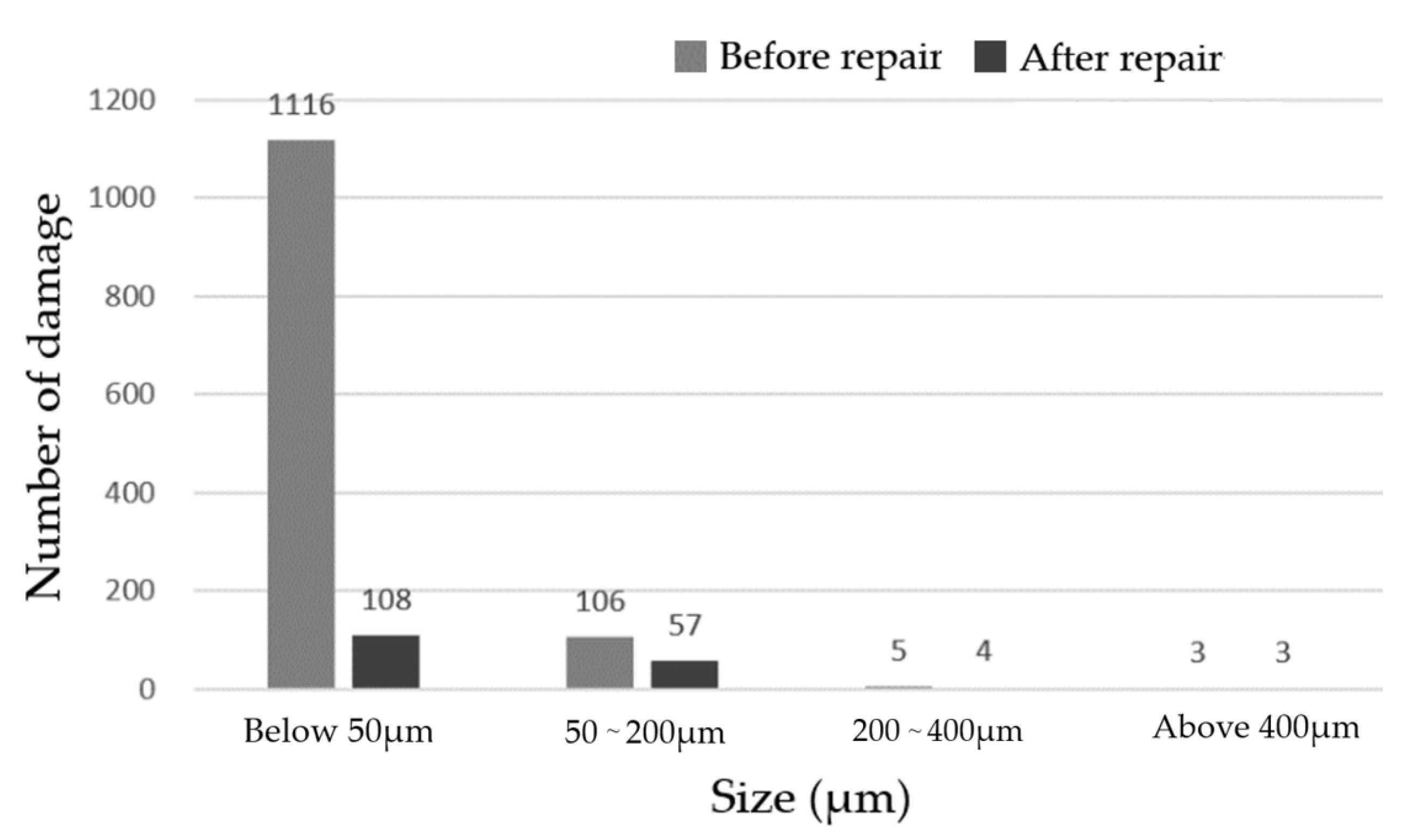
2.2. Evolution of the Number and Morphology of Small-Scale Damage
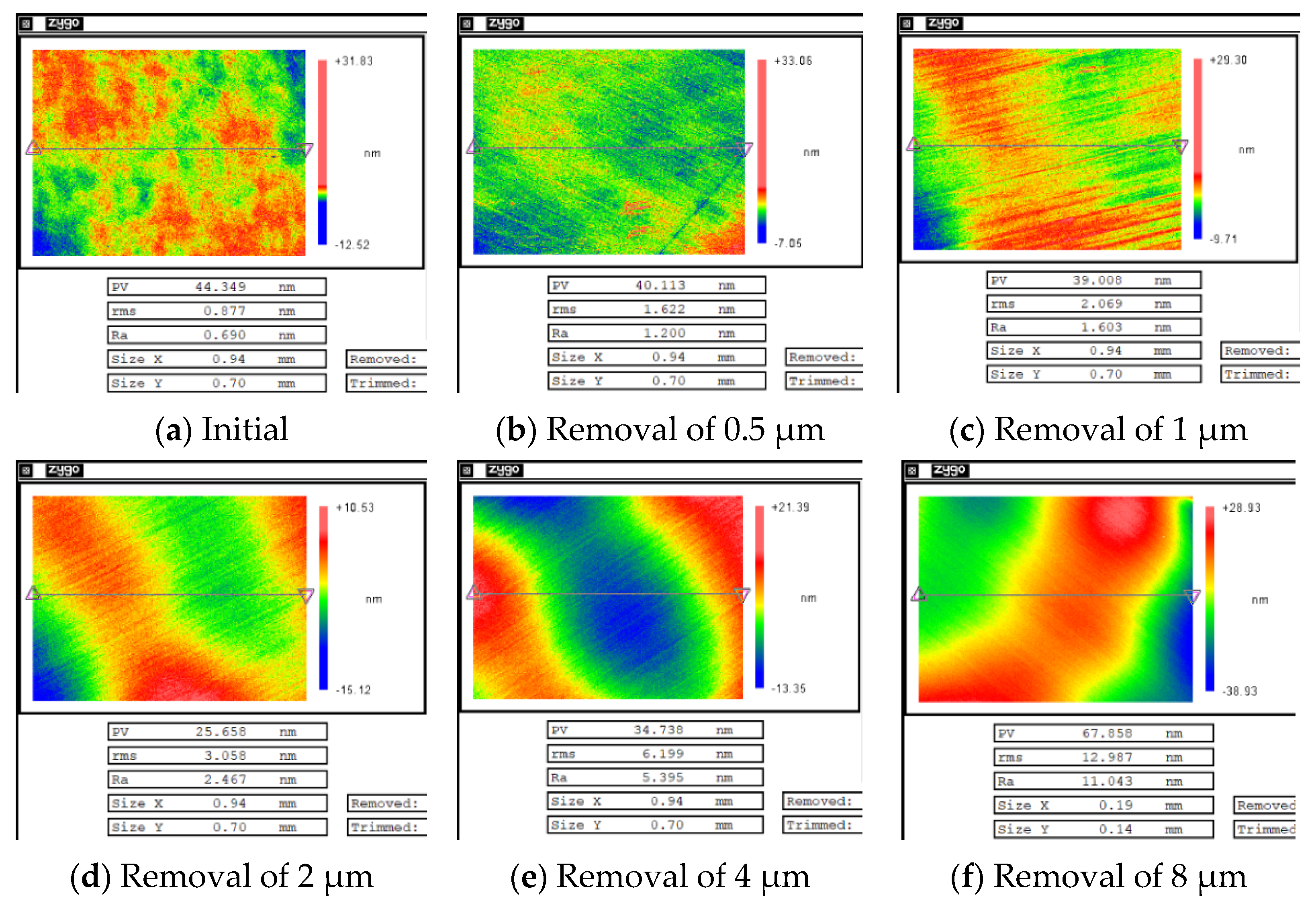
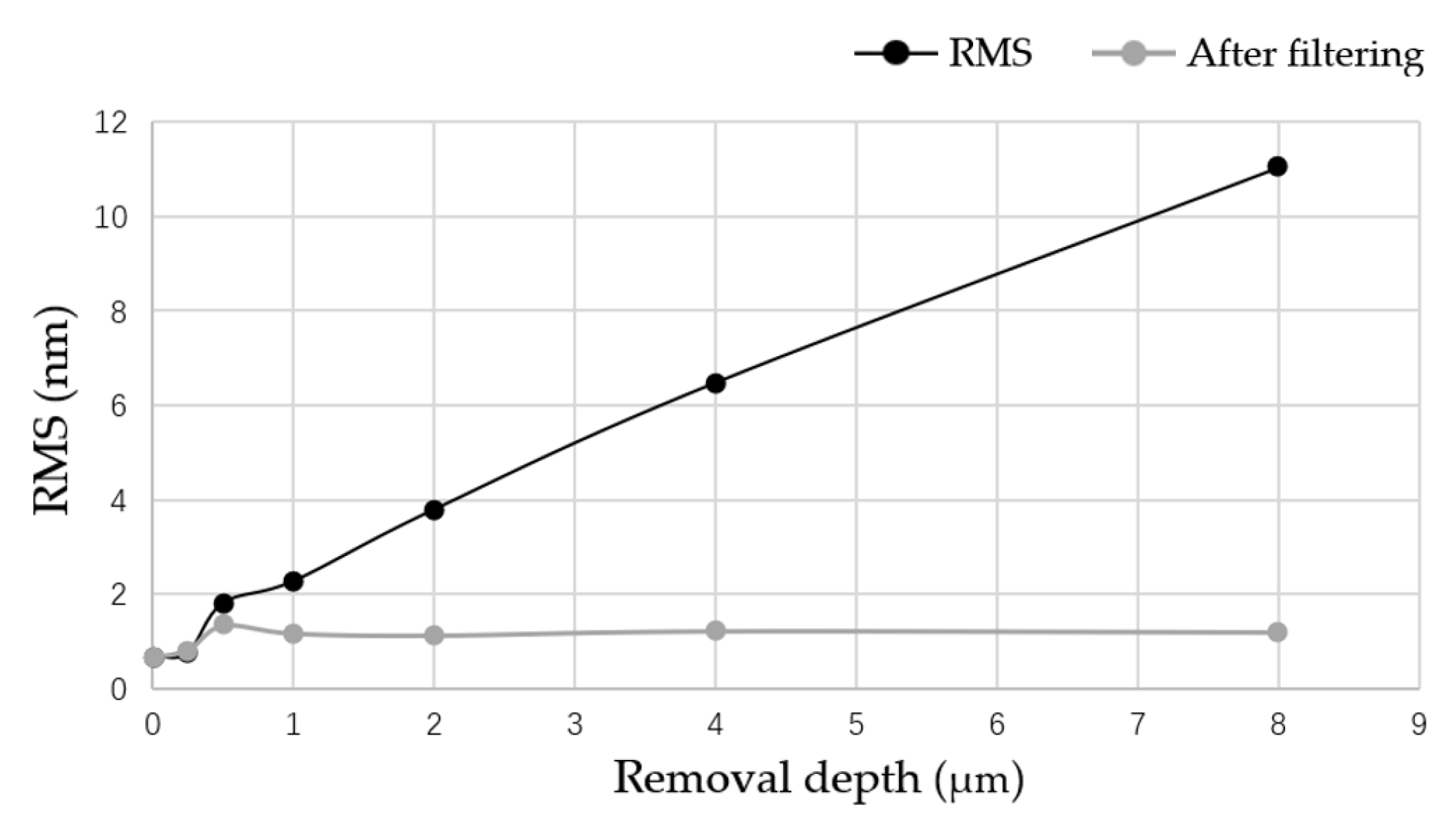
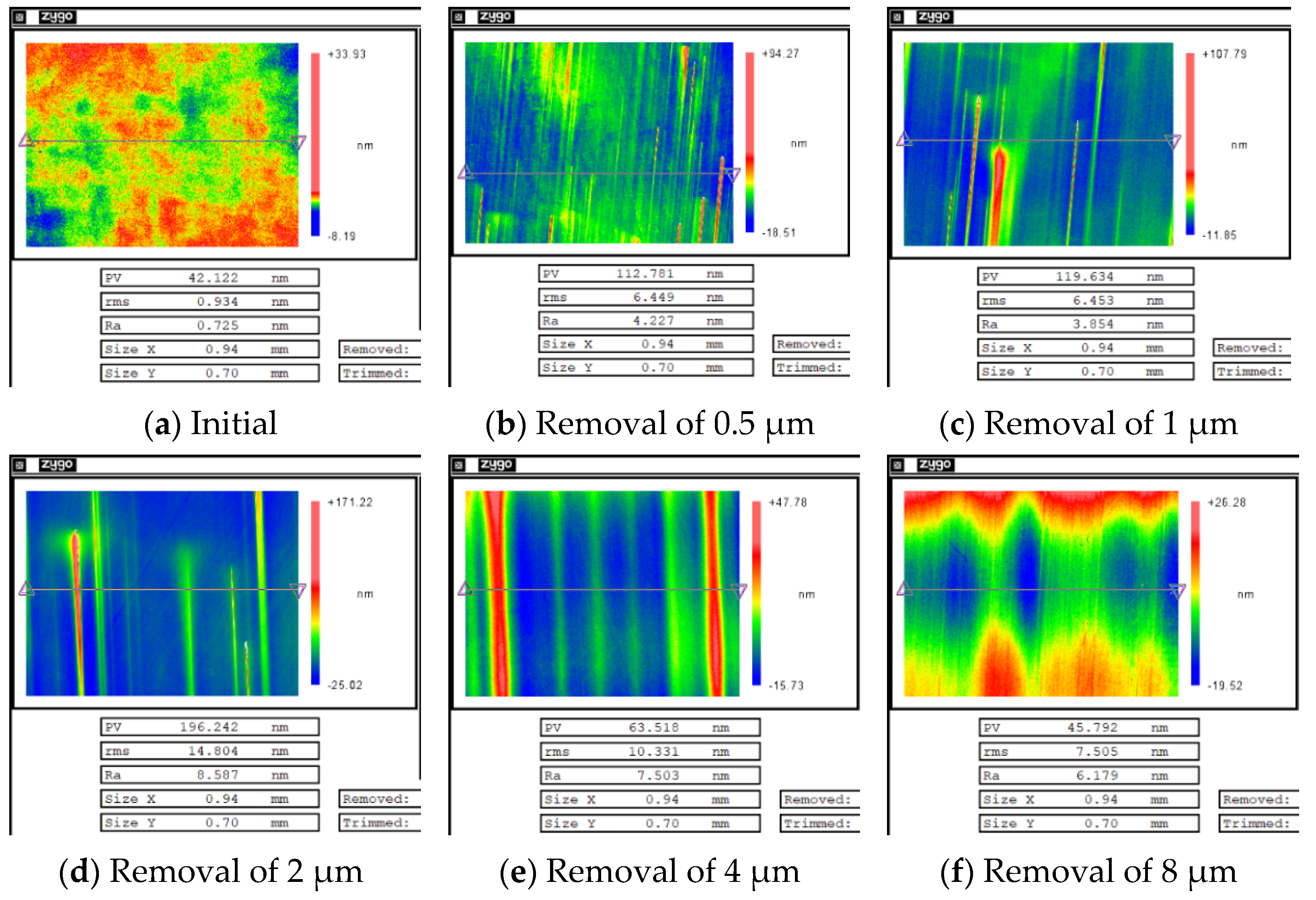
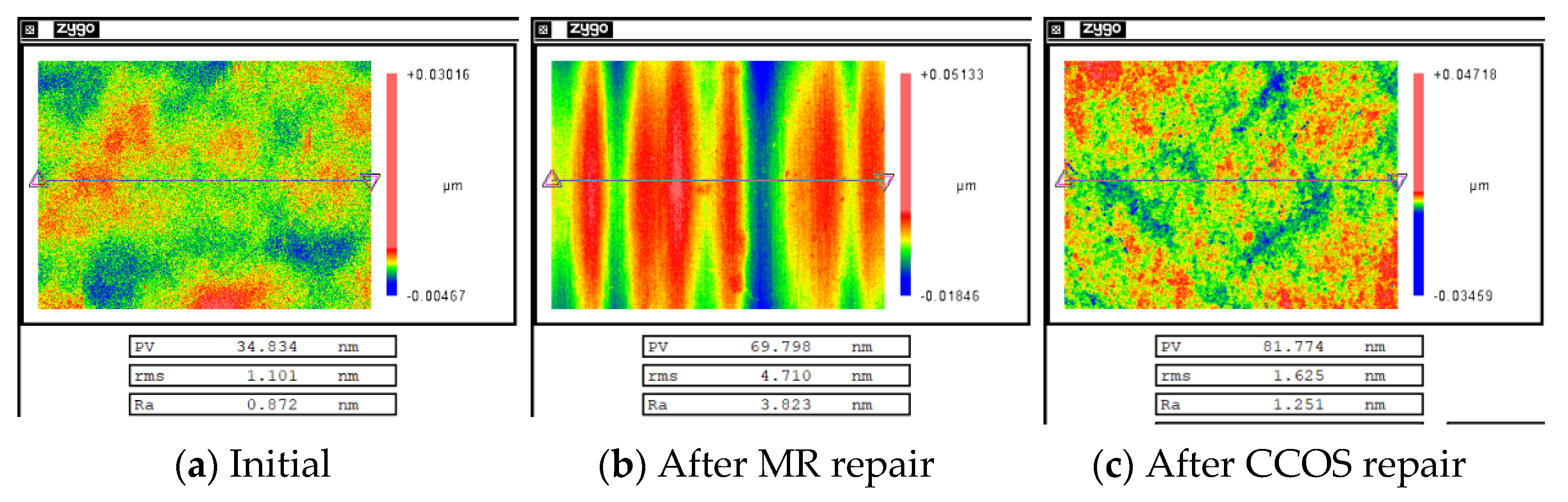
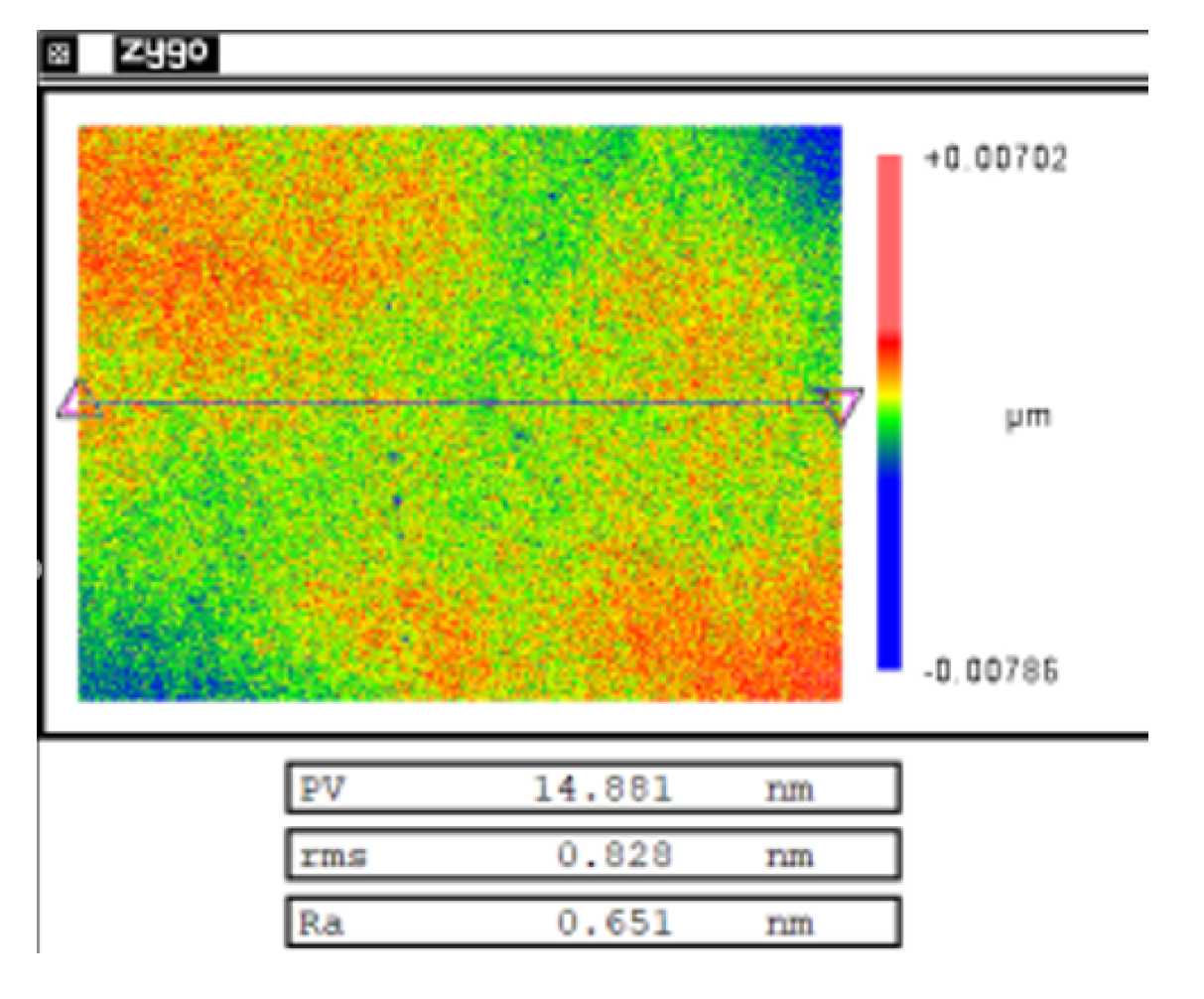
2.3. Evolution of Surface Roughness
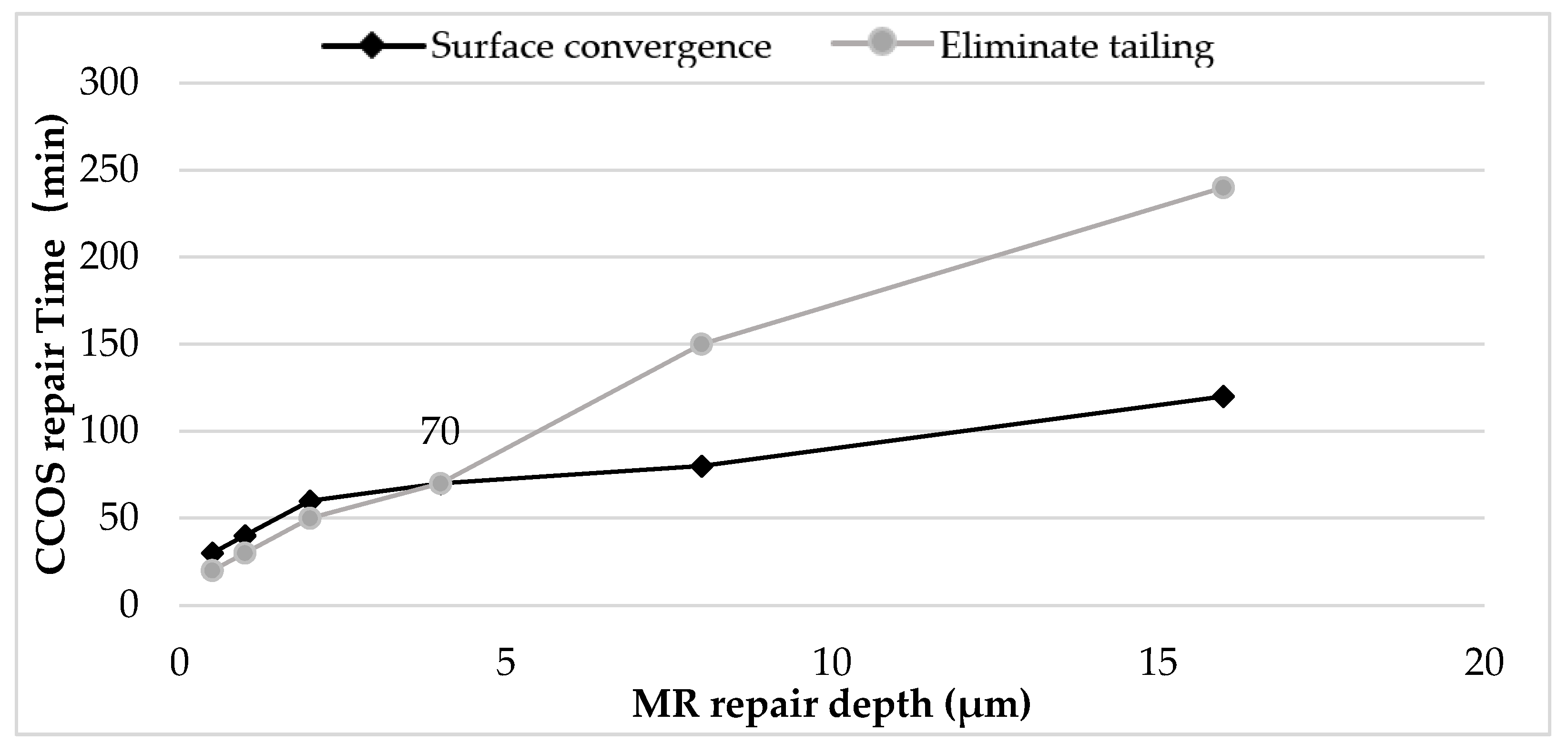
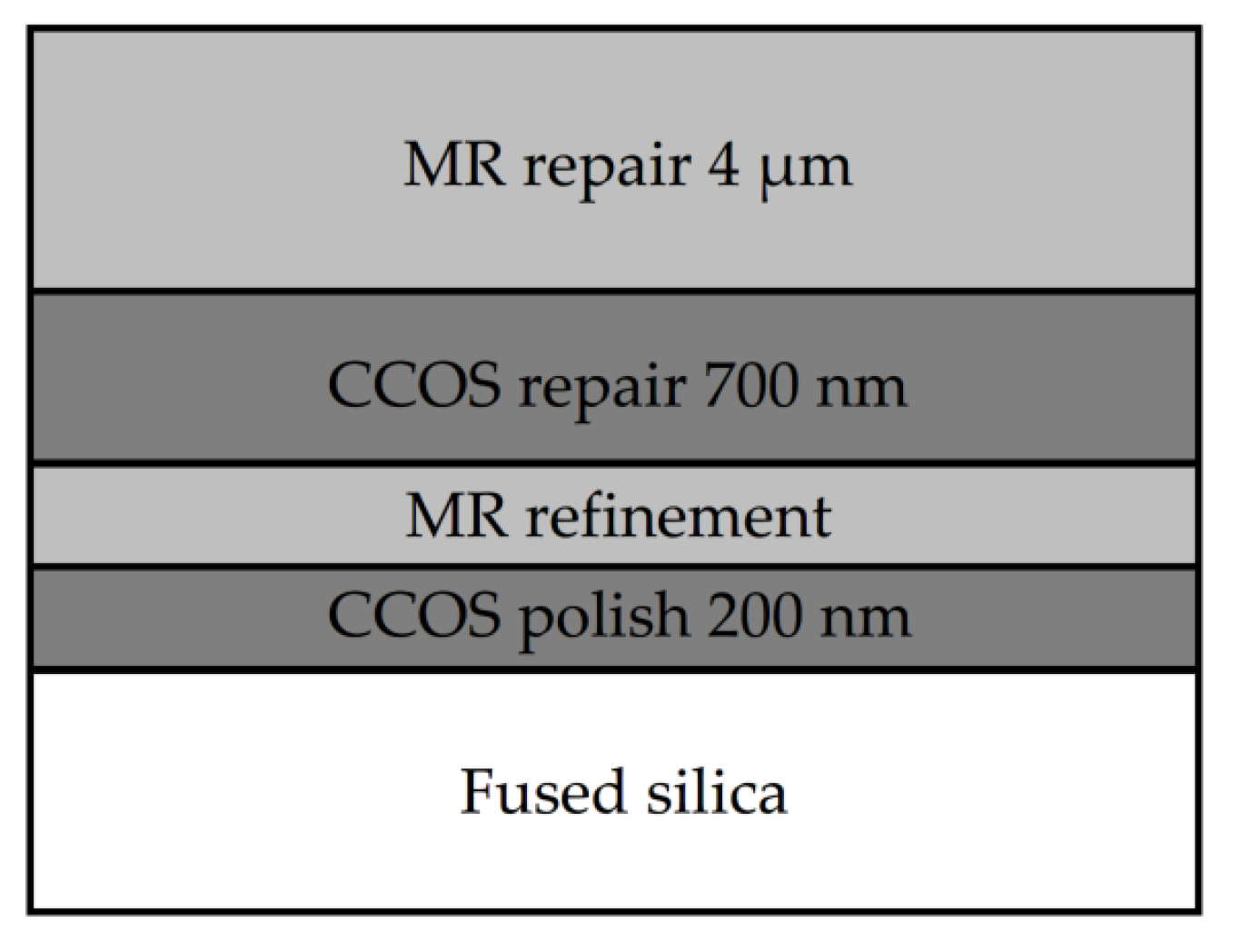
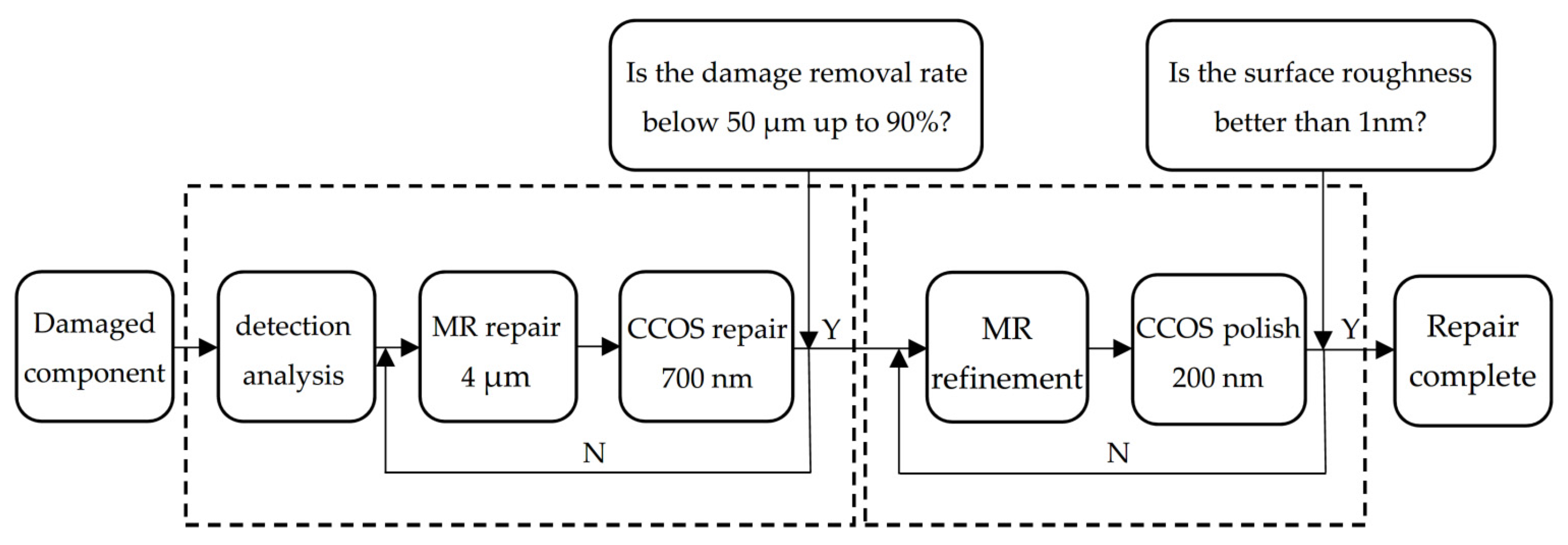
3. Repair Process Optimization Strategy
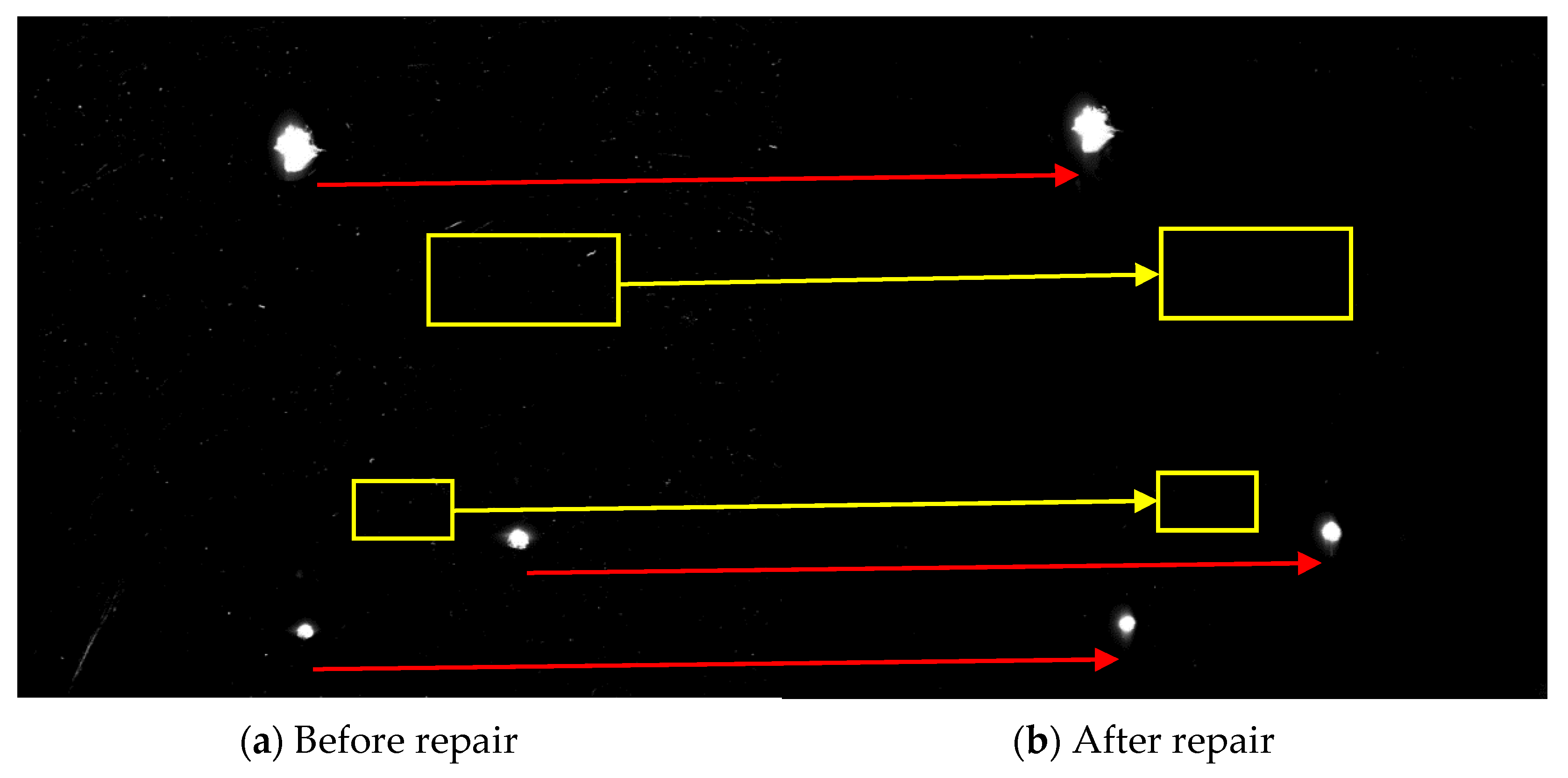
4. Experimental Verification of Repair Process
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Campbell, J.H.; Hawley-Fedder, R.A.; Stolz, C.J.; Menapace, J.A.; Borden, M.R.; Whitman, P.K.; Yu, J.; Runkel, M.J.; Riley, M.O.; Feit, M.D.; et al. NIF optical materials and fabrication technologies: An overview. Opt. Eng. Lawrence Livermore Natl. Lab. II Natl. Ignition Facil. 2004, 5341, 84–101. [Google Scholar] [CrossRef]
- Norton, M.A.; Donohue, E.E.; Hollingsworth, W.G.; Feit, M.D.; Rubenchik, A.M.; Hackel, R.P. Growth of laser initiated damage in fused silica at 1053 nm. Boulder Damage Symp. XXXVI 2005, 5647, 197–206. [Google Scholar] [CrossRef]
- Gao, X.; Yao, K.; Luo, Y.; Yi, J.; Qiu, R.; Jiang, Y.; Zhou, Q.; Tang, S.; Zhou, G. Investigation on Laser Damage Probability of Fused Silica with Simultaneous Multi-wavelength Irradiation. Plasmonics 2017, 13, 617–622. [Google Scholar] [CrossRef]
- Spaeth, M.L.; Manes, K.R.; Kalantar, D.H.; Miller, P.E.; Heebner, J.E.; Bliss, E.S.; Spec, D.R.; Parham, T.G.; Whitman, P.K.; Wegner, P.J.; et al. Description of the NIF Laser. Fusion Sci. Technol. 2016, 69, 25–145. [Google Scholar] [CrossRef]
- Moses, E.I. The National Ignition Facility and the National Ignition Campaign. IEEE Trans. Plasma Sci. 2010, 38, 684–689. [Google Scholar] [CrossRef]
- Spaeth, M.L.; Wegner, P.J.; Suratwala, T.I.; Nostrand, M.C.; Bude, J.D.; Conder, A.D.; Folta, J.A.; Heebner, J.E.; Kegelmeyer, L.M.; MacGowan, B.J.; et al. Optics Recycle Loop Strategy for NIF Operations above UV Laser-Induced Damage Threshold. Fusion Sci. Technol. 2016, 69, 265–294. [Google Scholar] [CrossRef]
- Suratwala, T.I.; Miller, P.E.; Bude, J.D.; Steele, W.A.; Shen, N.; Monticelli, M.V.; Feit, M.D.; Laurence, T.A.; Norton, M.A.; Carr, C.W.; et al. HF-Based Etching Processes for Improving Laser Damage Resistance of Fused Silica Optical Surfaces. J. Am. Ceram. Soc. 2010, 94, 416–428. [Google Scholar] [CrossRef]
- Haight, R.; Wagner, A.; Longo, P.; Lim, D. High resolution material ablation and deposition with femtosecond lasers and applications to photomask repair. J. Mod. Opt. 2004, 51, 2781–2796. [Google Scholar] [CrossRef]
- Cao, Q.; Zhang, J.; Du, J.; Zhao, H.; Liu, S.; Peng, Q. Athermal repair of nanoscale defects in optical materials using a femtosecond laser. Nanoscale 2017, 9, 17233–17240. [Google Scholar] [CrossRef] [PubMed]
- Fang, Z.; Zhao, Y.; Chen, S.; Sun, W.; Shao, J. Method of mitigation laser-damage growth on fused silica surface. Appl. Opt. 2013, 52, 7186–7193. [Google Scholar] [CrossRef] [PubMed]
- Mendez, E.; Nowak, K.M.; Baker, H.J.; Villarreal, F.J.; Hall, D.R. Localized CO2 laser damage repair of fused silica optics. Appl. Opt. 2006, 45, 5358–5367. [Google Scholar] [CrossRef] [PubMed]
- Tan, C.; Zhao, L.; Chen, M.; Cheng, J.; Wu, C.; Liu, Q.; Yang, H.; Yin, Z.; Liao, W. Experimental and theoretical investigation of localized CO2 laser interaction with fused silica during the process of surface damage mitigation. Results Phys. 2020, 16, 102936. [Google Scholar] [CrossRef]
- Dai, W.; Xiang, X.; Jiang, Y.; Wang, H.J.; Li, X.; Yuan, X.; Zheng, W.; Lv, H.; Zu, X. Surface evolution and laser damage resistance of CO2 laser irradiated area of fused silica. Opt. Lasers Eng. 2011, 49, 273–280. [Google Scholar] [CrossRef]
- Wong, J.; Ferriera, J.; Lindsey, E.; Haupt, D.; Hutcheon, I.; Kinney, J. Morphology and microstructure in fused silica induced by high fluence ultraviolet 3ω (355nm) laser pulses. J. Non-Cryst. Solids 2006, 352, 255–272. [Google Scholar] [CrossRef]
- Miller, C.F.; Kegelmeyer, L.M.; Nostrand, M.C.; Raman, R.N.; Cross, D.A.; Liao, Z.M.; Garcha, R.; Carr, C.W. Characterization and repair of small damage sites and their impact on the lifetime of fused silica optics on the National Ignition Facility. In Proceedings of the Laser-Induced Damage in Optical Materials 2018: 50th Anniversary Conference (SPIE), Boulder, CO, USA, 23–26 September 2018; Volume 10805, p. 108051D. [Google Scholar]
- Negres, R.A.; Abdulla, G.M.; Cross, D.A.; Liao, Z.M.; Carr, C.W. Probability of growth of small damage sites on the exit surface of fused silica optics. Opt. Express 2012, 20, 13030–13039. [Google Scholar] [CrossRef] [PubMed]
- Yan, C.; Liu, B.; Li, X.; Liu, C.; Ju, X. Photothermal spectroscopy study of fused silica irradiated by a 355 nm wavelength and 68 ns pulse duration laser. Opt. Mater. Express 2019, 9, 3439–3451. [Google Scholar] [CrossRef]
- Xu, M.; Shi, F.; Zhou, L.; Dai, Y.; Peng, X.; Liao, W. Investigation of laser-induced damage threshold improvement mechanism during ion beam sputtering of fused silica. Opt. Express 2017, 25, 29260–29271. [Google Scholar] [CrossRef]
- Shi, F.; Tian, Y.; Peng, X.; Dai, Y. Combined technique of elastic magnetorheological finishing and HF etching for high-efficiency improving of the laser-induced damage threshold of fused silica optics. Appl. Opt. 2014, 53, 598–604. [Google Scholar] [CrossRef] [PubMed]
- Guo, Z.; Wang, X.; Yang, Z.; Hang, L.; Cheng, Z. Influence of plasticity on comet tail phenomenon in magnetorheological finishing. J. Xi’an Technol. Univ. 2010, 30, 112–116. [Google Scholar]
- Zhang, Y.; Song, C.; Shi, F.; Tian, Y.; Lin, Z. Research on rapid repairing of surface laser damage of fused silica optics. In Proceedings of the Second Target Recognition and Artificial Intelligence Summit Forum, Shenyang, China, 28–30 August 2019; Volume 11427, p. 1142745. [Google Scholar] [CrossRef]
- Wu, T.; Hui, Y.; Yan, Z.; Li, Z.; Li, Q. Zygo interferometer for the precious measurement of tiny refractive index change of two laser crystals. Opt. Laser Technol. 2017, 89, 196–199. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Level |
|---|---|
| Wheel speed (r/min) | 280 |
| Flow rate (L/min) | 120 |
| Current (A) | 8 |
| Ribbon penetration depth (mm) | 0.25 |
| Removal Depth | 0–50 | 50–200 | 200–400 | Larger Than 400 | |
|---|---|---|---|---|---|
| Size (μm) | |||||
| 0 μm | 673 | 86 | 21 | 24 | |
| 4 μm | 307 | 67 | 21 | 24 | |
| 8 μm | 180 | 55 | 21 | 24 | |
| 12 μm | 105 | 49 | 20 | 24 | |
| 16 μm | 78 | 46 | 20 | 24 | |
| 20 μm | 67 | 44 | 20 | 24 | |
| Item | Level |
|---|---|
| Polishing powder material | Cerium dioxide |
| Disc material | asphalt |
| Disc diameter (mm) | 25 |
| Rotation speed (rpm) | 155 |
| Eccentricity (mm) | 5 |
| Polishing pressure (KPa) | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, M.; Song, C.; Shi, F.; Zhang, Y.; Tian, Y.; Zhang, W. Rapid and Non-Destructive Repair of Fused Silica with Cluster Damage by Magnetorheological Removing Method. Micromachines 2021, 12, 274. https://doi.org/10.3390/mi12030274
Deng M, Song C, Shi F, Zhang Y, Tian Y, Zhang W. Rapid and Non-Destructive Repair of Fused Silica with Cluster Damage by Magnetorheological Removing Method. Micromachines. 2021; 12(3):274. https://doi.org/10.3390/mi12030274
Chicago/Turabian StyleDeng, Mingjie, Ci Song, Feng Shi, Yaofei Zhang, Ye Tian, and Wanli Zhang. 2021. "Rapid and Non-Destructive Repair of Fused Silica with Cluster Damage by Magnetorheological Removing Method" Micromachines 12, no. 3: 274. https://doi.org/10.3390/mi12030274
APA StyleDeng, M., Song, C., Shi, F., Zhang, Y., Tian, Y., & Zhang, W. (2021). Rapid and Non-Destructive Repair of Fused Silica with Cluster Damage by Magnetorheological Removing Method. Micromachines, 12(3), 274. https://doi.org/10.3390/mi12030274