
Branched High Aspect Ratio Nanostructures Fabricated by Focused Helium Ion Beam Induced Deposition of an Insulator


Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental Methods
3. Results and Discussion
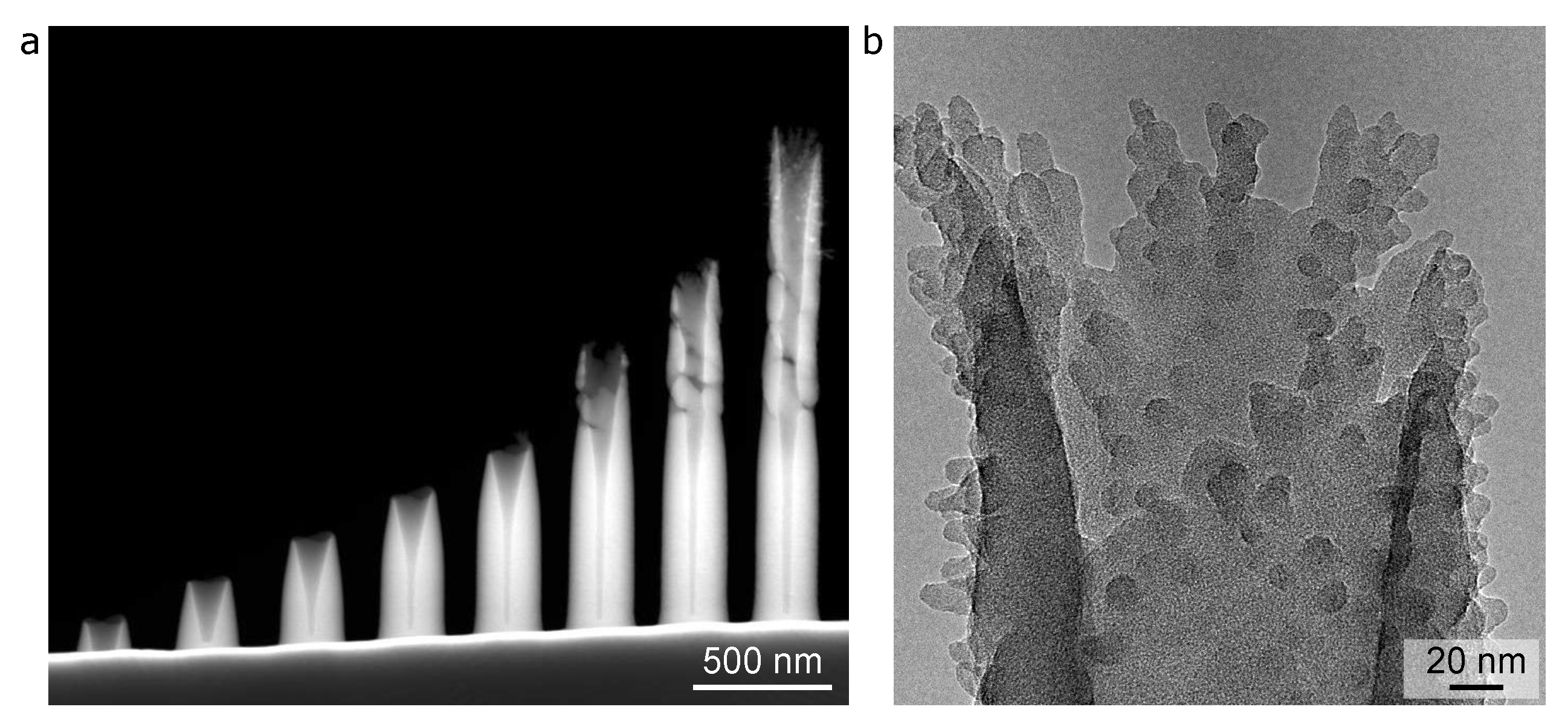
3.1. Helium FIBID of High Aspect Ratio Insulator Nanostructures using the “Standard” Precursor Flow Rate
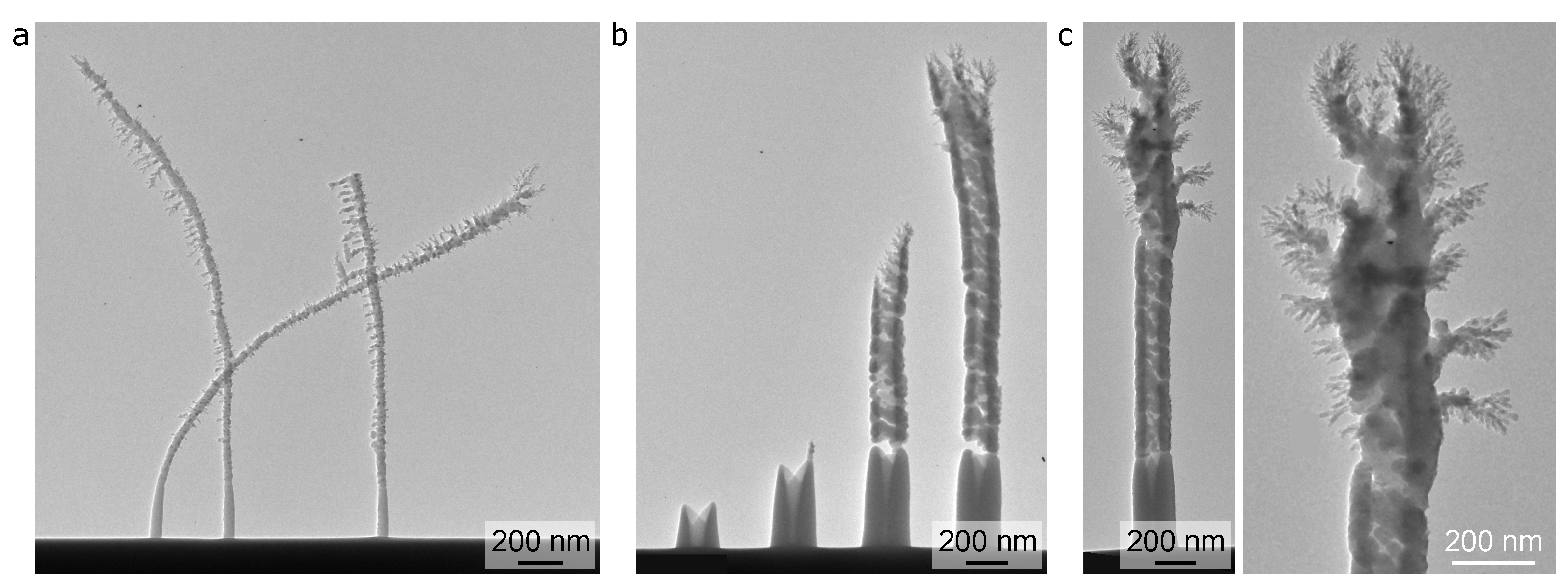
3.2. Helium FIBID of High Aspect Ratio Insulator Nanostructures Using a Higher Precursor Flow Rate
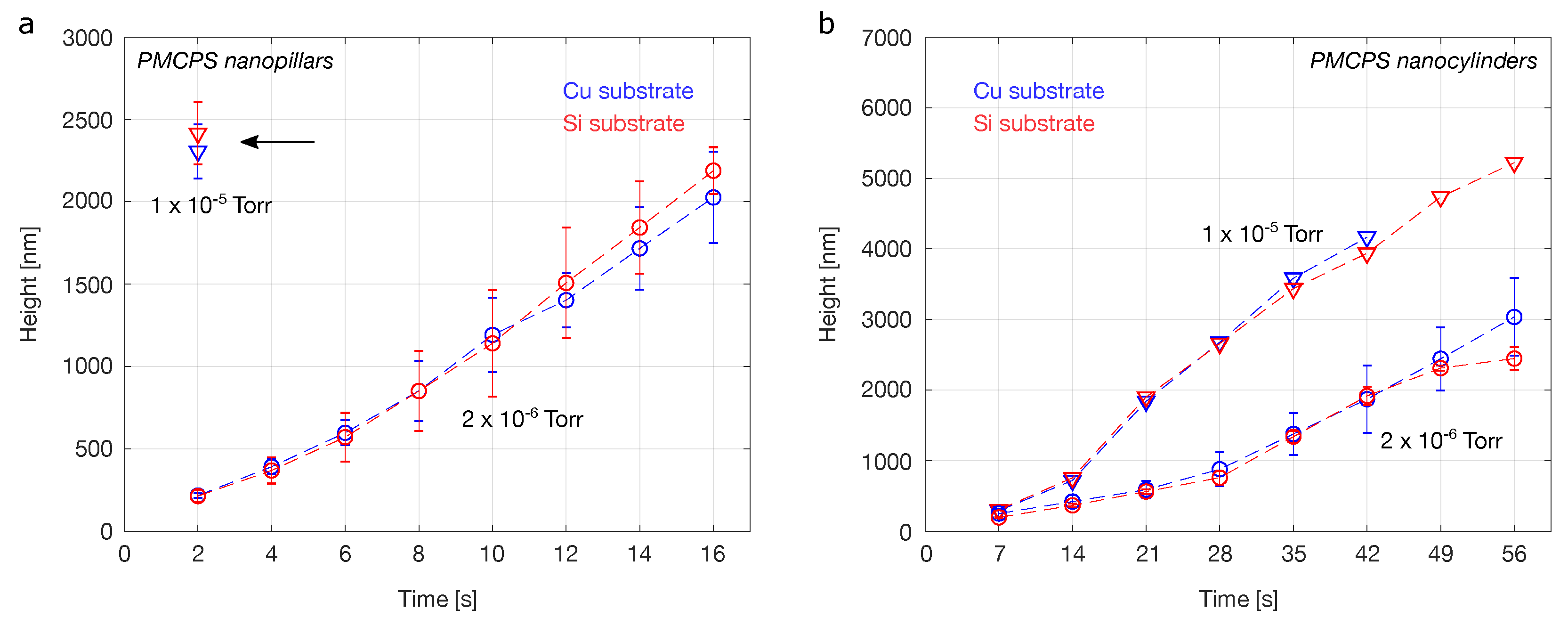
3.3. Comparison of Growth Rates for Helium FIBID Insulator Nanopillars and Nanocylinders
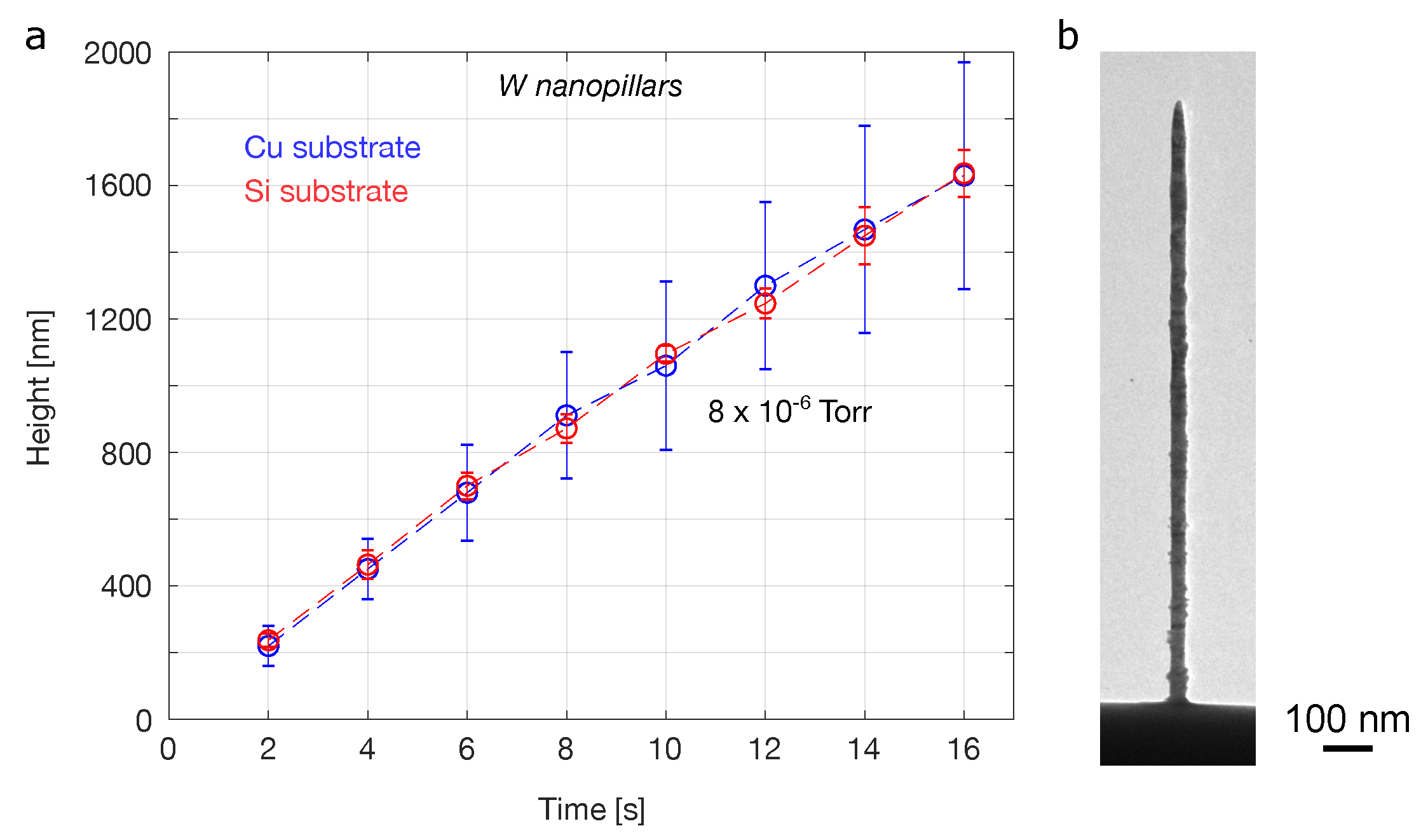
3.4. Helium FIBID Nanopillars Deposited Using a Tungsten-Based Precursor
4. Summary and Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Bruchhaus, L.; Mazarov, P.; Bischoff, L.; Gierak, J.; Wieck, A.D.; Hövel, H. Comparison of technologies for nano device prototyping with a special focus on ion beams: A review. Appl. Phys. Rev. 2017, 4, 011302. [Google Scholar] [CrossRef]
- Utke, I.; Hoffmann, P.; Melngailis, J. Gas-assisted focused electron beam and ion beam processing and fabrication. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2008, 26, 1197–1276. [Google Scholar] [CrossRef]
- Smith, N.S.; Skoczylas, W.P.; Kellogg, S.M.; Kinion, D.E.; Tesch, P.P.; Sutherland, O.; Aanesland, A.; Boswell, R.W. High brightness inductively coupled plasma source for high current focused ion beam applications. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2006, 24, 2902–2906. [Google Scholar] [CrossRef]
- Bischoff, L.; Mazarov, P.; Bruchhaus, L.; Gierak, J. Liquid metal alloy ion sources—An alternative for focussed ion beam technology. Appl. Phys. Rev. 2016, 3, 021101. [Google Scholar] [CrossRef]
- McClelland, J.J.; Steele, A.V.; Knuffman, B.; Twedt, K.A.; Schwarzkopf, A.; Wilson, T.M. Bright focused ion beam sources based on laser-cooled atoms. Appl. Phys. Rev. 2016, 3. [Google Scholar] [CrossRef] [PubMed]
- Hlawacek, G.; Gölzhäuser, A. (Eds.) Helium Ion Microscopy; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar] [CrossRef]
- Alkemade, P.F.A.; Miro, H. Focused helium-ion-beam-induced deposition. Appl. Phys. A: Mater. Sci. Process. 2014, 117, 1727–1747. [Google Scholar] [CrossRef]
- Wu, H.; Ferranti, D.; Stern, L. Precise nanofabrication with multiple ion beams for advanced circuit edit. Microelectron. Reliab. 2014, 54, 1779–1784. [Google Scholar] [CrossRef]
- Elswick, D.; Ananth, M.; Stern, L.; Marshman, J.; Ferranti, D.; Huynh, C. Advanced Nanofabrication using Helium, Neon and Gallium Ion Beams in the Carl Zeiss Orion NanoFab Microscope. Microsc. Microanal. 2013, 19, 1304–1305. [Google Scholar] [CrossRef]
- Alkemade, P.F.A.; van Veldhoven, E. Deposition, Milling, and Etching with a Focused Helium Ion Beam. In Nanofabrication: Techniques and Principles; Stepanova, M., Dew, S., Eds.; Springer: Vienna, Austria, 2012; pp. 275–300. [Google Scholar] [CrossRef]
- Sanford, C.A.; Stern, L.; Barriss, L.; Farkas, L.; DiManna, M.; Mello, R.; Maas, D.J.; Alkemade, P.F.A. Beam induced deposition of platinum using a helium ion microscope. J. Vac. Sci. Technol. B 2009, 27, 2660–2667. [Google Scholar] [CrossRef]
- Boden, S.A.; Moktadir, Z.; Bagnall, D.M.; Mizuta, H.; Rutt, H.N. Focused helium ion beam milling and deposition. Microelectron. Eng. 2011, 88, 2452–2455. [Google Scholar] [CrossRef]
- Drezner, Y.; Greenzweig, Y.; Fishman, D.; van Veldhoven, E.; Maas, D.J.; Raveh, A.; Livengood, R.H. Structural characterization of He ion microscope platinum deposition and sub-surface silicon damage. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2012, 30, 041210. [Google Scholar] [CrossRef]
- Scipioni, L.; Sanford, C.; van Veldhoven, E.; Maas, D. A Design-of-Experiments Approach to Characterizing Beam-Induced Deposition in the Helium Ion Microscope. Micros. Today 2011, 19, 22–26. [Google Scholar] [CrossRef]
- Wu, H.M.; Stern, L.A.; Chen, J.H.; Huth, M.; Schwalb, C.H.; Winhold, M.; Porrati, F.; Gonzalez, C.M.; Timilsina, R.; Rack, P.D. Synthesis of nanowires via helium and neon focused ion beam induced deposition with the gas field ion microscope. Nanotechnology 2013, 24, 175302. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Stern, L.A.; Xia, D.; Ferranti, D.; Thompson, B.; Klein, K.L.; Gonzalez, C.M.; Rack, P.D. Focused helium ion beam deposited low resistivity cobalt metal lines with 10 nm resolution: Implications for advanced circuit editing. J. Mater. Sci. Mater. Electron. 2014, 25, 587–595. [Google Scholar] [CrossRef]
- Basset, J.; Watfa, D.; Aiello, G.; Féchant, M.; Morvan, A.; Estève, J.; Gabelli, J.; Aprili, M.; Weil, R.; Kasumov, A.; et al. High kinetic inductance microwave resonators made by He-Beam assisted deposition of tungsten nanowires. Appl. Phys. Lett. 2019, 114, 102601. [Google Scholar] [CrossRef]
- Alkemade, P.F.A.; Chen, P.; van Veldhoven, E.; Maas, D. Model for nanopillar growth by focused helium ion-beam-induced deposition. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2010, 28, C6F22–C6F25. [Google Scholar] [CrossRef]
- Chen, P.; van Veldhoven, E.; Sanford, C.A.; Salemink, H.W.M.; Maas, D.J.; Smith, D.A.; Rack, P.D.; Alkemade, P.F.A. Nanopillar growth by focused helium ion-beam-induced deposition. Nanotechnology 2010, 21, 455302. [Google Scholar] [CrossRef] [PubMed]
- Alkemade, P.F.A.; Miro, H.; van Veldhoven, E.; Maas, D.J.; Smith, D.A.; Rack, P.D. Pulsed helium ion beam induced deposition: A means to high growth rates. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2011, 29, 06FG05. [Google Scholar] [CrossRef][Green Version]
- Kohama, K.; Iijima, T.; Hayashida, M.; Ogawa, S. Tungsten-based pillar deposition by helium ion microscope and beam-induced substrate damage. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2013, 31, 031802. [Google Scholar] [CrossRef]
- Nanda, G.; van Veldhoven, E.; Maas, D.; Sadeghian, H.; Alkemade, P.F.A. Helium ion beam induced growth of hammerhead AFM probes. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2015, 33, 06F503. [Google Scholar] [CrossRef]
- Córdoba, R.; Ibarra, A.; Mailly, D.; De Teresa, J.M. Vertical Growth of Superconducting Crystalline Hollow Nanowires by He+ Focused Ion Beam Induced Deposition. Nano Lett. 2018, 18, 1379–1386. [Google Scholar] [CrossRef] [PubMed]
- Córdoba, R.; Ibarra, A.; Mailly, D.; Guillamón, I.; Suderow, H.; De Teresa, J.M. 3D superconducting hollow nanowires with tailored diameters grown by focused He+ beam direct writing. Beilstein J. Nanotechnol. 2020, 11, 1198–1206. [Google Scholar] [CrossRef] [PubMed]
- Córdoba, R.; Mailly, D.; Rezaev, R.O.; Smirnova, E.I.; Schmidt, O.G.; Fomin, V.M.; Zeitler, U.; Guillamón, I.; Suderow, H.; De Teresa, J.M. Three-Dimensional Superconducting Nanohelices Grown by He+-Focused-Ion-Beam Direct Writing. Nano Lett. 2019, 19, 8597–8604. [Google Scholar] [CrossRef] [PubMed]
- Belianinov, A.; Burch, M.J.; Ievlev, A.; Kim, S.; Stanford, M.G.; Mahady, K.; Lewis, B.B.; Fowlkes, J.D.; Rack, P.D.; Ovchinnikova, O.S. Direct Write of 3D Nanoscale Mesh Objects with Platinum Precursor via Focused Helium Ion Beam Induced Deposition. Micromachines 2020, 11, 527. [Google Scholar] [CrossRef]
- Banhart, F. Fractal carbon filaments grown on insulators under irradiation in an electron microscope. Philos. Mag. Lett. 1994, 69, 45–51. [Google Scholar] [CrossRef]
- Banhart, F. Laplacian growth of amorphous carbon filaments in a non-diffusion-limited experiment. Phys. Rev. E 1995, 52, 5156–5160. [Google Scholar] [CrossRef] [PubMed]
- de Boer, S.K.; van Dorp, W.F.; De Hosson, J.T.M. Charging effects during focused electron beam induced deposition of silicon oxide. J. Vac. Sci. Technol. B 2011, 29, 06FD01. [Google Scholar] [CrossRef]
- Plank, H.; Gspan, C.; Dienstleder, M.; Kothleitner, G.; Hofer, F. The influence of beam defocus on volume growth rates for electron beam induced platinum deposition. Nanotechnology 2008, 19, 485302. [Google Scholar] [CrossRef]
- Chen, P.; Salemink, H.W.M.; Alkemade, P.F.A. Smooth and Narrow Nanopillars Fabricated by Ion-Beam-Induced Deposition under Charging Conditions. Jpn. J. Appl. Phys. 2008, 47, 8120. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Allen, F.I. Branched High Aspect Ratio Nanostructures Fabricated by Focused Helium Ion Beam Induced Deposition of an Insulator. Micromachines 2021, 12, 232. https://doi.org/10.3390/mi12030232
Allen FI. Branched High Aspect Ratio Nanostructures Fabricated by Focused Helium Ion Beam Induced Deposition of an Insulator. Micromachines. 2021; 12(3):232. https://doi.org/10.3390/mi12030232
Chicago/Turabian StyleAllen, Frances I. 2021. "Branched High Aspect Ratio Nanostructures Fabricated by Focused Helium Ion Beam Induced Deposition of an Insulator" Micromachines 12, no. 3: 232. https://doi.org/10.3390/mi12030232
APA StyleAllen, F. I. (2021). Branched High Aspect Ratio Nanostructures Fabricated by Focused Helium Ion Beam Induced Deposition of an Insulator. Micromachines, 12(3), 232. https://doi.org/10.3390/mi12030232