
Nd:YVO4 Laser Irradiation on Cr3C2-25(Ni20Cr) Coating Realized with High Velocity Oxy-Fuel Technology—Analysis of Surface Modification



Abstract
:
1. Introduction
2. Materials and Methods
3. Results
3.1. Preliminary Experimental Series
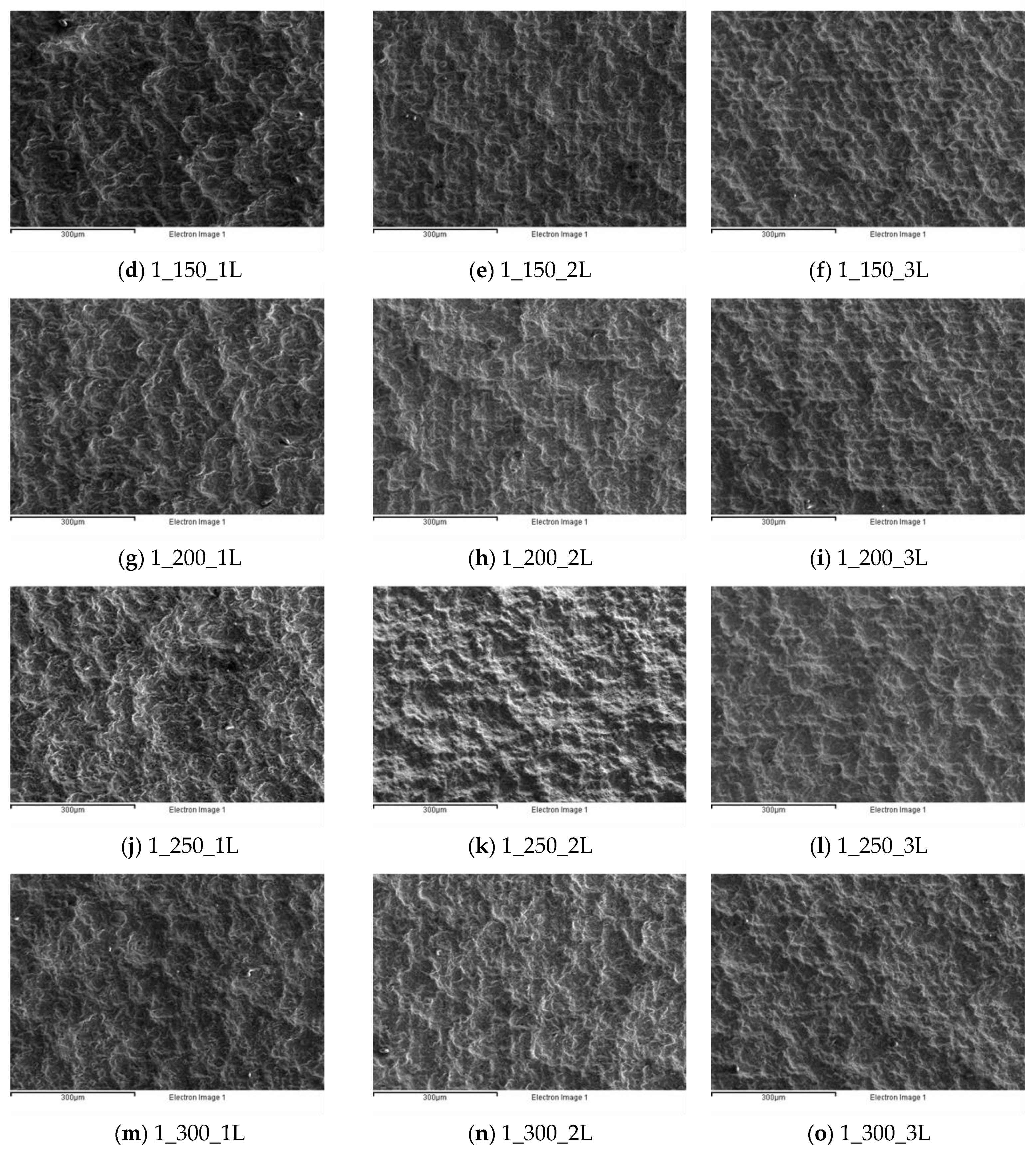
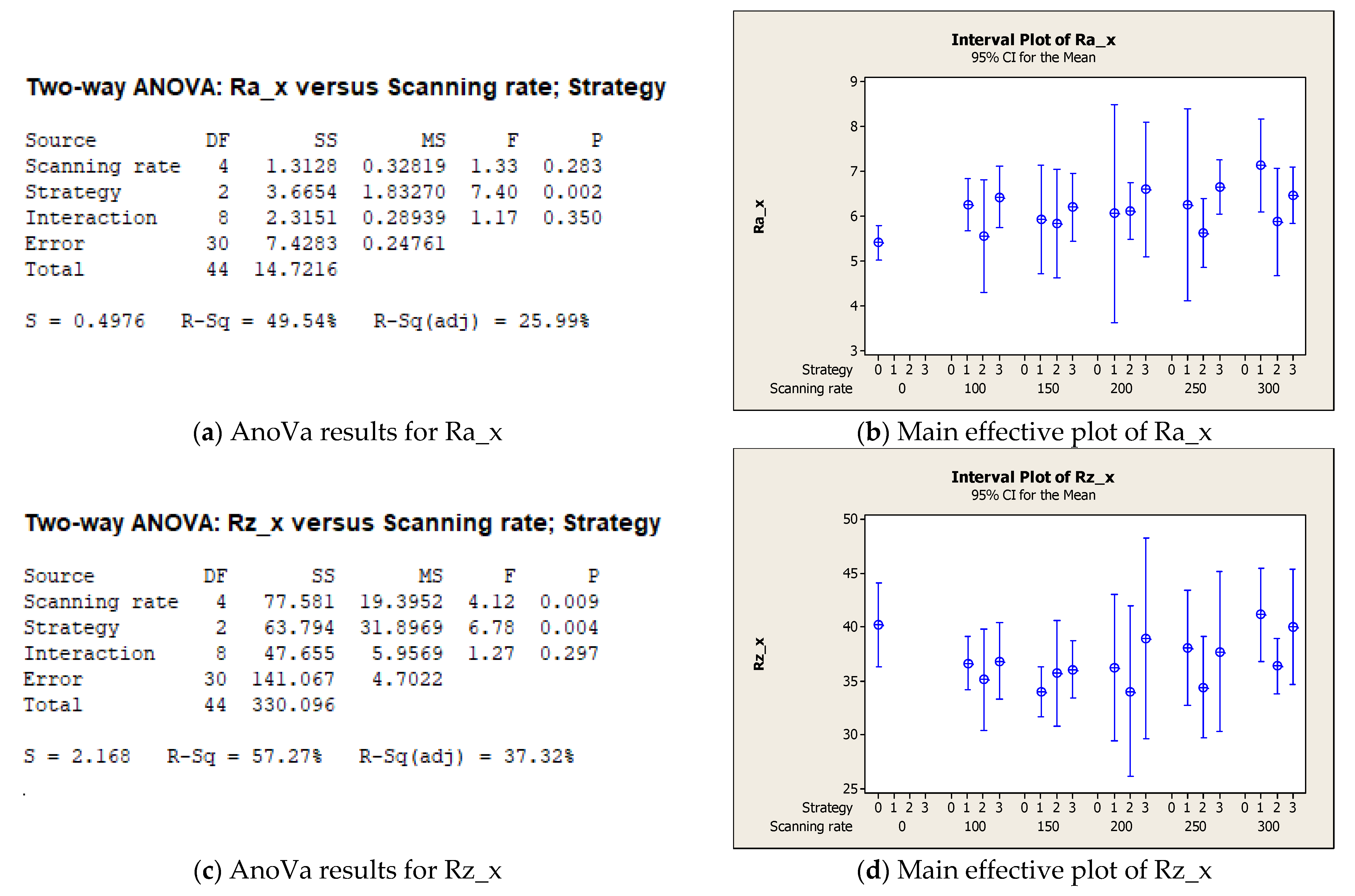
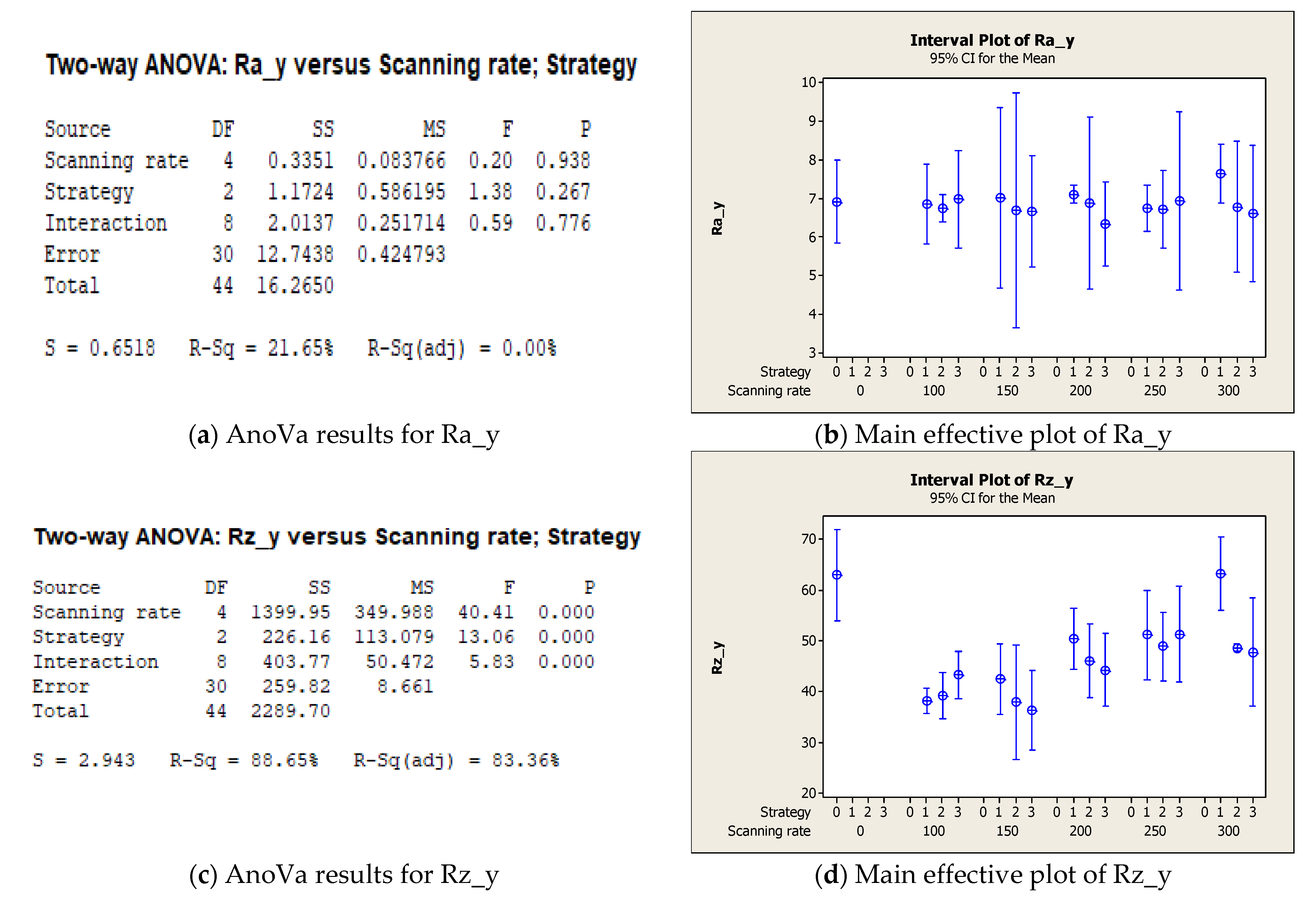
3.2. First Experimental Series
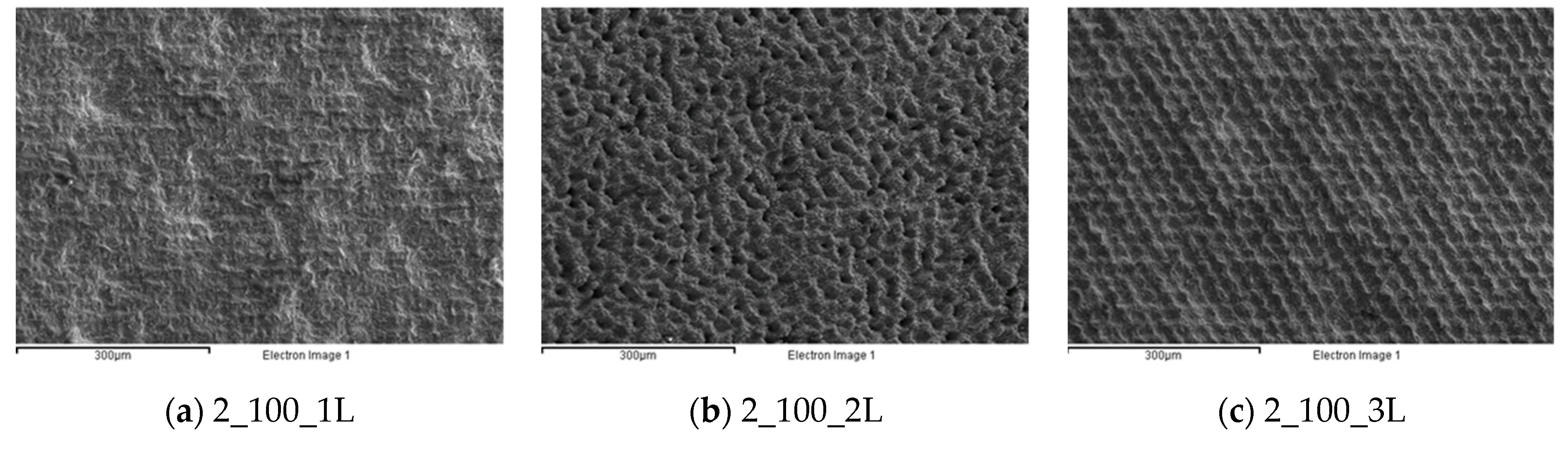
3.3. Second Experimental Series
3.4. Third Experimental Series
4. Discussion
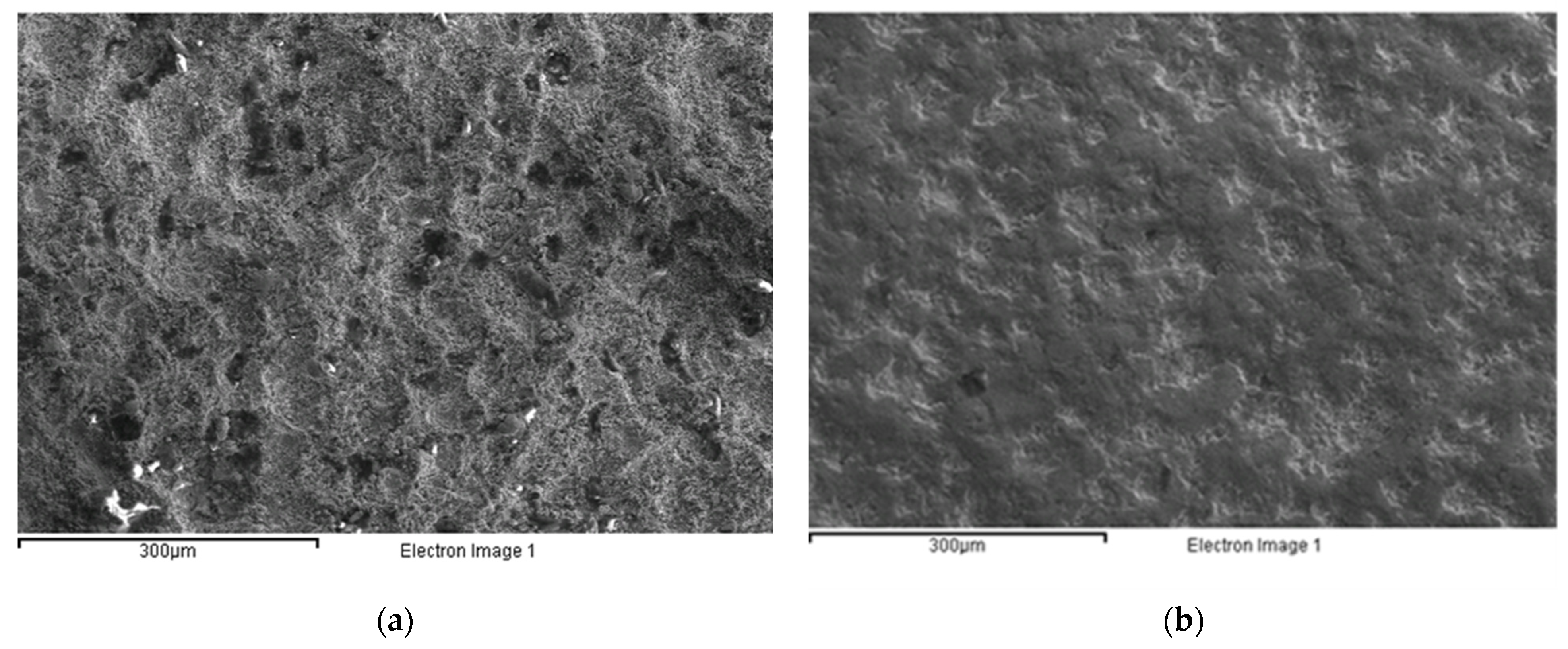
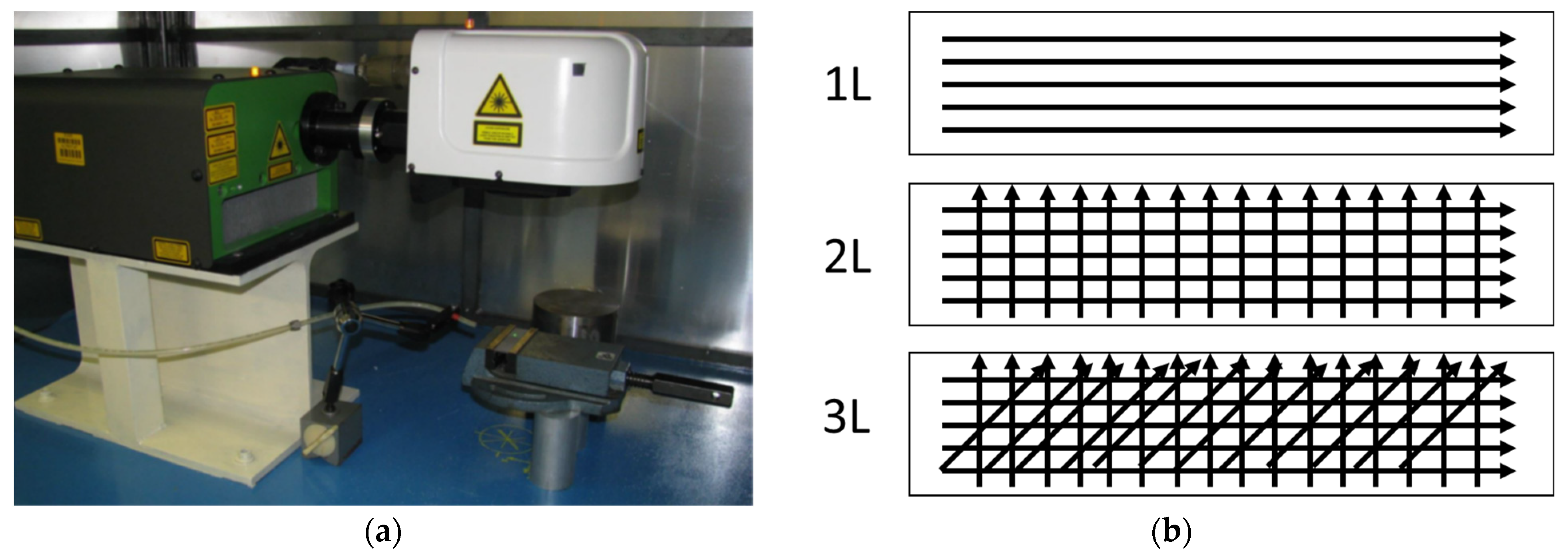
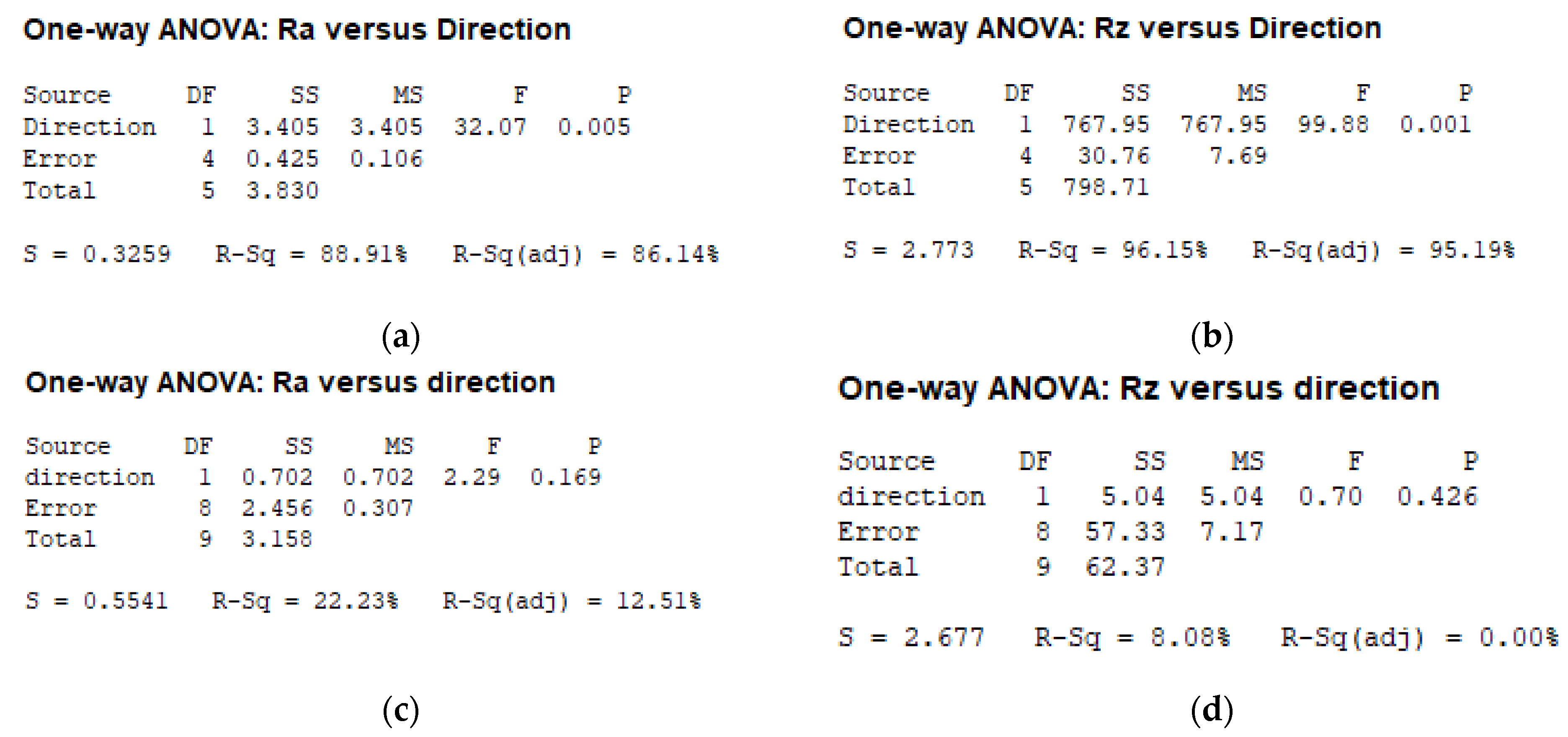
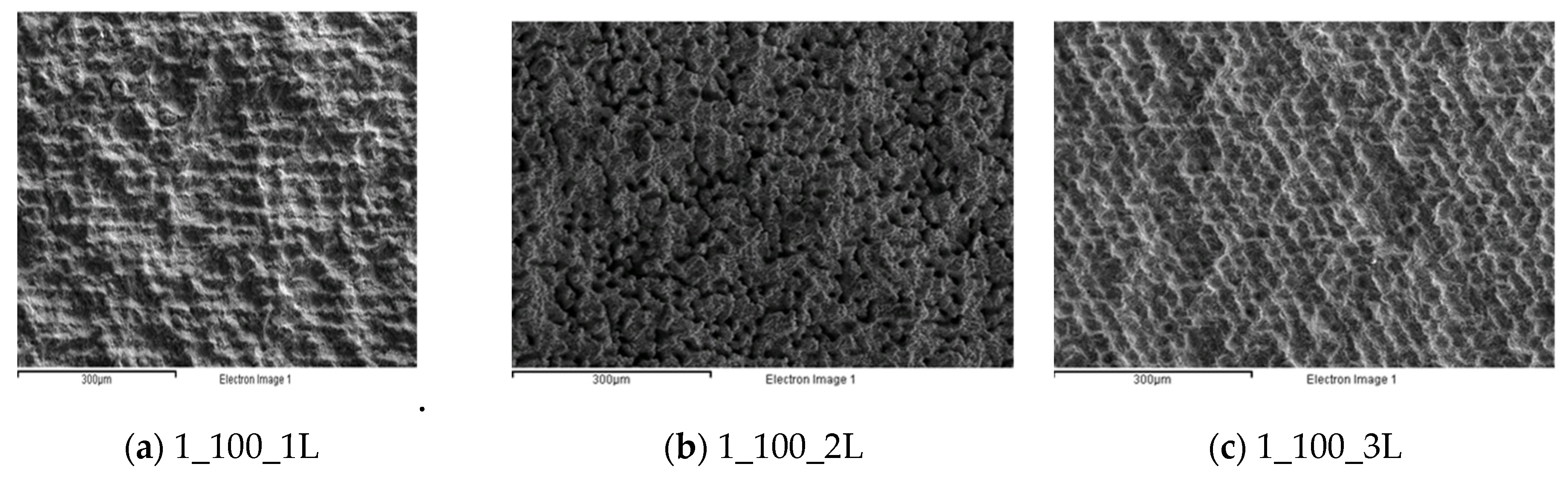
- The first experimental series highlighted that the as-sprayed HVOF coatings were characterized by different roughnesses along the x and y directions. The two- and three-line strategies affected the surface, creating a pattern on the coating for all levels of laser scanning rate tested. From a quantitative point of view, the main effect of the tested process parameters was a reduction of Rz along the y direction. This reduction led the sample to have the same Rz values along both directions, thus creating a more homogenous surface.
- The second experimental series showed how, for the surfaces characterized, laser irradiation of a smoother surface results in improved surface properties, allowing for the realization of both a tailored surface and a reduction in terms of roughness; in particular, the use of the two-line strategy with a laser scanning rate equal to 200 mm/s could provide an interesting solution to improving coating performance while inducing an oriented pattern. These results could be useful to improve properties such as wear by means of a reduction of the friction coefficient [28] or corrosion resistance by means of an oxide film on the polished surface [26].
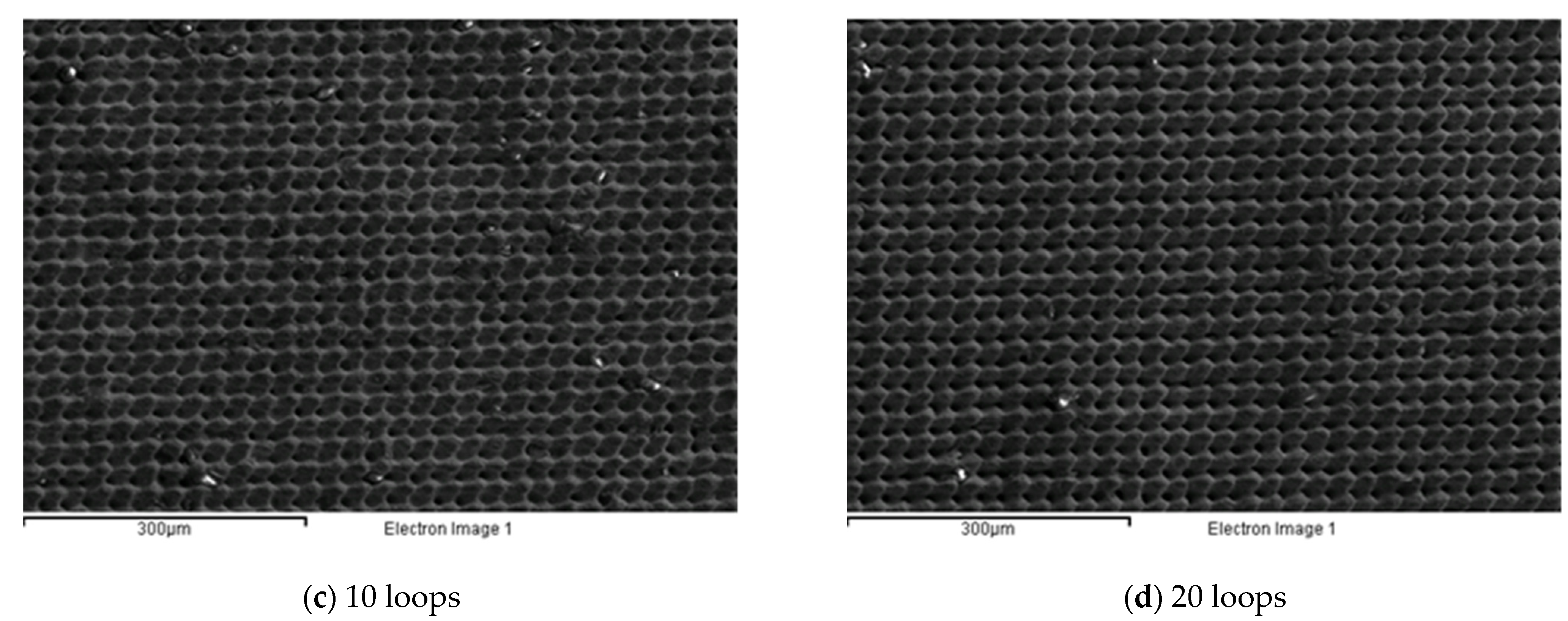
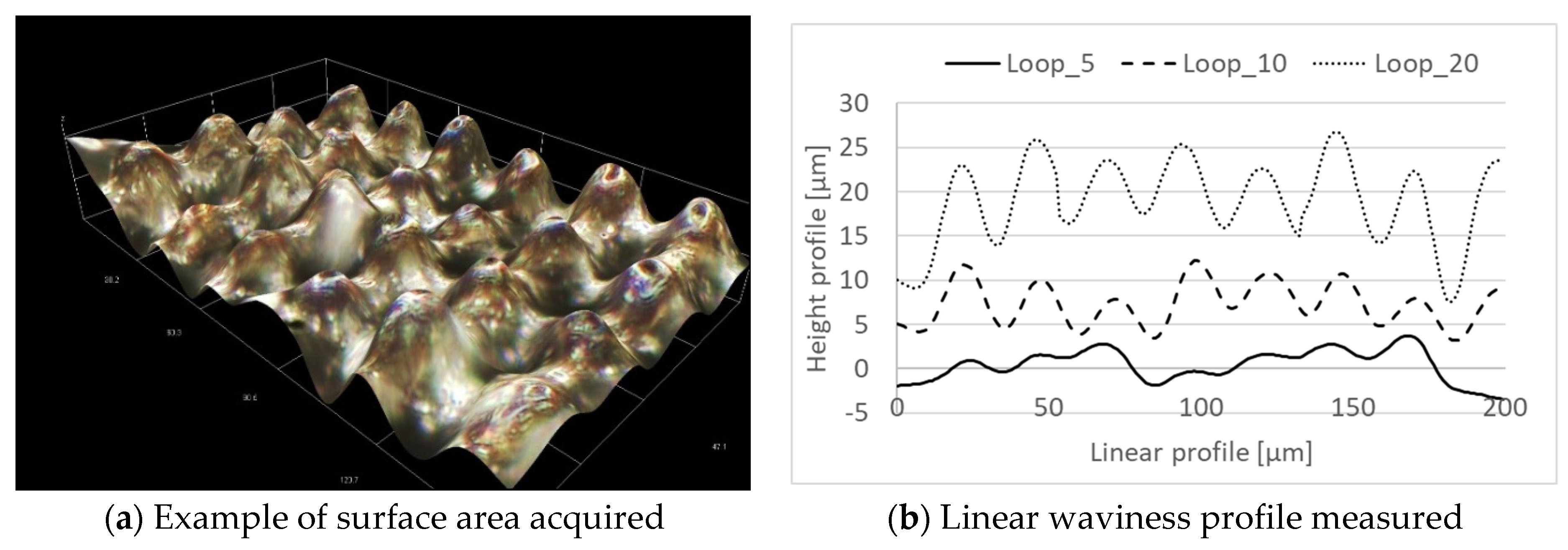
- The third experimental series demonstrated that, by increasing the number of loop cycles, it is possible to improve the average surface roughness (Ra) when the number of loop cycles is equal to 5. When the number of loop cycles increases, the main effect of laser irradiation on the coated surface is to generate a texture characterized by an average roughness comparable to the initial one, but with higher values of Rz. These latter results could be useful for increasing wear behavior or lubrication ability, as has been demonstrated in other studies [21,27].
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Brown, M.S.; Arnold, C.B. Fundamentals of Laser-Material Interaction and Application to Multiscale Surface Modification. Springer Ser. Mater. Sci. 2010, 135, 91–120. [Google Scholar] [CrossRef]
- Kusinski, J.; Kac, S.; Kopia, A.; Radziszewska, A.; Rozmus-Górnikowska, M.; Major, B.; Major, L.; Marczak, J.; Lisiecki, A. Laser modification of the materials surface layer-a review paper. Bull. Pol. Acad. Sci. Tech. Sci. 2012, 60, 711–728. [Google Scholar] [CrossRef]
- Kurella, A.; Dahotre, N.B. Review paper: Surface modification for bioimplants: The role of laser surface engineering. J. Biomater. Appl. 2005, 20, 5–50. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.S.; Chen, C.Z.; Li, S.T.; Huo, Q.H. Research progress on laser surface modification of titanium alloys. Appl. Surf. Sci. 2005, 242, 177–184. [Google Scholar] [CrossRef]
- Giorleo, L.; Ceretti, E.; Giardini, C. Optimization of laser micromachining process for biomedical device fabrication. Int. J. Adv. Manuf. Technol. 2016, 82, 901–907. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef] [Green Version]
- Ermergen, T.; Taylan, F. Review on Surface Quality Improvement of Additively Manufactured Metals by Laser Polishing. Arab. J. Sci. Eng. 2021, 46, 7125–7141. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. J. Tribol. 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005, 38, 219–225. [Google Scholar] [CrossRef]
- Etsion, I. Improving tribological performance of mechanical components by laser surface texturing. Tribol. Lett. 2004, 17, 733–737. [Google Scholar] [CrossRef]
- Ryk, G.; Kligerman, Y.; Etsion, I. Experimental investigation of laser surface texturing for reciprocating automotive components. Tribol. Trans. 2002, 45, 444–449. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Zabinski, J.S. Laser surface texturing for adaptive solid lubrication. Wear 2006, 261, 1285–1292. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Sedlaček, M.; Podgornik, B.; Vižintin, J.; Babnik, A.; Možina, J. Surface texturing by pulsed Nd:YAG laser. Tribol. Int. 2009, 42, 1496–1504. [Google Scholar] [CrossRef]
- Giorleo, L.; Ceretti, E.; Giardini, C. ALD coated tools in micro drilling of Ti sheet. CIRP Ann. Manuf. Technol. 2011, 60, 595–598. [Google Scholar] [CrossRef]
- Hawthorne, H.M.; Arsenault, B.; Immarigeon, J.P.; Legoux, J.G.; Parameswaran, V.R. Comparison of slurry and dry erosion behaviour of some HVOF thermal sprayed coatings. Wear 1999, 225, 825–834. [Google Scholar] [CrossRef]
- Picas, J.A.; Forn, A.; Matthäus, G. HVOF coatings as an alternative to hard chrome for pistons and valves. Wear 2006, 261, 477–484. [Google Scholar] [CrossRef]
- Lima, C.R.C.; Guilemany, J.M. Adhesion improvements of Thermal Barrier Coatings with HVOF thermally sprayed bond coats. Surf. Coat. Technol. 2007, 201, 4694–4701. [Google Scholar] [CrossRef]
- Wang, Q.-Y.; Bai, S.-L.; Zhao, Y.-H.; Liu, Z.-D. Effect of mechanical polishing on corrosion behavior of Hastelloy C22 coating prepared by high power diode laser cladding. Appl. Surf. Sci. 2014, 303, 312–318. [Google Scholar] [CrossRef]
- Giorleo, L.; Ceretti, E.; Montesano, L.; La Vecchia, G.M. Nd:YOV4 laser polishing on WC-Co HVOF coating. AIP Conf. Proc. 2017, 1896, 180005. [Google Scholar] [CrossRef]
- Prieske, M.; Vollertsen, F. Picosecond-laser polishing of CVD-diamond coatings without graphite formation. Mater. Today Proc. 2020, 40, 1–4. [Google Scholar] [CrossRef]
- Giorleo, L.; Montesano, L.; La Vecchia, G.M. Laser Surface Texturing to Realize Micro-grids on DLC Coating: Effect of Marking Speed, Power, and Loop Cycle. Int. J. Precis. Eng. Manuf. 2021, 22, 745–758. [Google Scholar] [CrossRef]
- Tailor, S.; Vashishtha, N.; Modi, A.; Modi, S.C. Structural and mechanical properties of HVOF sprayed Cr3C2-25%NiCr coating and subsequent erosion wear resistance. Mater. Res. Express 2019, 6, 076435. [Google Scholar] [CrossRef]
- Da Cunha, C.A.; Correa, O.V.; Sayeg, I.J.; Ramanathan, L.V. High temperature erosion-oxidation resistance of thermally sprayed nanostructured Cr3C2-25(Ni-20Cr) coatings. Mater. Res. 2017, 20, 994–1002. [Google Scholar] [CrossRef] [Green Version]
- Morimoto, J.; Sasaki, Y.; Fukuhara, S.; Abe, N.; Tukamoto, M. Surface modification of Cr3C2-NiCr cermet coatings by direct diode laser. Vacuum 2006, 80, 1400–1405. [Google Scholar] [CrossRef]
- Sun, G.; Tong, Z.; Fang, X.; Liu, X.; Ni, Z.; Zhang, W. Effect of scanning speeds on microstructure and wear behaviour of laser-processed NiCr-Cr3C2-MoS2-CeO2 on 38CrMoAl steel. Opt. Laser Technol. 2016, 77, 80–90. [Google Scholar] [CrossRef]
- Scendo, M.; Zorawski, W.; Staszewska-Samson, K.; Goral, A. Influence of laser treatment on the corrosion resistance of Cr3C2-25(Ni20Cr) cermet coating. Materials 2021, 14, 4078. [Google Scholar] [CrossRef] [PubMed]
- Góral, A.; Żórawski, W.; Lityńska-Dobrzyńska, L.; Makrenek, M.; Goły, M.; Trelka, A.; Szlezynger, M. Laser modification of the microstructure and mechanical properties of (Cr3C2-25(Ni20Cr))-5(Ni25C) cermet coatings containing a solid lubricant. Surf. Coat. Technol. 2021, 405, 126701. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yoon, J.H.; Li, M.X.; Cho, T.Y.; Joo, Y.K.; Cho, J.Y. Influence of CO2 laser heat treatment on surface properties, electrochemical and tribological performance of HVOF sprayed WC-24%Cr3C2-6%Ni coating. Mater. Chem. Phys. 2010, 119, 458–464. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fixed Laser Process Parameter | Value |
|---|---|
| Laser Spot Diameter [mm] | 0.1 |
| Focal distance [mm] | 160 |
| Filling line gap between adjacent laser scan [mm] | 0.025 |
| Overlapping track [%] | 75% |
| Laser power [W] | 2.2 |
| Laser power density [W/mm2] | 280 |
| Shielding gas | Air |
| Irradiated area [mm2] | 7.5 × 5 |
| Series | Surface Morphology | Scanning Rate [mm/s] | Strategy | Loops |
|---|---|---|---|---|
| 1 | As-sprayed | 100/150/200/250/300 | 1/2/3 | 1 |
| 2 | Shot peening | 100/150/200/250/300 | 1/2/3 | 1 |
| 3 | Shot peening | 300 | 2 | 1/5/10/20 |
| Sample | Direction | Ra [µm] | Rz [µm] |
|---|---|---|---|
| As-sprayed | X | 5.41 ± 0.15 | 40.24 ± 1.56 |
| Y | 6.91 ± 0.43 | 62.88 ± 3.60 | |
| After shot peening | X/Y | 3.96 ± 0.49 | 21.13 ± 1.49 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giorleo, L.; La Vecchia, G.M.; Ceretti, E. Nd:YVO4 Laser Irradiation on Cr3C2-25(Ni20Cr) Coating Realized with High Velocity Oxy-Fuel Technology—Analysis of Surface Modification. Micromachines 2021, 12, 1477. https://doi.org/10.3390/mi12121477
Giorleo L, La Vecchia GM, Ceretti E. Nd:YVO4 Laser Irradiation on Cr3C2-25(Ni20Cr) Coating Realized with High Velocity Oxy-Fuel Technology—Analysis of Surface Modification. Micromachines. 2021; 12(12):1477. https://doi.org/10.3390/mi12121477
Chicago/Turabian StyleGiorleo, Luca, Giovina Marina La Vecchia, and Elisabetta Ceretti. 2021. "Nd:YVO4 Laser Irradiation on Cr3C2-25(Ni20Cr) Coating Realized with High Velocity Oxy-Fuel Technology—Analysis of Surface Modification" Micromachines 12, no. 12: 1477. https://doi.org/10.3390/mi12121477
APA StyleGiorleo, L., La Vecchia, G. M., & Ceretti, E. (2021). Nd:YVO4 Laser Irradiation on Cr3C2-25(Ni20Cr) Coating Realized with High Velocity Oxy-Fuel Technology—Analysis of Surface Modification. Micromachines, 12(12), 1477. https://doi.org/10.3390/mi12121477