
Research on Self-Aligning Flanges Based on Piezoelectric Actuators Applied to Precision Grinding Machines



Abstract
:1. Introduction
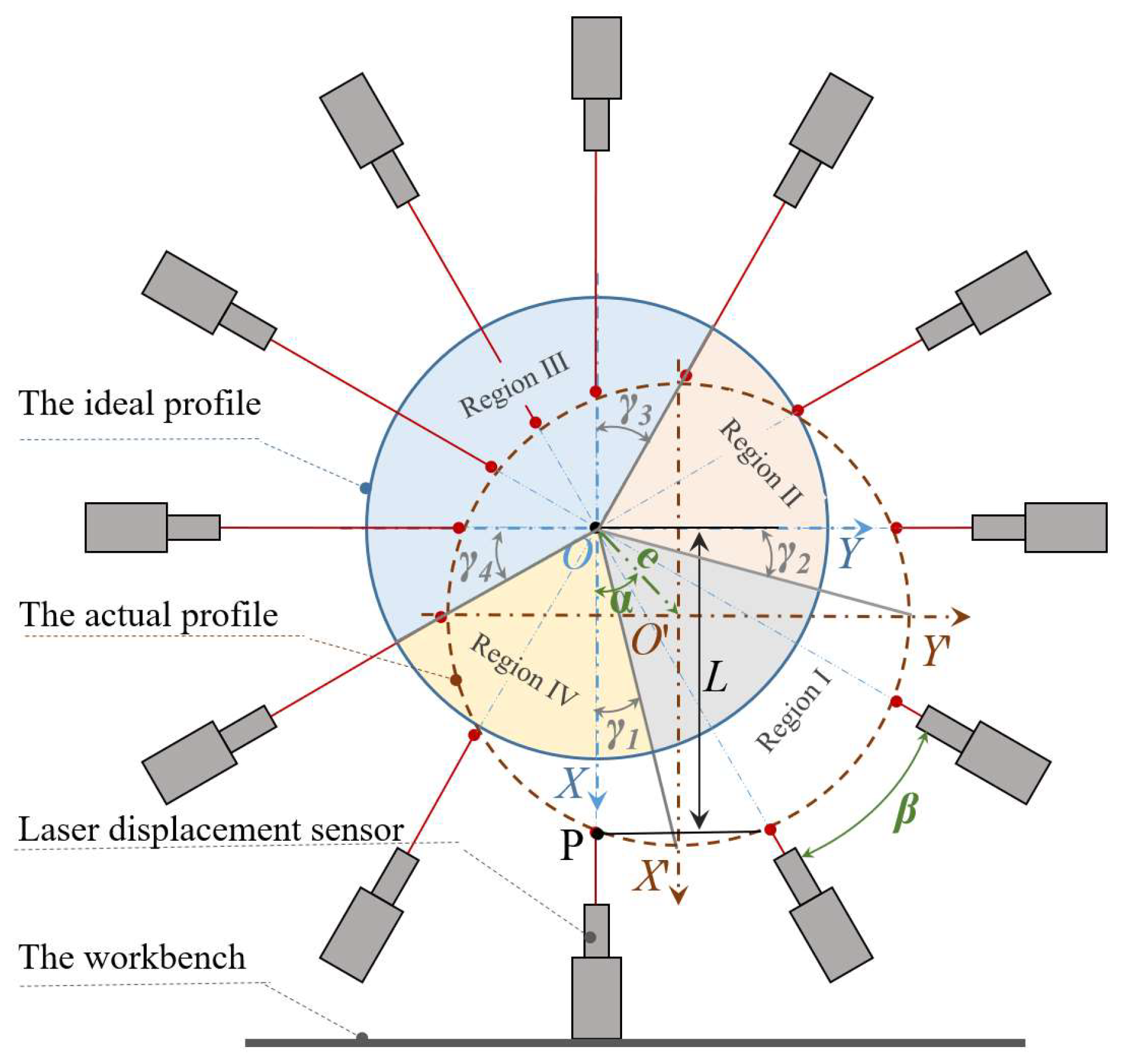
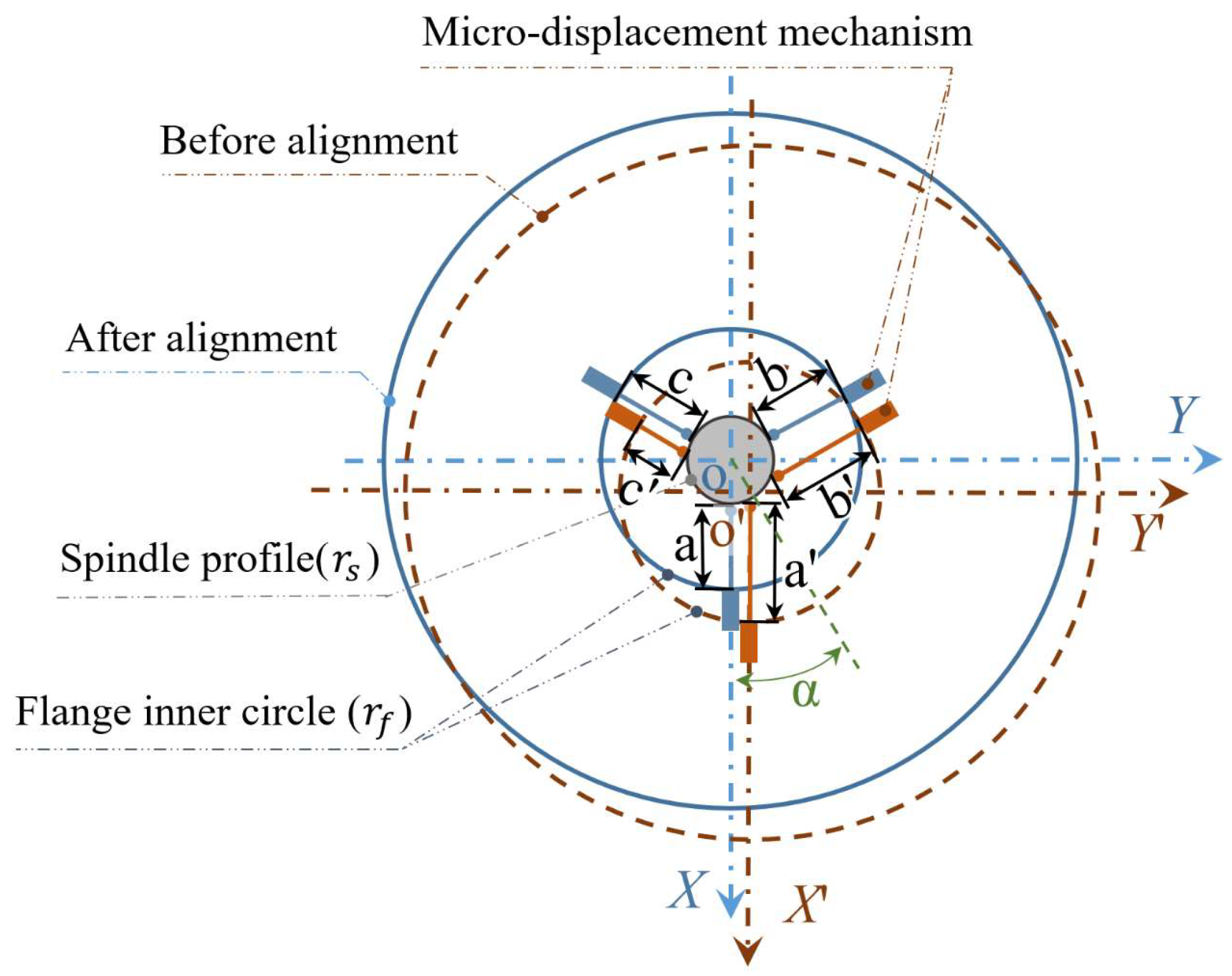
2. Derivation of the Self-Aligning Principle
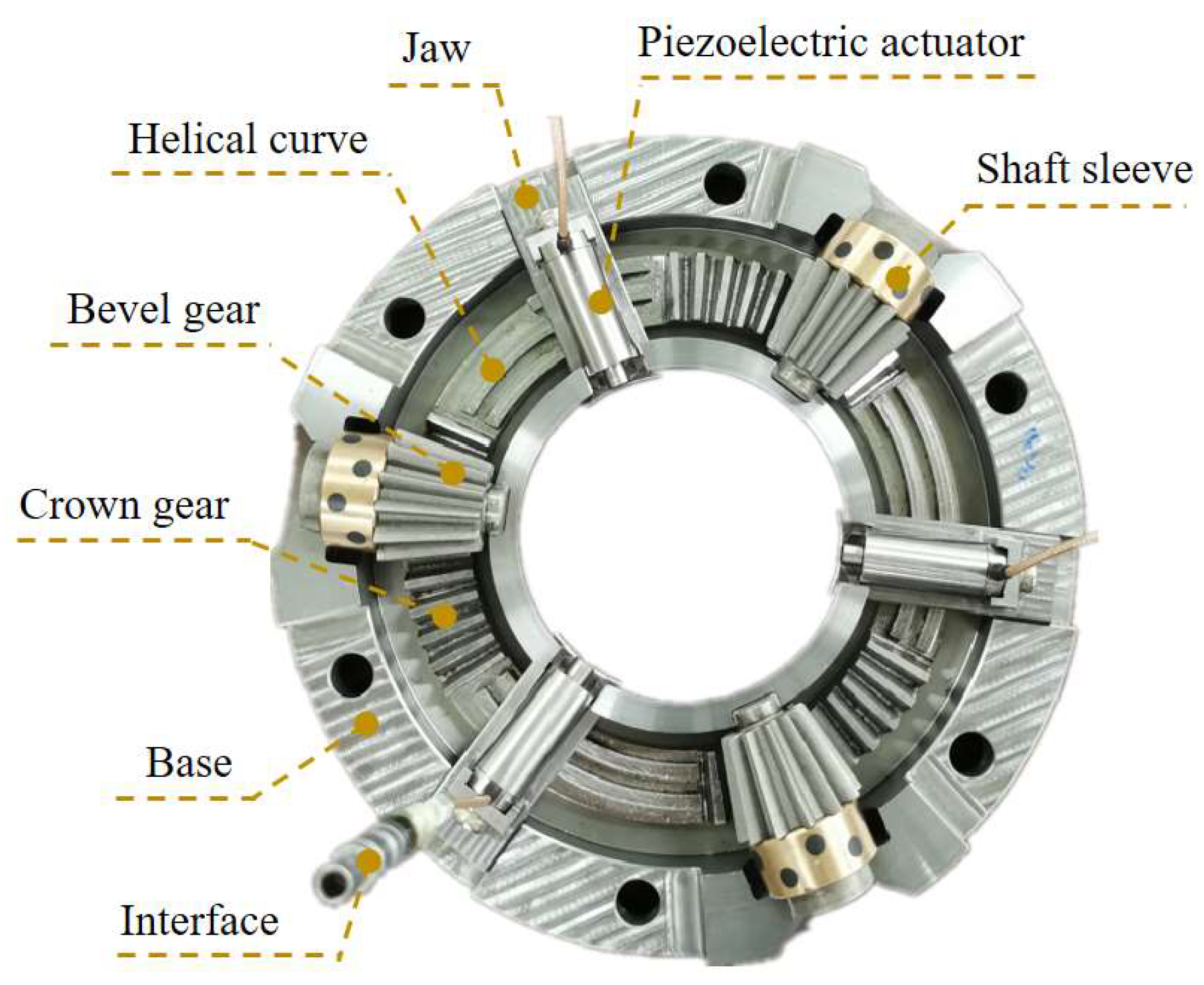
3. Structural Design of Self-Aligning Flange
4. Results and Discussion
4.1. Processing of Circumferential Data
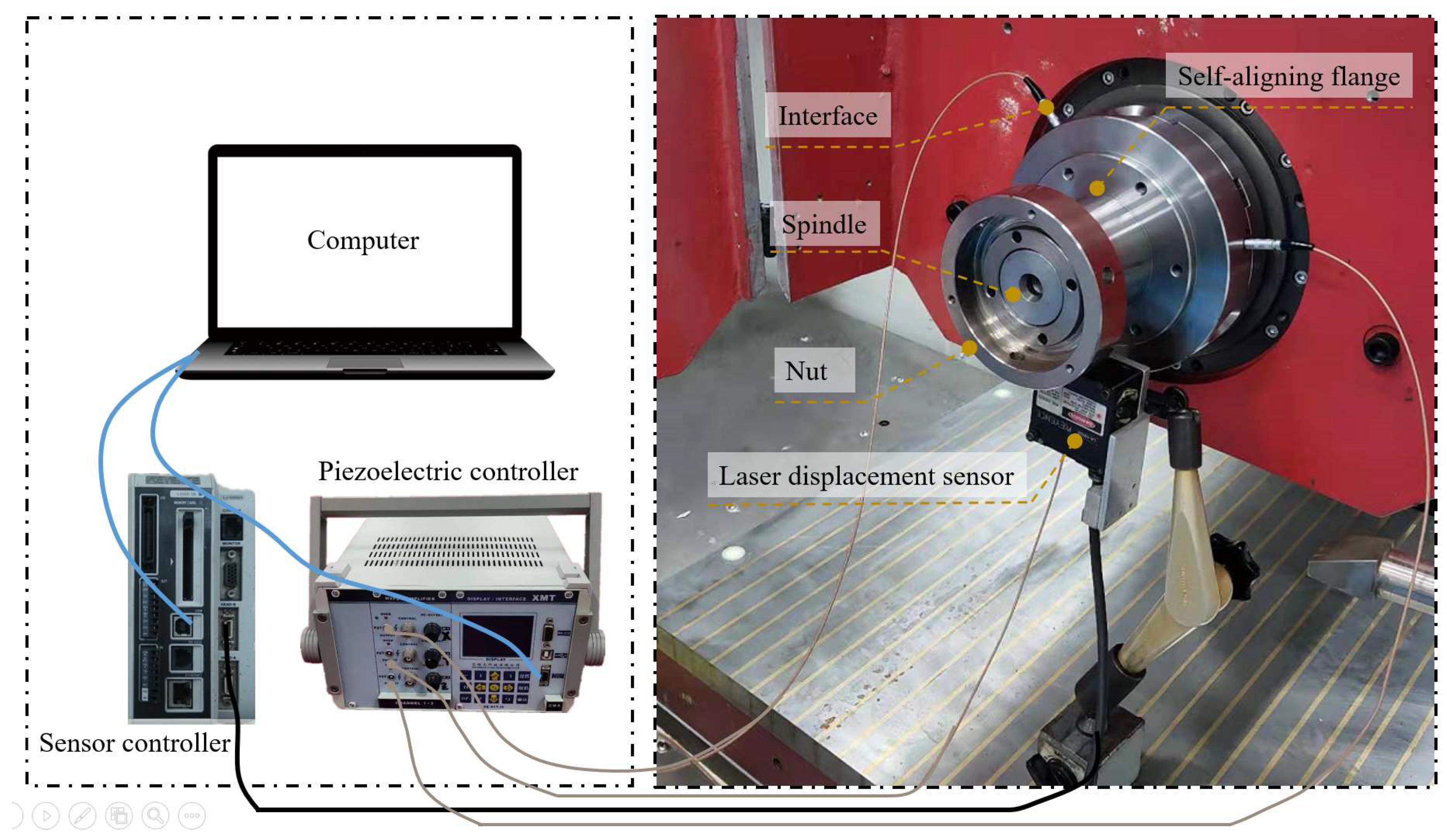
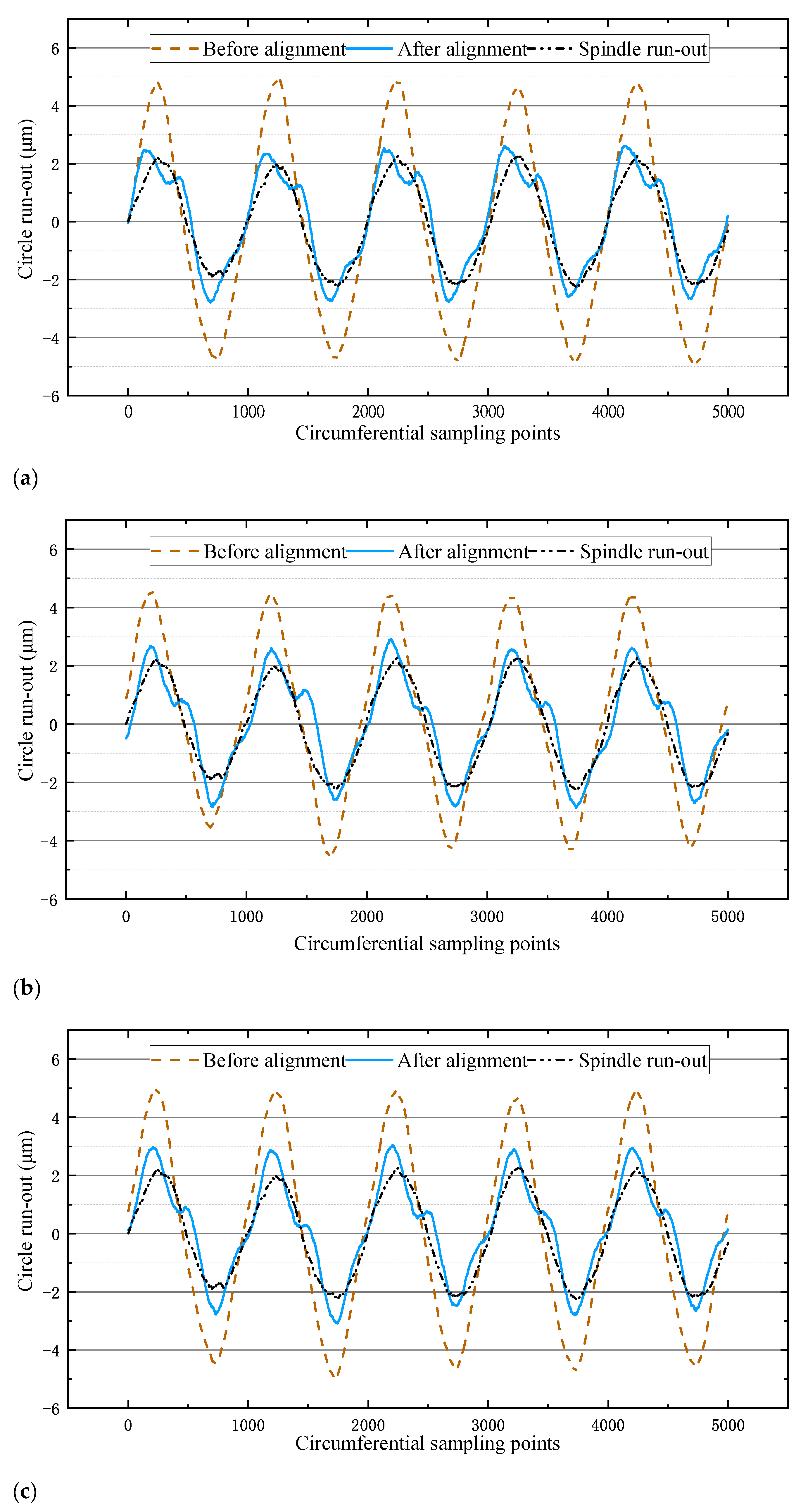
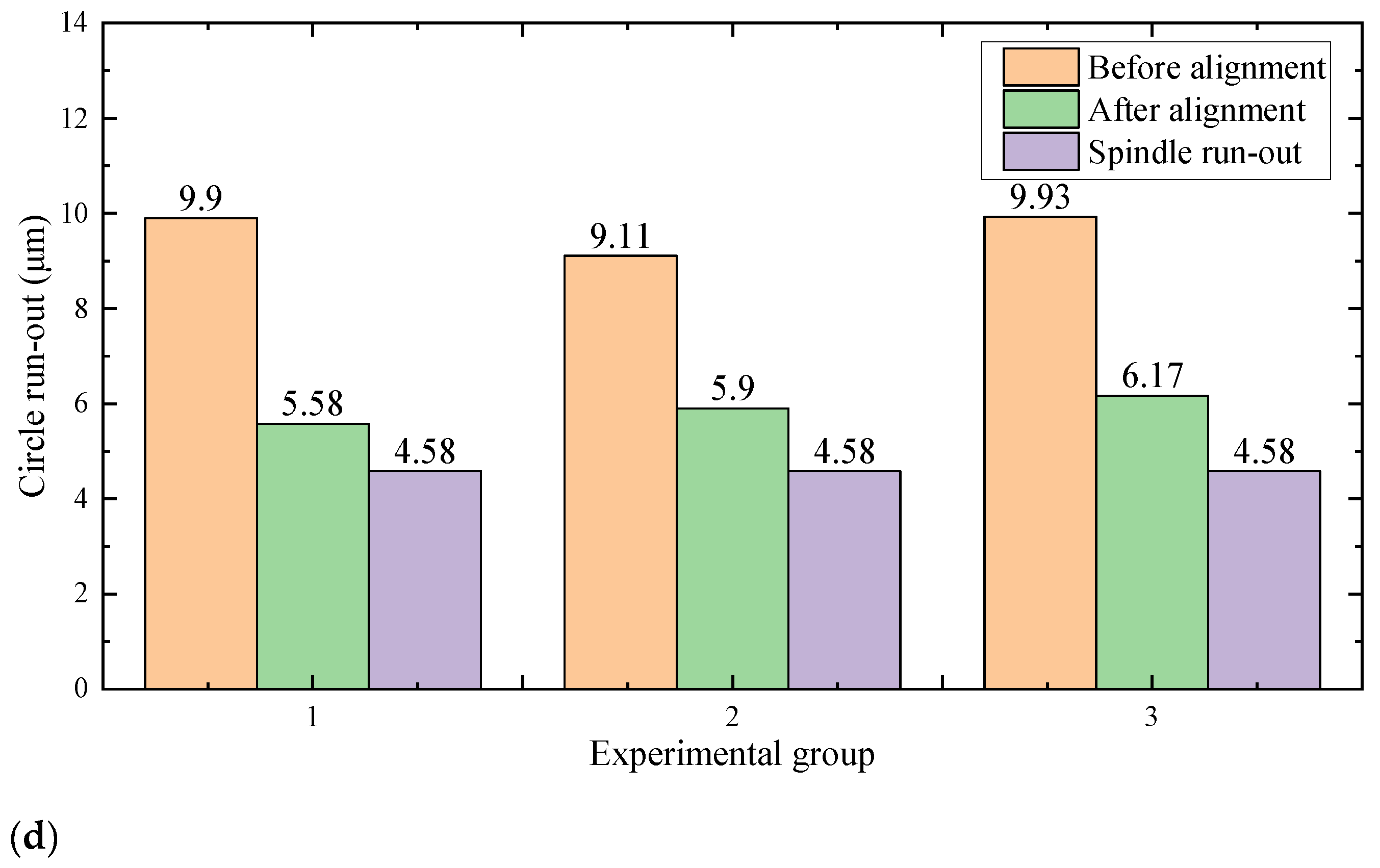
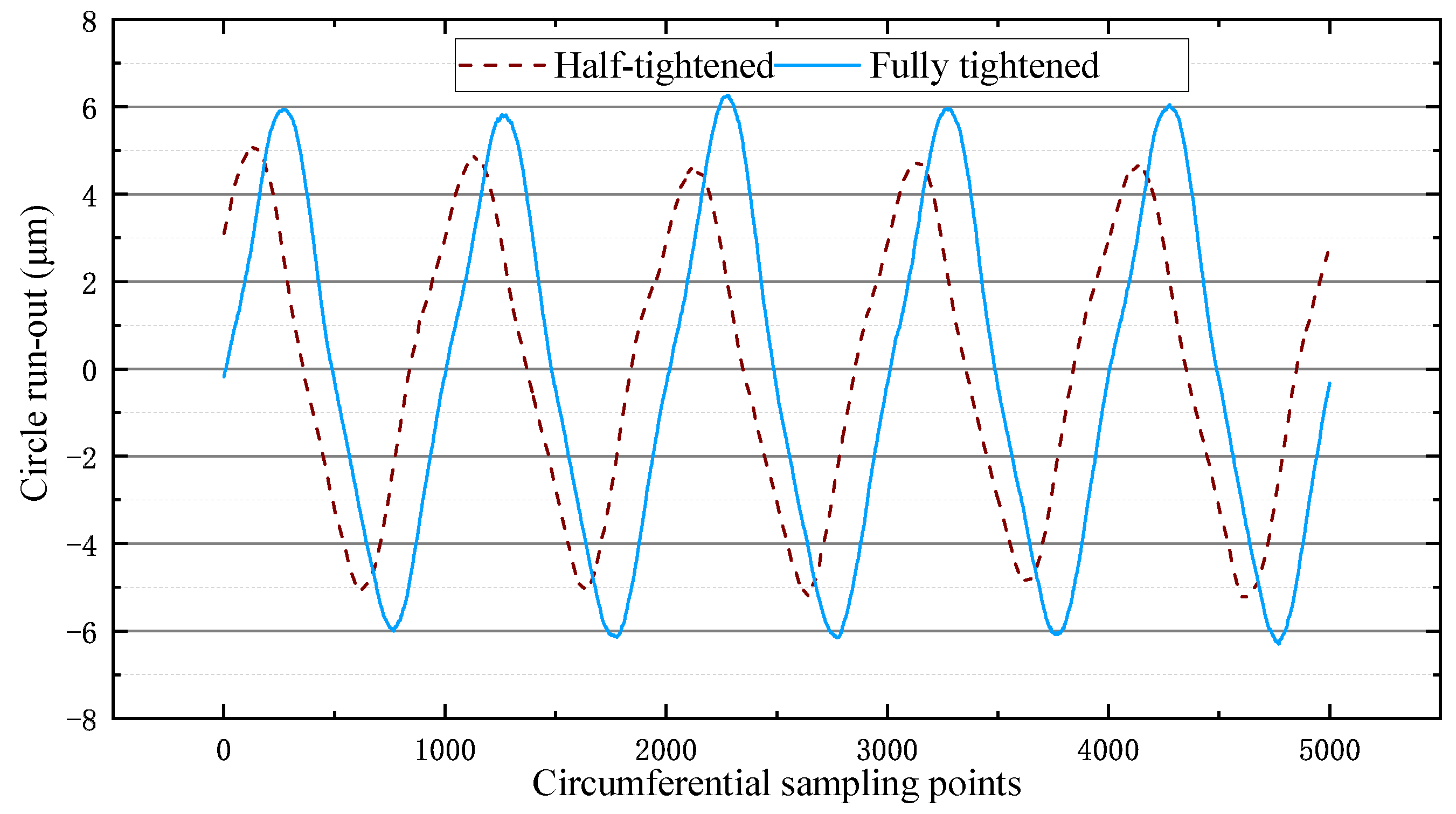
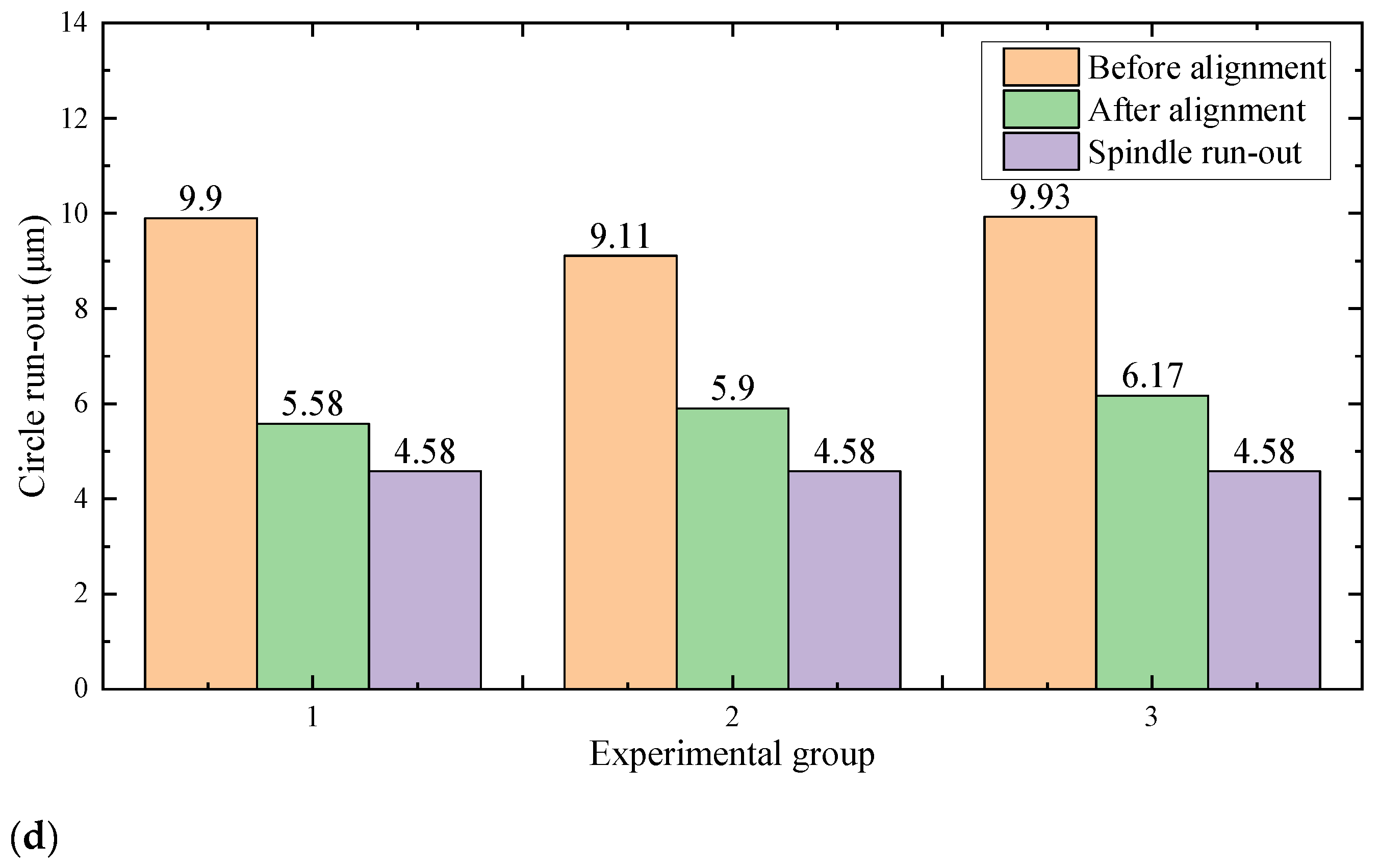
4.2. The Self-Aligning Validation Experiment
5. Conclusions
- (1)
- The uneven error in the reduction of the grinding wheel contour using the reversal method was investigated.
- (2)
- Based on the dimensions of the universal flange, bevel gears, jaws, and tooth discs were designed to control the movement of the piezoelectric actuator.
- (3)
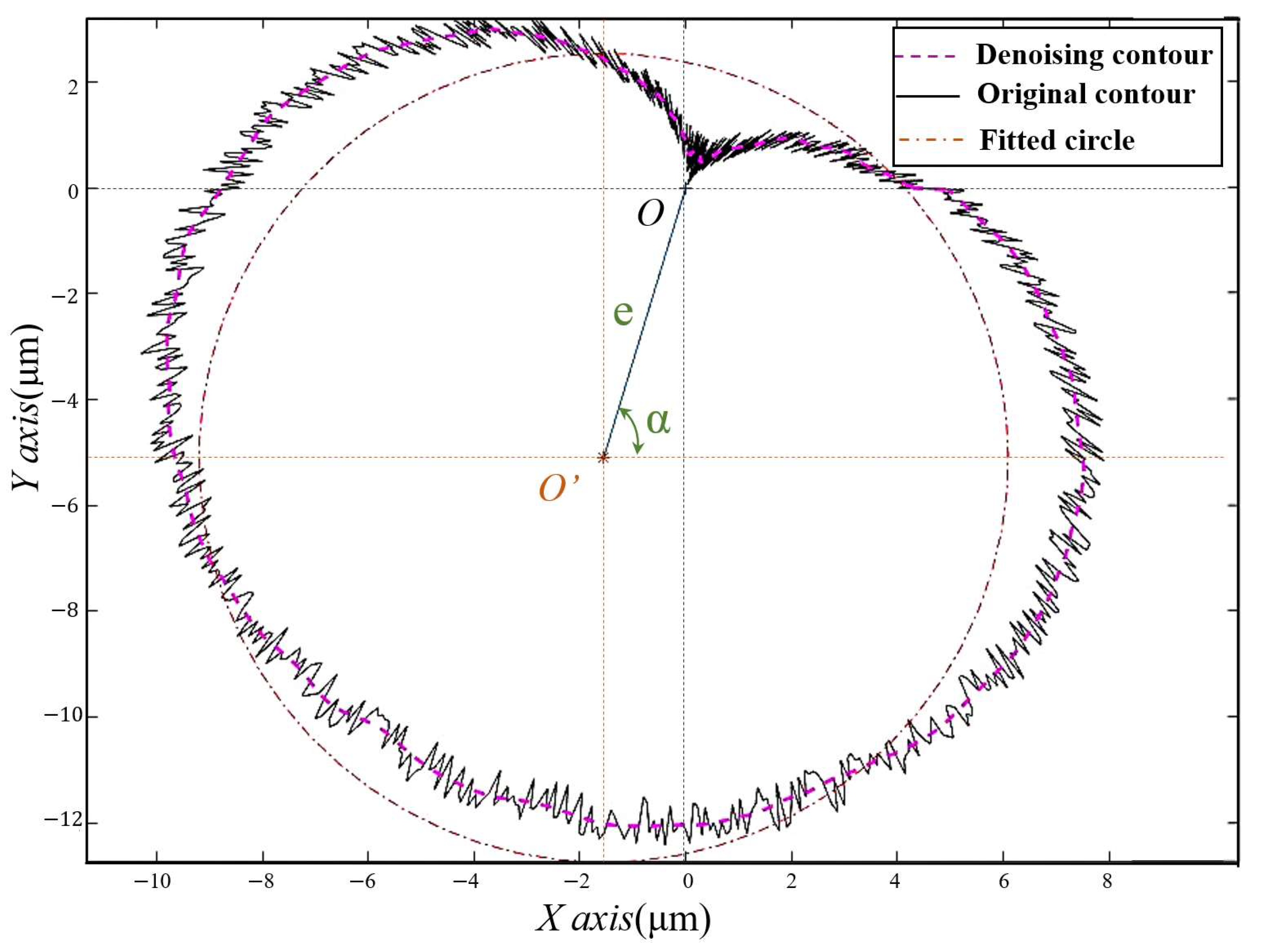
- The eccentricity and eccentric phase were obtained by processing the raw data with averaging filters and using the least squares method for circle fitting.
- (4)
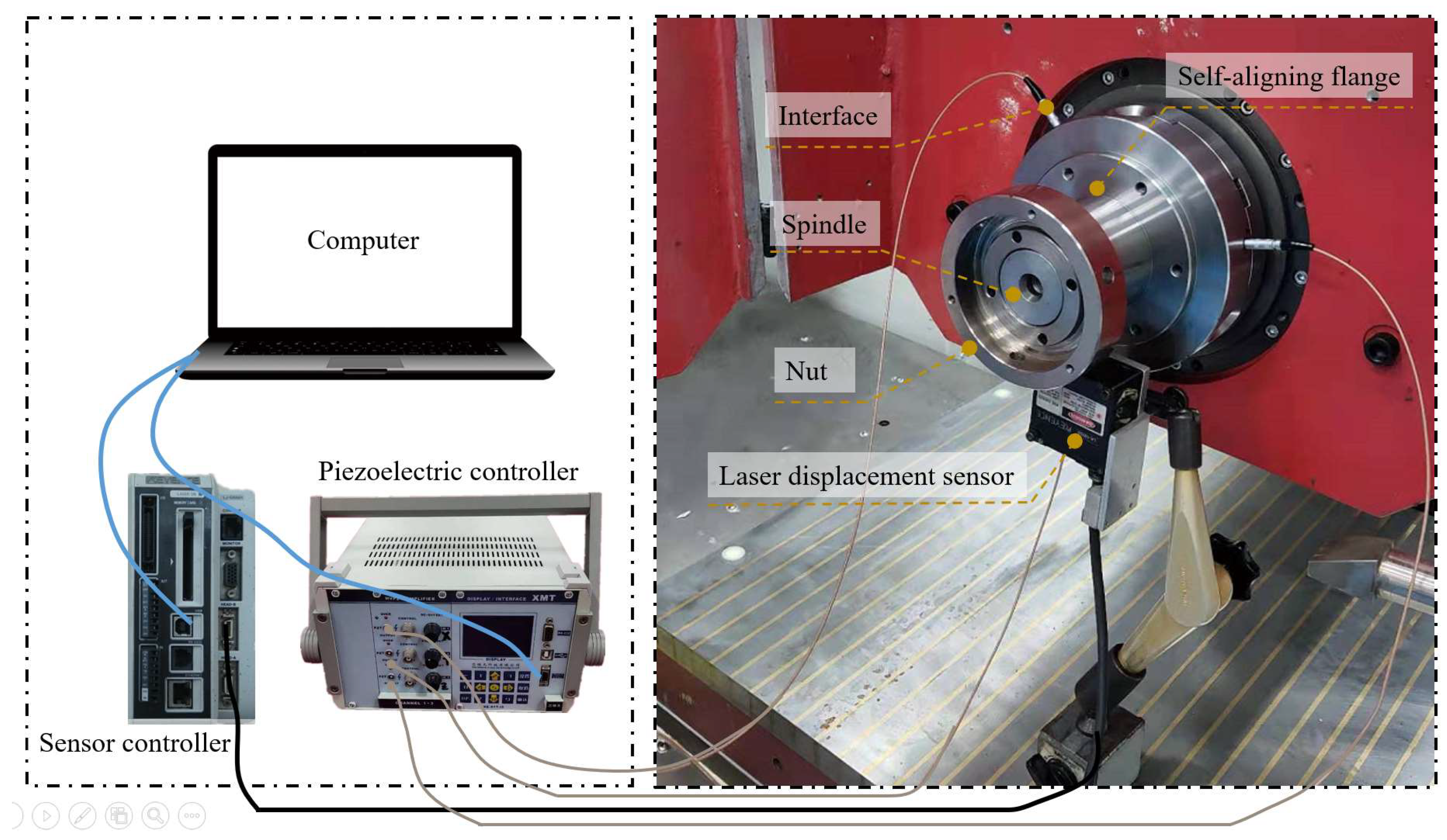
- The laser displacement sensor acquisition and the piezoelectric controller were combined by secondary development software to shorten the operation time and improve the efficiency of grinding wheel installation and centering.
Author Contributions
Funding
Conflicts of Interest
References
- Singleton, R.; Marshall, M.B.; Lewis, R.; Evans, G. Rail grinding for the 21st century-taking a lead from the aerospace industry. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2015, 229, 457–465. [Google Scholar] [CrossRef] [Green Version]
- Tan, N.Y.J.; Zhang, X.; Neo, D.W.K.; Huang, R.; Liu, K.; Kumar, A.S. A review of recent advances in fabrication of optical Fresnel lenses. J. Manuf. Process. 2021, 71, 113–133. [Google Scholar] [CrossRef]
- Manea, H.; Cheng, X.; Ling, S.; Zheng, G.; Li, Y.; Gao, X. Model for Predicting the Micro-Grinding Force of K9 Glass Based on Material Removal Mechanisms. Micromachines 2020, 11, 969. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Lin, S.; Jiang, Z.; Yin, Y.; Zhao, Y. Fewer-axis grinding methodology with simultaneously guaranteeing surface accuracy and grinding force for large optical SiC mirror. Int. J. Adv. Manuf. Technol. 2018, 99, 1863–1875. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, X.; Xu, X.; Yu, G. Quantitative impacts of regenerative vibration and abrasive wheel eccentricity on surface grinding dynamic performance. Int. J. Adv. Manuf. Technol. 2018, 96, 2271–2283. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, Y.; Wang, L.; Zhao, W. The centering and leveling adjustment and control technology for the ultra-precision turntable. In Proceedings of the 2015 International Conference on Optical Instruments and Technology: Optical Systems and Modern Optoelectronic Instruments, Beijing, China, 17–19 May 2015; International Society for Optics and Photonics: Bellingham, WA, USA, 2015; Volume 9618, p. 96181A. [Google Scholar]
- Shahabi, H.H.; Ratnam, M.M. Assessment of flank wear and nose radius wear from workpiece roughness profile in turning operation using machine vision. Int. J. Adv. Manuf. Technol. 2009, 43, 11–21. [Google Scholar] [CrossRef]
- Wei-Heng, S.; Syh-Shiuh, Y. Using the Machine Vision Method to Develop an On-machine Insert Condition Monitoring System for Computer Numerical Control Turning Machine Tools. Materials 2018, 11, 1977. [Google Scholar]
- Okuyama, E.; Fukazawa, N.; Muraoka, M.; Nosaka, N. Angular motion and circular profile measurements using the reversal method. J. Phys. Conf. Ser. 2005, 13, 123–126. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.-P.; Wang, Z.-Z.; Yu, H.; Lin, L.-Q. Research on Automatic Compensation Technology for Eccentricity of Grinding Wheel. Int. J. Precis. Eng. Manuf. 2018, 19, 1201–1209. [Google Scholar] [CrossRef]
- Shinno, H.; Yoshioka, H.; Taniguchi, K. A Newly Developed Linear Motor-Driven Aerostatic X-Y Planar Motion Table System for Nano-Machining. CIRP Ann. 2007, 56, 369–372. [Google Scholar] [CrossRef]
- Yang, X.; Jia, Z.; Guo, D. Study on Giant Magnetostrictive Microdisplacement Actuator Having the Function of Sensing its Displacement. In Proceedings of the Fifth World Congress on Intelligent Control and Automation (IEEE Cat. No.04EX788), Hangzhou, China, 15–19 June 2004; IEEE: Piscataway, NJ, USA, 2004. [Google Scholar]
- Zhu, Y.; Ji, L. Theoretical and experimental investigations of the temperature and thermal deformation of a giant magnetostrictive actuator. Sens. Actuators A Phys. 2014, 218, 167–178. [Google Scholar] [CrossRef]
- Jie, D.G.; Sun, L.N.; Qu, D.S.; Wang, L.; Cai, H.G. Fuzzy-reasoning based self-tuning PID control for piezoelectric micro-displacement system. J. Harbin Inst. Technol. 2005, 37, 145–147. [Google Scholar]
- Wang, X.; Chu, Y.; Zhai, Z. Research of Micro-Positioning System Based on Piezoelectric Actuator. In Proceedings of the 2009 9th International Conference on Electronic Measurement & Instruments, Beijing, China, 16–19 August 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 1–897. [Google Scholar]
- Shestakov, A.L.; Keller, A.V. Optimal Dynamic Measurement Method Using Digital Moving Average Filter. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2021; Volume 1864, p. 012073. [Google Scholar]
- Junhong, L.; Feng, D. Filtering-based recursive least-squares identification algorithm for controlled autoregressive moving average systems using the maximum likelihood principle. J. Vib. Control 2015, 21, 3098–3106. [Google Scholar]
- Babu, C.N.; Reddy, B.E. A moving-average filter based hybrid ARIMA–ANN model for forecasting time series data. Appl. Soft Comput. 2014, 23, 27–38. [Google Scholar] [CrossRef]
- Smith, S. Understanding tapered spindle connections. Cut. Tool Eng. 2014, 66, 20–21. [Google Scholar]
- Hans-Otto, H.; Franz, T. Chuck for Work Holding in Lathe Has Radial Clamping Jaws with Sprung Faces to Allow Compensation for Stepped Workpieces. 2004. Available online: https://patents.google.com/patent/DE10322857A1/en (accessed on 21 July 2021).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spindle Speed (rpm) | Sampling Frequency (Hz) | Number of Sampling Laps | Diameter of Flange Mating Surface (mm) |
|---|---|---|---|
| 60 | 1000 | 5 | 74 |
| Spindle Speed (rpm) | Sampling Frequency (Hz) | Number of Sampling Laps | Diameter of Flange Mating Surface (mm) | Tightness of Nut |
|---|---|---|---|---|
| 60 | 1000 | 5 | 74 | Half-tightened/Fully tightened |
| Spindle Speed (rpm) | Sampling Frequency (Hz) | Number of Sampling Laps | Diameter of Flange Mating Surface (mm) | Experimental Factors |
|---|---|---|---|---|
| 60 | 1000 | 5 | 74 | With jaws/Without jaws |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, X.; Wang, Z.; Shen, B.; Lei, P. Research on Self-Aligning Flanges Based on Piezoelectric Actuators Applied to Precision Grinding Machines. Micromachines 2021, 12, 1393. https://doi.org/10.3390/mi12111393
Huang X, Wang Z, Shen B, Lei P. Research on Self-Aligning Flanges Based on Piezoelectric Actuators Applied to Precision Grinding Machines. Micromachines. 2021; 12(11):1393. https://doi.org/10.3390/mi12111393
Chicago/Turabian StyleHuang, Xuepeng, Zhenzhong Wang, Bingyi Shen, and Pengli Lei. 2021. "Research on Self-Aligning Flanges Based on Piezoelectric Actuators Applied to Precision Grinding Machines" Micromachines 12, no. 11: 1393. https://doi.org/10.3390/mi12111393
APA StyleHuang, X., Wang, Z., Shen, B., & Lei, P. (2021). Research on Self-Aligning Flanges Based on Piezoelectric Actuators Applied to Precision Grinding Machines. Micromachines, 12(11), 1393. https://doi.org/10.3390/mi12111393