
Study on the Electrorheological Ultra-Precision Polishing Process with an Annular Integrated Electrode

Abstract
:1. Introduction
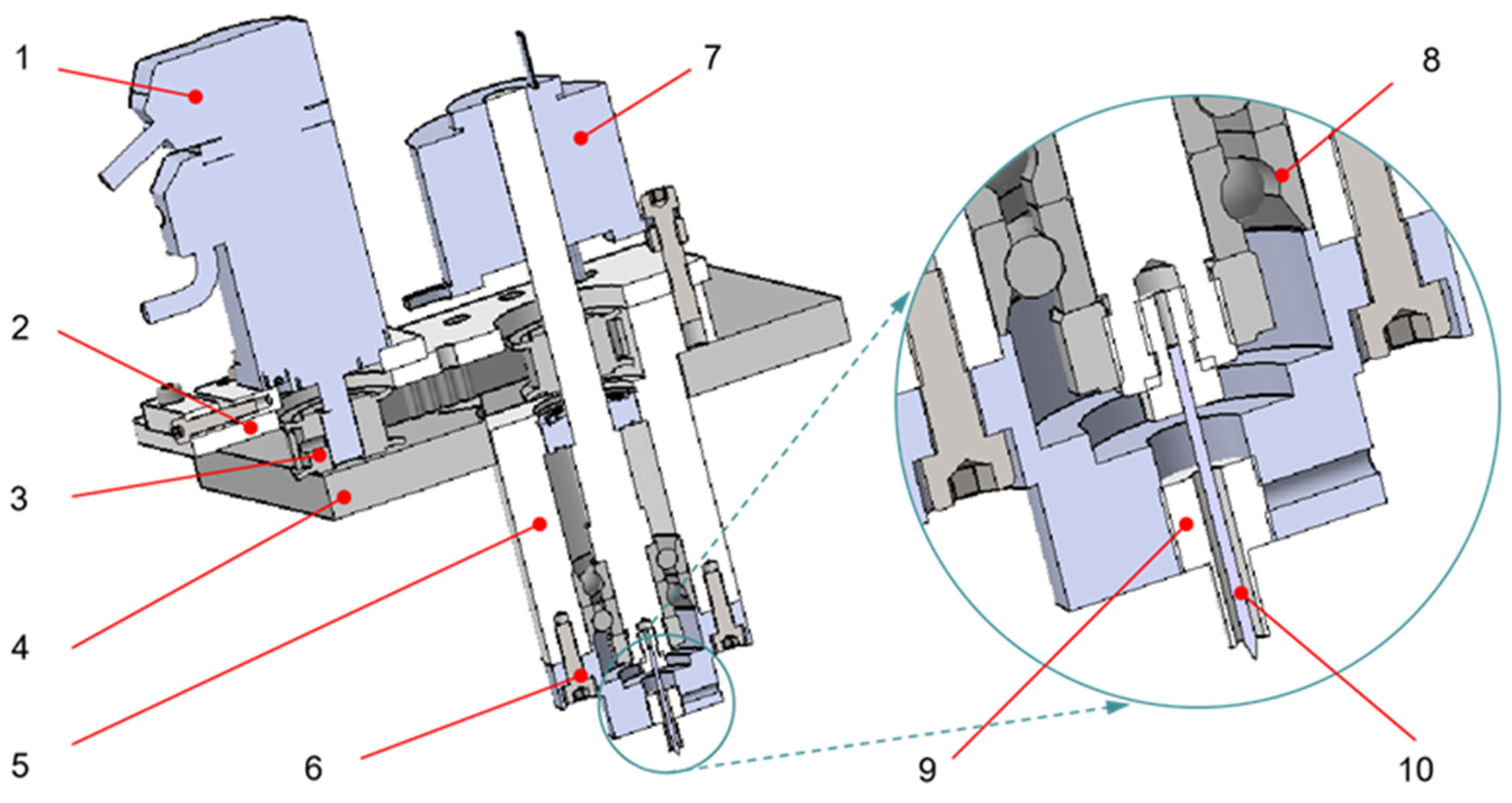
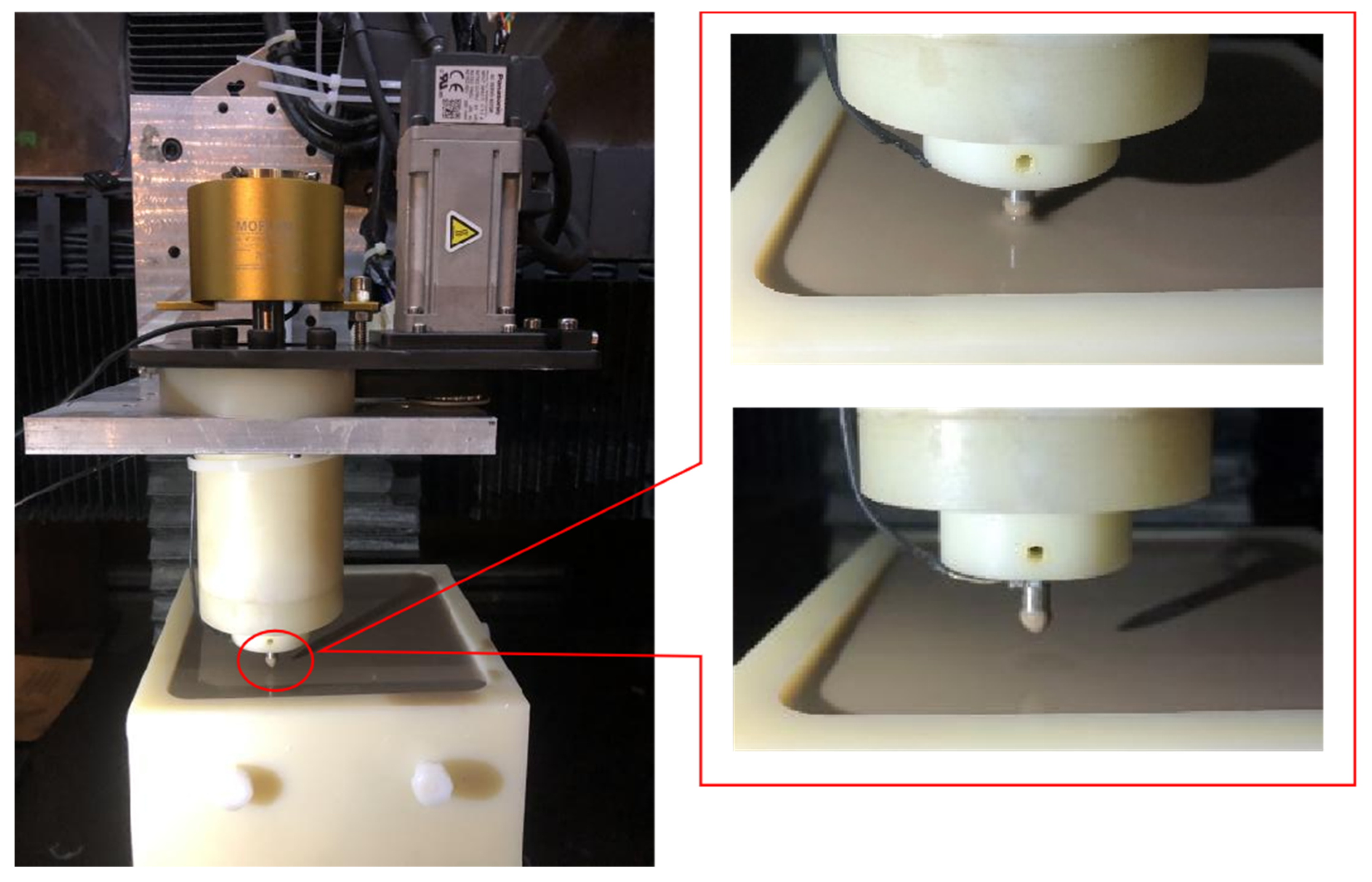
2. ER Polishing Equipment
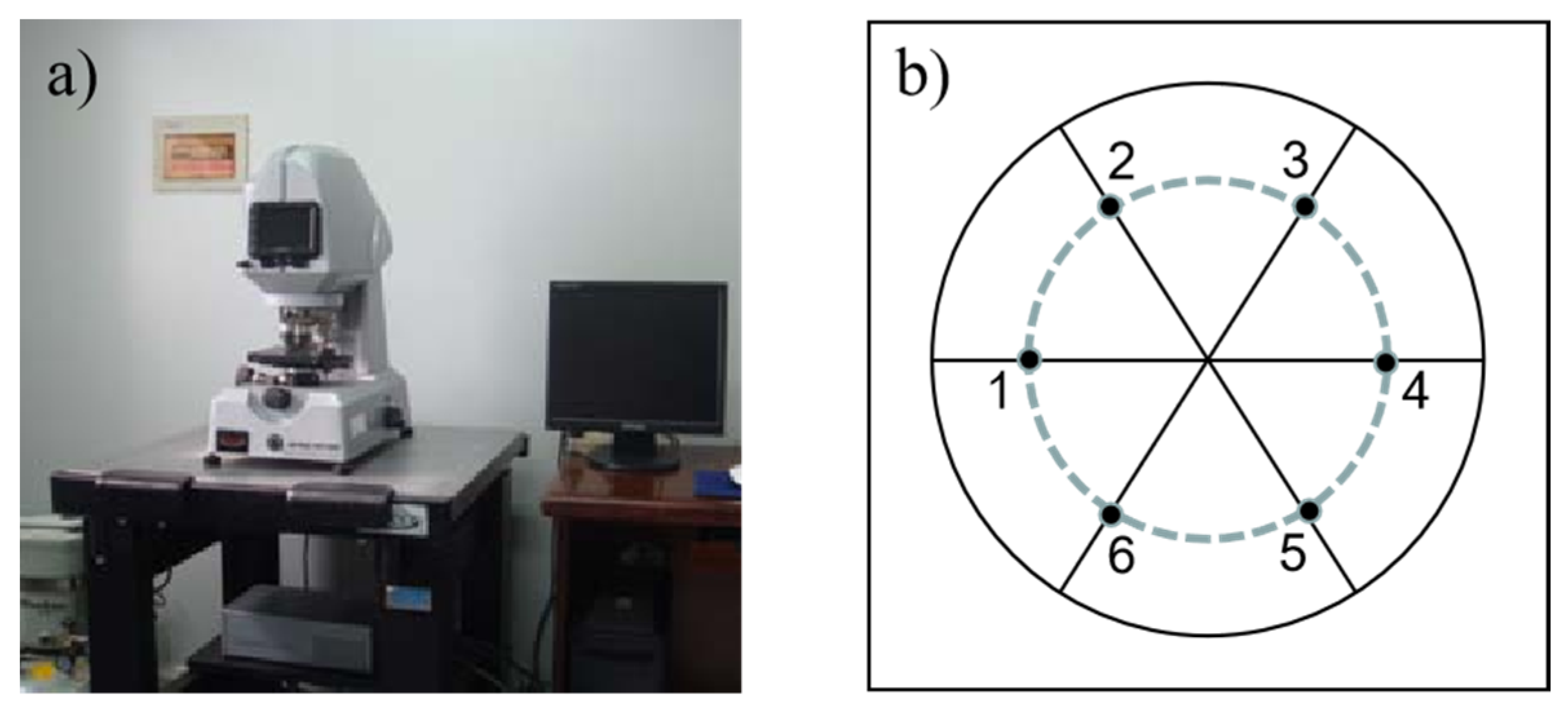
3. Experiments and Discussion
3.1. Orthogonal Experiments of ER Polishing
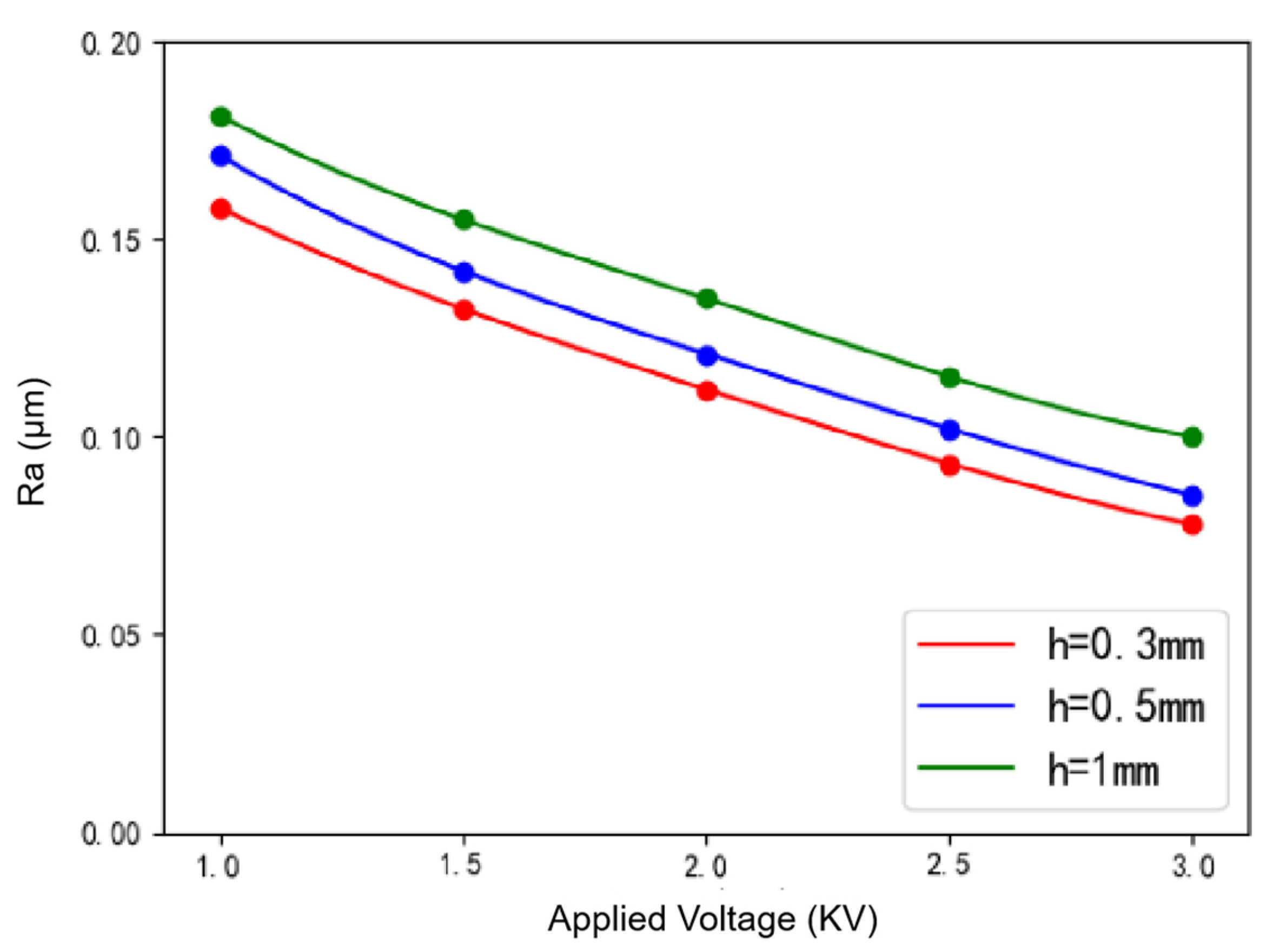
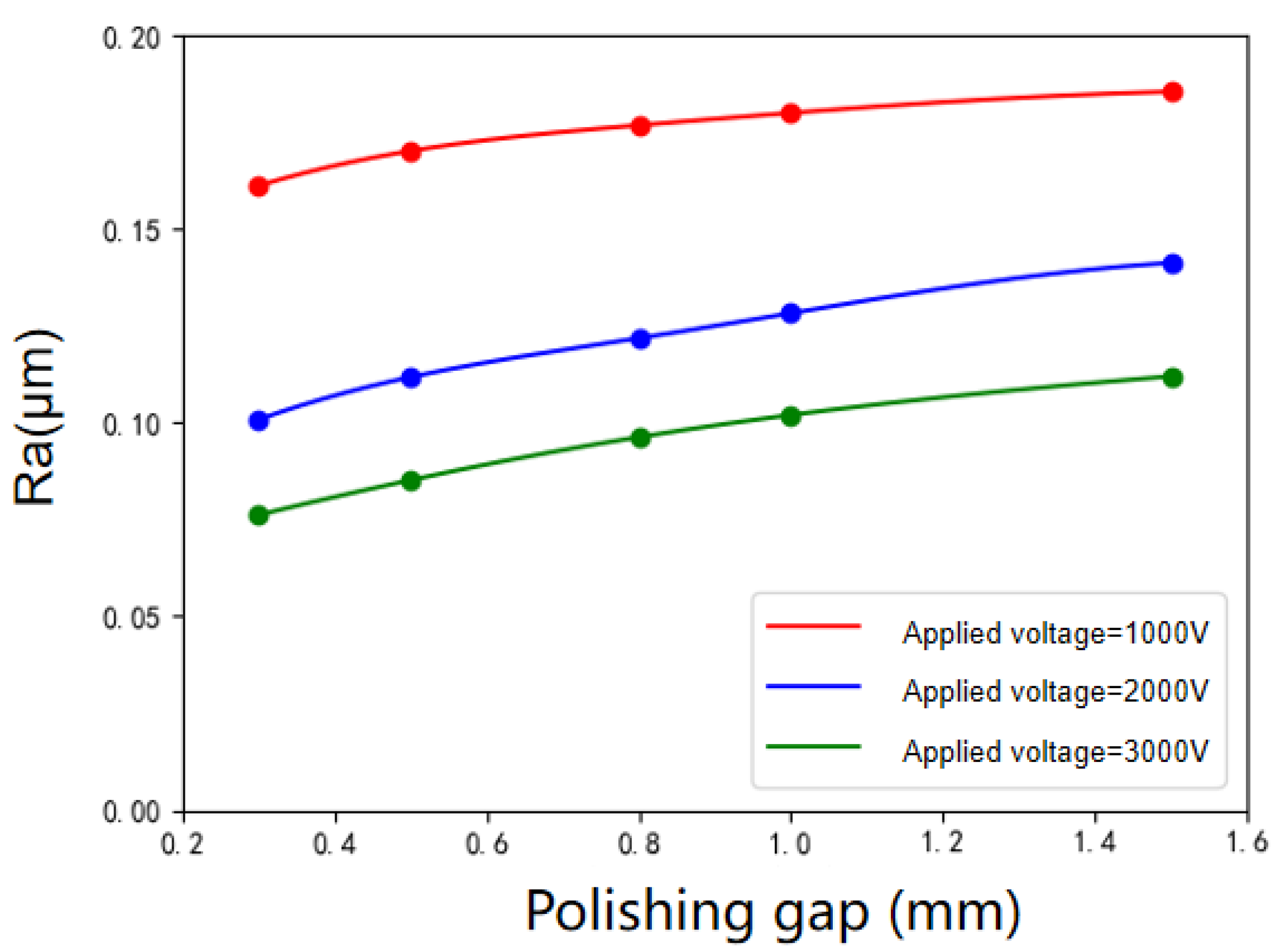
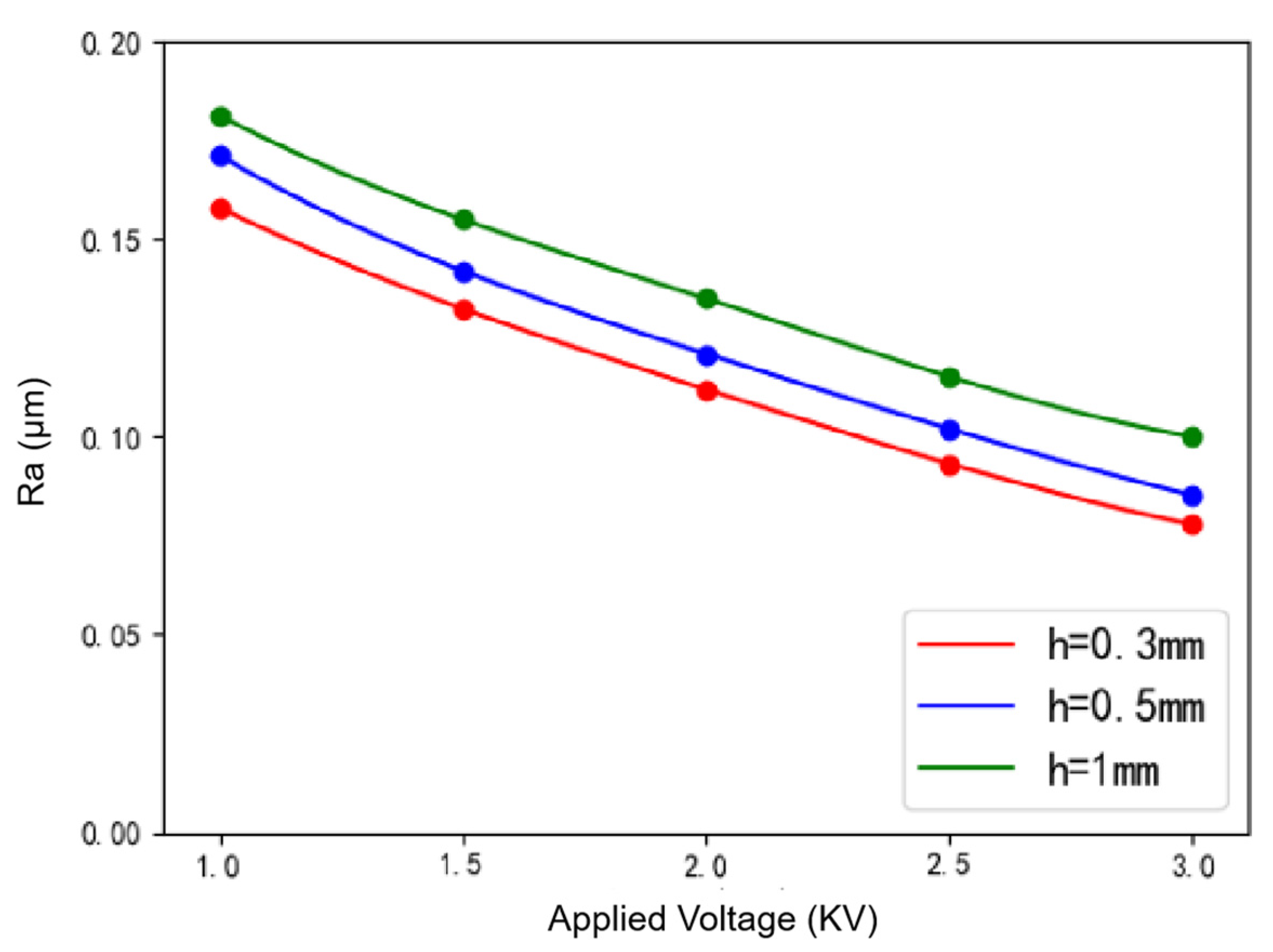
3.2. Single Factor Experiments of ER Polishing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, M.Y.; Lee, H.C. Local material removal mechanism considering curvature effect in the polishing process of the small aspherical lens die. J. Mater. Process. Technol. 2001, 116, 298–304. [Google Scholar] [CrossRef]
- Chen, W.; Kuriyagawa, T.; Huang, H.; Yosihara, N. Machining of micro aspherical mould inserts. Precis. Eng. 2005, 29, 315–323. [Google Scholar] [CrossRef]
- Evans, C.; Paul, E.; Dornfeld, D.; Lucca, D.; Byrne, G.; Tricard, M.; Klocke, F.; Dambon, O.; Mullany, B. Material Removal Mechanisms in Lapping and Polishing. CIRP Ann. 2003, 52, 611–633. [Google Scholar] [CrossRef] [Green Version]
- Yan, B.-H.; Tzeng, H.-J.; Huang, F.Y.; Lin, Y.-C.; Chow, H.-M. Finishing effects of spiral polishing method on micro lapping surface. Int. J. Mach. Tools Manuf. 2007, 47, 920–926. [Google Scholar] [CrossRef]
- Tam, H.; Cheng, H. An investigation of the effects of the tool path on the removal of material in polishing. J. Mater. Process. Technol. 2010, 210, 807–818. [Google Scholar] [CrossRef]
- Klocke, F.; Dambon, O.; Zunke, R. Modeling of contact behavior between polishing pad and workpiece surface. Prod. Eng. 2007, 2, 9–14. [Google Scholar] [CrossRef]
- Van Der Velden, P. Chemical mechanical polishing with fixed abrasives using different subpads to optimize wafer uniformity. Microelectron. Eng. 2000, 50, 41–46. [Google Scholar] [CrossRef]
- Li, W.; Wang, Y.; Fan, S.; Xu, J. Wear of diamond grinding wheels and material removal rate of silicon nitrides under different machining conditions. Mater. Lett. 2007, 61, 54–58. [Google Scholar] [CrossRef]
- Webster, J.; Tricard, M. Innovations in Abrasive Products for Precision Grinding. CIRP Ann. 2004, 53, 597–617. [Google Scholar] [CrossRef]
- Xie, Y.; Bhushan, B. Effects of particle size, polishing pad and contact pressure in free abrasive polishing. Wear 1996, 200, 281–295. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; de Lacalle, L.N.L.; del Pozo, D.; Arana, J. Laser polishing of tool steel with CO2 laser and high-power diode laser. Int. J. Mach. Tools Manuf. 2010, 50, 115–125. [Google Scholar] [CrossRef]
- Nüsser, C.; Wehrmann, I.; Willenborg, E. Influence of Intensity Distribution and Pulse Duration on Laser Micro Polishing. Phys. Procedia 2011, 12, 462–471. [Google Scholar] [CrossRef]
- Curodeau, A.; Guay, J.; Rodrigue, D. Ultrasonic abrasive μ-machining with thermoplastic tooling. Int. J. Mach. Tools Manuf. 2008, 48, 1553–1561. [Google Scholar] [CrossRef]
- Kobayashi, N.; Wu, Y.; Nomura, M.; Sato, T. Precision treatment of silicon wafer edge utilizing ultrasonically assisted polishing technique. J. Mater. Process. Technol. 2008, 201, 531–535. [Google Scholar] [CrossRef]
- Suzuki, H.; Hamada, S.; Okino, T.; Kondo, M. Ultraprecision finishing of micro-aspheric surface by ultrasonic two-axis vibration assisted polishing. CIRP Ann. Manuf. Technol. 2010, 59, 347–350. [Google Scholar] [CrossRef]
- Han, S.; Seo, Y. Voltage-induced material removal mechanism of copper for electrochemical-mechanical polishing applications. Trans. Nonferrous Met. Soc. China 2009, 19, 262–265. [Google Scholar] [CrossRef]
- Jang, K.; Seok, J.; Min, B. An electrochemomechanical polishing process using magnetorheological fluid. Int. J. Mach. Tools Manuf. 2010, 50, 869–881. [Google Scholar] [CrossRef]
- Hocheng, H.; Sun, Y.H.; Lin, S.C. A material removal analysis of electrochemical. J. Mater. Process. Technol. 2003, 140, 264–268. [Google Scholar] [CrossRef]
- Ramachandran, N.; Ramakrishnan, N. A review of abrasive jet machining. J. Mater. Process. Technol. 1993, 39, 21–31. [Google Scholar] [CrossRef]
- Park, D.; Cho, M.; Lee, H. Micro-grooving of glass using micro-abrasive jet machining. J. Mater. Process. Technol. 2004, 146, 234–240. [Google Scholar] [CrossRef]
- Tricard, M.; Kordonski, W.; Shorey, A.; Evans, C. Magnetorheological Jet Finishing of Conformal, Freeform and Steep Concave Optics. CIRP Ann. 2006, 55, 309–312. [Google Scholar] [CrossRef]
- Arnold, T.; Böhm, G.; Fechner, R.; Meister, J.; Nickel, A.; Frost, F.; Hänsel, T.; Schindler, A. Ultra-precision surface finishing by ion beam and plasma jet techniques—status and outlook. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2010, 616, 147–156. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S. Material response to particle impact during abrasive jet machining of alumina ceramics. J. Mater. Process. Technol. 2003, 132, 177–183. [Google Scholar] [CrossRef]
- Gorana, V.; Jain, V.; Lal, G. Forces prediction during material deformation in abrasive flow machining. Wear 2006, 260, 128–139. [Google Scholar] [CrossRef]
- Wang, A.; Tsai, L.; Liang, K. Uniform surface polished method of complex holes in abrasive flow machining. Trans. Nonferrous Met. Soc. China 2009, 19, 250–257. [Google Scholar] [CrossRef]
- Suyoshi, K.T.; Tsunmemoto, K.; Nobuhito, Y. Study on electrorheological fluid assisted micro-aspherical polishing. Kosaku Kikai Bumon Koenkai Koen Ronbunshu 2004, 5, 197–198. [Google Scholar]
- Kuriyagawa, T.; Saeki, M.; Syoji, K. Electrorheological fluid-assisted ultra-precision polishing for small three-dimensional parts. Precis. Eng. 2002, 26, 370–380. [Google Scholar] [CrossRef]
- Kim, W.B.; Min, B.K.; Lee, S.J. Development of a padless ultraprecision polishing method using electrorheological fluid. J. Mater. Process. Technol. 2004, 155–156, 1293–1299. [Google Scholar] [CrossRef]
- Akagami, Y.; Umehara, N. Development of electrically controlled polishing with dispersion type ER fluid under AC electric field. Wear 2006, 260, 345–350. [Google Scholar] [CrossRef]
- Zhang, L.; Kuriyagawa, T.; Kaku, T. Investigation into electrorheological fluid-assisted polishing. Int. J. Mach. Tools Manuf. 2005, 45, 1461–1467. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, Y. An investigation of effective area in electrorheological fluid-assisted polishing of tungsten carbide. Int. J. Mach. Tools Manuf. 2008, 48, 295–306. [Google Scholar] [CrossRef]
- Zhang, L.; He, X.; Yang, H.; Zhang, Y. An integrated tool for five-axis electrorheological fluid-assisted polishing. Int. J. Mach. Tools Manuf. 2010, 50, 737–740. [Google Scholar] [CrossRef]
- Li, H.; Cheng, H.; Feng, Y. Investigation of electrorheological fluid for optical finishing. Front. Optoelectron. China 2011, 4, 213–216. [Google Scholar] [CrossRef]
- Lu, J.; Yan, Q.; Tian, H.; Gao, W. Polishing properties of the Fe3O4-based electrorheological fluid. Lubr. Eng. 2008, 33, 27–30. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A Applied Voltage | B Abrasive Particle Size | C Abrasive Concentration | D Polishing Gap | E Polishing Time | F Spindle Speed | |
|---|---|---|---|---|---|---|
| (V) | (μm) | (%) | (mm) | (min) | (r/min) | |
| 1 | 1000 | 1 | 5 | 0.3 | 10 | 1000 |
| 2 | 2000 | 5 | 10 | 0.5 | 20 | 2000 |
| 3 | 3000 | 10 | 15 | 1 | 30 | 3000 |
| Experiment Number | Applied Voltage | Abrasive Particle Size | Abrasive Concentration | Polishing Gap | Polishing Time | Tool Spindle Speed | Roughness after Polishing |
|---|---|---|---|---|---|---|---|
| (V) | (μm) | (%) | (mm) | (min) | (r/min) | (μm) | |
| 1 | 3000 | 5 | 5 | 0.3 | 30 | 3000 | 0.0325 |
| 2 | 3000 | 10 | 10 | 0.5 | 20 | 1000 | 0.0842 |
| 3 | 1000 | 5 | 15 | 0.5 | 10 | 1000 | 0.1702 |
| 4 | 3000 | 5 | 5 | 1 | 20 | 1000 | 0.1366 |
| 5 | 1000 | 10 | 15 | 1 | 20 | 3000 | 0.1268 |
| 6 | 2000 | 5 | 10 | 1 | 10 | 3000 | 0.0894 |
| 7 | 2000 | 5 | 15 | 0.3 | 20 | 2000 | 0.0823 |
| 8 | 3000 | 1 | 15 | 1 | 10 | 2000 | 0.0743 |
| 9 | 3000 | 1 | 15 | 0.5 | 30 | 3000 | 0.0452 |
| 10 | 3000 | 10 | 10 | 0.3 | 10 | 2000 | 0.0745 |
| 11 | 2000 | 10 | 5 | 0.5 | 10 | 3000 | 0.0882 |
| 12 | 1000 | 1 | 10 | 0.3 | 20 | 3000 | 0.1156 |
| 13 | 1000 | 5 | 10 | 0.5 | 30 | 2000 | 0.0908 |
| 14 | 2000 | 1 | 5 | 0.5 | 20 | 2000 | 0.0894 |
| 15 | 2000 | 1 | 10 | 1 | 30 | 1000 | 0.1263 |
| 16 | 2000 | 10 | 15 | 0.3 | 30 | 1000 | 0.1008 |
| 17 | 1000 | 1 | 5 | 0.3 | 10 | 1000 | 0.1612 |
| 18 | 1000 | 10 | 5 | 1 | 30 | 2000 | 0.1042 |
| k1 | 0.128 | 0.102 | 0.102 | 0.094 | 0.11 | 0.13 | |
| k2 | 0.096 | 0.1 | 0.097 | 0.095 | 0.106 | 0.086 | |
| k3 | 0.075 | 0.096 | 0.1 | 0.11 | 0.083 | 0.083 | |
| Range | 0.053 | 0.006 | 0.005 | 0.016 | 0.027 | 0.047 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, C.; Chen, Y.; Xue, Y.; Zhang, L. Study on the Electrorheological Ultra-Precision Polishing Process with an Annular Integrated Electrode. Micromachines 2021, 12, 1235. https://doi.org/10.3390/mi12101235
Fan C, Chen Y, Xue Y, Zhang L. Study on the Electrorheological Ultra-Precision Polishing Process with an Annular Integrated Electrode. Micromachines. 2021; 12(10):1235. https://doi.org/10.3390/mi12101235
Chicago/Turabian StyleFan, Cheng, Yigang Chen, Yucheng Xue, and Lei Zhang. 2021. "Study on the Electrorheological Ultra-Precision Polishing Process with an Annular Integrated Electrode" Micromachines 12, no. 10: 1235. https://doi.org/10.3390/mi12101235
APA StyleFan, C., Chen, Y., Xue, Y., & Zhang, L. (2021). Study on the Electrorheological Ultra-Precision Polishing Process with an Annular Integrated Electrode. Micromachines, 12(10), 1235. https://doi.org/10.3390/mi12101235