Effect of the Lapping Platen Groove Density on the Characteristics of Microabrasive-Based Lapping


Abstract
1. Introduction
2. Materials and Methods
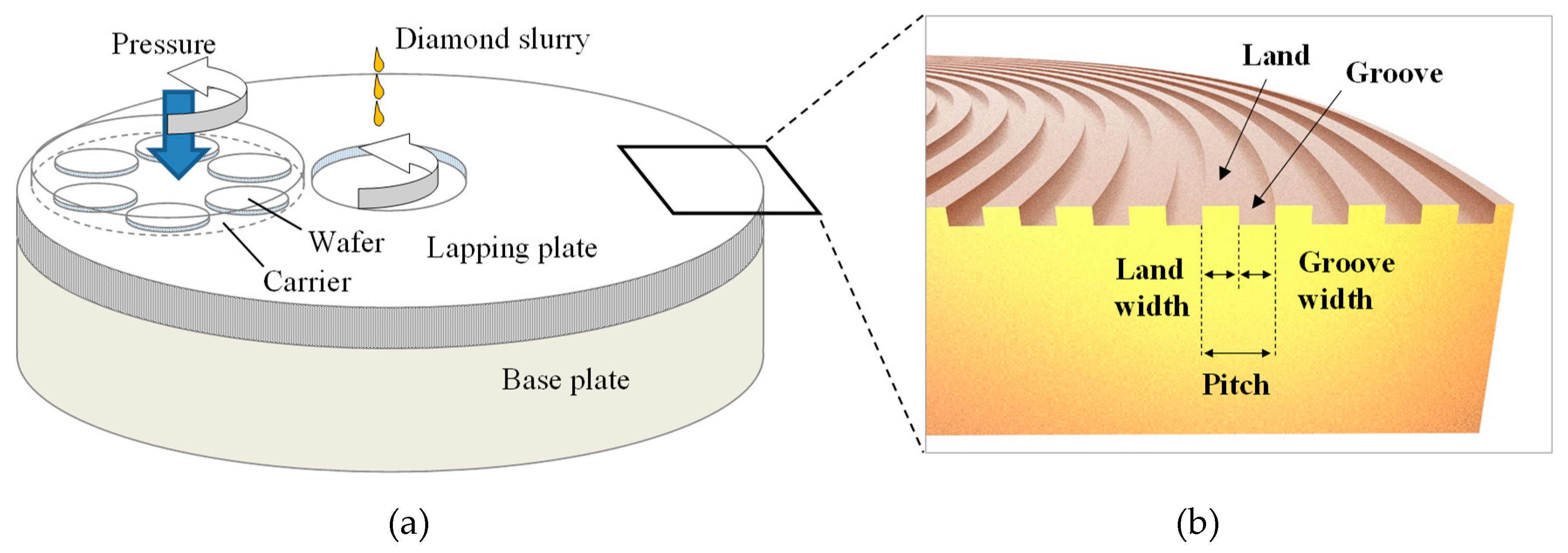
2.1. Definition of Groove Density
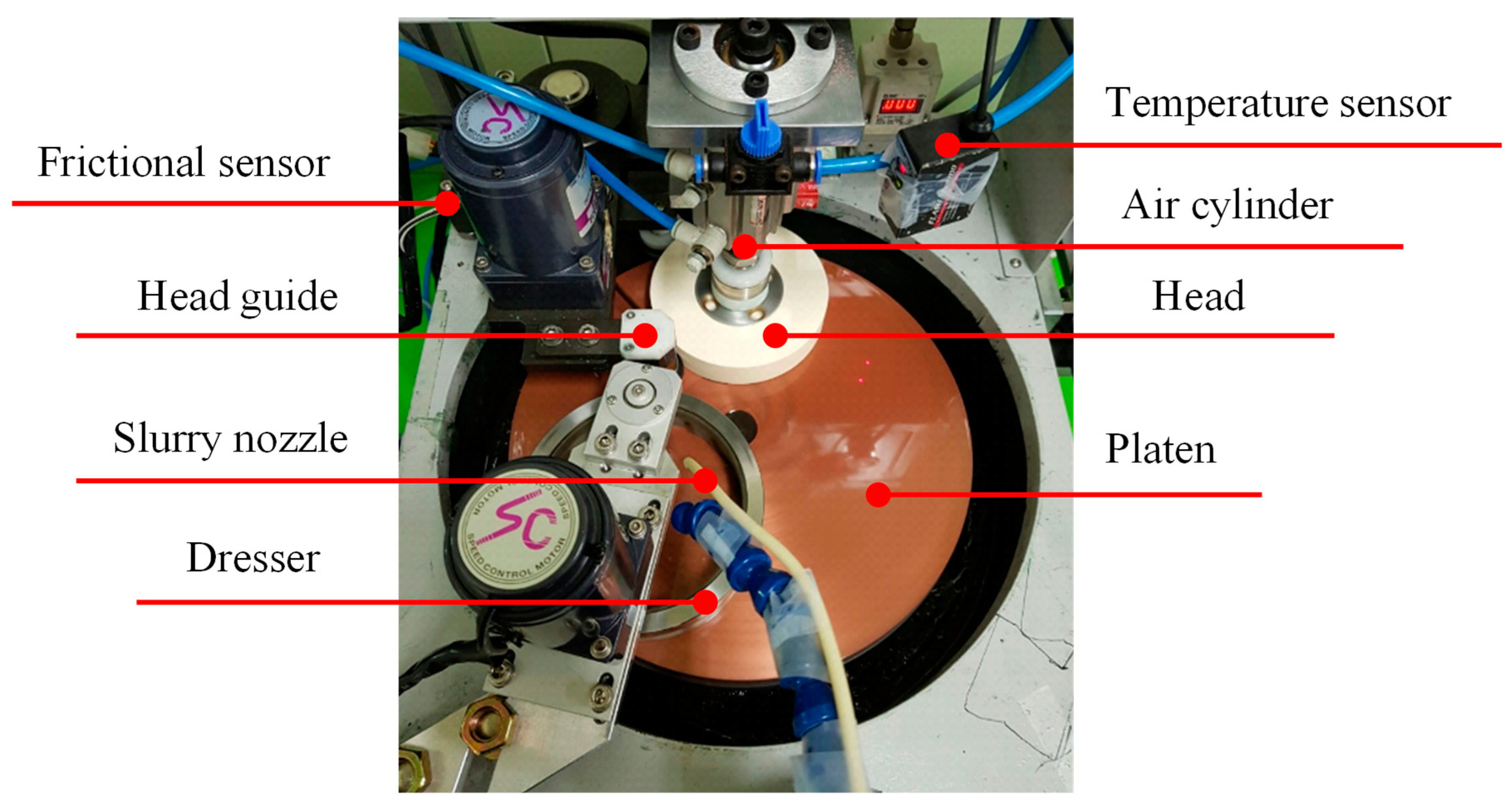
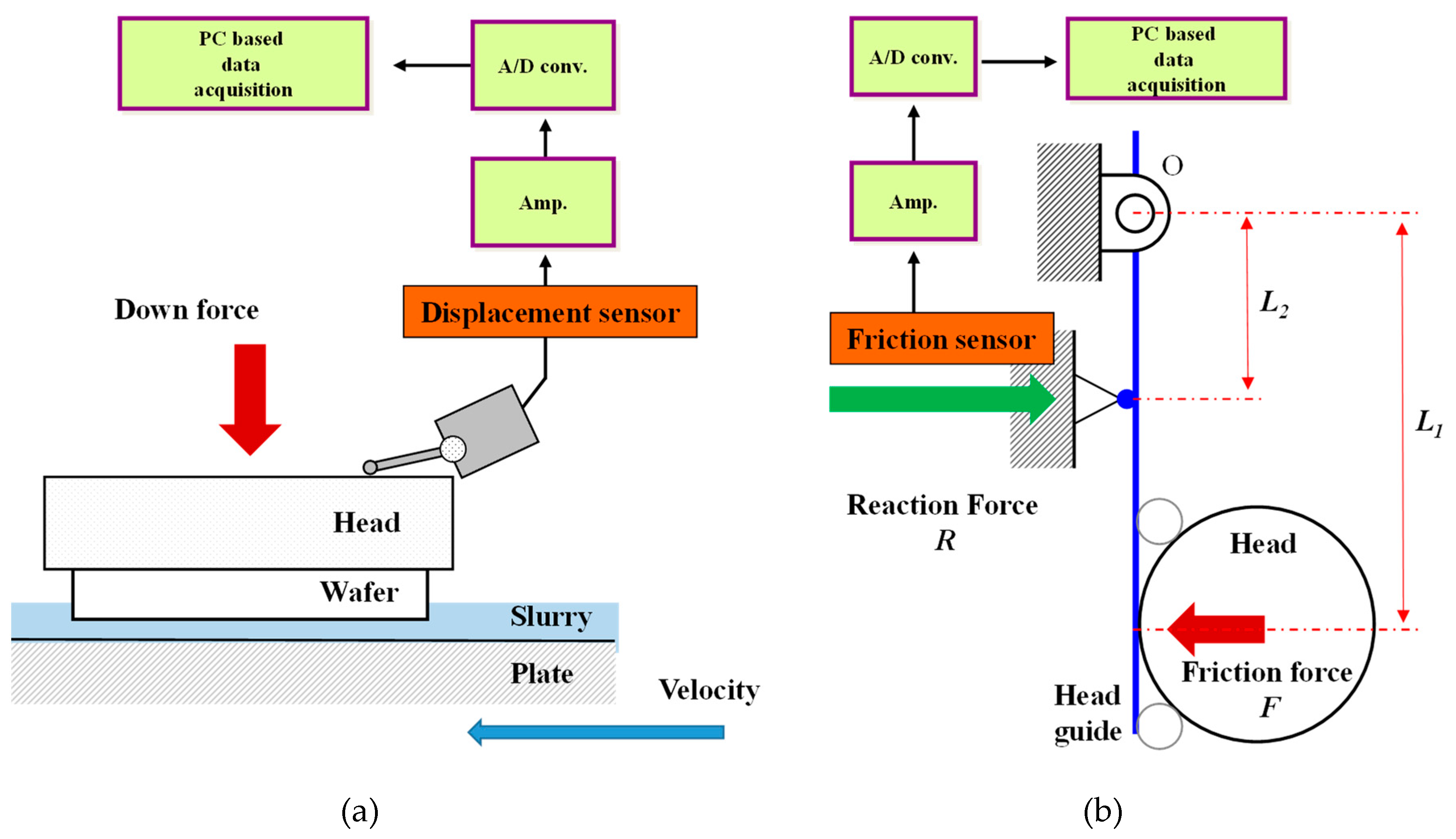
2.2. Experimental Equipment and Conditions
3. Experimental Results and Discussion
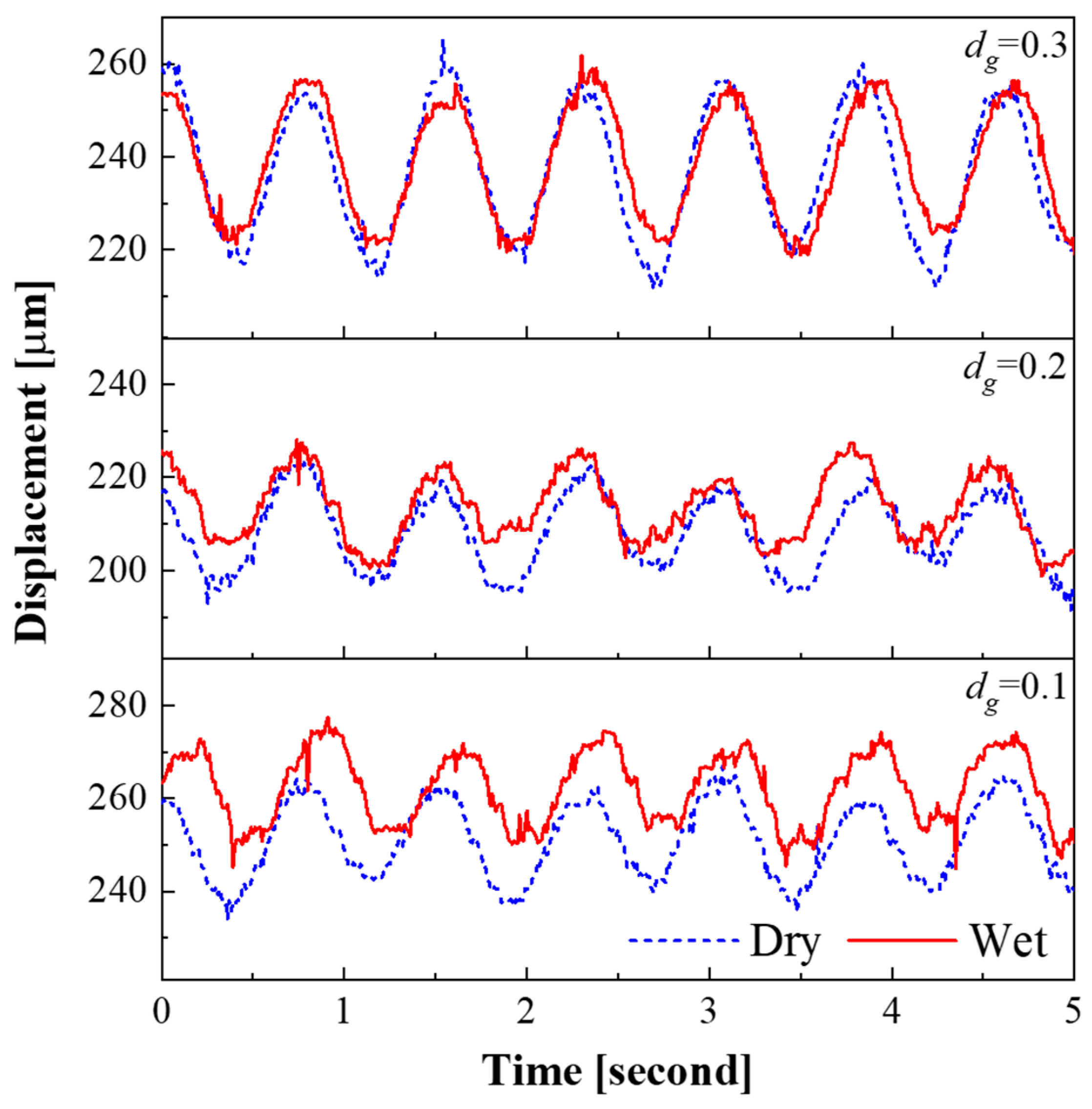
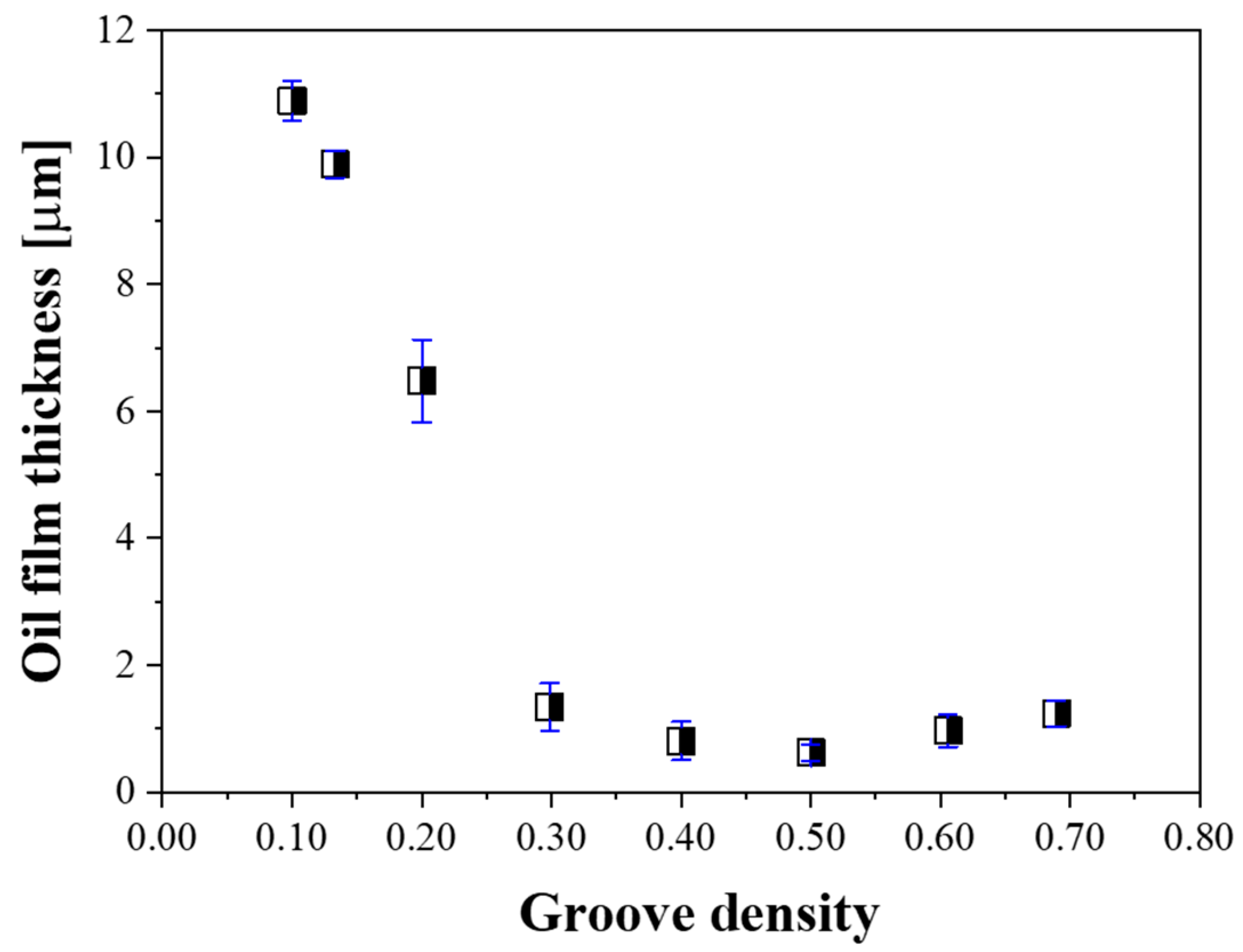
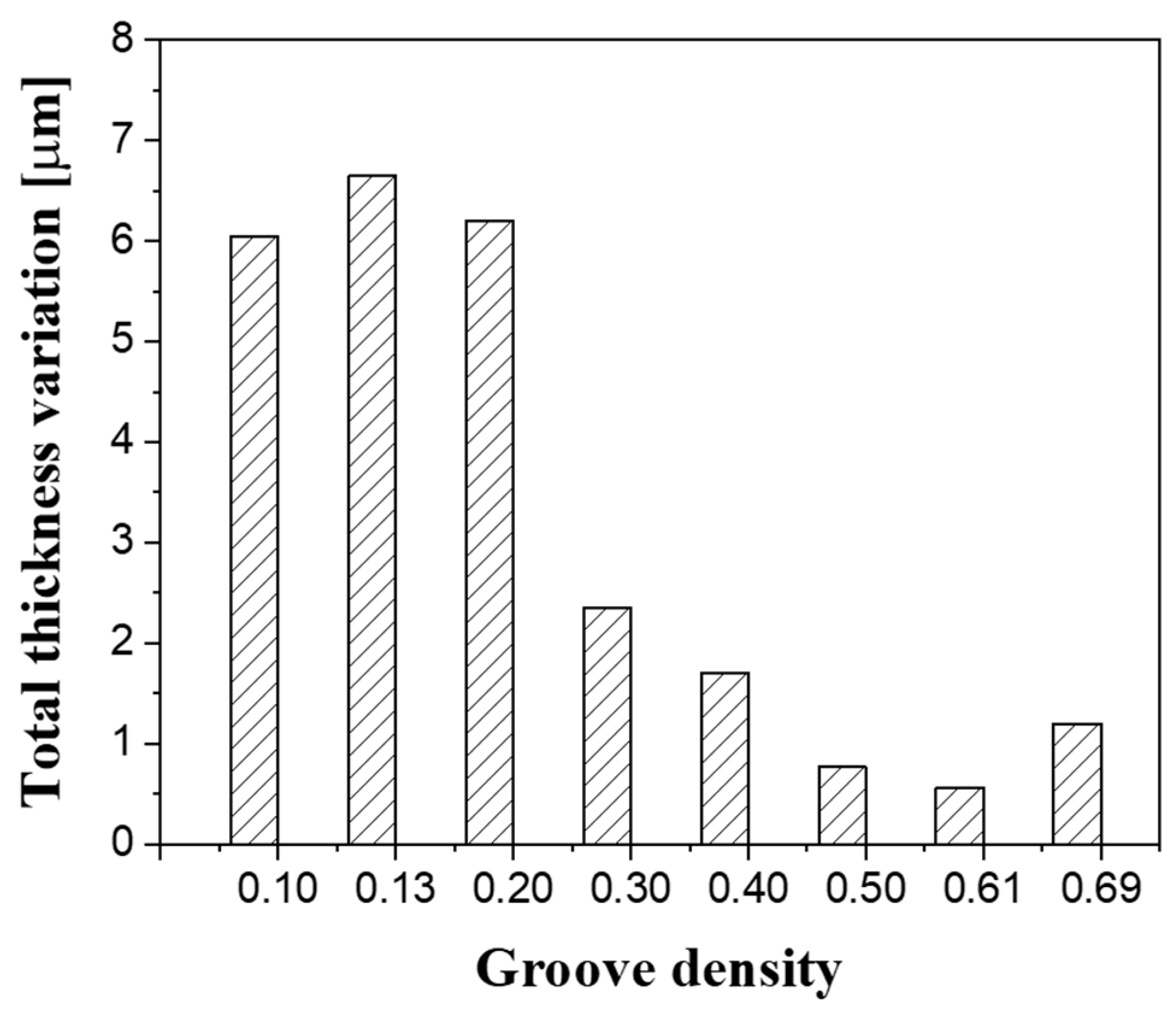
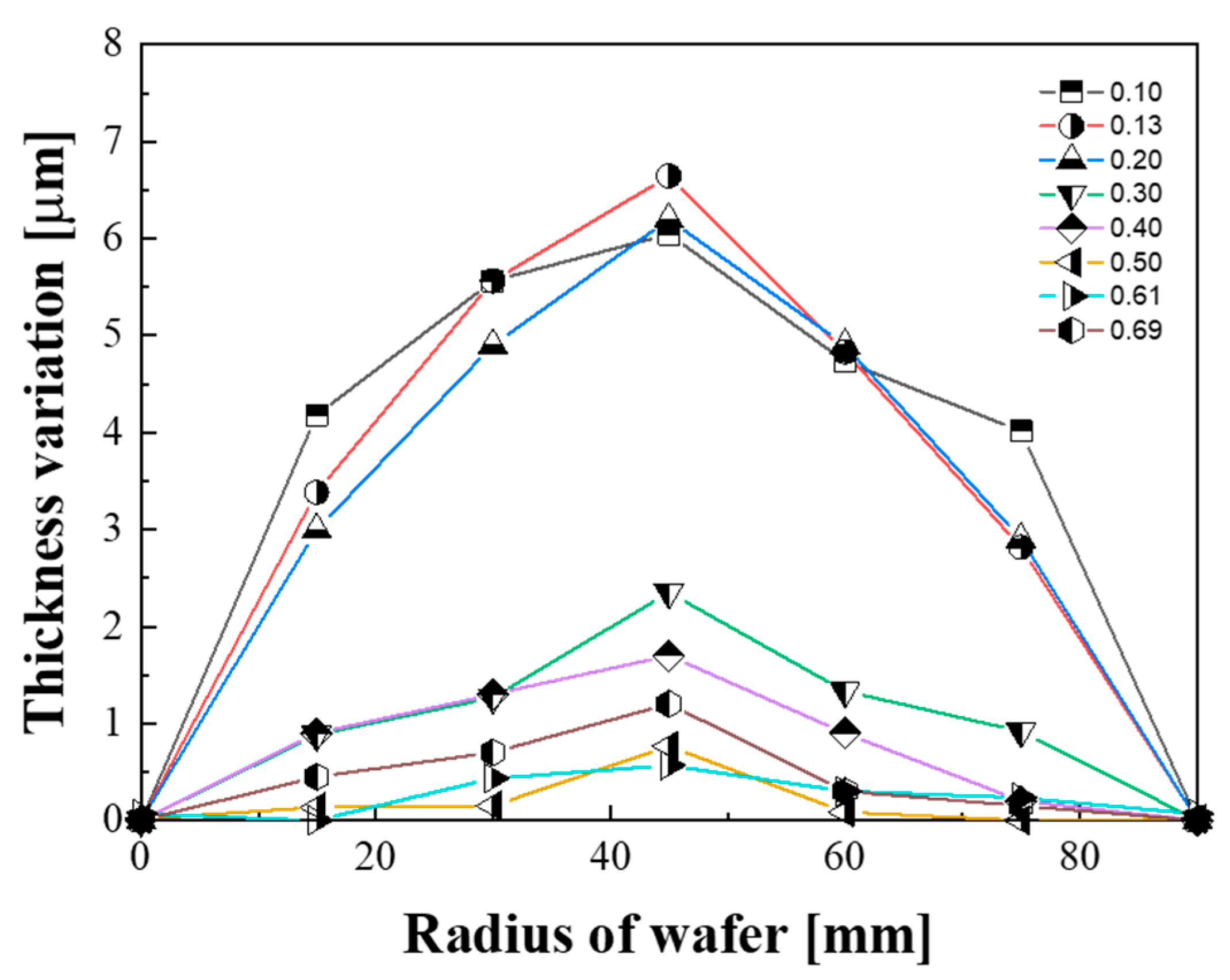
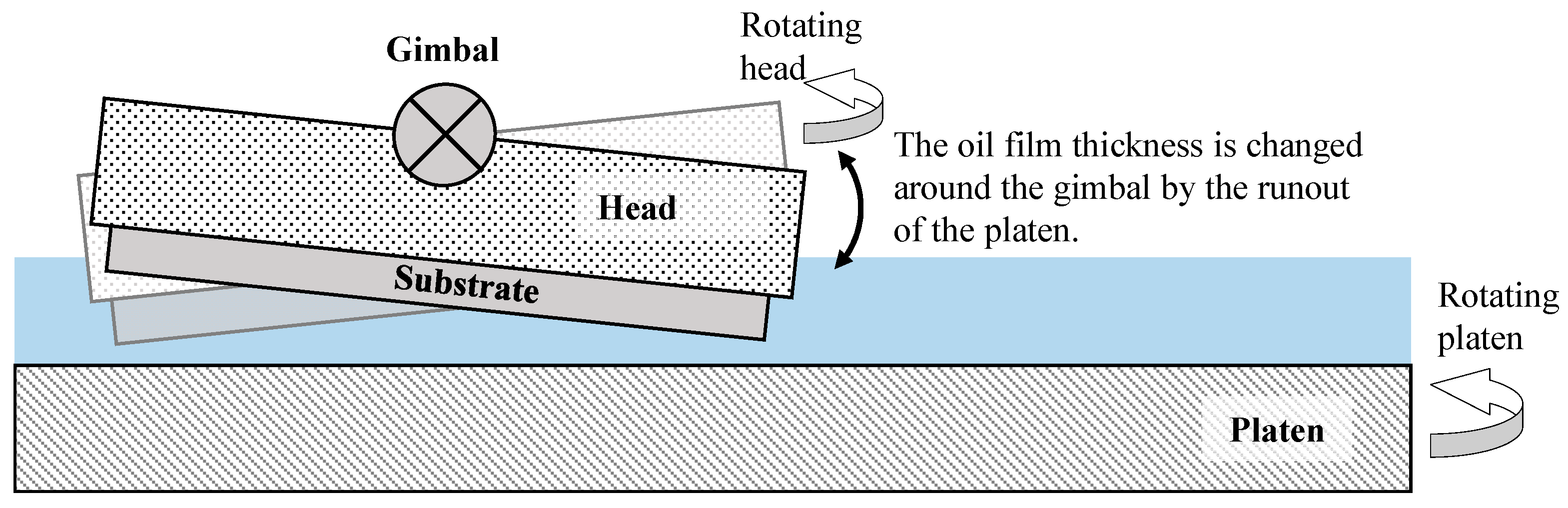
3.1. Change of Oil Film Thickness According to Groove Density
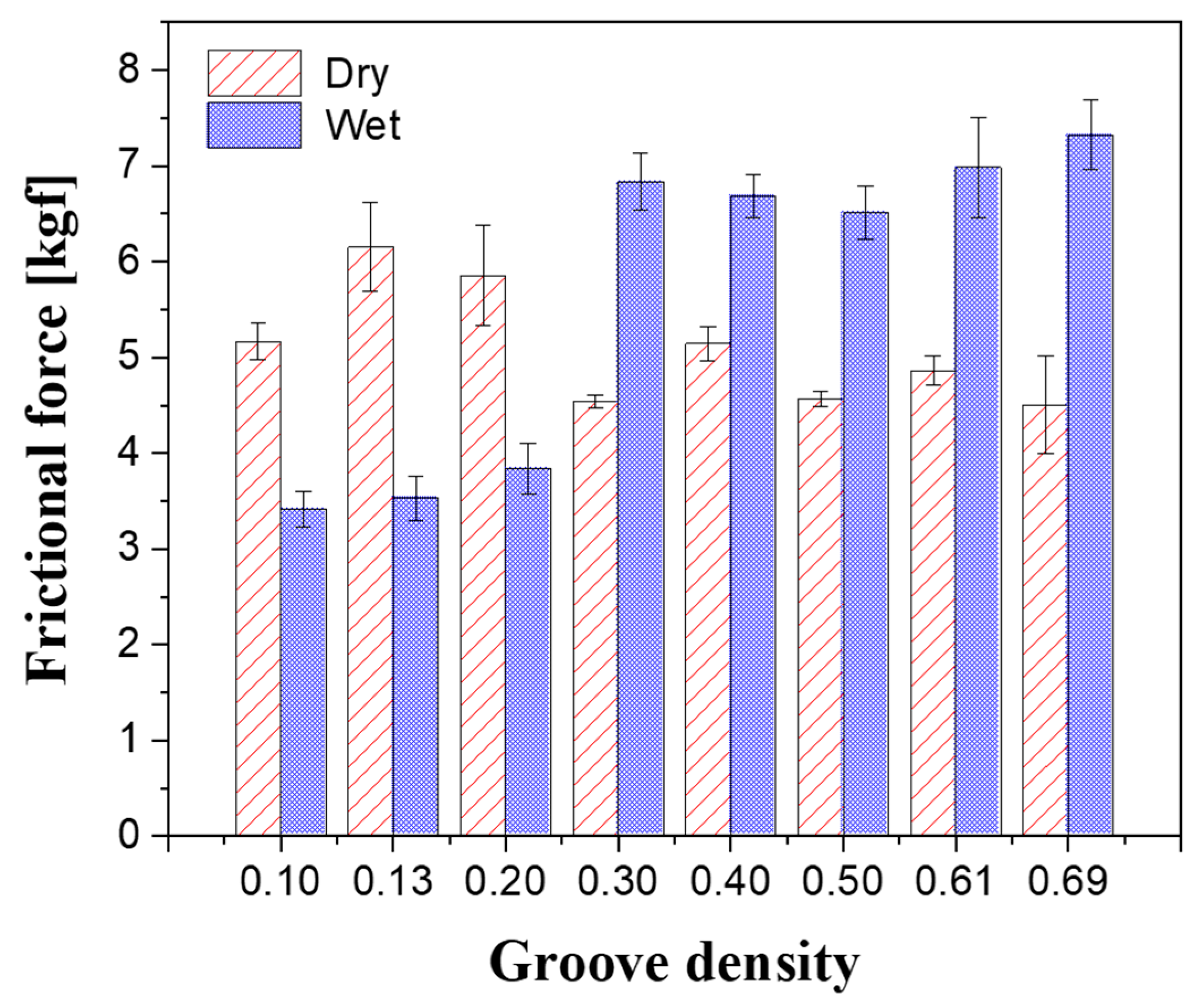
3.2. Change of Frictional Force According to Groove Density
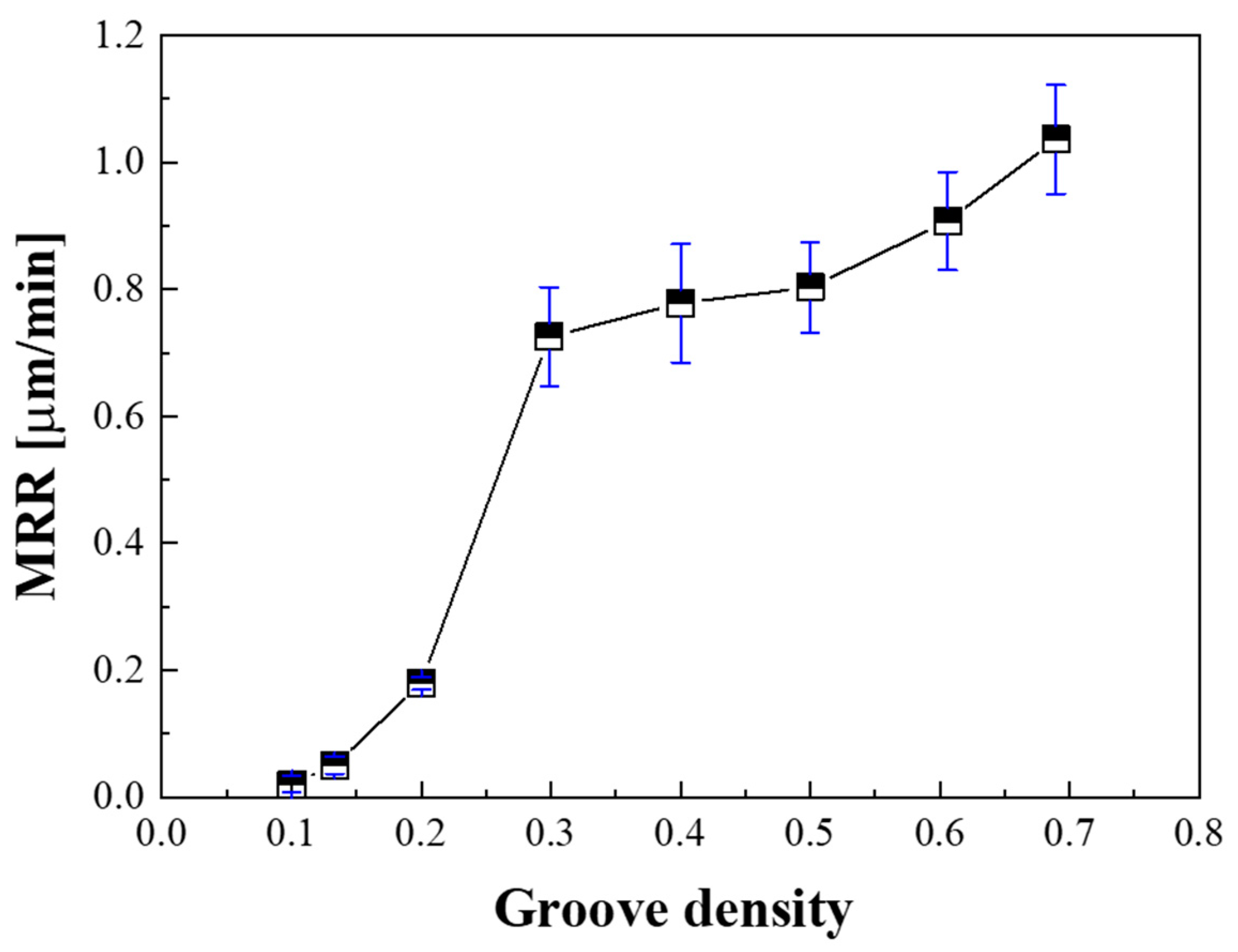
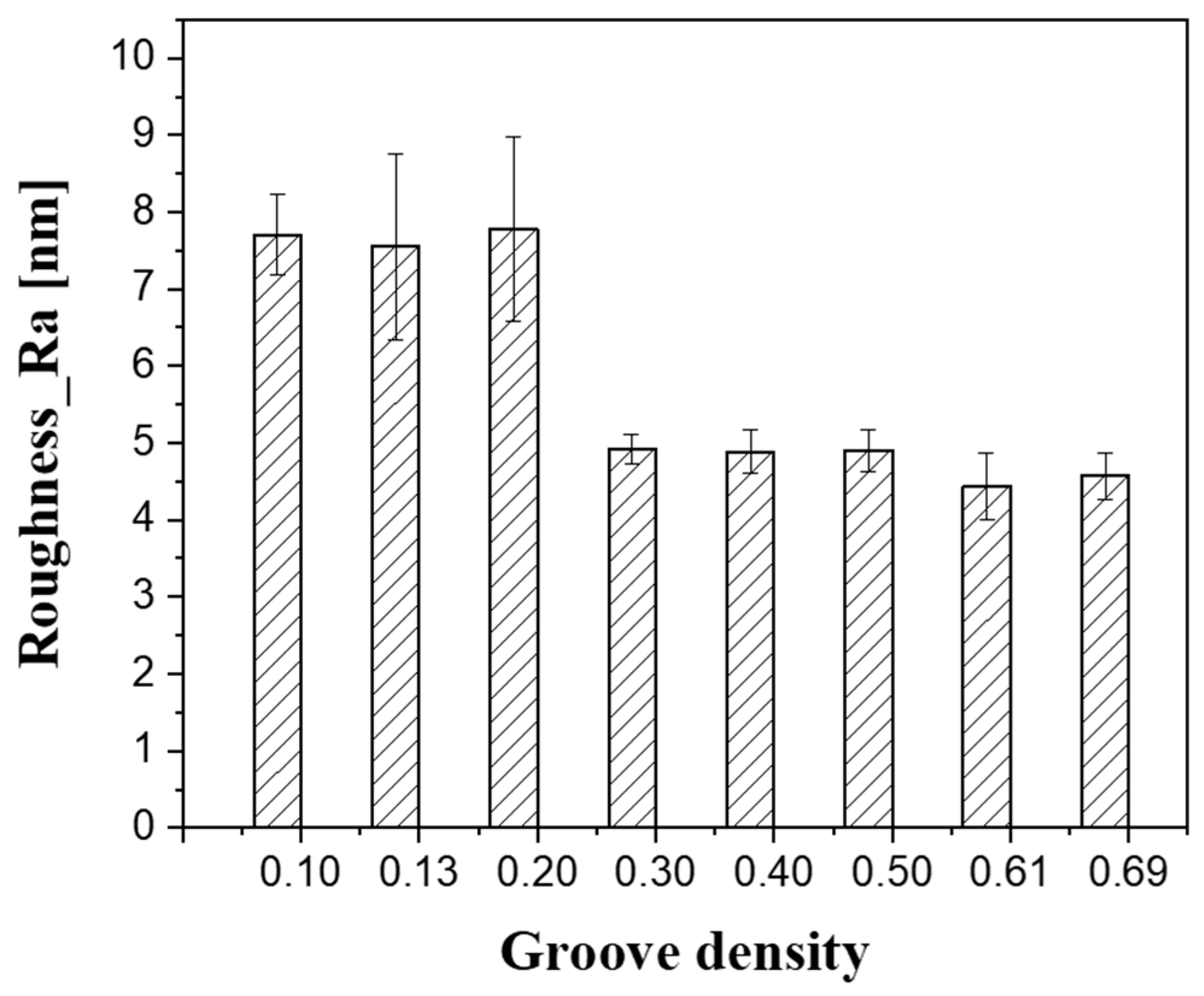
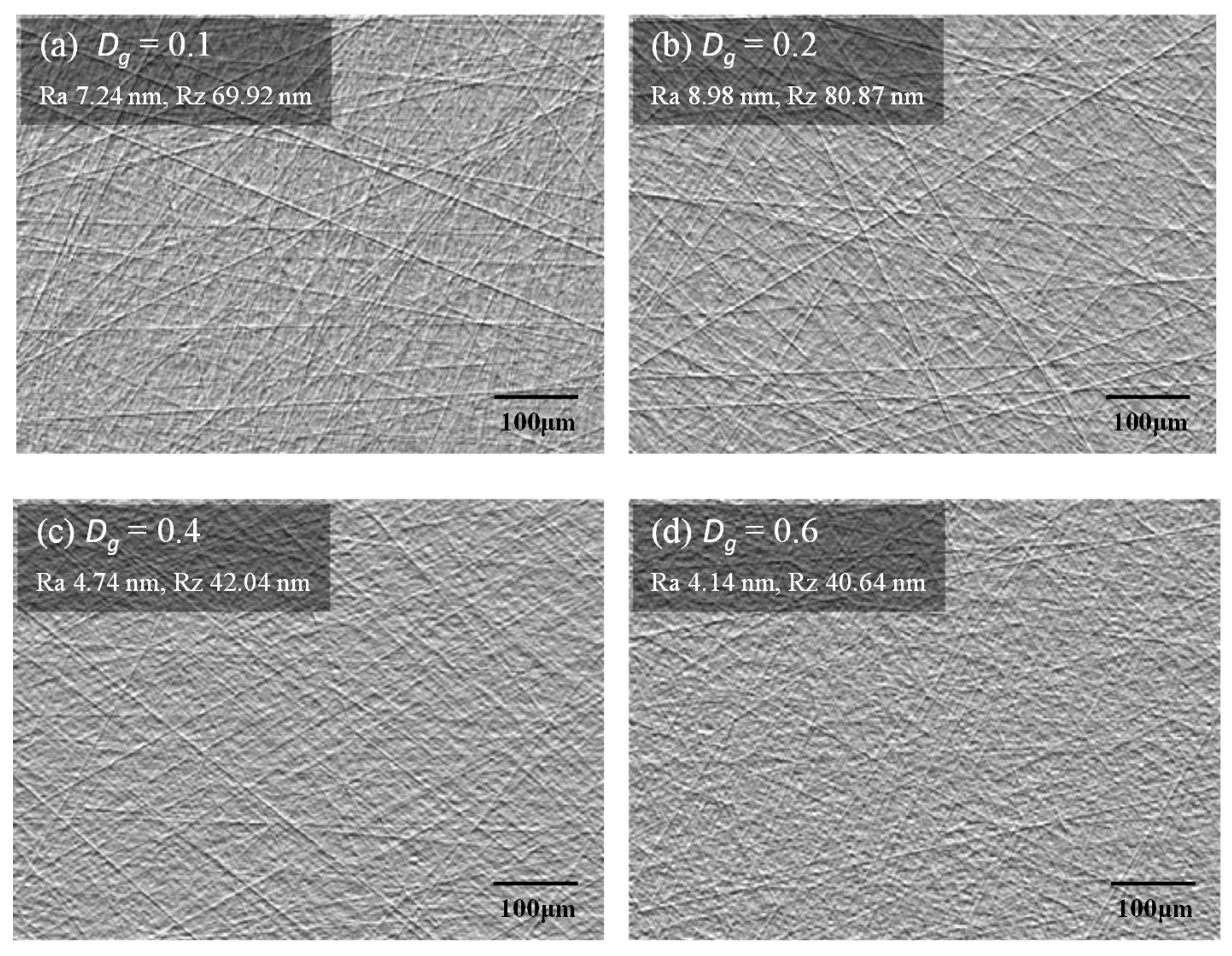
3.3. Effect of Oil Film Thickness on Lapping Characteristics
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, Z.C.; Pei, Z.J.; Funkenbusch, P.D. Machining processes for sapphire wafers: A literature review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 975–989. [Google Scholar] [CrossRef]
- Namba, Y.; Tsuwa, H. Ultrafine finishing of sapphire single crystal. Ann. CIRP 1977, 26, 1. [Google Scholar]
- Su, J.X.; Liu, X.L.; Zhang, Z.Q.; Liu, Z.X. Influence of lapping parameters on 6H-SiC crystal substrate (0001) C surface based on diamond particle. Adv. Mater. Res. 2012, 565, 237–242. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Z.; Yin, S. Removal characteristics and performance of brick-shape permanent magnet–assisted magnetorheological lapping. Int. J. Adv. Manuf. Tech. 2019, 105, 4461–4480. [Google Scholar] [CrossRef]
- Neauport, J.; Destribats, J.; Maunier, C.; Ambard, C.; Cormont, P.; Pintault, B.; Rondeau, O. Loose abrasive slurries for optical glass lapping. Appl. Opt. 2010, 49, 5736–5745. [Google Scholar] [CrossRef]
- Liu, H.K.; Chen, C.C.A.; Chen, W.C. Effects of compound diamond slurry with graphene for lapping of sapphire wafers. Int. J. Adv. Manuf. Tech. 2020, 106, 4755–4768. [Google Scholar] [CrossRef]
- Lin, B.; Jiang, X.M.; Cao, Z.C.; Li, Y. Novel disc hydrodynamic polishing process and tool for high-efficiency polishing of ultra-smooth surfaces. Micromachines 2018, 9, 333. [Google Scholar] [CrossRef]
- Parate, P.R.; Ravindra, B.Y. Conditioning parameters for maintaining plate flatness prior to lapping. Int. J. Mech. Eng. Rob. Res. 2014, 3, 12–19. [Google Scholar]
- Touge, M.; Matsuo, T. Removal rate and surface roughness in high-precision lapping of Mn-Zn ferrite. CIRP Ann. 1996, 45, 307–310. [Google Scholar] [CrossRef]
- Fang, C.; Liu, C.; Zhao, Z.; Lin, Y.; Hu, Z.; Xu, X. Study on geometrical patterns of textured fixed-abrasive pads in sapphire lapping based on trajectory analysis. Prec. Eng. 2018, 53, 169–178. [Google Scholar] [CrossRef]
- Cho, B.J.; Kim, H.M.; Manivannan, R.; Moon, D.J.; Park, J.G. On the mechanism of material removal by fixed abrasive lapping of various glass substrates. Wear 2013, 302, 1334–1339. [Google Scholar] [CrossRef]
- Marinescu, I.D.; Uhlmann, E.; Doi, T. Handbook of Lapping and Polishing; CRC Press: Boca Raton, FL, USA, 2006; p. 297. [Google Scholar]
- Wang, W.; Yu, Y.; Hu, Z.; Fang, C.; Lu, J.; Xu, X. Removal characteristics of sapphire lapping using composite plates with consciously patterned resinoid-bonded semifixed diamond grits. Crystals 2020, 10, 293. [Google Scholar] [CrossRef]
- Uhlmann, E.; List, M.; Patraschkov, M.; Trachta, G. A new process design for manufacturing sapphire wafers. Precis. Eng. 2018, 53, 146–150. [Google Scholar] [CrossRef]
- Evans, C.J.; Paul, E.; Dornfeld, D.; Lucca, D.A.; Byrne, G.; Tricard, M.; Mullany, B.A. Material removal mechanisms in lapping and polishing. CIRP Ann. Manuf. Tech. 2003, 52, 611–633. [Google Scholar] [CrossRef]
- Huang, S.; Li, X.; Yu, B.; Jiang, Z.; Huang, H. Machining characteristics and mechanism of GO/SiO2 nanoslurries in fixed abrasive lapping. J. Mater. Proc. Tech. 2020, 277, 116444. [Google Scholar] [CrossRef]
- Song, W.; Peng, Z.; Li, P.; Shi, P.; Choi, S.B. Annular surface micromachining of titanium tubes using a magnetorheological polishing technique. Micromachines 2020, 11, 314. [Google Scholar] [CrossRef]
- Pyun, H.J.; Purushothaman, M.; Cho, B.J.; Lee, J.H.; Park, J.G. Fabrication of high performance copper-resin lapping plate for sapphire: A combined 2-body and 3-body diamond abrasive wear on sapphire. Tribol. Int. 2018, 120, 203–209. [Google Scholar] [CrossRef]
- Yuan, J.L.; Zhao, P.; Ruan, J.; Cao, Z.X.; Zhao, W.H.; Xing, T. Lapping and polishing process for obtaining super-smooth surfaces of quartz crystal. J. Mat. Process. Tech. 2003, 138, 116–119. [Google Scholar] [CrossRef]
- Lee, T.; Kim, H.; Lee, S.; Park, C.; Kim, D.; Jeong, H. Self-dressing effect using a fixed abrasive platen for single-sided lapping of sapphire substrate. J. Mech. Sci. Tech. 2017, 31, 5649–5655. [Google Scholar] [CrossRef]
- Chen, C.C.A.; Tseng, C.H.; Tu, W.K. Friction force analysis on diamond lapping of sapphire wafers. Adv. Mater. Res. 2013, 797, 461–468. [Google Scholar] [CrossRef]
- Tanaka, H.; Chiba, H.; Yoshikawa, T.; Iwatsuka, K.; Maeda, Y. Mechanical characterization of lapping plate materials in diamond charging process. Adv. Mater. Res. 2010, 126, 17–22. [Google Scholar] [CrossRef]
- Shi, F.G.; Zhao, B. Modeling of chemical-mechanical polishing with soft pads. Appl. Phys. A Mater. Sci. Proc. 1998, 67, 249–252. [Google Scholar] [CrossRef]
- Tseng, W.T.; Wang, Y.L. Re-examination of pressure and speed dependences of removal rate during chemical-mechanical polishing processes. J. Electrochem. Soc. 1997, 144, 15–17. [Google Scholar] [CrossRef]
- Tam, H.Y.; Cheng, H.B.; Wang, Y.W. Removal rate and surface roughness in the lapping and polishing of RB-SiC optical components. J. Mat. Proc. Tech. 2007, 192, 276–280. [Google Scholar] [CrossRef]
- Kang, J.; Hadfield, M. Examination of the material removal mechanisms during the lapping process of advanced ceramic rolling elements. Wear 2005, 258, 2–12. [Google Scholar] [CrossRef][Green Version]
- Zhu, X.; Chung, C.; Korach, C.S.; Kao, I. Experimental study and modeling of the effect of mixed size abrasive grits on surface topology and removal rate in wafer lapping. Wear 2013, 305, 14–22. [Google Scholar] [CrossRef]
- Hu, Y.; Shi, D.; Hu, Y.; Zhao, H.; Sun, X. Investigation on the material removal and surface generation of a single crystal SiC wafer by ultrasonic chemical mechanical polishing combined with ultrasonic lapping. Materials 2018, 11, 2022. [Google Scholar] [CrossRef]
- Guo, Y.; Lee, H.; Lee, Y.; Jeong, H. Effect of pad groove geometry on material removal characteristics in chemical mechanical polishing. Int. J. Precis. Eng. Manuf. 2012, 13, 303–306. [Google Scholar] [CrossRef]
- Wei, C.C.; Horng, J.H.; Lee, A.C.; Lin, J.F. Analyses and experimental confirmation of removal performance of silicon oxide film in the chemical–mechanical polishing (CMP) process with pattern geometry of concentric groove pads. Wear 2011, 270, 172–180. [Google Scholar] [CrossRef]
- Lu, J.; Rogers, C.; Manno, V.P.; Philipossian, A.; Anjur, S.; Moinpour, M. Measurements of slurry film thickness and wafer drag during CMP. J. Electrochem. Soc. 2004, 151, 241–247. [Google Scholar] [CrossRef]
- Bhagavat, S.; Liberato, J.C.; Chung, C.; Kao, I. Effects of mixed abrasive grits in slurries on free abrasive machining (FAM) processes. Int. J. Mach. Tools Manuf. 2010, 50, 843–847. [Google Scholar] [CrossRef]
- Barylski, A.; Deja, M. Shaping of the workpiece surface in single-disc lapping. Arch. Civ. Mech. Eng. 2002, 2, 5–23. [Google Scholar]
- Lee, T.; Jeong, H.; Kim, H.; Lee, S.; Kim, D. Effect of platen shape on evolution of total thickness variation in single-sided lapping of sapphire wafer. Int. J. Precis. Eng. Manuf. Green Tech. 2016, 3, 225–229. [Google Scholar] [CrossRef]
- Yuan, J.L.; Liu, W.T.; Wang, Z.W.; Wen, D.H.; Zhou, Z.Z. Research and simulation on the wear uniformity of lapping plate. Key Eng. Mater. 2008, 364, 466–469. [Google Scholar]
- Deja, M. Simulation model for the shape error estimation during machining with flat lapping kinematics. Int. Manuf. Sci. Eng. Conf. 2010, 49460, 291–299. [Google Scholar]
- Thakurta, D.G.; Borst, C.L.; Schwendeman, D.W.; Gutmann, R.J.; Gill, W.N. Three-dimensional chemical mechanical planarization slurry flow model based on lubrication theory. J. Electrochem. Soc. 2001, 148, G207. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | |||||||
|---|---|---|---|---|---|---|---|---|
| Groove width (mm) | 2 | |||||||
| Land width (mm) | 18.0 | 13.0 | 8.0 | 4.7 | 3.0 | 2.0 | 1.3 | 0.9 |
| Pitch (mm) | 20.0 | 15.0 | 10.0 | 6.7 | 5.0 | 4.0 | 3.3 | 2.9 |
| Groove density | 0.10 | 0.13 | 0.20 | 0.30 | 0.40 | 0.50 | 0.61 | 0.69 |
| Parameter | Condition |
|---|---|
| Lapping plate | Copper–resin plate, Ø300 mm |
| Wafer | Sapphire, Ø100 mm |
| Abrasive | Polycrystalline diamond, 3.1 μm |
| Slurry flow rate | 4 mL/min |
| Rotational velocity | Head: 80 rpm, plate: 80 rpm |
| Pressure | 39.2 kPa |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, T.; Jeong, H.; Lee, S.; Kim, D.; Kim, H. Effect of the Lapping Platen Groove Density on the Characteristics of Microabrasive-Based Lapping. Micromachines 2020, 11, 775. https://doi.org/10.3390/mi11080775
Lee T, Jeong H, Lee S, Kim D, Kim H. Effect of the Lapping Platen Groove Density on the Characteristics of Microabrasive-Based Lapping. Micromachines. 2020; 11(8):775. https://doi.org/10.3390/mi11080775
Chicago/Turabian StyleLee, Taekyung, Haedo Jeong, Sangjik Lee, Doyeon Kim, and Hyoungjae Kim. 2020. "Effect of the Lapping Platen Groove Density on the Characteristics of Microabrasive-Based Lapping" Micromachines 11, no. 8: 775. https://doi.org/10.3390/mi11080775
APA StyleLee, T., Jeong, H., Lee, S., Kim, D., & Kim, H. (2020). Effect of the Lapping Platen Groove Density on the Characteristics of Microabrasive-Based Lapping. Micromachines, 11(8), 775. https://doi.org/10.3390/mi11080775