Transesterification in Microreactors—Overstepping Obstacles and Shifting Towards Biodiesel Production on a Microscale




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
Chemicals
2.2. Methods
2.2.1. Lipase Production and Purification
2.2.2. Lipase Assay
2.2.3. Emulsion Preparation
2.2.4. Deep Eutectic Solvent (DES) Preparation
2.2.5. Determination of Free Fatty Acids (FFA) in Oil (Chemical Synthesis)
2.2.6. Measurement of Fatty Acid Methyl Esters (FAME) and Glycerol Concentrations
2.2.7. Macro-Scale Biodiesel Production—Batch Reactor Experiments
2.2.8. Micro Scale Biodiesel Production—Microreactor Experiments
2.2.9. Data Processing
3. Results
3.1. Transesterification Process in a Batch System
3.2. Biodiesel Production in A Microreactor
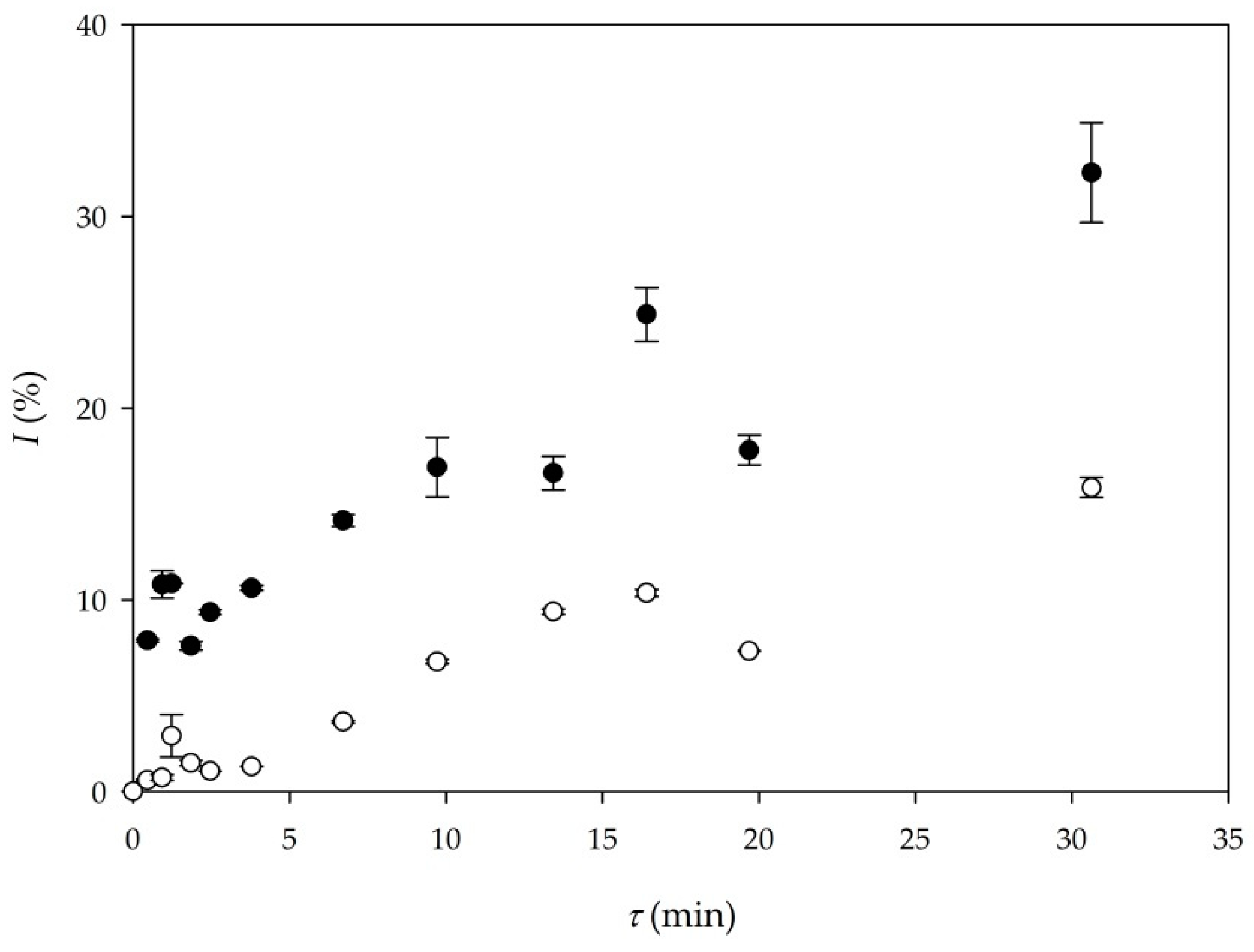
3.2.1. Influence of Oil Origin on Biodiesel Yield and Volumetric Productivity
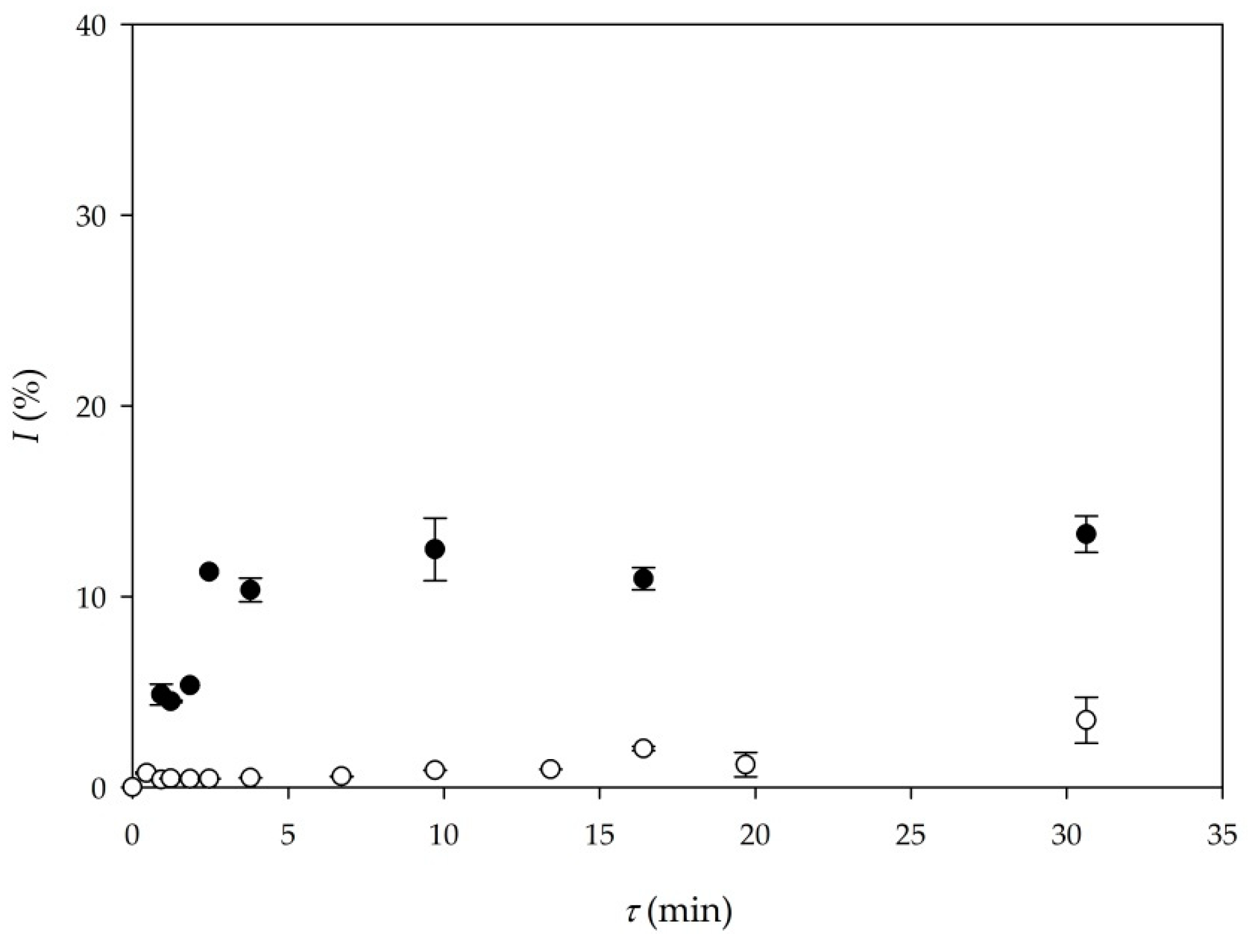
3.2.2. Influence of the Reaction Medium on Biodiesel Yield and Volumetric Productivity
3.2.3. Influence of Enzyme Origin on Biodiesel Yield and Volumetric Productivity
3.3. Influence of DES Water Content on Biodiesel Yield and Volumetric Productivity
3.4. Comparison of Different Systems for Biodiesel Production
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Atabani, A.; Silitonga, A.S.; Badruddin, I.A.; Mahlia, T.M.I.; Masjuki, H.; Mekhilef, S. A comprehensive review on biodiesel as an alternative energy resource and its characteristics. Renew. Sustain. Energy Rev. 2012, 16, 2070–2093. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Yasin, N.M.; Derek, C.; Kang, L.J. Microalgae as a sustainable energy source for biodiesel production: A review. Renew. Sustain. Energy Rev. 2011, 15, 584–593. [Google Scholar] [CrossRef]
- Carraretto, C. Biodiesel as alternative fuel: Experimental analysis and energetic evaluations. Energy 2004, 29, 2195–2211. [Google Scholar] [CrossRef]
- Sharma, K.R. Improvement of Biodiesel Product Yield during Simple Consecutive-Competitive Reactions. J. Encapsul. Adsorpt. Sci. 2015, 5, 204–216. [Google Scholar] [CrossRef][Green Version]
- Kayode, B.; Hart, A. An overview of transesterification methods for producing biodiesel from waste vegetable oils. Biofuels 2017, 10, 419–437. [Google Scholar] [CrossRef]
- Budžaki, S.; Miljić, G.; Tisma, M.; Sundaram, S.; Hessel, V. Is there a future for enzymatic biodiesel industrial production in microreactors? Appl. Energy 2017, 201, 124–134. [Google Scholar] [CrossRef]
- Chattopadhyay, S.; Sen, R. Fuel properties, engine performance and environmental benefits of biodiesel produced by a green process. Appl. Energy 2013, 105, 319–326. [Google Scholar] [CrossRef]
- Gebremariam, S.H.; Marchetti, J.M. Biodiesel production technologies: Review. AIMS Energy 2017, 5, 425–427. [Google Scholar] [CrossRef]
- Committee for Standardization. Automotive Fuels 2013 Fatty Acid Methyl Esers (FAME) for Diesel Engines–Requirements and Test Methods; Standard EN 14214; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- Fernandez-Lafuente, R. Lipase from Thermomyces lanuginosus: Uses and prospects as an industrial biocatalyst. J. Mol. Catal. B Enzym. 2010, 62, 197–212. [Google Scholar] [CrossRef]
- Šalić, A.; Tušek, A.J.; Sander, A.; Zelić, B. Lipase catalysed biodiesel synthesis with integrated glycerol separation in continuously operated microchips connected in series. New Biotechnol. 2018, 47, 80–88. [Google Scholar] [CrossRef]
- Sun, J.; Yu, B.; Curran, P.; Liu, S.Q. Lipase-catalysed ester synthesis in solvent-free oil system: Is it esterification or transesterification? Food Chem. 2013, 141, 2828–2832. [Google Scholar] [CrossRef] [PubMed]
- Galhano dos Santos, R.; Rodrigues, A.; Bordado, J.C. Upgrading the glycerol from bio-diesel production as a source of energy carriers and chemicals—A technological review for three chemical pathways. Energies 2017, 10, 1817. [Google Scholar]
- Xie, T.; Zhang, L.-X.; Xu, N. Biodiesel synthesis in microreactors. Green Process. Synth. 2012, 1, 61–70. [Google Scholar] [CrossRef]
- Šalić, A.; Zelić, B. Synergy of Microtechnology and Biotechnology: Microreactors as an Effective Tool for Biotransformation Processes. Food Technol. Biotechnol. 2018, 56, 464–479. [Google Scholar] [CrossRef] [PubMed]
- Plazl, I.; Pohar, A. Process intensification through microreactor application. Chem. Biochem. Eng. Q. 2009, 23, 537–544. [Google Scholar]
- Franjo, M.; Šalić, A.; Zelić, B. Microstructured devices for biodiesel production by transesterification. Biomass Convers. Biorefin. 2018, 8, 1005–1020. [Google Scholar] [CrossRef]
- Charpentier, J. Process Intensification by Miniaturization. Chem. Eng. Technol. 2005, 28, 255–258. [Google Scholar] [CrossRef]
- Urban, P.L.; Goodall, D.M.; Bruce, N.C. Enzymatic microreactors in chemical analysis and kinetic studies. Biotechnol. Adv. 2006, 24, 42–57. [Google Scholar] [CrossRef]
- Taher, H.; Al-Zuhair, S.; Al-Marzouqi, A.H.; Haik, Y.; Farid, M. Effective extraction of microalgae lipids from wet biomass for biodiesel production. Biomass Bioen. 2014, 66, 159–167. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, C.; Crittle, T.D. Choline-based deep eutectic solvents for enzymatic preparation of biodiesel from soybean oil. J. Mol. Catal. B Enzym. 2013, 85, 243–247. [Google Scholar] [CrossRef]
- Tisma, M.; Tadić, T.; Budžaki, S.; Ostojčić, M.; Šalić, A.; Zelić, B.; Tran, N.N.; Ngothai, Y.; Hessel, V. Lipase Production by Solid-State Cultivation of Thermomyces Lanuginosus on By-Products from Cold-Pressing Oil Production. Processes 2019, 7, 465. [Google Scholar] [CrossRef]
- Sörensen, M.H.; Ng, J.B.; Bergström, L.; Alberius, P.C. Improved enzymatic activity of Thermomyces lanuginosus lipase immobilized in a hydrophobic particulate mesoporous carrier. J. Colloid Interface Sci. 2010, 343, 359–365. [Google Scholar] [CrossRef] [PubMed]
- Budžaki, S. Enzyme-catalysed Biodiesel Production from Edible and Waste Cooking Oils. Chem. Biochem. Eng. Q. 2015, 29, 329–333. [Google Scholar] [CrossRef]
- Merza, F.; Fawzy, A.; Alnashef, I.; Al-Zuhair, S.; Taher, H. Effectiveness of using deep eutectic solvents as an alternative to conventional solvents in enzymatic biodiesel production from waste oils. Energy Rep. 2018, 4, 77–83. [Google Scholar] [CrossRef]
- Kamal, Z.; Yedavalli, P.; Deshmukh, M.V.; Rao, N.M. Lipase in aqueous-polar organic solvents: Activity, structure, and stability. Protein Sci. 2013, 22, 904–915. [Google Scholar] [CrossRef] [PubMed]
- Monhemi, H.; Housaindokht, M.R.; Moosavi-Movahedi, A.A.; Bozorgmehr, M.R. How a protein can remain stable in a solvent with high content of urea: Insights from molecular dynamics simulation of Candida antarctica lipase B in urea: Choline chloride deep eutectic solvent. Phys. Chem. Chem. Phys. 2014, 16, 14882. [Google Scholar] [CrossRef]
- Ehrfeld, W.; Hessel, V.; Löwe, H. Microreactors: New Technology for Modern Chemistry; Wiley-VCH: Weinheim, Germany, 2000; pp. 1–12. [Google Scholar]
- Šalić, A.; Jurinjak Tušek, A.; Gojun, M.; Zelić, B. Biodiesel purification in microextractors: Choline chloride based deep eutectic solvents vs water. Sep. Purif. Technol. 2020, 242, 116783. [Google Scholar] [CrossRef]
- Gojun, M.; Pustahija, L.; Tušek, J.; Šalić, A.; Valinger, D.; Zelić, B.; Tušek, A.J. Kinetic Parameter Estimation and Mathematical Modelling of Lipase Catalysed Biodiesel Synthesis in a Microreactor. Micromachines 2019, 10, 759. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
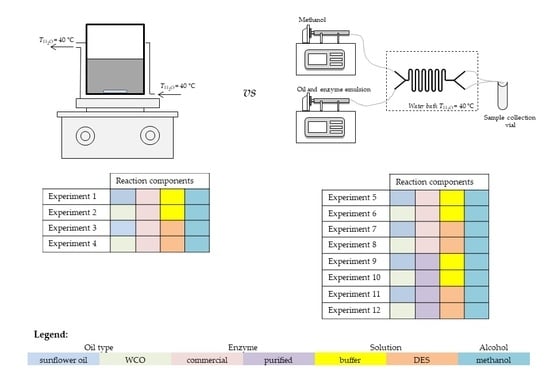
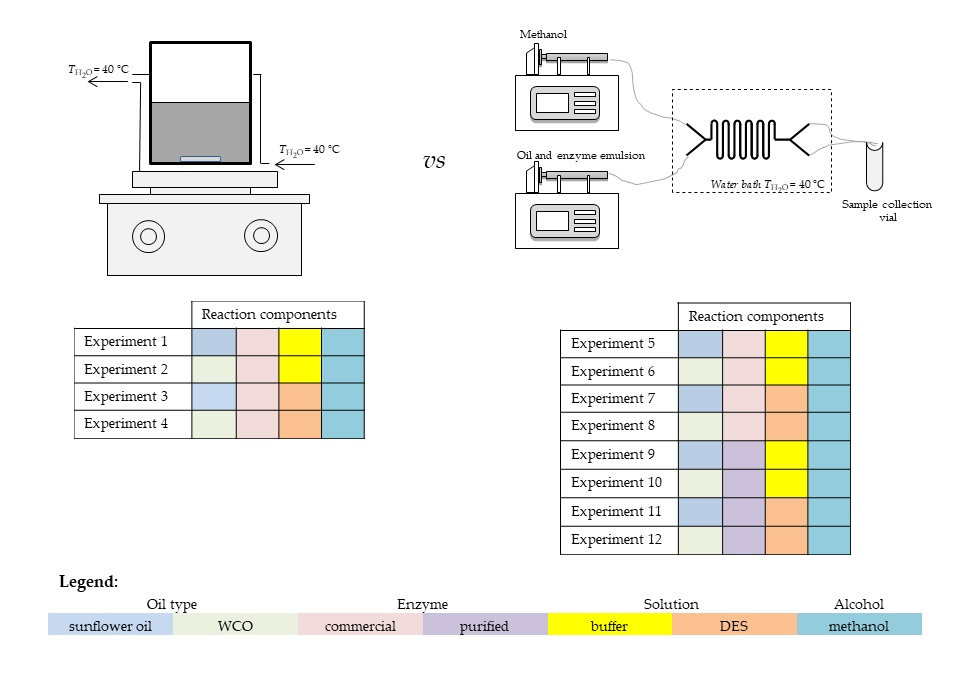
 | ||||||
|---|---|---|---|---|---|---|
| Oil Type | Enzyme | Solution | ||||
| Sunflower Oil | WCO | Commercial | Partially Purified | Buffer | DES | |
| Batch Reactor | ||||||
| Experiment 1 | + | + | + | |||
| Experiment 2 | + | + | + | |||
| Experiment 3 | + | + | + | |||
| Experiment 4 | + | + | + | |||
| Microreactor | ||||||
| Experiment 5 | + | + | + | |||
| Experiment 6 | + | + | + | |||
| Experiment 7 | + | + | + | |||
| Experiment 8 | + | + | + | |||
| Experiment 9 | + | + | + | |||
| Experiment 10 | + | + | + | |||
| Experiment 11 | + | + | + | |||
| Experiment 12 | + | + | + | |||
| Time, h | Biodiesel Yield, % | |
|---|---|---|
| Experiment 1 | 48 | 91 |
| Experiment 2 | 48 | 70 |
| Experiment 3 | 48 | 6 |
| Experiment 4 | 48 | 5 |
| Water Content (% w/w) | τ (min) | I (%) | Qp (kg/ (L∙d) |
|---|---|---|---|
| 0 | 30.62 | 12.38 | 5.74 |
| 1 | 30.62 | 13.31 | 6.17 |
| 2 | 30.62 | 16.81 | 7.79 |
| 4 | 30.62 | 31.22 | 14.47 |
| 6 | 30.62 | 23.03 | 10.68 |
| 8 | 30.62 | 10.62 | 4.92 |
| Experiment | t (h) | I (%) | Qp (kg/ (L∙d) | Reference |
|---|---|---|---|---|
| 1 | 48 | 91.34 | 0.45 | This research |
| 2 | 48 | 70.22 | 0.35 | |
| 3 | 48 | 6.44 | 0.03 | |
| 4 | 48 | 5.23 | 0.02 | |
| τ (min) | ||||
| 5 | 30.62 | 13.26 | 9.87 | |
| 6 | 30.62 | 32.28 | 20.88 | |
| 7 | 30.62 | 12.42 | 5.76 | |
| 8 | 30.62 | 15.85 | 7.35 | |
| 9 | 30.62 | 3.51 | 1.63 | |
| 10 | 30.62 | 20.08 | 9.31 | |
| 11 | 30.62 | 1.76 | 0.81 | |
| 12 | 30.62 | 5.45 | 2.53 | |
| 13 | 30 | 97.81 | 69.88 | [11] |
| 14 | 19.8 | 32.72 | 35.42 | [30] |
| t(h) | ||||
| 15 | 8 | 40 | 1.78 | [26] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gojun, M.; Bačić, M.; Ljubić, A.; Šalić, A.; Zelić, B. Transesterification in Microreactors—Overstepping Obstacles and Shifting Towards Biodiesel Production on a Microscale. Micromachines 2020, 11, 457. https://doi.org/10.3390/mi11050457
Gojun M, Bačić M, Ljubić A, Šalić A, Zelić B. Transesterification in Microreactors—Overstepping Obstacles and Shifting Towards Biodiesel Production on a Microscale. Micromachines. 2020; 11(5):457. https://doi.org/10.3390/mi11050457
Chicago/Turabian StyleGojun, Martin, Matea Bačić, Anabela Ljubić, Anita Šalić, and Bruno Zelić. 2020. "Transesterification in Microreactors—Overstepping Obstacles and Shifting Towards Biodiesel Production on a Microscale" Micromachines 11, no. 5: 457. https://doi.org/10.3390/mi11050457
APA StyleGojun, M., Bačić, M., Ljubić, A., Šalić, A., & Zelić, B. (2020). Transesterification in Microreactors—Overstepping Obstacles and Shifting Towards Biodiesel Production on a Microscale. Micromachines, 11(5), 457. https://doi.org/10.3390/mi11050457