Low Temperature Nanoindentation: Development and Applications

Abstract
1. Introduction
2. Methods of Indentation
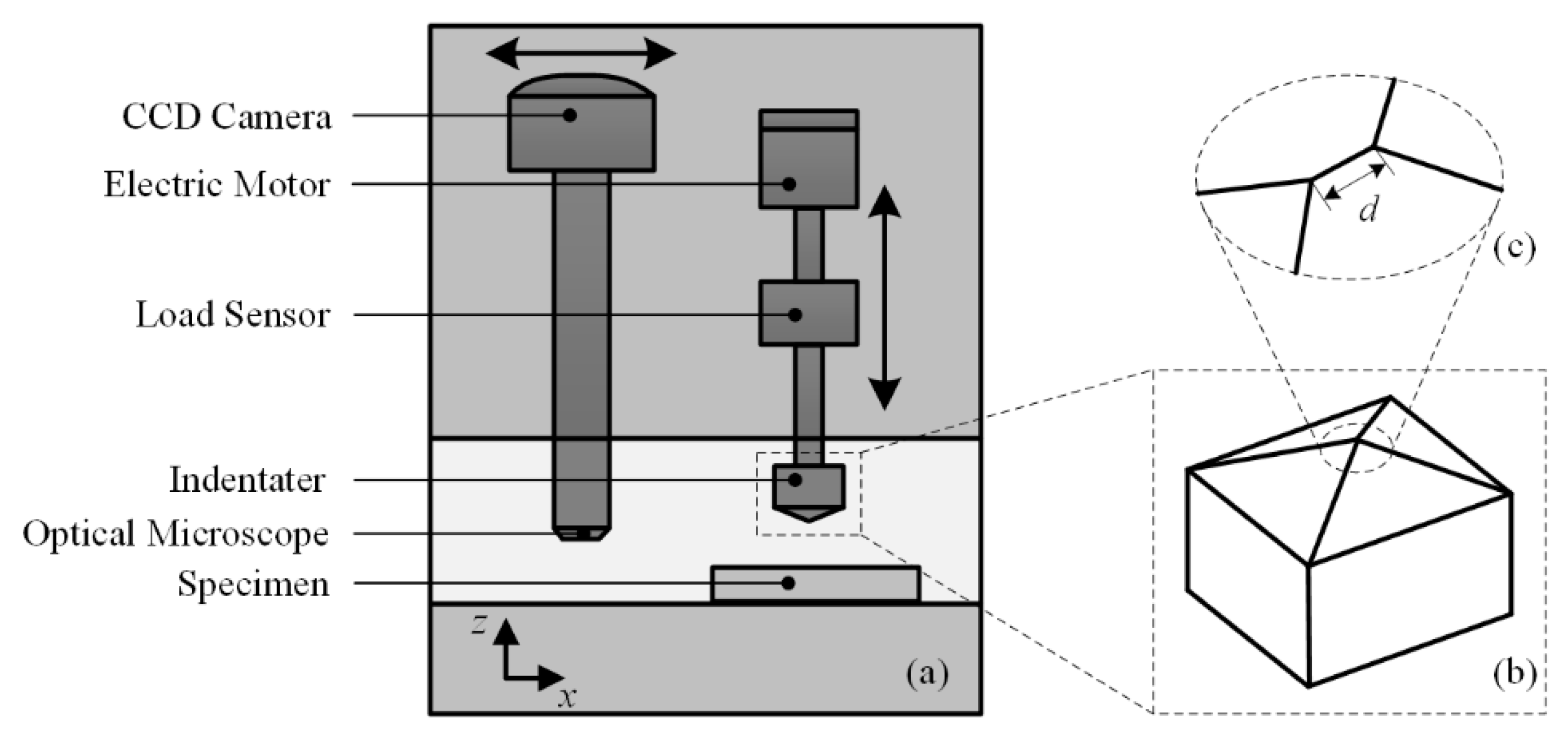
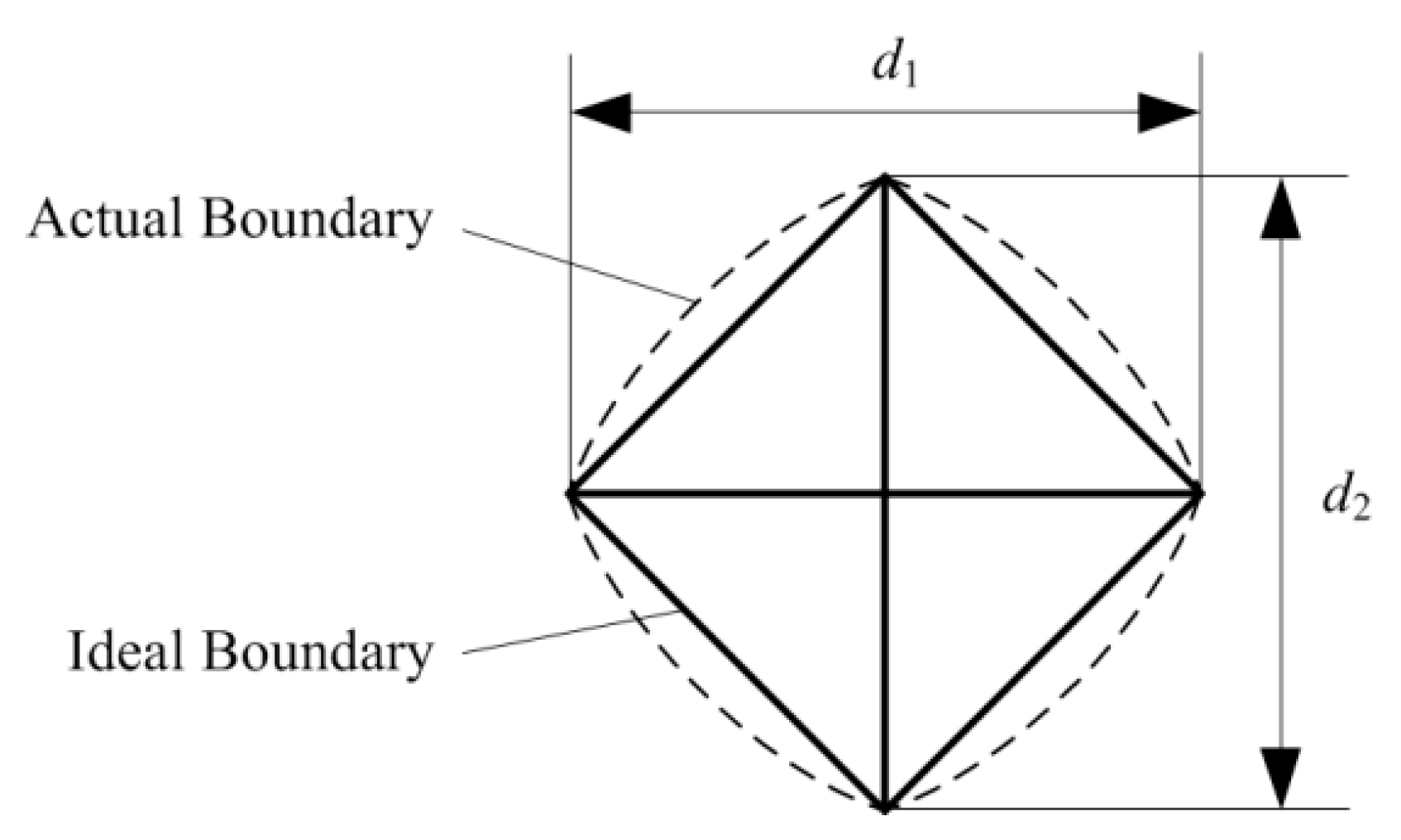
2.1. Micro-Hardness Testing
- P—indentation force, N;
- A—area of the residual impression, m2;
- d—mean diagonal length of the impression, m; and
- α—face angle of the Vickers indenter, 68°.
2.2. Depth-Sensing Nanoindentation Testing
2.2.1. Nanoindentation System
- Macroscopic motion unit: commonly actuated by electric motors to realize the millimeter scale motion, including the rapid approaching of the indenter to the surface of specimen along z axis, and the position change of the specimen in xy plane. Actually, this unit is quite similar to the motion unit in micro-hardness testing system.
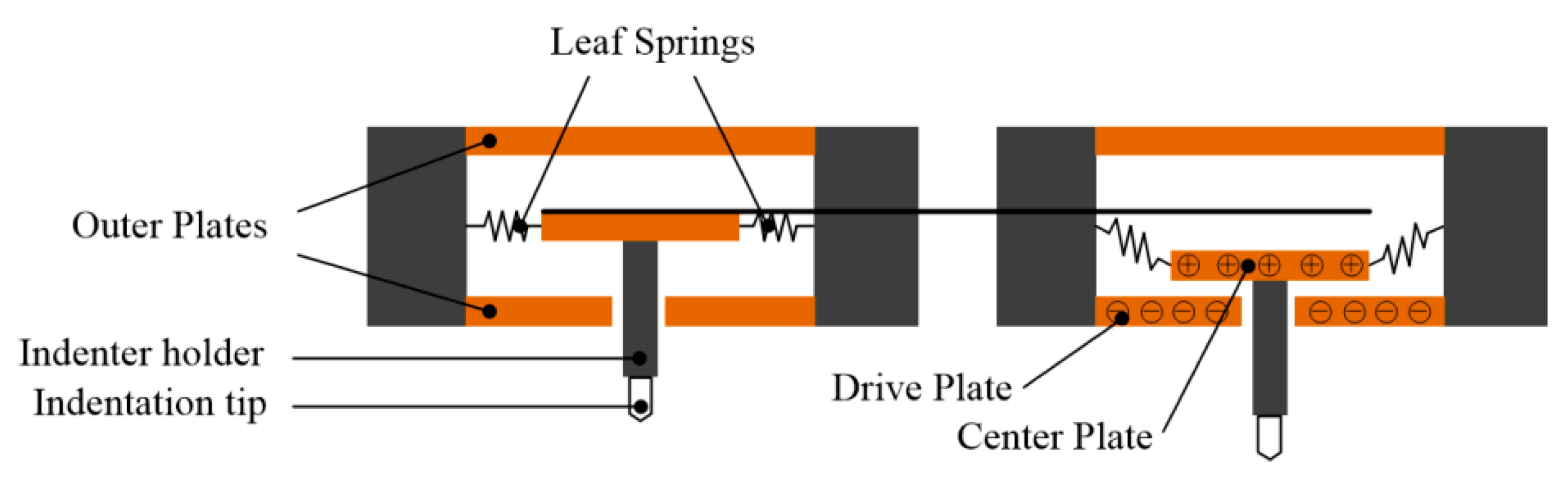
- Loading unit: actuated by electrostatic capacity, magnetic coils, or piezoelectric stack to realize the nanometer scale motion of indenter along the z axis, including the pre-touch process (right before the touch moment between indenter and specimen, while the reading of the load sensor is zero) and indentation process.
- Acquisition unit: mainly referring to load and displacement sensor, which are the most essential parameters during nanoindentation experiment and subsequent data analysis process. The data of load and displacement should ideally be pertained to indenter and embodies the superiority combined with micro-hardness technique.
- Observation unit: a set of optical microscope is usually provided in commercial nanoindentation system. Different from the dimension measurement of residual impression in micro-hardness testing, the microscope in nanoindentation technique is mainly used for determine indentation region of the specimen, as the size of the residual impression conducted by nanoindentation is so tiny.
- Control system: receiving and processing the signal from load and displacement sensors on computer. Meanwhile, the loading unit is also controlled to adjust the loading rate in real time during the whole indentation procedure. The experimental results, including hardness and elastic modulus, are analyzed and calculated by control system after indentation testing.
- Indenter: realizing the impressing process during indentation process.
2.2.2. Nanoindentation Theories
3. Technical Development of Low Temperature Nanoindentation System
3.1. System Immersed in Cryogenic Liquid
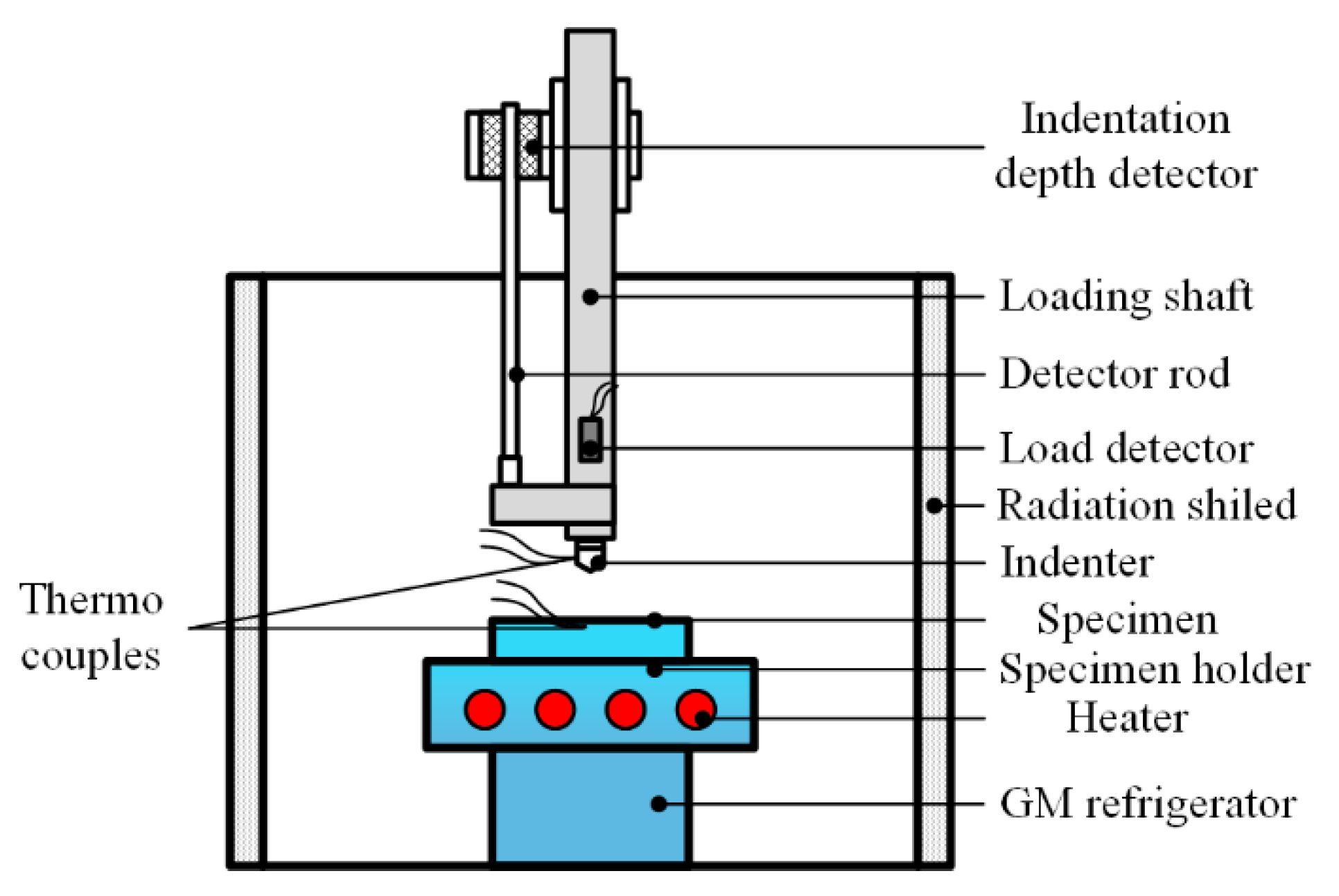
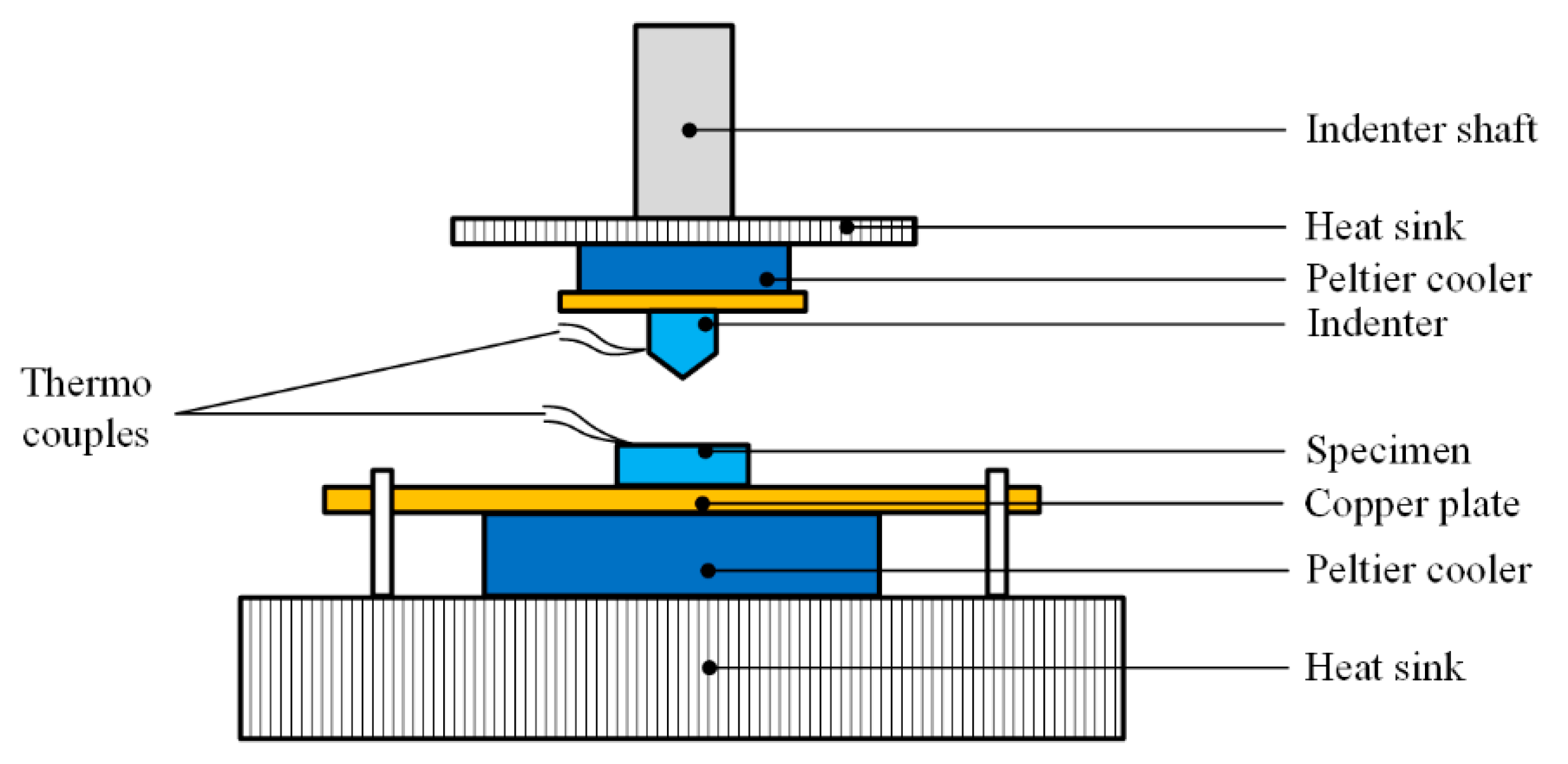
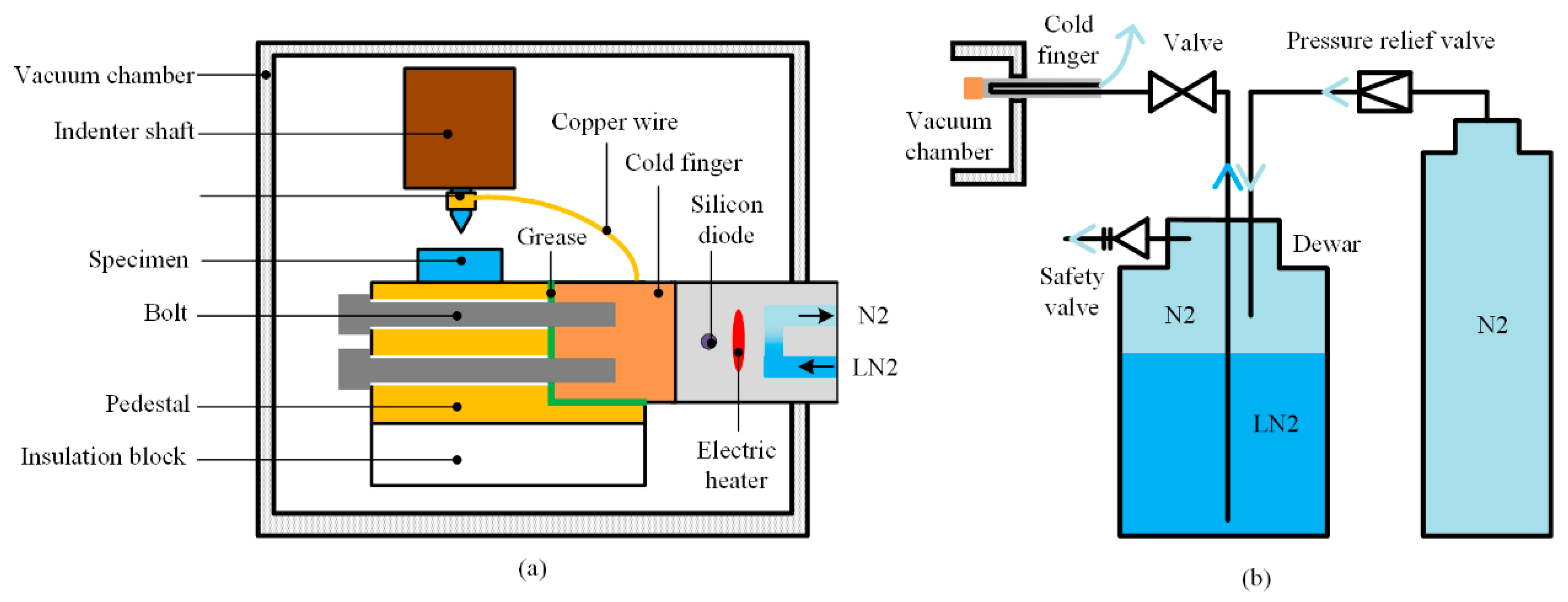
3.2. Contact-Type Low Temperature Testing
4. Influence Factors and Management
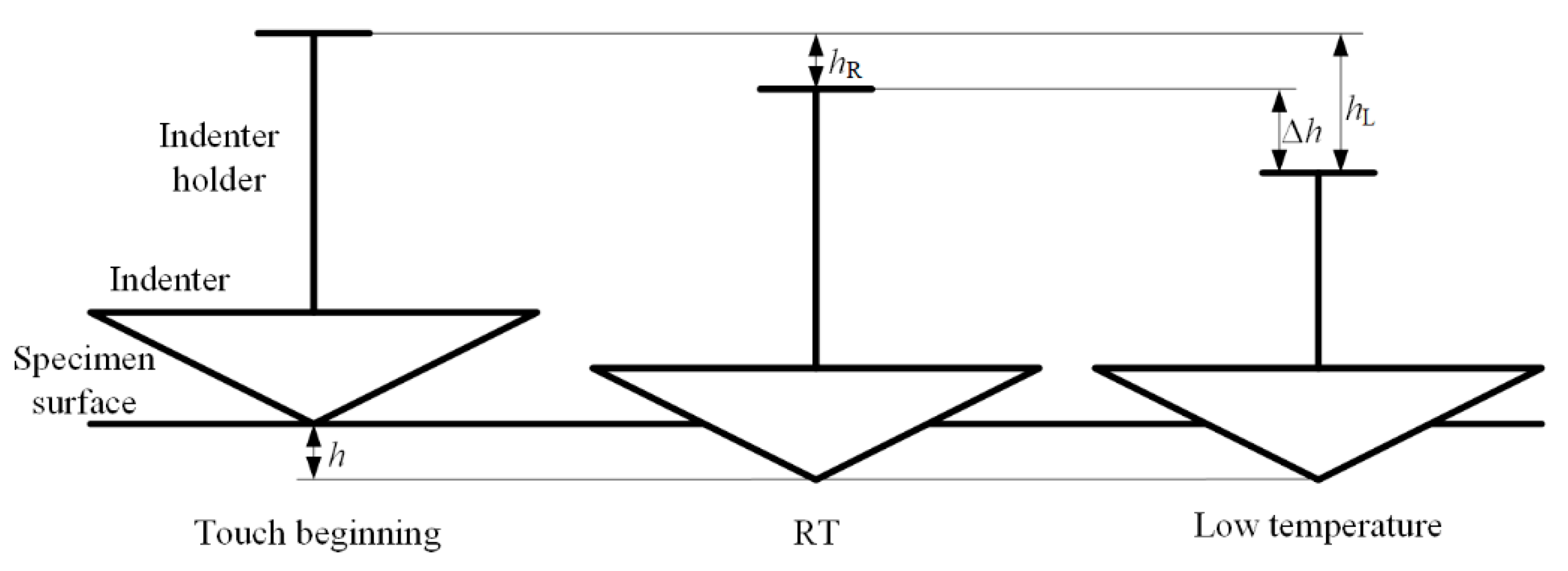
4.1. Thermal Drift
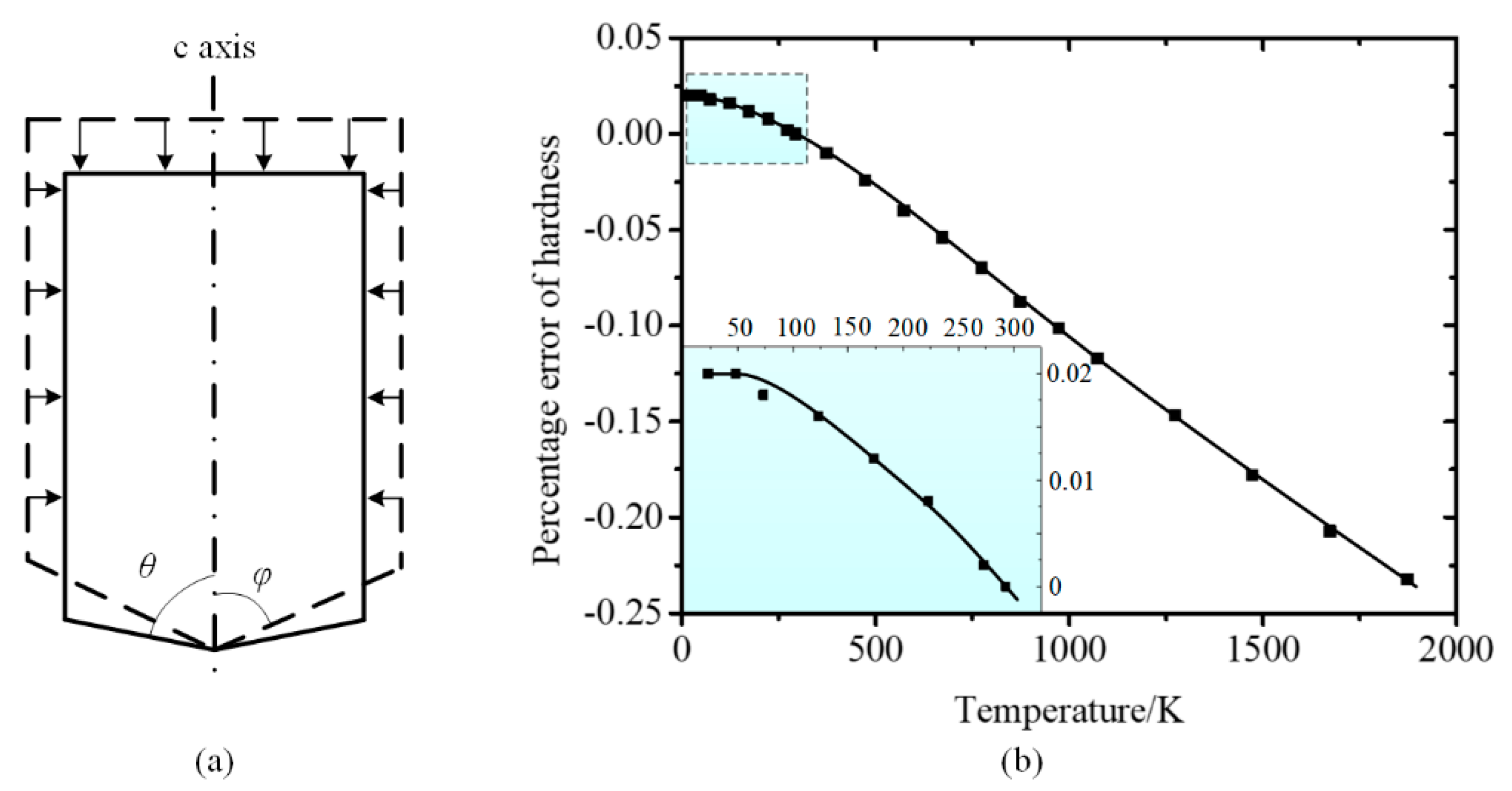
4.2. Temperature Influence on Indenter
4.2.1. Indentation Hardness
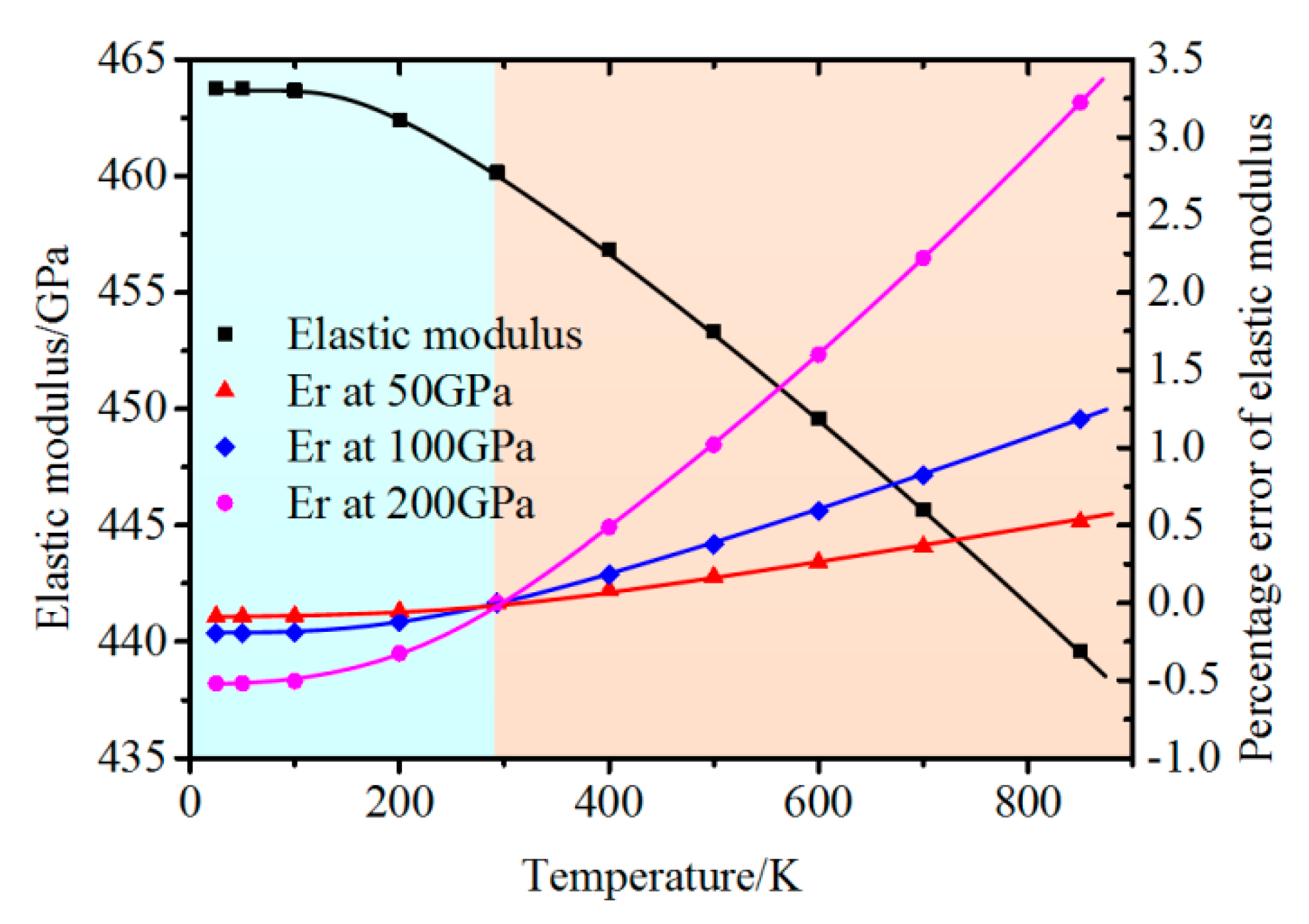
4.2.2. Elastic Modulus
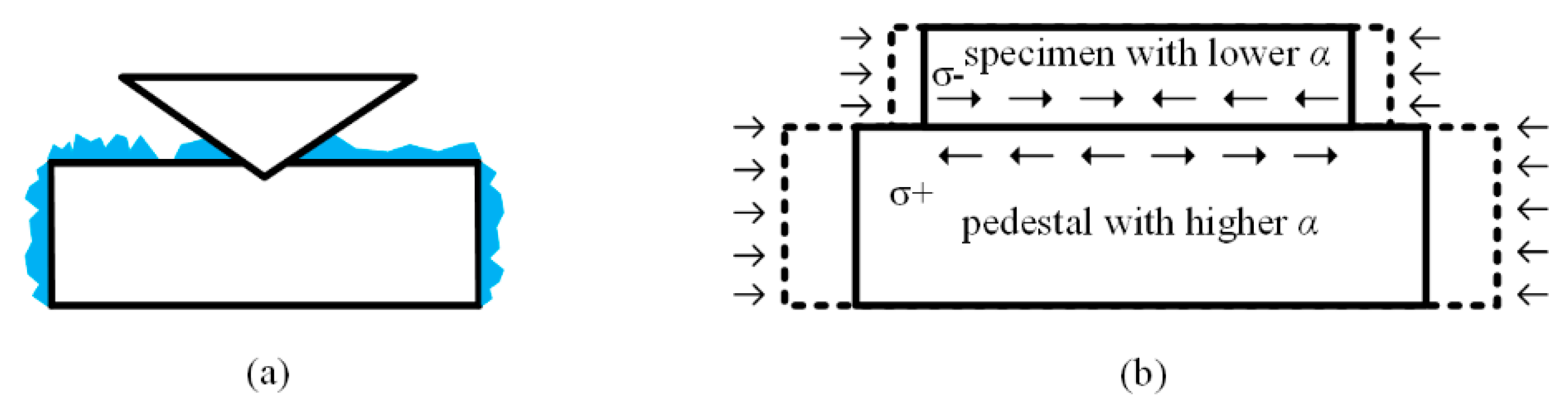
4.3. Influence from Specimen
5. Applications
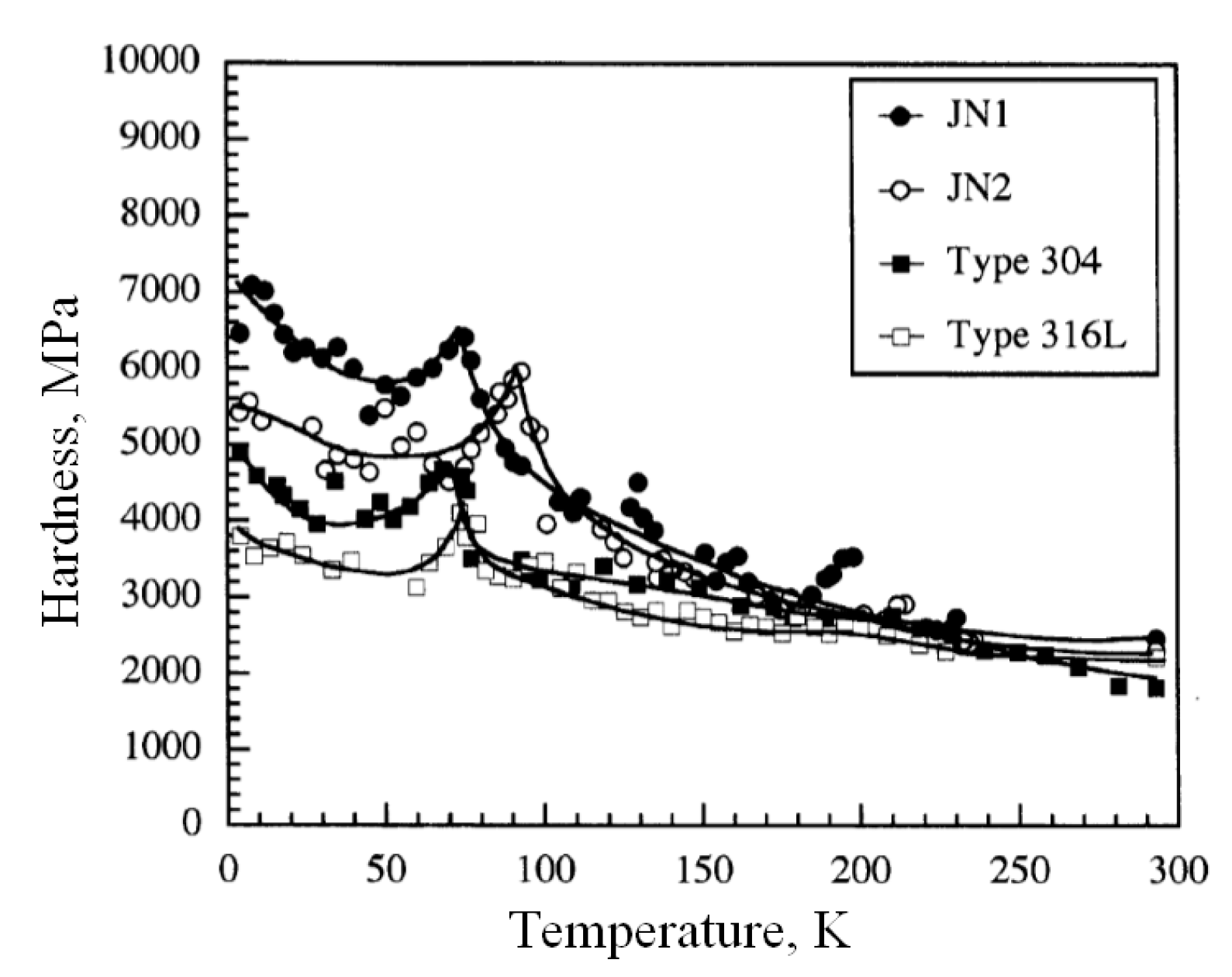
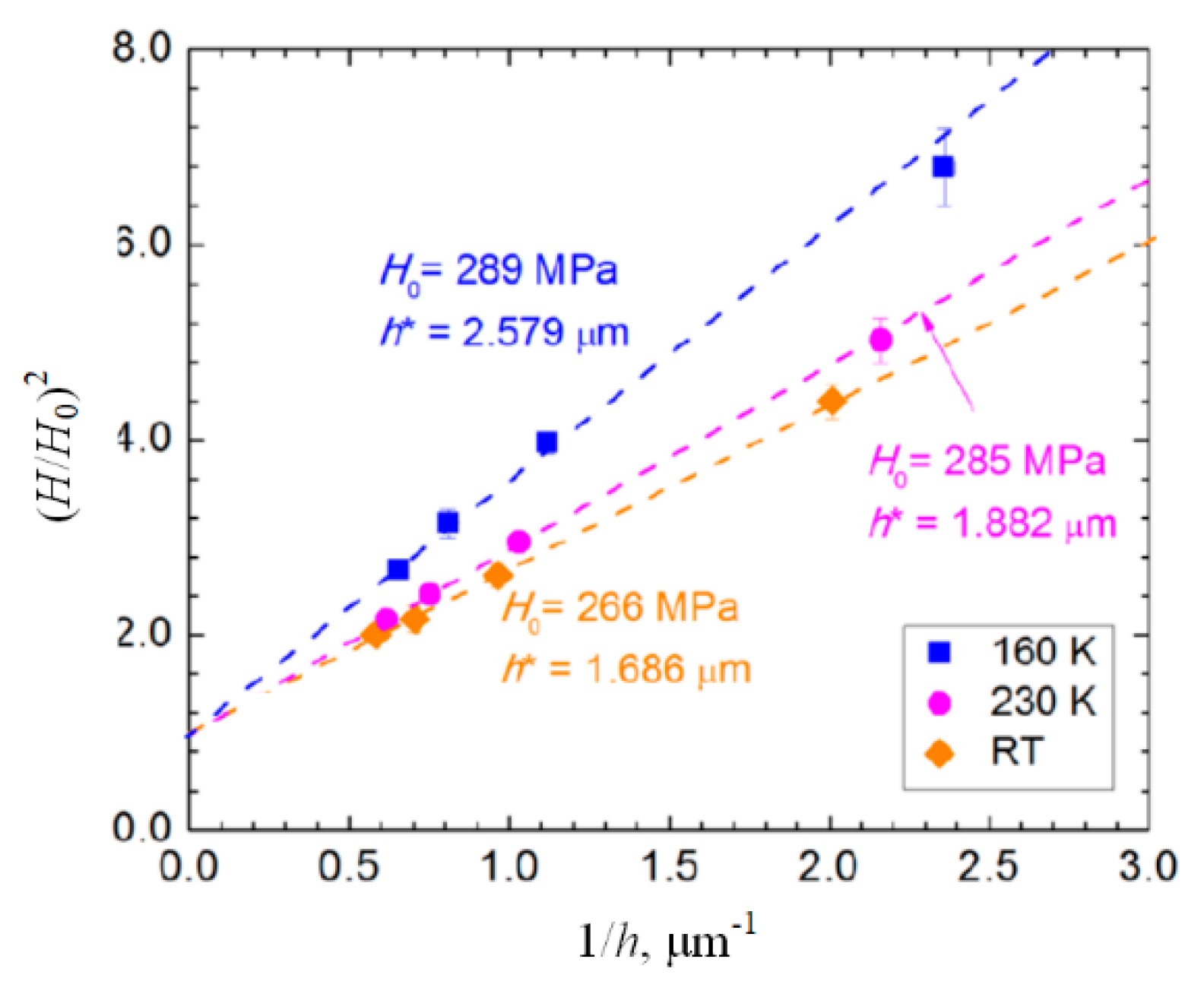
5.1. Metallic Materials
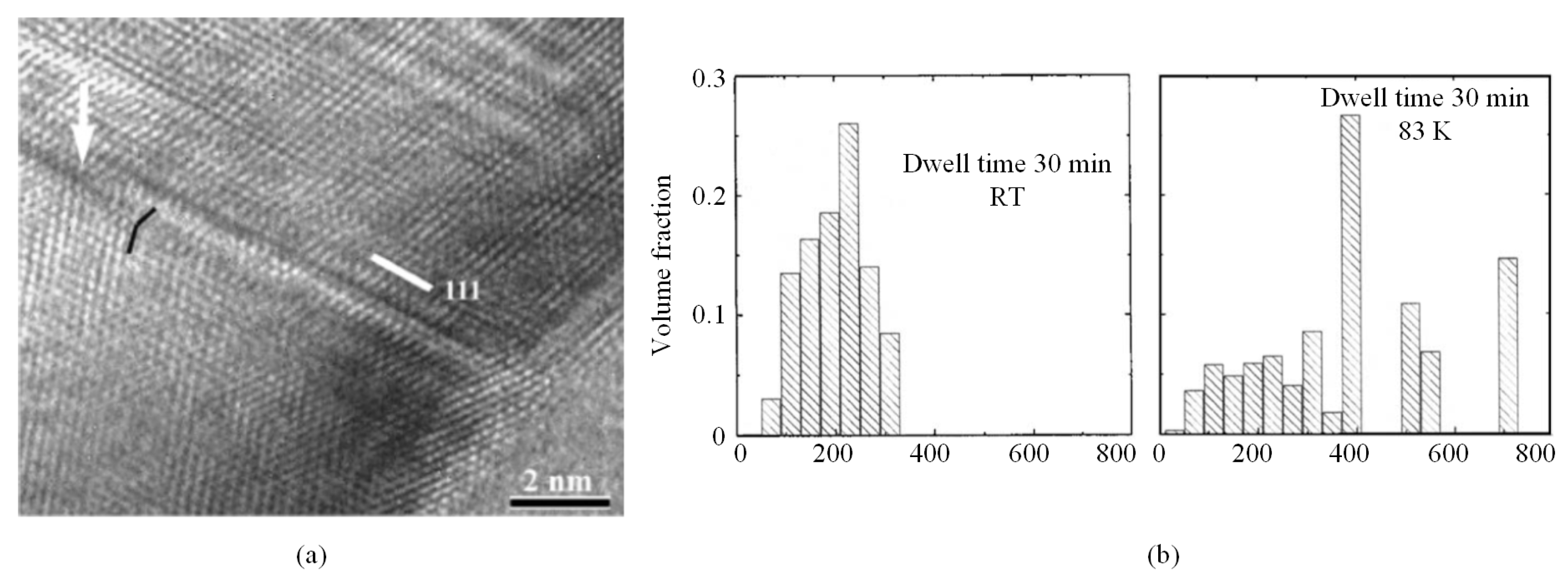
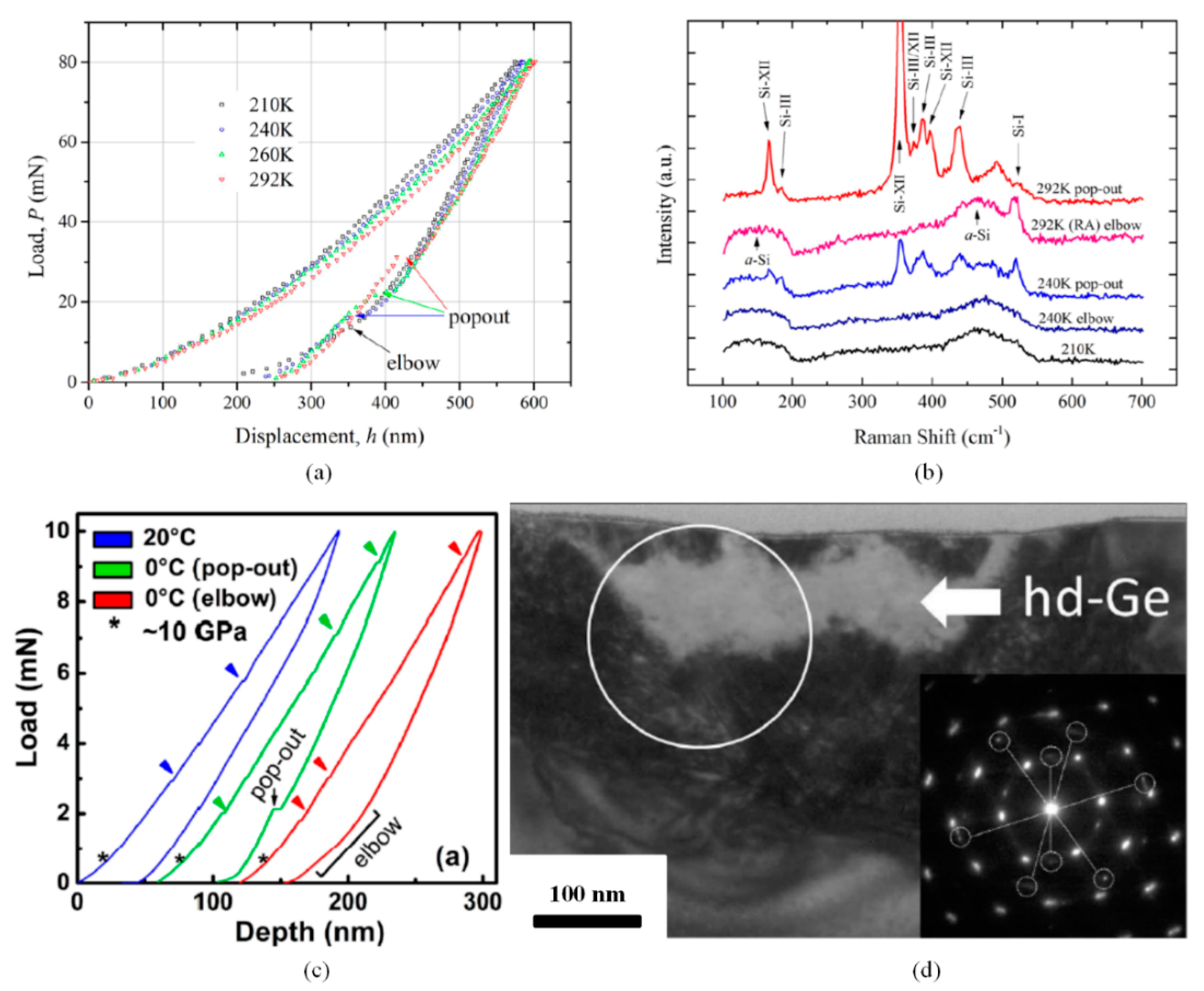
5.2. Semiconductor Materials
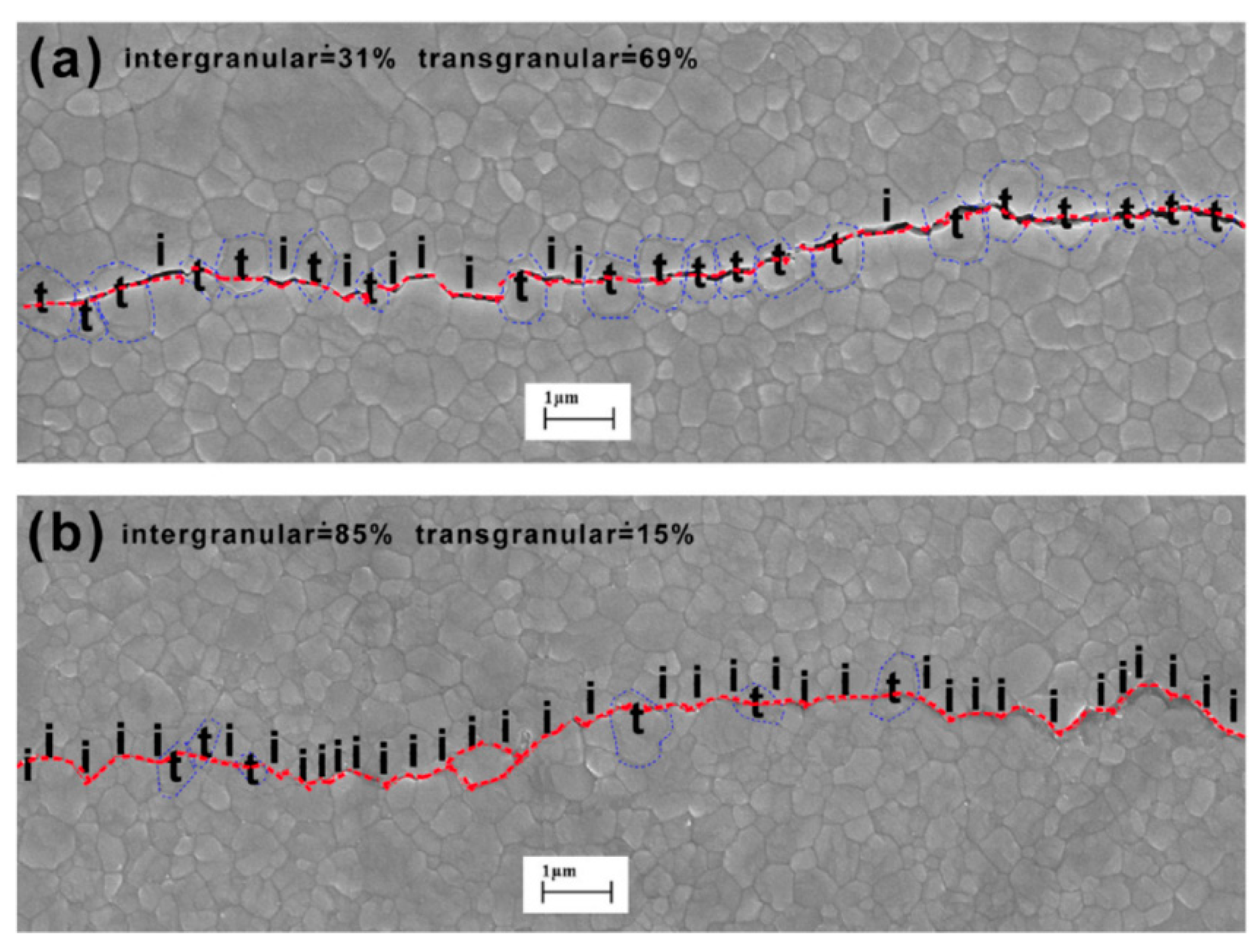
5.3. Ceramic Materials
6. Summary and Perspectives
Author Contributions
Funding
Conflicts of Interest
References
- Schuh, C.A. Nanoindentation studies of materials. Mater. Today 2006, 9, 32–40. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Gómez-Fatou, M.A.; Ania, F.; Flores, A. Nanoindentation in polymer nanocomposites. Prog. Mater. Sci. 2015, 67, 1–94. [Google Scholar] [CrossRef]
- Nili, H.; Kalantar-zadeh, K.; Bhaskaran, M.; Sriram, S. In situ nanoindentation: Probing nanoscale multifunctionality. Prog. Mater. Sci. 2013, 58, 1–29. [Google Scholar] [CrossRef]
- Cohen, S.R.; Kalfon-Cohen, E. Dynamic nanoindentation by instrumented nanoindentation and force microscopy: A comparative review. Beilstein J. Nanotechnol. 2013, 4, 815–833. [Google Scholar] [CrossRef] [PubMed]
- Qian, L.; Zhao, H. Nanoindentation of soft biological materials. Micromachines 2018, 9, 654. [Google Scholar] [CrossRef]
- Johnson, K.L. One hundred years of Hertz contact. Proc. Inst. Mech. Eng. 1982, 196, 363–378. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Iracheta, O.; Bennett, C.J.; Sun, W. Characterization of material property variation across an inertia friction welded CrMoV steel component using the inverse analysis of nanoindentation data. Int. J. Mech. Sci. 2016, 107, 253–263. [Google Scholar] [CrossRef]
- Chen, C.L.; Richter, A.; Thomson, R.C. Investigation of mechanical properties of intermetallic phases in multi-component Al–Si alloys using hot-stage nanoindentation. Intermetallics 2010, 18, 499–508. [Google Scholar] [CrossRef]
- Hintsala, E.D.; Hangen, U.; Stauffer, D.D. High-throughput nanoindentation for statistical and spatial property determination. JOM 2018, 70, 494–503. [Google Scholar] [CrossRef]
- Lin, S.; Chen, C.T.; Bdikin, I.; Ball, V.; Grácio, J.; Buehler, M.J. Tuning heterogeneous poly (dopamine) structures and mechanics: In silico covalent cross-linking and thin film nanoindentation. Soft Matter 2014, 10, 457–464. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez, M.; Molina-Aldareguía, J.M.; González, C.; LLorca, J. Determination of the mechanical properties of amorphous materials through instrumented nanoindentation. Acta Mater. 2012, 60, 3953–3964. [Google Scholar] [CrossRef]
- Fujikane, M.; Yokogawa, T.; Nagao, S.; Nowak, R. Yield shear stress dependence on nanoindentation strain rate in bulk GaN crystal. Phys. Status Solidi C 2011, 8, 429–431. [Google Scholar] [CrossRef]
- Shen, L.; Cheong, W.C.D.; Foo, Y.L.; Chen, Z. Nanoindentation creep of tin and aluminium: A comparative study between constant load and constant strain rate methods. Mater. Sci. Eng: A 2012, 532, 505–510. [Google Scholar] [CrossRef]
- Singh, D.R.P.; Chawla, N.; Shen, Y.L. Focused Ion Beam (FIB) tomography of nanoindentation damage in nanoscale metal/ceramic multilayers. Mater. Charact. 2010, 61, 481–488. [Google Scholar] [CrossRef]
- Chen, J.J.; Sorelli, L.; Vandamme, M.; Ulm, F.J.; Chanvillard, G. A Coupled nanoindentation/SEM-EDS study on low water/cement ratio Portland cement paste: Evidence for C–S–H/Ca (OH) 2 nanocomposites. J. Am. Ceram. Soc. 2010, 93, 1484–1493. [Google Scholar] [CrossRef]
- Das, K.; Ray, D.; Bandyopadhyay, N.R.; Sengupta, S. Study of the properties of microcrystalline cellulose particles from different renewable resources by XRD, FTIR, nanoindentation, TGA and SEM. J. Polym. Environ. 2010, 18, 355–363. [Google Scholar] [CrossRef]
- Carlton, C.E.; Ferreira, P.J. In situ TEM nanoindentation of nanoparticles. Micron 2012, 43, 1134–1139. [Google Scholar] [CrossRef]
- Wheeler, J.M.; Michler, J. Invited article: Indenter materials for high temperature nanoindentation. Rev. Sci. Instrum. 2013, 84, 101301. [Google Scholar] [CrossRef]
- Lotfian, S.; Molina-Aldareguia, J.M.; Yazzie, K.E.; Llorca, J.; Chawla, N. High-temperature nanoindentation behavior of Al/SiC multilayers. Philos. Mag. Lett. 2012, 92, 362–367. [Google Scholar] [CrossRef]
- Trenkle, J.C.; Packard, C.E.; Schuh, C.A. Hot nanoindentation in inert environments. Rev. Sci. Instrum. 2010, 81, 073901. [Google Scholar] [CrossRef] [PubMed]
- Phani, P.S.; Oliver, W.C. A direct comparison of high temperature nanoindentation creep and uniaxial creep measurements for commercial purity aluminum. Acta Mater. 2016, 111, 31–38. [Google Scholar] [CrossRef]
- Korte, S.; Stearn, R.J.; Wheeler, J.M.; Clegg, W.J. High temperature microcompression and nanoindentation in vacuum. J. Mater. Res. 2012, 27, 167–176. [Google Scholar] [CrossRef]
- Kurkjian, C.R.; Kammlott, G.W.; Chaudhri, M.M. Indentation behavior of soda-lime silica glass, fused silica, and single-crystal quartz at liquid nitrogen temperature. J. Am. Ceram. Soc. 1995, 78, 737–744. [Google Scholar] [CrossRef]
- Yoshino, Y.; Iwabuchi, A.; Katagiri, K.; Noto, K.; Sakai, N.; Murakami, A. An evaluation of mechanical properties of YBaCuO and (Sm, Gd) BaCuO bulk superconductors using Vickers hardness test at cryogenic temperatures. IEEE Trans. Appl. Supercond. 2002, 12, 1755–1758. [Google Scholar] [CrossRef]
- Kölemen, U.; Çelebi, S.; Yoshino, Y.; Öztürk, A. Mechanical properties of YBCO and YBCO+ ZnO polycrystalline superconductors using Vickers hardness test at cryogenic temperatures. Phys. C: Supercond. 2004, 406, 20–26. [Google Scholar] [CrossRef]
- Yoshino, Y.; Iwabuchi, A.; Takahashi, N.; Katagiri, K.; Noto, K. Elastic recovery of ReBaCuO bulk superconductors during indentation process at cryogenic temperatures. Phys. C: Supercond. 2005, 426, 714–719. [Google Scholar] [CrossRef]
- ISO 6507-1:2018. Metallic Materials-Vickers Hardness Test-Part 1: Test Method; ISO: Geneva, Switzerland, 2018. [Google Scholar]
- Doerner, M.F.; Nix, W.D. A method for interpreting the data from depth-sensing indentation instruments. J. Mater. Res. 1986, 1, 601–609. [Google Scholar] [CrossRef]
- Chung, K.H.; Scholz, S.; Shaw, G.A.; Kramar, J.A.; Pratt, J.R. SI traceable calibration of an instrumented indentation sensor spring constant using electrostatic force. Rev. Sci. Instrum. 2008, 79, 095105. [Google Scholar] [CrossRef]
- Karapetian, E.; Kachanov, M.; Kalinin, S.V. Nanoelectromechanics of piezoelectric indentation and applications to scanning probe microscopies of ferroelectric materials. Philos. Mag. 2005, 85, 1017–1051. [Google Scholar] [CrossRef]
- Karapetian, E.; Kachanov, M.; Kalinin, S.V. Stiffness relations for piezoelectric indentation of flat and non-flat punches of arbitrary planform: Applications to probing nanoelectromechanical properties of materials. J. Mech. Phys. Solids 2009, 57, 673–688. [Google Scholar] [CrossRef]
- Wang, S.; Xu, H.; Wang, Y.; Kong, L.; Wang, Z.; Liu, S.; Zhao, H. Design and testing of a cryogenic indentation apparatus. Rev. Sci. Instrum. 2019, 90, 015117. [Google Scholar] [CrossRef] [PubMed]
- Ngan, A.H.W.; Wang, H.T.; Tang, B.; Sze, K.Y. Correcting power-law viscoelastic effects in elastic modulus measurement using depth-sensing indentation. Int. J. Solids Struct. 2005, 42, 1831–1846. [Google Scholar] [CrossRef]
- Lee, Y.H.; Baek, U.; Kim, Y.I.; Nahm, S.H. On the measurement of pile-up corrected hardness based on the early Hertzian loading analysis. Mater. Lett. 2007, 61, 4039–4042. [Google Scholar] [CrossRef]
- Tang, B.; Ngan, A.H.W.; Lu, W.W. An improved method for the measurement of mechanical properties of bone by nanoindentation. Journal of Materials Science: Mater. Med. 2007, 18, 1875–1881. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Pucci, T.; Dumont, A.G.; Di Benedetto, H. Thermomechanical and mechanical behaviour of asphalt mixtures at cold temperature: Road and laboratory investigations. Road Mater. Pavement Design 2004, 5, 45–72. [Google Scholar] [CrossRef]
- Hoare, T.R.; Hesp, S.A. Low-temperature fracture testing of asphalt binders: Regular and modified systems. Transp. Res. Rec. 2000, 1728, 36–42. [Google Scholar] [CrossRef]
- Gates, T.S.; Su, X.; Abdi, F.; Odegard, G.M.; Herring, H.M. Facesheet delamination of composite sandwich materials at cryogenic temperatures. Compos. Sci. Technol. 2006, 66, 2423–2435. [Google Scholar] [CrossRef]
- Kleist, H.W. Heat Exchangers for Vaporizing Liquid Refrigerant. U.S. Patent No. 2,775,683, 25 December 1956. [Google Scholar]
- Goldsmid, H. Thermoelectric Refrigeration; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Pecharsky, V.K.; Gschneidner, K.A., Jr. Magnetocaloric effect and magnetic refrigeration. J. Magn. Magn. Mater. 1999, 200, 44–56. [Google Scholar] [CrossRef]
- Man Sze Ho, S.; Zanzotto, L.; MacLeod, D. Impact of different types of modification on low-temperature tensile strength and Tcritical of asphalt binders. Transp. Res. Rec. 2002, 1810, 1–8. [Google Scholar] [CrossRef]
- Gomez-del Rio, T.; Barbero, E.; Zaera, R.; Navarro, C. Dynamic tensile behaviour at low temperature of CFRP using a split Hopkinson pressure bar. Compos. Sci. Technol. 2005, 65, 61–71. [Google Scholar] [CrossRef]
- Han, X.; Zheng, K.; Zhang, Y.; Zhang, X.; Zhang, Z.; Wang, Z.L. Low-temperature in situ large-strain plasticity of silicon nanowires. Adv. Mater. 2007, 19, 2112–2118. [Google Scholar] [CrossRef]
- Marsh, D. Plastic flow in glass. Proc. R. Soc. Lond. Ser. A. Math. Phys. Sci. 1964, 279, 420–435. [Google Scholar] [CrossRef]
- Iwabuchi, A.; Shimizu, T.; Yoshino, Y.; Abe, T.; Katagiri, K.; Nitta, I.; Sadamori, K. The development of a Vickers-type hardness tester for cryogenic temperatures down to 4.2 K. Cryogenics 1996, 36, 75–81. [Google Scholar] [CrossRef]
- Yoshino, Y.; Iwabuchi, A.; Noto, K.; Sakai, N.; Murakami, M. Vickers hardness properties of YBCO bulk superconductor at cryogenic temperatures. Phys. C: Supercond. 2001, 357, 796–798. [Google Scholar] [CrossRef]
- Yoshino, Y.; Iwabuchi, A.; Onodera, R.; Chiba, A.; Katagiri, K.; Shimizu, T. Vickers hardness properties of structural materials for superconducting magnet at cryogenic temperatures. Cryogenics 2001, 41, 505–511. [Google Scholar] [CrossRef]
- Syed Asif, S.A.; Pethica, J.B. Nano-scale indentation creep testing at non-ambient temperature. J. Adhes. 1998, 67, 153–165. [Google Scholar] [CrossRef]
- Chen, J.; Bell, G.A.; Dong, H.; Smith, J.F.; Beake, B.D. A study of low temperature mechanical properties and creep behaviour of polypropylene using a new sub-ambient temperature nanoindentation test platform. J. Phys. D: Appl. Phys. 2010, 43, 425404. [Google Scholar] [CrossRef]
- Lee, S.W.; Cheng, Y.; Ryu, I.; Greer, J.R. Cold-temperature deformation of nano-sized tungsten and niobium as revealed by in-situ nano-mechanical experiments. Sci. China Technol. Sci. 2014, 57, 652–662. [Google Scholar] [CrossRef]
- Sun, Y.; Zheng, S.; Bell, T.; Smith, J. Indenter tip radius and load frame compliance calibration using nanoindentation loading curves. Philos. Mag. Lett. 1999, 79, 649–658. [Google Scholar] [CrossRef]
- Cabibbo, M.; Ricci, P.; Cecchini, R.; Rymuza, Z.; Sullivan, J.; Dub, S.; Cohen, S. An international round-robin calibration protocol for nanoindentation measurements. Micron 2012, 43, 215–222. [Google Scholar] [CrossRef] [PubMed]
- Barone, A.C.; Salerno, M.; Patra, N.; Gastaldi, D.; Bertarelli, E.; Carnelli, D.; Vena, P. Calibration issues for nanoindentation experiments: Direct atomic force microscopy measurements and indirect methods. Microsc. Res. Tech. 2010, 73, 996–1004. [Google Scholar] [CrossRef] [PubMed]
- Wheeler, J.M.; Armstrong, D.E.J.; Heinz, W.; Schwaiger, R. High temperature nanoindentation: The state of the art and future challenges. Curr. Opin. Solid State Mater. Sci. 2015, 19, 354–366. [Google Scholar] [CrossRef]
- Maier, V.; Merle, B.; Göken, M.; Durst, K. An improved long-term nanoindentation creep testing approach for studying the local deformation processes in nanocrystalline metals at room and elevated temperatures. J. Mater. Res. 2013, 28, 1177–1188. [Google Scholar] [CrossRef]
- Lee, H.; Chen, Y.; Claisse, A.; Schuh, C.A. Finite element simulation of hot nanoindentation in vacuum. Exp. Mech. 2013, 53, 1201–1211. [Google Scholar] [CrossRef]
- Gray, D.E. American Institute of Physics Handbook; U.S. McGraw-Hill: New York, NY, USA, 1972. [Google Scholar]
- Neely, J.E.; Mackenzie, J.D. Hardness and low-temperature deformation of silica glass. J. Mater. Sci. 1968, 3, 603–609. [Google Scholar] [CrossRef]
- Read, D.A.; Moyo, T.; Hallam, G.C. Low temperature magnetic hardness of melt spun Fe-Zr amorphous alloys. J. Magn. Magn. Mater. 1984, 44, 279–286. [Google Scholar] [CrossRef]
- Tsujikawa, M.; Noguchi, S.; Yamauchi, N.; Ueda, N.; Sone, T. Effect of molybdenum on hardness of low-temperature plasma carburized austenitic stainless steel. Surface Coat. Technol. 2007, 201, 5102–5107. [Google Scholar] [CrossRef]
- Yoshino, Y.; Iwabuchi, A.; Ikezawa, K.; Chiba, A.; Shimizu, T. Vickers hardness properties of austenitic stainless steels from cryogenic temperatures to room temperatures. TEION KOGAKU (J. Cryog. Supercond. Soc. Jpn.) 1997, 32, 507–514. [Google Scholar] [CrossRef]
- Wang, S.; Liu, S.; Zhao, D.; Wang, Z.; Zhao, H. Indentation on monocrystalline copper at cryogenic and ambient temperature. Materialia 2020, 9, 100510. [Google Scholar] [CrossRef]
- Gai, P.L.; Zhang, K.; Weertman, J. Electron microscopy study of nanocrystalline copper deformed by a microhardness indenter. Scr. Mater. 2007, 56, 25–28. [Google Scholar] [CrossRef]
- Zhang, K.; Weertman, J.R.; Eastman, J.A. Rapid stress-driven grain coarsening in nanocrystalline Cu at ambient and cryogenic temperatures. Appl. Phys. Lett. 2005, 87, 061921. [Google Scholar] [CrossRef]
- Zhang, K.; Weertman, J.R.; Eastman, J.A. The influence of time, temperature, and grain size on indentation creep in high-purity nanocrystalline and ultrafine grain copper. Appl. Phys. Lett. 2004, 85, 5197–5199. [Google Scholar] [CrossRef]
- Lee, S.W.; Meza, L.; Greer, J.R. Cryogenic nanoindentation size effect in [1]-oriented face-centered cubic and body-centered cubic single crystals. Appl. Phys. Lett. 2013, 103, 101906. [Google Scholar] [CrossRef]
- Franke, O.; Trenkle, J.C.; Schuh, C.A. Temperature dependence of the indentation size effect. J. Mater. Res. 2010, 25, 1225–1229. [Google Scholar] [CrossRef]
- Huang, H.; Yan, J. New insights into phase transformations in single crystal silicon by controlled cyclic nanoindentation. Scr. Mater. 2015, 102, 35–38. [Google Scholar] [CrossRef]
- Harea, E.E. Changes in the electric resistance of silicon under cyclic nanoindentation. Surf. Eng. Appl. Electrochem. 2011, 47, 290–293. [Google Scholar] [CrossRef]
- Mylvaganam, K.; Zhang, L.C.; Eyben, P.; Mody, J.; Vandervorst, W. Evolution of metastable phases in silicon during nanoindentation: Mechanism analysis and experimental verification. Nanotechnology 2009, 20, 305705. [Google Scholar] [CrossRef]
- Abram, R.; Chrobak, D.; Nowak, R. Origin of a nanoindentation pop-in event in silicon crystal. Phys. Rev. Lett. 2017, 118, 095502. [Google Scholar] [CrossRef]
- Wang, S.; Liu, H.; Xu, L.; Du, X.; Zhao, D.; Zhu, B.; Zhao, H. Investigations of phase transformation in monocrystalline silicon at low temperatures via nanoindentation. Sci. Rep. 2017, 7, 1–7. [Google Scholar] [CrossRef]
- Huston, L.Q.; Kiran, M.S.R.N.; Smillie, L.A.; Williams, J.S.; Bradby, J.E. Cold nanoindentation of germanium. Appl. Phys. Lett. 2017, 111, 021901. [Google Scholar] [CrossRef]
- Khayyat, M.M.; Banini, G.K.; Hasko, D.G.; Chaudhri, M.M. Raman microscopy investigations of structural phase transformations in crystalline and amorphous silicon due to indentation with a Vickers diamond at room temperature and at 77 K. J. Phys. D: Appl. Phys. 2003, 36, 1300. [Google Scholar] [CrossRef]
- Khayyat, M.M.O.; Hasko, D.G.; Chaudhri, M.M. Effect of sample temperature on the indentation-induced phase transitions in crystalline silicon. J. Appl. Phys. 2007, 101, 083515. [Google Scholar] [CrossRef]
- Xue, W.; Yi, J.; Xie, Z.; Wang, C.A. Fracture toughness of 3 mol% yttria-stabilized zirconia at cryogenic temperatures. Ceram. Int. 2015, 41, 3888–3895. [Google Scholar] [CrossRef]
- Xue, W.J.; Ma, T.; Xie, Z.P.; Yi, J. Research into mechanical properties of reaction-bonded SiC composites at cryogenic temperatures. Mater. Lett. 2011, 65, 3348–3350. [Google Scholar] [CrossRef]
- Wei, S.; Chen, J.; Xie, Z.; Xue, W. How does crack bridging change at cryogenic temperatures? J. Am. Ceram. Soc. 2015, 98, 898–901. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Original | Copper Wire | Pre-Touched |
|---|---|---|---|
| 298 K | 0.049 ± 0.005 | −0.019 ± 0.008 | 0.033 ± 0.007 |
| 250 K | 1.946 ± 0.104 | 0.383 ± 0.159 | 0.028 ± 0.005 |
| 200 K | 3.793 ± 0.344 | 0.774 ± 0.208 | 0.063 ± 0.008 |
| 150 K | 4.985 ± 0.325 | 1.137 ± 0.222 | 0.092 ± 0.021 |
| Cooling methods | Advantage | Disadvantages |
|---|---|---|
| Cryogenic liquid immersion | • High temperature stability • Natural non-thermal drift | • Immutable temperature • Potential liquid influence |
| Peltier coolers | • Low cost • Easy to control and quick response | • Limited temperature control range |
| Directly evaporative cooling | • Large temperature control range | • Uncontrolled temperature rising |
| Cold finger | • High accuracy temperature control | • Low temperature cooling speed |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Zhao, H. Low Temperature Nanoindentation: Development and Applications. Micromachines 2020, 11, 407. https://doi.org/10.3390/mi11040407
Wang S, Zhao H. Low Temperature Nanoindentation: Development and Applications. Micromachines. 2020; 11(4):407. https://doi.org/10.3390/mi11040407
Chicago/Turabian StyleWang, Shunbo, and Hongwei Zhao. 2020. "Low Temperature Nanoindentation: Development and Applications" Micromachines 11, no. 4: 407. https://doi.org/10.3390/mi11040407
APA StyleWang, S., & Zhao, H. (2020). Low Temperature Nanoindentation: Development and Applications. Micromachines, 11(4), 407. https://doi.org/10.3390/mi11040407