The Optimal Processing Parameters of Radial Ultrasonic Rolling Electrochemical Micromachining—RSM Approach


Abstract
1. Introduction
2. Experiment Details
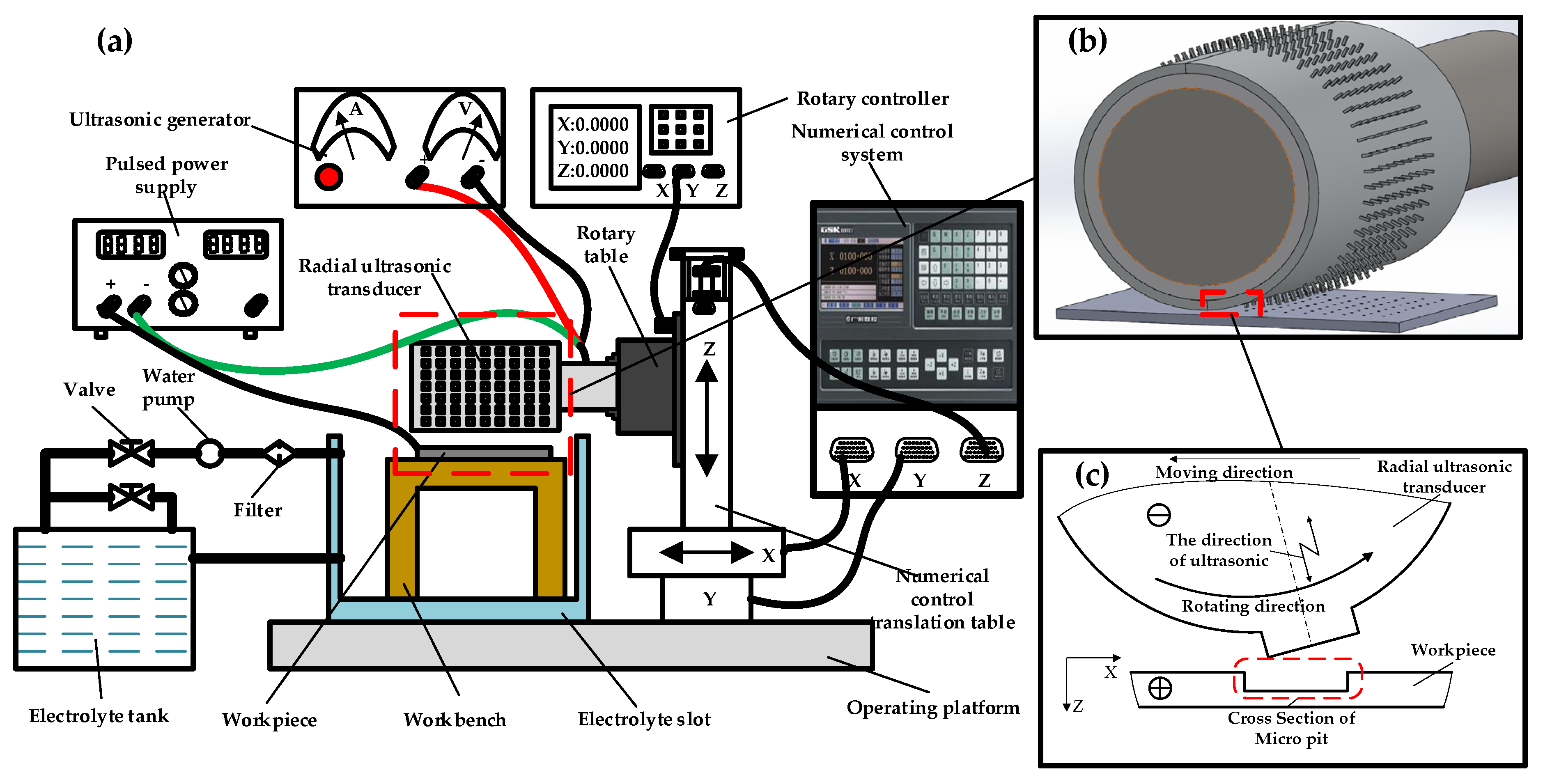
2.1. Experimental Setup
2.2. Measurements Procedure
3. Design of the Response Surface Test
3.1. Mathematical Model of Response Surface Methodology
3.2. Experimental Design of Response Surface Machining
3.3. Analysis of Response Surface Experimental Results
4. Results and Discussion
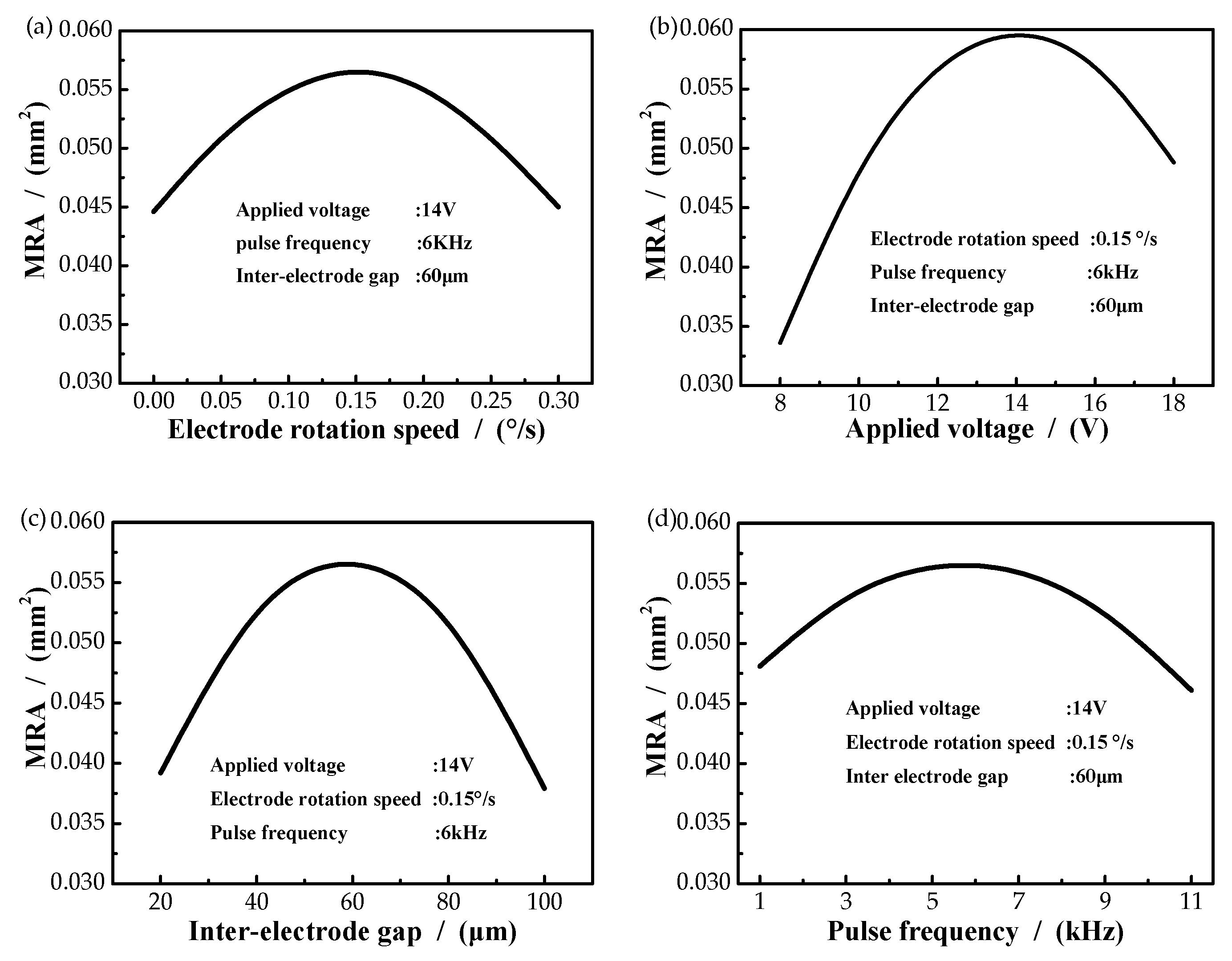
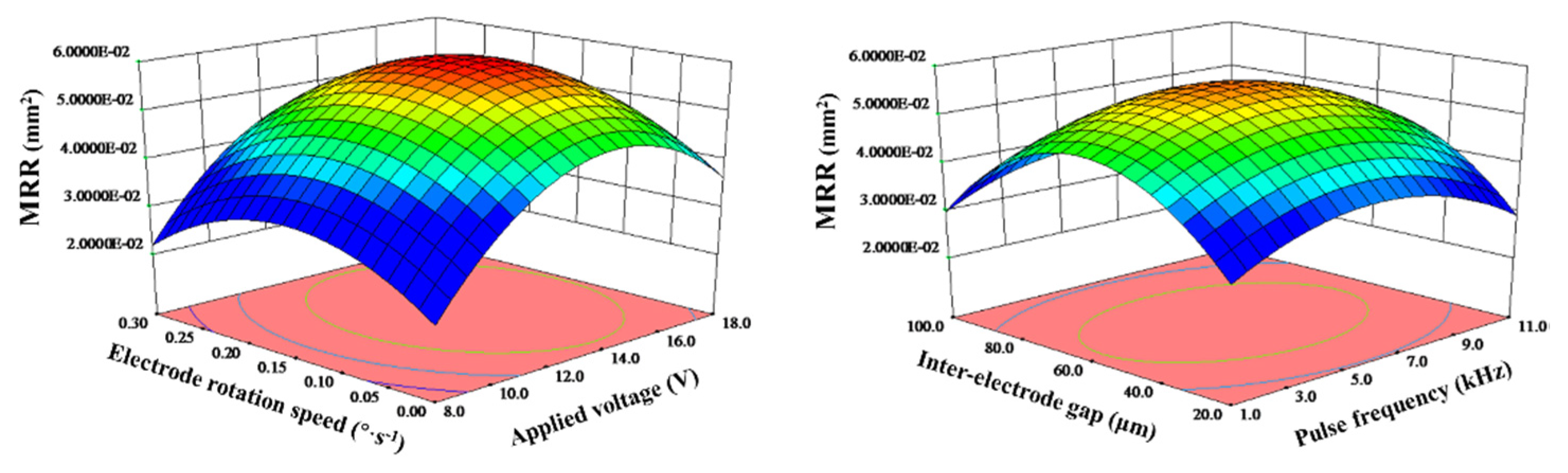
4.1. Effect of Machining Parameters on the Material Removal Amount
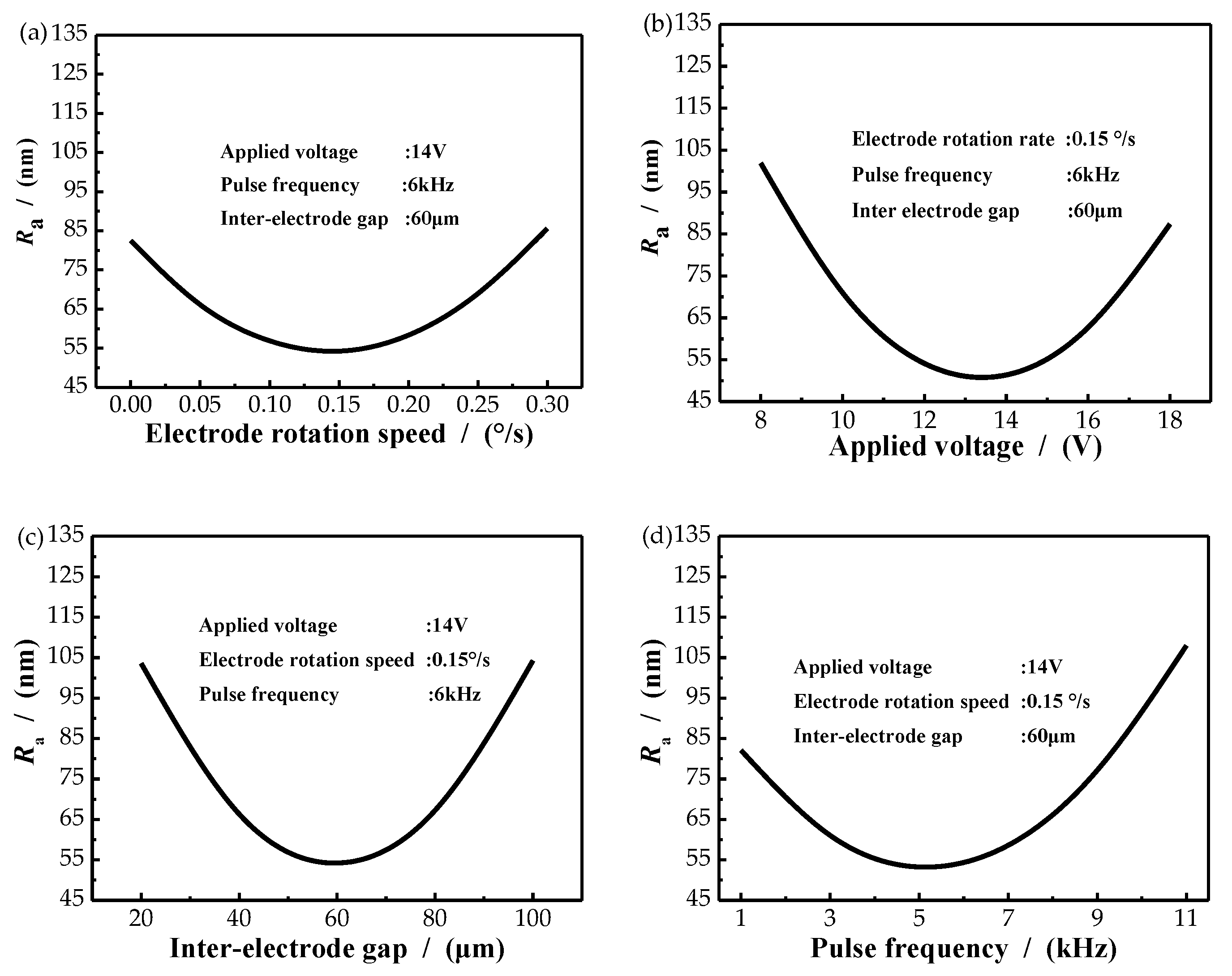
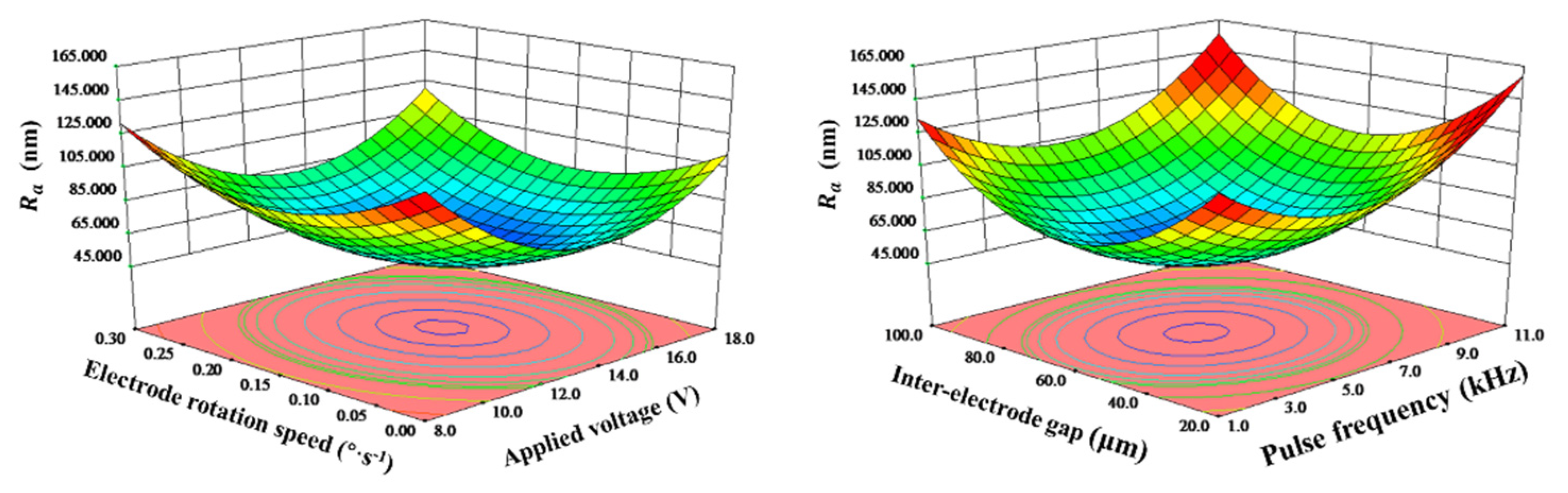
4.2. Effect of Machining Parameters on Surface Roughness
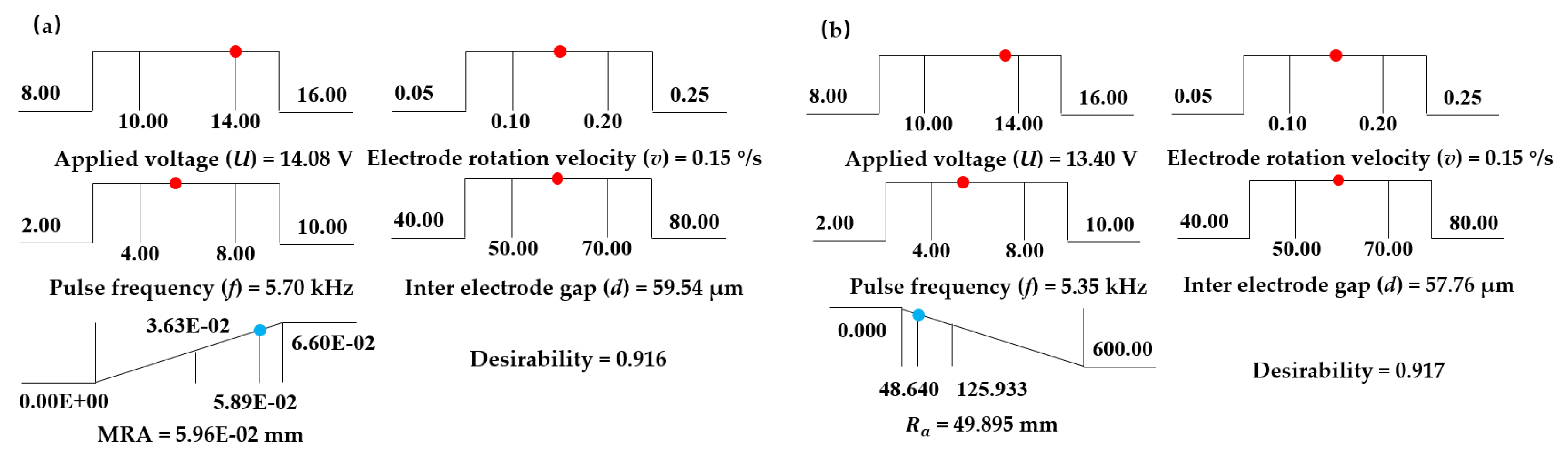
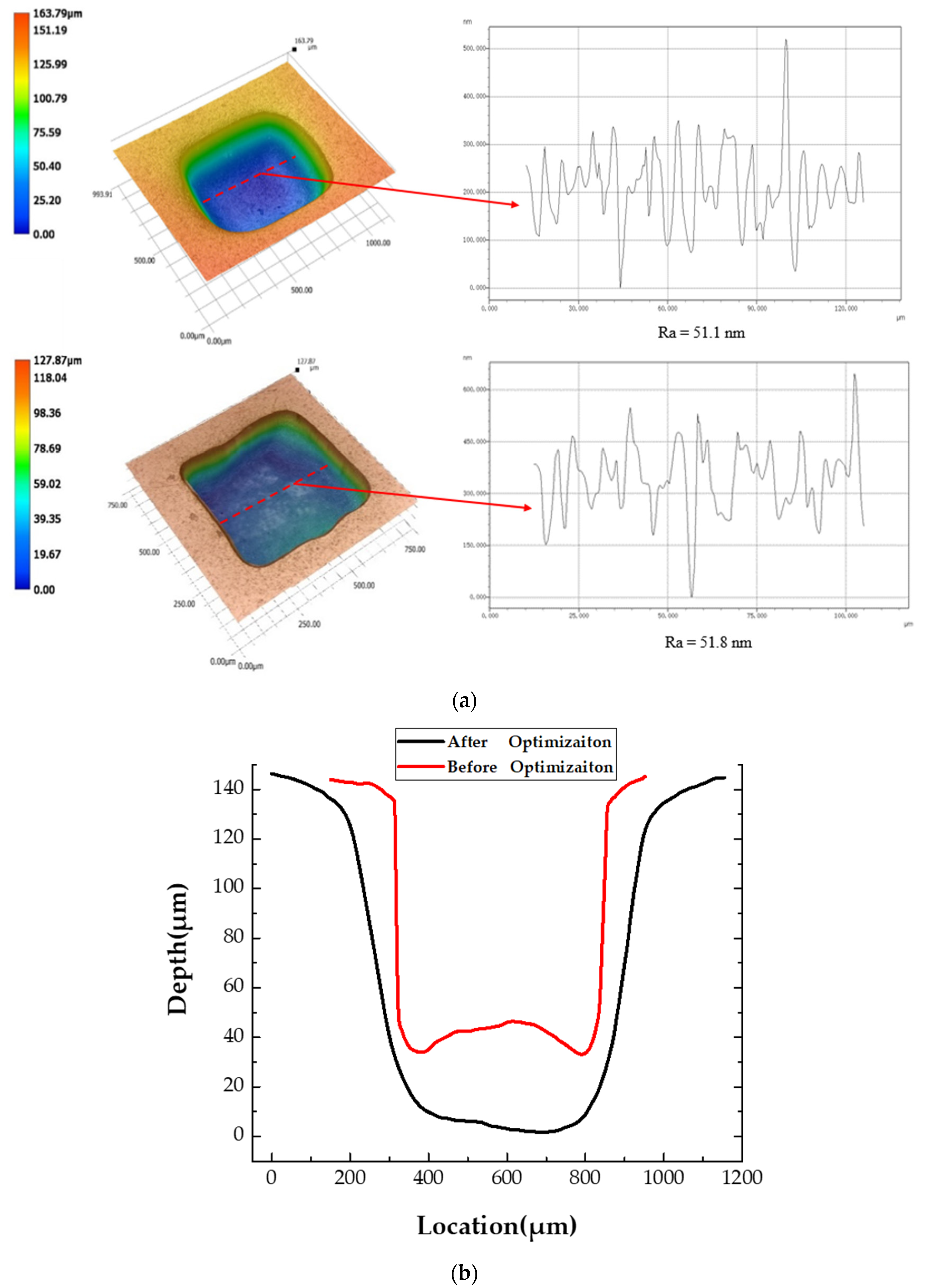
4.3. Multiresponse Optimization of the Process
5. Conclusions
- (1)
- Response surface methodology is a suitable data optimization algorithm to radial ultrasonic rolling electrochemical micromachining.
- (2)
- Parameters, including applied voltage, electrode rotation speed, pulse frequency and the interelectrode gap all had a nonlinear effect on the MRA and Ra. Especially, the applied voltage has.
- (3)
- The optimum combination of parameters of applied voltage 14.70 V, electrode rotation speed 0.15°/s, pulse frequency 5.5 kHz, interelectrode gap 58.6 µm for maximizing the metal removal rate of 0.06006 mm2 and a minimizing surface roughness of 51.1 nm could be obtained.
Author Contributions
Funding
Conflicts of Interest
References
- Walsh, M.J.; Michael, J. Riblets as a viscous drag reduction technique. AIAA J. 1983, 21, 485–486. [Google Scholar] [CrossRef]
- Yibin, L.; Huimin, G.; Yu, J. Design and preparation of biomimetic polydimethylsiloxane (PDMS) films with superhydrophobic, self-healing and drag reduction properties via replication of shark skin and SI-ATRP. Chem. Eng. J. 2018, 356, 318–328. [Google Scholar]
- Vorobyev, A.Y.; Guo, C. Multifunctional surfaces produced by femtosecond laser pulses. J. Appl. Phys. 2015, 117, 033103.1–033103.5. [Google Scholar] [CrossRef]
- Riveiro, A.; Abalde, T. Influence of laser texturing on the wettability of PTFE. Appl. Surf. Sci. 2020, 515, 145984–145993. [Google Scholar] [CrossRef]
- Xie, F.; Lei, X.B. The Influence of Bionic Micro-Texture’s Surface on Tool’s Cutting Performance. Key Eng. Mater. 2016, 693, 1155–1162. [Google Scholar] [CrossRef]
- Wu, L.Y.; Lv, Y.; Song, Y.Q. Experimental Investigation on Anti-Fatigue Function of Gear Surface with Grid Micro-Morphology. Adv. Mater. Res. 2013, 652–654, 1842–1845. [Google Scholar] [CrossRef]
- Chen, L.Y.; Li, R.; Xie, F. Load-bearing capacity research in wet clutches with surface texture. Measurement 2019, 142, 96–104. [Google Scholar] [CrossRef]
- Bialo, D.; Peronczyk, J. Electrodischarge drilling of microholes in aluminium matrix composites. Int. J. Mach. Mach. Mater. 2018, 3, 272–282. [Google Scholar] [CrossRef]
- Wang, M.; Liu, Q.; Zhang, H. Laser direct writing of tree-shaped hierarchical cones on a superhydrophobic film for high efficiency water collection. ACS Appl. Mater. Interfaces 2017, 9, 29248–29254. [Google Scholar] [CrossRef]
- Wyszynski, D.; Bizon, W.; Miernik, K. Electrodischarge Drilling of Microholes in c-BN. Micromachines 2020, 11, 179. [Google Scholar] [CrossRef]
- Thanigaivelan, R.; Arunachalam, R.M.; Karthikeyan, B.; Loganathan, P. Electrochemical micromachining of stainless steel with acidified sodium nitrate electrolyte. Proc. CIRP 2013, 6, 351–355. [Google Scholar] [CrossRef]
- Das, A.K.; Kumar, P.; Sethi, A. Influence of process parameters on the surface integrity of micro holes of SS304 obtained by micro-EDM. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 2029. [Google Scholar] [CrossRef]
- Wang, M.; Bao, Z.; Qiu, G. Fabrication of micro-dimple arrays by AS-EMM and EMM. Int. J. Adv. Manuf. Technol. 2017, 93, 787–797. [Google Scholar] [CrossRef]
- Ruszaj, A.; Zybura, M.; Zurek, R. Some aspects of the electrochemical machining process supported by electrode ultrasonic vibrations optimization. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1365–1371. [Google Scholar] [CrossRef]
- Natsu, W.; Nakayama, H.; Yu, Z. Improvement of ECM characteristics by applying ultrasonic vibration. Int. J. Precis. Eng. Manuf. 2012, 13, 1131–1136. [Google Scholar] [CrossRef]
- Wang, M.; Chen, X. Influences of gap pressure on machining performance in radial ultrasonic rolling electrochemical micromachining. Int. J. Adv. Manuf. Technol. 2020, 107, 157–166. [Google Scholar] [CrossRef]
- Shang, G.Q.; Sun, C.H. Application of BP Neural Network for Predicting Anode Accuracy in ECM. In Proceedings of the IEEE 2008 International Symposium on Information Science and Engineering (ISISE), Shanghai, China, 20–22 December 2008; pp. 428–432. [Google Scholar]
- Dong, Z. Experimental Study on the Cathode Digital Modification of Turbine Blade in Electrochemical Machining. J. Mech. Eng. 2011, 47, 191–198. [Google Scholar]
- Xu, W.; Wei, Z.; Sun, J. Surface quality prediction and processing parameter determination in electrochemical mechanical polishing of bearing rollers. Int. J. Adv. Manuf. Technol. 2012, 63, 129–136. [Google Scholar] [CrossRef]
- Munda, J.; Bhattacharyya, B. Investigation into electrochemical micromachining (EMM) through response surface methodology based approach. Int. J. Adv. Manuf. Technol. 2008, 35, 821–832. [Google Scholar] [CrossRef]
- Sen, M.; Shan, H.S. Analysis of hole quality characteristics in the electro jet drilling process. Int. J. Mach. Tools Manuf. 2005, 45, 1706–1716. [Google Scholar] [CrossRef]
- Senthilkumar, C.; Ganesan, G.; Karthikeyan, R. Bi-performance optimization of electrochemical machining characteristics of Al/20%SiCp composites using NSGA-II. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1399–1407. [Google Scholar] [CrossRef]
- El-Taweel, T.A.; Gouda, S.A. Performance analysis of wire electrochemical turning process—RSM approach. Int. J. Adv. Manuf. Technol. 2011, 53, 181–190. [Google Scholar] [CrossRef]
- Espejo, M.R. Design of Experiments for Engineers and Scientists. Technometrics 2006, 48, 304–305. [Google Scholar] [CrossRef]
- Ebeid, S.J.; Hewidy, M.S.; El-Taweel, T.A.; Youssef, A.H. Towards higher accuracy for ECM hybridized with low frequency vibrations using the response surface methodology technique. J. Mater. Process Technol. 2004, 149, 428–434. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Electrolyte concentration | 10%NaNO3 |
| Electrolyte temperature (Te) | 25° |
| Protrusion size | 70 mm × 50 mm |
| Ultrasonic vibration frequency(fu) | 28 KHz |
| Amplitude (A) | 10 μm |
| Thickness of workpiece (Tw) | 0.3 mm |
| Processing time | 5 min |
| Power supply duty cycle | 0.5 |
| Workpiece material | SS 304 |
| Parameters | Units | Level | ||||
|---|---|---|---|---|---|---|
| −2 | −1 | 0 | +1 | +2 | ||
| Applied voltage (U) | V | 8 | 10 | 12 | 14 | 16 |
| Electrode rotation speed (v) | °/s | 0.05 | 0.15 | 0.1 | 0.2 | 0.25 |
| Pulse frequency (f) | kHz | 2 | 4 | 6 | 8 | 10 |
| Inter-electrode gap (d) | μm | 40 | 50 | 60 | 70 | 80 |
| Run | Factors | Responses | Run | Factors | Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| U V | v °/s | f kHz | d μm | MRA mm2 | of Pit Bottom nm | U V | v °/s | f kHz | d μm | MRA mm2 | of Pit Bottom nm | ||
| 1 | 8 | 0.05 | 4 | 80 | 0.03025 | 116.7 | 17 | 12 | 0.15 | 6 | 80 | 0.05425 | 110.0 |
| 2 | 8 | 0.15 | 6 | 60 | 0.03634 | 179.5 | 18 | 12 | 0.15 | 10 | 60 | 0.05217 | 135.0 |
| 3 | 8 | 0.25 | 2 | 40 | 0.02826 | 200.5 | 19 | 12 | 0.25 | 6 | 60 | 0.05381 | 136.9 |
| 4 | 8 | 0.25 | 2 | 80 | 0.02814 | 209.9 | 20 | 14 | 0.1 | 4 | 50 | 0.05510 | 51.8 |
| 5 | 10 | 0.1 | 4 | 50 | 0.04321 | 112.9 | 21 | 14 | 0.1 | 4 | 70 | 0.05479 | 56.9 |
| 6 | 10 | 0.1 | 4 | 70 | 0.04290 | 116.6 | 22 | 14 | 0.1 | 8 | 50 | 0.05408 | 70.7 |
| 7 | 10 | 0.1 | 8 | 50 | 0.04291 | 130.4 | 23 | 14 | 0.1 | 8 | 70 | 0.05381 | 80.3 |
| 8 | 10 | 0.1 | 8 | 70 | 0.04173 | 139.3 | 24 | 14 | 0.2 | 4 | 50 | 0.05533 | 73.2 |
| 9 | 10 | 0.2 | 4 | 50 | 0.04337 | 133.7 | 25 | 14 | 0.2 | 4 | 70 | 0.05490 | 82.0 |
| 10 | 10 | 0.2 | 4 | 70 | 0.04302 | 140.7 | 26 | 14 | 0.2 | 8 | 50 | 0.05432 | 98.2 |
| 11 | 10 | 0.2 | 8 | 50 | 0.04241 | 160.0 | 27 | 14 | 0.2 | 8 | 70 | 0.05399 | 104.0 |
| 12 | 10 | 0.2 | 8 | 70 | 0.04212 | 171.9 | 28 | 16 | 0.05 | 10 | 80 | 0.03981 | 139.0 |
| 13 | 12 | 0.05 | 6 | 60 | 0.05337 | 102.1 | 29 | 16 | 0.15 | 6 | 60 | 0.04889 | 115.2 |
| 14 | 12 | 0.15 | 2 | 60 | 0.05345 | 105.6 | 30 | 16 | 0.25 | 2 | 80 | 0.04058 | 146.0 |
| 15 | 12 | 0.15 | 6 | 40 | 0.05439 | 109.7 | 31 | 16 | 0.25 | 10 | 40 | 0.03972 | 175.0 |
| 16 | 12 | 0.15 | 6 | 60 | 0.05649 | 107.6 | - | - | - | - | - | - | - |
| Source | Sum of Squares | DF | Mean Square | F Value | Prob > F | |
|---|---|---|---|---|---|---|
| Model | 1.121 ×10−3 | 1 | 8.004 × 10−5 | 19.68 | <0.0001 | significant |
| U | 1.808 ×10−4 | 1 | 1.808 × 10−4 | 44.45 | <0.0001 | - |
| v | 8.736 ×10−6 | 1 | 8.736 × 10−6 | 2.15 | 0.1622 | - |
| f | 1.307 ×10−5 | 1 | 1.307 × 10−5 | 3.21 | 0.0920 | - |
| d | 1.977 ×10−5 | 1 | 1.977 × 10−5 | 4.86 | 0.0425 | - |
| U·v | 3.151 ×10−8 | 1 | 3.151 × 10−8 | 7.745 × 10−3 | 0.9310 | - |
| U·f | 3.706 ×10−8 | 1 | 3.706 × 10−8 | 9.109 × 10−3 | 0.9251 | - |
| U·d | 5.641 × 10−8 | 1 | 5.641 × 10−8 | 0.014 | 0.9077 | - |
| v·f | 2.756 × 10−9 | 1 | 2.756 × 10−9 | 6.775 × 10−4 | 0.9796 | - |
| v·d | 1.891 × 10−8 | 1 | 1.891 × 10−8 | 4.647 × 10−4 | 0.9465 | - |
| f·d | 1.756 × 10−8 | 1 | 1.756 × 10−8 | 4.316 × 10−3 | 0.9484 | - |
| U2 | 2.244 × 10−4 | 1 | 2.244 × 10−4 | 55.16 | <0.0001 | - |
| v2 | 4.855 × 10−5 | 1 | 4.855 × 10−5 | 11.93 | 0.0033 | - |
| f2 | 6.426 × 10−5 | 1 | 6.426 × 10−5 | 15.80 | 0.0011 | - |
| d2 | 3.593 × 10−5 | 1 | 3.593 × 10−6 | 8.83 | 0.0090 | - |
| Residual | 6.509 × 10−5 | 16 | 4.068 × 10−6 | - | - | - |
| Lack of fit | 6.509 × 10−5 | 10 | 6.509 × 10−6 | - | - | - |
| Pure Error | 0.000 | 6 | 0.000 | - | - | - |
| Cor Total | 1.186 × 10−3 | 30 | - | - | - | - |
| Source | Sum of Squares | DF | Mean Square | F Value | Prob > F | |
|---|---|---|---|---|---|---|
| Model | 15508 | 14 | 1107.72 | 6.02 | 0.0005 | significant |
| U | 1849.65 | 1 | 1849.65 | 10.06 | 0.0059 | - |
| v | 203.48 | 1 | 203.48 | 1.11 | 0.3085 | - |
| f | 209.42 | 1 | 209.42 | 1.14 | 0.3017 | - |
| d | 388.84 | 1 | 388.84 | 2.11 | 0.1652 | - |
| U·v | 1.90 | 1 | 1.90 | 0.010 | 0.9203 | - |
| U·f | 48.36 | 1 | 48.36 | 0.26 | 0.6151 | - |
| U·d | 114.69 | 1 | 114.69 | 0.62 | 0.4412 | - |
| v·f | 76.15 | 1 | 76.15 | 0.41 | 0.5290 | - |
| v·d | 13.34 | 1 | 13.34 | 0.073 | 0.7911 | - |
| f·d | 0.85 | 1 | 0.85 | 4.620 × 10−3 | 0.9467 | - |
| U2 | 1714.33 | 1 | 1714.33 | 9.32 | 0.0076 | - |
| v2 | 386.14 | 1 | 386.14 | 2.10 | 0.1666 | - |
| f2 | 1458.79 | 1 | 1458.79 | 7.93 | 0.0124 | - |
| d2 | 339.94 | 1 | 339.94 | 1.85 | 0.1928 | - |
| Residual | 2942.13 | 16 | 183.88 | - | - | - |
| Lack of fit | 2942.13 | 10 | 204.44 | - | - | - |
| Pure Error | 0.000 | 6 | 0.000 | - | - | - |
| Cor Total | 18450.21 | 30 | - | - | - | - |
| Parameter | Optimum Value |
|---|---|
| Applied voltage (V) | 14.7 |
| Electrode rotation speed (°/s) | 0.15 |
| Pulse frequency (kHz) | 5.5 |
| Inter-electrode gap (μm) | 58.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, K.; Chen, X.; Wang, M. The Optimal Processing Parameters of Radial Ultrasonic Rolling Electrochemical Micromachining—RSM Approach. Micromachines 2020, 11, 1002. https://doi.org/10.3390/mi11111002
He K, Chen X, Wang M. The Optimal Processing Parameters of Radial Ultrasonic Rolling Electrochemical Micromachining—RSM Approach. Micromachines. 2020; 11(11):1002. https://doi.org/10.3390/mi11111002
Chicago/Turabian StyleHe, Kailei, Xia Chen, and Minghuan Wang. 2020. "The Optimal Processing Parameters of Radial Ultrasonic Rolling Electrochemical Micromachining—RSM Approach" Micromachines 11, no. 11: 1002. https://doi.org/10.3390/mi11111002
APA StyleHe, K., Chen, X., & Wang, M. (2020). The Optimal Processing Parameters of Radial Ultrasonic Rolling Electrochemical Micromachining—RSM Approach. Micromachines, 11(11), 1002. https://doi.org/10.3390/mi11111002