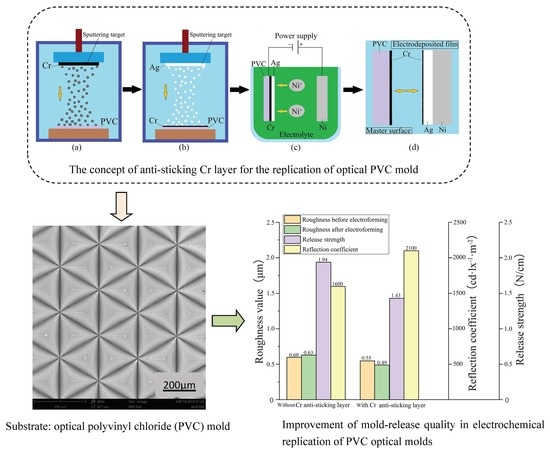
A Cr Anti-Sticking Layer for Improving Mold Release Quality in Electrochemical Replication of PVC Optical Molds



Abstract
:
1. Introduction
2. Experiment Description
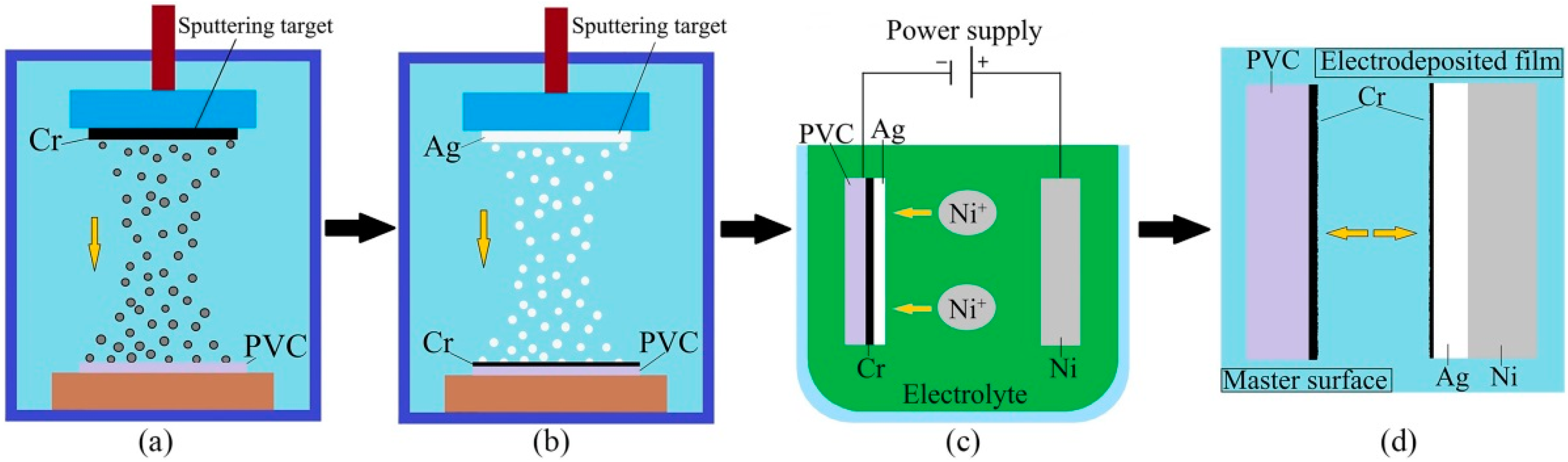
2.1. Materials and Experiment Steps
2.2. Experiment Parameters
2.3. Experiment Characterizations
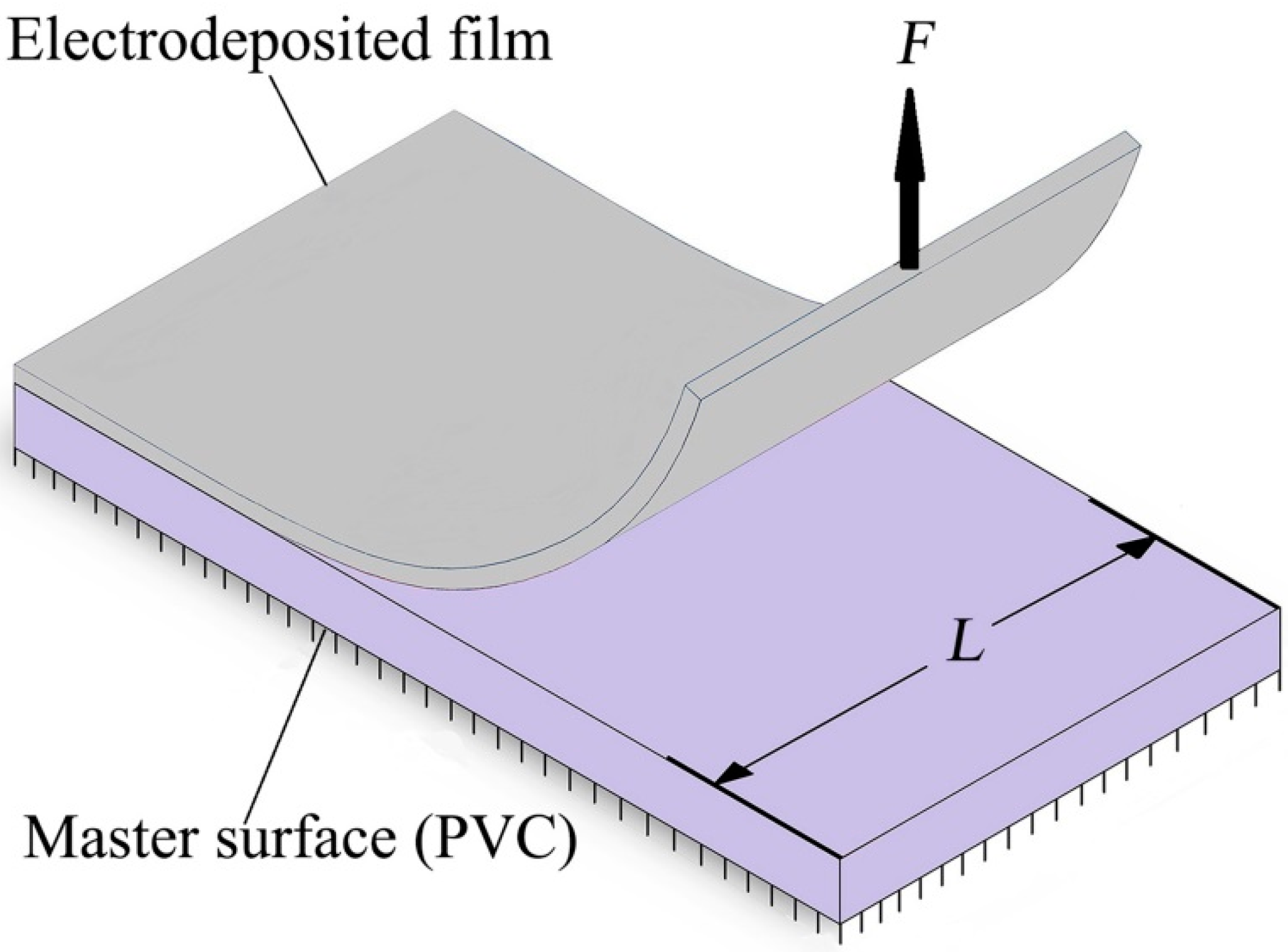
2.3.1. Release Strength
2.3.2. Surface Roughness
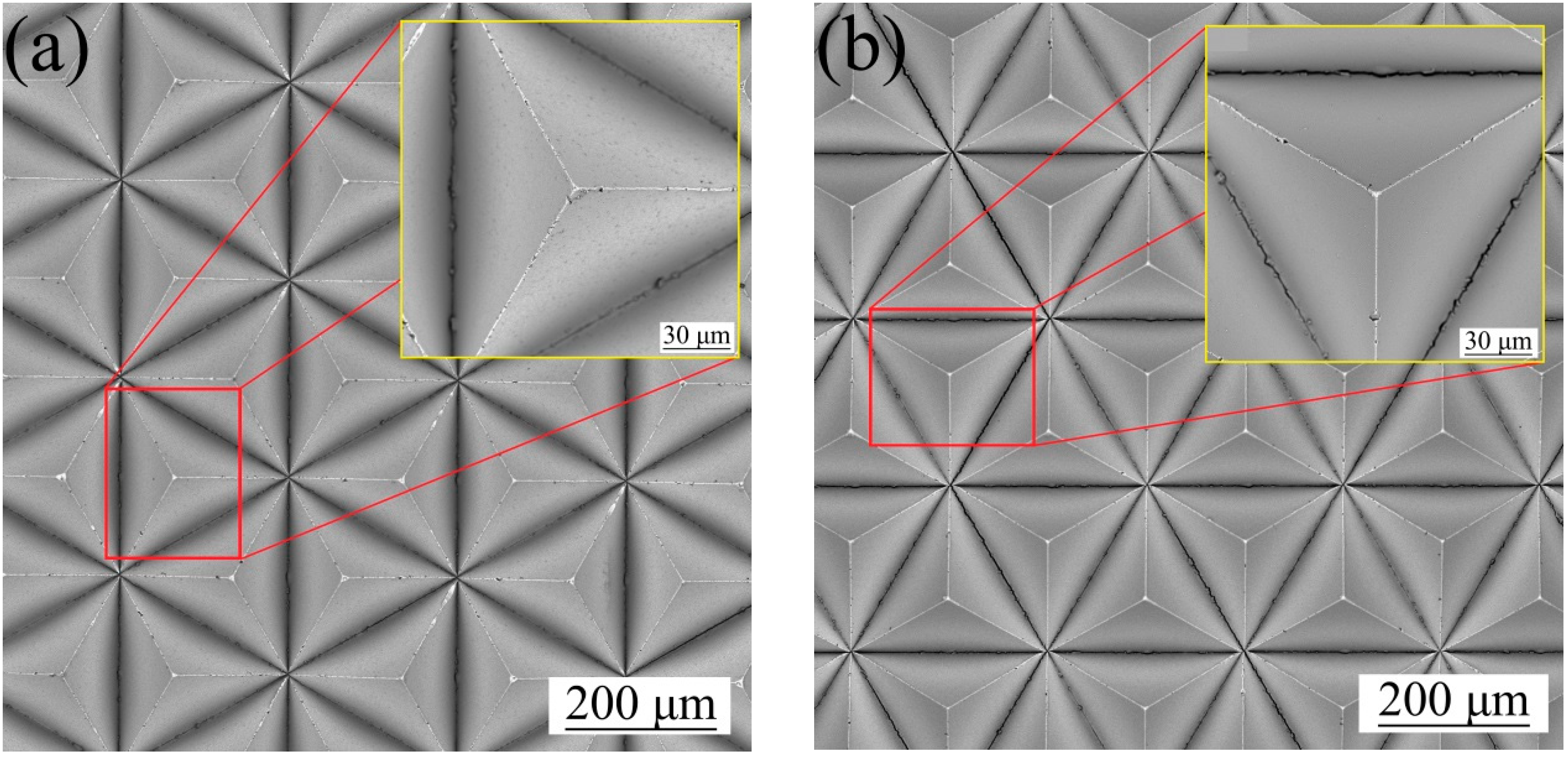
2.3.3. Microscopic Morphology
2.3.4. Surface Energy
2.3.5. Retro-Reflection Coefficient
3. Results
3.1. Surface Energy of the Original Mold
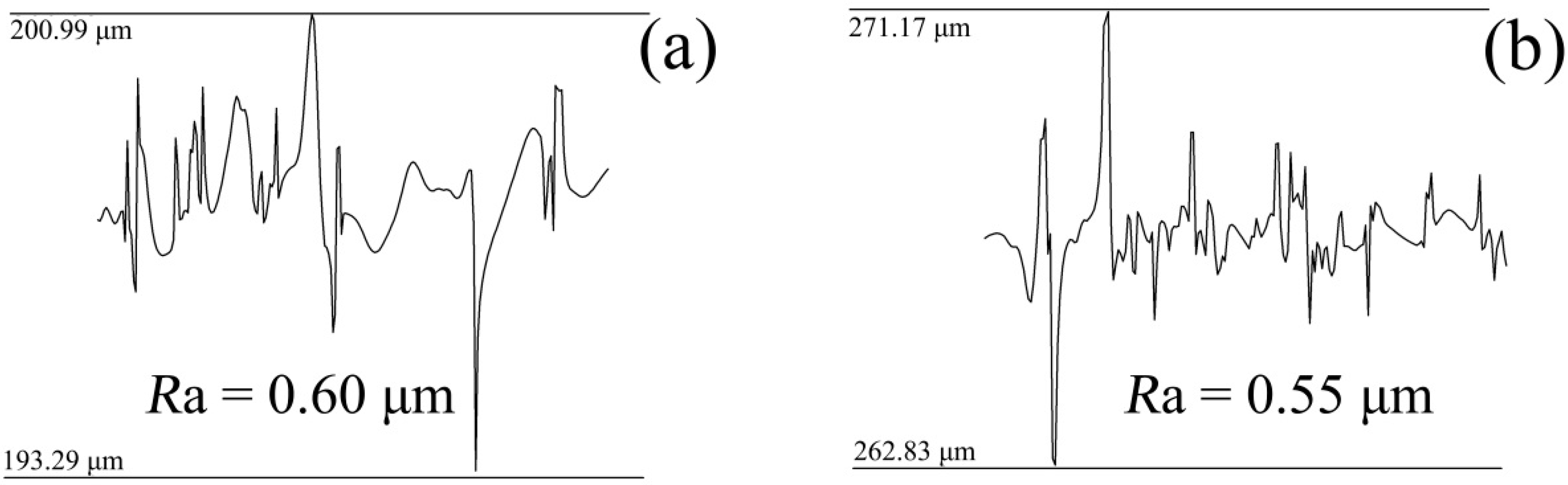
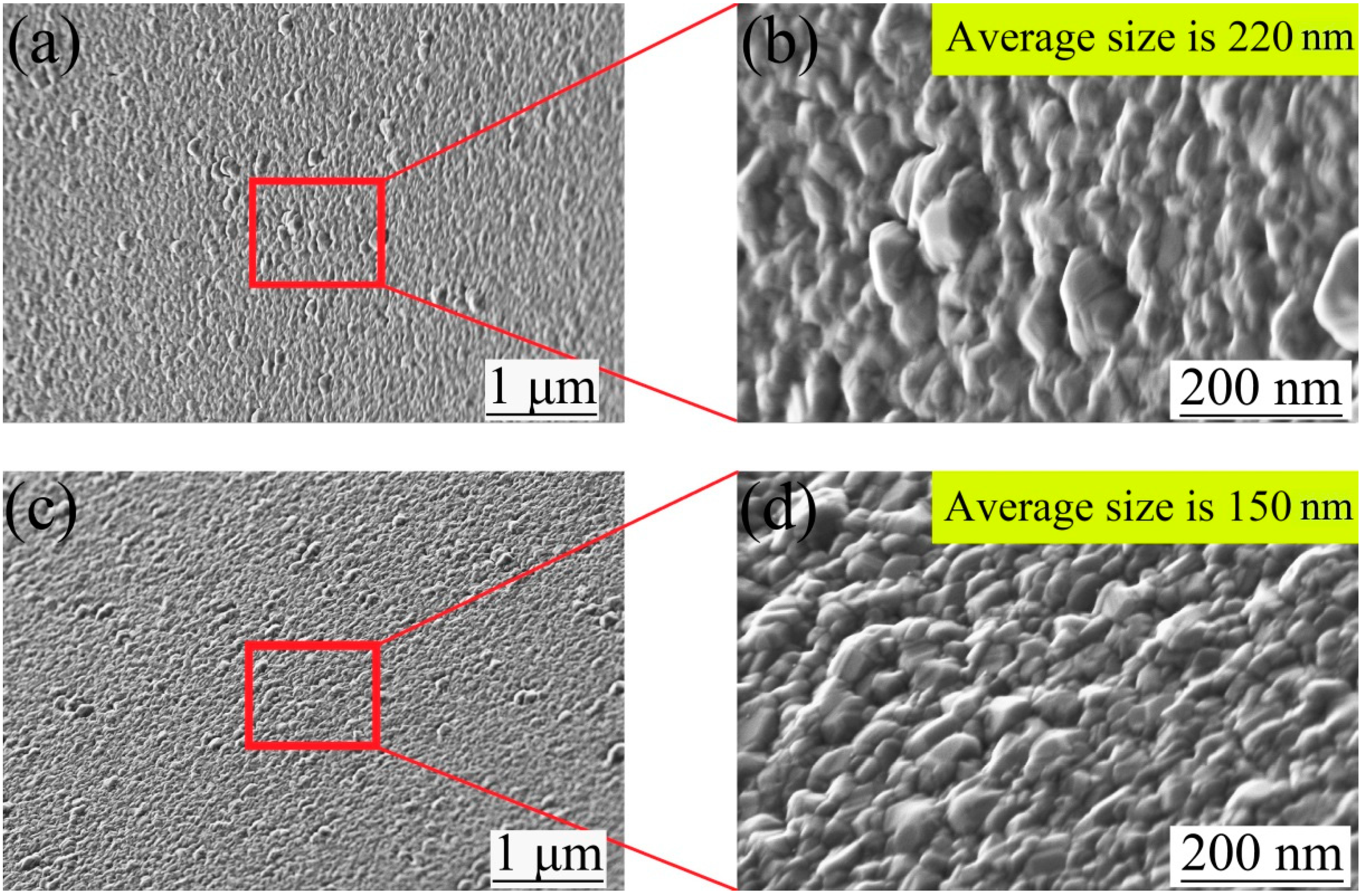
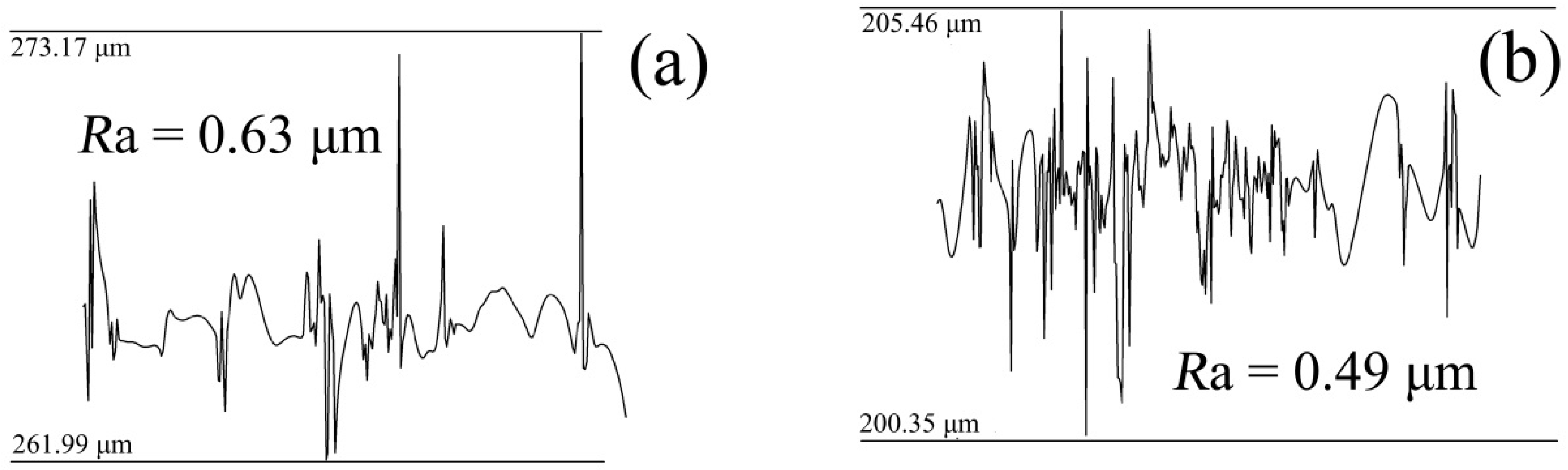
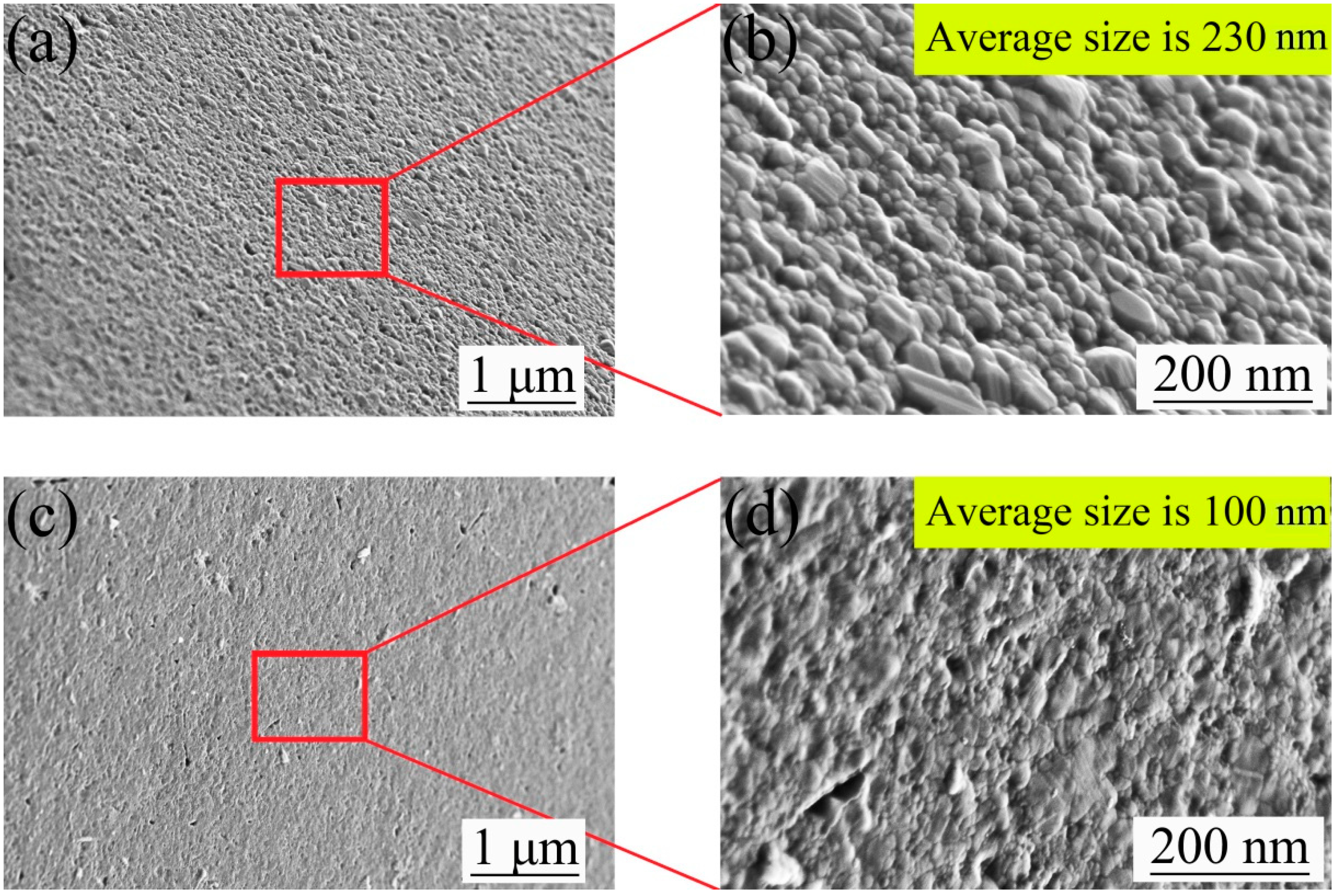
3.2. Roughness and Morphology under Two Different Sputtering Conditions
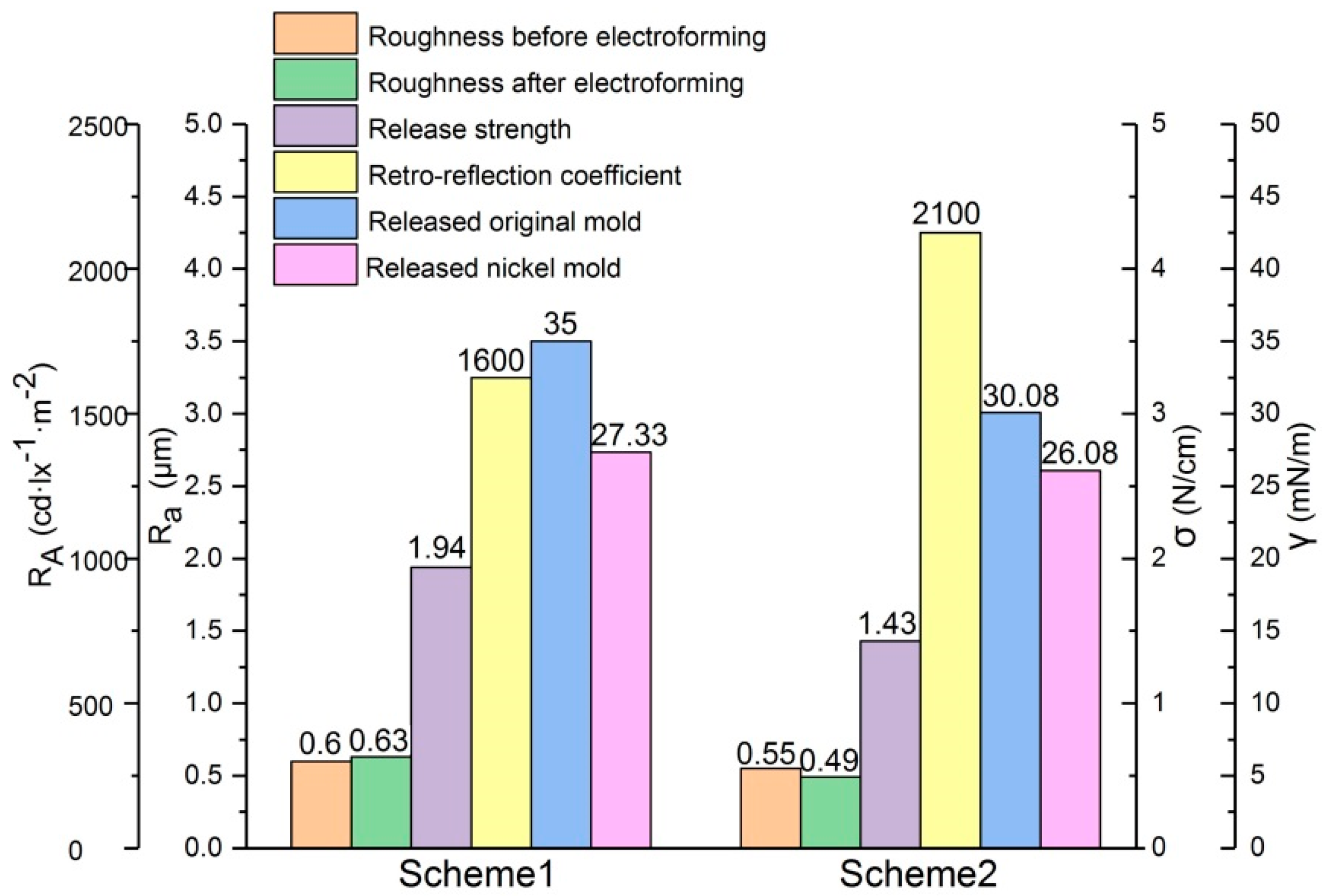
3.3. Release Strength
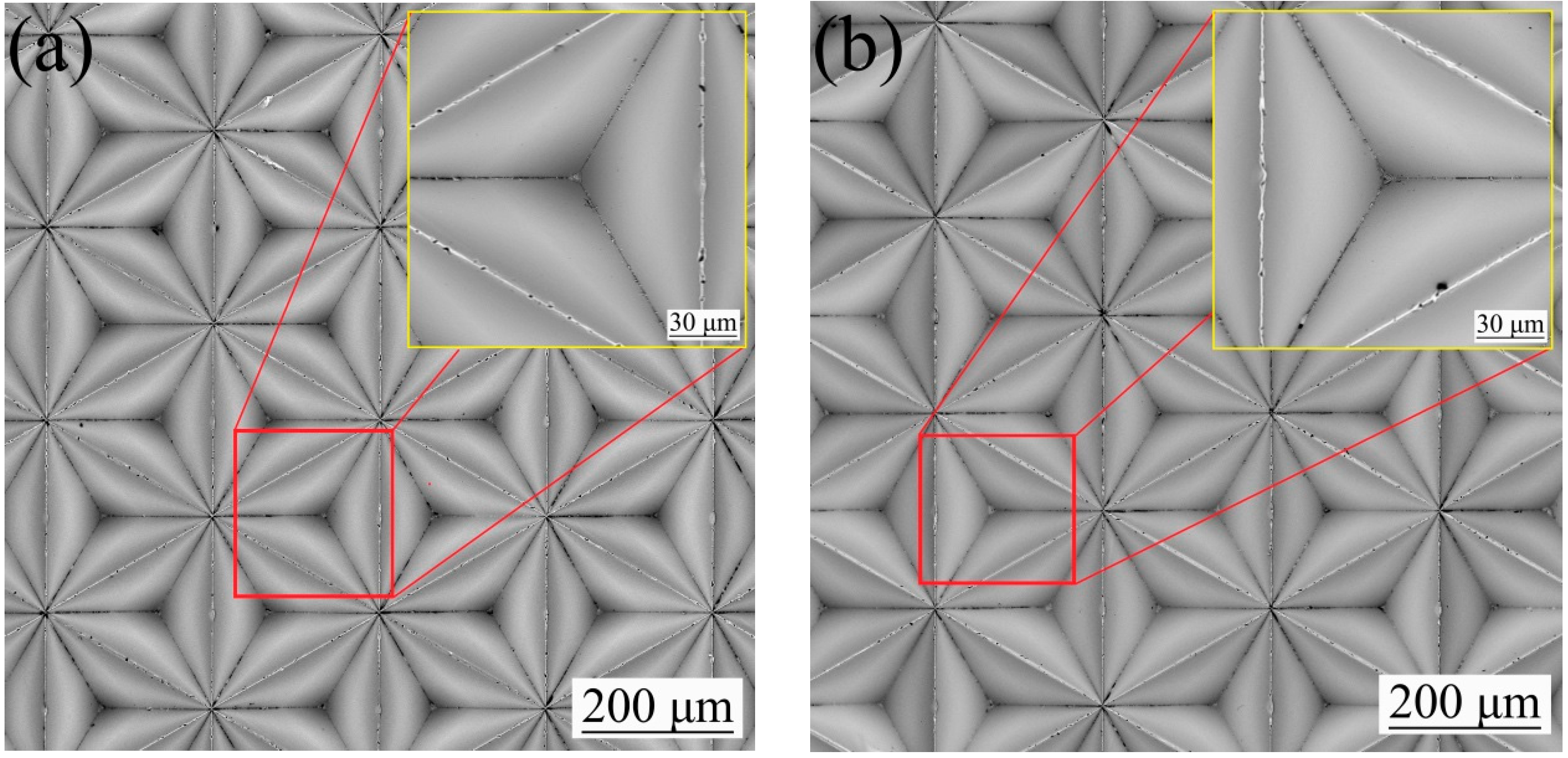
3.4. Retro-Reflection Coefficient
4. Discussion
4.1. Mechanism of Anti-Sticking Layer Conducive to Demolding
4.2. Effect of Anti-Sticking Layer on Surface Roughness of Original Mold and Nickel Mold
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barranco, A.; Borras, A.; Gonzalez-Elipe, A.R.; Palmero, A. Perspectives on oblique angle deposition of thin films: From fundamentals to devices. Prog. Mater. Sci. 2016, 76, 59–153. [Google Scholar] [CrossRef] [Green Version]
- Li, W.J.; Zhai, Y.H.; Yi, P.Y.; Zhang, Y. Fabrication of micro-pyramid arrays on PETG films by roll-to-roll hot embossing. Microelectron. Eng. 2016, 164, 100–107. [Google Scholar] [CrossRef]
- Peng, L.F.; Wu, H.; Shu, Y.Y.; Yi, P.Y.; Deng, Y.J.; Lai, X.M. Roll-to-roll hot embossing system with shape preserving mechanism for the large-area fabrication of microstructures. Rev. Sci. Instrum. 2016, 87, 105120. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Gao, J.; Yi, P.Y.; Peng, L.F.; Lai, X.M. Investigation of reflective performance for micro-pyramid arrays by roll-to-roll UV imprinting process. Microelectron. Eng. 2017, 182, 61–67. [Google Scholar] [CrossRef]
- Zhang, S.J.; Zhou, Y.P.; Zhang, H.J.; Xiong, Z.W.; To, S. Advances in ultra-precision machining of micro-structured functional surfaces and their typical applications. Int. J. Mach. Tool. Manuf. 2019, 142, 16–41. [Google Scholar] [CrossRef]
- Escarré, J.; Söderström, K.; Despeisse, M.; Nicolay, S.; Battaglia, C.; Bugnon, G.; Ding, L.; Meillaud, F.; Haug, F.J.; Ballif, C. Geometric light trapping for high efficiency thin film silicon solar cells. Sol. Energy Mater. Sol. Cells 2012, 98, 185–190. [Google Scholar] [CrossRef]
- Riemer, O. A review on machining of micro-structured optical molds. Key Eng. Mater. 2007, 364–366, 13–18. [Google Scholar] [CrossRef]
- Marcel, R.; Thomas, G.; André, Z. Review on fabrication technologies for optical mold inserts. Micromachines 2019, 10, 233–257. [Google Scholar]
- Bohling, M.; Seiler, T.; Wdowiak, B.; Jahns, J.; Mohr, J.; Börner, M. Highly precise micro-retroreflector array fabricatedby the LIGA process and its application as tapped delay line filter. Appl. Opt. 2012, 51, 5989–5995. [Google Scholar] [CrossRef]
- Rickard, J.J.S.; Farrer, I.; Oppenheimer, P.G. Tunable nanopatterning of conductive polymers via electrohydrodynamic lithography. ACS Nano 2016, 10, 3865–3870. [Google Scholar] [CrossRef]
- Tosello, G.; Hansen, H.N.; Marinello, F.; Gasparin, S. Replication and dimensional quality control of industrial nanoscale surfaces using calibrated AFM measurements and SEM image processing. CIRP Ann. 2010, 59, 563–568. [Google Scholar] [CrossRef]
- Weng, C.; Zhou, M.Y.; Jiang, B.Y.; Lv, H. Improvement on replication quality of electroformed nickel mold inserts with micro/nano-structures. Int. Commun. Heat Mass Transfer 2016, 75, 92–99. [Google Scholar] [CrossRef]
- Hansen, H.N.; Hocken, R.J.; Tosello, G. Replication of micro and nano surface geometries. CIRP Ann. 2011, 60, 695–714. [Google Scholar] [CrossRef]
- Zhou, G.Q.; Liu, S.Q.; Liu, W.; Yuan, D.; Zhou, G.F. Optimized soft lithography method for polymer cholesteric liquid crystal flakes fabrication. Micromachines 2019, 10, 441. [Google Scholar] [CrossRef]
- Yang, G.; Li, Y.; Pi, J.; Zhu, Q.Q.; Cai, J.W.; Huang, Z.J. Control of the adhesion strength between nickel replica and copper mold by electrochemical nucleation of lead. J. Appl. Electrochem. 2019, 49, 1003–1011. [Google Scholar] [CrossRef]
- Lee, C.H.; Jiang, K. Fabrication of thick electroforming micro mould using a KMPR negative tonephotoresist. J. Micromech. Microeng. 2008, 18, 055032. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, G.; Tian, Y.C.; Tian, X.H. The properties of demoulding of Ni and Ni-PTFE moulding inserts. Sens. Actuators A 2005, 118, 338–341. [Google Scholar]
- Mimural, H.; Ishikura, H.; Matsuyama, S.; Sano, Y.; Yamauchi, K. Electroforming for replicating nanometer-level smooth surface. J. Nanosci. Nanotechnol. 2011, 11, 2886–2889. [Google Scholar] [CrossRef]
- Kromer, R.; Cormier, J.; Costil, S. Role of powder granulometry and substrate topography in adhesion strength of thermal spray coatings. J. Therm. Spray Technol. 2016, 25, 933–945. [Google Scholar] [CrossRef]
- Kaynak, B.; Alpan, C.; Kratzer, M.; Ganser, C.; Teichert, C.; Kern, W. Anti-adhesive layers on stainless steel using thermally stable dipodal perfluoroalkyl silanes. Appl. Surf. Sci. 2017, 416, 824–833. [Google Scholar] [CrossRef]
- Taghvaei, E.; Moosavi, A.; Nouri-Borujerdi, A.; Daeian, M.A.; Vafaeinejad, S. Superhydrophobic surfaces with a dual-layer micro- and nanoparticle coating for drag reduction. Energy 2017, 125, 1–10. [Google Scholar] [CrossRef]
- Azzaroni, O.; Schilardi, P.L.; Salvarezza, R.C. Metal electrodeposition on selfassembled monolayers: A versatile tool for pattern transfer on metal thin films. Electrochim. Acta 2003, 48, 3107–3114. [Google Scholar] [CrossRef]
- Lee, M.J.; Cho, S.U.; Lee, S.M.; Kim, C.S.; Jeong, M.Y. Enhanced uniformity and durability of antisticking layer in imprinting stamps. Appl. Surf. Sci. 2012, 258, 6545–6549. [Google Scholar] [CrossRef]
- Beck, M.; Graczyk, M.; Maximov, I.; Sarwe, E.-L.; Ling, T.G.I.; Keil, M.; Montelius, L. Improving stamps for 10 nm level wafer scale nanoimprint lithography. Microelectron. Eng. 2002, 61–62, 441–448. [Google Scholar] [CrossRef]
- Steinberg, C.; Dhima, K.; Blenskens, D.; Mayer, A.; Wang, S.; Papenheim, M.; Scheer, H.-C.; Zajadacz, J.; Zimmer, K. A scalable anti-sticking layer process via controlled evaporation. Microelectron. Eng. 2014, 123, 4–8. [Google Scholar] [CrossRef]
- Lee, B.K.; Cha, K.J.; Kwon, T.H. Fabrication of polymer micro/nano-hybrid lens array by microstructured anodic aluminum oxide (AAO) mold. Microelectron Eng. 2009, 86, 857–860. [Google Scholar] [CrossRef]
- Whitesides, G.M.; Grzybowski, B. Self-assembly at all scales. Science 2002, 295, 2418–2421. [Google Scholar] [CrossRef]
- Talib, R.J.; Saad, S.; Toff, M.R.M.; Hashim, H. Thermal spray coating technology: A review. Solid State Sci. Technol. 2003, 11, 109–117. [Google Scholar]
- Fleming, M.G.; Hashmi, M.S.J. A comparison of Magnetron Sputtered and Arc Evaporated PVD thin films for wear applications in multipoint cutting tools. J. Mater. Process. Technol. 1992, 32, 481–488. [Google Scholar] [CrossRef]
- Bugaev, S.P.; Sochugov, S.N.; Oskomov, K.V.; Solovjev, A.A.; Zakharov, A.N. Improvement of coating deposition and target erosion uniformity in rotating cylindrical magnetrons. Laser Part. Beams 2003, 21, 279–283. [Google Scholar] [CrossRef]
- Paul, A.; Lim, J.; Choi, K.; Lee, C. Effects of deposition parameters on the properties of chromium carbide coatings deposited onto steel by sputtering. Mat. Sci. Eng. A-Struct. 2002, 332, 123–128. [Google Scholar] [CrossRef]
- Jiang, S.X.; Qin, W.F.; Guo, R.H.; Zhang, L. Surface functionalization of nanostructured silver-coated polyester fabric by magnetron sputtering. Surf. Coat. Technol. 2010, 204, 3662–3667. [Google Scholar] [CrossRef]
- Kim, K.-S.; Kim, J. Elasto-plastic analysis of the peel test for thin film adhesion. J. Eng. Mater. Technol. 1988, 110, 266–273. [Google Scholar] [CrossRef]
- Nosonovsky, M.; Bhushan, B. Superhydrophobic surfaces and emerging applications: Non-adhesion, energy, green engineering. Curr. Opin. Colloid Interface Sci. 2009, 14, 270–280. [Google Scholar] [CrossRef]
- Whyman, G.; Bormashenko, E.; Stein, T. The rigorous derivation of Young, Cassie–Baxter and Wenzel equations and the analysis of the contact angle hysteresis phenomenon. Chem. Phys. Lett. 2008, 450, 355–359. [Google Scholar] [CrossRef]
- Patankar, N.A. Transition between superhydrophobic states on rough surfaces. Langmuir 2004, 20, 7097–7102. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Vazirinasab, E.; Jafari, R.; Momen, G. Application of superhydrophobic coatings as a corrosion barrier: A review. Surf. Coat. Technol. 2018, 341, 40–56. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Wang, S.J.; Li, X. The effects of tensile residual stress and sliding boundary on measuring the adhesion work of membrane by pull off test. Thin Solid Films 2007, 515, 7227–7231. [Google Scholar] [CrossRef]
- Miedema, A.R.; de Châtel, P.F.; de Boer, F.R. Cohesion in alloys-fundamentals of a semi-empirical model. Phys. B+C 1980, 100, 1–28. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Bleykher, G.A.; Bestetti, M.; Krivobokov, V.P.; Vicenzo, A.; Franz, S.; Brunella, M.F. A comparative study on the properties of chromium coatings deposited by magnetron sputtering with hot and cooled target. Vacuum 2017, 143, 479–485. [Google Scholar] [CrossRef]
- Grudinin, V.A.; Bleykher, G.A.; Sidelev, D.V.; Krivobokov, V.P.; Bestetti, M.; Vicenzo, A.; Franz, S. Chromium films deposition by hot target high power pulsed magnetron sputtering: Deposition conditions and film properties. Surf. Coat. Technol. 2019, 375, 352–362. [Google Scholar] [CrossRef]
- Bormashenko, E.; Stein, T.; Whyman, G.; Pogreb, R.; Sutovsky, S.; Danoch, Y.; Shoham, Y.; Bormashenko, Y.; Sorokov, B.; Aurbach, D. Superhydrophobic metallic surfaces and their wetting properties. J. Adhes. Sci. Technol. 2008, 22, 379–385. [Google Scholar] [CrossRef]
- Dirckx, M.E.; Hardt, D.E. Analysis and characterization of demolding of hot embossed polymer microstructures. J. Micromech. Microeng. 2011, 21, 085024. [Google Scholar] [CrossRef]
- Worgull, M.; Hétu, J.F.; Kabanemi, K.K.; Heckele, M. Hot embossing of microstructures: Characterization of friction during demolding. Microsyst. Technol. 2008, 14, 767–773. [Google Scholar] [CrossRef]
- Kawata, H.; Kubo, K.; Watanabe, Y.; Sakamoto, J.; Yasuda, M.; Hirai, Y. Effects of mold side wall profile on demolding characteristics. Jpn. J. Appl. Phys. 2010, 49, 06GL15. [Google Scholar] [CrossRef]
- Taylor, H.; Boning, D.; Iliescu, C. A razor-blade test of the demolding energy in a thermoplastic embossing process. J. Micromech. Microeng. 2011, 21, 067002. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Target Material | Power (W) | Time (s) | Temperature (°C) |
|---|---|---|---|
| Cr | 200 | 15 | 30 |
| Ag | 200 | 300 | 30 |
| Parameters of Electrodeposition | Value |
|---|---|
| Nickel aminosulfonate | 250–450 g·L−1 |
| Nickel dichloride | 5–30 g·L−1 |
| Boric acid | 30–40 g·L−1 |
| Lauryl sodium sulfate | 0.06–0.2 g·L−1 |
| current density | 4 A·dm−2 |
| temperature | 50 °C |
| time | 3.5 h |
| pH | 3.5–4.0 |
| Testing Liquids | Temperature (°C) | γp (mN/m) | γd (mN/m) | γ (mN/m) |
|---|---|---|---|---|
| Pure water | 20 | 51.00 | 21.80 | 72.8 |
| Diiodomethane | 20 | 0 | 50.80 | 50.8 |
| Different States | Contact Angle (°C) | Contact Angle of CB Model (°C) | γ (mN/m) | ||
|---|---|---|---|---|---|
| Pure Water Diiodomethane | Pure Water Diiodomethane | ||||
| Before sputtering | 87.56 | 56.89 | 88.47 | 60.25 | 31.47 |
| After sputtering | 97.41 | 86.73 | 106.40 | 86.97 | 15.53 |
| Scheme | Release Strength |
|---|---|
| 1 | 1.94 N/cm |
| 2 | 1.43 N/cm |
| Scheme | Retro-Reflection Coefficient |
|---|---|
| 1 | 1600 cd·lx−1·m−2 |
| 2 | 2100 cd·lx−1·m−2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Yang, G.; Wu, Q.; Cheng, J.; Hu, Z. A Cr Anti-Sticking Layer for Improving Mold Release Quality in Electrochemical Replication of PVC Optical Molds. Micromachines 2019, 10, 702. https://doi.org/10.3390/mi10100702
Li Y, Yang G, Wu Q, Cheng J, Hu Z. A Cr Anti-Sticking Layer for Improving Mold Release Quality in Electrochemical Replication of PVC Optical Molds. Micromachines. 2019; 10(10):702. https://doi.org/10.3390/mi10100702
Chicago/Turabian StyleLi, Yue, Guang Yang, Qihui Wu, Jun Cheng, and Zhichao Hu. 2019. "A Cr Anti-Sticking Layer for Improving Mold Release Quality in Electrochemical Replication of PVC Optical Molds" Micromachines 10, no. 10: 702. https://doi.org/10.3390/mi10100702
APA StyleLi, Y., Yang, G., Wu, Q., Cheng, J., & Hu, Z. (2019). A Cr Anti-Sticking Layer for Improving Mold Release Quality in Electrochemical Replication of PVC Optical Molds. Micromachines, 10(10), 702. https://doi.org/10.3390/mi10100702