
Research on the Shearer Positioning Method Based on SINS and LiDAR with Velocity and Absolute Position Constraints



Abstract
:
1. Introduction
- (1)
- An absolute position constraint was introduced to reduce the influence of the installation deflection angle between the SINS and LiDAR and the SINS attitude on the positioning accuracy of the shearer, compared with the relative positioning method.
- (2)
- A calibration method of the heading installation angle between the SINS and the LiDAR was proposed to improve the absolute position accuracy of the features.
- (3)
- The horizontal advancing displacement of the hydraulic support can be measured autonomously, and was obtained by the additional equipment in the traditional positioning method.
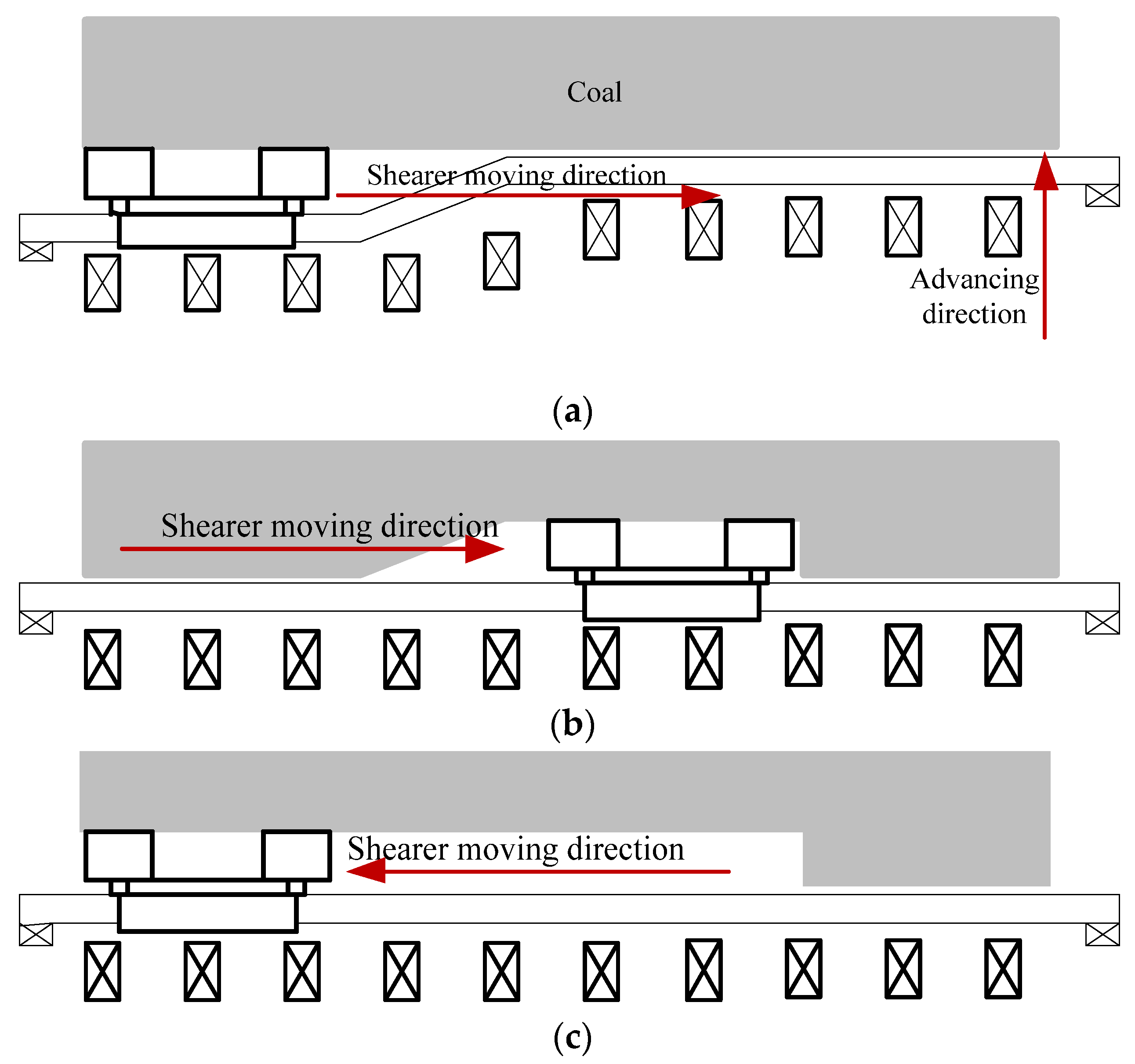
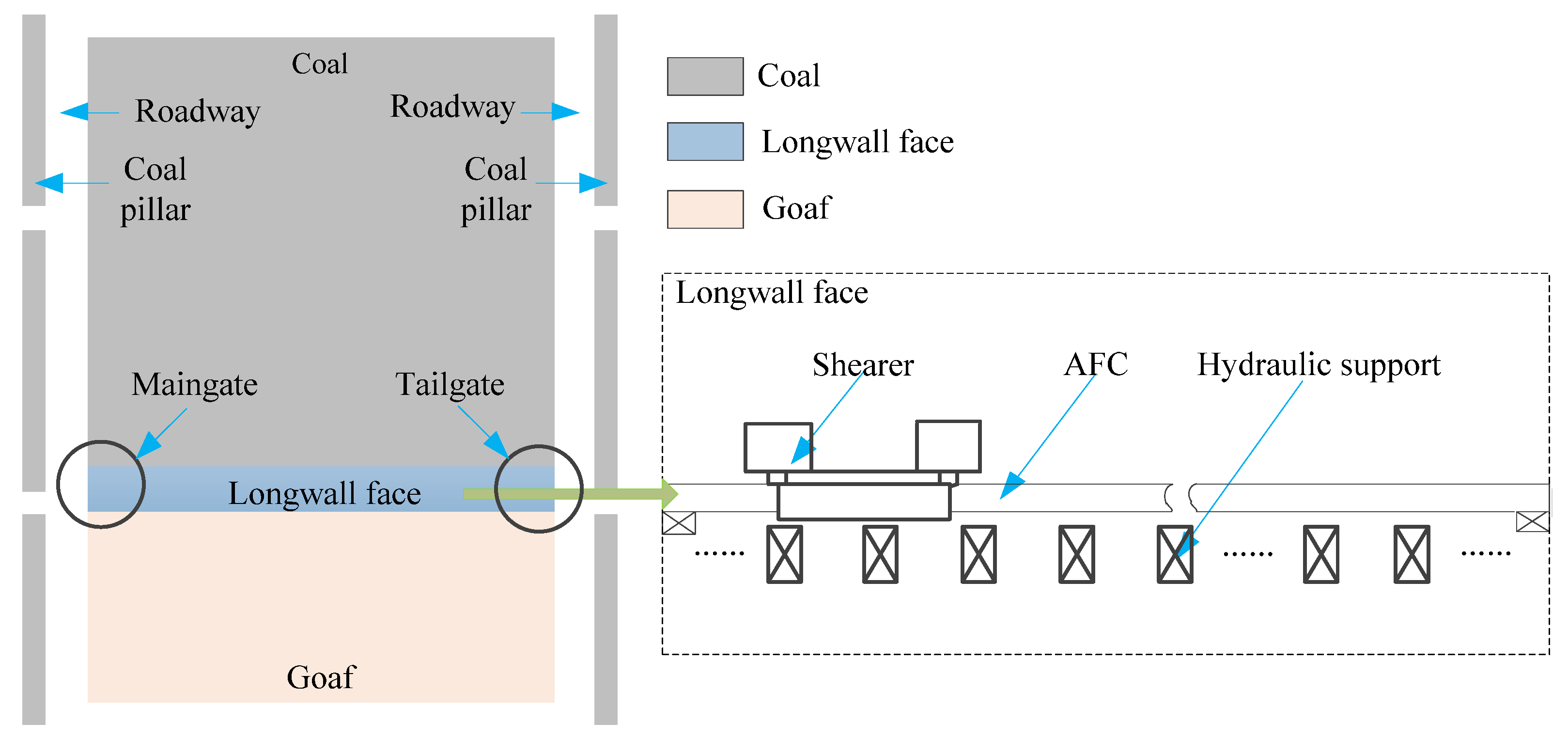
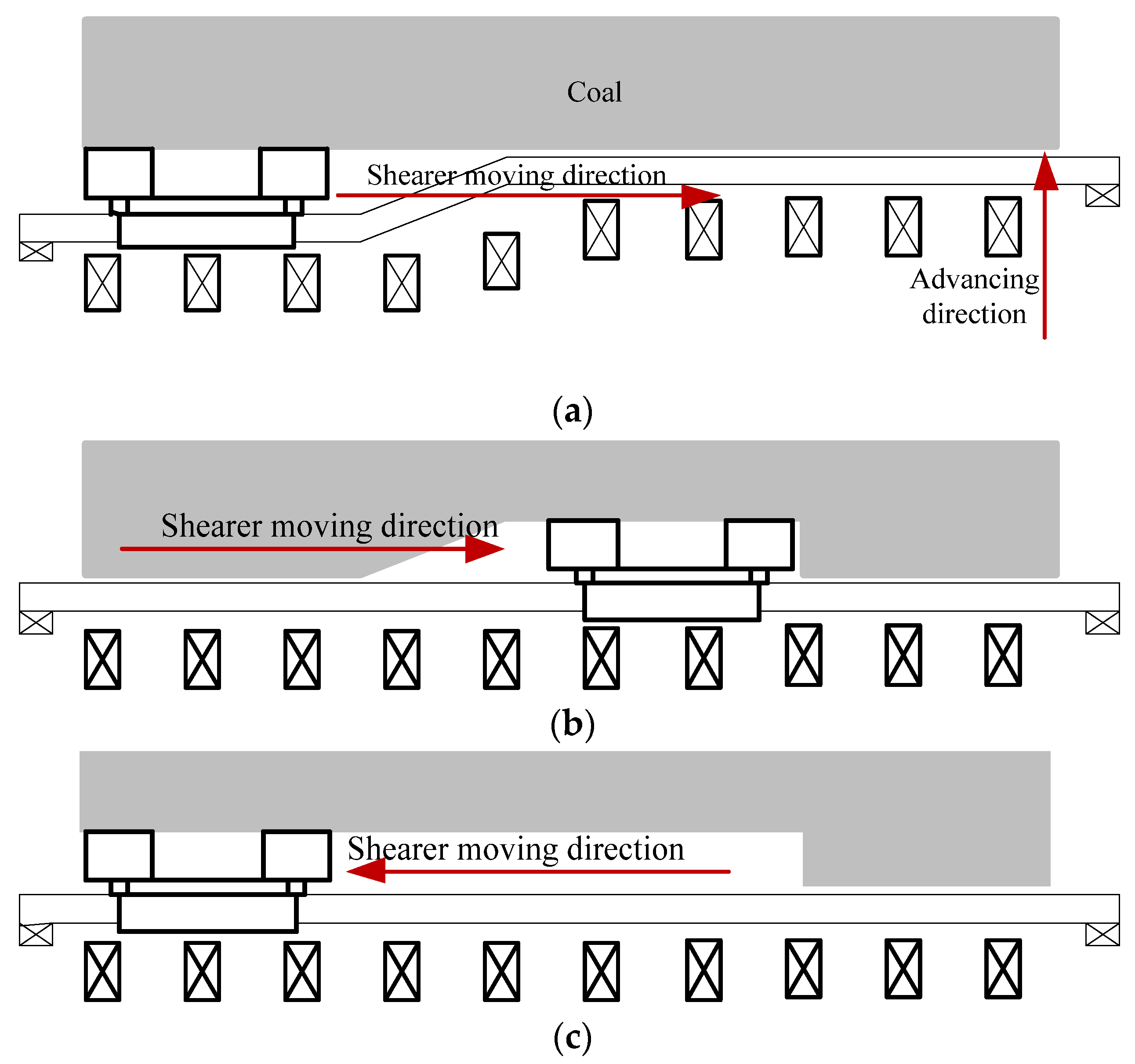
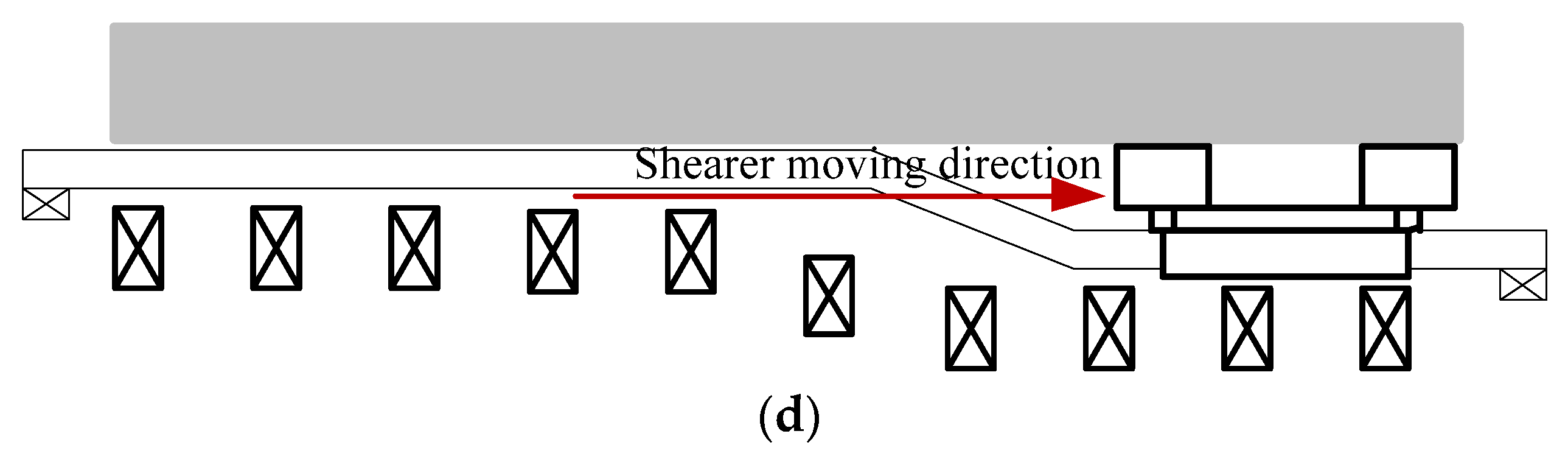
2. Longwall Mining Process
3. Measurement Model Analysis of Velocity and Absolute Position
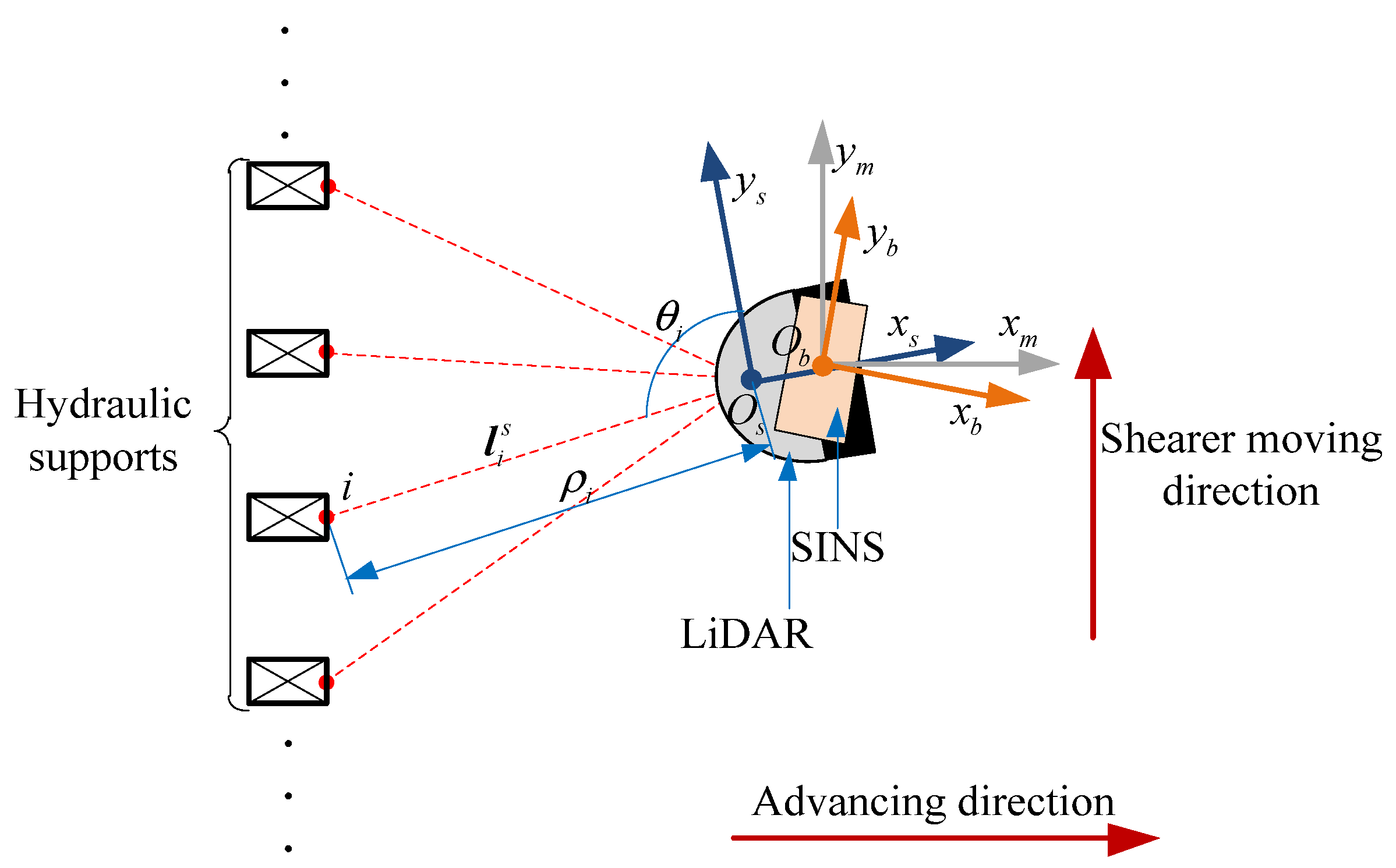
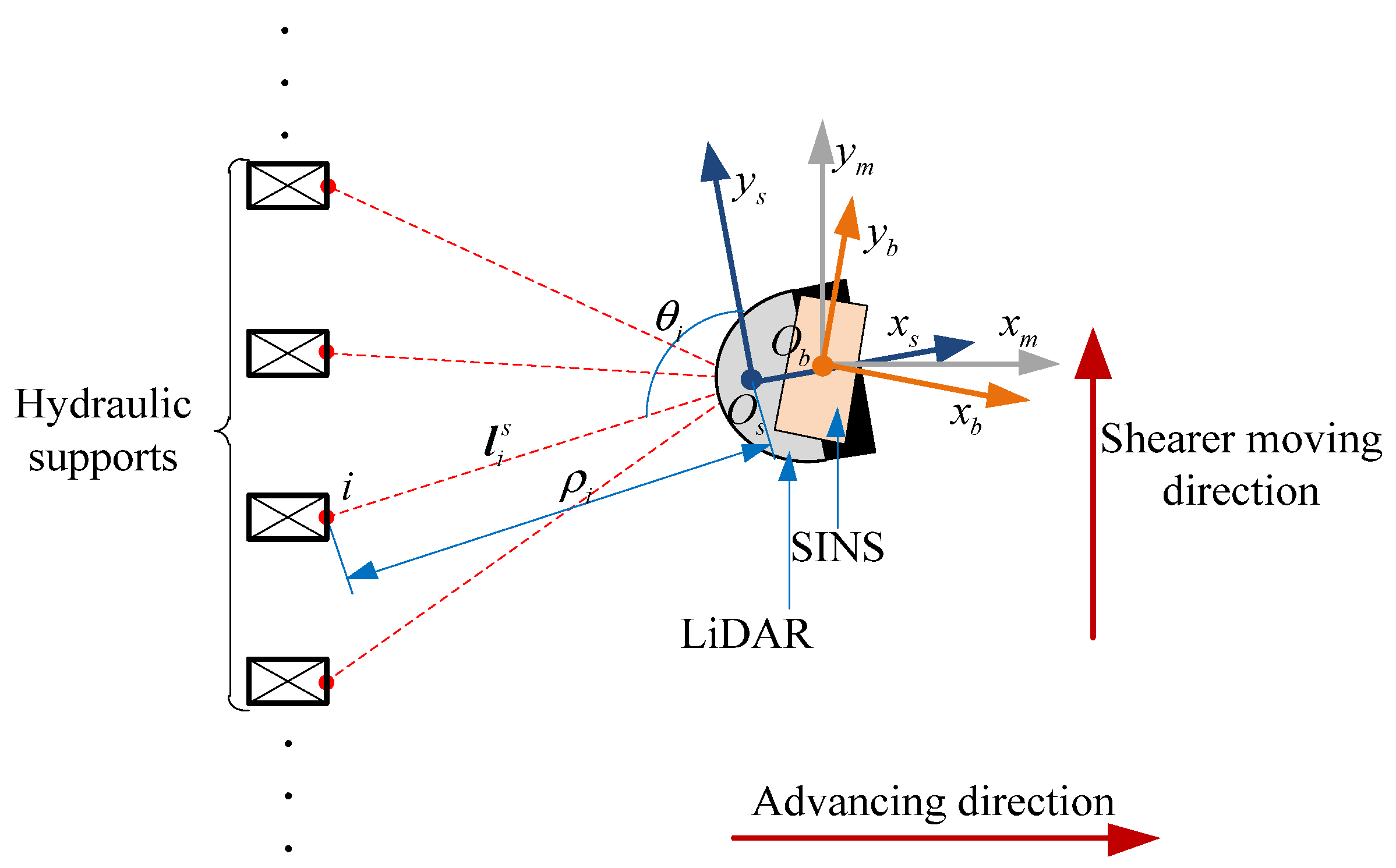
3.1. System Description
3.2. Velocity Constraint
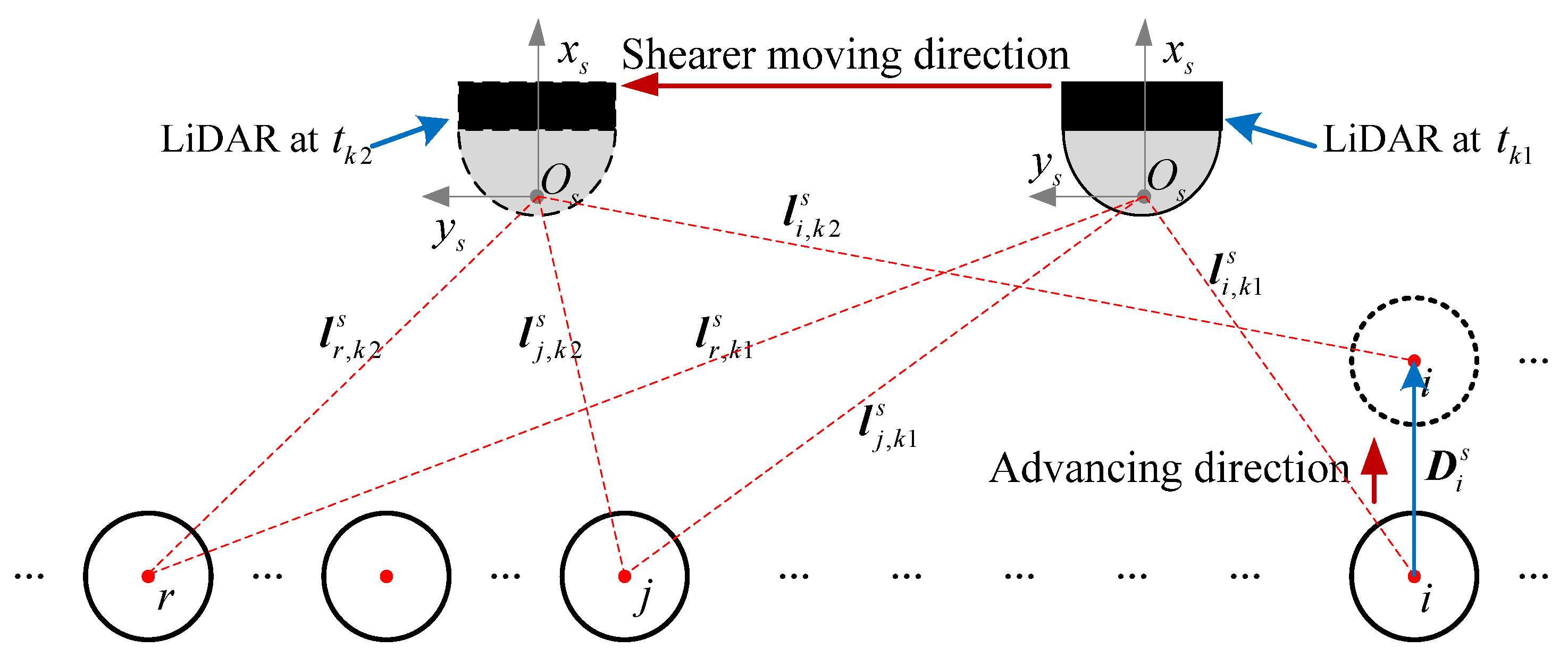
3.3. Absolute Position Constraint
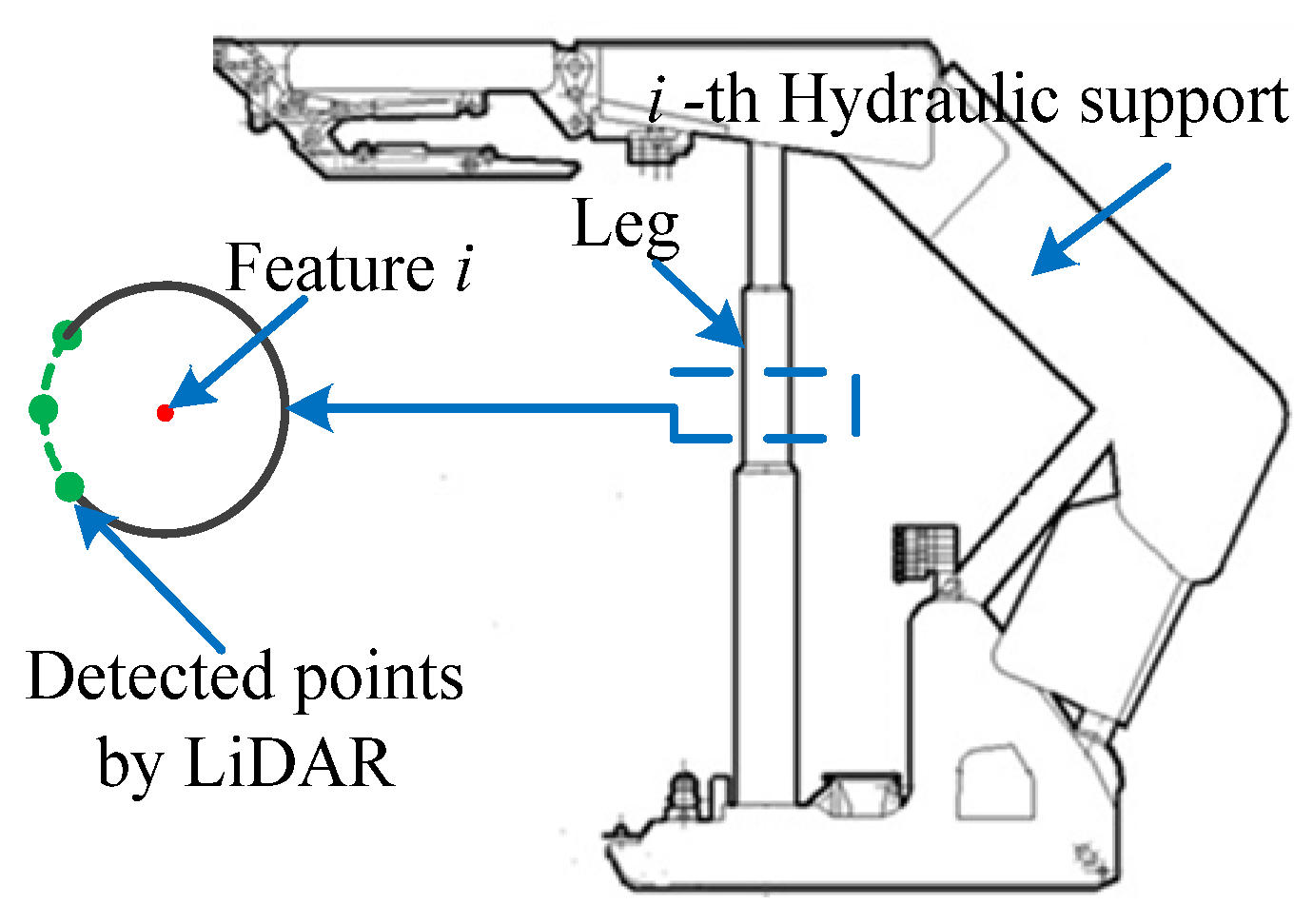
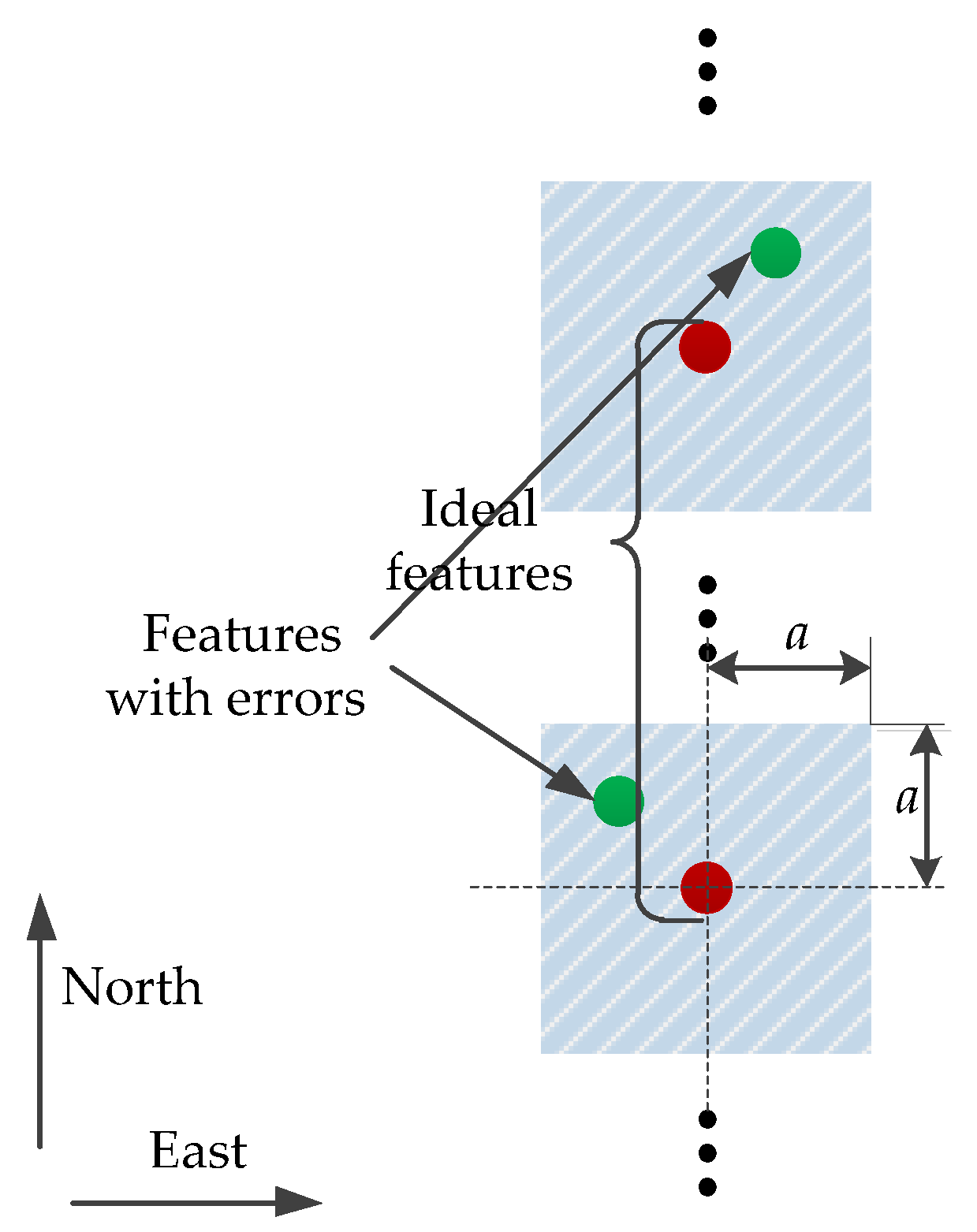
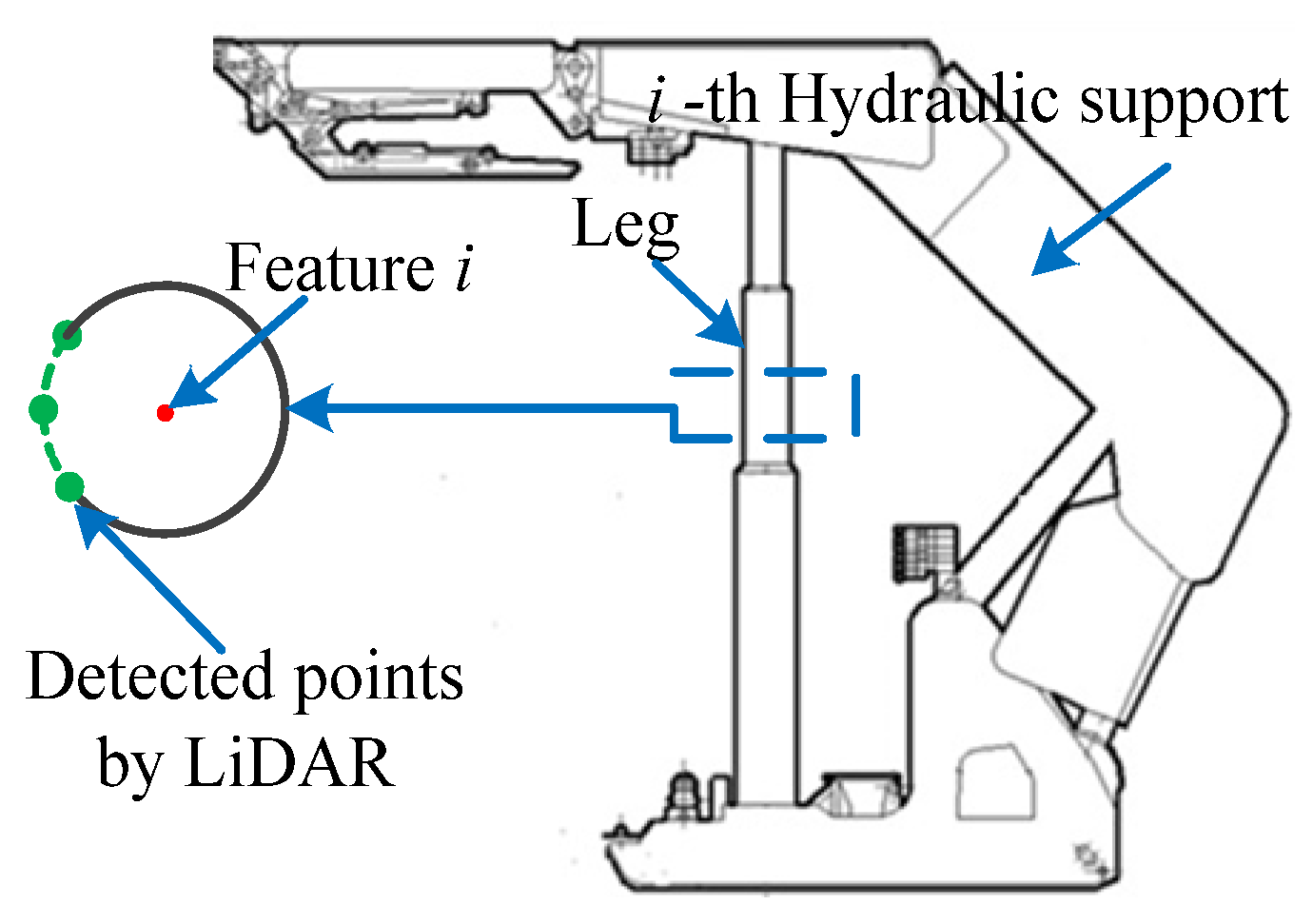
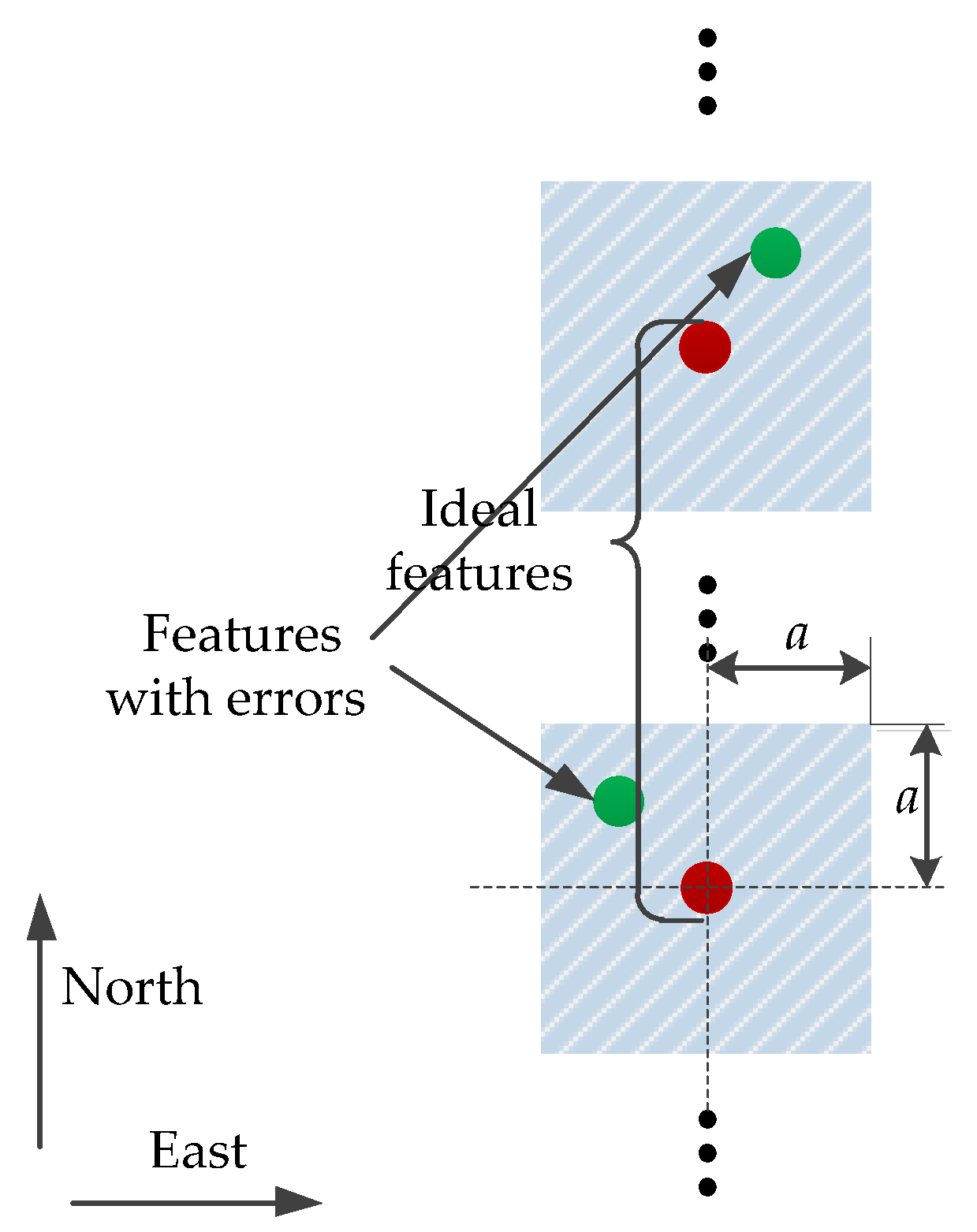
3.3.1. Feature Description
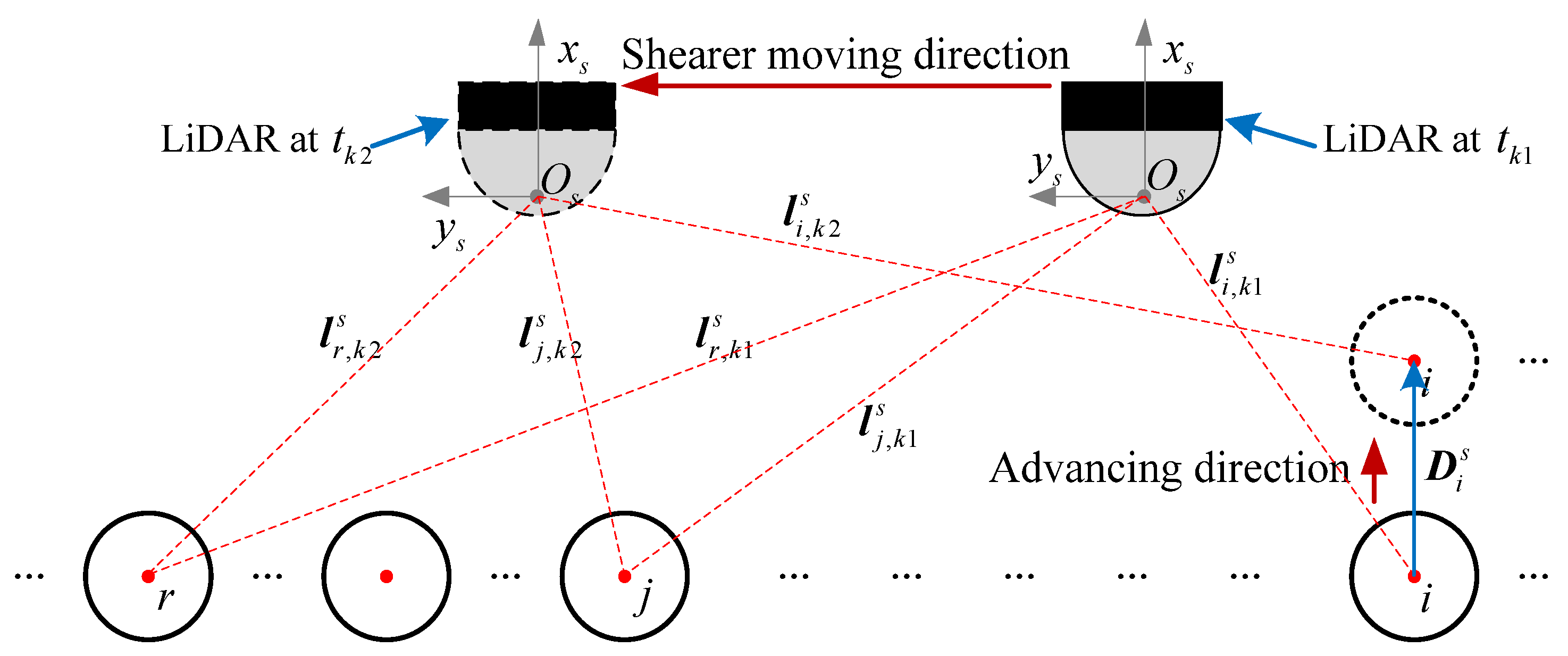
3.3.2. Calculation of the Absolute Position of the Features
- Initial assignment of the absolute position of the features.
- Update of the absolute position of the features.
- Shearer absolute position calculation.
4. Integrated Navigation Model
4.1. State Space Model
4.2. Measurement Space Model
5. Simulation Analysis
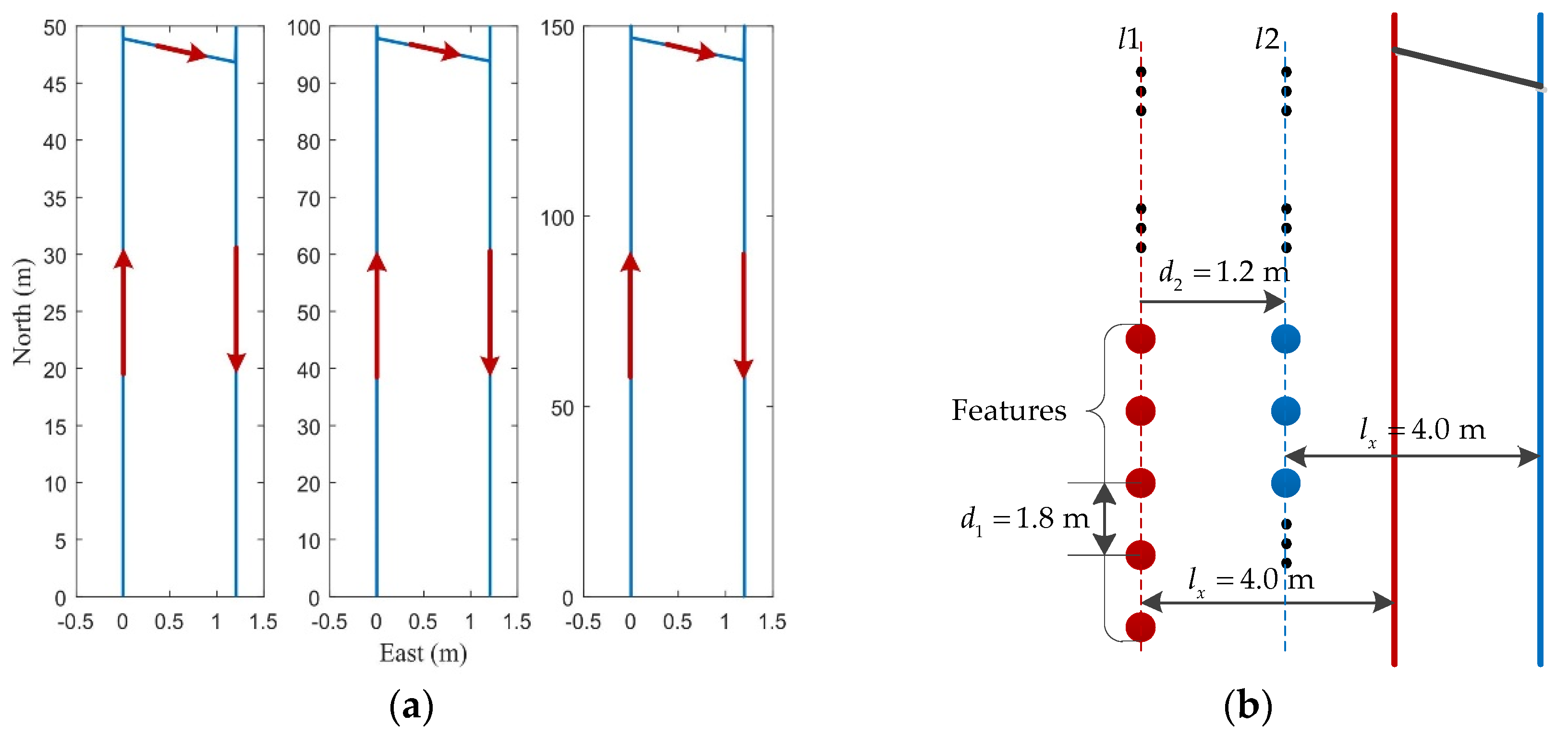
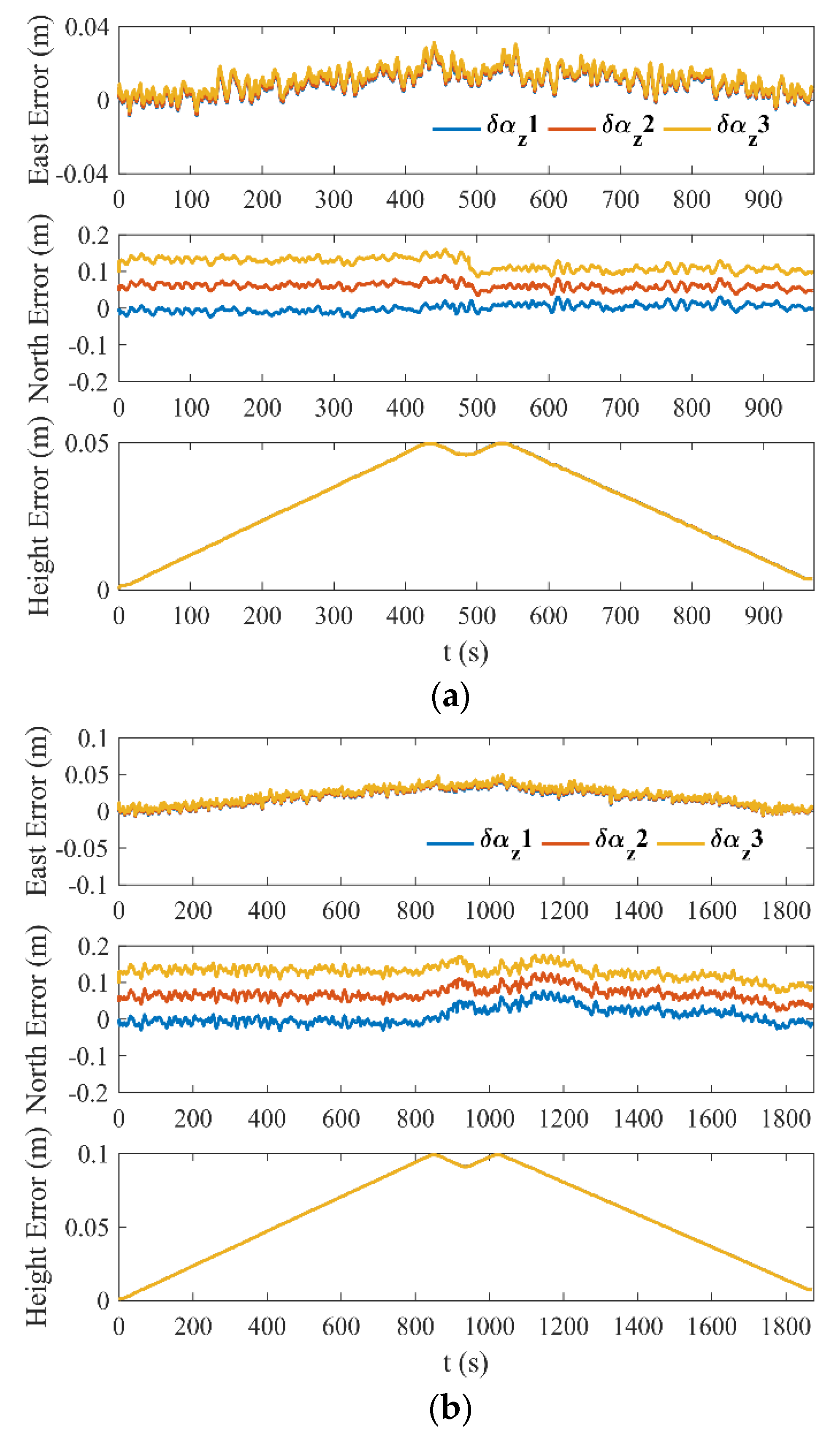
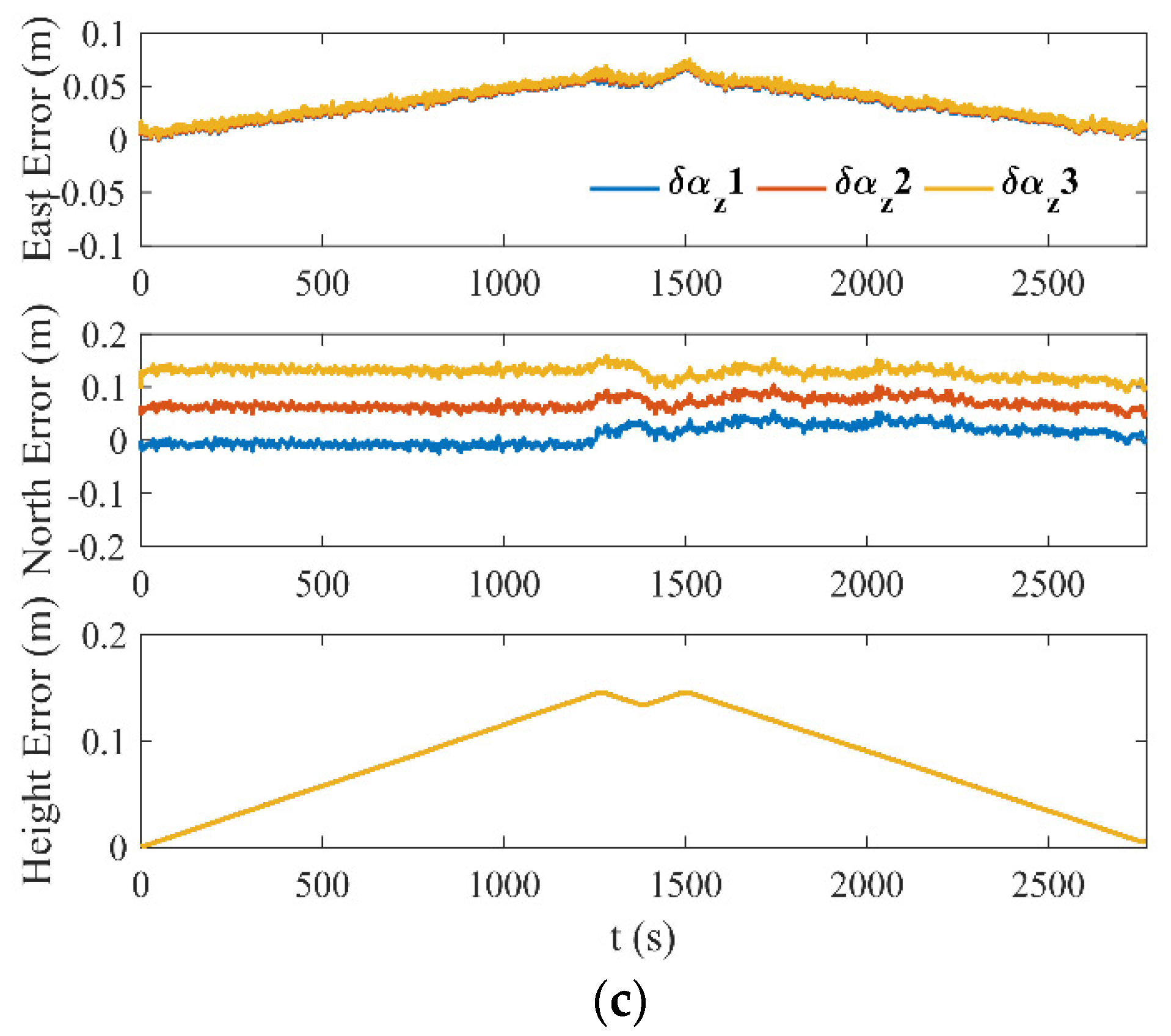
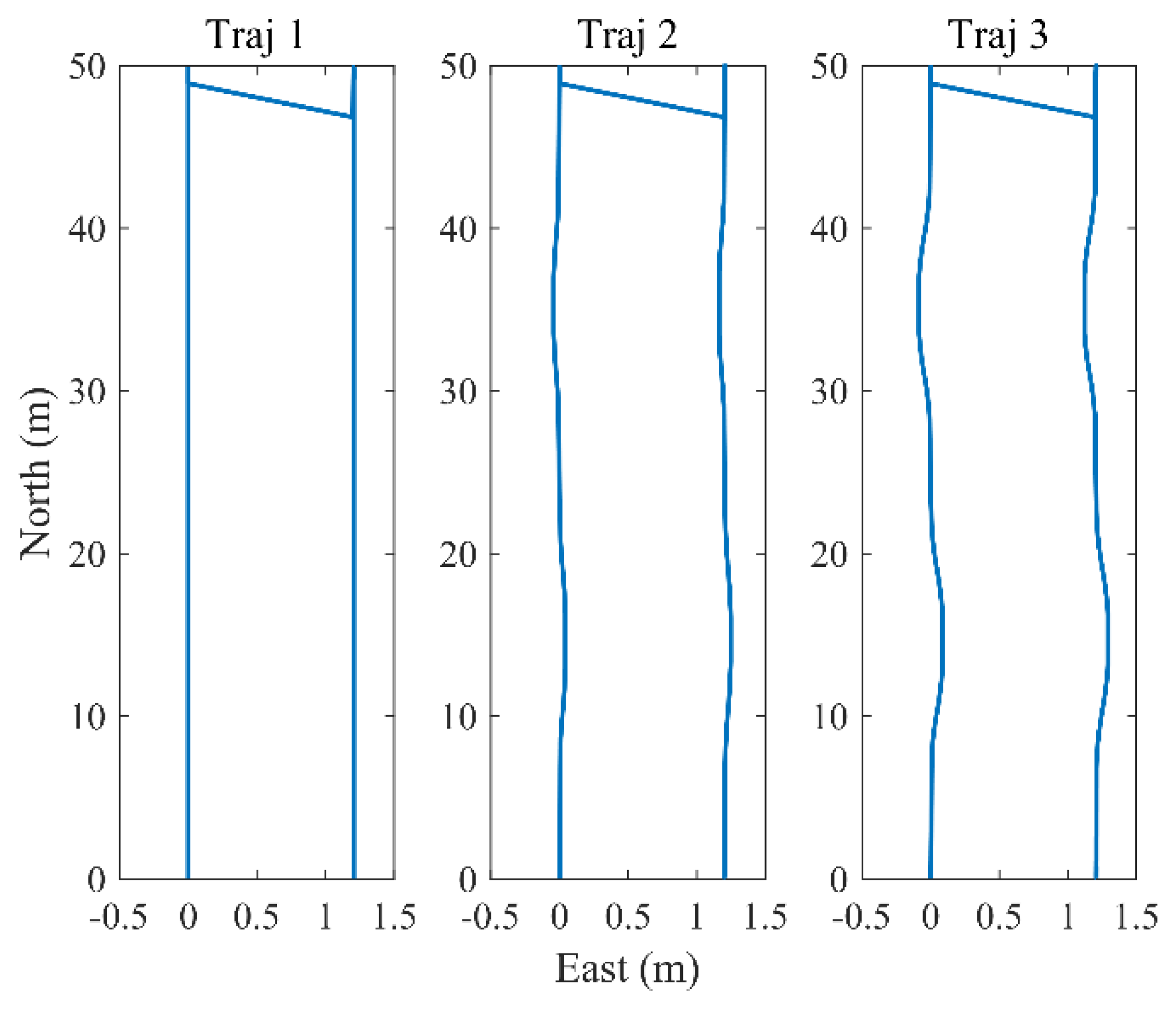
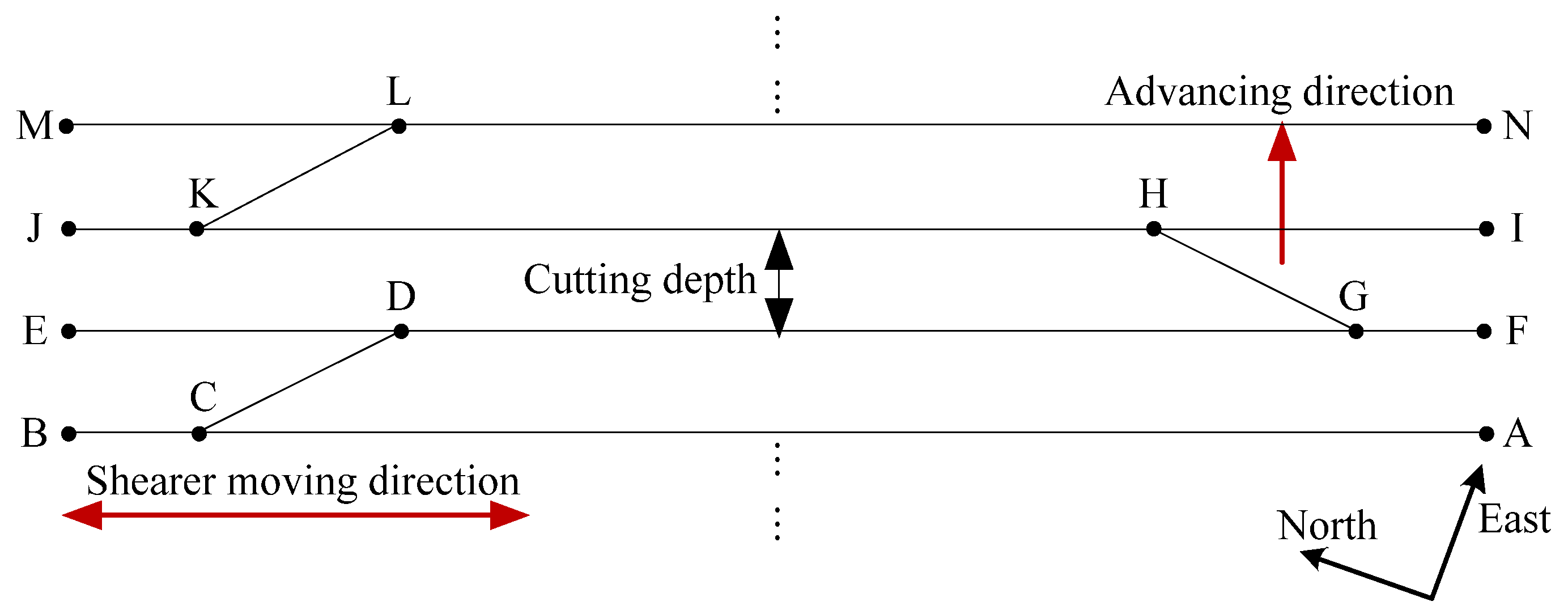
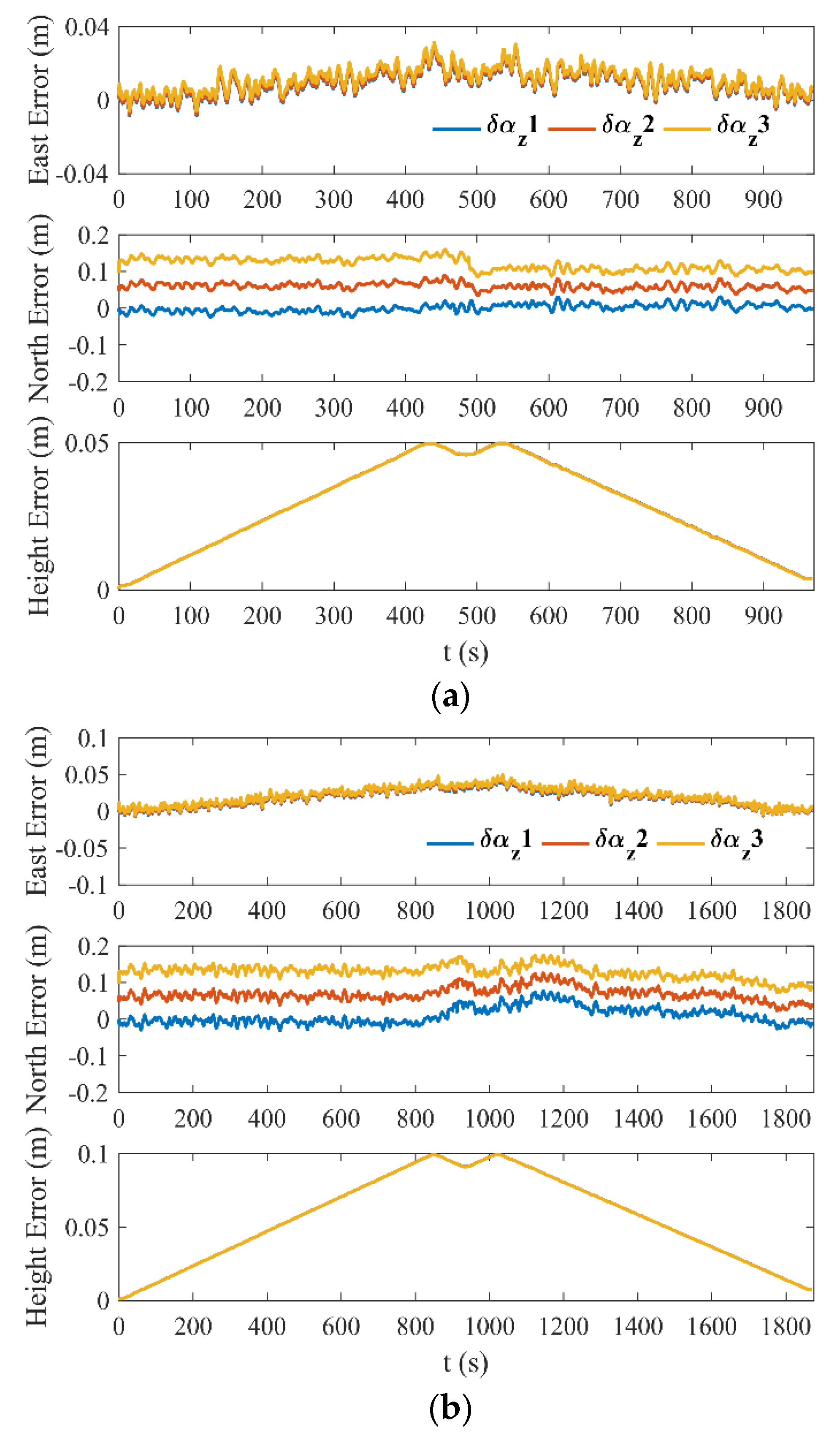
5.1. Simulations under Different Lengths of the Trajectories
- Assuming that the shearer moves from point A to point B on the longwall face, the true positions of A and B can be recorded as and .
- The two sets of features in the adjacent sampling period provided by the LiDAR are used as the input of the ICP algorithm, and the position increment in this period can be obtained according to the output. The process is also known as LiDAR odometry [34].
- When the shearer moves to B, the position obtained by the dead reckoning algorithm based on the SINS and LiDAR odometry can be recorded as .
- Define and , then can be expressed as .
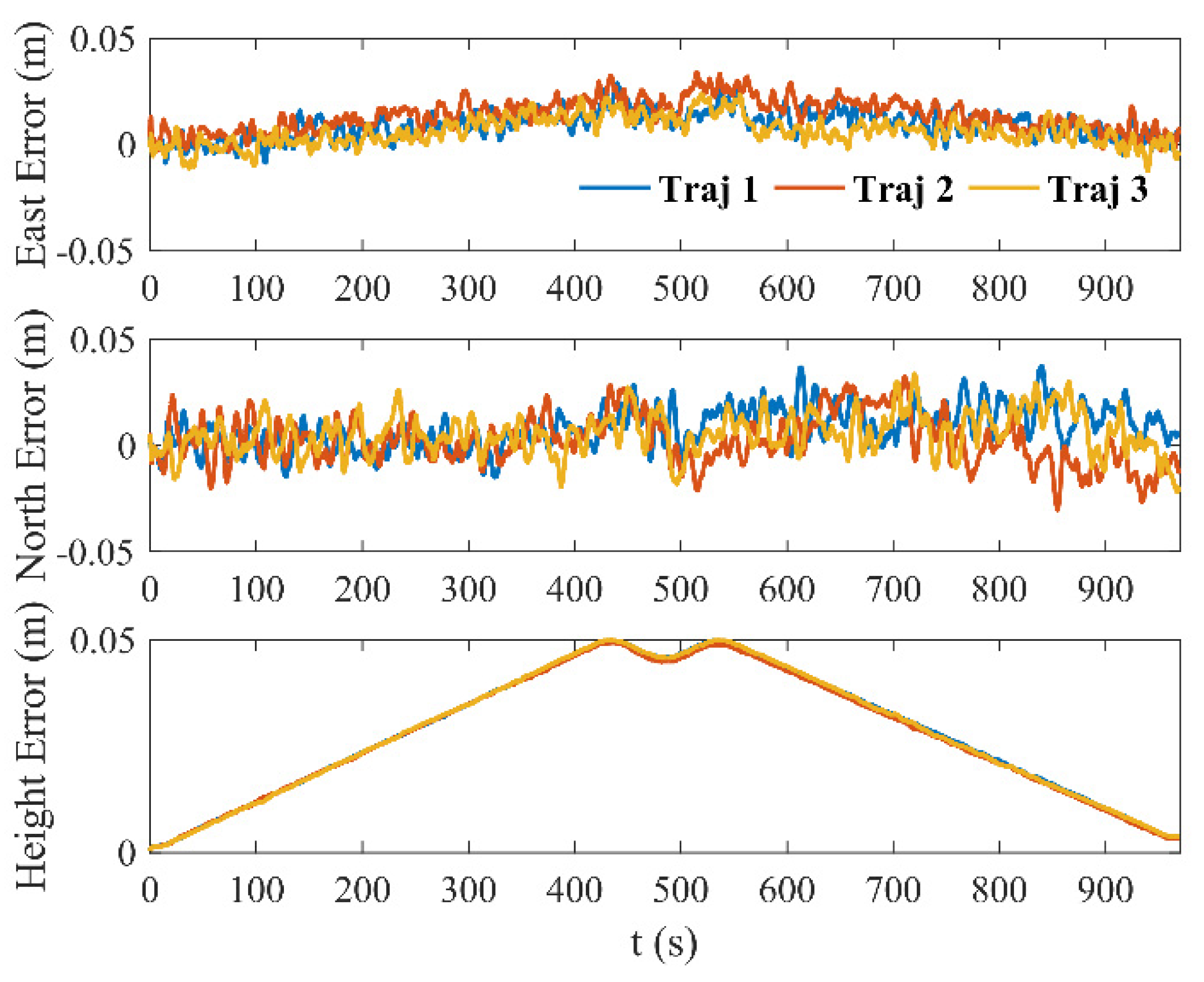
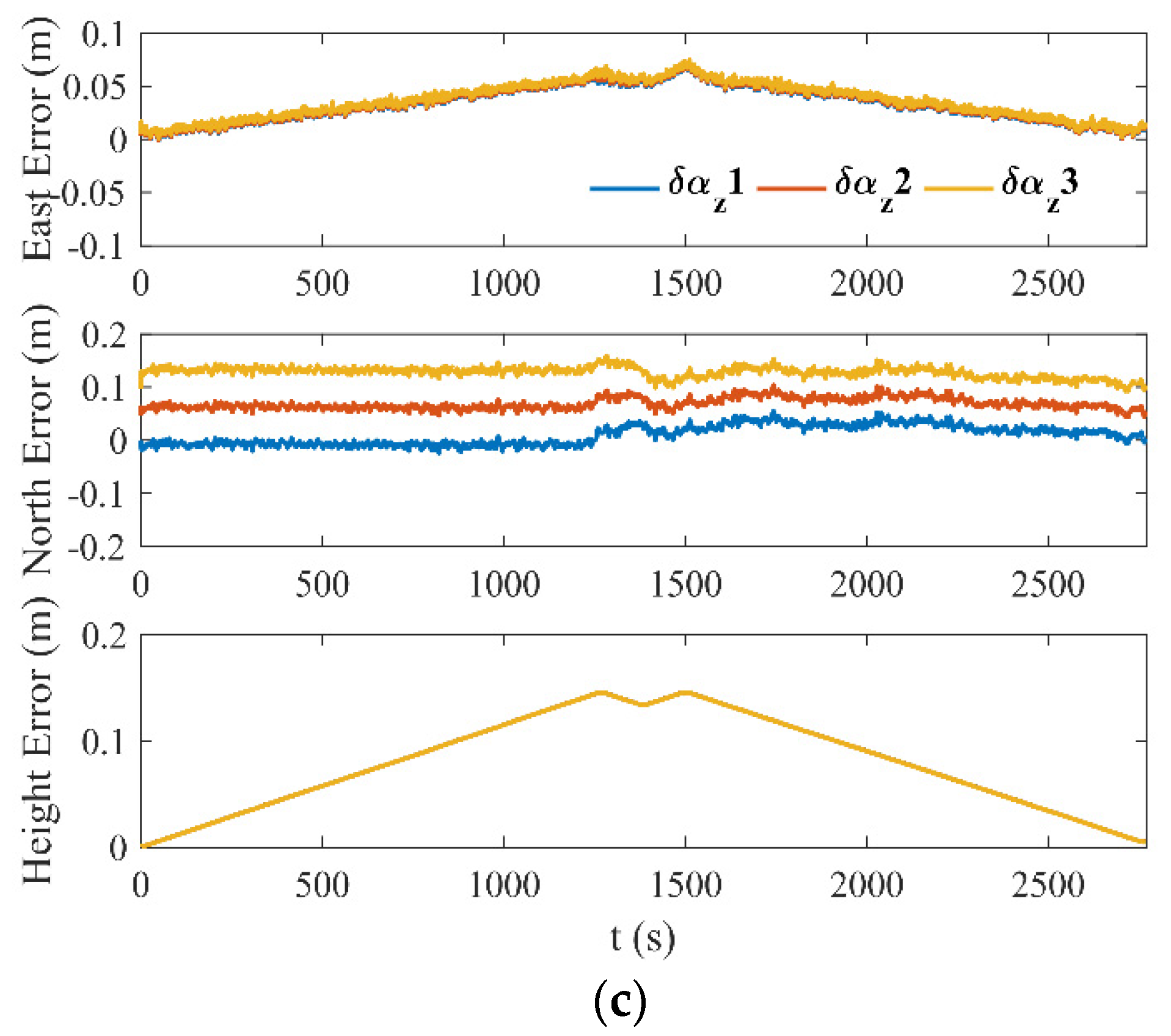
5.2. Simulations under Different Trajectory Curvatures
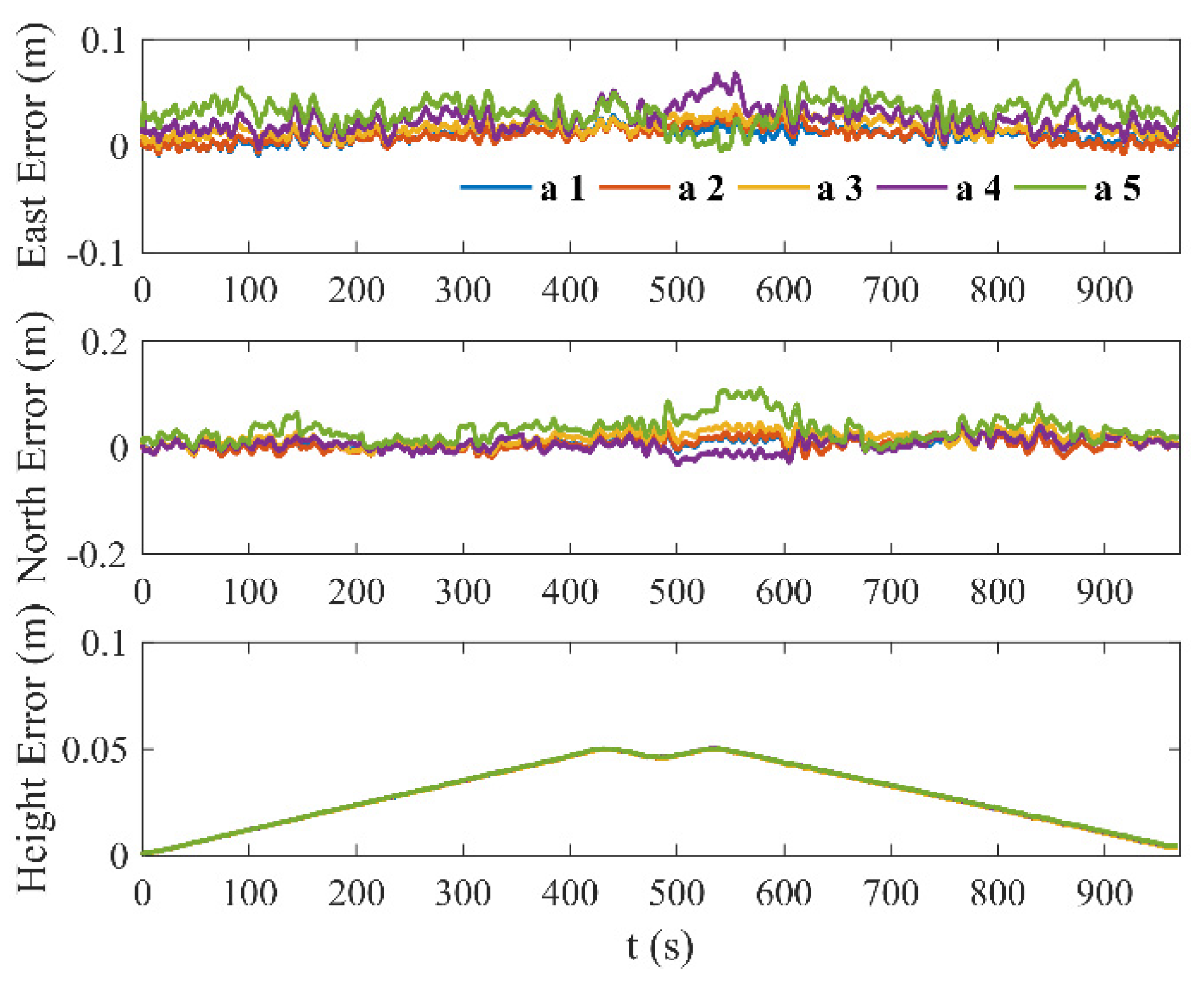
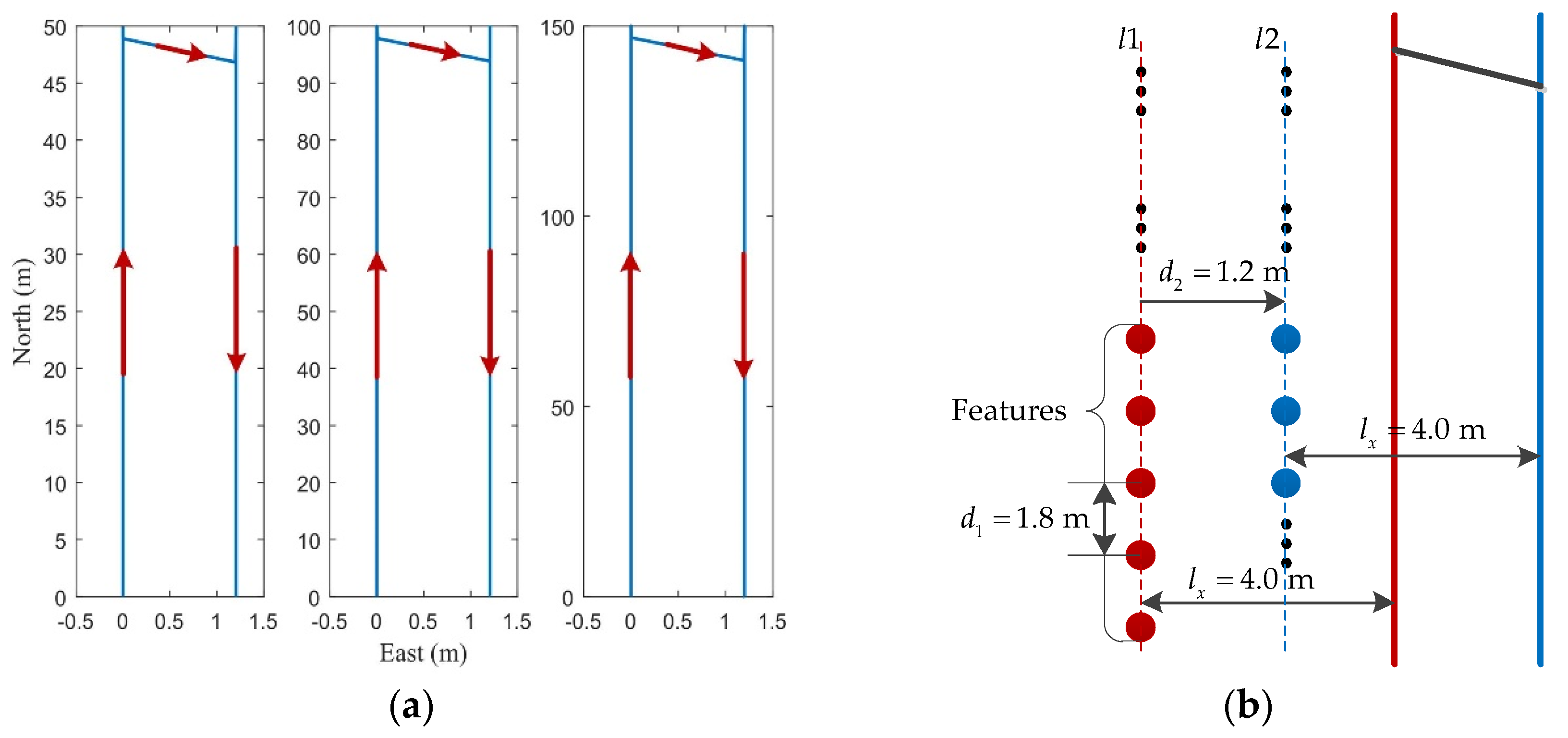
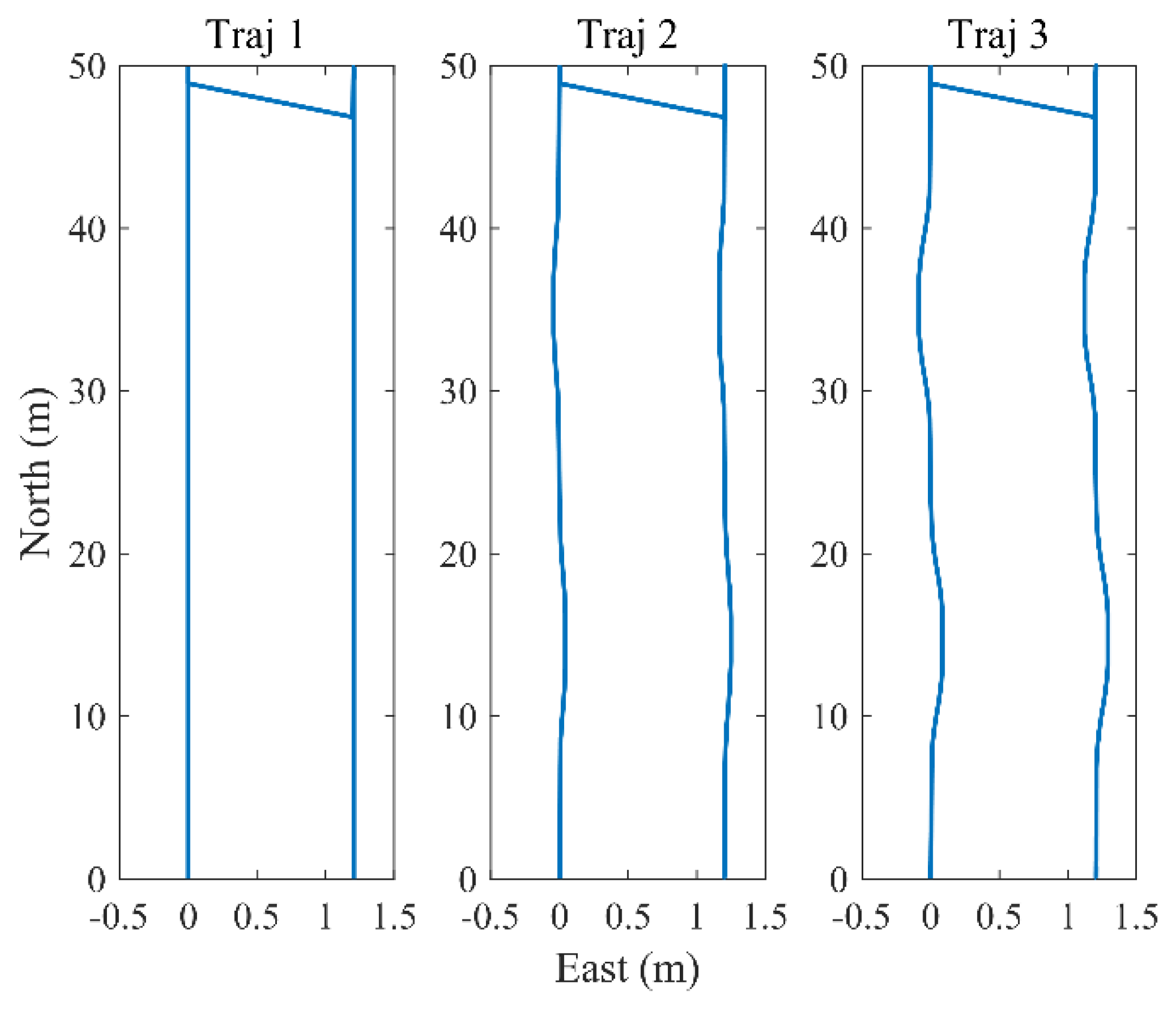
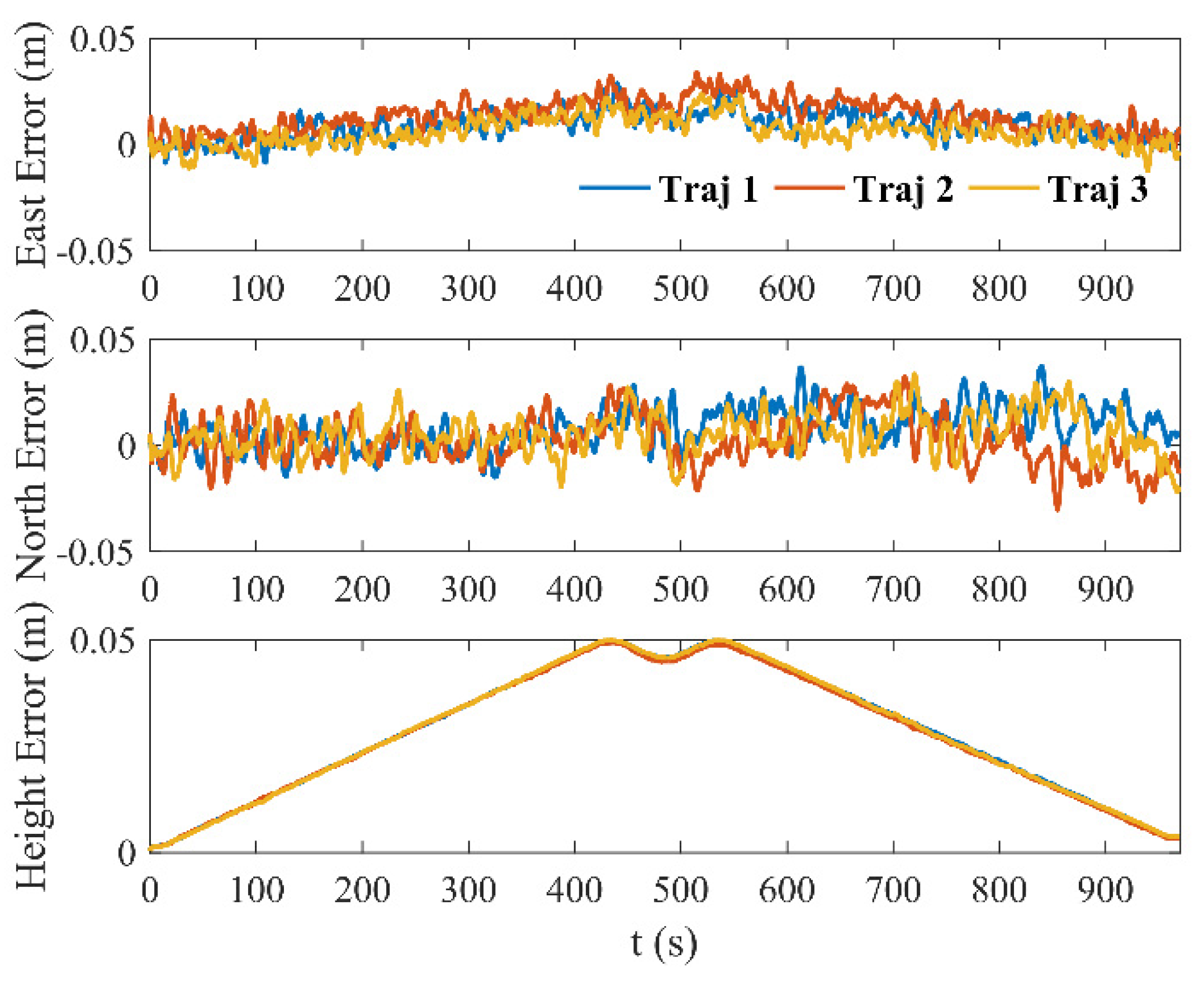
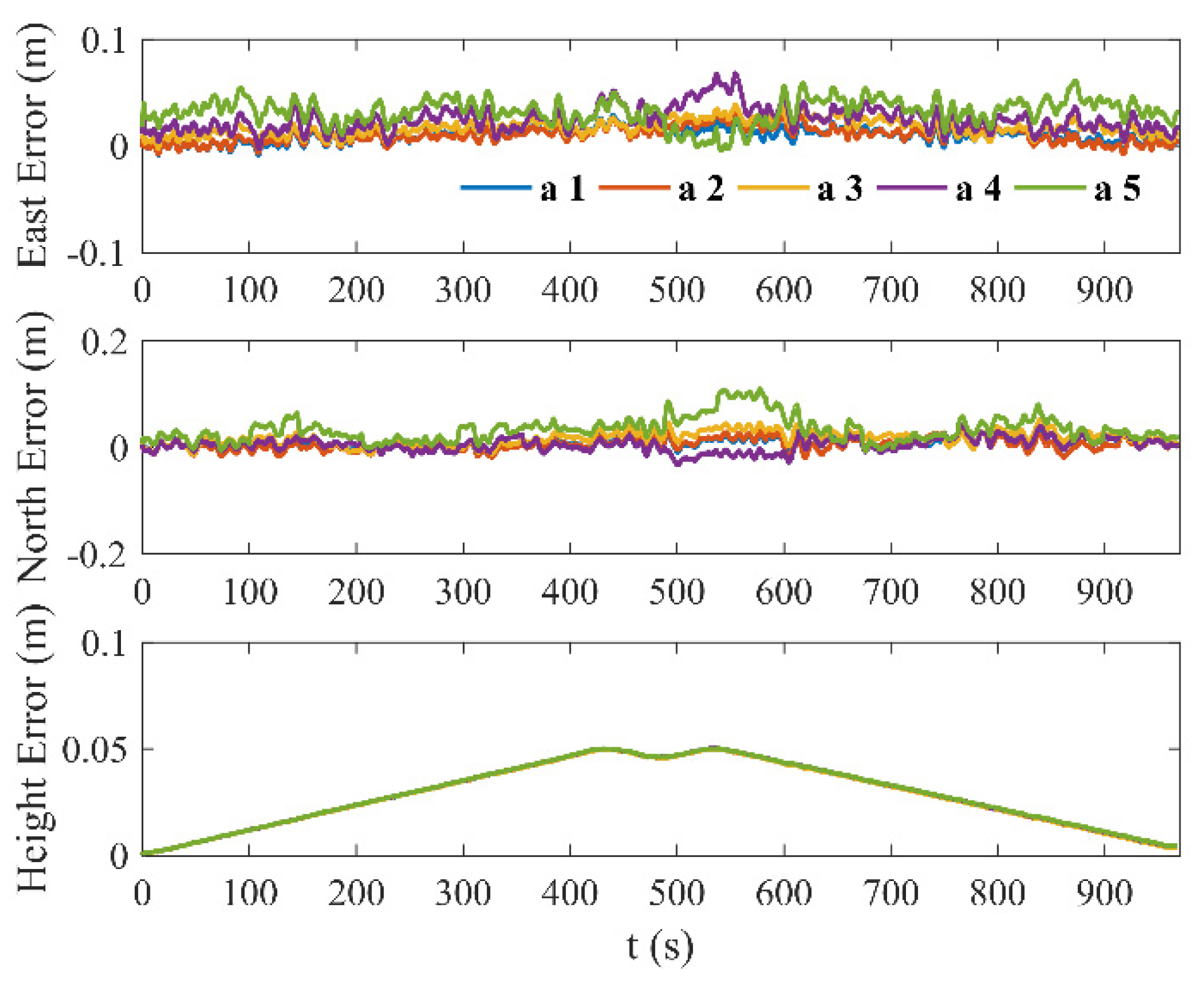
5.3. Simulations under Different Feature Distributions
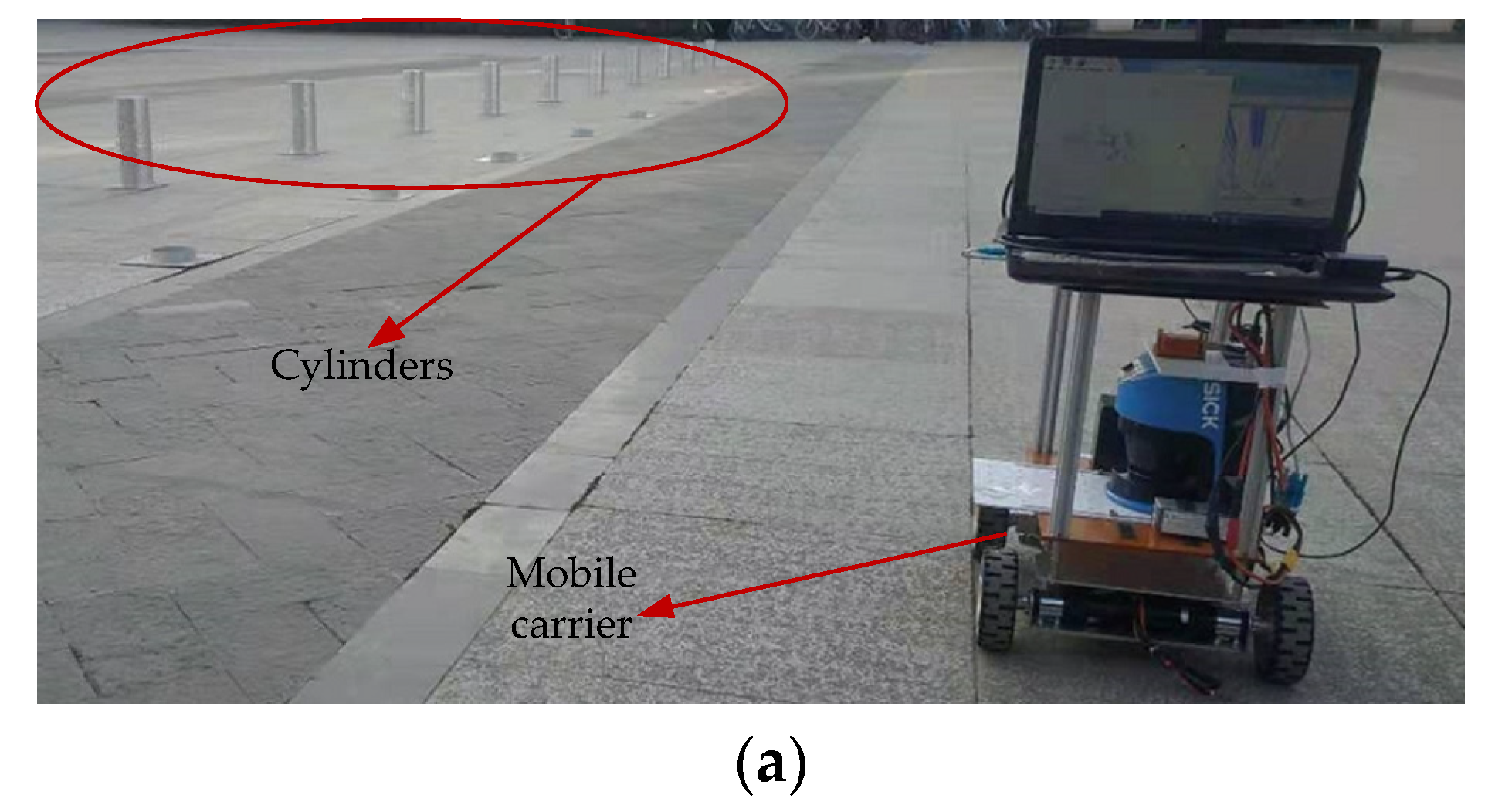
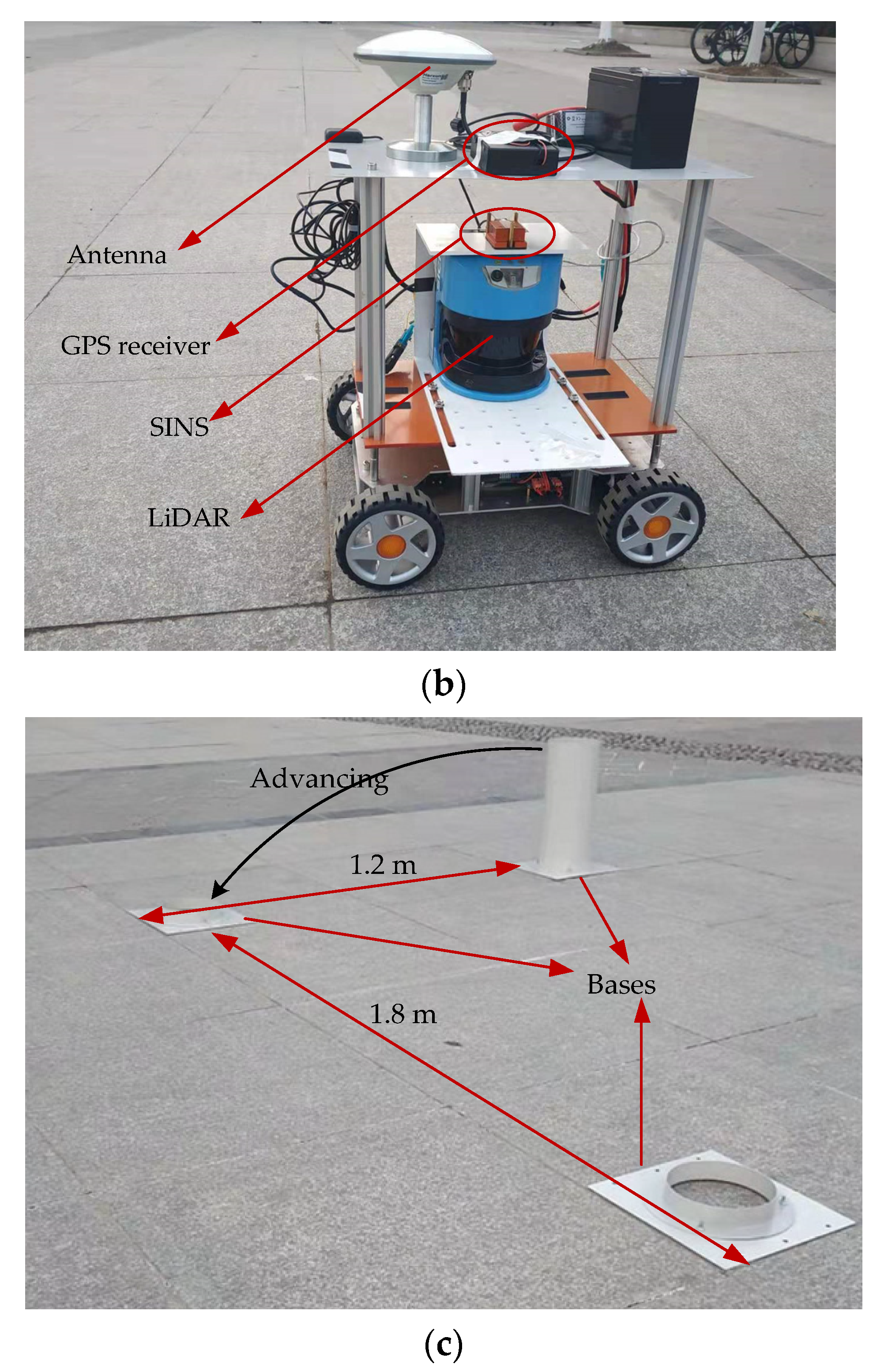
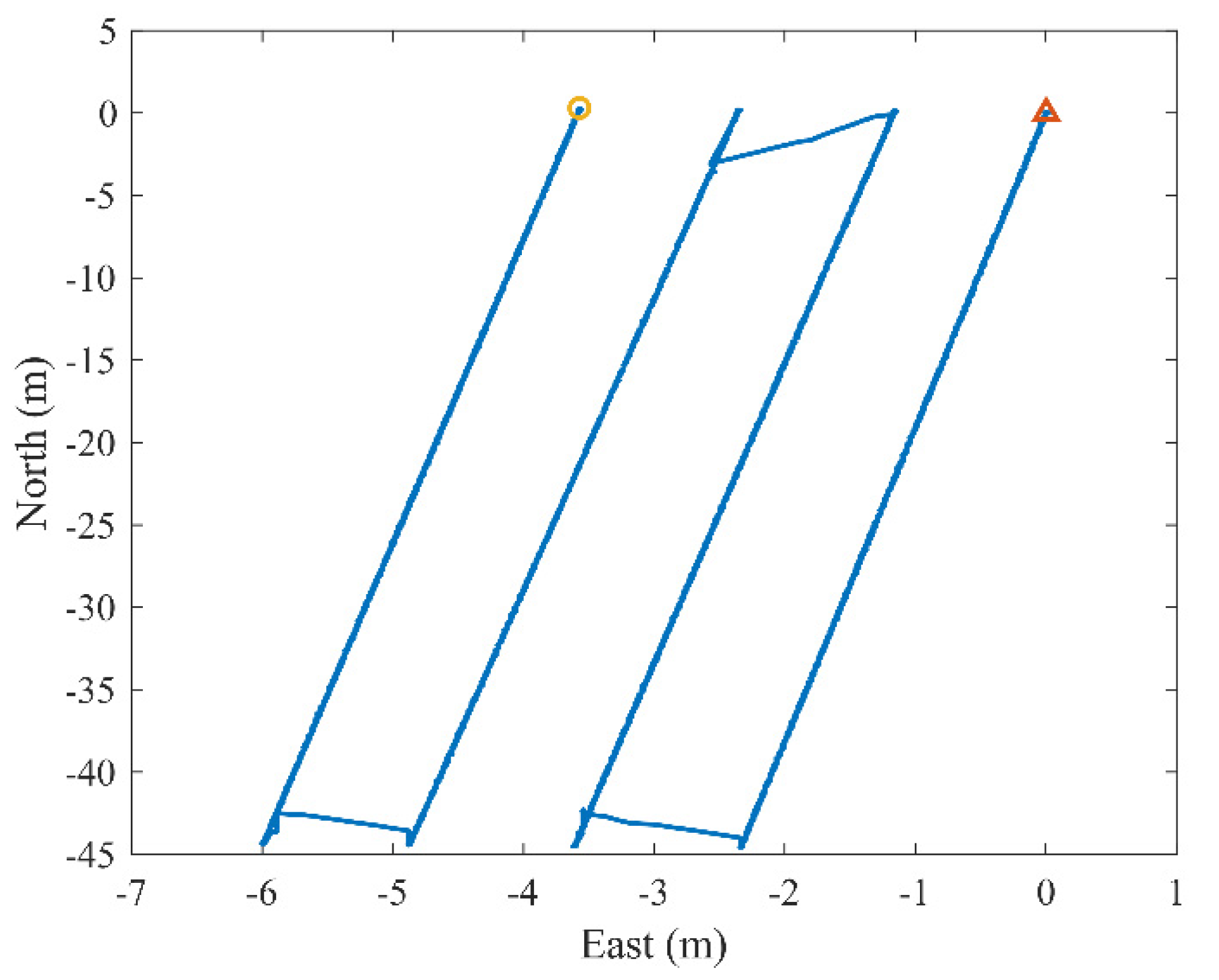
6. Experimental Setup
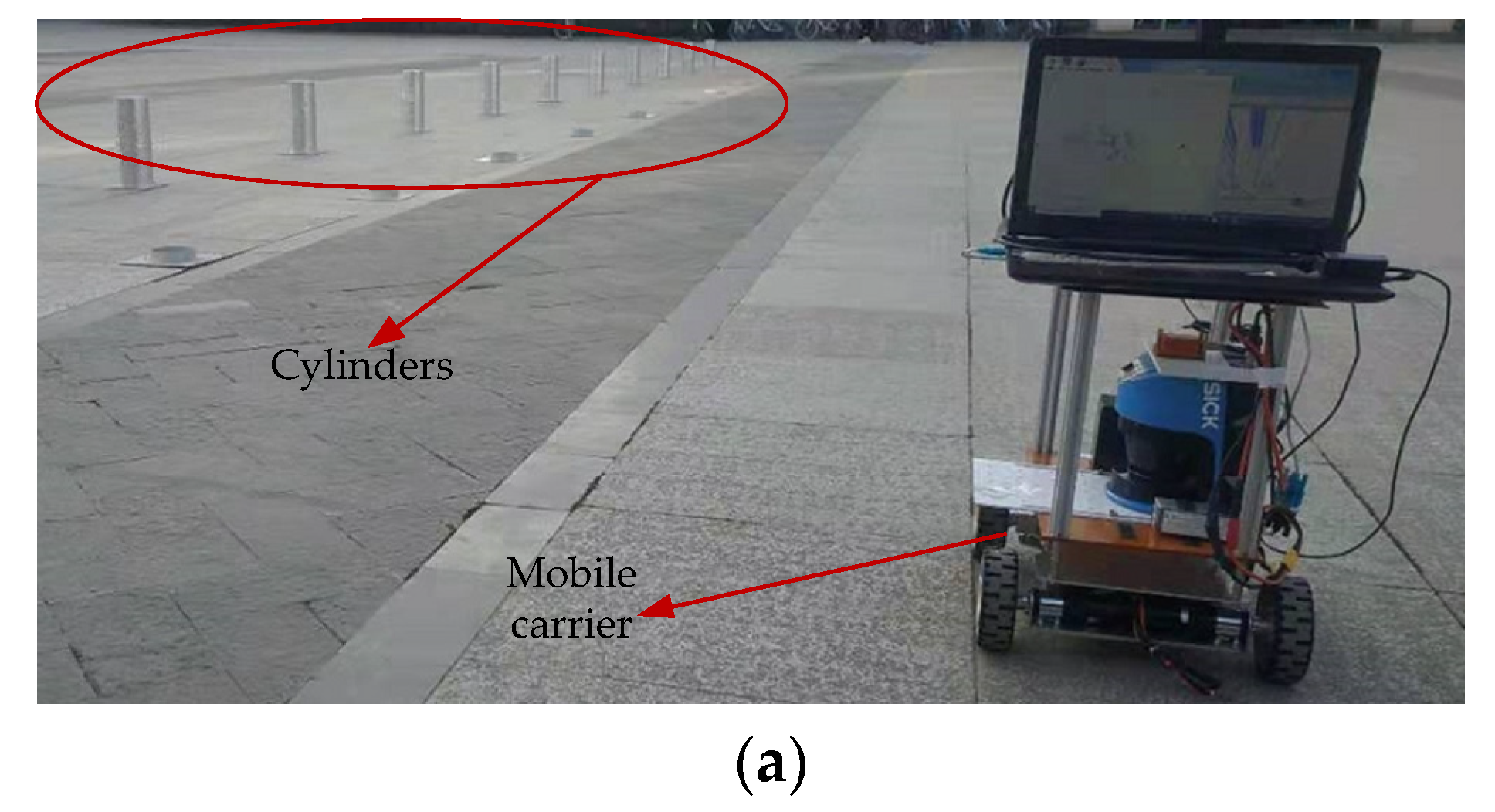
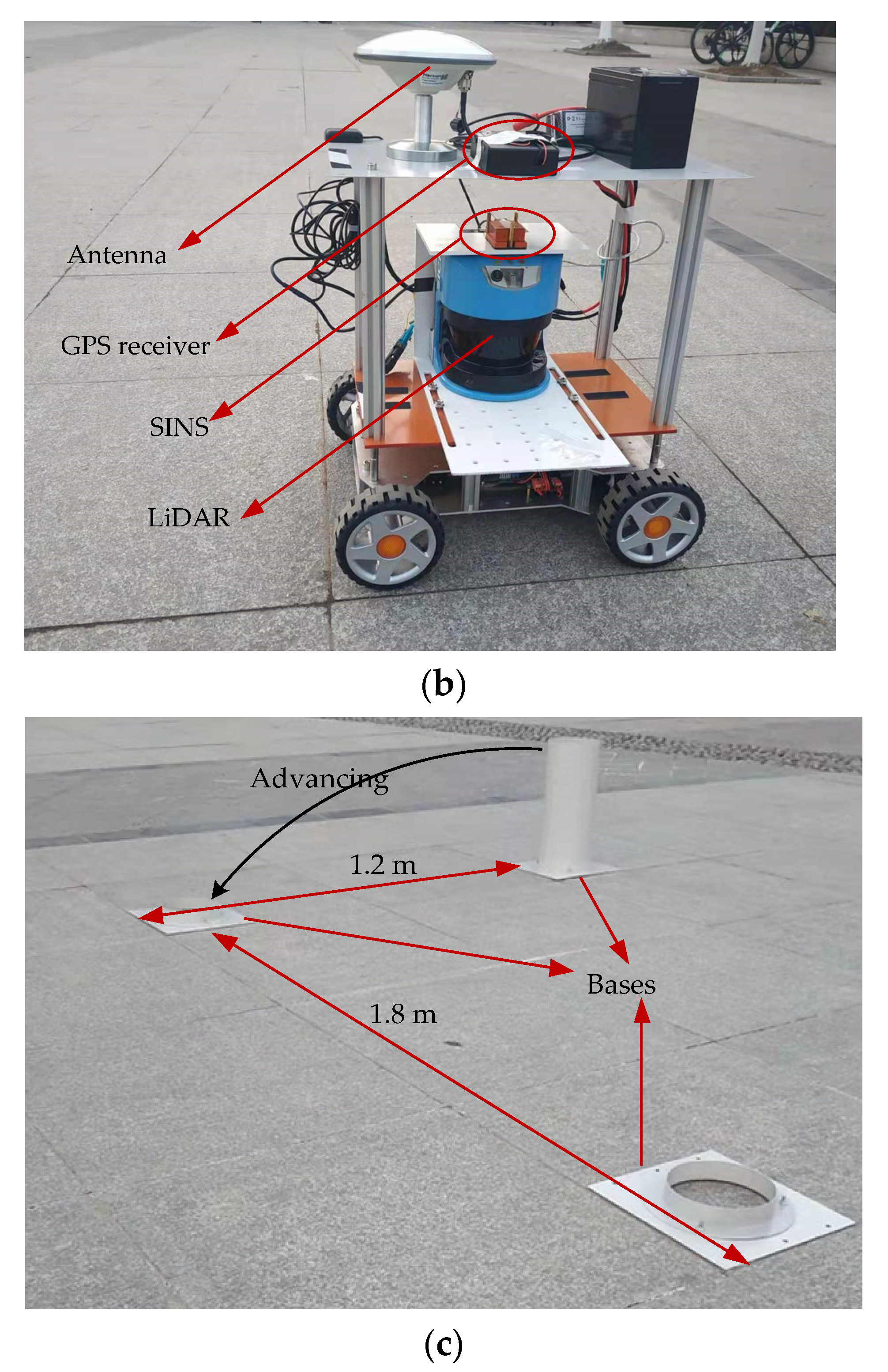
6.1. Experimental Composition and Design
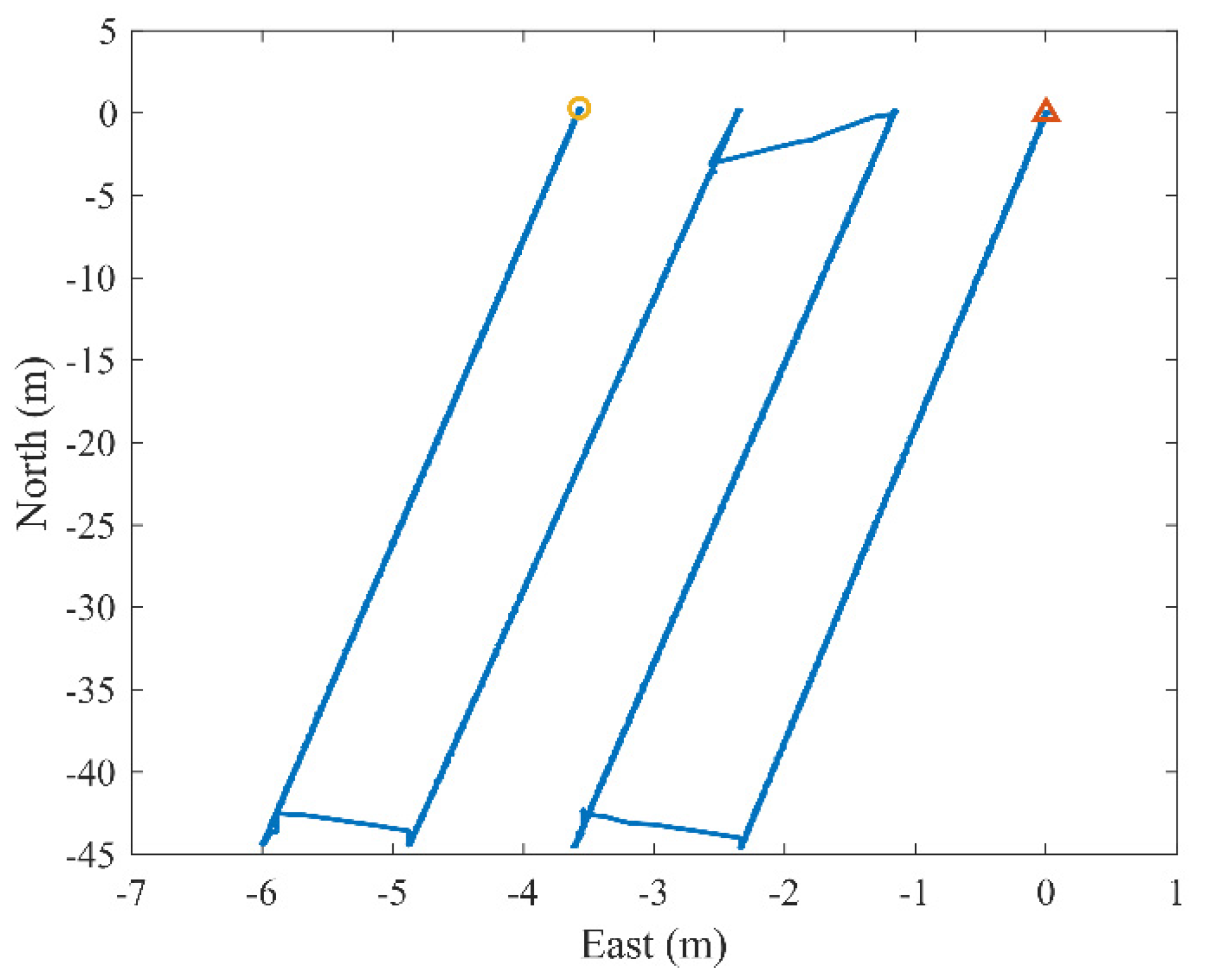
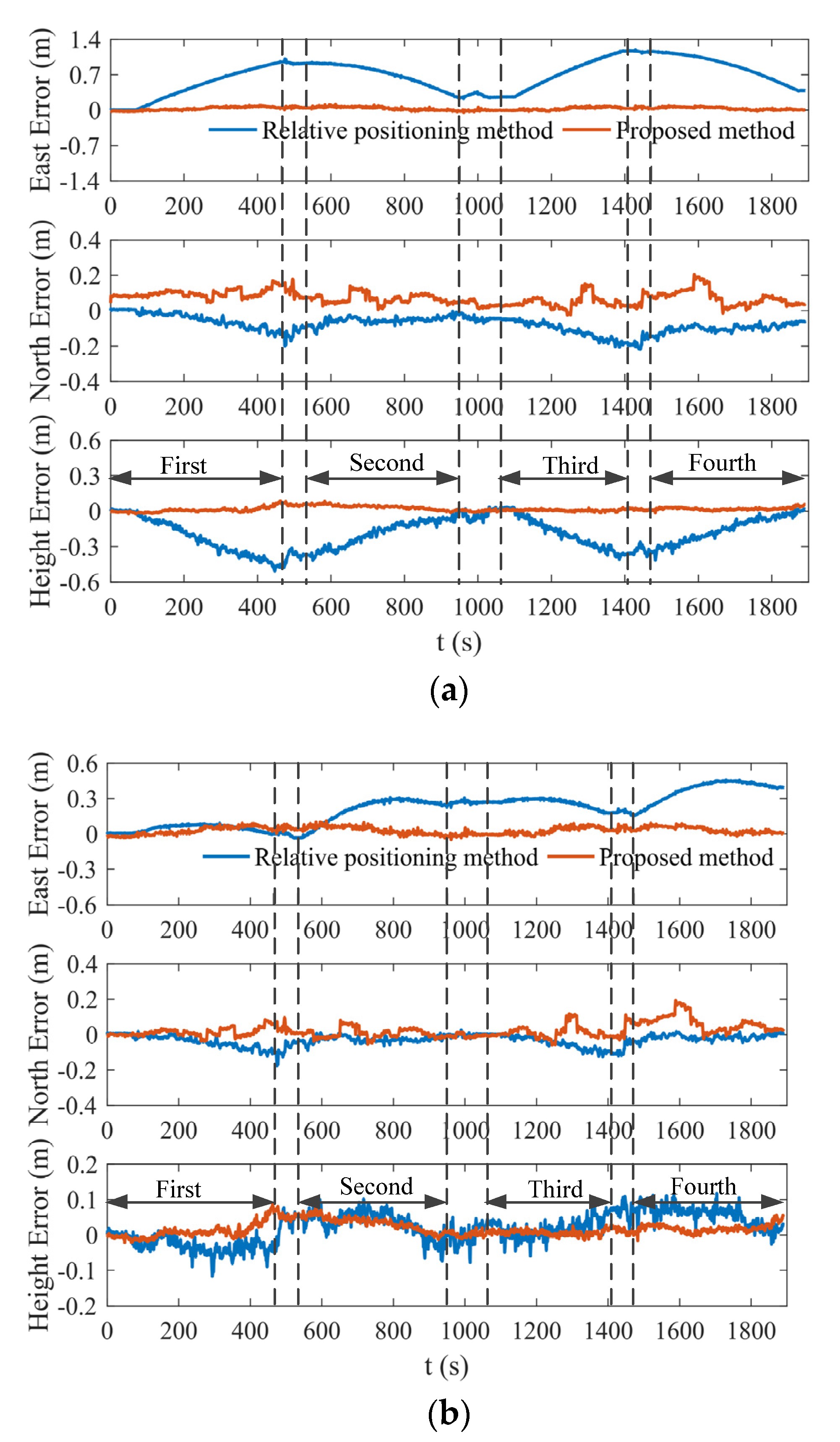
6.2. Experimental Results and Data Analysis
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, L. Scientific conception of precision coal mining. J. China Coal Soc. 2018, 42, 1–7. [Google Scholar]
- Brodny, J.; Tutak, M. Exposure to harmful dusts on fully powered longwall coal mines in Poland. Int. J. Environ. Res. Public Health 2018, 15, 1846. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gu, D.Z.; Li, Q.S. Theoretical framework and key technologies of underground ecological protection based on coal mine occupational health prevention. J. China Coal Soc. 2021, 46, 950–958. [Google Scholar]
- Brodny, J.; Tutak, M.; Michalak, M. A data warehouse as an indispensable tool to determine the effectiveness of the use of the longwall shearer. In Proceedings of the 13th International Scientific Conference on Beyond Databases, Architectures and Structures, Ustron, Poland, 30 May–2 June 2017; pp. 453–465. [Google Scholar]
- Holub, K. A study of mining-induced seismicity in Czech mines with longwall coal exploitation. J. Min. Sci. 2007, 43, 32–39. [Google Scholar] [CrossRef]
- Huang, Z.H.; Wang, F.; Zhang, S.X. Research on the architecture and key technologies of intelligent coal mining system. J. China Coal Soc. 2020, 45, 1959–1972. [Google Scholar]
- Reid, P.B.; Dunn, M.T.; Reid, D.C.; Ralston, J.C. Real world automation: New capabilities for underground longwall mining. In Proceedings of the 2010 Australasian Conference on Robotics and Automation, Brisbane, QLD, Australia, 1–3 December 2010. [Google Scholar]
- Luo, C.; Fan, X.; Ni, J.; Yang, H.; Zhang, X.; Li, W. Positioning accuracy evaluation for the collaborative automation of mining fleet with the support of memory cutting technology. IEEE Access 2016, 4, 5764–5775. [Google Scholar] [CrossRef]
- Deng, W.G. Principle and application of shearer position monitoring device. Coal Mine Mach. 2007, 28, 118–119. [Google Scholar]
- Liu, Q.; Wei, W.Y. Shearer localization algorithm based on position detection of shearer by infrared. Mech. Eng. Autom. 2013, 6, 157–159. [Google Scholar]
- Tian, F.; Qin, T.; Liu, H.Y.; Sun, E.Y.; Wang, C.Y. Nodes localization algorithm for linear wireless sensor network in underground coal mine. J. China Coal Soc. 2010, 35, 1760–1764. [Google Scholar]
- Wang, C.; Li, W.; Yang, H.; Si, Z.; Zhang, J. Scraper conveyor shape detection based on dead reckoning. J. China Coal Soc. 2017, 42, 2173–2180. [Google Scholar]
- Wang, J.H.; Hang, Z.H. Innovation and development of intelligent coal mining science and technology in China. Coal Sci. Technol. 2014, 42, 1–6. [Google Scholar]
- Yang, H.; Li, W.; Luo, C.; Zhang, J.; Si, Z. Research on error compensation property of strapdown inertial navigation system using dynamic model of shearer. IEEE Access 2016, 4, 2045–2055. [Google Scholar] [CrossRef]
- Semykina, I.; Grigoryev, A.; Gargayev, A.; Zavyalov, V. Unmanned Mine of the 21st Centuries. In Proceedings of the Second Internation Innovative Mining Symposium, Kemerovo, Russia, 20–22 November 2017. [Google Scholar]
- Yang, H.; Li, W.; Luo, T.; Liang, H.; Zhang, H.; Gu, Y.; Luo, C. Research on the strategy of motion constraint-aided ZUPT for the SINS positioning system of a shearer. Micromachines 2017, 8, 340. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fan, Q.; Li, W.; Hui, J.; Wu, L.; Yu, Z.; Yan, W.; Zhou, L. Integrated positioning for coal mining machinery in enclosed underground mine based on SINS/WSN. Sci. World J. 2014, 2014, 460415. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.Z.; Wang, S.B.; Zhang, B.Y.; Li, A. Shape detection of scraper conveyor based on shearer trajectory. J. China Coal Soc. 2015, 40, 2514–2521. [Google Scholar]
- Zhang, S.X.; Li, S.; Song, L.L. Positioning of coal mining equipment based on inertial navigation and odometer. Ind. Mine Autom. 2018, 44, 52–57. [Google Scholar]
- Reid, D.C.; Hainsworth, D.W.; Ralston, J.C.; McPhee, R.J. Inertial navigation: Enabling technology for longwall mining automation. In Proceedings of the Fourth International Conference of Computer Applications in the Minerals Industries (CAMI 2003), Calgary, AB, Canada, 8–10 September 2003. [Google Scholar]
- Sun, M.; Zhou, Q.; Cui, X.; Qin, Y.Y. Research on SINS/DR integrated navigation system algorithm. Electron. Des. Eng. 2013, 21, 11–14. [Google Scholar]
- Zhang, B.Y.; Wang, S.B.; Ge, S.R. Effects of initial alignment error and installation noncoincidence on the shearer positioning accuracy and calibration method. J. China Coal Soc. 2017, 42, 789–795. [Google Scholar]
- Li, D.; Qin, Y.Y.; Zhang, J.L. Research on error compensation of integrated vehicular navigation system. Comput. Meas. Control 2011, 19, 389–391. [Google Scholar]
- Wang, S.B.; Zhang, B.Y.; Wang, S.J. Dynamic precise positioning method of shearer based on closing path optimal estimation model. IEEE Trans. Autom. Sci. Eng. 2019, 16, 1468–1475. [Google Scholar]
- Li, M.; Zhu, H.; You, S.; Wang, L.; Tang, C. Efficient laser-based 3D SLAM for coal mine rescue robots. IEEE Access 2019, 7, 14124–14138. [Google Scholar] [CrossRef]
- Kumar, S.S.; Jabannavar, S.S.; Shashank, K.R.; Nagaraj, M.; Shreenivas, B. Localization and tracking of unmanned vehicles for underground mines. In Proceedings of the 2017 2nd IEEE International Conference on Electrical, Computer and Communication Technologies, Coimbatore, Tamil Nadu, India, 22–24 February 2017. [Google Scholar]
- Zlot, R.; Bosse, M. Efficient large-scale three-dimensional mobile mapping for underground mines. J. Field Robot. 2014, 31, 758–779. [Google Scholar] [CrossRef]
- Azizi, M.; Tarshizi, E. Autonomous control and navigation of a lab-scale underground mining haul truck using LiDAR sensor and triangulation—feasibility study. In Proceedings of the IEEE Industry Applications Society Annual Meeting, Portland, OR, USA, 2–6 October 2016. [Google Scholar]
- Ralston, J.C.; Hargrave, C.O.; Dunn, M.T. Longwall automation: Trends, challenges and opportunities. Int. J. Min. Sci. Technol. 2017, 27, 733–739. [Google Scholar] [CrossRef]
- Zheng, J.; Li, S.; Li, N.; Fu, Q.; Liu, S.; Yan, G. A LiDAR-aided inertial positioning approach for a longwall shearer in underground coal mining. Math. Probl. Eng. 2021, 2021, 6616090. [Google Scholar] [CrossRef]
- Lehmann, C.; Konietzky, H.H. Geomechanical Issues in Longwall Mining—An Introduction; TU Bergakademie Freiberg, Institut für Geotechnik: Freiberg, Germany, 2015. [Google Scholar]
- Einicke, G. The application of smoothing within longwall mine navigation, In Proceedings of the International Global Navigation Satellite System Society IGNSS Symposium, Surfers Paradise, Australia, 1–3 December 2009.
- Du, J.P.; Meng, X.Y. Coal Mining Science, 3nd ed.; China University of Mining and Technology Press: Xuzhou, China, 2019. [Google Scholar]
- Sarvrood, Y.B.; Hosseinyalamdary, S.; Gao, Y. Visual-LiDAR odometry aided by reduced IMU. ISPRS Int. J. Geo-Inf. 2016, 5, 3. [Google Scholar] [CrossRef] [Green Version]
- Yan, G.M.; Weng, J. Strapdown Inertial Navigation Algorithm and Integrated Navigation Principle, 1nd ed.; Northwestern Polytechnical University Press: Xi’an, China, 2019. [Google Scholar]
- MTi Documentation Overview. Available online: https://mtidocs.xsens.com/output-specifications$sensor-data-performance-specifications (accessed on 25 July 2021).
- 2D LiDAR Sensors LMS5xx. Available online: https://www.sick.com/cn/en/detection-and-ranging-solutions/2d-lidar-sensors/lms5xx/lms500-20000-pro/p/p216241 (accessed on 25 July 2021).
- Tian, C.J. Research of intelligentized coal mining mode and key technologies. Ind. Mine Autom. 2016, 42, 28–32. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gyroscope | Accelerometer | LiDAR | |||
|---|---|---|---|---|---|
| Bias Stability | Random Walk | Bias Stability | Random Walk | Systematic Error | Statistical Error |
| 10 | 0.6 | 15 | 60 | 0.025 m | 0.007 m |
| () | −1.00 | −0.50 | 0 | 0.50 | 1.00 |
| () | 1.08 | 0.56 | 0.07 | −0.41 | −0.90 |
| () | 0.08 | 0.06 | 0.07 | 0.09 | 0.10 |
| Cutting Cycle | SEP (m) | |
|---|---|---|
| Relative method without calibration | First | 0.450 |
| Second | 0.512 | |
| Third | 0.576 | |
| Fourth | 0.600 | |
| Proposed method without calibration | First | 0.084 |
| Second | 0.083 | |
| Third | 0.056 | |
| Fourth | 0.079 | |
| Relative method with calibration | First | 0.071 |
| Second | 0.157 | |
| Third | 0.181 | |
| Fourth | 0.237 | |
| Proposed method with calibration | First | 0.045 |
| Second | 0.058 | |
| Third | 0.044 | |
| Fourth | 0.074 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; Li, S.; Liu, S.; Fu, Q. Research on the Shearer Positioning Method Based on SINS and LiDAR with Velocity and Absolute Position Constraints. Remote Sens. 2021, 13, 3708. https://doi.org/10.3390/rs13183708
Zheng J, Li S, Liu S, Fu Q. Research on the Shearer Positioning Method Based on SINS and LiDAR with Velocity and Absolute Position Constraints. Remote Sensing. 2021; 13(18):3708. https://doi.org/10.3390/rs13183708
Chicago/Turabian StyleZheng, Jiangtao, Sihai Li, Shiming Liu, and Qiangwen Fu. 2021. "Research on the Shearer Positioning Method Based on SINS and LiDAR with Velocity and Absolute Position Constraints" Remote Sensing 13, no. 18: 3708. https://doi.org/10.3390/rs13183708
APA StyleZheng, J., Li, S., Liu, S., & Fu, Q. (2021). Research on the Shearer Positioning Method Based on SINS and LiDAR with Velocity and Absolute Position Constraints. Remote Sensing, 13(18), 3708. https://doi.org/10.3390/rs13183708