Automation of the Acorn Scarification Process as a Contribution to Sustainable Forest Management. Case Study: Common Oak

 ,
,  ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
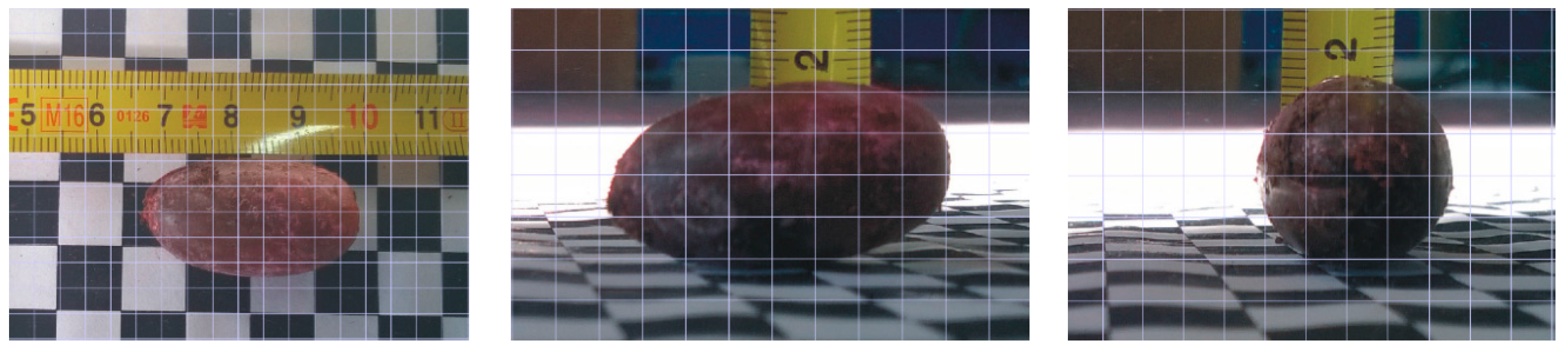
2.1. Research Material
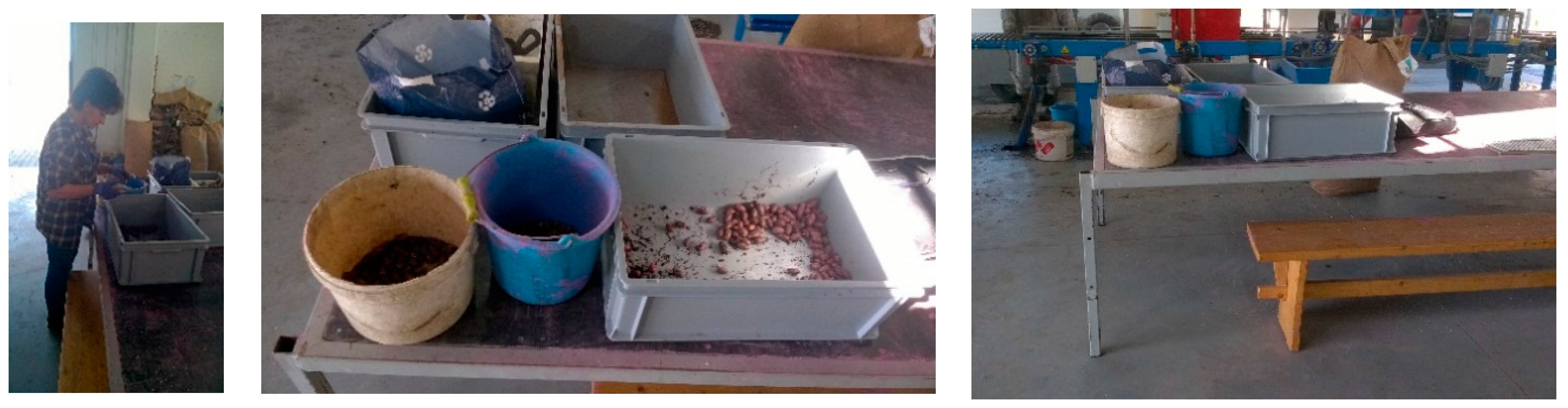
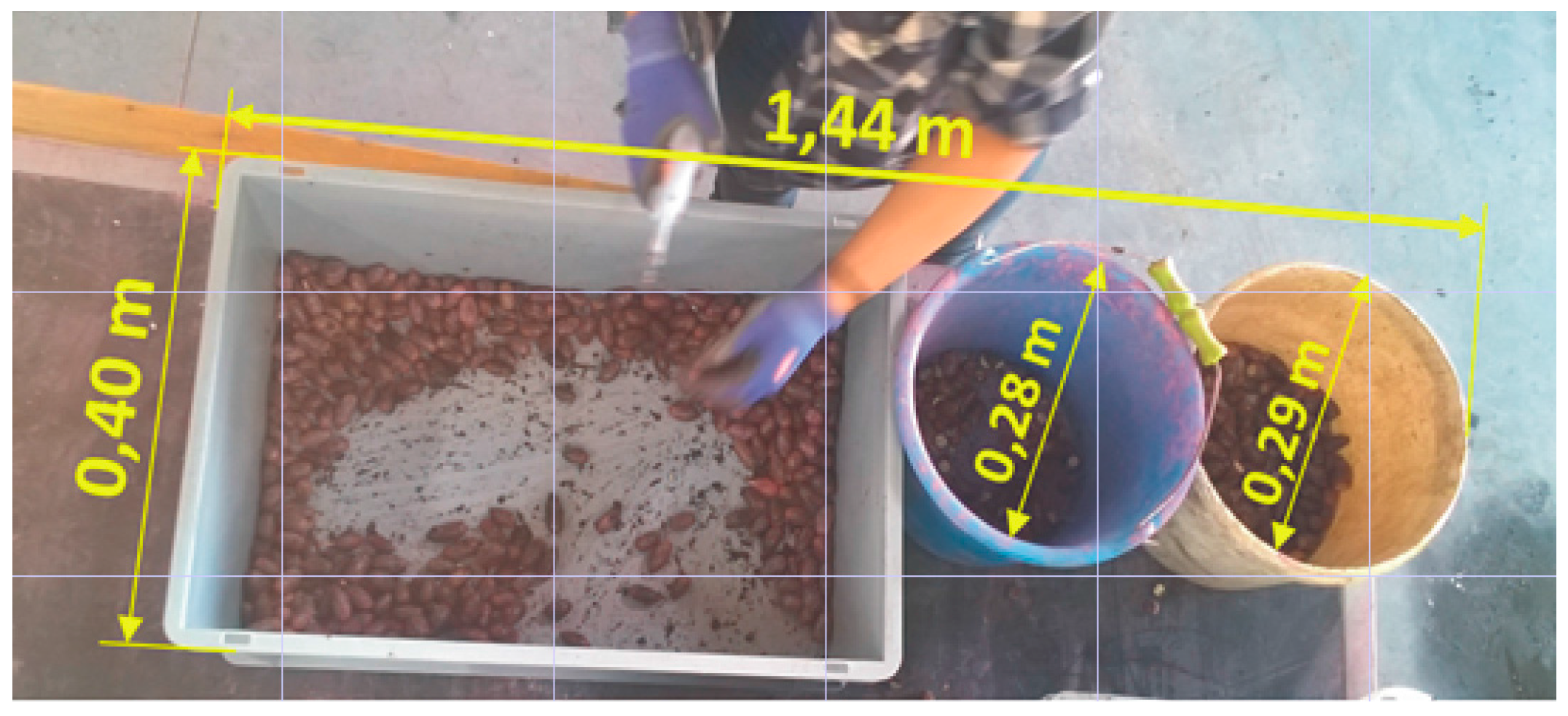
2.2. Worksite Characteristics
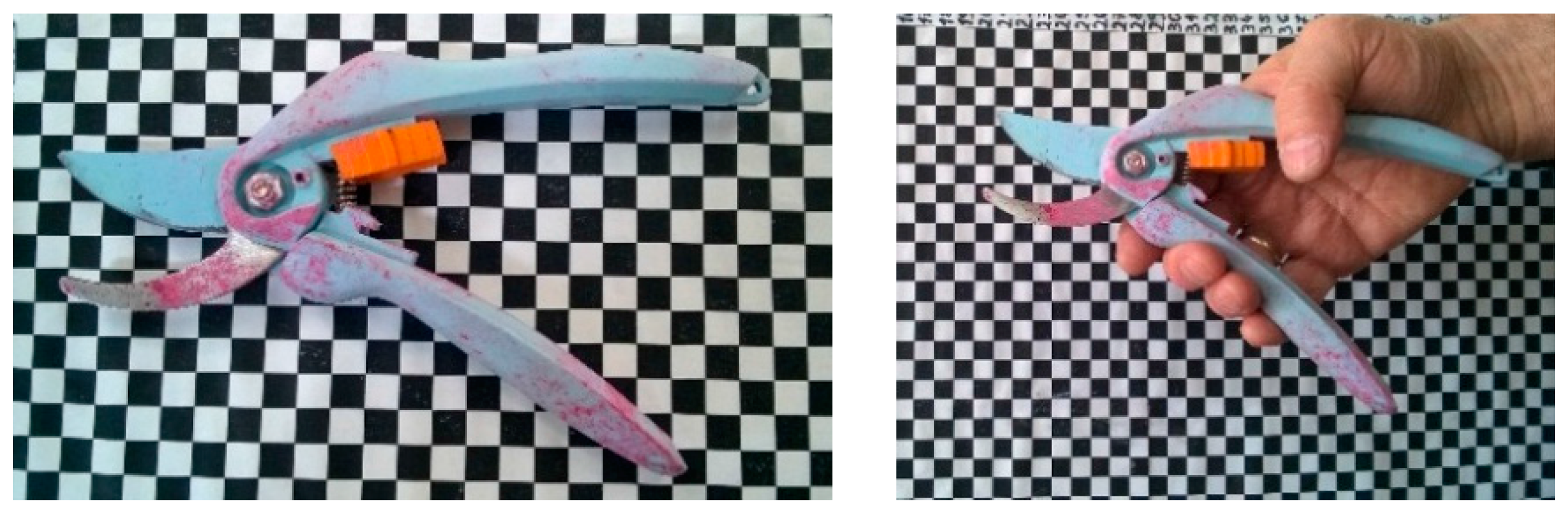
2.3. Methodology for Determining the Acorn Cutting Force
2.4. Measurement Results and Their Analysis
3. Results
3.1. The Machine Vision System Designed to Determine Acorn Length and Orientation
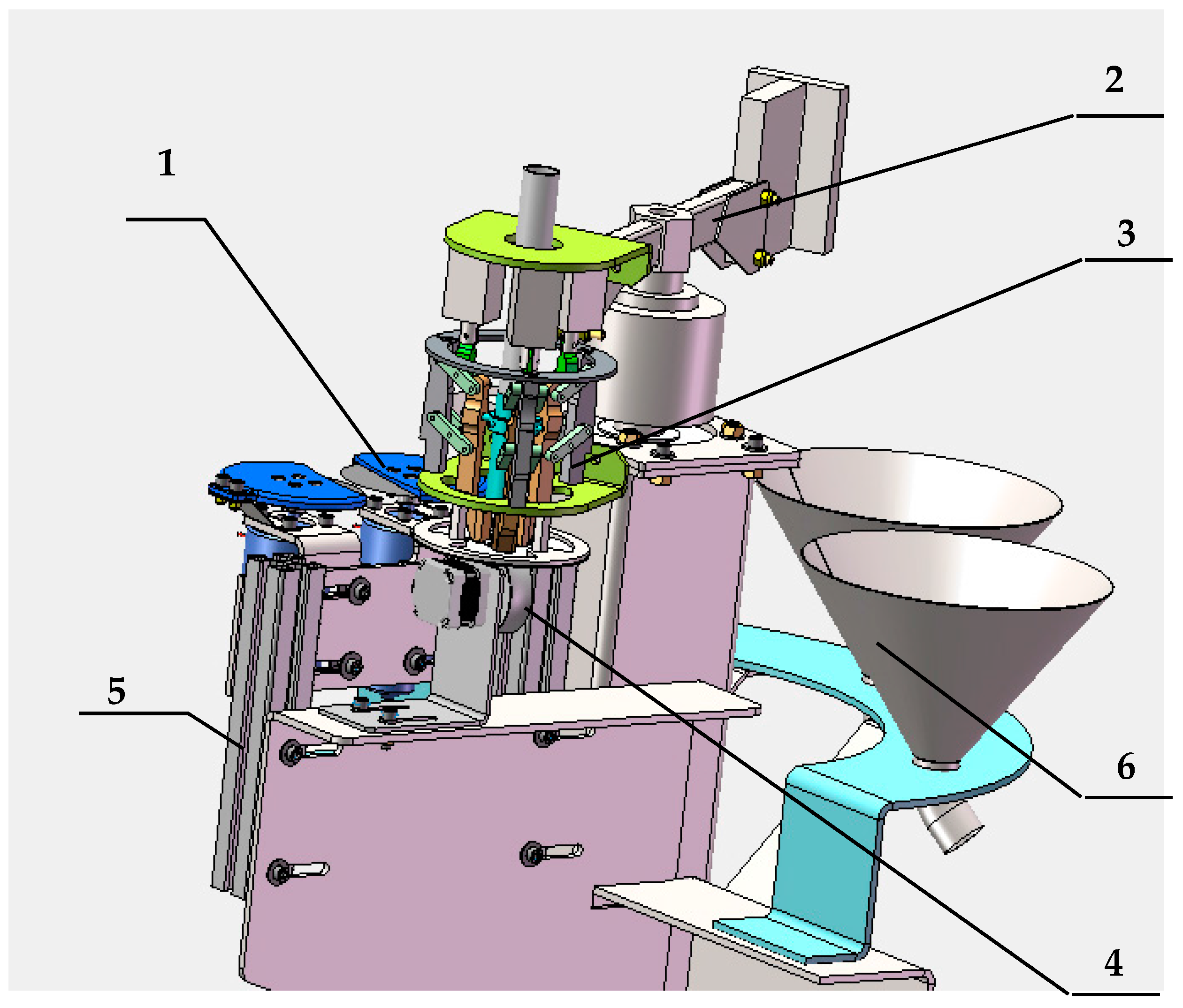
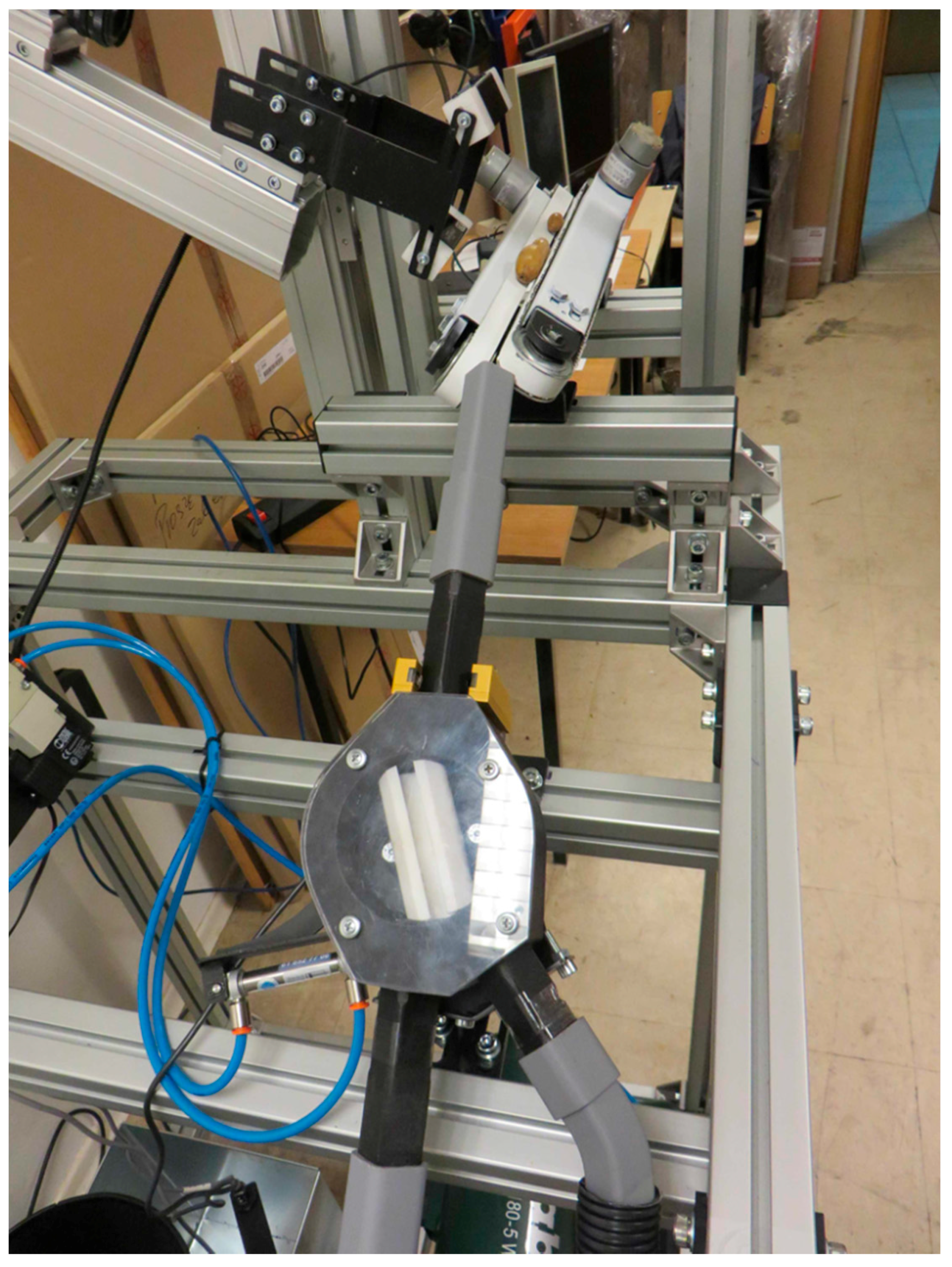
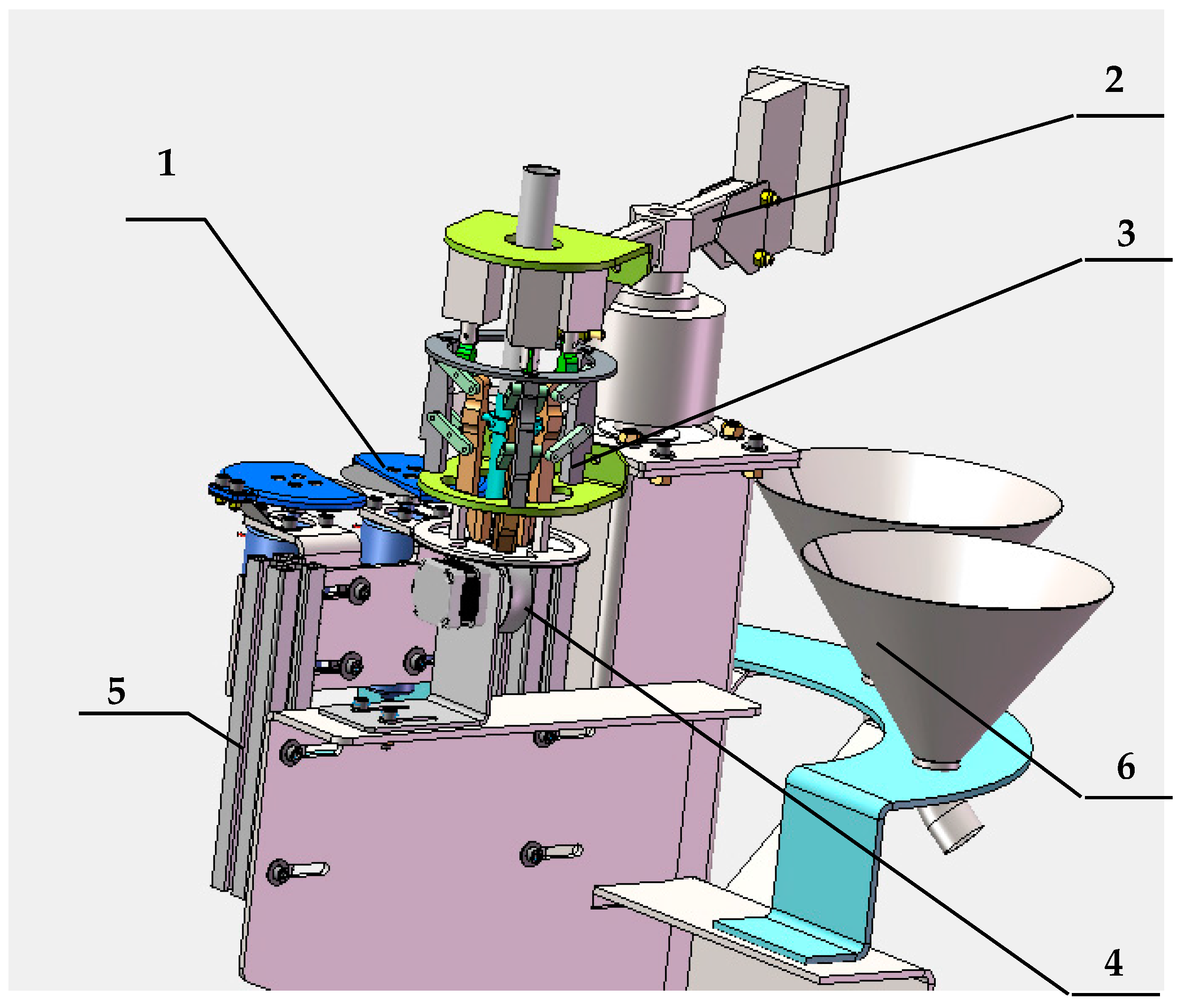
3.1.1. General Structure of the Acorn Transport System, in Which Acorn Length and Orientation Are Determined
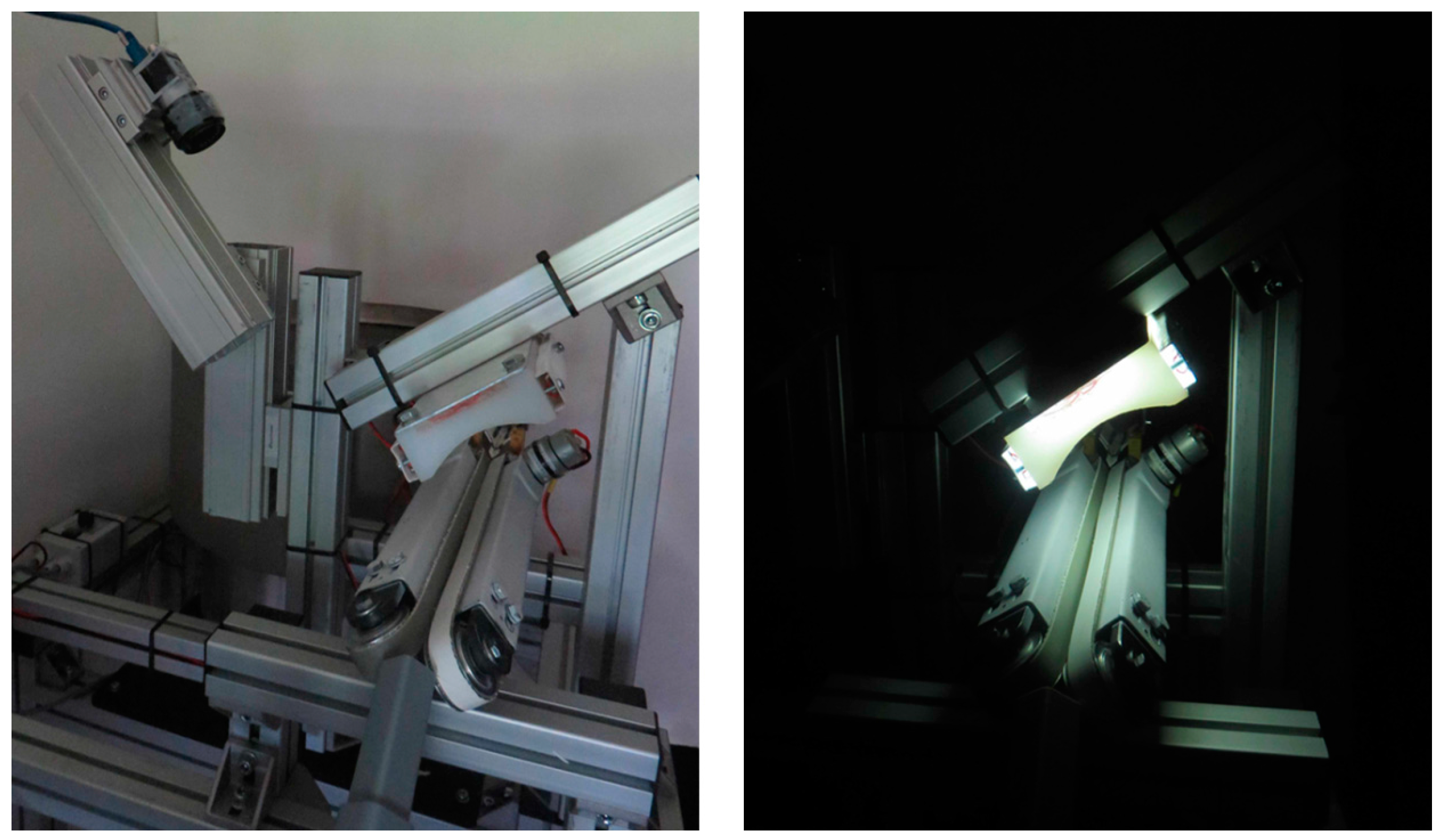
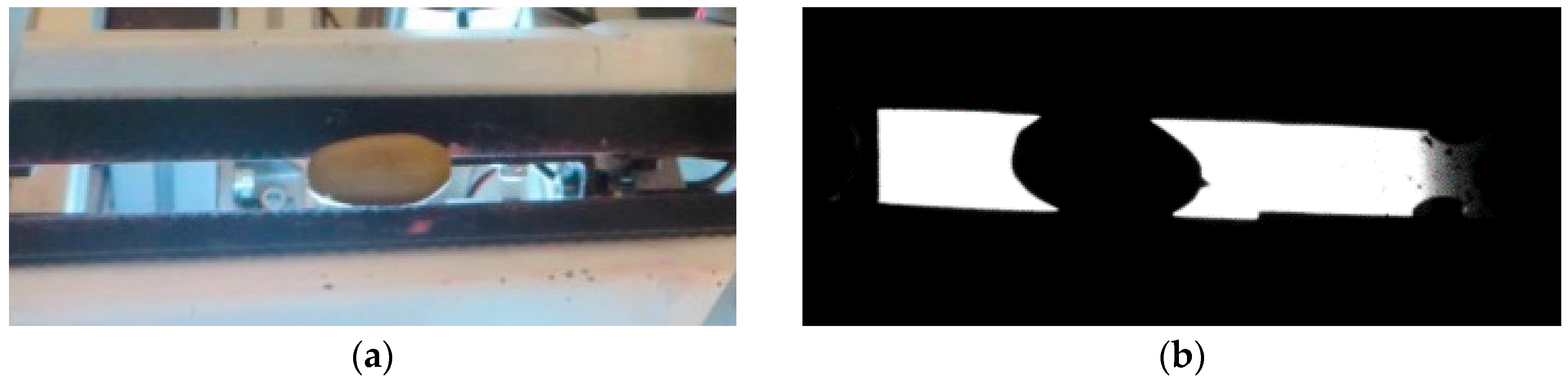
3.1.2. Construction and Location of the Vision System
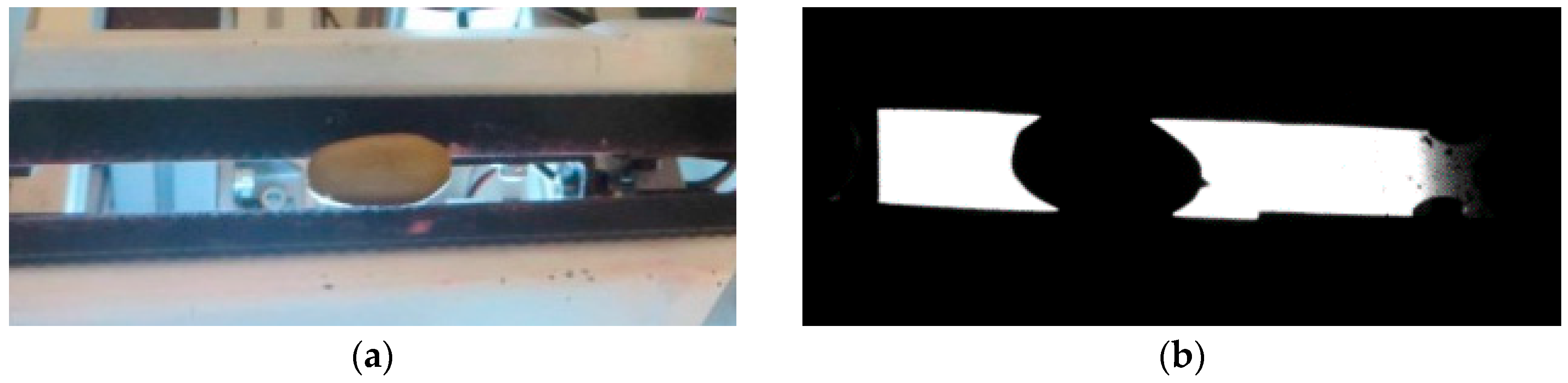
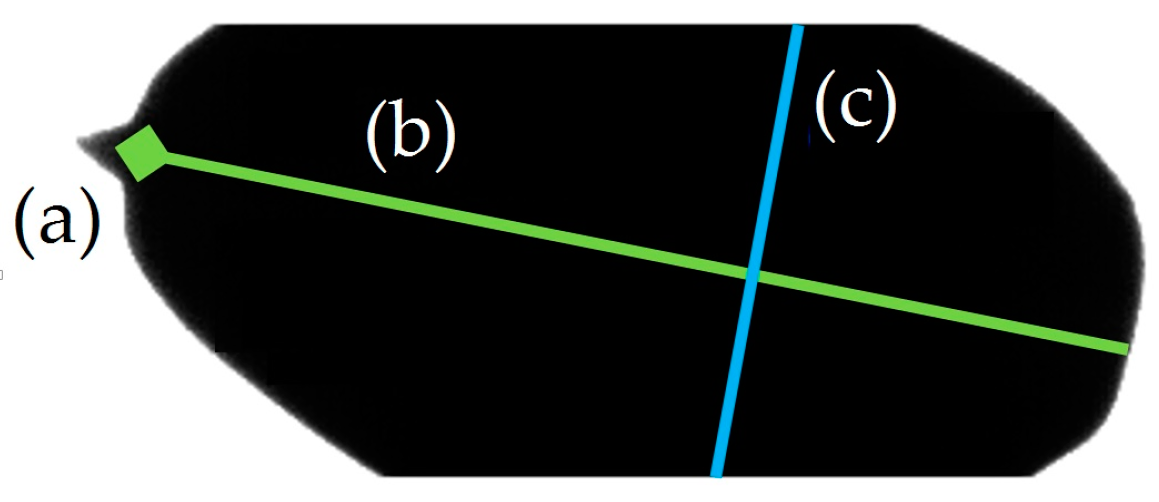
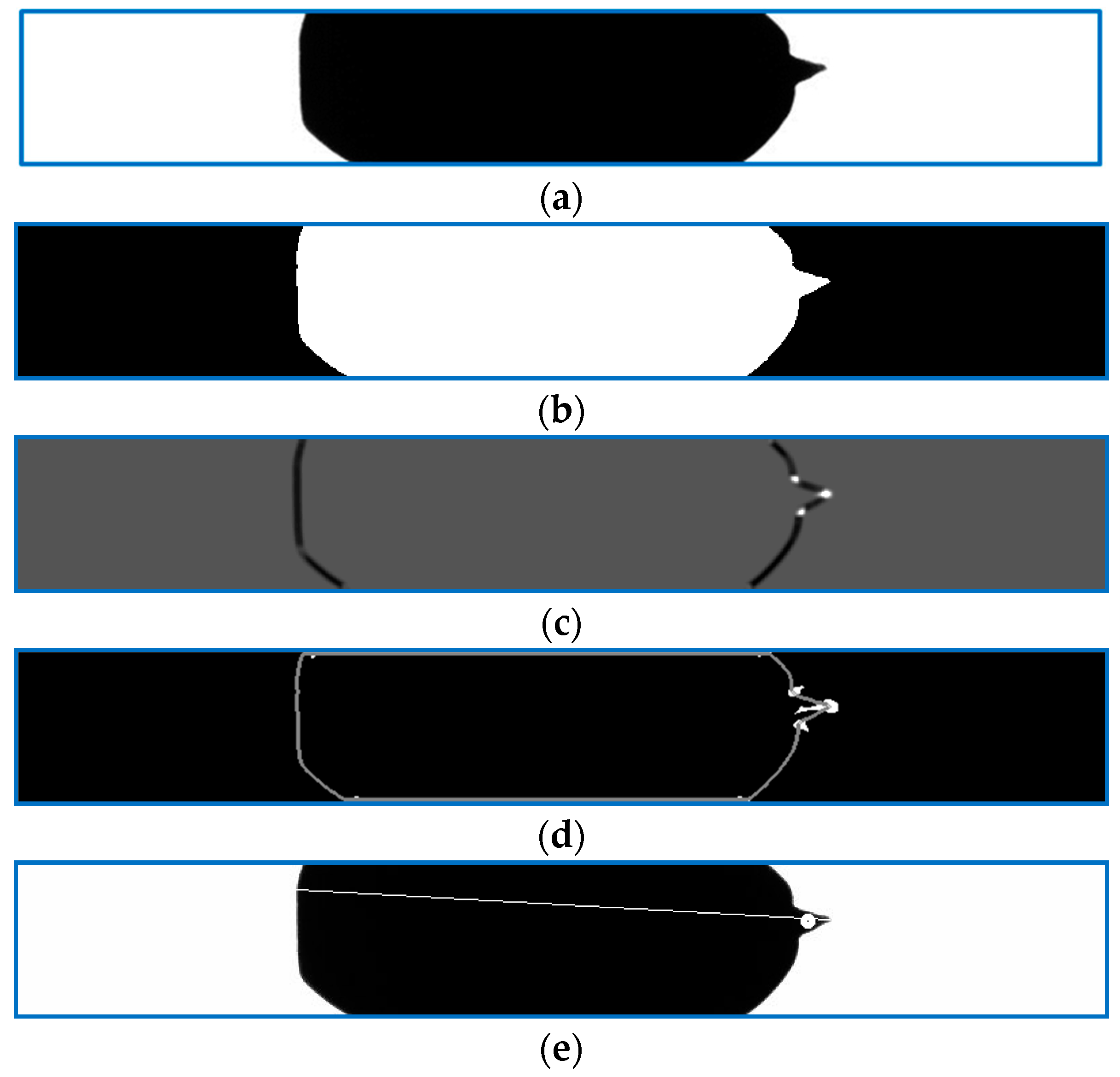
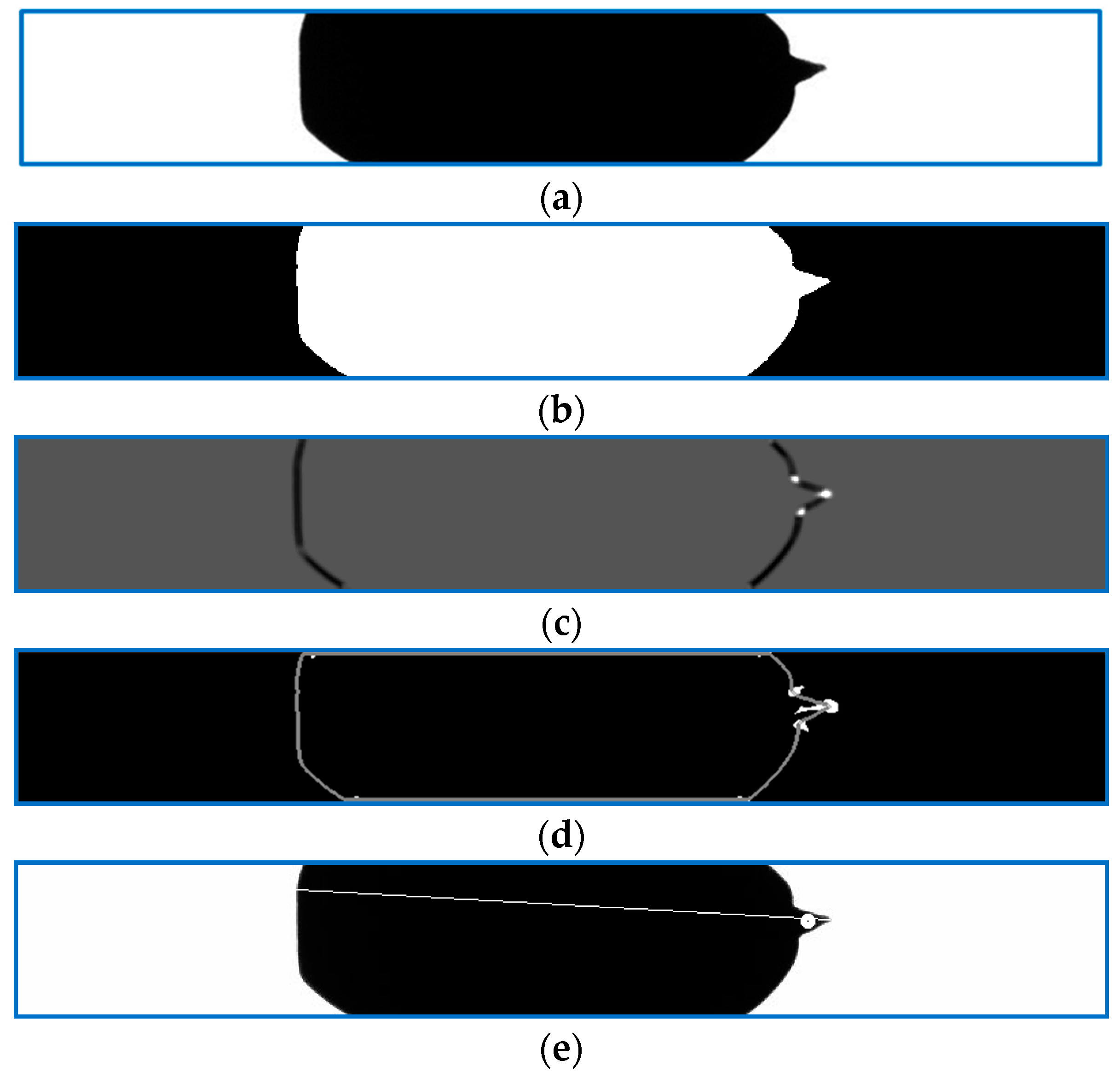
3.1.3. The Principle of System Operation
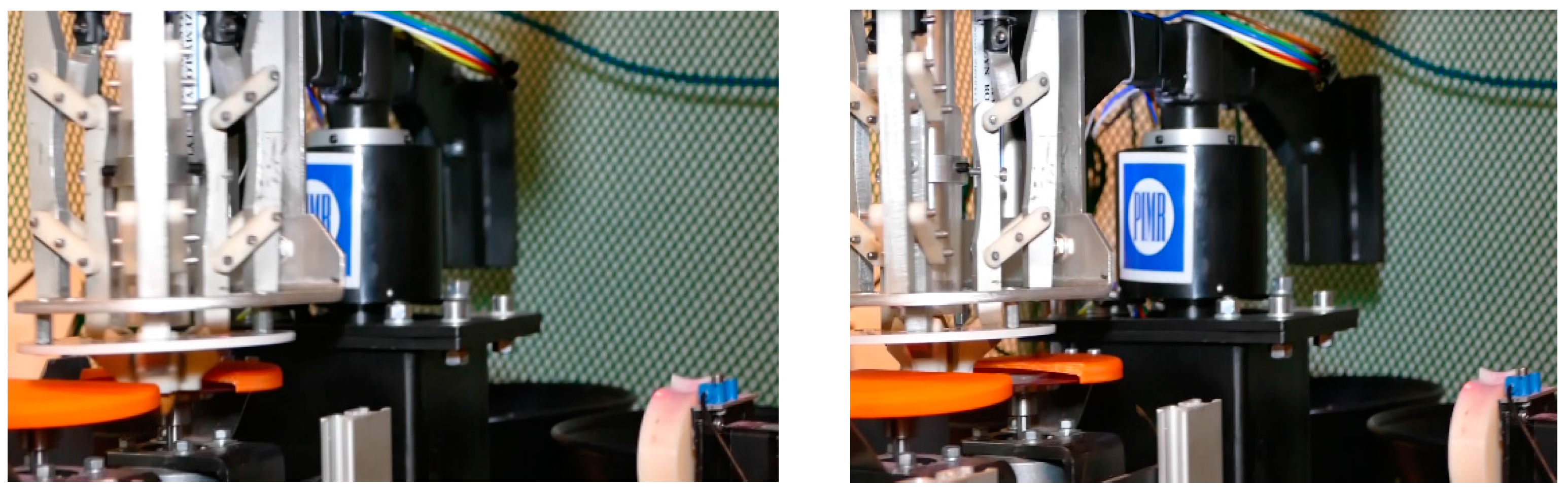
3.1.4. The Construction of the Scarification Unit of the Automatic Device
3.1.5. Results of the System Performance
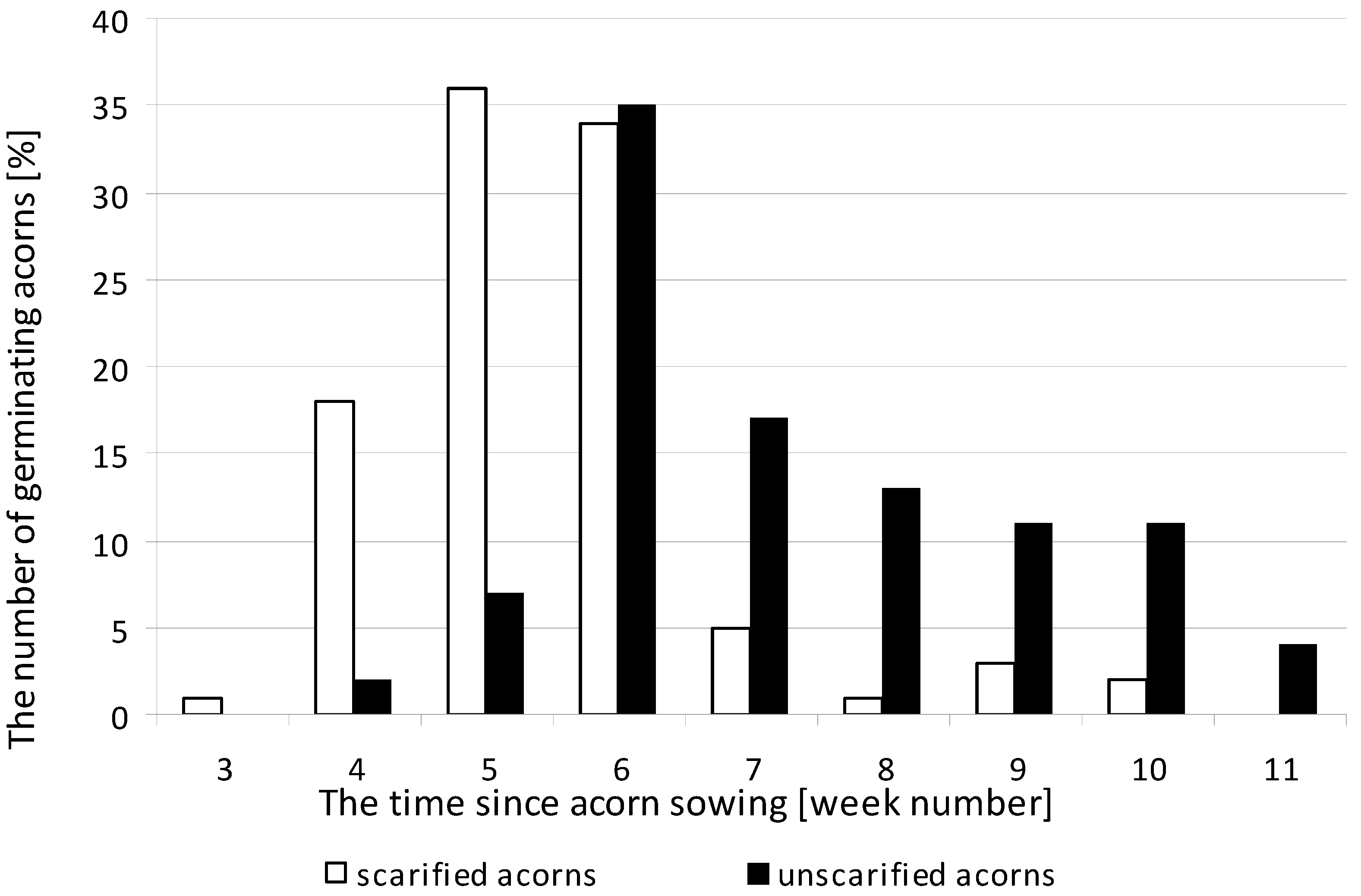
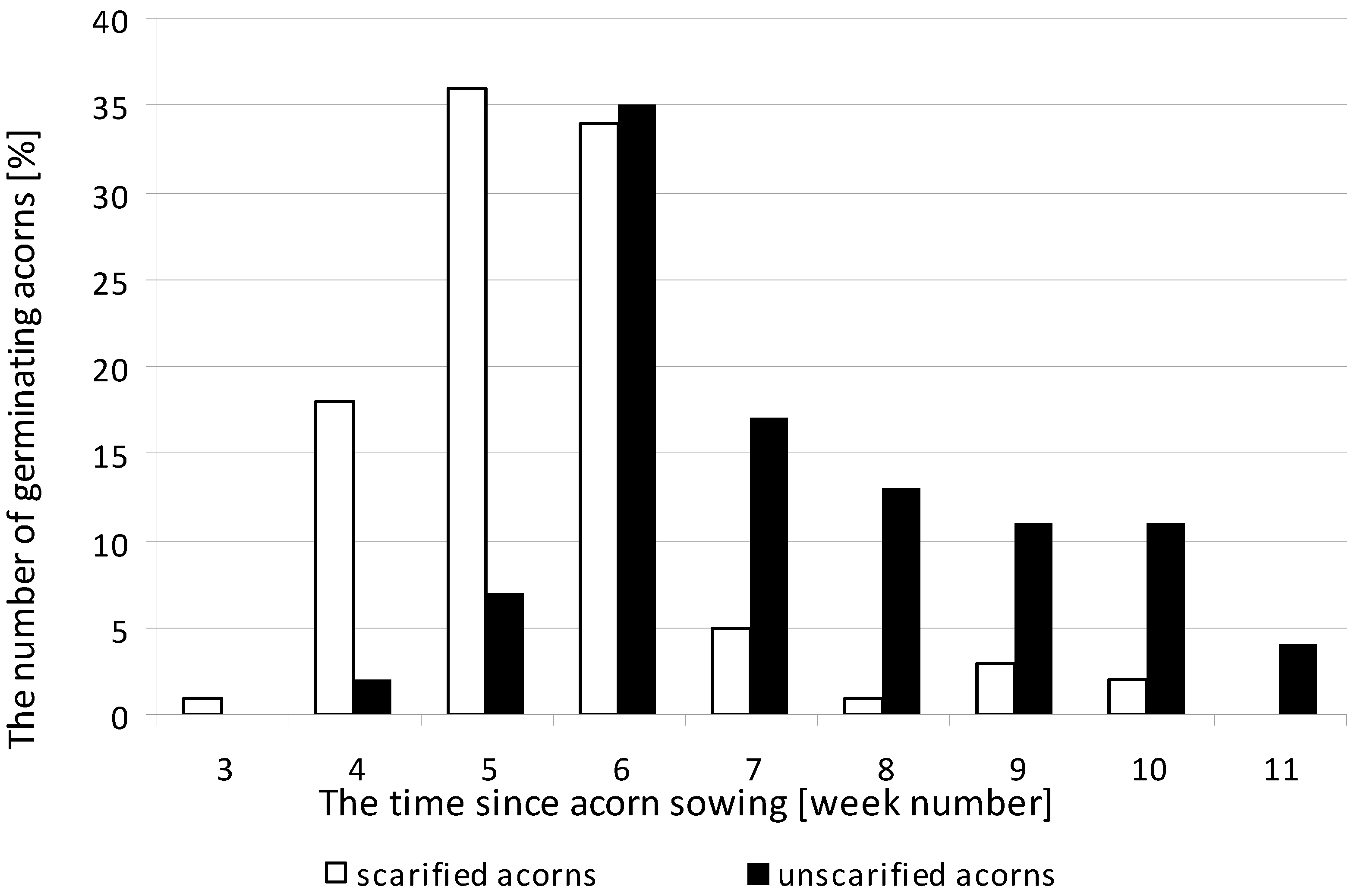
3.2. The Impact of Scarification on Seedling Quality
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Becla, A.; Czaja, S. Ekologiczne Podstawy Procesów Gospodarowania; Wydawnictwo Akademii Ekonomicznej: Wroclaw, Poland, 2002; p. 415. ISBN 83-7011-836-5. [Google Scholar]
- Franklin, S.E. Remote Sensing for Sustainable Forest Management; Lewis Publishers: Boca Raton, FL, USA, 2001; p. 407. [Google Scholar]
- Lindenmayer, D.B.; Margules, C.R.; Botkin, D.B. Indicators of Biodiversity for Ecologically Sustainable Forest Management. Conserv. Biol. 2000, 14, 941–950. [Google Scholar] [CrossRef]
- Jaworski, A. Hodowla Lasu. T. 1 Sposoby Zagospodarowania, Odnawianie Lasu, Przebudowa i Przemiana Drzewostanów; Powszechne Wydawnictwo Rolnicze i Leśne: Warszawa, Poland, 2011; p. 640. ISBN 978-83-09-01075-3. [Google Scholar]
- Centrum Informacyjne Lasów Państwowych. Zasady Hodowli Lasu; Centrum Informacyjne Lasów Państwowych: Warszawa, Poland, 2012; p. 72. ISBN 978-83-61633-65-5.
- Andrzejczyk, T. Dąb Szypułkowy i Bezszypułkowy: Hodowla; PWRiL: Warszawa, Poland, 2009; p. 328. ISBN 978-83-09-99017-8. [Google Scholar]
- Kühne, C.; Bartsch, N. Germination of acorns and development of oak seedlings (Quercus robur L.) following flooding. J. For. Sci. 2007, 53, 391–399. [Google Scholar]
- Bystrowski, C.; Wójcik, G. An attempt to use the insecticide class of neonicotinoids for the protection of acorns on the seed plantation of pedunculate oak (Quercus robur L.) in Leżajsk Forest District. Leśne Prace Badaw. 2009, 3, 271–275. (In Polish) [Google Scholar]
- Kantorowicz, W. Half century of seed years in major tree species in Poland. Silvae Genet. 2000, 49, 245–249. [Google Scholar]
- Knudsen, I.M.B.; Thomsen, K.A.; Jensen, B.; Poulsen, K.M. Effect of hot water treatment, biocontrol agents, disinfectants and a fungicide on storability of English oak acorns and control of the pathogen, Ciboria batschiana. For. Pathol. 2004, 1, 47–64. [Google Scholar] [CrossRef]
- Kormanek, M.; Banach, J.; Sowa, P. Effect of soil bulk density on forest tree seedlings. Int. Agrophys. 2015, 29, 67–74. [Google Scholar] [CrossRef]
- Suszka, B.; Muller, C.; Bonnet-Masimbert, M. The Seeds of Deciduous Forest Trees from Their Harvesting to Sowing; Wydawnictwo Naukowe PWN: Warszawa/Poznan, Poland, 2000; ISBN 83011-33430. (In Polish) [Google Scholar]
- Szabla, K.; Pabian, R. New Technologies and Techniques in the Container Nursery System; CILP: Warszawa, Poland, 2003; ISBN 8389-7448-05. (In Polish)
- Madsen, P.; Lof, M. Reforestation in southern Scandinavia using direct seeding of oak (Quercus robur L.). Forestry 2005, 1, 55–64. [Google Scholar] [CrossRef]
- Tylek, P.; Walczyk, J. Siewnik pneumatyczny do siewu punktowego bukwi. Sylwan 2011, 2, 138–144. [Google Scholar]
- Barzdajn, W. Wykorzystanie zmienności dębów w hodowli lasu. In Elementy Genetyki i Hodowli Selekcyjnej Drzew Leśnych, 1st ed.; Sabor, J., Ed.; CILP: Warszawa, Poland, 2006; pp. 231–240. ISBN 83-88478-21-4. [Google Scholar]
- Adamczyk, F.; Tylek, P.; Szczepaniak, J.; Szaroleta, M.; Walczyk, J.; Juliszewski, T.; Kiełbasa, P.; Tadeusiewicz, R.; Jabłoński, M.; Piłat, A. The automation of the scarification as a metod of refine sowable material. In Wybrane Zagadnienia Ekologiczne We Współczesnym Rolnictwie; Zbytek, Z., Ed.; PIMR: Poznan, Poland, 2017; pp. 75–84. ISBN 978-83-940788-8-1. (In Polish) [Google Scholar]
- Tylkowski, T. Przedsiewne Traktowanie Nasion Drzew, Krzewów, Pnączy i Krzewinek; CILP: Warszawa, Poland, 2016; p. 474. ISBN 978-83-63895-19-8.
- Grzesik, M.; Janas, R.; Górnik, K.; Romanowska-Duda, Z. Biologiczne i fizyczne metody stosowane w produkcji i uszlachetnianiu nasion. J. Res. Appl. Agric. Eng. 2012, 57, 147–152. [Google Scholar]
- Giertych, M.J.; Suszka, J. Consequences of cutting off distal ends of cotyledons of Quercus robur acorns before sowing. Ann. For.Sci. 2011, 68, 433–442. [Google Scholar] [CrossRef]
- Francisco, G.C.; Jordán, E.M.; Eustaquio, G.P. Influence of cotyledon removal on early seedling growth in Quercus robur L. Ann. For. Sci. 2003, 60, 69–73. [Google Scholar] [CrossRef]
- Bednarz, B. Zależności pomiędzy wielkością nasion a dystrybucją biomasy u siewek dębu szypułkowego (Quercus robur L.) i czerwonego (Quercus rubra L.). Zesz. Naukowe Akad. Rol. Krak. Leśnictwo 1998, 27, 33–47. [Google Scholar]
- Jabłoński, M.; Tylek, P.; Walczyk, J.; Tadeusiewicz, R.; Piłat, A. Colour-Based Binary Discrimination of Scarified Quercus robur Acorns under Varying Illumination. Sensors 2016, 16, 1319. [Google Scholar] [CrossRef] [PubMed]
- Tadeusiewicz, R.; Tylek, P.; Adamczyk, F.; Kiełbasa, P.; Jabłoński, M.; Bubliński, Z.; Grabska-Chrząstowska, J.; Kaliniewicz, Z.; Szczepaniak, J.; Juliszewski, T.; et al. Assessment of selected parameters of the automatic scarification device as an example of a device for sustainable forest management. Sustainability 2017. [Google Scholar] [CrossRef]
- Grzelczak, A. Projektowanie Procesów Pracy; Wyd. Politechniki Poznańskiej: Poznan, Poland, 2013. [Google Scholar]
- Wyrwicka, M.; Grzelczak, A. Audyt Personalny; Wyd. Politechniki Poznańskiej: Poznan, Poland, 2010. [Google Scholar]
- Drążkiewicz, A. Metoda Normatywów Elementarnych MTM-1; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 1972; p. 246. [Google Scholar]
- Przybyło, J.; Jabłoński, M.; Pociecha, D.; Tadeusiewicz, R.; Piłat, A.; Walczyk, J.; Kiełbasa, P.; Szczepaniak, J.; Adamczyk, F. Application of model-based design in algorithms’ prototyping for experimental acorn scarification rig. J. Res. Appl. Agric. Eng. 2017, 62, 166–170. [Google Scholar]
- Pawlik, P.; Jabłoński, M.; Bubliński, Z.; Tadeusiewicz, R.; Walczyk, J.; Tylek, P.; Juliszewski, T.; Adamczyk, F. Use of Harris detector for determination of orientation of acorns in the process of automated scarification. J. Res. Appl. Agric. Eng. 2017, 62, 163–165. [Google Scholar]
- Guzik, A.; Michnik, R.; Rycerski, W. The estimation of rehabilitation Progress in patients with psychomotor diseases of upper limb based on modeling and experimental research. Acta Bioeng. Biomech. 2006, 8, 79–87. [Google Scholar]
- Tejszerska, D.; Świtoński, E.; Gzik, M. Biomechanika Narządu Ruchu Człowieka; Wydawnictwo Naukowe Instytutu Technologii Eksploatacji—PIB: Radom, Poland, 2011. [Google Scholar]
- Van Andel, C.J.; Wolterbeek, N.; Doorenbosch, C.A.M.; Veeger, D.; Harlaar, J. Complete 3D kinematics of upper extremity functional tasks. Gait Posture 2008, 27, 120. [Google Scholar] [CrossRef] [PubMed]
- Łopatka, M.; Guzik-Kopyto, A.; Michnik, R.; Rycerski, W. Badania antropometryczne kończyny górnej oraz pomiar siły ścisku dłoni i kciuka. Aktual. Probl. Biomech. 2012, 6, 93–98. [Google Scholar]
- Vallejo-Marin, M.; Dominguez, CA.; Dirzo, R. Simulated seed predation reveals a variety of germination responses of neotropical rain forest species. Am. J. Bot. 2006, 93, 369–376. [Google Scholar] [CrossRef] [PubMed]
- Suszka, B. Generative propagation. In Dęby (Quercus robur L.; Q. petraea (Matt.) Liebl.)—Nasze Drzewa Leśne; Bugała, W., Ed.; Bogucki Wydawnictwo Naukowe: Poznan, Poland, 2006; pp. 305–388. [Google Scholar]
- Finch-Savage, W.E.; Clay, H.A. Water relations of germination in the recalcitrant seeds of Quercus robur L. Seed Sci. Res. 1994, 4, 315–322. [Google Scholar] [CrossRef]
- Zajączkowski, K. Robinia Akacjowa Jako Roślina Energetyczna. Wokół Energetyki 2007, 10, 30–33. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Characteristics | Length (mm) | Width/Thickness (mm) | Mass (g) |
|---|---|---|---|
| 32.6 ± 2.82 | 17.4 ± 1.41 | 6.05 ± 1.36 |
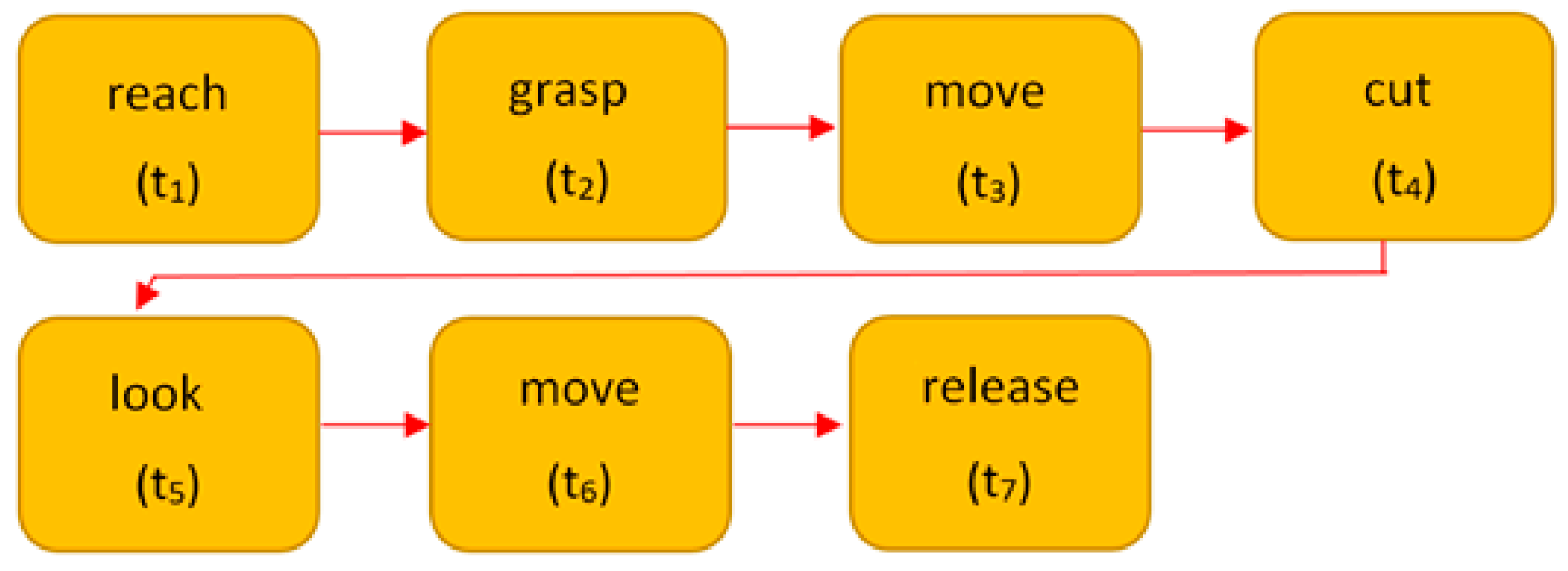
| Determination of Activity Duration | Operation Time (mm) | |
|---|---|---|
| Theoretically (TMU) | Theoretically (TMU) | |
| t1 | 16.8 | 0.397 |
| t2 | 7.3 | 0.103 |
| t3 | 20.1 | 0.540 |
| t4 | 10.6 | 0.696 |
| t5 | 7.3 | 0.411 (good) |
| 0.541 (bad) | ||
| t6 | 20.1 | 0.311 |
| t7 | 2.0 | 0.086 |
| Total | 84.2 | 2.544 (good) |
| 2.677 (bad) | ||
| Seed Preparation Variant | Root Neck Diameter (mm) | Shoot Length (cm) | Root Length (cm) | Dry Mass of Shoot (g) | Dry Mass of Roots (g) |
|---|---|---|---|---|---|
| Scarified | 6.36 ± 1.44 | 21.34 ± 7.01 | 17.24 ± 0.63 | 1.37 ± 0.75 | 5.22 ± 2.50 |
| Unscarified | 7.77 ± 1.29 | 20.91 ± 6.46 | 17.13 ± 1.45 | 1.12 ± 0.66 | 4.06 ± 2.13 |
| Seed Preparation Variant | Mean Leaf Area (cm2) | Total Leaf Area (cm2) | Leaf Length (cm) | Leaf Width (cm) | Dry Mass of Leaves (g) |
|---|---|---|---|---|---|
| Scarified | 13.98 ± 0.20 | 43.50 ± 2.66 | 6.80 ± 0.05 | 3.18 ± 0.03 | 1.166 ± 0.037 |
| Unscarified | 15.19 ± 0.19 | 52.60 ± 2.41 | 7.09 ± 0.04 | 3.37 ± 0.02 | 0.985 ± 0.026 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tadeusiewicz, R.; Tylek, P.; Adamczyk, F.; Kiełbasa, P.; Jabłoński, M.; Pawlik, P.; Piłat, A.; Walczyk, J.; Szczepaniak, J.; Juliszewski, T.; et al. Automation of the Acorn Scarification Process as a Contribution to Sustainable Forest Management. Case Study: Common Oak. Sustainability 2017, 9, 2276. https://doi.org/10.3390/su9122276
Tadeusiewicz R, Tylek P, Adamczyk F, Kiełbasa P, Jabłoński M, Pawlik P, Piłat A, Walczyk J, Szczepaniak J, Juliszewski T, et al. Automation of the Acorn Scarification Process as a Contribution to Sustainable Forest Management. Case Study: Common Oak. Sustainability. 2017; 9(12):2276. https://doi.org/10.3390/su9122276
Chicago/Turabian StyleTadeusiewicz, Ryszard, Paweł Tylek, Florian Adamczyk, Paweł Kiełbasa, Mirosław Jabłoński, Piotr Pawlik, Adam Piłat, Józef Walczyk, Jan Szczepaniak, Tadeusz Juliszewski, and et al. 2017. "Automation of the Acorn Scarification Process as a Contribution to Sustainable Forest Management. Case Study: Common Oak" Sustainability 9, no. 12: 2276. https://doi.org/10.3390/su9122276
APA StyleTadeusiewicz, R., Tylek, P., Adamczyk, F., Kiełbasa, P., Jabłoński, M., Pawlik, P., Piłat, A., Walczyk, J., Szczepaniak, J., Juliszewski, T., & Szaroleta, M. (2017). Automation of the Acorn Scarification Process as a Contribution to Sustainable Forest Management. Case Study: Common Oak. Sustainability, 9(12), 2276. https://doi.org/10.3390/su9122276