1. Introduction
Japan’s automobile industry has made a huge impression; it is ranked very highly in terms of key export products and makes a remarkable contribution to Japan’s core economy. Japanese automakers craft better quality products with fewer defects and have the world’s highest reputation. The country is home to leading manufactures that have introduced highly competitive cars with advanced hybrid and fuel-saving technologies, namely Toyota, Honda, Daihatsu, Nissan, Suzuki, Isuzu,
etc. [
1]. Automobile manufacturing is an integrated industry because it relies on many supporting industries, referred to as automobile system suppliers, in order to produce a diversity of materials and components. Auto-related industries employed a total of 5.5 million people in 2014, covering an extremely wide range of industries from materials supply and vehicle production to sales, servicing, and freight shipping [
2].
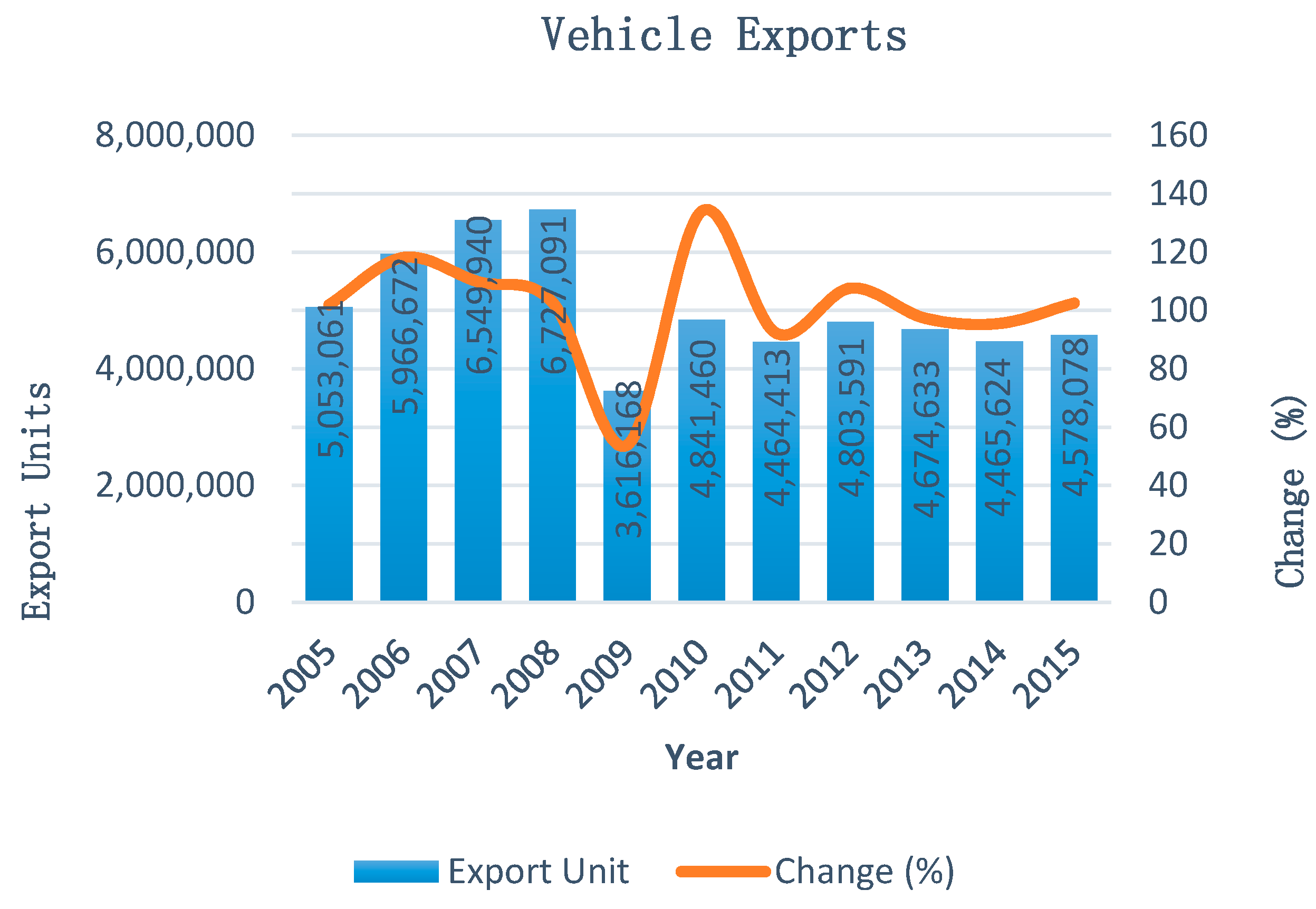
Japan is the third largest automobile producer in the world, with export of motor vehicles recorded at 4,578,078 units, a 49.3% share of the total manufacturing volume in 2015—and this is a production increase after two years of downturn [
3]. However, annual vehicle sales in Japan today are lower than they were 10 years ago, suggesting a saturated domestic market and a backdrop of long-term economic problems.
Figure 1 gives a complete picture of motor vehicle exports over the past decade; it reflects the automotive industry’s fluctuation, strongly affected by global economic crisis during 2008–2010 [
2]. Most companies today are still struggling to climb out of the trough of recession in order to retain market share and not be surpassed by other emerging economies such as the Chinese and Indian automobile industries [
4,
5]. Japan’s past successes and current challenges are most apparent in the nation’s automakers, so the country has accordingly attracted the attention of many researchers, both academicians and practitioners, as the economic situation can have serious implications on the further development of the automobile industry [
6,
7,
8].
During the stagnation of the Japanese economy for over a decade, Toyota Motor Company retained about 50% of its global production in Japan and ranked as the world’s most successful automaker, totally outperforming its competitors in terms of quality products and reliable services by applying lean production [
9,
10]. Lean manufacturing has been used in a variety of industries as a creative method that eliminates waste while increasing productivity [
11,
12]. Companies can predict short supply lines based on a lean method that delivers small batches of components to the assembly line steadily without interruption [
13]. Lean manufacturing provides ideas for companies to solve problems and correct product specifications as required. This business model helps automakers reduce inputs and assembly costs, and produce better quality products. Today’s leading companies like Toyota, Ford, Dell, and FedEx are creating their business models based on lean thinking and are gaining significant benefits that continue to enhance their success in the global market [
14,
15].
As an extension of the Japanese automobile industry, the auto parts industry depends on consumer demand for vehicles in order to succeed. The automotive industry crisis of 2008–2010 was a part of a global recession; it seriously affected automakers and their supply chains. Production cuts by automakers caused severe challenges for auto part manufacturers. After the influence of the financial downturn and decline of sales, industry analysts had suggested that suppliers should run at least 80% capacity compared to original production in order to make a profit; in fact, they only reached 50%–60% production capacity in 2009 [
16]. Many companies have faced serious problems of excess labor, overcapacity, scarce resources, and the rising cost of input. In order to cope with these issues, most firms are required to further restructure operations and downsize product lines. However, the renewal process for an industry is never easy, and might be affected by internal innovation capability and external linkage according to automakers’ requirements and different viewpoints in today’s fiercely competitive globalized world.
As an original equipment manufacturer (OEM), Sumi-Hanel, the wiring system supplier for Japanese automakers, faced lots of difficulties during the automobile industry crisis and Japan’s recession. The reduction in sales demand made many conveyors run at low production. In order to eliminate the waste of human resource and production costs, two conveyors were combined into one. However, the combination meant the average efficiency in 2009 was only 80%. This means that efficiency dropped by 15% compared to the previous year, according to the report of the Department of Engineering. Sumi-Hanel has focused on improving production by applying the lean manufacturing model for many years; however, lean tools seem to be not scientific enough to find and solve realistic problems of inefficient factors. TRIZ methodology has been applied in many automobile companies in various sections of manufacturing activities. However, each sector is always impacted by excess production costs. Therefore, this research employs the application by combining TRIZ and lean manufacturing to achieve cost improvement and technical innovation by using TRIZ methodology under lean manufacturing concepts to find all problems occurring in every assembly line. Finally, replacing the assembly board was investigated as the main reason. This paper defines the problem existent in the replacing assembly board using the Function and Attribute Analysis (FAA) model, then engages the contraction matrix and inventive principle to find and solve problems, which enhances the production efficiency for the firm by reducing use in the manufacturing process and ensuring the highest standards of quality and safety of auto parts.
TRIZ was developed in 1946 by Altshuller, a Russian scientist who initiated the theory of inventive problem solving [
17]. It is an effective method for analyzing problems and developing innovative solutions. TRIZ has the ability to not only be prepared for methods, but also to create them. Firstly, the paper proposes an innovative approach that integrates TRIZ into lean concepts to apply to manufacturing processes in the automotive industry. Finally, this research provides a valued method for managers with regards to manufacturing performance, along with insight into the best pathways for companies to improve the sustainable manufacturing by using TRIZ and lean manufacturing. The aim of this study is to provide an integrated TRIZ approach into lean thinking to generate innovative solutions for the automobile supplier, reduce the time of changing board, and drive costs down for setting up new conveyors. Sumi-Hanel, a supplier of Japanese automobile parts, was taken as an example. The goal of the research is to minimize the waste time in replacing the assembly board and increase productivity. Inventive principles and a contradiction matrix were used in this study as the concept of innovative system analysis. The scope of this research focuses on improving productivity. Therefore, the authors only compare the results before and after improvement. This is just the first step of improvement. However, continuously enhancing productivity for sustainable development is necessary by applying more methods in the future.
The rest of this paper is organized as follow.
Section 2 begins with background, introducing lean manufacturing and giving a general overview of TRIZ.
Section 3 presents a case study and discussion. Some conclusions are made in
Section 4.
3. Case Study and Discussion
3.1. Case Study
The aim of this study is to investigate wasted time and inefficiencies in manufacturing systems, such as has occurred in many automobile companies in the past decade. This cannot be attained without taking into account specific issues in an individual company, especially for OEM companies, which often drive up the cost of finished products through unnecessary factors. Therefore, this study employs the example of Sumi-Hanel wiring system supplier in order to focus on improving the production efficiency of the replacing assembly board and accelerating manufacturing lines in general. Through an explorative case study and the methods given in previous section, the paper will be a good foundation for other companies in the same industry that plan to improve their productivity by applying a combined TRIZ and lean manufacturing approach. The findings of this study may be helpful for upcoming research in the area of sustainable manufacturing. Despite the effectiveness of this innovative approach, it is not easy to achieve success by combined TRIZ and lean manufacturing processes if companies only focus on tools and methods but overlook what problems might appear in the course of manufacturing. The truth is that one successful case might not be generalized to the overall industry. However, this exploration could be a new direction for solving this kind of industrial problem.
The Japanese have a strong foothold in the automobile industry and they are pioneers in establishing external bases for automotive and auto-supporting industries. In order to make the results as effective as possible, this paper selects the Sumi-Hanel Wiring System Co., Ltd. located in Hanoi, Vietnam, is Japan’s OEM automobile largest supplier, which manufactures wiring system products such as engine wiring systems, floor wiring systems, door wiring systems, and panel wiring systems for Suzuki, Toyota, and Daihatsu cars. The quantity of conveyors and customers are shown in
Table 2.
3.1.1. Assembly Flowchart
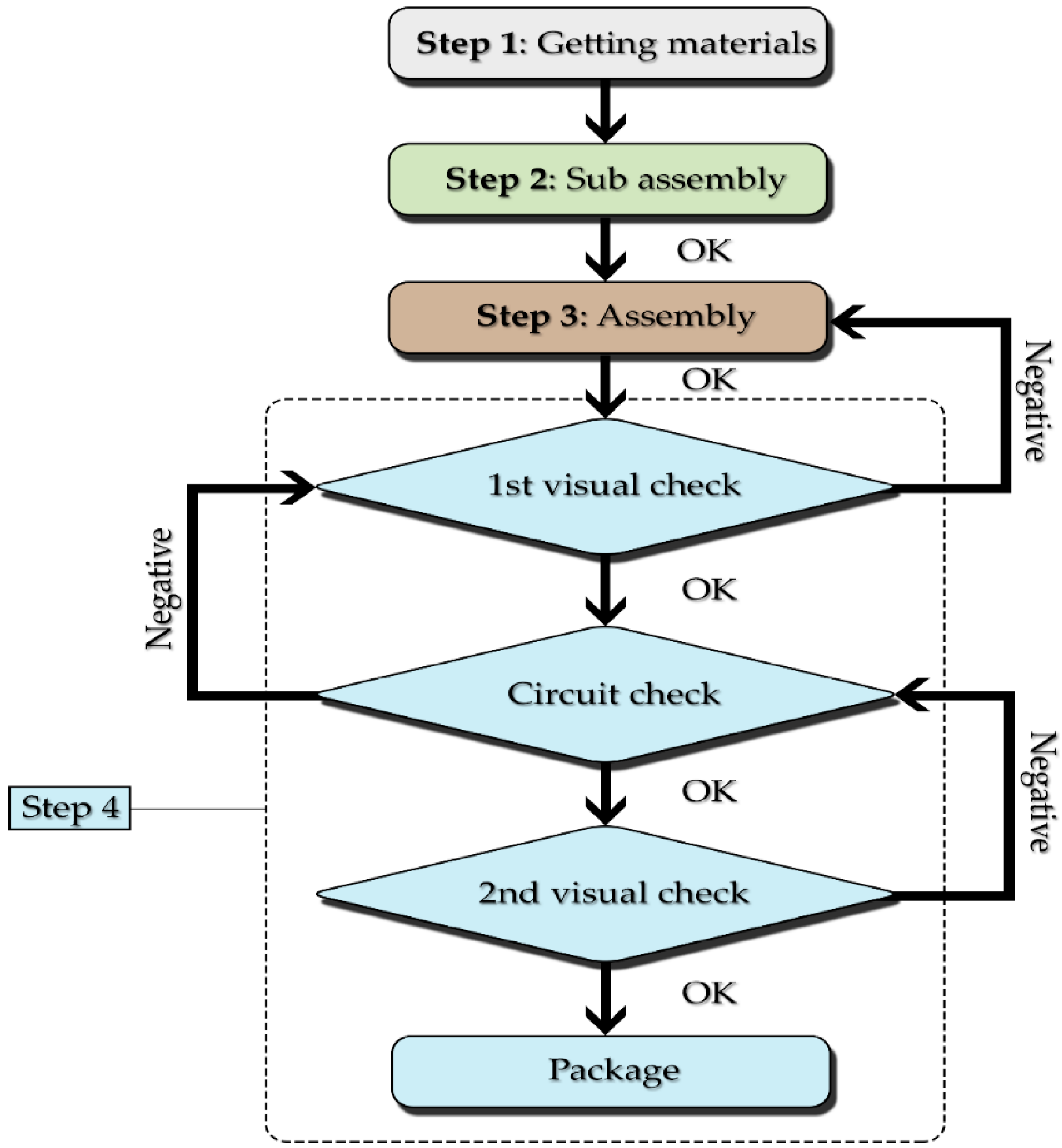
The assembly flow chart is shown in
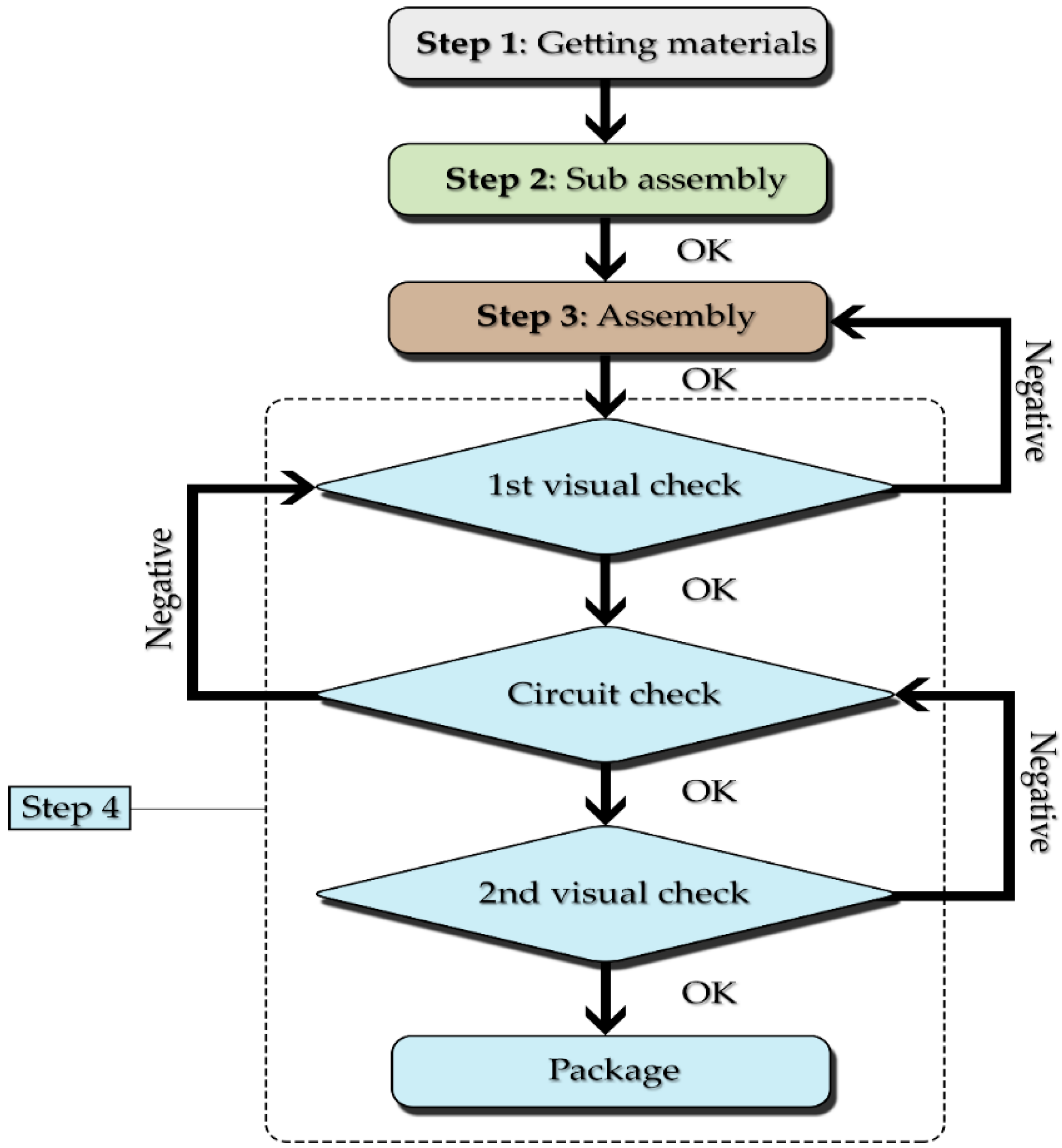
Figure 5.
Assembly tasks start with getting materials and wires from the material coordinator section, and the cutting and crimp section. Materials include connectors, clamps, clips, vinyl tubes, and poly vinyl chloride (PVC) sheets. Wires include single wire, shield wire, and twisted wire. These wires are cut and crimped terminals.
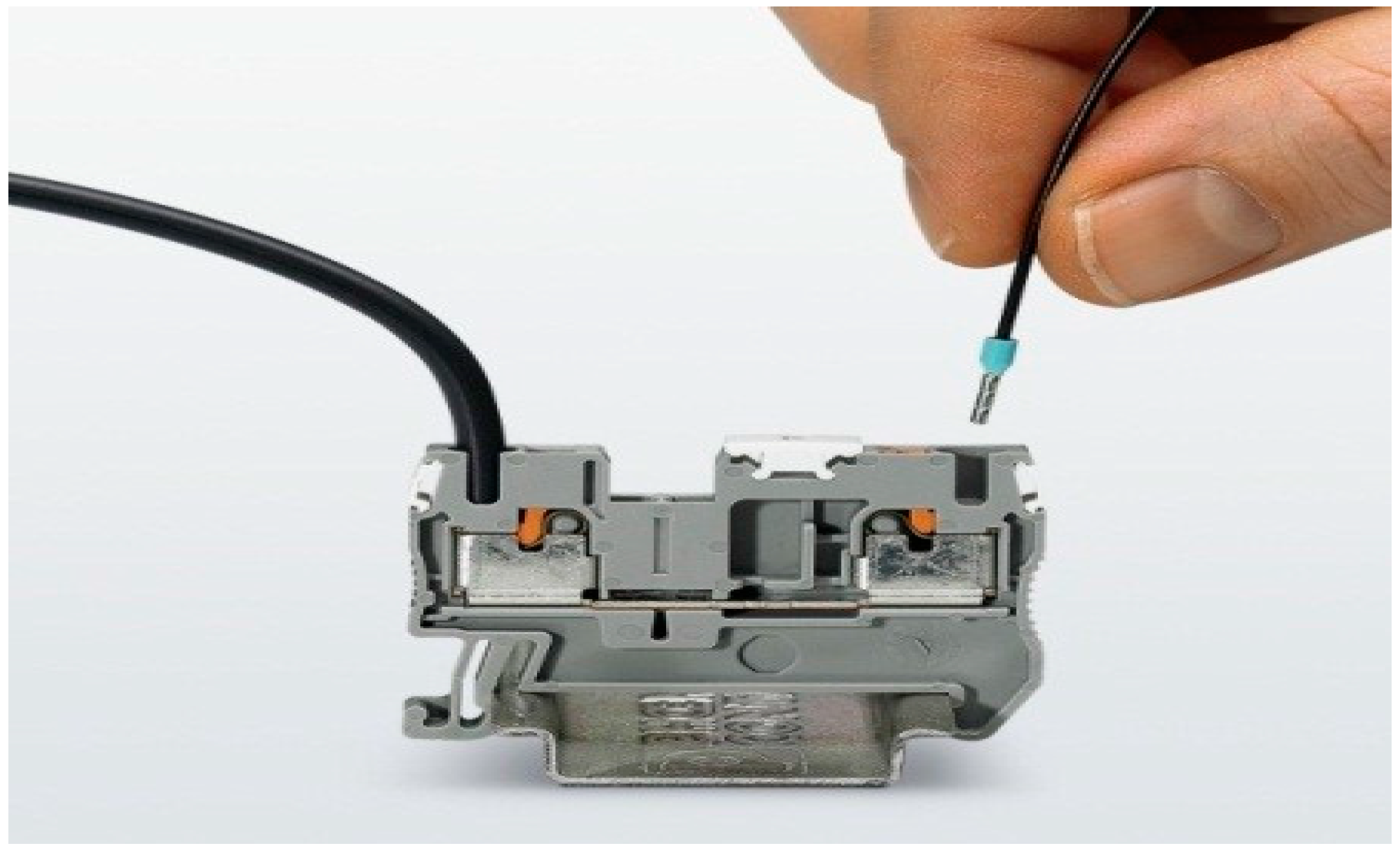
In this step, operators directly insert the terminals of wires into connectors and press them gently into the slots as shown in
Figure 6.
Step 3: On assembly manufacturing lines, operators manually attach clamps, PVC sheets, and vinyl tubes and tape the wires together as shown in
Figure 7.
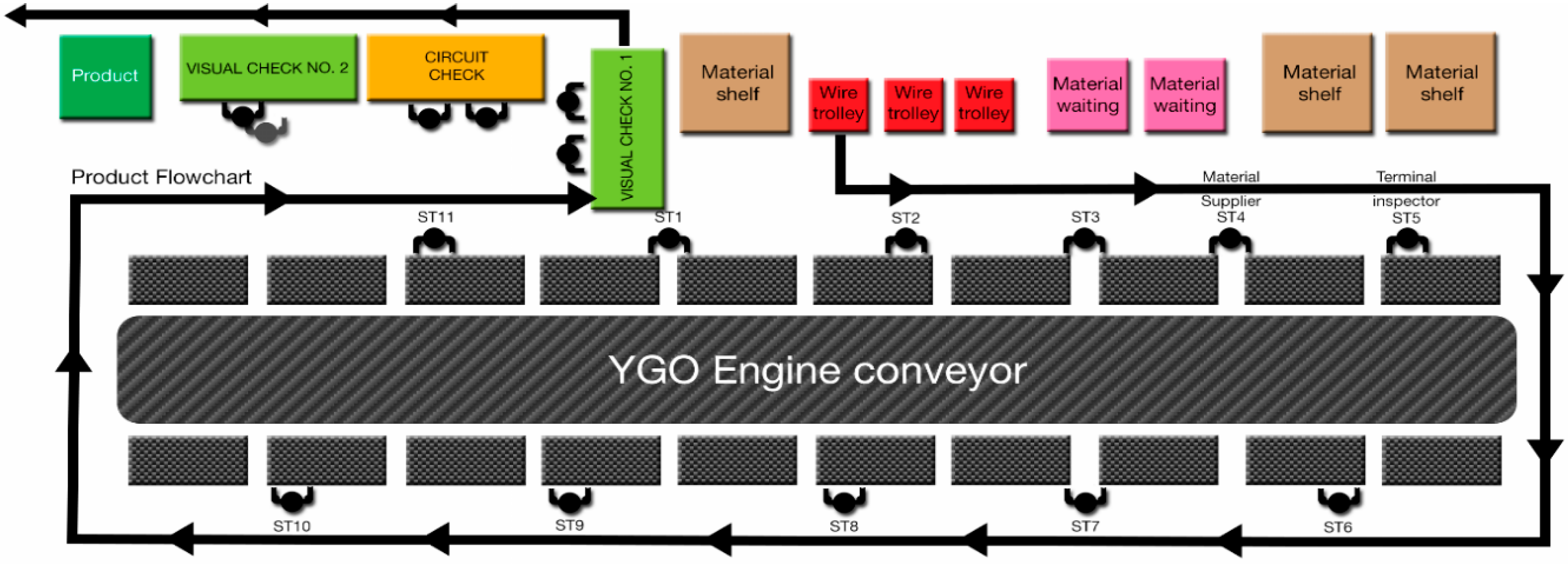
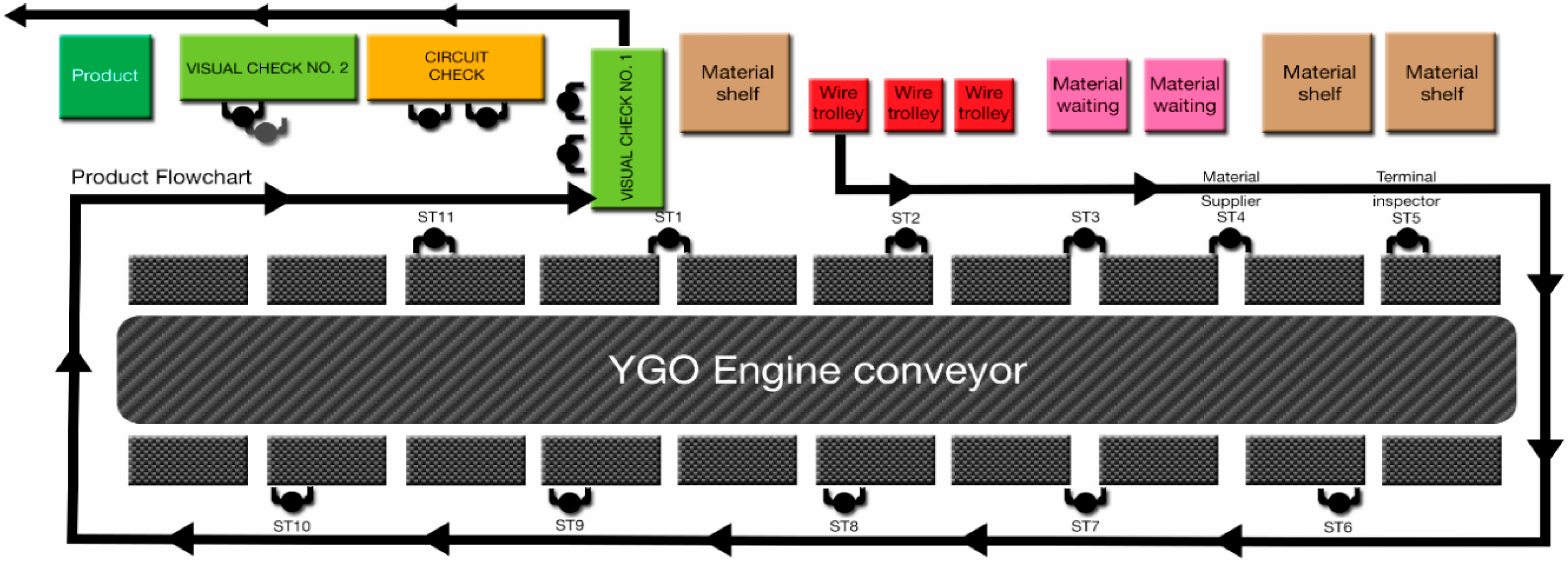
The quantity and quality of each assembly board in the manufacturing lines are based on the characteristics of products; all aim to eliminate the sources of defects and errors in all processes. For example, there are only 10 frames in a long conveyor of floor wiring systems, whereas an engine size is short and contains 20 frames in a conveyor. The layout of an assembly conveyor is shown in
Figure 8, which introduces the layout of YGO engine conveyor. In one engine conveyor, the first five operators start to work from station 1 to station 5, which has responsibility for laying out sets of wires on the board and inserting the waiting terminals into the connectors. To continue the line, the main assembly tasks are implemented by six final operators from station 6 to station 11. At these stations, the operators attach the clamp, fix the tape, bind the tape, thread the grommet,
etc.In this step, lean manufacturing concepts are applied to raise the quality level. After all the assembly steps are done, products must be checked by six inspectors in order to ensure the quality according to automakers’ standards. At the first visual checkpoint, two inspectors check the dimensions and color of the products by comparing with a master product. Two other inspectors undertake the circuit check; the use of other design currents for all the circuits has been determined, and it is necessary to check that the limitation on voltage drops is met. The products are checked one last time before packing at the second visual checkpoint. These inspectors must re-check the components to make sure the terminals and connectors are not broken after the previous steps and the packing boxes are clean and clear.
3.1.2. Flexible Assembly
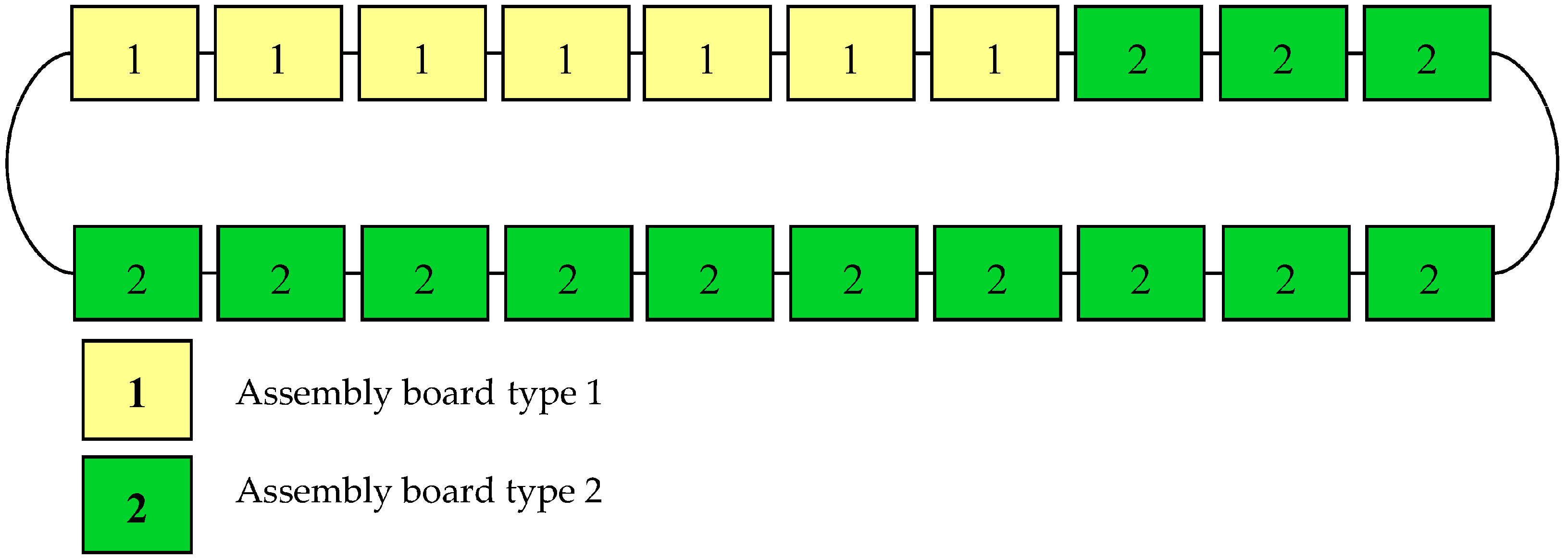
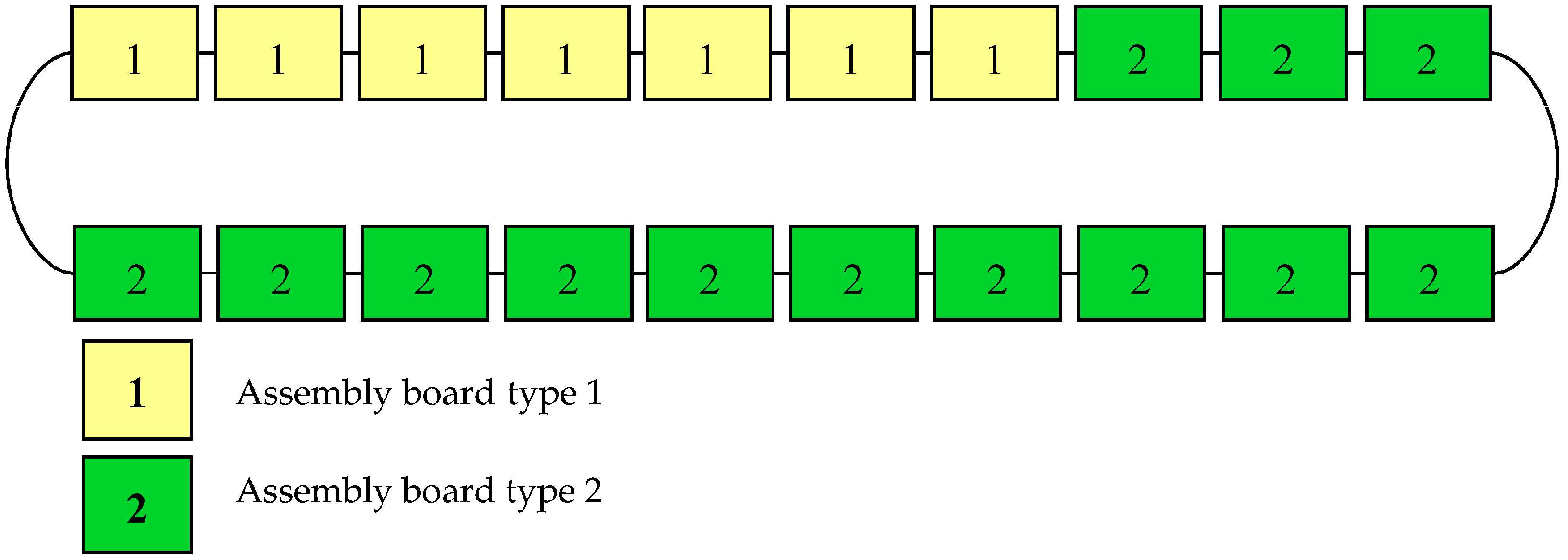
The production organization is based on the product specifications. If there is only one model of product in the conveyor, the production is continuous and simple. What happens when one conveyor has several products? The production is more complex. It is crucial to analyze a system and define the harmful, insufficient, and excessive relationships among them. Several types of board are required and it sometimes takes time to change the board. In this paper, the Suzuki engine conveyor was taken as an example. There are five product models in this conveyor: 36065-65K00, 36065-65K30, 36065-65K40, 36065-65KA0, and 36065-65KC0. This conveyor has two types of board:
Type 1 is used for 36065-65K00, 36065-65K30, and 36065-65K40. There are 10 boards in this type.
Type 2 is used for 36065-65KA0 and 36065-65KC0. There are 20 boards in this type.
There are two type of assembly board.
Figure 9 shows that there are only 20 frames in one round conveyor and each frame can only bring one board. Therefore, 20 boards are used at the same time and 10 boards are always in the waiting area.
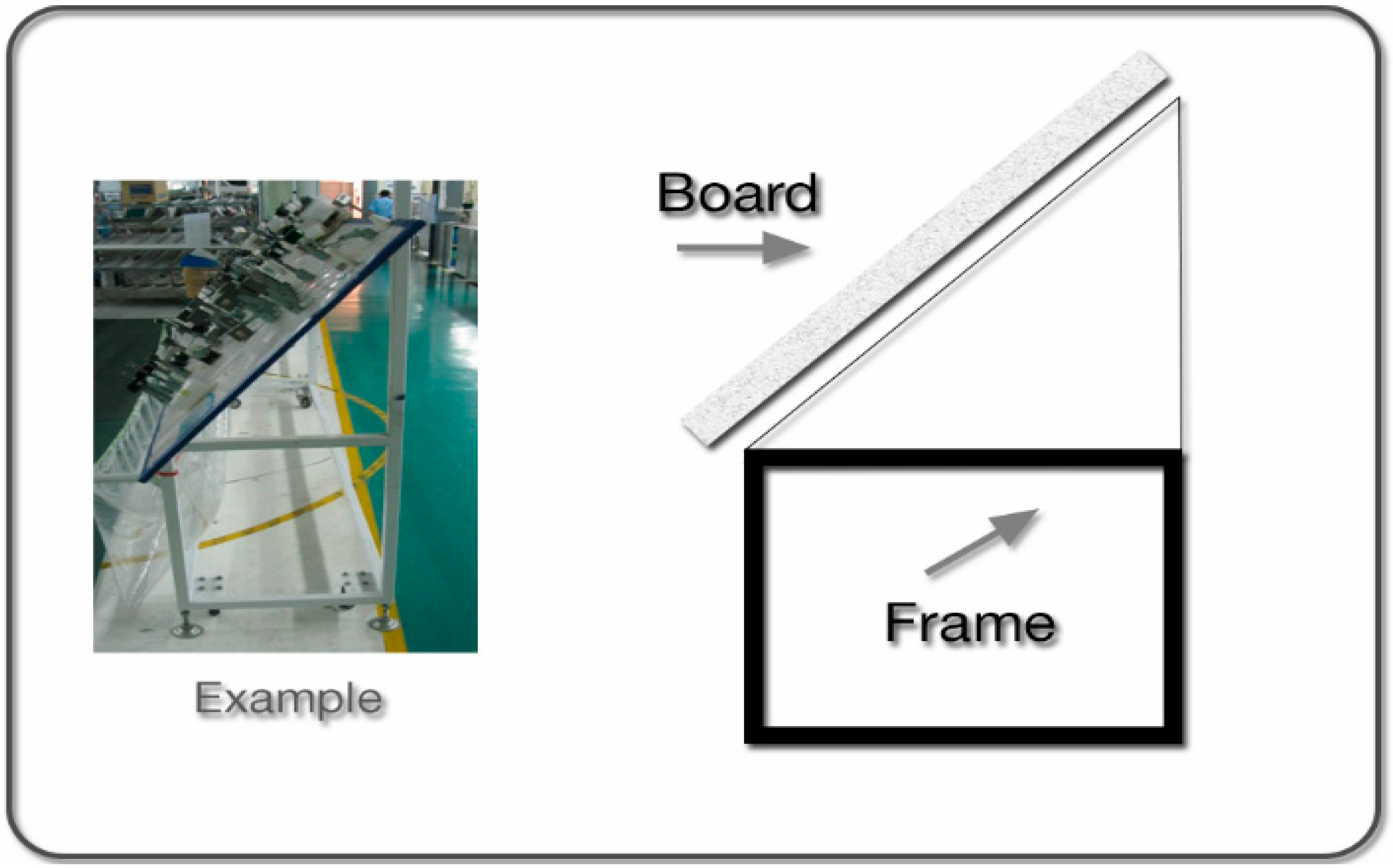
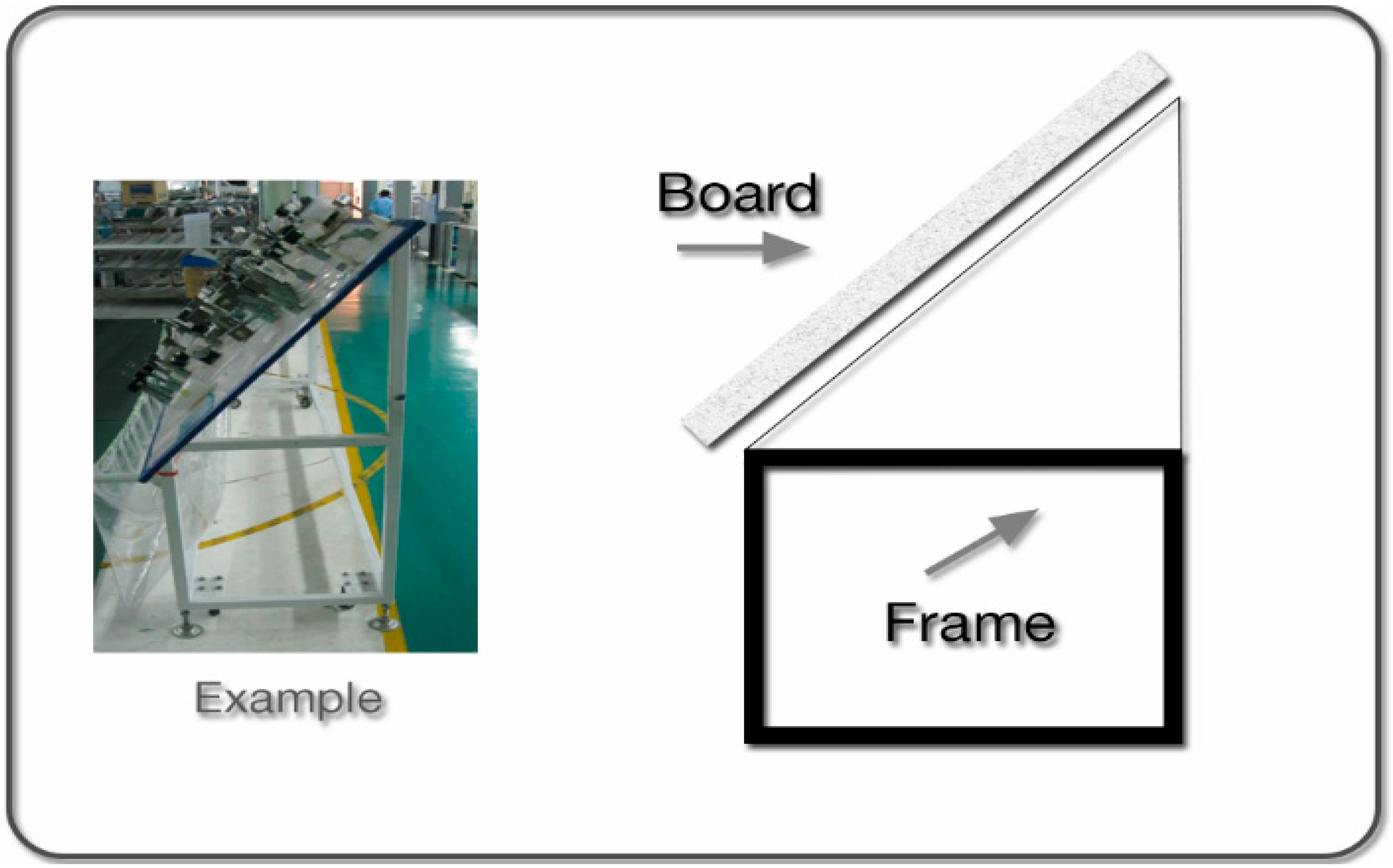
Figure 10 shows a schematic illustration of the board and frame structure. In order to complete the assembly schedule shown in
Table 3, the board ratio is changed daily by the leader; this example is for November.
According to the schedule shown in
Table 3, boards need to be replaced as follow:
On 18 November, seven boards must be replaced.
On 19 November, seven boards must be replaced.
On 21 November, three boards must be replaced.
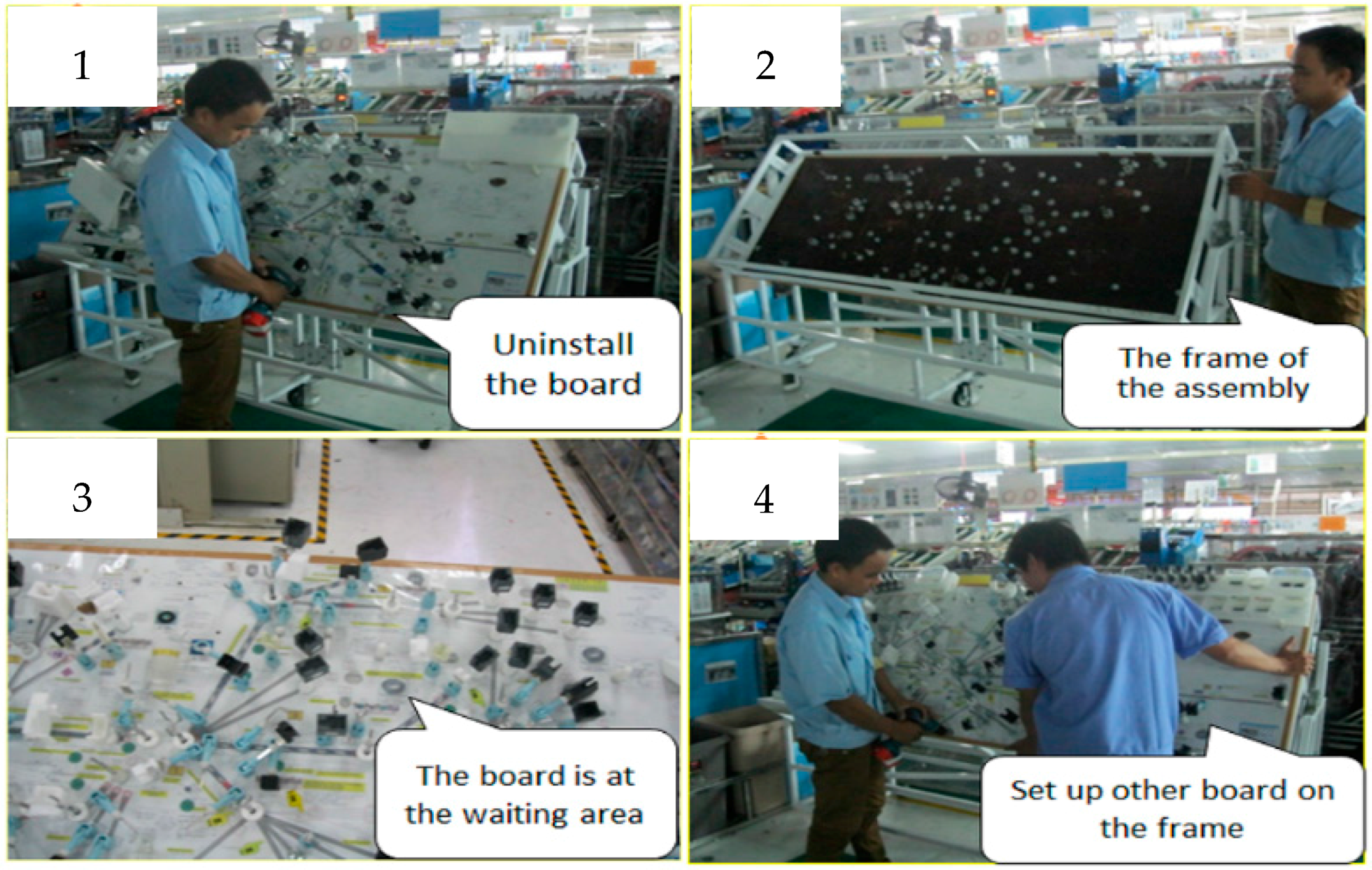
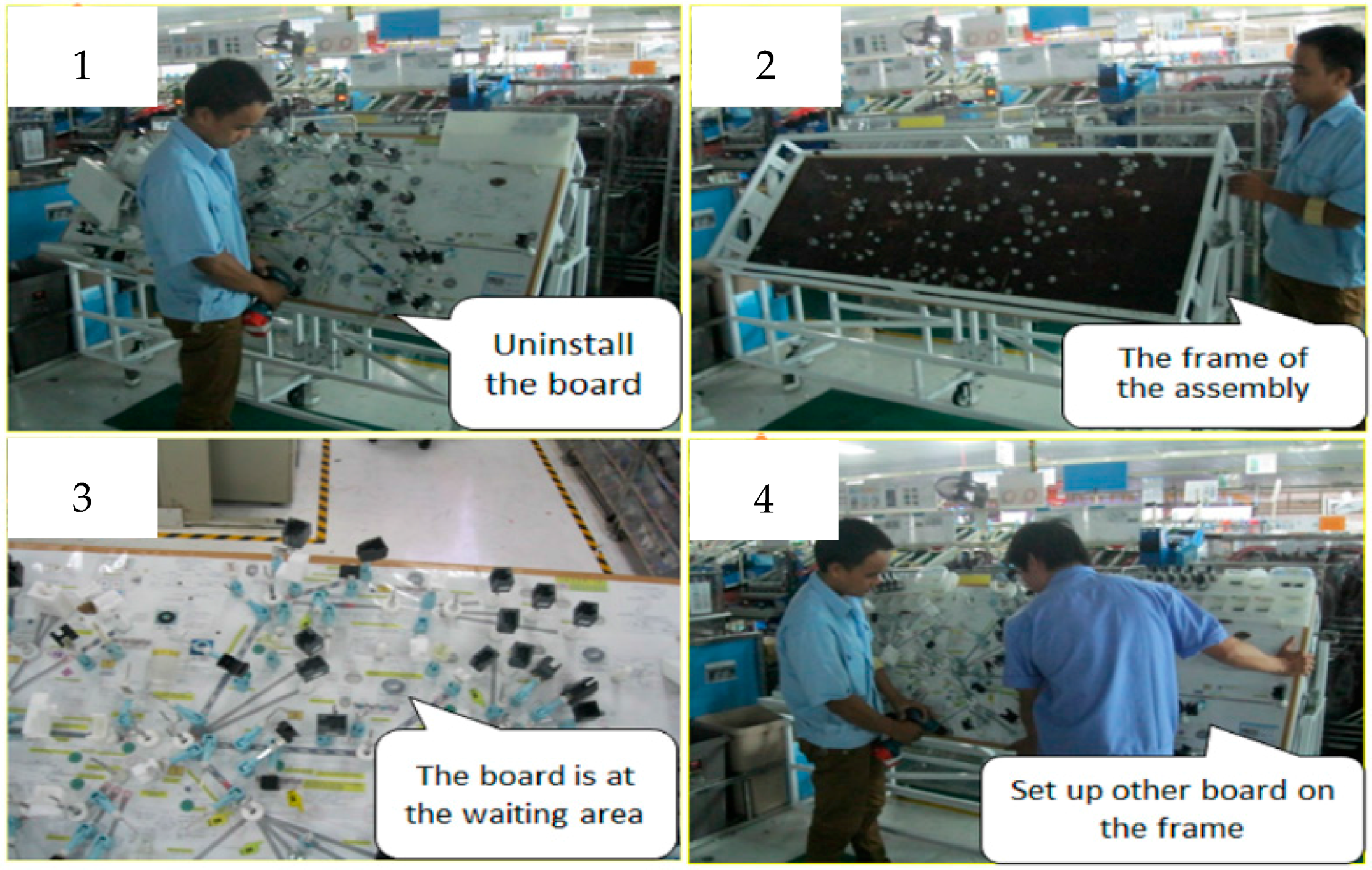
Therefore, 17 boards were replaced in total within a week. Four steps are required to replace the assembly board: the replacing of the old board, preparation of the assembled frame, setting up another board on the frame, and finally storing the boards in awaiting area, as shown in
Figure 11. The minimum required time of replacement for each board is 15 min; therefore it takes 255 min in total to replace 17 boards. At the same time, 153 products could be made in 15,300 s if 100 s are assumed to complete one product. In order to complete 500 products per day, the operators must work overtime. Sumi-Hanel has 28 conveyors, so several kind of boards are used on one conveyor with different kinds of products. The more types of board that are used, the more complex the conveyors are, which makes it difficult to control the quality of products.
Table 4 gives a summary of product types and board types in the Sumi-Hanel system, given by the internal department of production engineering.
3.2. Definition
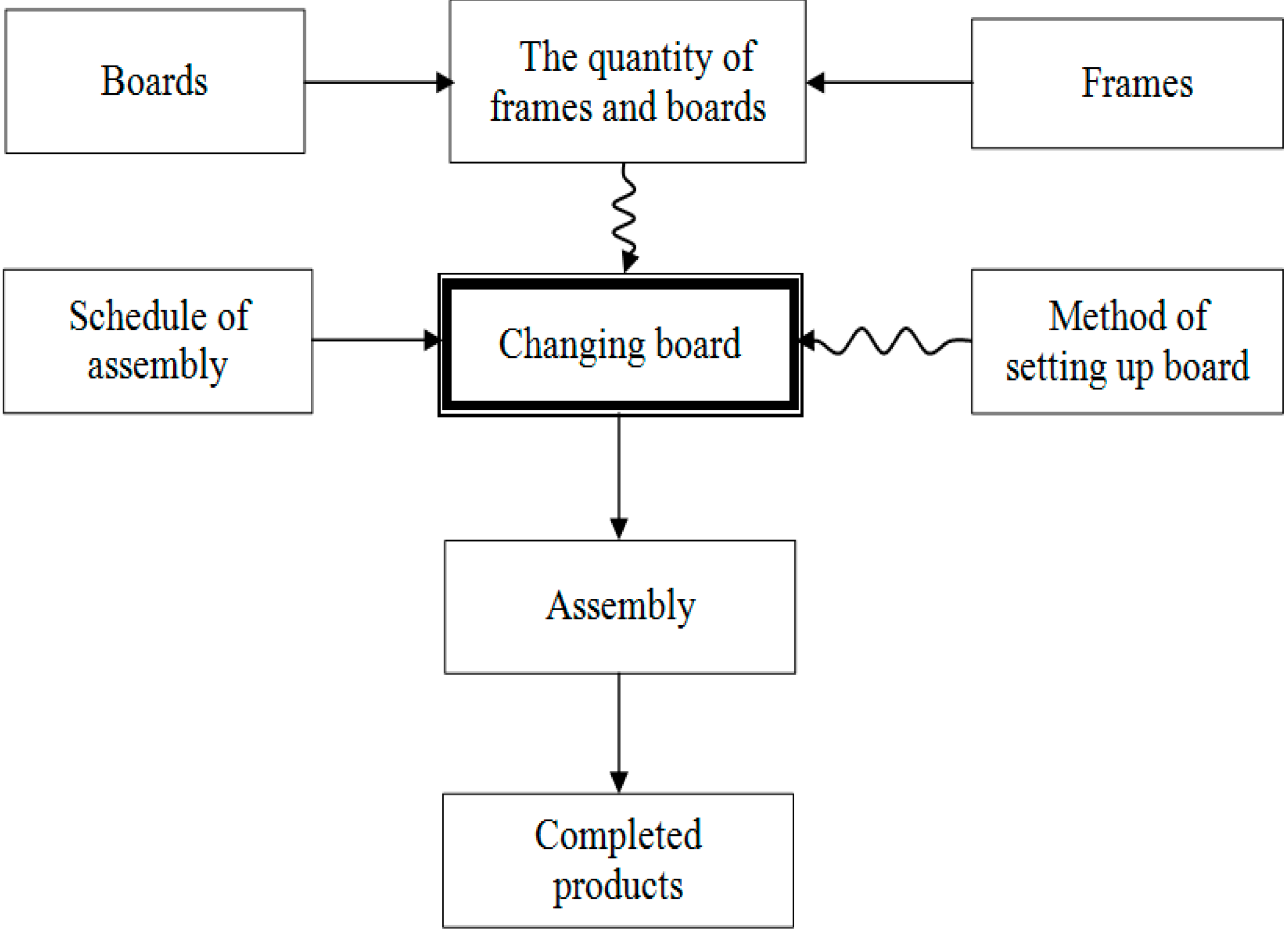
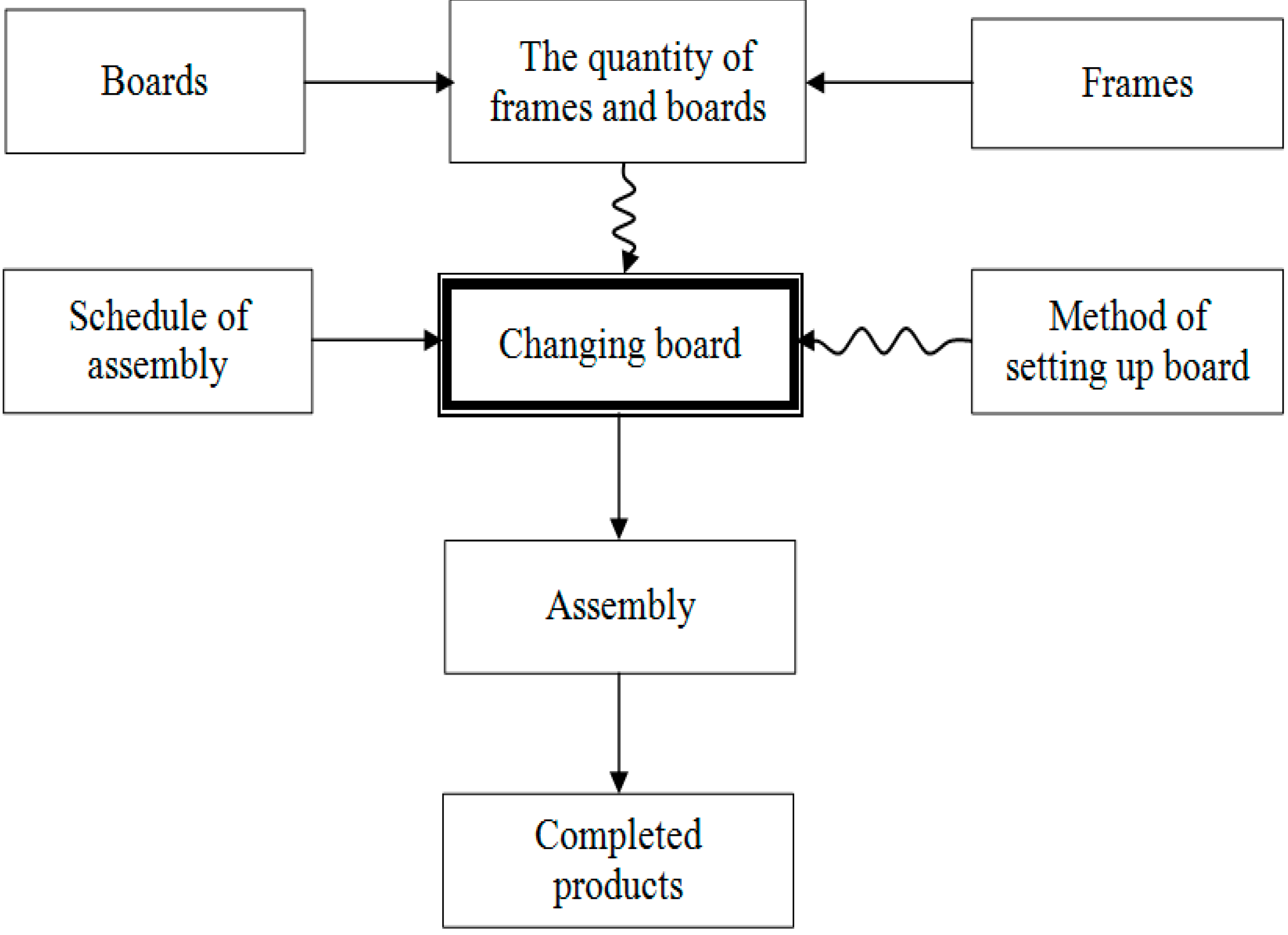
The first step in the TRIZ methodology requires answering what are the problems, what benefits are we looking to achieve, and what are the functions and attributes contained in the current system?. In this study, one useful TRIZ tool, function and attribute analysis (FAA), was employed to analyze and specify the problems that occurred in the assembly section. The evolution of the system will be guided by the removal of the harmful relationships in the system, and improvement of the insufficient ones. This kind of function and attribute analysis model is helpful in managing the complexity surrounding system design and the improvement of that system. Firstly, identify the components present; then define the positive functional relationships; define harmful, insufficient, and excessive relationships; and consider the time-variant issues. According to the function attribute analysis, the situation of the assembly is illustrated in
Figure 12.
In
Figure 12, straight lines denote “useful,” wavy lines indicate “harmful,” and dashed lines show “insufficient.” Therefore, two factors were defined in this paper. The first problem that occurred in the assembly section was that the quantities of frames and boards are not the same. There are more boards than frames; therefore it is necessary to replace the board when making another type of product. The quantity of frames depends on the assembly area and cannot be changed. The quantity of boards optimizes the costs and benefits. Therefore, the main question behind this problem is the optimal quantity of boards—“is it possible to make boards that can be used to make all types of products? How can we make them?” The second problem is technical skills for how to change boards properly. In manufacturing lines, screws and a drilling machine are used as tools to remove and set up a board on a frame, as shown in
Figure 11. However, it is a manual skill and takes about 15 min. Therefore, the question emerges: “Is there a faster method for attaching boards into the frame without using screws and drilling machines?”
3.3. Select Tool
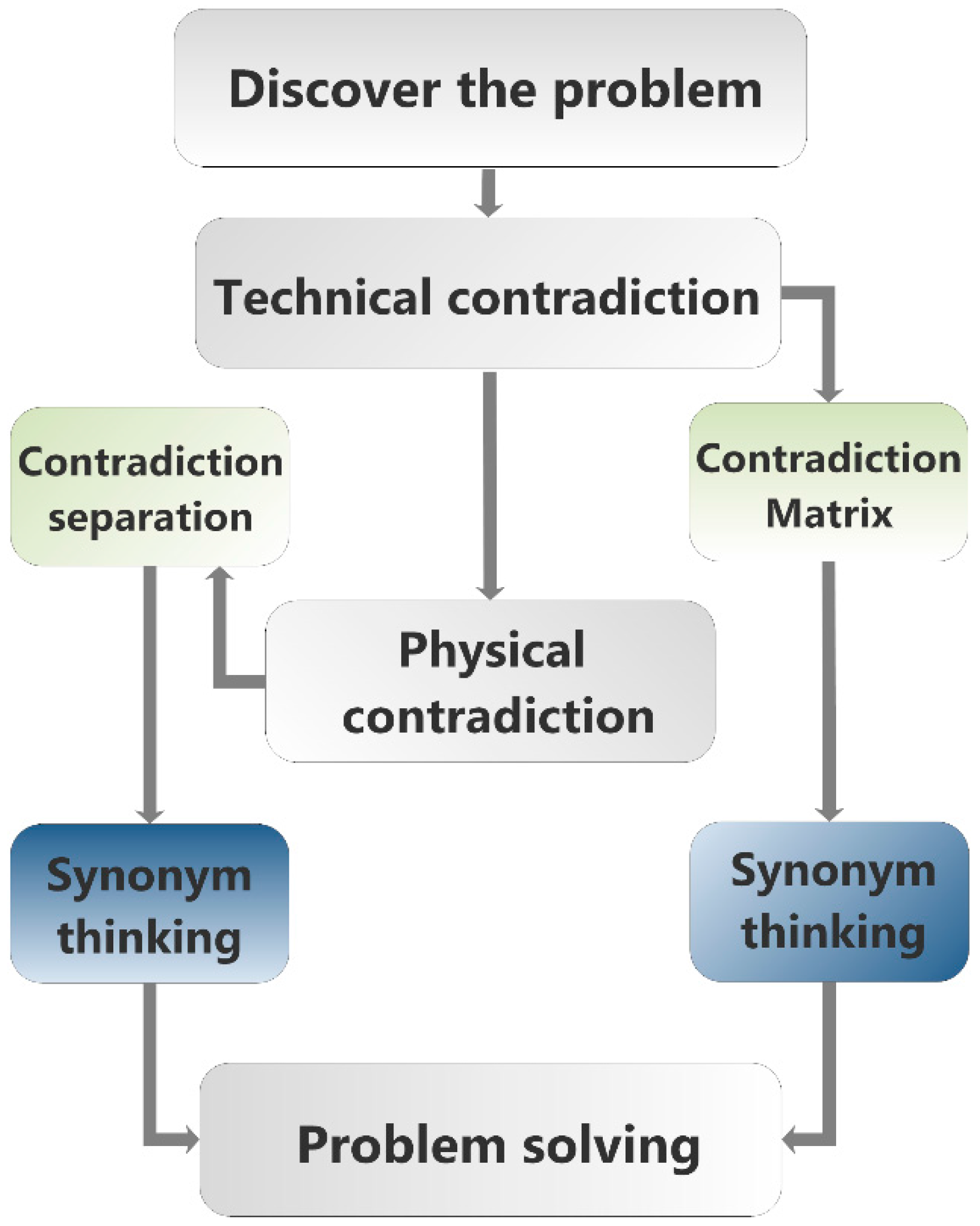
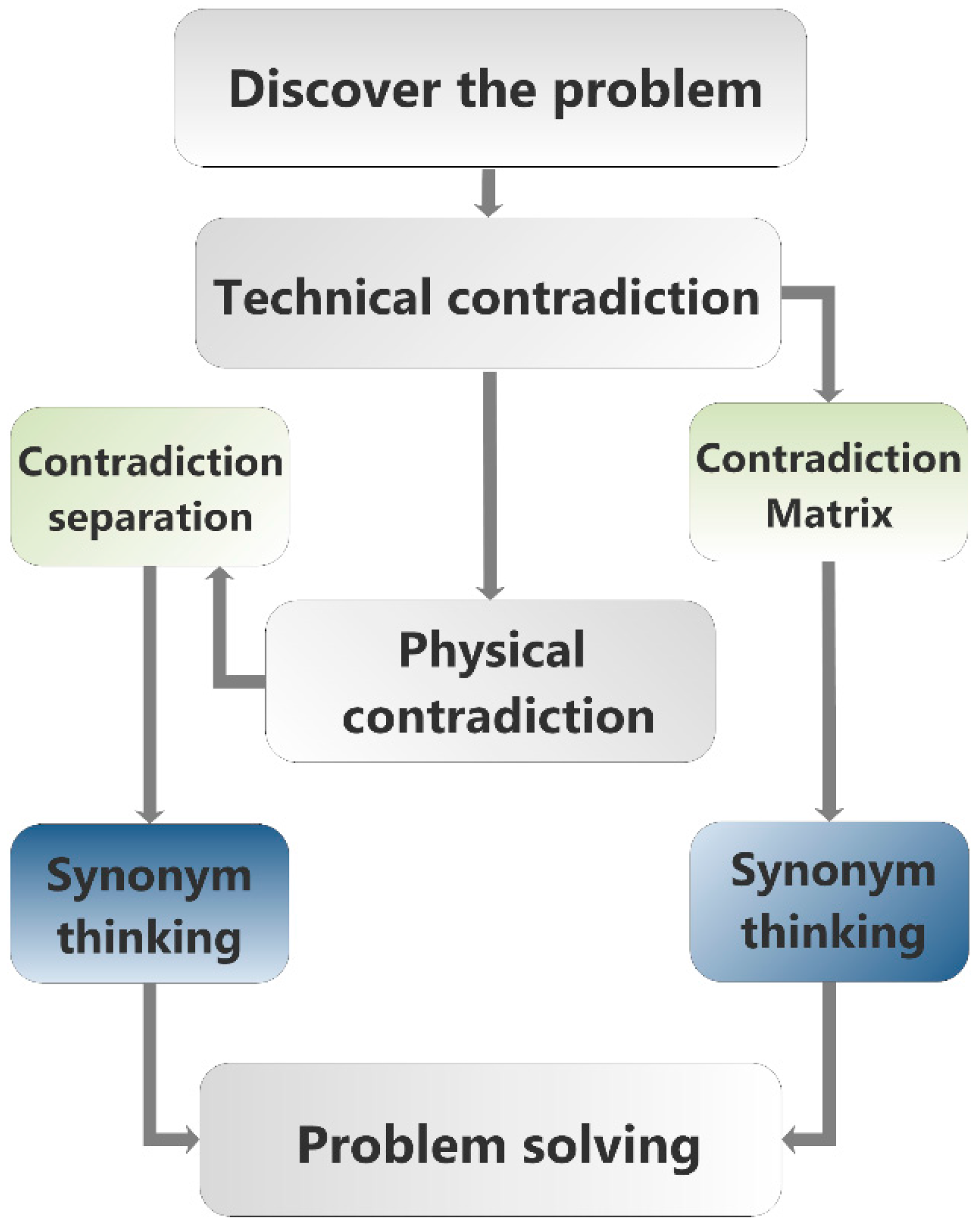
Select tool is the second step of the TRIZ process. It determines the most appropriate problem solving techniques for the particular problem. The contradiction tools are a very important part of TRIZ, which was outperformed by 39 engineering parameters and the suggestion of 40 inventive principles listed in this matrix. When two different engineering parameters conflict with each other, it means that the system has technical contradictions; TRIZ resolves the contradictions in the process, as shown in
Figure 13. If one of the engineering parameters improves, the other one will become worse. Therefore the system needs to be better from the suggestion of the inventive principles in the contradiction matrix. As all of the 39 engineering parameters from TRIZ are investigated for this original problem of changing the board, what needs to be improved in the system are three parameters: #15—“duration of action of moving object”; #26—“quantity of substance/the matter”; and #35—“adaptability or versatility.” Those parameters that will get worse for the system are #1—“weight of moving object” and #36—“device complexity.” The contradiction matrix can be summarized as shown in
Table 5.
All of the inventive principles in this matrix are considered and discussed carefully according to the realistic conditions for Sumi-Hanel. We found that the most useful and feasible principles among them are #5 and #13, which are recommended due to advanced features.
#5. Merging, meaning:
Physically join or merge identical or related objects, operations, or functions.
Join or merge objects, operations, or functions so that they act together in time.
#13. The other way round pointed out ideas that:
Use an opposite action(s) to solve the problem (e.g., instead of cooling an object, heat it).
Make movable objects fixed, and fixed objects movable.
Turn the object, system, or process “upside down”.
In this paper, the selected principles or solution concepts can serve as a design direction to improve and redesign the original product with innovative ideas. If any parameter of the contradiction matrix cannot be clearly identified after the problem formulations, it means it produces negative results. This paper suggests reselecting the best tool from the 40 principles and using it to find the most desired solution by applying the TRIZ problem solving tool.
3.4. Generate the Solution
Generate the solution is the third step of the TRIZ methodology and the stage where many options are generated by using TRIZ tools. In this paper, inventive principle #5 (Merging) enumerates the differences between board type 1 and board type 2. There are some differences in the distribution of the branches, as shown in
Figure 14.
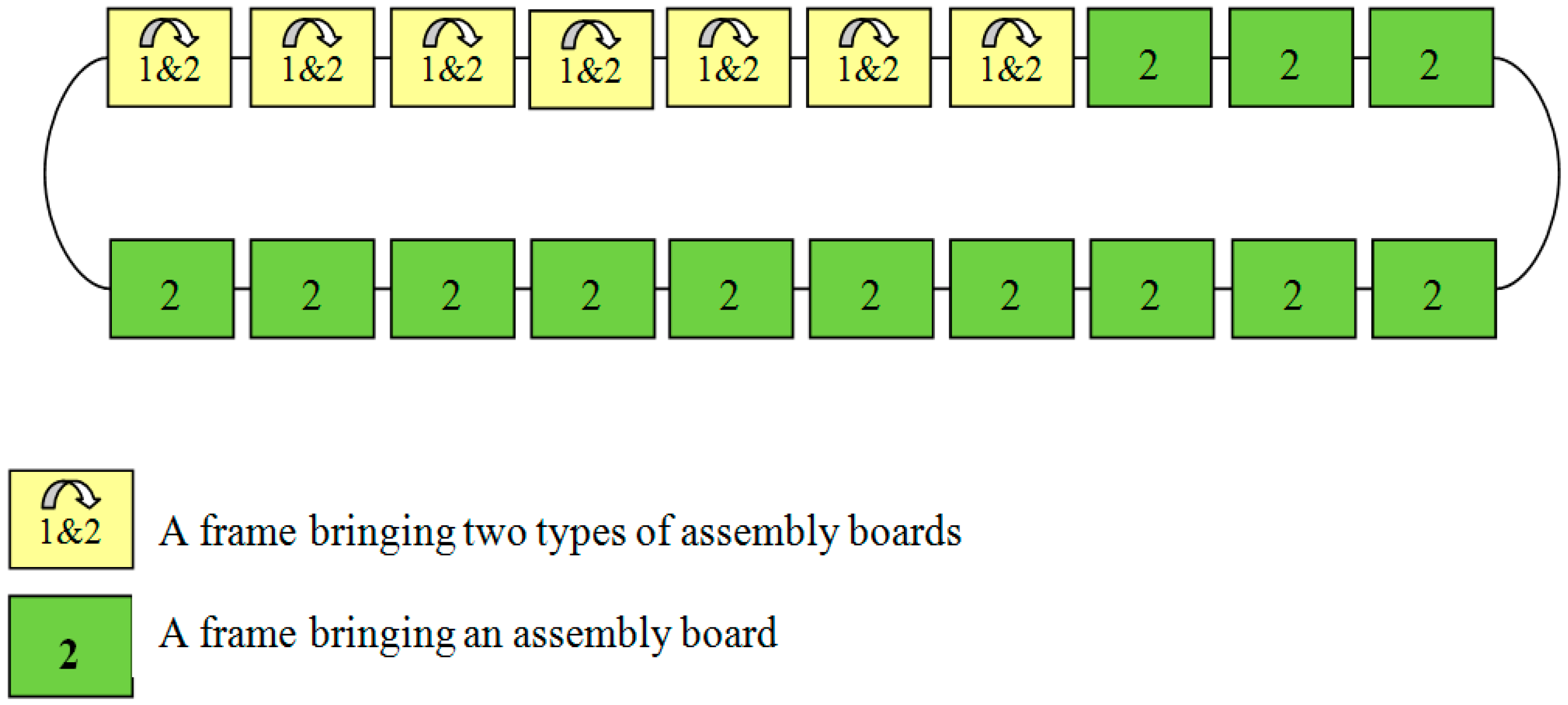
One frame can only support one board. However, inventive principle #13 (“the other way round”) gives a good suggestion: “turn the object, system, or process upside down.” This means one frame can support two boards, and the boards can be rotated in order to be reserved when changing the type of product.
Figure 15 presents the single board and the rotating board.
The quantity of rotating frame (X) that can bring two frames depends on the total quantity of boards (Y) and the quantity of frames (Z).
If Y = Z, it is not necessary to use a rotating frame. One frame supports one board.
If Y > Z, the rotating frame is used. The quantity of rotating frames is calculated by using the formula X = Y − Z.
If Y = 2 × Z then X = 2 × Z − Z = Z, all the frames in the conveyor are rotating ones.
If Y > 2 × Z then all the frames in the conveyor are rotating ones, but it is required to change boards using the old method.
Table 4 indicates that Max(Y) = 2 × Z, or this situation has never appeared. Therefore, it is not under consideration anymore.
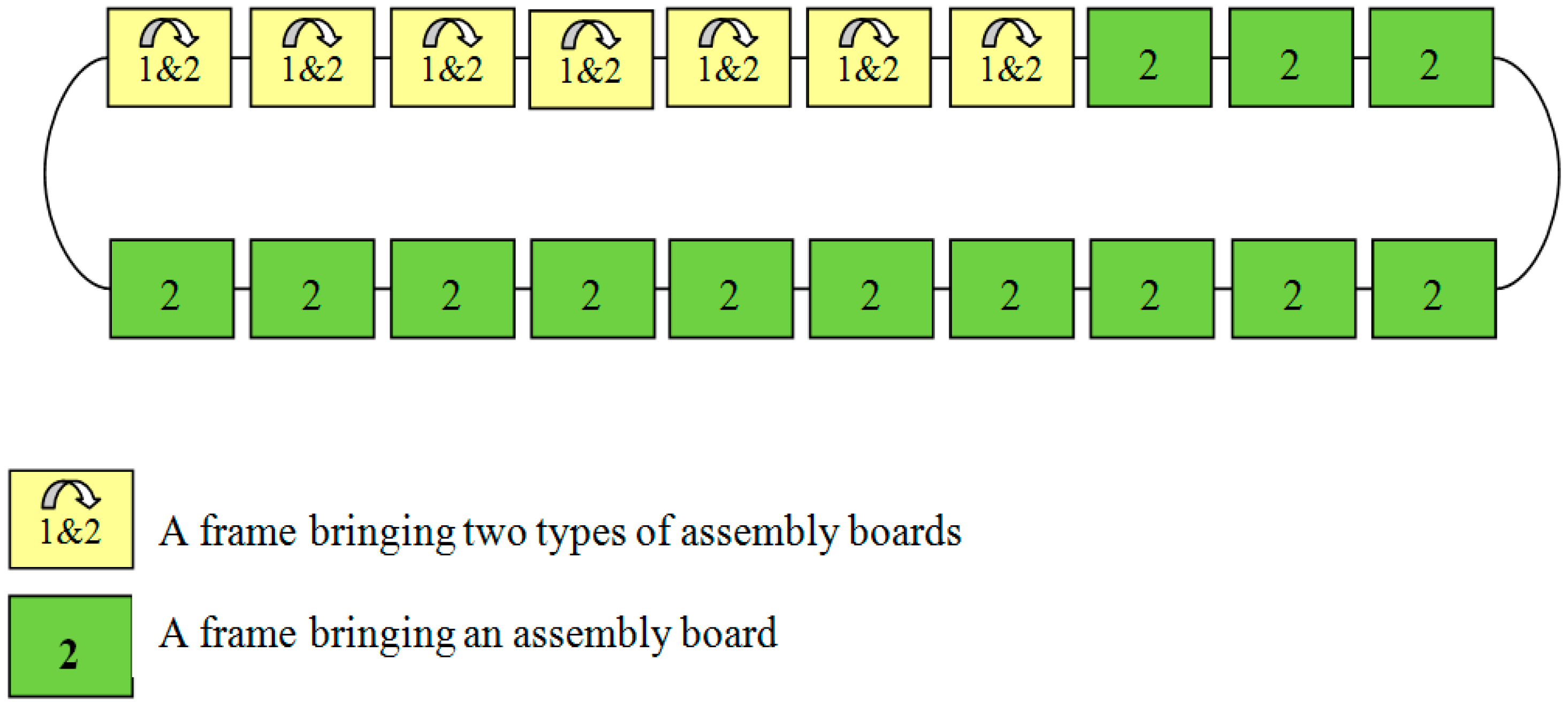
In this research, the Wagon engine conveyor is taken as an example:
The total quantity of boards is Y = 27.
The total quantity of frames is Z = 20.
The quantity of rotating frames is X = Y − Z = 27 − 20 = 7 frames.
This means seven rotating frames are needed to solve the problem. The layout of boards is shown in
Figure 16.
3.5. Evaluation
The final part of the systematic creativity process is the one associated with evaluating the solutions obtained during previous stages. In this paper, the problems of assembly boards are solved successfully by applying TRIZ methodology. This helps a company to save space, time, and money. The time for a board change is reduced by 10 min compared to the original time, which helps to speed up conveyor operation and productivity. This reduces the time spent changing boards by 67%. Therefore, working overtime is not required and companies can save manpower and costs. Moreover, a waiting area for boards is not necessary anymore, because all the boards are carried by rotating frames. The space saved by eliminating one conveyor is 8400 square meters, which was used to store waiting boards. This is a significant improvement. Instead, these areas can be used to set up a new conveyor or increase capacity. Finally, the cost saved from not setting up new conveyors is at least $24,000 (around 20%), because the company can drive down the costs of labor and waste production. The aim of this study has been achieved and it can be evaluated as the best solution for improving manufacturing lines according to both quantitative and qualitative standards.
Table 6 gives a comparison of this study before and after improvements.
4. Conclusions
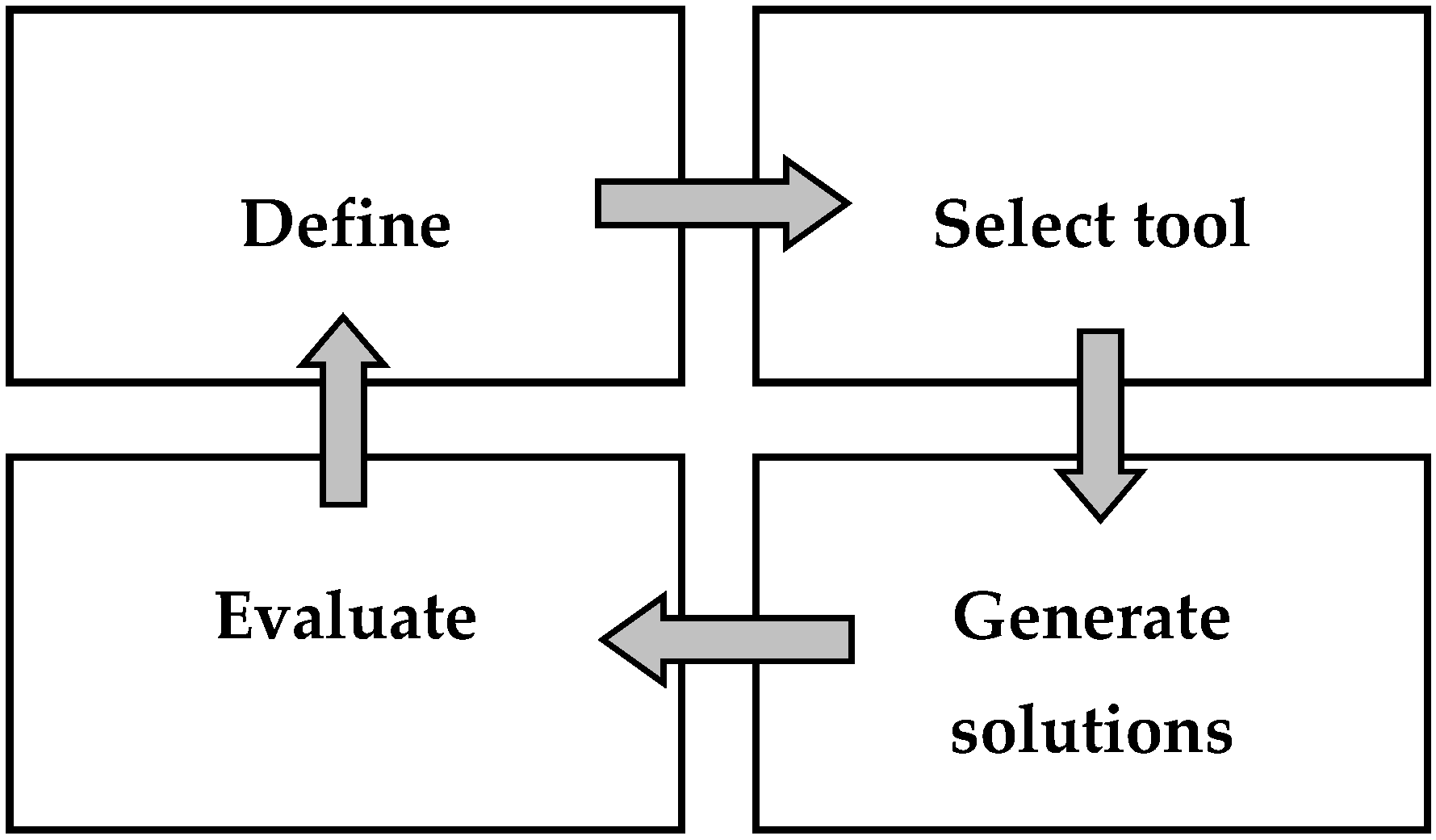
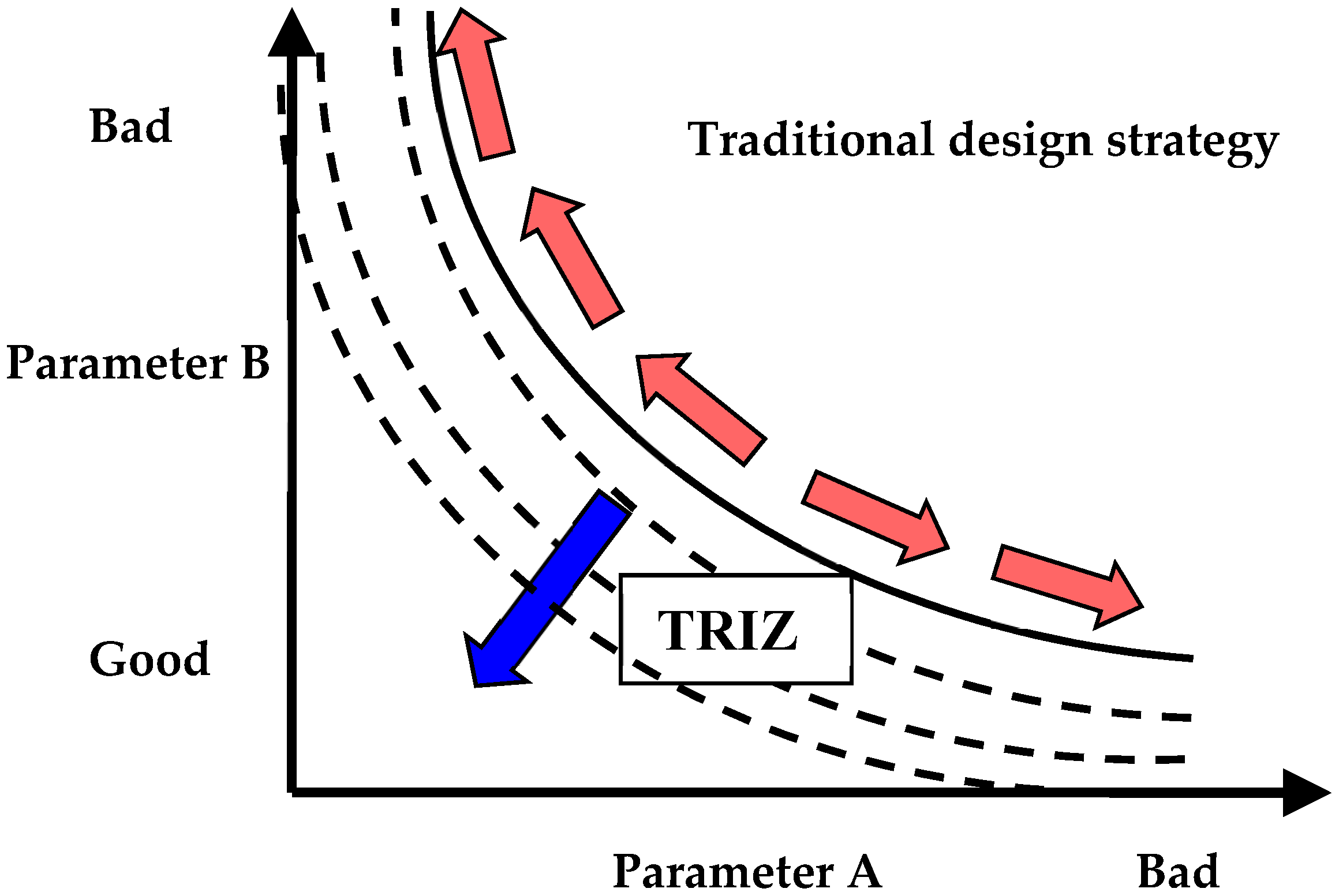
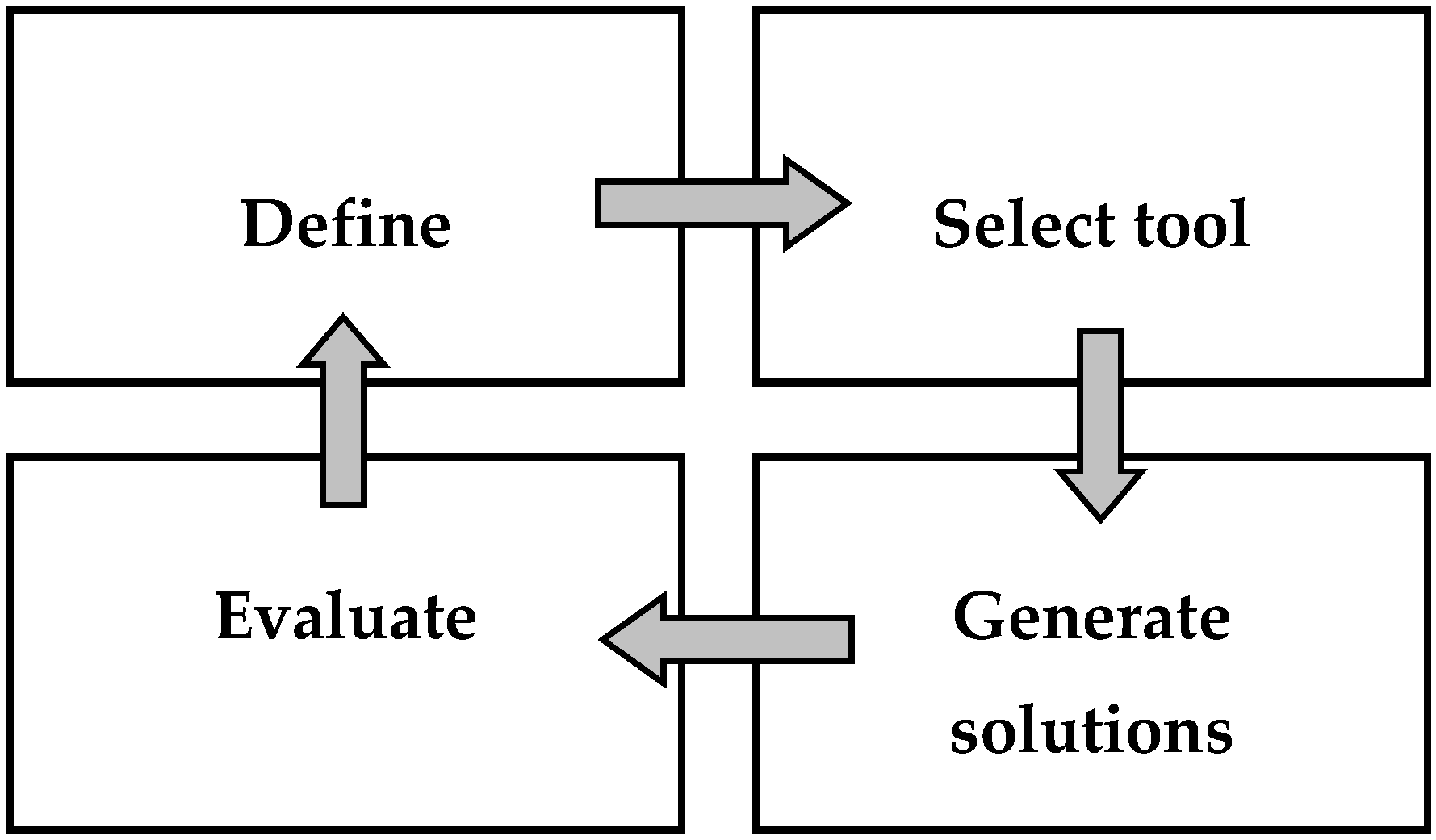
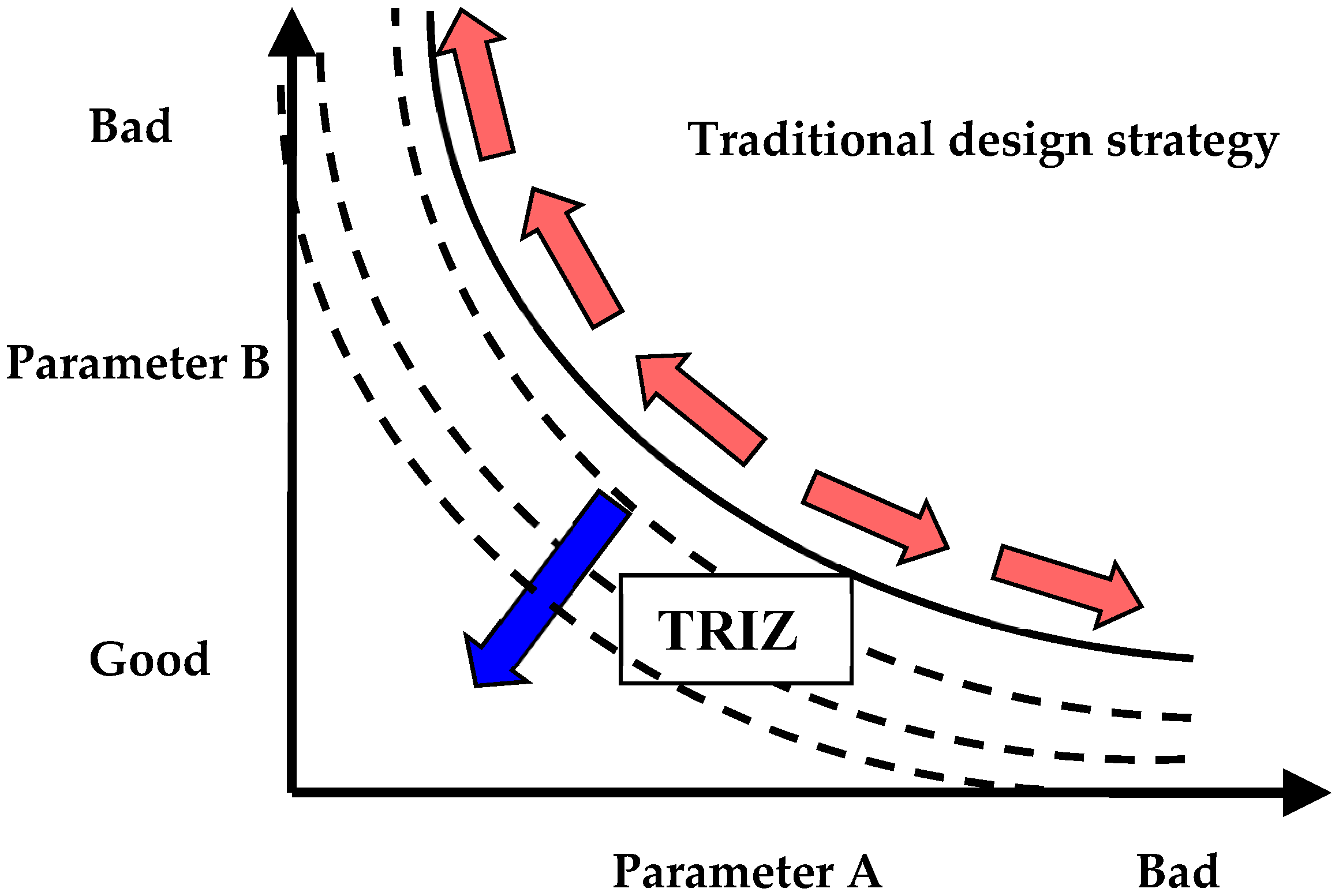
In the 1990s the automobile industry fell on hard times because of the Japanese asset price bubble and extreme currency appreciation. During the 2000s and up to the global economic crisis of 2008, most companies coped with the challenges. This paper proposes an innovative approach, combining TRIZ with lean manufacturing concepts, which can lead to continuous improvement in manufacturing lines and enhance sustainable development for companies. Besides that, it gives insights in terms of understanding the overview impact of a global economic recession and its specific consequences in Japan as is the automobile industry is key to the nation’s economy. TRIZ, combined with lean manufacturing, was adopted by the authors and was found to outperform the traditional approaches. By correctly defining the problem, the solution to the problem can be found quickly. Define, select tool, generate solutions, and evaluate are the four major steps related to the systematic creativity and form a loop. When a problem is defined differently, different solutions and effects can be obtained. Therefore, this study suggests going through the steps more than once in order to obtain a better solution.
The power of TRIZ, with its analytical tools, is that it can be employed to identify the problems of an assembly board, while TRIZ technical tools can help to generate better ideals by using a contraction matrix and inventive principles. Furthermore, according to empirical analysis, the problems occurring at the replacing assembly board section undergo a big improvement when we apply the TRIZ approach. This research has contributed a new approach to solving the problem of supplier Sumi-Hanel. The study results successfully eliminate the wasted time spent changing a board, decreasing the original time schedule by 10 min. Moreover, the more than 8000 square meters used as a waiting area for the assembly boards and old layout conveyor can also be saved. This gives the firm more space for setting up new conveyors and it runs more efficiently due to this technological enhancement. Therefore, the operators do not have to work overtime at weekends. The objective of this study has been successfully achieved.
As to the limitations of this research, the researchers would like to contribute to an overview of the Japanese automobile industry and accordingly implemented the integrated methodologies of lean manufacturing and TRIZ to give meaningful and helpful ideas about sustainable manufacturing for other companies in a variety of industries. However, two limiting factors were found in the empirical results: the quantity of boards (Y) and frames (Z). By using a rotating board, these problems were solved completely in this paper. However, in the future, if the conveyors use more types of board (Max (Y) > 2 × Z), then other papers should suggest different parameters and inventive principles in order to generate better solutions. This situation needs more time to analyze and it can be the topic for another study. For further study we also suggest investigating problems in other sections such as material coordination, cutting and crimping, etc. More methodologies can be applied to continuously improve the productivity in further studies.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}