
The Effect of SMED on Benefits Gained in Maquiladora Industry


 ,
,  ,
,  and
and
Abstract
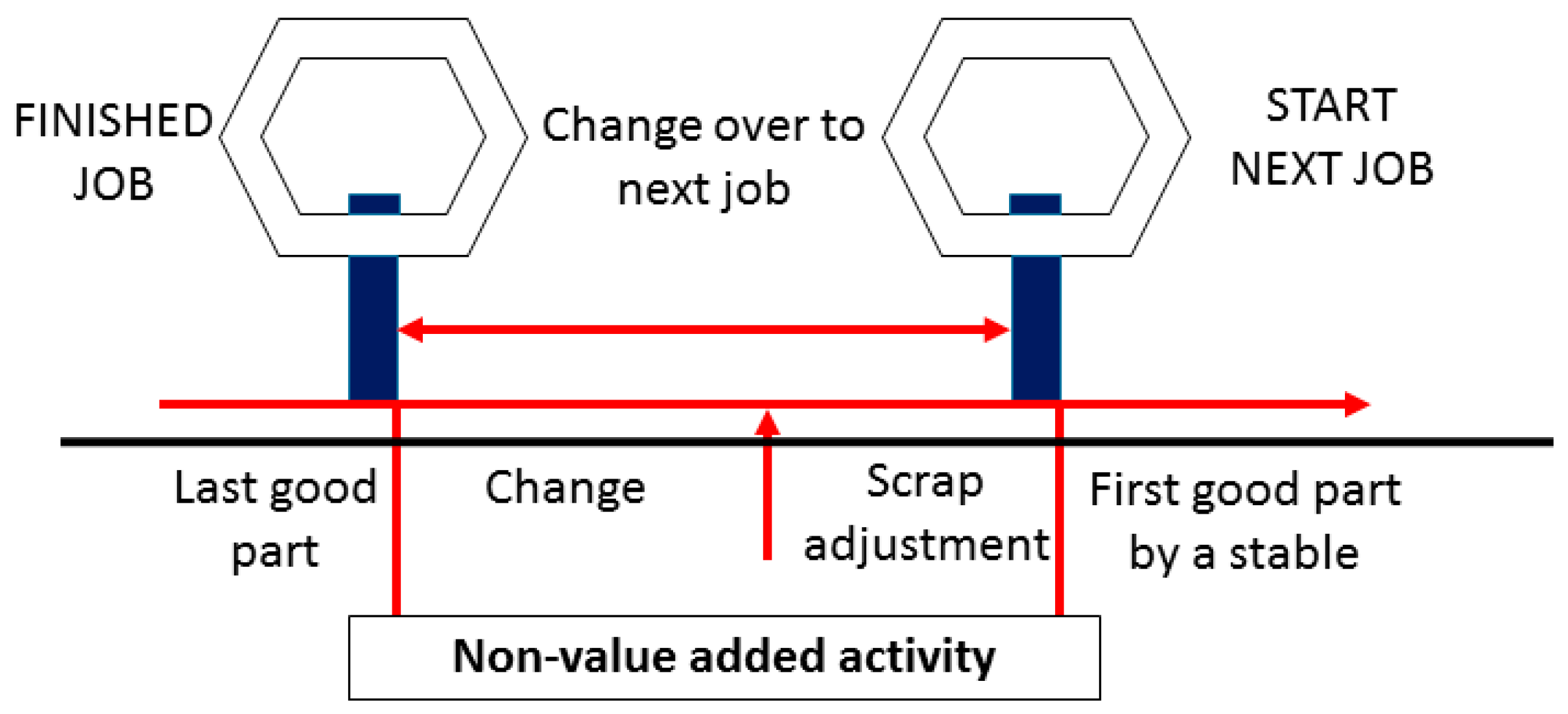
:1. Introduction
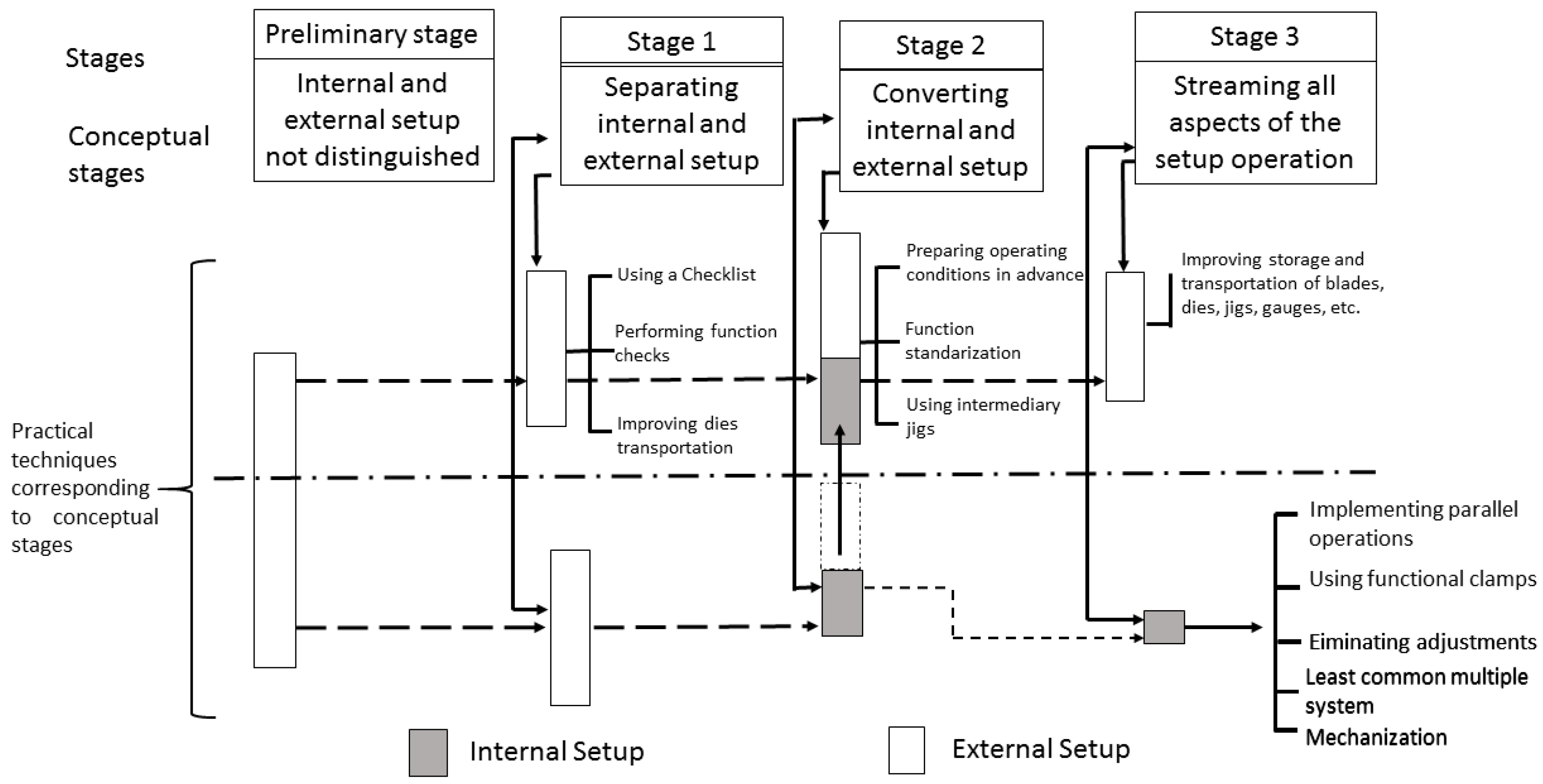
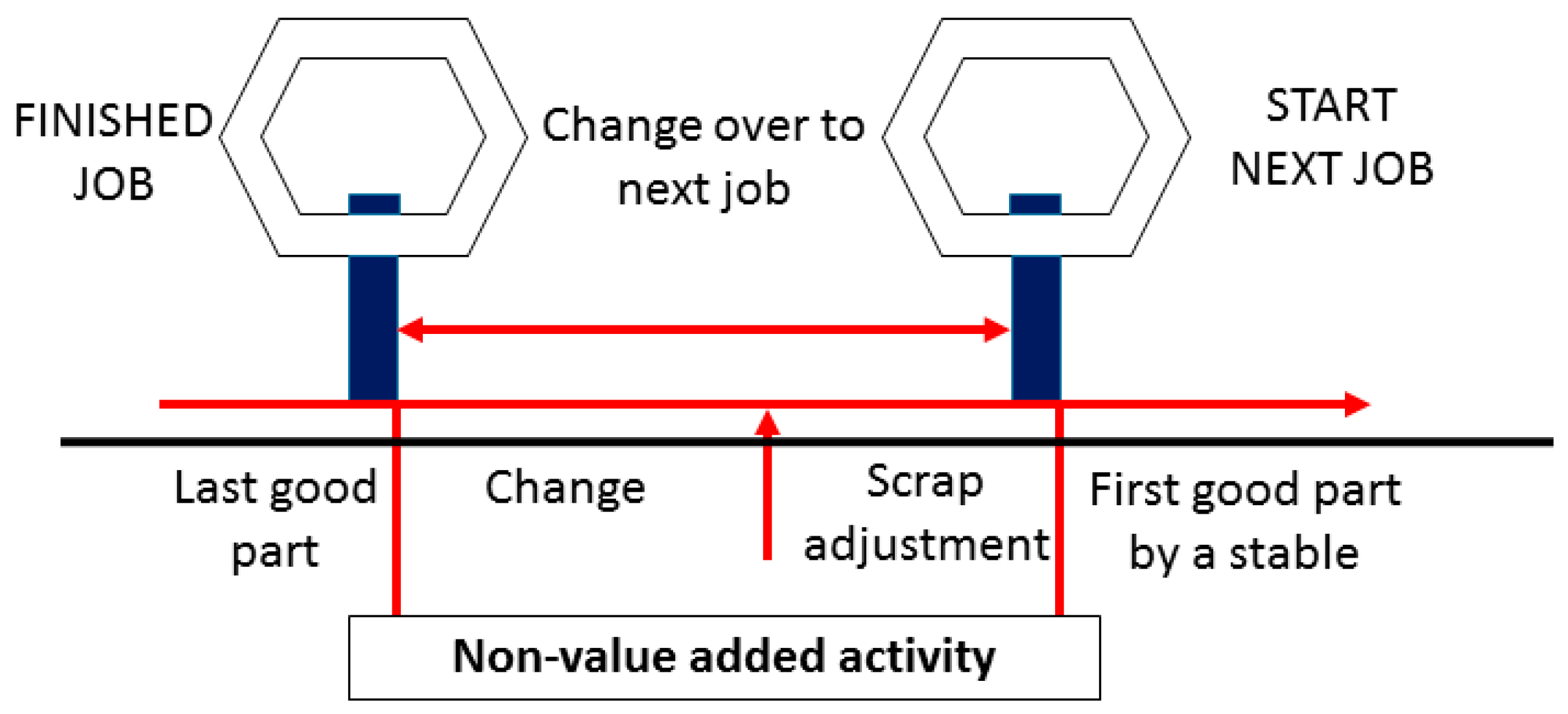
1.1. Stages of SMED
- Is a statistical analysis performed to know time variability of the process [11]?
- Is a statistical analysis performed to know the average process time [11]?
- Is there a detailed analysis of the possible causes of time variability in the process [11]?
- Are operators’ activities being measured with a chronometer [12]?
- Has the company identified activities related to changeovers [14]?
- Detect basic problems that are part of the work routine [17].
- Is the previous work completed before starting changeover [17]?
- Are visual marks used instead of making trial and error adjustments to calibrations [18]?
- Have steps related to search of tools, raw materials, and products been eliminated [18]?
- Have activities been reexamined to make sure none of them has been wrongly assumed as being internal [19]?
- Reexamine operations to see whether any activities are wrongly assumed as being internal.
- Find the way to convert these activities into external setup.
- Train operators to maintain improvement in process time [21].
1.2. SMED Benefits
1.3. Research Problem and Objective
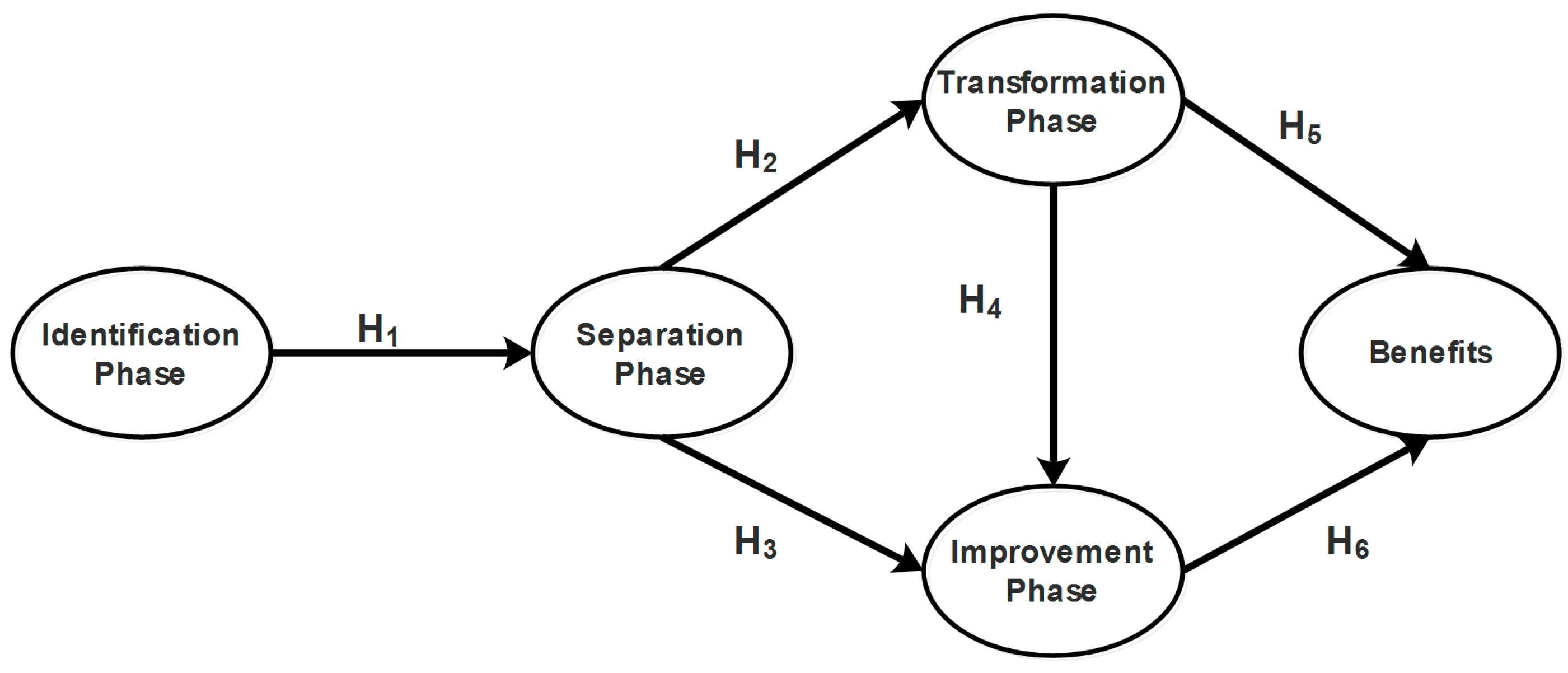
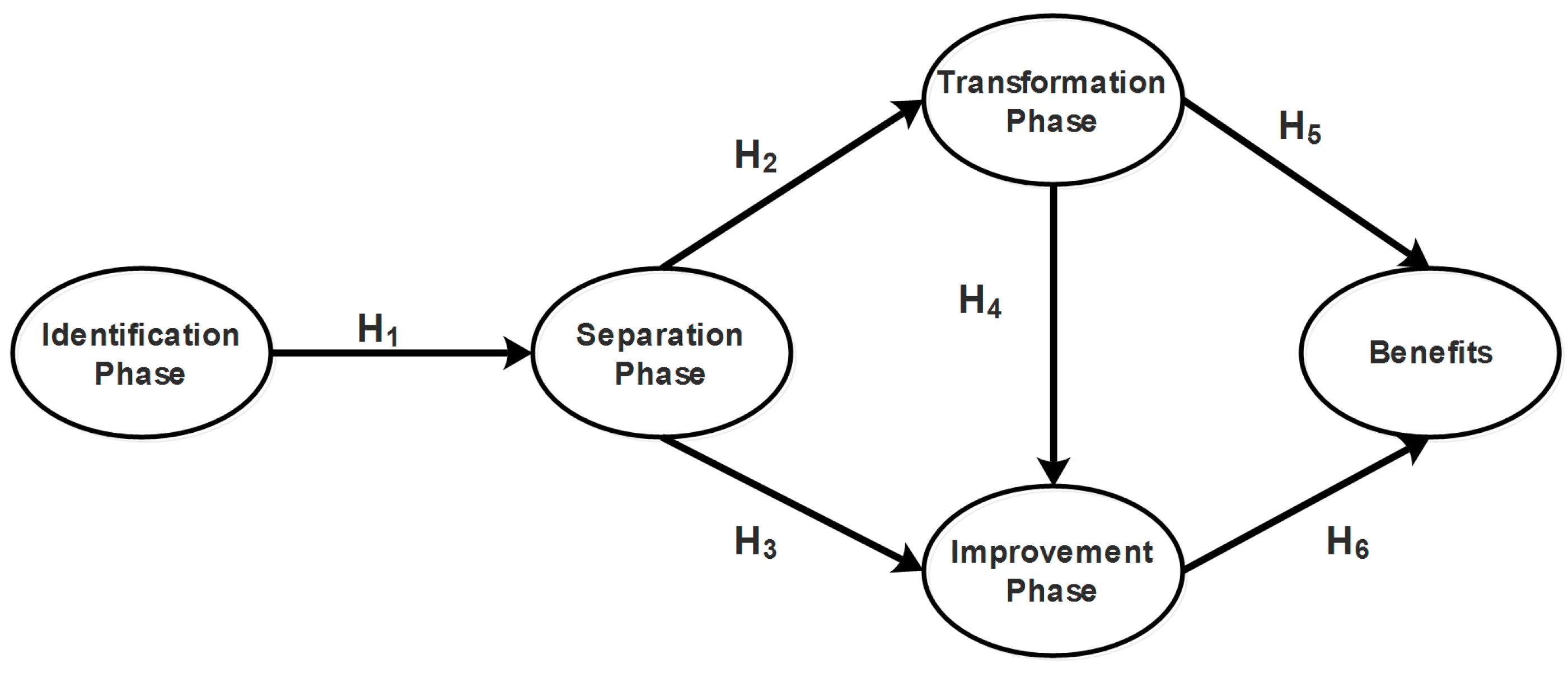
1.4. Hypotheses
2. Methodology
2.1. Survey Design
2.2. Data Collection
2.3. Data Capture and Screening
2.4. Survey Validation
2.5. Structural Equation Model
3. Results
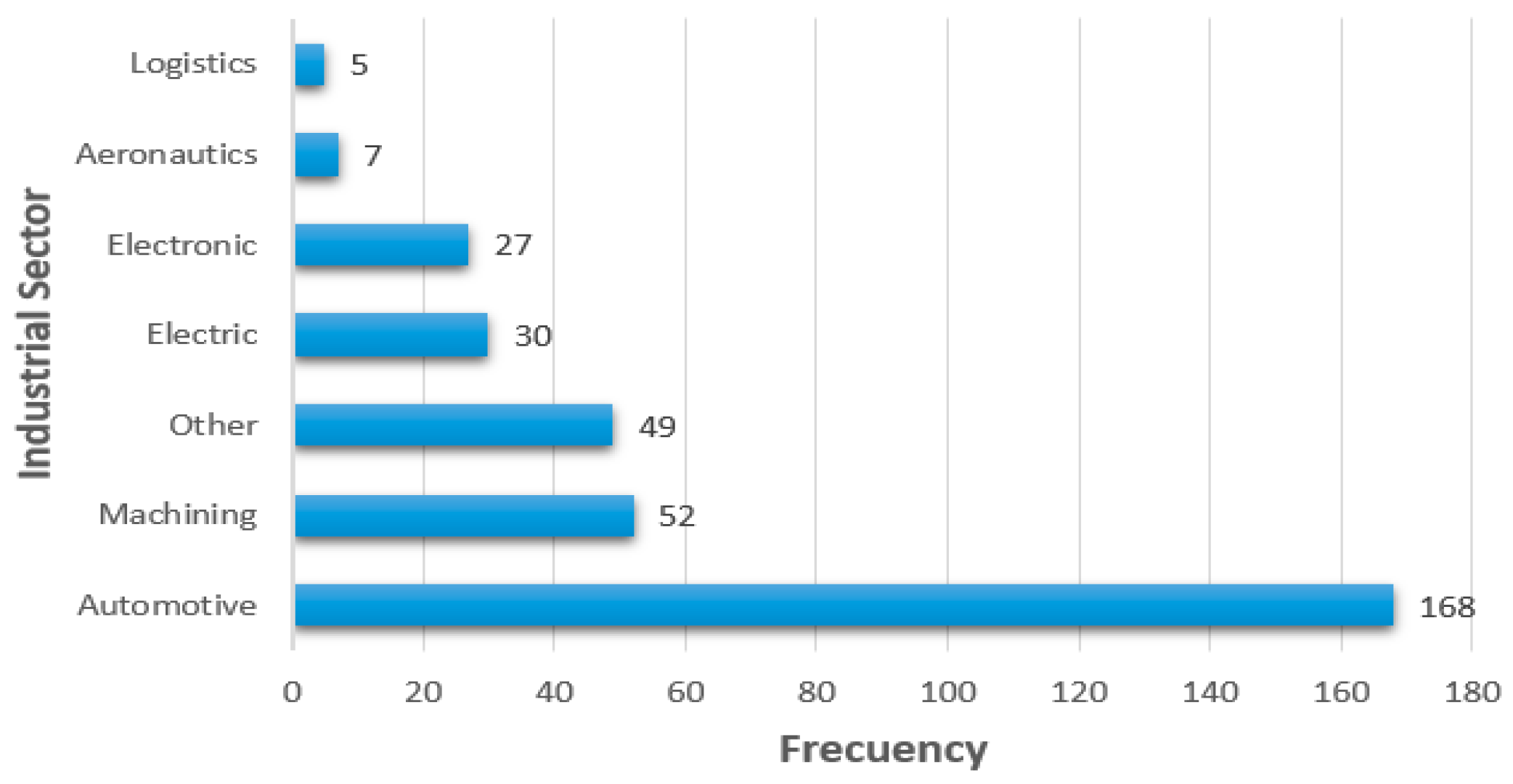
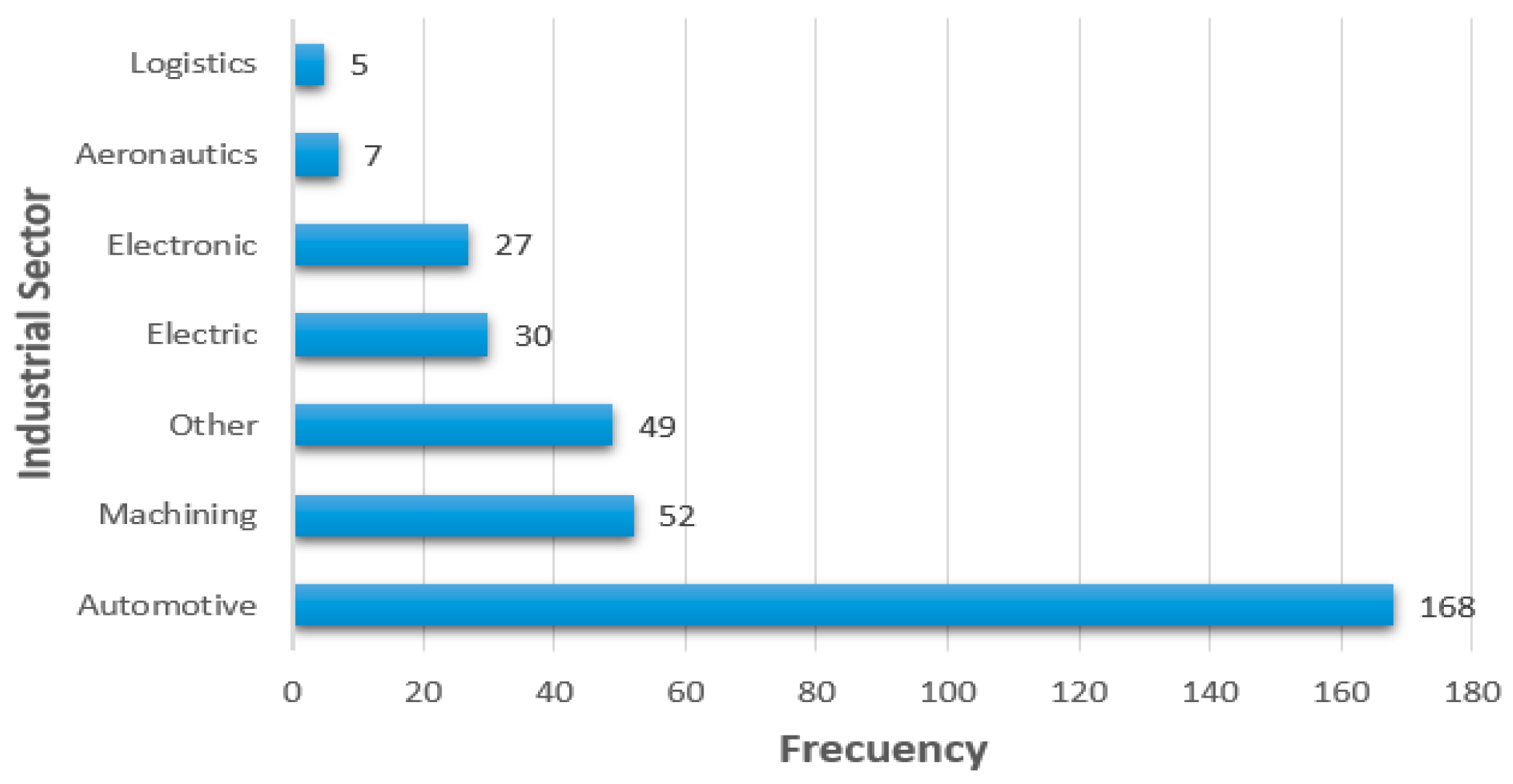
3.1. Description of the Sample
3.2. Statistical Validation of the Survey
3.3. Structural Equation Model
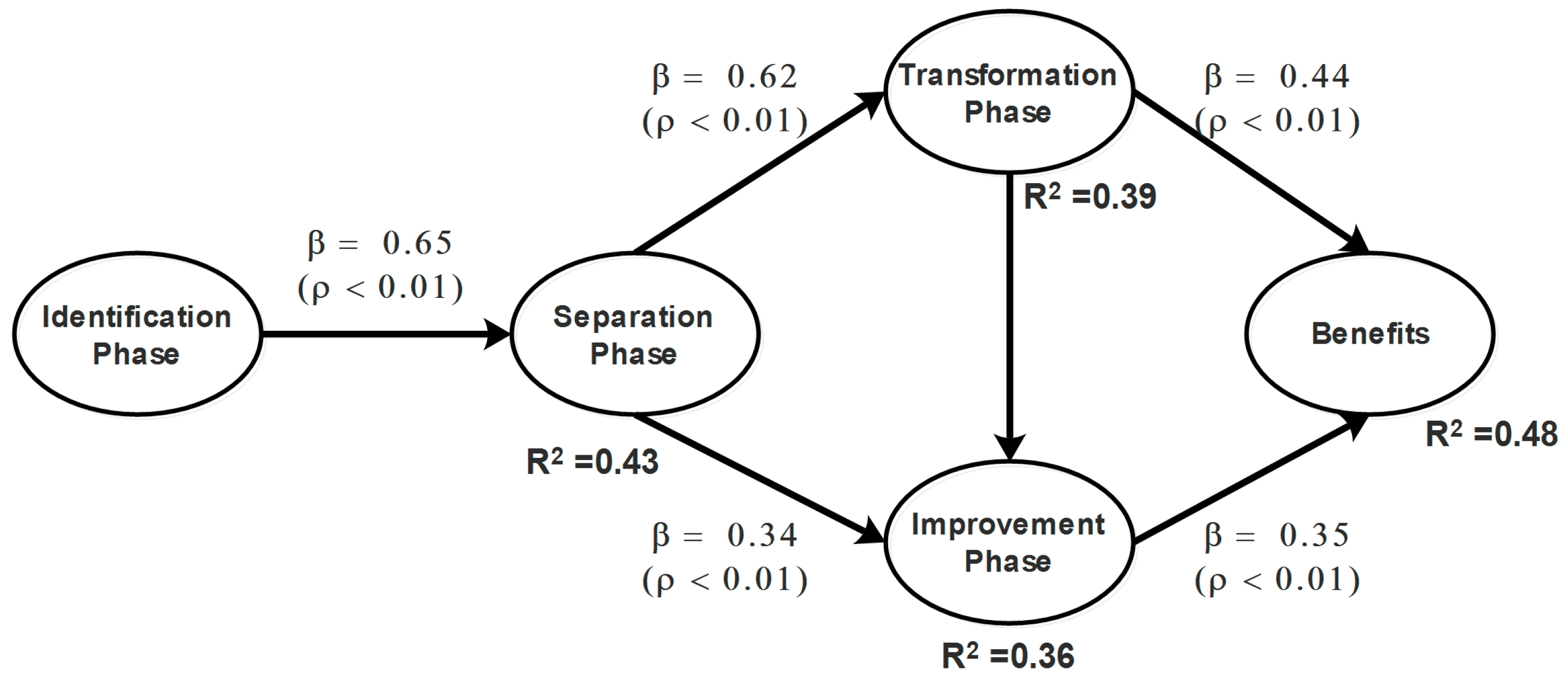
3.3.1. Direct Effects
3.3.2. Size of Direct Effects
3.3.3. Indirect Effects
3.3.4. Total Effects
4. Conclusions
- (1)
- Before implementing SMED in their processes, companies must have adequate information regarding their processes, since activities performed at the Identification Phase have a strong effect on activities at Separation Phase. Thus, information at the Identification Phase is the basis for SMED success.
- (2)
- Companies must pay attention to SMED activities carried out during the Separation Phase, since proper identification of internal and external activities has direct and positive effects on activities performed at the Transformation Phase and the Improvement Phase. Therefore, the planning stage is key to SMED success, since it helps effectively identify internal and external activities and convert many internal activities into external ones. As a result, machines performance is maximized.
- (3)
- Activities carried out at the Transformation Phase and Improvement Phase are key to obtaining the expected SMED Benefits, since these variables explain up to 48% of them. Transformation Phase is responsible for 27.5%, while Improvement Phase explains 20.2%.
- (4)
- As a LM tool, SMED is extremely useful for the maquiladora industry, since in the manufacturing industry changeovers are recurrent and must be reduced in time.
- (5)
- In this research, we identified many activities required for SMED implementation and several SMED benefits. However, results from the validation process of latent variables showed that not all of these activities or benefits were relevant. Consequently, some of them were removed from the structural equation model.
- (6)
- Based on the highest values of combined loadings shown in Table 3, the most important activity at SMED Identification Phase is the use of a statistical analysis to know time variability of the process. The importance of this activity is supported by the fact that companies must always have at hand empirical evidence on the production process before launching any improvement strategy. As for Separation Phase, results show that the most important activity refers to listing the main sequential setup operations to identify external operations. In other words, with SMED most activities must be performed while the machine is running, thereby saving time wasted during stoppages.
- (7)
- As regards the Transformation Phase, values of combined loadings show that the most important activity is to reevaluate the list made at the Separation Phase to make sure that internal or external activities have been correctly classified. In fact, it is important to clearly identify every activity and assess whether it can be executed while the machine is working. Finally, both activities analyzed at the Improvement Phase showed the same combined loading value, thereby indicating that they are of equal importance.
- (8)
- Finally, as regards Benefits gained from SMED implementation, it seems that setup time improvement is the most important to Mexican manufacturing companies, since it shows the highest value. In fact, improving setup times is the major purpose of and justification for a SMED implementation program.
5. Future Research
Author Contributions
Conflicts of Interest
Appendix A. SMED Questionnaire
| 1 | 2 | 3 | 4 | 5 |
| Never | Rarely | Often | Very frequently | Always |
| Seniority (years) ▯ 0–1 ▯ 1–2 ▯ 2–5 ▯ 5–10 ▯ More than 10 |
| Industrial sector ▯ Machining ▯ Electrical ▯ Automotive ▯ Aeronautics ▯ Electronics ▯ Logistics ▯ Other ______ |
| Gender ▯ Female ▯ Male |
| Position ▯ Manager ▯ Engineer ▯ Supervisor ▯ Technical ▯ Operator |
Preliminary Stage 0: Changeover Activities
| 1 | 2 | 3 | 4 | 5 | |
| S0 01 5 s techniques? | |||||
| S0 02 Is a statistical analysis performed to know time variability of the process? | |||||
| S0 03 Is there a statistical analysis to know the average process time | |||||
| S0 04 Is there a detailed analysis of the possible causes of time variability in the process? | |||||
| S0 05 Have operators been interviewed about processes and the machines that they operate? | |||||
| S0 06 Are operators’ activities being measured with a chronometer? | |||||
| S0 07 Is there a video recording of process? | |||||
| S0 08 Were photographs taken of the process? | |||||
| S0 09 Is it necessary to talk to staff to determine any conditions that do not add value? |
First Stage: Separate Internal and External Activities
| 1 | 2 | 3 | 4 | 5 | |
| S1 01 List the main sequential setup operations to identify internal activities | |||||
| S1 02 List the main sequential setup operations to identify external activities | |||||
| S1 03 Detect basic problems that are part of the work routine. | |||||
| S1 04 Is setup of tools, parts and supplies carried out while machines are running? |
Second Stage: Turn Internal Work into External
| 1 | 2 | 3 | 4 | 5 | |
| S2 01 Is previous work completed before starting changeover? | |||||
| S2 02 Are visual marks used instead of making trial and error adjustments to calibrations? | |||||
| S2 03 Have steps related to the search of tools, raw materials, and products been eliminated? | |||||
| S2 04 Have activities been reexamined to make sure none of them has been wrongly assumed as being internal? |
Third Stage: Streamlining all aspects of setup and systematic improvement of all operations
| 1 | 2 | 3 | 4 | 5 | |
| S3 01 Have key setup activities been recorded to help improve process time? | |||||
| S3 02 Have operators been trained to maintain process improvement? |
SMED Benefits
| 1 | 2 | 3 | 4 | 5 | |
| BE 01 Increased productivity | |||||
| BE 02 It eliminates stocks fail due to errors in estimating demand | |||||
| BE 03 Less product deterioration | |||||
| BE 04 Increased work rates and production capacity of machines | |||||
| BE 05 Fewer or no errors in machines setup | |||||
| BE 06 Improved product quality | |||||
| BE 07 Increased security in operations | |||||
| BE 08 Improved setup times | |||||
| BE 09 Reduced lot size costs | |||||
| BE 10 Improved operators attitude | |||||
| BE 11 Lower training level | |||||
| BE 12 Reduced lead times | |||||
| BE 13 No waiting times | |||||
| BE 14 Small batch production | |||||
| BE 15 Flow production | |||||
| BE 16 Increased production flexibility | |||||
| BE 17 Reduction of setup time into productive time | |||||
| BE 18 Reduced inventory levels | |||||
| BE 19 Reduced lot production size | |||||
| BE 20 Production flow | |||||
| BE 21 Reduced bottlenecks | |||||
| BE 22 Reduced in process inventory | |||||
| BE 23 Quick answer to customer needs | |||||
| BE 24 Increased ability to adapt to changing demands | |||||
| BE 25 Increased machine utilization rate |
References
- Muslimen, R.; Yusof, S.R.; Abidin, A. A case study of lean manufacturing implementation approach in malaysian automotive components manufacturer. In Electrical Engineering and Intelligent Systems; Ao, S.-I., Gelman, L., Eds.; Springer: New York, NY, USA, 2013; pp. 327–335. [Google Scholar]
- Vinodh, S.; Ben Ruben, R. Lean manufacturing: Recent trends, research & development and education perspectives. In Research Advances in Industrial Engineering; Davim, J.P., Ed.; Springer International Publishing: Cham, Switzerland, 2015; pp. 1–16. [Google Scholar]
- Chiarini, A. Sustainable manufacturing-greening processes using specific lean production tools: An empirical observation from European motorcycle component manufacturers. J. Clean. Prod. 2014, 85, 226–233. [Google Scholar] [CrossRef]
- Sundar, R.; Balaji, A.N.; Kumar, R.M.S. A review on lean manufacturing implementation techniques. Procedia Eng. 2014, 97, 1875–1885. [Google Scholar] [CrossRef]
- Haragovics, M.; Mizsey, P. A novel application of exergy analysis: Lean manufacturing tool to improve energy efficiency and flexibility of hydrocarbon processing. Energy 2014, 77, 382–390. [Google Scholar] [CrossRef]
- García-Alcaraz, J.L.; Maldonado-Macías, A.A.; Cortes-Robles, G. Lean Manufacturing in the Developing World: Methodology, Case Studies and Trends from Latin America; Springer: Cham, Switzerland, 2014; pp. 1–584. [Google Scholar]
- Shingo, S. A Revolution in Manufacturing: The SMED System; Productivity Press: New York, NY, USA, 1985. [Google Scholar]
- Ulutas, B. An application of SMED methodology. Int. Sch. Sci. Res. Innov. 2011, 5, 1194–1197. [Google Scholar]
- Sousa, R.M.; Lima, R.M.; Carvalho, J.D.; Alves, A.C. An industrial application of resource constrained scheduling for quick changeover. In Proceedings of the 2009 IEEE International Conference on Industrial Engineering and Engineering Management, Hong Kong, China, 8–11 December 2009; pp. 189–193.
- Van Goubergen, D.; Van Landeghem, H. Rules for integrating fast changeover capabilities into new equipment design. Robot. Comput.-Integr. Manuf. 2002, 18, 205–214. [Google Scholar] [CrossRef]
- Cakmakci, M. Process improvement: Performance analysis of the setup time reduction-smed in the automobile industry. Int. J. Adv. Manuf. Technol. 2009, 41, 168–179. [Google Scholar] [CrossRef]
- Musa, M.A.; Ibrahim, A.M.; Ravi, S.; Abidin, Z.F.Z.; Wan Mat, W.A. A case study and analysis of setup reduction for stamping dies—Smed approach. Glob. Eng. Technol. Rev. 2014, 4, 1–9. [Google Scholar]
- León, J.G.M.; Ruiz, G.A.; Carmen, L.L.V. Implementación de la Metodología Smed (Single Minute Exchange of Die) Como Soporte al Sistema Kanban en un Proceso de Fabricación de Autopartes, Bajo un Enfoque de Valoración y Gestión del Capital Intelectual. Available online: http://www.concyteg.gob.mx/formulario/MT/MT2009/MT5/SESION1/MT51_JM ENDOZA_078.pdf (assessed on 28 October 2016).
- Guzmán Ferradás, P.; Salonitis, K. Improving changeover time: A tailored smed approach for welding cells. In Proceedings of the Forty Sixth CIRP Conference on Manufacturing Systems 2013, Setubal, Portugal, 29–30 May 2013; pp. 598–603.
- Shingo, S. A Study of the Toyota System from an Industrial Engineering Viewpoint; Productivity Press: New York, NY, USA, 1989. [Google Scholar]
- Bajpai, J.D. Smed (single-minute exchange of die) methodology in garment manufacturing industry: Case study in reducing style change over time. In Proceedings of the 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014), Guwahati, India, 12–14 December 2014; p. 7.
- Ana, S.A.; Tenera, A. Improving smed in the automotive industry: A case study. In Proceedings of the POMS 20th Annual conference, Orlando, FL, USA, 1–4 May 2009.
- Inteligente, M. Implementar Smed Lean-Single Minute Exchange of Dies. Available online: http://www.manufacturainteligente.com/implementar-smed-lean-single-minute-exchange-of-dies/ (assessed on 28 October 2016).
- Kumar, V.; Bajaj, A. The implementation of single minute exchange of die with 5’s in machining processes for reduction of setup time. Int. J. Recent Technol. Mech. Electr. Eng. 2015, 2, 032–039. [Google Scholar]
- Ribeiro, D.; Braga, F.; Sousa, R.; Carmo-Silvab, S. An Application of the SMED Methodology in an Electric Power Controls Company. Available online: http://repositorium.sdum.uminho.pt/handle/1822/15892 (assessed on 28 October 2016).
- De Miranda Filho, A.N.; Filho, F.M.M.; de Miranda, A.N.; de Miranda, M.I.A. Improving the root pile execution process through setup time reduction. In Proceedings of the 21st Annual ARCOM Conference, London, UK, 7–9 September 2005.
- Niola, V.; Bojkovic, Z.; Garcia-Planas, M.I. Cost Saving in an Automotive Battery Assembly Line Using Setup Time Reduction. Available online: http://www.wseas.us/e-library/conferences/2011/Venice/MUCOM/MUCOM-22.pdf (assessed on 28 October 2016).
- Fritsche, R. Reducing Set-up Times for Improved Flexibility in High-Mix Low-Volume Electric Drives Production. In Proceedings of the 2011 1st International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 28–29 September 2011; pp. 74–77.
- Tilkar, K.; Nagaich, R.; Marwah, K. Improving productivity of a manufacturing plant using single minute exchange of die. Int. J. Adv. Sci. Tech. Res. 2013, 1, 8. [Google Scholar]
- Bikram Jit, S.; Dinesh, K. SMED: For quick changeovers in foundry smes. Int. J. Prod. Perform. Manag. 2010, 59, 98–116. [Google Scholar]
- García-Alcaraz, J.L.; Prieto-Luevano, D.J.; Maldonado-Macías, A.A.; Blanco-Fernández, J.; Jiménez-Macías, E.; Moreno-Jiménez, J.M. Structural equation modeling to identify the human resource value in the jit implementation: Case maquiladora sector. Int. J. Adv. Manuf. Technol. 2015, 77, 1483–1497. [Google Scholar] [CrossRef]
- Balaji, M.; Arshinder, K. Modeling the causes of food wastage in indian perishable food supply chain. Resour. Conserv. Recycl. 2016, 114, 153–167. [Google Scholar]
- Yadav, D.K.; Barve, A. Analysis of critical success factors of humanitarian supply chain: An application of interpretive structural modeling. Int. J. Disaster Risk Reduct. 2015, 12, 213–225. [Google Scholar] [CrossRef]
- Singh, R.; Gohil, A.M.; Shah, D.B.; Desai, S. Total productive maintenance (TPM) implementation in a machine shop: A case study. Procedia Eng. 2013, 51, 592–599. [Google Scholar] [CrossRef]
- Sun, H.; Yam, R.; Wai-Keung, N. The implementation and evaluation of total productive maintenance (tpm)—An action case study in a hong kong manufacturing company. Int. J. Adv. Manuf. Technol. 2003, 22, 224–228. [Google Scholar] [CrossRef]
- Chlebus, E.; Helman, J.; Olejarczyk, M.; Rosienkiewicz, M. A new approach on implementing TPM in a mine—A case study. Arch. Civ. Mech. Eng. 2015, 15, 873–884. [Google Scholar] [CrossRef]
- Eti, M.C.; Ogaji, S.O.T.; Probert, S.D. Development and implementation of preventive-maintenance practices in Nigerian industries. Appl. Energy 2006, 83, 1163–1179. [Google Scholar] [CrossRef]
- Shen, C.C. Discussion on key successful factors of TPM in enterprises. J. Appl. Res. Technol. 2015, 13, 425–427. [Google Scholar] [CrossRef]
- Almomani, M.A.; Aladeemy, M.; Abdelhadi, A.; Mumani, A. A proposed approach for setup time reduction through integrating conventional smed method with multiple criteria decision-making techniques. Comput. Ind. Eng. 2013, 66, 461–469. [Google Scholar] [CrossRef]
- Rodríguez-Méndez, R.; Sánchez-Partida, D.; Martínez-Flores, J.L.; Arvizu-BarrÓn, E. A case study: SMED & JIT methodologies to develop continuous flow of stamped parts into ac disconnect assembly line in schneider electric tlaxcala plant. IFAC Pap. Online 2015, 48, 1399–1404. [Google Scholar]
- Morales Méndez, J.; Silva Rodríguez, R. Set-up reduction in an interconnection axle manufacturing cell using SMED. Int. J. Adv. Manuf. Technol. 2016, 84, 1907–1916. [Google Scholar] [CrossRef]
- Samuel Vieira, C.; Iana Araújo, R.; Andressa Amaral, A.; João Flávio, A.; Fabrício, F.; Adriano, M. Desenvolvimento e implementação de uma metodologia para troca rápida de ferramentas em ambientes de manufatura contratada/development and implementation of a smed methodology in contract manufacturing enviroments. Gestão Produção 2009, 16, 357–369. (In Portuguese) [Google Scholar]
- Miguel, S.; Richard Ian, M.; Olívio, N. Metodologia de shigeo shingo (SMED): Análise crítica e estudo de caso/shingo’s methodology (SMED): Critical evaluation and case study. Gestão Produção 2007, 14, 323–335. [Google Scholar]
- Adanna, I.W.; Shantharam, A. Improvement of setup time and production output with the use of single minute exchange of die principles (SMED). Int. J. Eng. Res. 2014, 2, 274–277. [Google Scholar]
- McIntosh, R.I.; Culley, S.J.; Mileham, A.R.; Owen, G.W. A critical evaluation of shingo’s ‘smed’ (single minute exchange of die) methodology. Int. J. Prod. Res. 2000, 38, 2377–2395. [Google Scholar] [CrossRef]
- Moreira, A.C.; Garcez, P.M.T. Implementation of the single minute exchange of die (SMED) methodology in small to medium-sized enterprises: A portuguese case study. Int. J. Manag. 2013, 30, 66–87. [Google Scholar]
- Vukićević Milan, R.; Vojinović, S.; Mladenović, B. Implementation of SMED method in wood processing. Glas. Šumar. Fak. 2007, 2007, 7–14. [Google Scholar] [CrossRef]
- Wang, C.H.; Kao, J.H.; Thakur, S.K. Implementation of the Lean Model for Carrying out Value Stream Mapping and Smed in the Aerospace engine Case Production; Bertin, G., Ed.; Trans Tech: Zurich, Switzerland, 2012; pp. 302–310. [Google Scholar]
- Perinić, M.; Ikonić, M.; Maričić, S. Die casting process assessment using single minute exchange of dies (SMED) method. Metalurgija 2009, 48, 199–202. [Google Scholar]
- Lingayat, S.S.; Vasani, R.S.; Kulkarni, G.; Ambhore, S.S.; Sharma, S.; Rautela, L.D.S. Optimization of product, tool & process design concept through SMED technique. In Proceedings of the 2015 International Conference on Technologies for Sustainable Development (ICTSD), Mumbai, India, 4–6 February 2015.
- Nee, L.S.; Hou, C.S.; Yee, S.H.; Razalli, S.; Kamaruddin, S. External Setup in Smed Improvement in an Injection Molding Manufacturing Company; Othman, M., Ed.; TTP: Zurich, Switzerland, 2012; p. 2551. [Google Scholar]
- King, P.L. SMED in the process industries. Ind. Eng. 2009, 41, 30–35. [Google Scholar]
- Sanches, H.R.V. Aplicação da Metodologia Smed na Indústria Vidreira. Available online: https://repositorio-aberto.up.pt/handle/10216/78409 (assessed on 28 October 2016).
- Hongda, K.; Youling, C. Strategy Research in eto Manufacture Enterprise by Applying the Smed Methodology; Xia, G., Deng, X., Eds.; Pub House of Electronics Industry: Beijing, China, 2008; pp. 1931–1934. [Google Scholar]
- Da Costa, I.A. Aplicação da Metodologia Smed Numa Linha Cnc de Produção de Mobiliário. Available online: https://repositorio-aberto.up.pt/handle/10216/78401 (assessed on 28 October 2016).
- Paquette, L. Jit, kan Ban, Smed, and Other Funny Names; American Management Association International: New York, NY, USA, 2003; pp. 85–90. (In Portuguese) [Google Scholar]
- Santos, R.P.D. Implementação de Metodologia Smed Para Redução dos Tempos de Preparação do Equipamento Simon 350. Available online: https://www.iconline.ipleiria.pt/handle/10400.8/1533 (assessed on 28 October 2016). (In Portuguese)
- Stadnicka, D. Setup analysis: Combining Smed with other tools. Manag. Prod. Eng. Rev. 2015, 6, 36–50. [Google Scholar] [CrossRef]
- Henry, J.R. Achieving Lean Changeover: Putting SMED to Work; Productivity Press: Boca Raton, NM, USA, 2013. [Google Scholar]
- Hair, J.F., Jr.; Black, W.C.; Babin, B.J.; Anderson, R.E. Multivariate Data Analysis; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Cronbach, L.J. Coefficient alpha and the internal structure of tests. Psychometrika 1951, 16, 297–334. [Google Scholar] [CrossRef]
- Adamson, K.A.; Prion, S. Reliability: Measuring internal consistency using cronbach’s α. Clin. Simul. Nurs. 2013, 9, e179–e180. [Google Scholar] [CrossRef]
- Garcia-Alcaraz, J.L.; Maldonado-Macías, A.A. Just-in-Time Elements and Benefits; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Kumar, D.; Rahman, Z. Buyer supplier relationship and supply chain sustainability: Empirical study of Indian automobile industry. J. Clean. Prod. 2016, 131, 836–848. [Google Scholar] [CrossRef]
- Kock, N. Warppls 5.0 User Manual; ScripWarp Systems TM: Laredo, TX, USA, 2015. [Google Scholar]
- Rahmadi, R.; Groot, P.; Heins, M.; Knoop, H.; Heskes, T. Causality on Cross-Sectional Data: Stable Specification Search in Constrained Structural Equation Modeling. Available online: https://arxiv.org/pdf/1506.05600v3.pdf (assessed on 28 October 2016).
- Kreiberg, D.; Söderström, T.; Yang-Wallentin, F. Errors-in-variables system identification using structural equation modeling. Automatica 2016, 66, 218–230. [Google Scholar] [CrossRef]
- Hwang, G.H.; Jeong, S.K.; Ban, Y.U. Causal relationship of eco-industrial park development factors: A structural equation analysis. J. Clean. Prod. 2016, 114, 180–188. [Google Scholar] [CrossRef]
- Eisenhauer, N.; Bowker, M.A.; Grace, J.B.; Powell, J.R. From patterns to causal understanding: Structural equation modeling (SEM) in soil ecology. Pedobiologia 2015, 58, 65–72. [Google Scholar] [CrossRef]
- Nitzl, C. The use of partial least squares structural equation modelling (PLS-SEM) in management accounting research: Directions for future theory development. J. Acc. Literat. 2016, 37, 19–35. [Google Scholar] [CrossRef]
- Kock, N. Advanced mediating effects tests, multi-group analyses, and measurement model assessments in PLS-based sem. Int. J. E Collab. 2014, 10, 1–13. [Google Scholar] [CrossRef]
- Ketkar, M.; Vaidya, O.S. Study of emerging issues in supply risk management in India. Procedia Soc. Behav. Sci. 2012, 37, 57–66. [Google Scholar] [CrossRef]
- Vinzi, V.E.; Trinchera, L.; Amato, S. PLS Path Modeling: From Foundation to Recent Developments and Open Issues Form Model Assessment and Improvement. Available online: http://link.springer.com/chapter/10.1007/978-3-540-32827-8_3 (assessed on 28 October 2016).
- Henseler, J.; Sarstedt, M. Goodness-of-fit indices for partial least squares path modeling. Comput. Stat. 2013, 28, 565–580. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scale | Description |
|---|---|
| 1 | Never |
| 2 | Rarely |
| 3 | Often |
| 4 | Very frequently |
| 5 | Always |
| Index | Identification Phase | Separation Phase | Transformation Phase | Improvement Phase | Benefits |
|---|---|---|---|---|---|
| R-squared | 0.427 | 0.388 | 0.365 | 0.476 | |
| Adj. R-squared | 0.426 | 0.386 | 0.361 | 0.474 | |
| Composite reliability | 0.897 | 0.916 | 0.868 | 0.845 | 0.914 |
| Cronbach’s alpha | 0.855 | 0.861 | 0.797 | 0.634 | 0.892 |
| Avg. Var. Extract. (AVE) | 0.637 | 0.784 | 0.622 | 0.732 | 0.571 |
| Full collin. VIF | 2.045 | 2.246 | 2.021 | 1.746 | 2.151 |
| Q-squared | 0.428 | 0.389 | 0.365 | 0.478 |
| Item | Identification Phase | Separation Phase | Transformation Phase | Improvement Phase | Benefits | p Value |
|---|---|---|---|---|---|---|
| S0 02 | 0.857 | 0.060 | −0.006 | −0.079 | −0.036 | <0.001 |
| S0 03 | 0.851 | 0.045 | −0.050 | −0.090 | 0.092 | <0.001 |
| S0 04 | 0.824 | 0.087 | −0.050 | −0.078 | 0.140 | <0.001 |
| S0 05 | 0.716 | −0.190 | 0.177 | 0.159 | −0.083 | <0.001 |
| S0 06 | 0.731 | −0.035 | −0.052 | 0.131 | −0.141 | <0.001 |
| S1 01 | 0.069 | 0.920 | −0.107 | −0.015 | 0.059 | <0.001 |
| S1 02 | −0.036 | 0.924 | −0.031 | −0.040 | −0.002 | <0.001 |
| S1 03 | −0.038 | 0.808 | 0.157 | 0.064 | −0.065 | <0.001 |
| S2 01 | 0.000 | 0.203 | 0.776 | −0.152 | 0.062 | <0.001 |
| S2 02 | −0.112 | 0.067 | 0.790 | −0.037 | −0.005 | <0.001 |
| S2 03 | 0.109 | −0.228 | 0.767 | 0.095 | −0.071 | <0.001 |
| S2 04 | 0.006 | −0.043 | 0.821 | 0.090 | 0.013 | <0.001 |
| S3 01 | 0.084 | −0.095 | −0.002 | 0.856 | −0.116 | <0.001 |
| S3 02 | −0.084 | 0.095 | 0.002 | 0.856 | 0.116 | <0.001 |
| BE 01 | −0.073 | 0.150 | −0.037 | 0.194 | 0.754 | <0.001 |
| BE 02 | 0.150 | −0.121 | 0.189 | 0.029 | 0.696 | <0.001 |
| BE 04 | 0.192 | −0.089 | 0.022 | −0.061 | 0.765 | <0.001 |
| BE 05 | −0.089 | 0.111 | 0.033 | −0.115 | 0.779 | <0.001 |
| BE 06 | −0.027 | −0.171 | −0.092 | −0.03 | 0.783 | <0.001 |
| BE 07 | −0.144 | −0.002 | −0.042 | 0.039 | 0.727 | <0.001 |
| BE 08 | −0.076 | 0.112 | −0.040 | −0.017 | 0.822 | <0.001 |
| BE 09 | 0.087 | −0.007 | −0.016 | −0.030 | 0.714 | <0.001 |
| Index | Value |
|---|---|
| Average path coefficient (APC) | 0.456, p < 0.001 |
| Average R-squared (ARS) | 0.414, p < 0.001 |
| Average adjusted R-squared (AARS) | 0.412, p < 0.001 |
| Average block VIF (AVIF) acceptable if ≤5, ideally ≤3.3 | 1.499 |
| Average full collinearity VIF (AFVIF) acceptable if ≤5, ideally ≤3.3 | 2.042 |
| Tenenhaus GoF (GoF) small ≥0.1, medium ≥0.25, large ≥0.36 | 0.526 |
| Identification Phase | Separation Phase | Transformation Phase | |
|---|---|---|---|
| Transformation Phase | 0.407 (p < 0.001) | ||
| ES = 0.235 | |||
| Improvement Phase | 0.358 (p < 0.001) | 0.207 (p < 0.001) | |
| ES = 0.190 | ES = 0.113 | ||
| Benefits | 0.303 (p < 0.001) | 0.463 (p < 0.001) | 0.115 (p < 0.001) |
| ES = 0.177 | ES = 0.288 | ES = 0.072 |
| Identification Phase | Separation Phase | Transformation Phase | Improvement Phase | |
|---|---|---|---|---|
| Separation Phase | 0.654 (p < 0.001) | |||
| ES = 0.427 | ||||
| Transformation Phase | 0.407 (p < 0.001) | 0.623 (p < 0.001) | ||
| ES = 0.235 | ES = 0.388 | |||
| Transformation Phase | 0.358 (p < 0.001) | 0.547 (p < 0.001) | 0.333 (p < 0.001) | |
| ES = 0.190 | ES = 0.298 | ES = 0.180 | ||
| Benefits | 0.303 (p < 0.001) | 0.463 (p < 0.001) | 0.555 (p < 0.001) | 0.347 (p < 0.001) |
| ES = 0.177 | ES = 0.288 | ES = 0.347 | ES = 0.202 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz-Reza, J.R.; García-Alcaraz, J.L.; Martínez-Loya, V.; Blanco-Fernández, J.; Jiménez-Macías, E.; Avelar-Sosa, L. The Effect of SMED on Benefits Gained in Maquiladora Industry. Sustainability 2016, 8, 1237. https://doi.org/10.3390/su8121237
Díaz-Reza JR, García-Alcaraz JL, Martínez-Loya V, Blanco-Fernández J, Jiménez-Macías E, Avelar-Sosa L. The Effect of SMED on Benefits Gained in Maquiladora Industry. Sustainability. 2016; 8(12):1237. https://doi.org/10.3390/su8121237
Chicago/Turabian StyleDíaz-Reza, José Roberto, Jorge Luis García-Alcaraz, Valeria Martínez-Loya, Julio Blanco-Fernández, Emilio Jiménez-Macías, and Liliana Avelar-Sosa. 2016. "The Effect of SMED on Benefits Gained in Maquiladora Industry" Sustainability 8, no. 12: 1237. https://doi.org/10.3390/su8121237
APA StyleDíaz-Reza, J. R., García-Alcaraz, J. L., Martínez-Loya, V., Blanco-Fernández, J., Jiménez-Macías, E., & Avelar-Sosa, L. (2016). The Effect of SMED on Benefits Gained in Maquiladora Industry. Sustainability, 8(12), 1237. https://doi.org/10.3390/su8121237