Abstract
An investigation is reported on the importance of integrating sustainability with manufacturing and design, along with other objectives such as function, competitiveness, profitability and productivity. The need of utilizing appropriate tools like design for environment, life cycle assessment and other environmentally sound practices that are cognizant of the entire life cycle of a process or product is highlighted. It is likely that sustainability and environmental stewardship will be increasingly important considerations in manufacturing and design in the future and are likely to influence the main priorities for advancing manufacturing operations and technologies. Designers and manufacturing decision makers who adopt a sustainability focus and establish a sustainability culture within companies are more likely to be successful in enhancing design and manufacturing. It is concluded that more extensive research and collaboration is needed to improve understanding of sustainability in manufacturing and design, and to enhance technology transfer and applications of sustainability.
1. Introduction
Sustainability is an increasingly important requirement for human activity, making sustainable development a key objective in human development. At its core, sustainable development is the view that social, economic and environmental concerns should be addressed simultaneously and holistically in the development process.
Sustainability has been applied to many fields, including engineering, manufacturing and design. Manufacturers are becoming increasingly concerned about the issue of sustainability. For instance, recognition of the relationship between manufacturing operations and the natural environment has become an important factor in the decision making among industrial societies.
Making development sustainable is in general a challenging and complex undertaking, involving such factors as technology and engineering, economics, environmental stewardship, health and welfare of people and the communities in which they live and work, social desires, and government strategies, procedures and policies. More specifically, making manufacturing sustainable requires balancing and integrating economic and environmental societal objectives, supportive policies and practices. Appropriate trade-offs are often necessary, given the diverse interests of manufacturers and society. Furthermore, relevant, meaningful, consistent and robust information on sustainable manufacturing must be available and utilized by organizations and their managers if sustainability is to improve in manufacturing.
This article describes sustainable manufacturing and the role of environmental sustainability in achieving it. This includes consideration of relevant environmental issues, green manufacturing, life cycle factors, and priorities in advancing manufacturing operations and processes. A case study is presented in which environmental sustainability is considered holistically in decision making for a manufacturing operation. The objective is to improve understanding and to foster advances in sustainable manufacturing. This objective is particularly important since increased research, information, and technology transfer is needed if sustainable manufacturing is to become adopted quickly and in a widespread manner in the future.
2. Background: Sustainability and Sustainability Indicators
In describing, understanding and applying sustainable manufacturing, it is important to have knowledge of sustainability and indicators for it. These topics are explained in this section.
Sustainability is a concept that has been defined in many ways and has different meanings to different people. Sustainable development was introduced in a widespread way by the Brundtland Commission, which defined it as development that “meets the needs of the present without compromising the ability of future generations to meet their own needs” [1].
At its core, sustainability is simply the ability to endure or survive, which has significant ramifications. For instance, sustainability describes the productivity and diversity over time of biological systems, from an ecological perspective, and the potential for long-term welfare, from a human perspective. The latter depends on the wellbeing of the natural world, including the responsible use of natural resources and disposal of wastes. Sustainability involves stabilizing the currently disruptive relationship between humanity and our planet [2]. Such an effort is challenging, as the human system and the planetary system are both very complex.
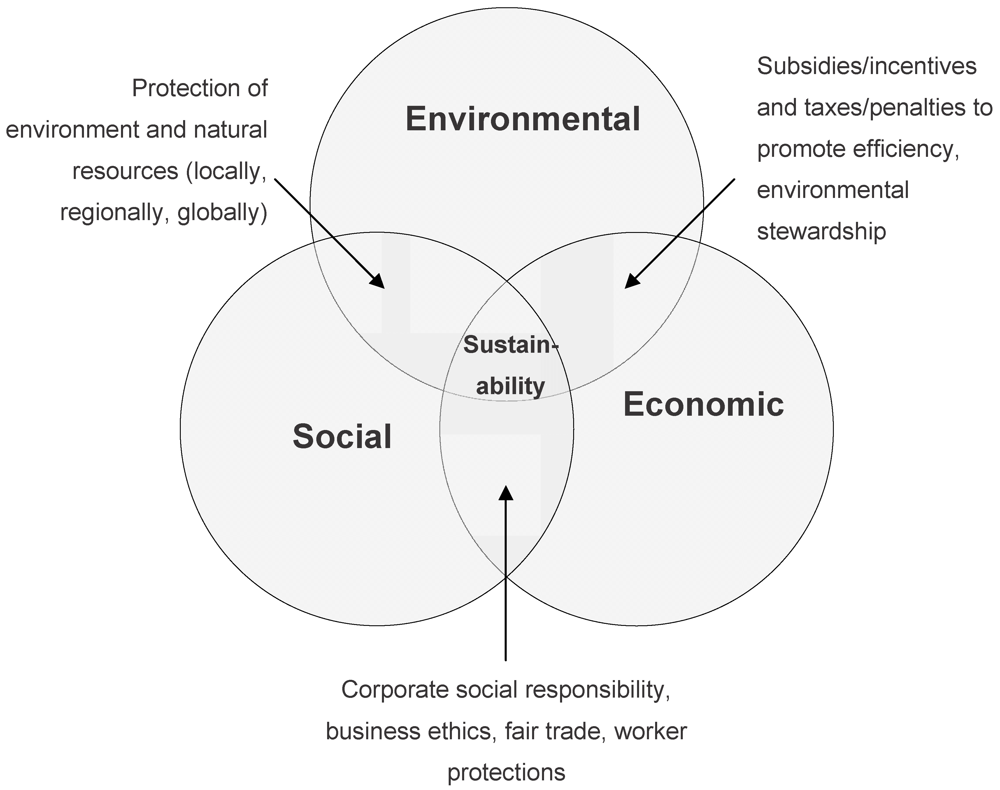
In the context of human development and environmental stewardship, the term sustainability has ideological, political, ecological and economic contexts [3] and, in this framework, it is most commonly seen as a derivation of the term sustainable development [4]. Sustainability can be viewed as having three parts: environmental, economic and social (including political) (see Figure 1). As a consequence, achieving sustainability requires an integrated approach and multi-dimensional indicators that link a community’s economy, environment and society.
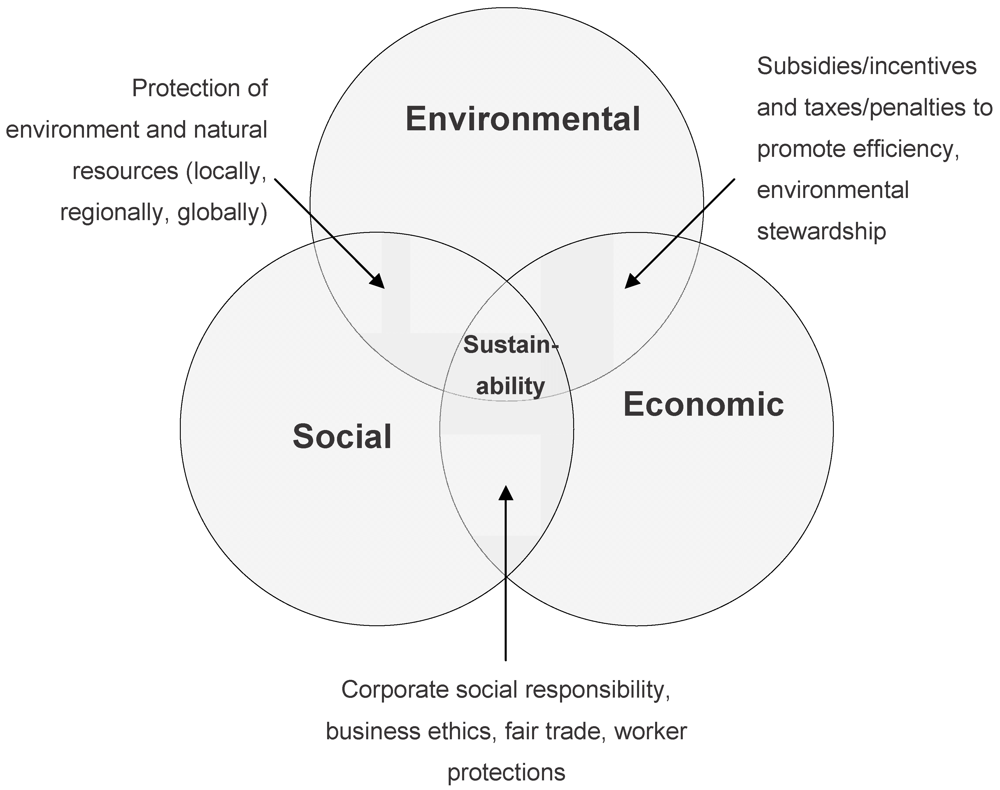
Figure 1.
Sustainability as the intersection of its three key parts, and examples of features at the intersection of any two parts.
Figure 1.
Sustainability as the intersection of its three key parts, and examples of features at the intersection of any two parts.
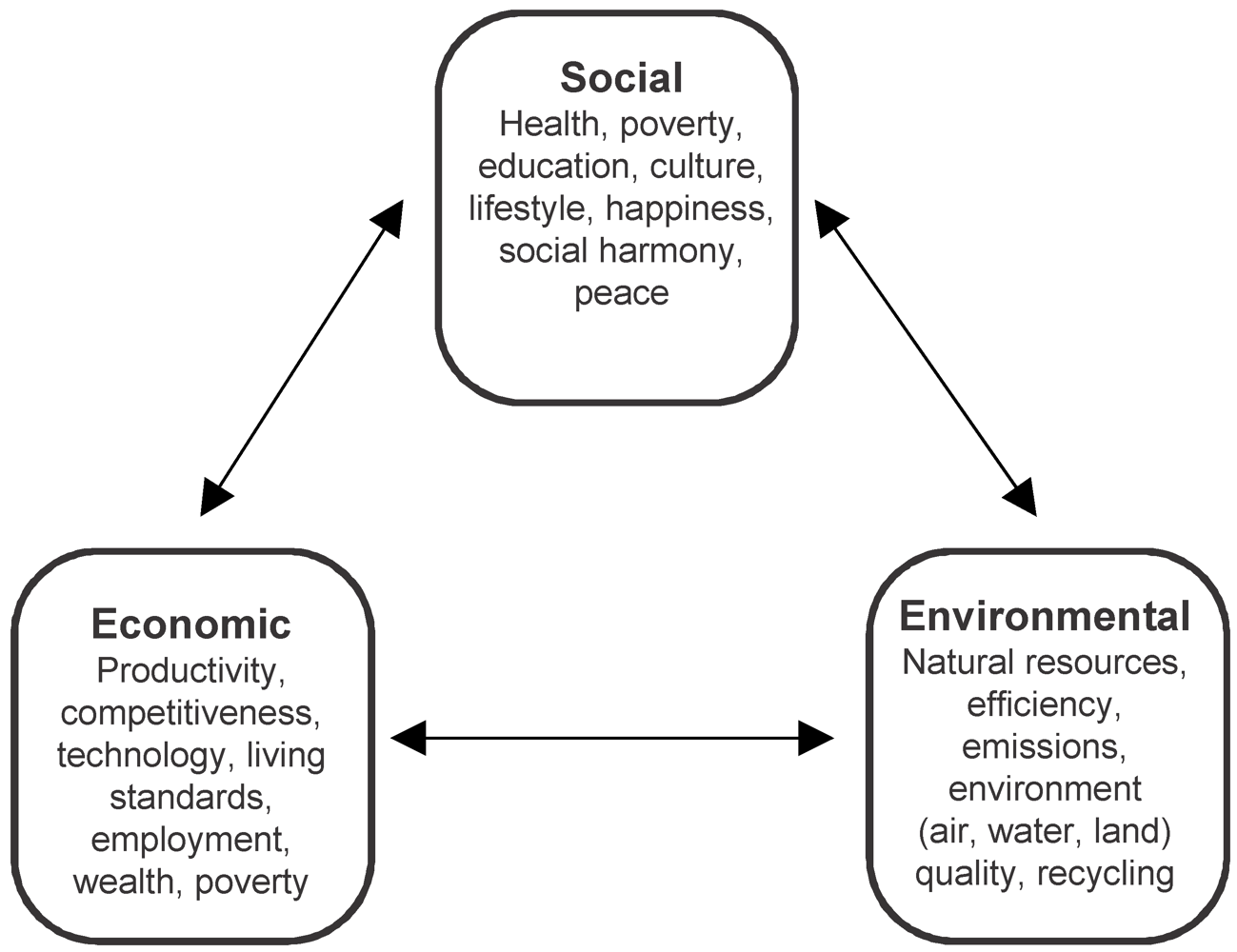
An important facet of measuring and assessing sustainability and efforts to enhance it are sustainability indicators. Indicators help identify the status of something, the progress made towards an objective, and the challenges and problems in moving towards an objective as well as the measures that must be adopted to address the challenges and problems. Indicators of sustainability are different from traditional indicators of economic, social and environmental progress. Indicators for a sustainable community identify where the links between economics, environmental stewardship and society are inadequate, and suggest and prioritize approaches to address the problems. Traditional indicators, like economic profitability, health and water quality, measure changes in one part of a community independent of the other parts, whereas sustainability indicators reflect the relations among the three aspects of sustainability and the many factors that affect them. Figure 2 illustrates the relations, showing, for example, that:
- the natural resource base provides the materials for production on which jobs and profits depend;
- employment affects wealth creation, living standards and poverty rates;
- poverty relates to crime and social unrest and instability;
- resource, air and water quality affect health; and
- resources used for production affect profits.
For instance, health problems affect worker productivity and health insurance costs, and poor water quality prior to use in a process that requires clean water necessitates the extra expense and reduced profits associated with water treatment. Many traditional indicators are not holistic, like gross domestic product (GDP), which measures the amount of money being spent in a country. GDP is generally regarded as a measure of a country's economic well-being, under the presumption that the more money spent, the higher the GDP and the better the economic well-being, although this indicator reflects only the amount of economic activity, regardless of how that activity affects the community social and environmental welfare.
Effective indicators for sustainability and other purposes share several common characteristics: (1) relevance, in that they reveal necessary information about a system or process; (2) understandability, in that they are straightforward and readily understood by experts and non-experts; (3) reliability, in that they provide information that is trustworthy; and (4) assessable, in that they are based on available and accessible data.
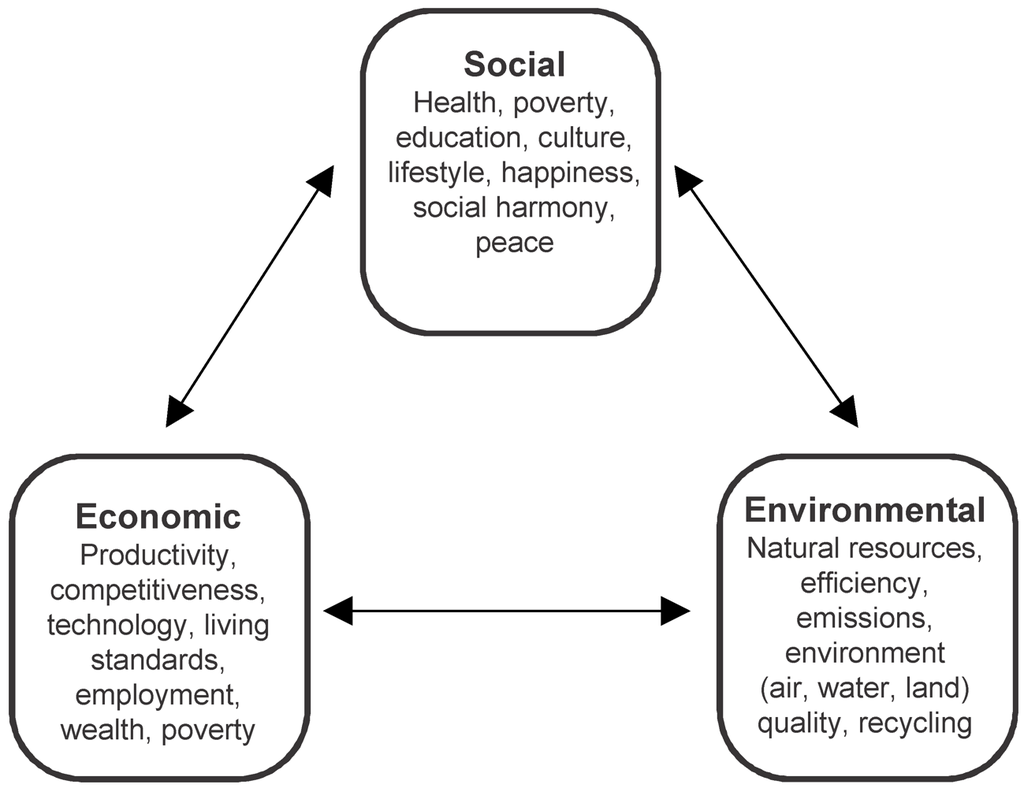
Figure 2.
Relations between social, environmental and economic parts of sustainability, and some of the factors that comprise them.
Figure 2.
Relations between social, environmental and economic parts of sustainability, and some of the factors that comprise them.
3. Sustainable Manufacturing
The link between manufacturing and its operations to the natural environment is gradually becoming recognized. Progress, profitability, productivity and environmental stewardship are now seen as needing consideration by manufacturing organizations [5]. Improving environmental stewardship and sustainability, while maintaining profitability and productivity, are increasingly viewed as strategic goals of manufacturing companies.
3.1. Manufacturing and the Environment
Traditionally strategies for manufacturing have considered production process comparisons for the volume/variety matrix of the products [6]. Today, manufacturing strategies generally account for products and processes, as well as other parameters like practices, so as to incorporate organizational and philosophical elements of manufacturing strategy. This yields more general viewpoint. A technological dimension is included, since manufacturing is heavily technologically driven.
Manufacturing operations and the natural environment are becoming increasingly linked. To incorporate a measure of environmental impact in manufacturing strategies, expressions for assessing the environmental impact (EI) on society can be used. One common expression for the environmental impact on society is EI = P × A × T, where P, A and T denote population, affluence and technology respectively [7,8,9]. Population is difficult to constrain and affluence is increasingly sought by people. Thus, technology, which can be defined as the knowledge of an organization [10], is the factor that can be improved to reduce environmental impact. The technology category relating to the environment and manufacturing is affected by the following three factors:
- Product: The manufacturing strategy for environmentally benign products often involves a design process which accounts for environmental impacts over the life of the product. Consequently it is normally associated with the use of design for environment (DFE) and life cycle analysis (LCA) methods. Designing products to be environmentally benign can contribute to their successful introduction and maintenance. Product flexibility, for example, allows for environmental improvements, like materials substitution, while retaining competitiveness. The expected decrease in product life cycles with increased product customization is likely to make flexibility increasingly important.
- Process: Environmental improvements related to manufacturing processes are linked to reduction, reuse, recycling and remanufacturing. Zero-emission (i.e., closed-loop) manufacturing views the manufacturing system as an industrial ecosystem, and requires the reuse of wastes or by-products within the manufacturing system. Thus, zero-emission manufacturing requires capabilities for pollution prevention (e.g., substitution) and waste reuse. Flexible manufacturing also requires the capability for material flexibility, and manufacturing equipment that can accommodate variations in material flows can assist in enhancing sustainability while maintaining competitiveness. For instance, more efficient and recyclable packaging designs can make packaging more sustainable.
- Practices: An important environmentally-based influence on organizational manufacturing practices is ISO 14000 certification, which can support organizational practices but does not make environmental improvements a certainty on its own [5]. Practices can be used strategically to improve manufacturing, through such other activities as benchmarking and performance measurement, since such schemes assist managers in developing and maintaining new environmental programs and technology.
These three factors overlap in some areas and are interdependent and synergistic. Technological advances can emanate within an organization, but most developments, especially strategic environmental ones, result from multi-organizational efforts, often with governmental input and support. For example, industry consortia, such as the European Eureka program, the National Center for Manufacturing Sciences in the US, and Ecofactory in Japan, each have a significant research focus on environmentally conscious manufacturing practices and technology. Consortia are particularly important in countries where technology transfer and diffusion throughout industry is weak, such as Canada and the U.S. [5].
Environmental manufacturing strategies based on the Malcolm Baldrige criteria are recommended for organizations by the U.S. Environmental Protection Agency as effective, and include environmental leadership, strategic environmental quality planning, environmental quality management systems, human resources development, stakeholder emphasis, environmental measurements and environmental quality assurance [11].
Manufacturing decision makers normally addressed only the economic aspect of sustainability in the past, whereas corporations recently have started to address environmental sustainability. Such tools are becoming increasingly common and include carbon footprint estimation, life cycle assessment [12,13,14,15] and life cycle management [16,17], design for the environment, and product stewardship [18,19]. Numerous examples of applications of these tools have been reported [20,21,22]. Engineers in industry now consider such measures as resource consumption, and emissions of toxic substances, greenhouse gases, atmospheric pollutants and solid and liquid wastes. Besides approaches and tools, environmentally sound practices require consideration of the extended producer responsibility principle.
3.2. Manufacturing and Sustainability
Sustainable manufacturing evolved from the concept of sustainable development, which was coined in the 1980s to address concerns about environmental impact, economic development, globalization, inequities and other factors. Sustainable production was introduced at the 1992 UNCED conference in Rio de Janeiro as a guide to help companies and governments transition towards sustainable development. Research into these areas is ongoing by many [23]. Several definitions exist for sustainable manufacturing and production. For instance, sustainable manufacturing is defined by the U.S. Department of Commerce defines as “the creation of manufactured products that use processes that minimize negative environmental impacts, conserve energy and natural resources, are safe for employees, communities, and consumers and are economically sound,” while the Lowell Center for Sustainable Production defines sustainable production as “the creation of goods and services using processes and systems that are Non-polluting, conserving of energy and natural resources, economically viable, safe and healthful for workers, communities, and consumers, socially and creatively rewarding for all working people”.
Sustainability has been interpreted in many ways, considering various requirements for many applications and different objectives. For manufacturing applications, the definition of sustainability requires refinement. Companies have developed and applied numerous approaches for integrating sustainability into industrial operations, including people planet profits, sustainable management, ecological sustainability, and the “triple bottom line” method. The latter method is described by Elkington [24] as a business case for sustainability, which involves a holistic approach relying on the principles of economic prosperity, environmental stewardship and corporate responsibility.
Frameworks and practices for sustainable manufacturing have been proposed and investigated. For example, a framework was developed by the Organization for Economic Co-operation and Development (OECD) [23] to accelerate sustainable industrial production by diffusing knowledge, facilitating benchmarking of products and production processes, and promoting eco-innovation, development of new technological and systemic solutions to global environmental challenges.There are four primary categories of input resources to manufacturing organizations, as shown on the left side of Table 1. These lead to corresponding outputs, shown on the right side of Table 1. Business generally seeks to reconfigure physical, human, information and financial resources so that the financial resources exiting the system are larger than those that enter. Sustainability requires that corporations satisfy social and environmental objectives or constraints while undertaking this reconfiguration.

Table 1.
Inputs and outputs of a manufacturing entity.
| Inputs | Corresponding outputs |
|---|---|
| Economic resources | Wealth, profits |
| Human resources | Education, training, skills |
| Natural and artificial resources | Products, goods |
| Information resources | Knowledge, know-how |
Many aspects of sustainability in the context of manufacturing have been investigated, particularly in recent years. For instance modeling and optimization challenges to sustainable manufacturing have been examined by Jayal et al. [25], considering the product, process and system levels. A framework for sustainable production has been proposed by Nasr et al. [26], who also provide a strategic approach to remanufacturing, which the authors identify as a key enabler to sustainable production. Approaches and methodologies for design sustainable supply chains and an evaluation of their performance have been described by Shuaib et al. [27], as have novel approaches to reverse logistics and closed loop supply chains [28,29].
The evolution of the sustainability of manufacturing anticipated by the authors is described in Table 2. Traditional uses for manufacturing were developed without a focus on sustainability [30]. Investments in plants and corresponding improvement and optimization efforts have typically been driven by increased productivity, reduced operating costs and work effort, and enforced regulatory compliance. Business decisions can increase the utilization efficiency of energy, materials, human and information resources as well as related technology and equipment. Future manufacturing systems are likely to be based on strategies that seek to optimize the capability to meet immediate facility needs in a way that enhances the environmental quality of future generations and the business prospects for the company in the future. The energy systems for manufacturing facilities have advanced to improve operating cost structures, including load curtailment and shedding, and energy monitoring, as well as control of generators, HVAC systems, and thermal plants. The anticipated approaches in Table 2 can help meet the goals of sustainability.
Table 2.
Possible future evolution of the sustainability of manufacturing.
| Present | Future |
|---|---|
| Required environmental compliance | Enhanced environmental compliance often exceeding minimal requirements |
| Economic operational efficiency | Increased operational efficiency beyond that necessitated based solely on traditional economics |
| Communication that supports business objectives (reputation, brand recognition, etc.) | Communication to support expanded business objectives (reputation, brand recognition, corporate social responsibility, etc.) |
| Meet legal regulations for compliance, with little voluntary activity | Shift from simply meeting legal regulations for compliance to more voluntary activity, driven partly by market forces for sustainability objectives |
A business must understand how it impacts sustainability to act sustainably, and this requires the use of sustainability indicators. Metrics are needed to measure progress towards the achievement of sustainability, and identifying appropriate sustainability indicators is an important challenge. Efforts have been expended to integrate measures of sustainability into the decision-making practices in industry. For instance, Parris and Kates [31] reviewed numerous attempts to define sustainability indicators and identified up to 255 indicators. These sustainability indicators vary greatly in terms of geographic extent (ranging from global to local), ability to be managed by business decision makers, and the effort and costs required to apply them. Also, Stokes [32] suggests monetizing sustainability, based on incorporating the triple bottom line method into the manufacturing system and its environment. Factors such as environmental compliance, communication and operational efficiency provide measurable outcomes supported by traditional business objectives, but to measure the results they are “monetized” based on outcome priorities and business performance [30]. Such performance measures are critical to improving the environmental sustainability of industrial systems, as such efforts rely on metrics to be judged [33].
The successful implementation of sustainability into manufacturing organizations is dependent on many factors. Some examples follow:
- Information: The quantitative and qualitative information required to make assessments is needed, e.g., the quantity and type of metal a process uses, the quantity and type of pollutants emitted. However, such information is not always readily available and can be sometimes be difficult if not impossible to acquire.
- Management and culture: Sustainability issues, e.g., environmental stewardship efforts, tend to be dealt with in specialized departments rather than holistically by management. This can lead to inconsistent application and tends to discourage the development of a sustainability-oriented culture in the organization.
- Procedures: Decision makers and staff are often not provided with the methodologies and procedures needed to ensure an organization’s sustainability objectives and strategies are applied effectively, efficiently, consistently and robustly. One reason for this problem is that the number of variables to be taken into account in decision-making is usually very large. Employees need to take sustainability issues into account effectively in decision making and actions if sustainability objectives are to be achieved.
3.3. Models for Manufacturing and Improved Sustainability
Various models have been developed for implementing sustainability in manufacturing by improving the sustainability of manufacturing. Recently, frameworks for sustainable manufacturing, production and supply chains have been put forth [26,27], and modeling and optimization tools have been developed [25]. Harland et al. [34] propose an environmental health and safety technology engagement model (Table 3) that illustrates the potential for implementing sustainability objectives during the development of a product or process. This model includes three phases: research, development and commercialization. A significant time period, often lasting years, is normally involved in designing a new manufacturing product or process, and Table 3 shows the potential for implementing sustainability objectives differs with the time and phase of development. Manufacturing engineers and designers need to recognize this dependence to integrate sustainability effectively into processes or products.
Rather than considering the environmental factors only at one point in the product or process development cycle, a long-term commitment over the entire design process, from early research to process development, is usually more effective for integrating sustainability into manufacturing [34]. Sustainability can be addressed in each of the three phases of the model:
- Research: The first significant opportunity to influence the design process for sustainability is during the research phase at the pre-competitive level. At this phase, specific sustainability requirements and not-yet regulated concerns can be evaluated and examined, e.g., energy and resource use, pollution and climate change impacts. Early evaluation helps to ensure appropriate attention to sustainability at a time when it can be affected greatly, e.g., research can focus on solving manufacturing environmental issues.
- Development: During the development phase, effort to improve environmental performance is focused on system design and equipment selection using appropriate methods tools and methods, e.g., design for environment, environmental footprint assessment, and life cycle analysis. Collaboration with vendors helps promote environmental improvements. The potential for modifications that enhance sustainability characteristics is high during this phase.
- Commercialization: The efforts introduced during the development phase are extended and refined during commercialization activities, and involve cooperation with suppliers, vendors and customers.
Table 3.
Model for potential for implementing sustainability in manufacturing *.
| Development phase | Potential for modification | Time before commercial manufacturing | Cost benefit of proper decision |
|---|---|---|---|
| * Based in part on model of Harland et al. [34]. | |||
| Research | Low-medium | Long | Low |
| Development | Medium-high | Medium | Medium |
| Commercialization | Low-medium | Short | High |
The semiconductor equipment company Intel is an example of a company that strives to build sustainability into its products and processes prior to commercialization [34]. Intel operates under a two-year model for new product development, alternating between silicon manufacturing technology one year and microprocessor architecture the next. This model introduces a new manufacturing process technology in the first year, allowing, for instance, reductions in semiconductor size and the subsequent manufacture of more semiconductors on a single wafer or placement of more transistors in an equivalent space. In the second year, this model introduces a new chip architecture or design with the same manufacturing technology. Each step provides the opportunity to establish objectives and strategies to reduce environmental impact, and Intel has worked with suppliers of semiconductor manufacturing equipment and materials to improve the environmental performance of various technologies using this approach.
3.4. Needs to Enhance Manufacturing Sustainability
The present examination highlights the importance of integrating sustainability, design for environment, life cycle assessment and other tools with manufacturing and relevant decision making structures. Several specific needs exist to enhance further manufacturing sustainability:
- Approach: A more comprehensive, broad and integrated approach is needed for sustainability, which encompasses economic, social, environmental and other relevant considerations. An approach that goes beyond individual companies can make the manufacturing industry more sustainable.
- Methods and tools: Enhanced methods and tools for manufacturing are needed to foster and support sustainability.
- Data: More detailed, comprehensive and robust data are needed to support environmental impact and sustainability assessments, and measures across the overall product life cycle. Such data needs to be standardized where feasible.
- Manufacturing company practices: Manufacturing companies should incorporate sustainability into their practices holistically. Practices that would be helpful include: improved measuring and monitoring of sustainability indicators by companies, company policies and governance that focus on sustainability, improved efforts to control a company’s environmental impact, establishing a sustainability-supportive company culture and working conditions, enhancing awareness of sustainability among suppliers and customers, responding to their requirements and measures, and engaging the community to promote sustainability.
- Government policies: Governments and relevant agencies need to incorporate into policies, programs and operations stronger consideration of sustainability, environmental factors, and clean processes. This requires cooperation between internal and external partners.
- Research: Significant collaborative research is needed in industry and academia in the fields of sustainability, manufacturing, design and environmental impact.
3.5. Importance of Manufacturing Sustainability
The importance of adopting sustainable manufacturing measures and strategies by companies are numerous and are becoming increasingly recognized. For instance, climate change is increasingly seen as caused by anthropomorphic activities and potentially having very serious consequences, while resources (e.g., energy, materials, water) are now seen as subject to scarcities and in many cases non-renewability that can affect operations. Also, the global economic crisis of the last several years has raised questions about the viability and ultimately sustainability of existing business practices that aim for economic growth, but pay little attention to mitigating the negative impacts beyond the company. As a consequence, pressures for sustainable manufacturing have become increasingly put forward by many stakeholders, e.g., employees, investors, suppliers, customers, competitors, communities, governments, regulatory bodies.
4. Design and Sustainability
Sustainability can be incorporated into design, during all phases of the design process, and many tools to support such endeavors have been developed and applied. Some of these are described in this section, including design for environment, design for resources and energy, and design for sustainability.
4.1. Design for Environment and Life Cycle Assessment
Design for environment entails the consideration of environmental impact throughout the design process, and forms an integral component of designing for sustainability. To develop a holistic and comprehensive understanding of environmental impacts, the full life cycle of a product or process normally needs to be considered. These observations led to the development of life cycle assessment (LCA).
LCA is a tool for improving the environmental performance of processes and systems, and is often used in sustainability work. In LCA, the environmental impacts of a product or service are analyzed through all phases of its life, with the objective of reducing environmental damage, in part by enhancing resources conservation and efficiency. A life cycle assessment consists of four steps: goal and scope definition, life-cycle inventory analysis, impact assessment and interpretation [35]. Consumption of energy and other resources and environmental discharges of material and energy wastes are examined in LCA for existing process and design alternatives [36,37,38]. Strategies for the design/selection of products, materials, processes, reuse, recycling, and final disposal can be obtained with LCA. LCA is also used in pollution prevention and green design efforts. LCA is incorporated into the ISO series 14040 standards [39]. Life cycle assessment is often used in conjunction with evaluation of toxicity and risk potential to foster manufacturing sustainability.
4.2. Resource and Energy Sustainability
Sustainability has been applied to many fields related to manufacturing, including energy and resource use.
From the perspective of resource utilization, Smith and Rees [40] describe sustainable development as a pattern of resource use that aims to meet human needs while preserving the environment so that these needs can be met now and in future generations.
Rosen and Abu Rukah [41] point out that various definitions of energy sustainability have been proposed [35,42,43,44,45,46,47,48,49,50]. The concept of energy sustainability can be viewed as the application of the general definitions of sustainability to energy, but it is in actuality more complex and involved. Energy sustainability involves the provision of energy services in a sustainable manner, which in turn necessitates that energy services be provided for all people in ways that, now and in the future, are sufficient to provide basic necessities by means which are affordable and not detrimental to the environment, and acceptable to communities and people.
4.3. Design for Sustainability
Design for sustainability involves the incorporation of sustainability objectives in design activities. Although in its infancy, interest in design for sustainability is growing. Several approaches aimed at design for sustainability have been reported, including the following:
- A triple bottom line approach to design for sustainability is described by McDonough and Braungart [51], in which firms balance traditional economic objectives with social and environmental concerns.
- An EcoDesign approach is described by Karlsson and Luttropp [52] (see Figure 3).
- Eco-efficient strategies, which focus on maintaining or increasing the value of economic output while decreasing the impact on ecological systems, are examined by Braungart et al. [53].
- The relationship between quality function deployment, life cycle analysis and contingent valuation is investigated by Borea and Wang [54], and these factors are compared with customer willingness to pay for environmentally benign products.
- A product development approach using design for X (DFX) tools, such as life cycle analysis and theory of inventive problem solving (TRIZ) is discussed by Grote et al. [55]. This approach seeks to assist the design engineer in employing eco-design principles without significant economic trade-offs.
- Integration of quality function deployment, life cycle analysis and TRIZ into a methodology for environmentally conscious design is described by Sakao [56].
Figure 3.
EcoDesign approach for designing for sustainability, showing the key contributors.
Figure 3.
EcoDesign approach for designing for sustainability, showing the key contributors.
4.4. Needs for Enhanced Design for Sustainability
Many feel that methodologies for design for sustainability are not advanced, and that numerous improvements are needed. Some examples follow:
- Morgan and Liker [57] suggest an engineering approach within lean product development systems for managing product development, noting that companies like Honda and Toyota use such an approach. This approach permits design alternatives to be examined throughout the product development process, and allows the costs and benefits of design for sustainability issues to be evaluated. These benefits in part stem from the fact that lean product development focuses on key customer needs and manufacturing capabilities, and tends to avoids errors and improve quality.
- Johnson and Srivastava [9] indicate that engineering tools for design for sustainability need better capabilities to evaluate the complex tradeoffs between process parameters, customer needs, as well as environmental and other constraints, and that these tools must be usable in a straightforward manner by design teams.
- Johnson and Srivastava [9] also suggest that a more sophisticated inclusion of environmental and sustainability issues in constraints and design parameters is needed to yield a broader range of design alternatives, and to permit evaluation of the effect of sustainability on product cost, project complexity and process design in a more holistic and data driven manner. Johnson and Srivastava [9] feel sustainability is not suitably considered using engineering design tools, or modified versions of them, such as design for manufacturing and assembly, design for Six Sigma, quality function deployment and design structure matrix.
5. Sustainability Performance Measures
Numerous performance measures for reporting sustainability progress have been developed, in the form of guidelines or indicator sets, by companies and institutions at regional, national and international levels (e.g., [58,59,60,61]). Many of these are applicable, in whole or in part, for measuring the sustainability of design and manufacturing for processes and products. Some of the most common publicly available sets of sustainability indicators are described here.
Many companies or company-based organizations have established useful sustainability indicator sets. The General Motors metrics for sustainable manufacturing [62], developed based on a review of state-of-the-art metrics for sustainable manufacturing, recommends sustainable manufacturing metrics for implementation by considering about 30 metrics in six main areas (environmental Impact, energy consumption, personal health, occupational safety, waste management, and manufacturing costs). The Ford product sustainability index [63] includes eight indicators covering environmental, economic and societal factors, developed by considering life cycle assessment, life cycle cost analysis, sustainable materials, safety, mobility capability, noise and other factors. The Walmart sustainability product index questions [64] is a planned global sustainable product index evaluated by asking suppliers 15 questions, intended to encourage suppliers to meet sustainability requirements and to help customers to make purchase decisions. The Dow Jones sustainability index [65] assesses the financial and sustainability performance of the top 10% of companies in the Dow Jones Global Total Stock Market Index using 12 criteria covering economic, environmental and social factors, based on information provided by the company, stakeholders and the media.
Several useful sustainability indicator sets have been developed by institutions. The United Nations Commission on Sustainable Development indicators [66] consist of a core set of 50 indicators, broken down into 14 different theme areas, along with guidance on applying and adapting the indicators for the development of national indicator sets. The Organization for Economic Co-operation and Development (OECD) has developed a core set of Environmental indicators [67], which include approximately 50 indicators covering a wide range of environmental and economic factors and responses by governments, industry and households. Correspondingly the OECD has developed a toolkit [68], which provides technical support for small and medium companies for evaluating and interpreting 18 core indicators of sustainability performance. A set of environmental pressure indicators was developed for the European Union [69] that includes 60 indicators of the pressure of human activities on the environment broken down into ten policy areas (e.g., climate change, air pollution, biodiversity, toxic substance dispersion), thereby describing many of the most significant anthropogenic activities that harm the environment.
6. Case Study
Many investigations have been carried out for wood furniture manufacturing of the associated environmental impacts [70,71,72], especially those associated with volatile organic compound (VOC) emissions [73,74,75,76,77,78,79,80]. In this case study, measures to improve the sustainability of office partition manufacturing by reducing VOC emissions are examined, based on two previous investigations by one of the authors [81,82].
In the first investigation [81], options are examined to improve the sustainability of office partition manufacturing by reducing VOC emissions. Base VOC emissions for a typical plant are shown in Table 4. Pollution prevention and sustainability measures are assessed using realistic criteria and weightings (see Table 5). Sustainability has been considered from an industry perspective, considering factors like economics, environmental impact, quality, health and safety. The measures deemed most viable include implementing several best management practices, not painting the non-visible parts, switching gluing processes, recycling solvent and modifying attachments.
Table 4.
Annual VOC emissions in office partition manufacturing.
| Manufacturing area | VOC emissions (tonnes) |
|---|---|
| Trims | 25.5 |
| Upholstery | 15.5 |
| Total | 41.0 |
Next, a feasibility analysis is reported of reduction opportunities for VOC emissions in manufacturing office furniture partitions, based on a follow-up study by one of the authors [82], aimed at contributing to efforts to improve the sustainability of the manufacturing process. The feasibility analysis expands on the preliminary screening reported in the previous paragraph that identifies viable pollution prevention options based on technical, environmental and economic considerations. The measures deemed feasible include implementing several best management practices, ceasing the painting of non-visible parts, switching to hot melt backwrapping glue, implementing of solvent recycling and modifying the mechanical clip attachment. Table 6 summarizes the potential economic and environmental benefits of implementing these measures that can be realized for production levels for a typical year, while meeting the objectives of typical companies. The first three measures in Table 6 involve capital investments while the last five measures are non-capital measures, and blank cells denote non-determined items. Implementation, measurement and control plans are discussed for the measures considered feasible, which can enhance the sustainability of the manufacturing of office furniture partitions. Note that although the measure “cease painting non-visible parts” is shown in Table 6 to be external to the company in this example, the saving ($175,000) is almost equivalent to the total investment cost ($180,000), leading to an overall payback period of slightly over one year, which makes it an attractive and convincing measure for implementing changes which can improve the sustainability. Reducing VOC emissions using the measures identified can, in conjunction with other measures, improve the sustainability of the manufacturing process. This case study is indicative of the potential benefits of many other sustainable manufacturing options [83].
Table 5.
Weightings for the criteria for measures to reduce VOC emissions in office partition manufacturing.
| Criteria | Weight out of 38 |
|---|---|
| Economics (e.g., raw material, waste disposal, capital and operating costs) | 16 |
| Resource requirements | 3 |
| Environment (i.e., internal and external VOC emissions) | 7 |
| Product quality | 5 |
| Employee health and safety | 5 |
| Implementation time | 2 |
Table 6.
Potential benefits of implementing selected pollution prevention measures in the manufacturing of office partitions.
| Measure | Annual reductions | Payback period (months) | |
|---|---|---|---|
| VOC emissions (tonnes) | Costs ($) | ||
| * VOC emissions reductions through these measures are specific to the processes of external suppliers and thus not quantified here. | |||
| Switch to hot melt backwrapping glue | 0.55 | 31,000 | 23 |
| Recycle solvent | External * | 19,000 | 20 |
| Modify mechanical clip attachment | 13.4 | 130,000 | 23 |
| Implement standard operating procedures, preventative maintenance, and employee training and involvement | |||
| Improve scrap reduction | 0.21 | ||
| Cease painting non-visible parts | External * | 175,000 | 0 |
7. Conclusions
The importance of integrating sustainability with manufacturing and design is highlighted, along with the need to utilize appropriate tools, like design for environment and life cycle assessment. Important contributors to sustainable manufacturing, as illustrated in Figure 4, need to be considered. It is concluded that environmentally sound practices, approaches and tools developed collaboratively by the manufacturing industry, academia and others, and based on relevant data, and the extended producer responsibility principle, are beneficial and implementable. Also, manufacturing decision makers that adopt a sustainability focus and establish a sustainability culture within companies are more likely to be successful in enhancing design and manufacturing sustainability. Along with competitiveness, profitability and productivity, environmental stewardship and sustainability are likely to prove increasingly important for manufacturing in the future and in setting the main priorities for advancing manufacturing operations and technologies. Future prospects for sustainable manufacturing are mixed, with improvements anticipated due to environmental pressures, while a focus on economics may dominate at the expense of sustainability due to the ongoing global financial crisis.

Figure 4.
Key contributors to sustainable manufacturing.
Figure 4.
Key contributors to sustainable manufacturing.

Acknowledgments
Financial support was provided by the Natural Sciences and Engineering Research Council of Canada, and is gratefully acknowledged.
Conflict of Interest
The authors declare no conflict of interest.
References and Notes
- World Commission on Environment and Development (WCED), Our Common Future; Oxford University Press: Oxford, UK, New York, NY, USA, 1987.
- Hawken, P. Blessed Unrest: How the Largest Movement in the World Came into Being and Why No One Saw It Coming; Viking: New York, NY, USA, 2007. [Google Scholar]
- Pezzoli, K. Sustainable development: A transdisciplinary overview of the literature. J. Environ. Plan. Manag. 1997, 40, 549–574. [Google Scholar] [CrossRef]
- Visser, W. Sustainability. In The A to Z of Corporate Social Responsibility; Visser, W., Matten, D., Pohl, M., Tolhurst, N., Eds.; Wiley: West Sussex, UK, 2007. [Google Scholar]
- Sarkis, J. Manufacturing’s role in corporate environmental sustainability: Concerns for the new millennium. Int. J. Oper. Prod. Manag. 2001, 21, 666–686. [Google Scholar] [CrossRef]
- Hayes, R.H.; Wheelwright, S.C. The dynamics of product-process life cycles. Harv.Bus. Rev. 1979, 57, 127–136. [Google Scholar]
- Graedel, T.E.; Allenby, B.R. Industrial Ecology and Sustainable Engineering; Prentice Hall: Upper Saddle River, NJ, USA, 2010. [Google Scholar]
- Hart, S.L. Beyond greening: Strategies for a sustainable world. Harv.Bus. Rev. 1997, 75, 66–76. [Google Scholar]
- Johnson, D.D.; Srivastava, R. Design for Sustainability: Product Development Tools and Life Cycle Economics. In Proceedings of the 39th Annual Meeting of the Decision Sciences Institute, Baltimore, MD, USA, 22–25 November 2008; pp. 1711–1716.
- MacAvoy, T.C. Technology Strategies Case Notes, Darden School of Management; University of Virginia: Charlottesville, VA, USA, 1990. [Google Scholar]
- Sarkis, J. Evaluating environmentally conscious business practices. Eur. J. Oper. Res. 1998, 107, 159–174. [Google Scholar] [CrossRef]
- Beaver, E. LCA and total cost assessment. Environ. Prog. 2000, 19, 130–139. [Google Scholar] [CrossRef]
- Ciambrone, D.F. Environmental Life Cycle Analysis; Lewis Publishers: New York, NY, USA, 1997. [Google Scholar]
- Curran, M.A. Life cycle assessment: An international experience. Environ. Prog. 2000, 19, 65–71. [Google Scholar] [CrossRef]
- Vignes, R.P. Use limited life-cycle analysis for environmental decision-making. Chem. Eng. Progr. 2001, 97, 40–54. [Google Scholar]
- Bernard, A.; Tichkiewitch, S. Methods and Tools for Effective Knowledge Life-Cycle-Management; Springer: Berlin, Germany, 2008. [Google Scholar]
- Lalor, P. Simulation lifecycle management: Maximizing the business advantages. Ind. Week 2008, Sept. 3. [Google Scholar]
- Denkena, B.; Shpitalni, M.; Kowalski, P.; Molcho, G.; Ziporilou, Y. Knowledge management in process planning. CIRP Ann. 2007, 56, 175–180. [Google Scholar] [CrossRef]
- Lu, S.C.-Y.; ElMaraghy, W.; Schuh, G.; Wilhem, R. A scientific foundation of collaborative engineering. CIRP Ann. 2007, 56, 605–634. [Google Scholar] [CrossRef]
- Tien, S.W.; Chung, Y.C.; Tsai, C.H. Environmental design implementation in Taiwan’s industries. Environ. Impact Rev. 2002, 22, 685–702. [Google Scholar] [CrossRef]
- Schenck, R. Using LCA for procurement decisions: A case study performed for the US Environmental Protection Agency. Environ. Prog. 2000, 19, 110–116. [Google Scholar] [CrossRef]
- Yano, M.; Kamiya, K. The national LCA project in Japan. Environ. Prog. 2000, 19, 140–145. [Google Scholar] [CrossRef]
- Sustainable Manufacturing and Eco-Innovation: Framework, Practices and Measurement. Synthesis Report; The Organisation for Economic Co-operation and Development (OECD): Paris, France, 2009.
- Elkington, J. Cannibals with Forks: The Triple Bottom Line of 21st Century Business; New Society Publishers: Stony Creek, CT, USA, 1998. [Google Scholar]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Nasr, N.; Hilton, B.; German, R. A framework for sustainable production and a strategic approach to a key enabler: remanufacturing. Adv. Sustain. Manuf. 2011, 5, 191–196. [Google Scholar]
- Shuaib, M.; Metta, H.; Lu, T.; Badurdeen, F.; Jawahir, I.S.; Goldsby, T. Design and performance evaluation of sustainable supply chains: Approach and methodologies. Adv. Sustain. Manuf. 2011, 8, 347–352. [Google Scholar]
- Jaber, M.Y.; Rosen, M.A. The economic order quantity repair and waste disposal model with entropy cost. Eur. J. Oper. Res. 2008, 188, 109–120. [Google Scholar] [CrossRef]
- Jaber, M.Y.; El Saadany, A.M.A.; Rosen, M.A. A simple price-driven reverse logistics system with entropy and exergy costs. Int. J. Exergy 2011, 9, 486–502. [Google Scholar] [CrossRef]
- Manufacturing Execution System for Sustainability; Publication SUST-WP001A-EN-P; Rockwell Automation: New York, NY, USA, 2009; pp. 1–10.
- Parris, T.M.; Kates, R.W. Characterizing and measuring sustainable development. Ann. Rev. Environ. Resour. 2005, 28, 559–586. [Google Scholar] [CrossRef]
- Stokes, S. Get Ready for Green 2.0, AMR Research: Düsseldorf, Germany, 2009.
- Hutchins, M.J.; Gierke, J.S.; Sutherland, J.W. Development of a framework and indicators for societal sustainability in support of manufacturing enterprise decisions. Trans. NAMRI/SME 2010, 38, 759–766. [Google Scholar]
- Harland, J.; Reichelt, T.; Yao, M. Environmental Sustainability in the Semiconductor Industry. In Proceedings of the IEEE Symposium on Electronics and the Environment, San Francisco, CA, USA, 19–22 May 2008; pp. 1–6.
- Rosen, M.A. Energy efficiency and sustainable development. Int. J. Glob. Energy Issues 2002, 17, 23–34. [Google Scholar]
- Hendrickson, C.; Horvath, A.; Satish, J.; Lave, L. Green design: Economic input-output models for environmental life-cycle assessment. Environ. Sci. Technol. 1998, 32, 184A–191A. [Google Scholar] [CrossRef]
- Harms, R.; Fleschutz, T.; Seliger, G. Life Cycle Management of production facilities using semantic web technologies. CIRP Ann. Manuf. Technol. 2008, 59, 45–48. [Google Scholar]
- Harms, R.; Fleschutz, T.; Seliger, G. Knowledge Based Approach to Assembly System Reuse. In Proceedings of the 9th Biennial ASME Conference on Engineering Systems Design and Analysis, Haifa, Israel, 7–9 July 2008; pp. 295–302.
- ISO 14040: 2006 Environmental Management-Life Cycle Assessment—Principle and Framework; International Standards Organisation: Geneva, Switzerland, 2006.
- Smith, C.; Rees, G. Economic Development, 2nd ed; Macmillan: Basingstoke, UK, 1998. [Google Scholar]
- Rosen, M.A.; Abu Rukah, Y. Energy Sustainability: A Key to Addressing Environmental, Economic and Social Challenges. In Proceedings of the 5th International Green Energy Conference, Waterloo, ON, Canada, 1–3 June 2010.
- Haberl, H. The global socioeconomic energetic metabolism as a sustainability problem. Energy 2006, 31, 87–99. [Google Scholar] [CrossRef]
- Goldemberg, J.; Johansson, T.B.; Reddy, A.K.N.; Williams, R.H. Energy for a Sustainable World; Wiley: New York, NY, USA, 1988. [Google Scholar]
- Niele, F. Energy: Engine of Evolution; Elsevier: Oxford, UK, 2005. [Google Scholar]
- Wall, G.; Gong, M. On exergy and sustainable development. Exergy Inter. J. 2001, 1, 128-145 and 217-233. [Google Scholar] [CrossRef]
- Zvolinschi, A.; Kjelstrup, S.; Bolland, O.; van der Kooi, H.J. Exergy sustainability indicators as a tool in industrial ecology. J. Ind. Ecol. 2007, 11, 85–98. [Google Scholar]
- Hennicke, P.; Fischedick, M. Towards sustainable energy systems: The related role of hydrogen. Energy Policy 2006, 34, 1260–1270. [Google Scholar] [CrossRef]
- Dunn, S. Hydrogen futures: Toward a sustainable energy system. Int. J. Hydrog. Energy 2002, 27, 235–264. [Google Scholar] [CrossRef]
- Lior, N. Energy resources and use: The present situation and possible paths to the future. Energy 2008, 33, 842–857. [Google Scholar] [CrossRef]
- Hart, M. What is an Indicator of Sustainability? Sustainable Measures: West Hartford, CT, 2006. Available online: http://www.sustainablemeasures.com/node/89 (accessed on 23 January 2012).
- McDonough, W.; Braungart, W. Design for the triple top line: New tools for sustainable commerce. Corp. Environ. Strategy 2002, 9, 1711–1716. [Google Scholar]
- Karlsson, R.; Luttropp, C. Eco-design: What’s happening—An overview of the subject area of eco-design and the papers in this special issue. J. Clean. Prod. 2006, 14, 1291–1298. [Google Scholar] [CrossRef]
- Braungart, M.; McDonough, W.; Bollinger, A. cradle-to-cradle design: creating healthy emissions—A strategy for eco-effective product and system design. J. Clean. Prod. 2007, 15, 1337–1348. [Google Scholar] [CrossRef]
- Borea, M.D.; Wang, B. Redesign methodology for developing environmentally conscious products. Int. J. Prod. Res. 2007, 45, 4057–4072. [Google Scholar] [CrossRef]
- Grote, C.A.; Jones, J.M.; Blount, G.N.; Goodyer, J.; Shayler, M. An approach to the EUP directive and the application of the economic eco-design for complex products. Int. J. Prod. Res. 2007, 45, 4099–4117. [Google Scholar] [CrossRef]
- Sakao, T. AQED-centered design methodology for environmentally conscious product design. Int. J. Prod. Res. 2007, 45, 4143–4162. [Google Scholar] [CrossRef]
- Morgan, J.M.; Liker, J.K. The Toyota Product Development System: Integrating People, Process, and Technology; Productivity Press: New York, NY, USA, 2006. [Google Scholar]
- Thomas, W.F.; Ong, P. Locational adjustments to pollution regulations: The South Coast Air Quality Management District and the furniture industry. Econ.Dev. Q. 2004, 18, 220–235. [Google Scholar] [CrossRef]
- Liu, Z.; Li, B.; Huang, H.; Zhang, H. Research on Quantitative Assessment Methods of Environmental Performance in Green Design. In Proceedings of the Proceeding of the 15th CIRP International Conference on Life Cycle Engineering, Sydney, Australia, 17–19 March 2008; pp. 136–141.
- Jawahir, I.; Badurdeen, F.; Gupta, A.; Jayal, A. Towards Developing Metrics for Sustainable Manufacturing. In Proceedings of the 7th Global Conference on Sustainable Manufacturing, Madras, Chennai, India, 2–4 December 2009; pp. 27–37.
- Singh, R.; Murty, H.; Gupta, S.; Dikshit, A. An overview of sustainability assessment methodologies. Ecol. Indic. 2009, 9, 189–212. [Google Scholar] [CrossRef]
- Feng, S.C.; Joung, C.B.; Li, G. Development Overview of Sustainable Manufacturing Metrics. In Proceedings of the 17th CIRP International Conference on Life Cycle Engineering 2010, Hefei, China, 19–21 May 2010; pp. 6–12.
- Dreher, J.; Lawler, M.; Stewart, J.; Strasorier, G.; Thorne, M. 2009, General Motors Metrics for Sustainable Manufacturing; MIT Sloan School: Cambridge, MA, USA, 2009; MIT Sloan School of Management Report. [Google Scholar]
- Ford Product Sustainability Index. 2009. Available online: http://www.ford.com/doc/sr07-ford-psi.pdf (accessed on 23 January 2012).
- Wal-mart. Sustainability Product Index. 2009. Available online: http://walmartstores.com/download/3863.pdf (accessed on 23 January 2012).
- Jones, D. Dow Jones Sustainability Index. 2009. Available online: http://www.sustainability-index.com/07_htmle/publications/guidebooks.html (accessed on 23 January 2012).
- United Nations Committee on Sustainable Development, Indicators of Sustainable Development: Guidelines and Methodologies, 3rd edUnited Nations: New York, NY, USA, 2007.
- OECD. Part B—Environmental Performance Indicators. In OECD Rome Conference Proceedings-Volume II; Framework s and indicators, 2000; pp. 99–127.
- Bordt, M. OECD Sustainable Manufacturing Toolkit, Sustainability and U.S. Competitiveness Summit. U.S. Department of Commerce, 8 October 2009. [Google Scholar]
- EuroStat, Towards Environmental Pressure Indicators for the European Union (EU), an EU report. Brussels, Belgium, 1999.
- Parikka-Alhola, K. Promoting environmentally sound furniture by green public procurement. Ecol. Econ. 2008, 68, 472–485. [Google Scholar] [CrossRef]
- Uhde, E.; Salthammer, T. Impact of reaction products from building materials and furnishings on indoor air quality—a review of recent advances in indoor chemistry. Atmos. Environ. 2007, 41, 3111–3128. [Google Scholar] [CrossRef]
- Guidelines for the Reduction of VOC Emissions in the Wood Manufacturing Sector; Canadian Council of Ministers of the Environment (CCME): Winnipeg, MB, Canada, 2004.
- Heroux, M.-E.; Gauvin, D.; Gilbert, N.L.; Guay, M.; Dupuis, G.; Legris, M.; Levesque, B. Housing characteristics and indoor concentrations of selected volatile organic compounds (VOCs) in Quebec City, Canada. Indoor Built Environ. 2008, 17, 128–137. [Google Scholar] [CrossRef]
- Fechter, J.-O.; Englund, F.; Lundin, A. Association between temperature, relative humidity and concentration of volatile organic compounds from wooden furniture in a model room. Wood Mat. Sci. Eng. 2006, 1, 69–75. [Google Scholar] [CrossRef]
- Martínez-Soria, V.; Gabaldón, C.; Penya-Roja, J.M.; Palau, J.; Alvarez-Hornos, F.J.; Sempere, F.; Soriano, C. Performance of a pilot-scale biotrickling filter in controlling the volatile organic compound emissions in a furniture manufacturing facility. J. Air Waste Manag. Assoc. 2009, 59, 998–1006. [Google Scholar] [CrossRef]
- Kim, S. Control of formaldehyde and TVOC emission from wood-based flooring composites at various manufacturing processes by surface finishing. J. Hazard. Mater. 2010, 176, 14–19. [Google Scholar] [CrossRef]
- Control of Volatile Organic Compound Emissions from Wood Furniture Manufacturing Operations; Guideline Series, Emission Standards Division, Office of Air and Radiation, Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency (EPA): Research Triangle Park, NC, USA, 1996.
- Utilizing Low Volatile Organic Content Exterior Coatings for Wood Furniture; Report EPA/600/SR-971083; U.S. Environmental Protection Agency (EPA): Cincinnati, OH, USA, 1997.
- Case Studies: Low-VOC/HAP Wood Furniture Coatings; Air Pollution Prevention and Control Division, National Risk Management Research Laboratory, U.S. Environmental Protection Agency (EPA): Research Triangle Park, NC, USA, 2000.
- Luisser, F.S.; Rosen, M.A. Improving the sustainability of office partition manufacturing: Balancing options for reducing emissions of volatile organic compounds. Sustainability 2009, 1, 234–253. [Google Scholar] [CrossRef]
- Luisser, F.S.; Rosen, M.A. Feasibility analysis of sustainability-based measures to reduce VOC emissions in office partition manufacturing. Sustainability 2010, 2, 624–644. [Google Scholar] [CrossRef]
- Hesselbach, J.; Herrmann, C. Globalized solutions for sustainability in manufacturing. In Proceedings of the 18th CIRP International Conference on Life Cycle Engineering, Braunschweig, Germany, 2–4 May 2011.
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).