Abstract
Switch-off policies are widely used in manufacturing to reduce energy consumption during machine idle times without interfering with production. However, they can negatively impact productivity and customer performance. This study introduces a method that integrates switch-off policies with the dynamic allocation of fractional tasks between adjacent stations in a production line. Simulation models were developed to assess performance against two benchmark scenarios: “always on” and “no fractional tasks”. Results show that the proposed approach significantly reduces energy consumption while mitigating the adverse effects on customer performance. The integration of real-time data processing and adaptive task allocation maintains production efficiency under fluctuating demand and operational disturbances, supporting more sustainable manufacturing operations.
1. Introduction and Motivation
As industries increasingly prioritize environmental sustainability and energy cost management, the challenge of balancing economic growth with ecological responsibility has become paramount. Enhancing energy efficiency within manufacturing systems is a critical strategy not only for reducing greenhouse gas emissions but also for controlling rising energy expenditures. This pursuit is not merely tactical; it is essential for meeting the ambitious climate goals set globally [1].
The industrial sector is a major contributor to global greenhouse gas emissions, with energy consumption in industrial operations accounting for approximately 24% and various industrial processes accounting for an additional 5% [2]. This substantial share highlights the critical role of industry in shaping the global carbon footprint. Consequently, significant reductions in energy consumption across industrial sectors, coupled with the increased adoption of renewable energy sources, rely heavily on enhancing industrial energy efficiency [3].
The adoption of renewable energy has been steadily advancing over the past decade. Between 2011 and 2020, the global installed capacity of renewable energy sources experienced consistent growth, primarily driven by solar and wind energy. Together, these two sources accounted for approximately 91% of the expansion in renewable energy capacity during this period [4]. This remarkable progress has been fueled by continuous technological advancements and a significant reduction in the costs of renewable energy installations, making these options increasingly accessible and economically viable [5]. By integrating renewable energy and reducing reliance on fossil fuels, the manufacturing sector has the potential to play a pivotal role in fostering a more sustainable energy future.
Among the various methodologies proposed for reducing energy consumption in manufacturing, the switch-off approach [6] emerges as a practical and effective strategy. Unlike other energy-saving techniques, this method does not require significant alterations to manufacturing processes or investment in new, costly equipment. The switch-off approach is conceptually akin to the start–stop technology used in modern vehicles, where the engine shuts off during idle periods and restarts as needed. In manufacturing, it involves powering down machines, equipment, or subsystems during idle periods to eliminate unnecessary energy consumption, all while preserving productivity levels. One of the notable advantages of the switch-off approach is its adaptability and ease of implementation across diverse industrial applications. This strategy can be applied to various processes, including CNC machining—where machines can be programmed to power down during inactivity—as well as welding, plastic deformation, and other operations characterized by intermittent production cycles. By ensuring machines are powered only when actively engaged in production, the switch-off policy significantly reduces standby energy consumption, thereby cutting operational costs and mitigating the environmental impact of manufacturing. Beyond its energy-saving potential, the switch-off approach offers a cost-effective solution for companies aiming to enhance their sustainability practices without significant capital investments. It is particularly valuable in facilities where machinery often remains in standby or idle modes for extended periods. Implementation typically requires minimal adjustments to existing systems, such as software updates or minor programming modifications to equipment control systems. This makes the switch-off approach a highly versatile and economical tool in the pursuit of energy efficiency. Research indicates that switch-off policies, when applied to flow lines [7,8], achieve substantial reductions in energy consumption. However, these policies can sometimes negatively impact certain manufacturing performance metrics, highlighting the need for careful analysis and optimization to balance energy efficiency with productivity.
In recent years, the allocation of fractional tasks has emerged as a promising strategy to enhance the robustness and efficiency of flow lines [9]. This approach is particularly applicable in scenarios where specific tasks within the production process can be subdivided into smaller sub-tasks and distributed among multiple stations within an assembly line. By introducing flexibility in task allocation, fractional task models address bottlenecks and improve overall system performance.
The implementation of fractional tasks follows several key constraints. For instance, task sharing is typically limited to two adjacent stations, and the number of tasks eligible for subdivision and sharing is often restricted to maintain operational simplicity and avoid excessive complexity in the production line. These limitations ensure that the benefits of fractional task allocation—such as enhanced throughput and improved resource utilization—are achieved without introducing undue challenges in process management or execution. Dynamic allocation of fractional tasks, where tasks are redistributed in real time between two consecutive stations based on current production conditions, further enhances manufacturing performance [10]. This adaptability enables the system to respond effectively to variations in workload, equipment availability, or unexpected disruptions, minimizing downtime and optimizing resource allocation. For example, when one station encounters delays or inefficiencies, its tasks can be partially shifted to an adjacent station to maintain the flow of production and meet delivery deadlines. Additionally, the use of fractional task allocation contributes to improved line balancing, which is critical in high-mix, low-volume manufacturing environments or systems with fluctuating demand patterns. By ensuring a more even distribution of workload across stations, this approach reduces idle time, increases productivity, and enhances the overall efficiency of the assembly line. It also supports greater flexibility in accommodating changes in product designs or production schedules, making it an attractive solution for modern, dynamic manufacturing systems. The potential of fractional task allocation extends beyond traditional assembly lines. Its application can be envisioned in collaborative manufacturing systems, where human workers and machines interact. In such scenarios, fractional tasks could be distributed between workers and automated systems to leverage their respective strengths, further boosting efficiency and adaptability. However, while the benefits of fractional task allocation are evident, its implementation requires careful consideration of several factors. These include the complexity of task subdivision, the computational overhead of real-time task allocation, and the potential need for advanced coordination mechanisms among stations. Despite these challenges, fractional task allocation represents a significant step forward in the pursuit of more efficient, flexible, and resilient manufacturing systems.
This research addresses a pertinent issue within the manufacturing domain: the integration of energy-saving measures into production processes without compromising productivity. To achieve this goal, we propose a novel approach that combines switch-off policies—designed to reduce energy consumption during machine idle periods—with the dynamic allocation of fractional tasks among adjacent stations in a production line. The switch-off policy minimizes energy use by powering down machines during inactivity, paralleling techniques employed in modern vehicles. However, this approach can inadvertently lead to decreased productivity and customer satisfaction, challenges that the incorporation of fractional tasks aims to mitigate [6]. Our methodological contribution lies in the development of simulation models to evaluate the effectiveness of this integrated strategy within the context of flow lines. By allowing for the sharing of tasks between adjacent stations, we enhance both productivity and operational flexibility, thereby creating a system that adapts to real-time conditions. This research is relevant to the entire manufacturing industry, as it provides actionable insights and practical solutions for enhancing energy efficiency while maintaining high performance and customer satisfaction.
Simulation models validate the effectiveness of this integration using theoretic data, showing significant energy savings compared to traditional methods that use only switch-off policies or static task allocation. This study not only addresses a critical need for sustainability in manufacturing but also presents an innovative framework that aligns energy-saving techniques with customer demands, offering significant implications for the sector as a whole.
This paper is organized as follows. Section 2 discusses the literature review about the more recent works on switch-off policies and fractional task models. Section 3 describes the manufacturing system context with the introduction of the switch-off policy and dynamic fractional task allocation. Section 4 depicts the simulation models developed. The numerical results are discussed in Section 5. Section 6 provides the conclusions and future research path.
2. Literature Review
The exploration of energy efficiency in manufacturing systems has been a focal point in recent research, with various methodologies proposed to enhance productivity and sustainability. Among these, switch-off policies and fractional tasks have emerged as significant strategies, though they have typically been studied in isolation.
2.1. Switch-Off Policies in Manufacturing Systems
Switch-off policies have been widely studied in flow line systems as an energy-saving strategy [7,11]. These approaches focus on three main decision-making criteria: monitoring the upstream buffer level, monitoring the downstream buffer level, and simultaneously supervising both upstream and downstream buffer levels. By strategically powering down machines during idle states based on these buffer conditions, switch-off policies effectively reduce energy consumption while minimizing disruptions to the production process. The effectiveness of these strategies has also been tested in small-batch production, which refers to the production of a small quantity of products, which can achieve customized order processing and improve resource utilization [8].
These studies underscore the potential of switch-off policies as a cost-effective and scalable solution for reducing the environmental footprint of manufacturing operations. By leveraging buffer-level monitoring and thoughtful design enhancements, switch-off strategies can significantly lower idle energy consumption, contributing to more sustainable and energy-efficient production systems.
Frigerio and Matta [12] investigated energy-efficient control policies for switching machine tools and their components off/on, incorporating a time-dependent startup duration and optimizing under throughput constraints. The study shows that modeling time-dependent startups significantly alters the optimal control policy compared to over-conservative constant startup assumptions. Controlling individual components creates multiple sleeping states, providing energy savings even for highly utilized machines by allowing selective switching. Practical barriers include critical components unsuitable for switch-off and knowledge of starvation times/startup procedures. These can be addressed via constraints and automated learning. The flexible approach requires fitting arrival time distributions, estimating processing times, and modeling component startup/power functions.
Jia et al. [13] examined production lines with finite capacity buffers and machines that can be switched on/off based on specific conditions. A mathematical model for a three-machine production line is developed, using the Markov method for performance analysis. An aggregation approach extends the model to multi-machine systems, yielding promising results. This research supports sustainable manufacturing by predicting dynamic performance in small-batch production, offering tools for managers to optimize efficiency and resource utilization.
Loffredo et al. [14] focused on energy-efficient control for multi-stage production lines featuring parallel machines. The strategy utilizes buffer level information to switch machines to low-power states, balancing production rates against energy demand while considering stochastic machine startup times. The objective is to minimize energy consumption while ensuring production constraints are met. For two-stage systems, an exact Markov decision process model solved via linear programming is proposed. For longer lines, a novel backward recursive approach is introduced. Numerical experiments confirm the effectiveness of these methods in reducing energy demand.
2.2. Fractional Tasks in Flow Lines
The introduction of fractional tasks allows for a task shared between two adjacent stations to be divided into sub-tasks to improve the efficiency of the line.
Lopes et al. [9] introduces the fractional allocation assembly line balancing problem, supported by mixed-integer linear programming models, to enhance throughput by allowing task flexibility. While this flexibility increases internal storage costs, mathematical analyses quantify these costs for paced (line length) and unpaced lines (buffers). Their findings highlight that fractional assembly lines offer superior productivity and greater robustness in the face of demand uncertainty. However, a notable trade-off is the tendency for work-in-process (WIP) levels to increase, which may require careful management to balance productivity gains with operational efficiency. This research underscores the potential of fractional assembly lines to enhance performance while addressing the challenges associated with WIP growth.
Grzechca and Foulds [15] presented a case analysis of an assembly line in a Polish factory, where certain tasks can be divided and allocated across multiple stations. The research demonstrates how the precedence graph can be modified to accommodate task splitting, enabling the application of existing assembly line balancing problem (ALBP) heuristics. These modifications result in a significant reduction in line time for the examined case. The findings suggest that task splitting, when appropriately implemented, can substantially enhance assembly line performance by optimizing resource utilization and improving overall efficiency.
Jeong and Jeon [16] addressed the long-term design challenge of dynamic line balancing (DLB) in systems allowing work-sharing among stations, implemented through floating tasks or workers. A mathematical model is proposed to minimize cycle time in floating worker environments within two-skill chaining lines, where workers assist only adjacent downstream stations. The study derives conditions for balanceable floating worker lines (FRLs) in straight and U-shaped configurations, comparing them with floating task lines (FKLs). Results show that FRLs outperforms FKLs in efficiency if balanceable. In U-shaped lines, both FRLs and FKLs achieve balanceability with the minimum cycle time, determined by total task time divided by station count [17].
Schlüter et al. [18] proposed an approach involving tactical design decisions for identifying shared tasks, along with operational assignments during production. The work classifies these tactical and operational problems, reviews existing literature, and comprehensively proposes a future research agenda.
Renna [19] proposed a study that combines mathematical modeling and simulation to introduce redundancy in production lines with shared tasks. The first model minimizes cycle time, while the second explores design alternatives, increasing shared tasks with minimal cycle time impact. Simulations identify optimal solutions under failure conditions or processing time variations. Real-time allocation policies for shared tasks are employed, distributing them fully to one or consecutive stations based on buffer levels. This integrated approach enhances production line resilience, ensuring efficient task distribution and maintaining performance during disruptions. The methodology provides a robust framework for optimizing production lines with shared task flexibility.
Calzavara and Petzoldt et al. [20,21] developed a dynamic real-time multi-objective task allocation strategy for collaborative assembly systems. It optimizes makespan and operator energy expenditure by reallocating tasks between humans and cobots based on operator stress or fatigue levels. This approach balances the system, reduces operator stress, and ensures sustained productivity.
Msala et al. [22] introduces a novel multi-robot task allocation method that combines K-means clustering, the Hungarian method, and a genetic algorithm (OLTSP). This hybrid approach effectively groups robots and tasks, optimizing for time, cost, and efficiency. It is adaptable to heterogeneous robots and varying task complexities, outperforming traditional methods. Simulations confirm its reliability and practical value.
Li et al. [23] addresses task allocation in Industry 4.0 smart factories using a dual approach. For simple tasks, a decentralized auction algorithm (AOCTA) allows robots to bid based on energy costs and capabilities, ensuring scalability and resilience. For complex tasks, an improved binary particle swarm optimization (IBPSO) forms efficient coalitions. AOCTA achieved over 95% completion rates with low overhead, while IBPSO created optimal coalitions in under 2 s, achieving 90–100% task completion and energy savings of up to 15%. Real-world testing confirmed improved performance and reduced energy consumption.
Wang et al. [24] focuses on the steel industry’s high energy usage by proposing a model that integrates production scheduling with energy efficiency indicators. By identifying optimal shutdown strategies, the model saved 65,038.2 kWh in a case study. Validated in industrial settings, the model offers a foundation for energy-aware scheduling decisions in steelmaking.
The examination of the literature reveals a critical oversight: while substantial advancements have been made in understanding both switch-off policies and fractional tasks, no existing studies have systematically studied their integration. Despite the substantial advancements in energy-efficient production strategies and flexible task allocation methods, a critical research gap remains: the integration of switch-off policies with fractional task allocation in flow lines has not been systematically explored. Prior studies have primarily addressed these strategies independently, focusing either on reducing idle energy consumption through machine shutdowns or on improving throughput and robustness via fractional task sharing. As a result, the potential synergy between energy efficiency and operational flexibility remains under-investigated. This represents a significant opportunity to explore how the combination of these strategies could yield significant operational benefits. Integrating switch-off policies with fractional task allocation is expected to yield several important benefits. First, it enhances energy savings by dynamically reallocating workloads based on real-time conditions, which allows machines to enter idle states efficiently when not needed—maximizing the benefits of energy-saving measures without disrupting the overall workflow. Second, this approach helps maximize throughput. Even when certain machines are switched off, fractional task allocation maintains the operational flow by redistributing workloads to prevent bottlenecks, effectively compensating for any potential delays caused by energy-saving strategies. Third, these combined strategies can improve customer satisfaction. By ensuring consistent production levels even during periods of fluctuating workloads, the system addresses concerns about productivity impacts, thereby better meeting customer demands. Finally, the integration increases flexibility and adaptability within the production environment. A responsive system that can quickly adjust to changing operational demands minimizes downtime and enhances overall efficiency. In summary, the synergy between switch-off policies and fractional task allocation not only improves energy efficiency but also supports a more robust, flexible, and customer-oriented production process.
The primary objective of this research is to evaluate the potential benefits of dynamically allocating fractional tasks within a flow line operating under switch-off policies and a pull-based control system. Given that switch-off policies, while energy-efficient, may negatively impact production efficiency and customer performance, this study investigates how the strategic allocation of fractional tasks can help mitigate these drawbacks and enhance overall system performance. The significance of this research lies in its contribution to sustainable manufacturing practices by demonstrating a novel method that simultaneously addresses energy efficiency and service performance—two typically conflicting objectives in production systems.
3. Switch-Off Policy Including Dynamic Fractional Task Allocation
The reference context pertains to a flow line composed of multiple stations operating within a pull control system. Each station is equipped with an upstream buffer, while the final buffer is designated for storing finished products to meet customer demand.
The proposed switch-off policy is a downstream-oriented strategy in which the level of the downstream buffer guides the decision to turn a machine on or off (see Figure 1). To implement this policy effectively, two thresholds are defined for each buffer i: a lower threshold, Li, and a higher threshold, Hi. When the buffer level reaches or exceeds the higher threshold Hi, the machine switches off to conserve energy during idle periods. Conversely, when the buffer level drops to or below the lower threshold Li, the machine switches back on to ensure the flow of items through the production line is maintained. This policy is designed to strike a balance between energy efficiency and operational continuity. By monitoring the buffer levels dynamically, it minimizes unnecessary machine activity while ensuring that production flow remains uninterrupted. The dual-threshold mechanism prevents excessive on/off cycles, reducing wear and tear on machinery and enhancing system reliability. Moreover, this downstream control approach is particularly effective in environments with variable demand or fluctuating production rates, as it adapts in real time to changing conditions. This ensures that energy savings are achieved without compromising the ability to meet customer demand or maintain consistent throughput across the production line.
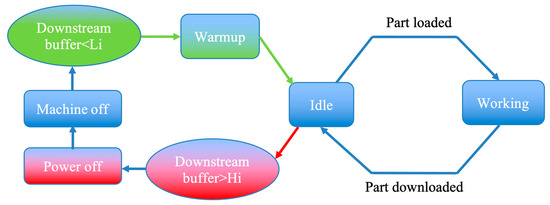
Figure 1.
Switch-off policy.
The dynamic allocation of fractional tasks operates between two adjacent stations, enabling the shared execution of specific tasks. This flexibility allows the processing time of a shared task to be dynamically distributed between the two stations, depending on the current production conditions.
The allocation decision is primarily based on evaluating the levels of the downstream buffers associated with the pair of stations. By monitoring these buffer levels in real time, the system can dynamically adjust task allocation to maintain an optimal balance between the stations, ensuring smooth workflow and preventing bottlenecks. For example, as illustrated in Figure 2, two adjacent stations are linked by shared tasks. The downstream buffers, specifically Buffer 2 and Buffer 3, play a critical role in determining how the fractional task is allocated. If Buffer 3 approaches its capacity, a greater portion of the task can be assigned to the upstream station, alleviating potential congestion. Conversely, if Buffer 2 experiences higher levels, the downstream station can assume a larger share of the task. This strategy not only enhances operational flexibility but also improves overall line performance by adapting to fluctuations in buffer levels. It ensures continuity in production, minimizes idle time, and supports the efficient use of resources, particularly in systems where variability in processing times or demand is present. Additionally, this dynamic approach is vital for achieving higher throughput and maintaining customer satisfaction while aligning with energy-saving policies.

Figure 2.
Two adjacent stations for sharing tasks.
The following decision rules are employed to dynamically allocate fractional tasks, supporting the implementation of machine switch-off policies while maintaining production flow and efficiency. When an item is loaded onto Station 1, the processing time for the shared task is dynamically divided between Station 1 and its adjacent Station 2. This allocation is based on the real-time levels of the downstream buffers, Buffer 2 and Buffer 3, to ensure optimal utilization and minimize idle times.
Buffer 2: Positioned strategically between Station 1 and Station 2, Buffer 2 is pivotal for absorbing fluctuations in processing times and variability in demand. When Buffer 2 reaches a predefined upper threshold, it indicates that Station 1 is producing at a pace that exceeds the capacity of Station 2 to process the tasks. This congestion can lead to increased wait times and decreased operational efficiency. Conversely, if Buffer 2 falls below a certain lower threshold, it signals that Station 1 is underutilized, which can lead to wasted resources and energy. Therefore, the decision rules related to Buffer 2 are designed to dynamically manage the flow of tasks, ensuring that work is allocated efficiently between stations based on real-time conditions.
Buffer 3: Located at the end of the production line, Buffer 3 acts as a final holding area for completed products before they reach the customer. The management of this buffer is crucial for ensuring timely fulfillment of customer orders. High buffer levels can indicate excess production, leading to resource inefficiencies and inflated energy consumption. On the other hand, low levels may result in unmet demand, adversely affecting customer satisfaction. Consequently, the decision rules for Buffer 3 focus on optimizing the balance between production and demand, thereby enhancing throughput and ensuring that energy consumption is aligned with customer needs.
Condition 1: High Buffer 3, Low Buffer 2. In this scenario, when Buffer 3 exceeds its upper threshold (DHi) and Buffer 2 falls below its lower threshold (DLi), the system reallocates a larger share of the shared tasks to Station 1. This reallocation is designed to balance the workload between the two stations effectively. By shifting more tasks to Station 1, Station 2 experiences a reduced workload, which allows it to switch off during periods of inactivity. This energy-saving measure is implemented without compromising the overall production flow, as Station 1 compensates for the reduced output from Station 2. Essentially, this strategy not only optimizes energy consumption but also ensures that production efficiency is maintained by dynamically adapting to real-time buffer levels.
Condition 2: Low Buffer 3, High Buffer 2. In this scenario, when Buffer 3 falls below its lower threshold (DLi) and, at the same time, Buffer 2 exceeds its upper threshold (DHi), the system reallocates a larger fraction of the shared tasks to Station 2. This dynamic reallocation is designed to address workload imbalances between the two stations. By assigning more tasks to Station 2—where the workload is already high—the system helps prevent bottlenecks and ensures that tasks are managed efficiently. This approach not only optimizes the use of available resources but also maintains a balanced production flow, adapting in real time to fluctuations in buffer levels and ultimately enhancing overall operational performance and energy efficiency.
This allocation allows Station 1 to operate with reduced workload, facilitating its switch-off when idle.
Condition 3: All Other Cases. In situations where the buffer levels do not exceed or fall below the predefined thresholds—that is, when they remain within acceptable limits—the shared tasks are allocated equally between Station 1 and Station 2. This balanced distribution is designed to sustain a steady production flow under normal operating conditions. By evenly dividing the workload, the system ensures that neither station is overburdened or underutilized, which helps maintain overall process stability and efficiency. This approach provides a reliable baseline performance, enabling the production line to operate smoothly while still being adaptable to any sudden fluctuations in buffer levels.
The implementation of dynamic allocation rules in manufacturing systems offers significant benefits, such as improved production efficiency, enhanced energy efficiency, and greater responsiveness to demand fluctuations. These strategies enable real-time adjustments in task scheduling and resource allocation, which allow the system to quickly adapt to changing workflow conditions, varying demand patterns, and unexpected operational disruptions. This flexibility contributes to a more resilient production environment capable of handling unforeseen challenges. However, these advantages come with certain challenges and limitations. One critical requirement is the availability and accuracy of real-time data. Collecting, processing, and analyzing data from multiple stations across a manufacturing line can be complex, especially in environments characterized by high variability. Any delays or inaccuracies in data reporting may lead to suboptimal decision-making, ultimately affecting production flow and efficiency. Furthermore, the dynamic nature of task allocation necessitates the use of sophisticated algorithms capable of simultaneously evaluating multiple variables—such as machine performance, buffer levels, and energy consumption metrics. Developing these algorithms can be challenging, particularly when striving to balance operational efficiency with the system’s inherent constraints. The successful implementation of these dynamic rules also depends on advanced sensor technologies and robust data analytics platforms. Cutting-edge sensors and monitoring equipment are essential for accurately capturing real-time data, while modern analytics platforms—ideally integrated with machine learning capabilities—facilitate predictive modeling and enable rapid adjustments to production schedules. Additionally, seamless integration with existing manufacturing execution systems (MESs) and enterprise resource planning (ERP) software is crucial to ensure smooth data flow between systems and support real-time decision-making.
4. Simulation Environment
The simulation models were developed to evaluate the integration of dynamic task allocation with the switch-off policy, considering four distinct configurations:
- (a)
- Baseline Model: A flow line without fractional task allocation and with machines always on, serving as the benchmark.
- (b)
- Dynamic Allocation Benchmark: A flow line with dynamic allocation of fractional tasks but with machines always on, used to assess the specific benefits of task allocation.
- (c)
- Switch-Off Benchmark: A flow line without fractional task allocation but with machine switch-off policies, to evaluate the energy-saving benefits separately.
- (d)
- Integrated Model: A flow line combining dynamic task allocation with machine switch-off policies, providing a comprehensive view of the combined benefits.
The flow line comprised six stations, with raw items continuously available at the first station. Each station was equipped with a buffer with a defined capacity (10 was the capacity of the buffers), ensuring smooth transitions between stages of production. This setup enabled a robust comparison of the individual and combined impacts of dynamic task allocation and switch-off policies on system performance and energy efficiency.
Table 1 reports the experimental classes considering the following key factors to define the conditions for the simulations:

Table 1.
Experimental combinations.
Customer Demand Profiles: We analyzed two distinct customer demand distributions: exponential and normal distributions. The exponential demand was characterized by a mean of 5.5 and coefficient of variation of 100%, while the normal distribution reflected variations with a coefficient of variation of 25%. By incorporating both types of distributions, we aimed to explore how different demand patterns affect system performance under the proposed strategies.
Switch-Off Buffer Levels: We set specific thresholds for the machine switching mechanism. For each machine in the system, we defined a lower threshold (Li) for activation and an upper threshold (Hi) for deactivation. These thresholds were adjusted to three combinations: (5,10), (7,10), and (9,10). This variation allowed us to assess how different buffer levels would impact energy consumption and production efficiency when implementing switch-off policies.
Processing Time Variability: We considered both fixed processing times and uniform processing times (with values ranging between 8 and 12 time units) to evaluate how variability in processing impacts the effectiveness of our integrated approach.
Through these conditions, we established 12 distinct experimental classes, ensuring a comprehensive evaluation of the proposed methods across varying scenarios.
The following performance measures were evaluated to assess the effectiveness of the proposed integration of dynamic task allocation and switch-off policies:
- -
- Customer Order Throughput: Measures the total number of customer orders fulfilled, providing an indicator of the system’s overall productivity and capacity to meet demand.
- -
- Average Customer Queue Length: Represents the average number of customer orders waiting to be processed, reflecting the system’s efficiency in managing demand and avoiding bottlenecks.
- -
- Maximum Customer Queue Length: Captures the peak number of orders in the queue, indicating the worst-case scenario in terms of delays or congestion within the system.
- -
- Average Customer Waiting Time: The mean time customers wait for their orders to be fulfilled, serving as a measure of service responsiveness and satisfaction.
- -
- Standard Deviation of Waiting Times: Quantifies the variability in customer waiting times, highlighting the consistency and reliability of the system in meeting service expectations.
- -
- Total Energy Consumption of the Stations: Assesses the cumulative energy usage across all stations in the flow line, providing insights into the energy efficiency achieved through the implemented policies.
These performance metrics provide a comprehensive evaluation framework, balancing operational efficiency, customer satisfaction, and energy sustainability to optimize the flow line’s overall performance.
The simulation ran for a total duration of 28,800 time units. For each experimental scenario, multiple replicates were conducted to ensure statistical reliability. The number of replicates was chosen to achieve a 95% confidence level with a margin of error within 5% for all evaluated performance measures. This rigorous approach guaranteed the robustness and accuracy of the simulation results.
5. Numerical Results
The numerical results are analyzed in comparison with the benchmark scenario, which features no fractional tasks and no machine switch-off policies (Experiment No. 1). Across all simulated systems, throughput remains relatively stable, with variations consistently below 1%. This indicates that the integration of fractional tasks and switch-off policies has minimal impact on the overall production output.
The results are presented following the nomenclature outlined in Table A1 and Table A2 in Appendix A for clarity and consistency.
The first section of the analysis focuses on customer-related performance metrics. Specifically, Table 2 and Figure 3 provide insights into the average queue length of customer orders, highlighting how the proposed strategies influence waiting times and system efficiency. F denotes the experimental classes with the introduction of dynamic fractional task allocation.
Table 2.
Average customer queue.
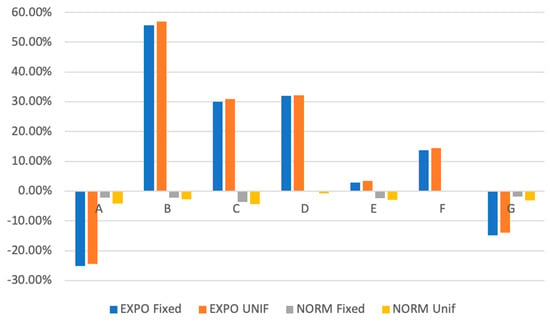
Figure 3.
Average customer queue for classes A–G according Table A2.
The introduction of fractional tasks demonstrates a clear benefit in reducing the average number of customers in the queue. This reduction is particularly pronounced in experiments 2 through 16, which simulate scenarios with exponential customer demand. In these cases, the higher variability and fluctuations in demand amplify the positive impact of fractional task allocation. In contrast, for experiments 17 through 32, characterized by normal demand patterns, the reduction in the average queue length is less significant. This suggests that the advantages of fractional tasks are more pronounced in environments with greater demand variability, where flexibility in task allocation plays a critical role in maintaining system efficiency. Additionally, the incorporation of fractional tasks helps mitigate the adverse effects associated with machine switch-off policies on customer-related performance measures. By dynamically redistributing workload between stations, fractional tasks ensure that production remains consistent and responsive, even when certain machines are temporarily powered down. This synergy between fractional task allocation and switch-off policies highlights their complementary nature in improving overall system performance while maintaining customer satisfaction.
Table 3.
Maximum customer queue.
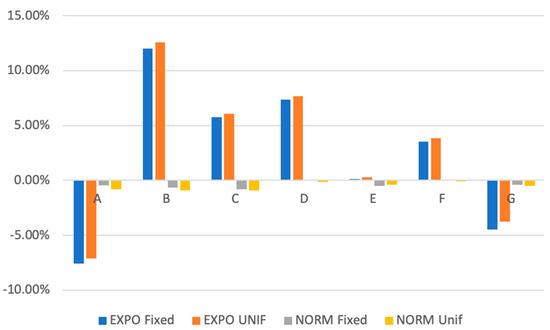
Figure 4.
Maximum customer queue for classes A–G according Table A2.
The behavior of the maximum customer queue value closely mirrors that of the average customer queue. However, the impact of fractional tasks on reducing the maximum queue value is less pronounced compared to their effect on the average queue length. While fractional tasks contribute to overall system efficiency and help in balancing workload fluctuations, their ability to significantly reduce peak congestion points is comparatively limited. This suggests that while fractional tasks excel in improving steady-state performance, additional strategies may be required to effectively manage extreme cases of customer queue accumulation.
Table 4.
Average time in the queue for customers.
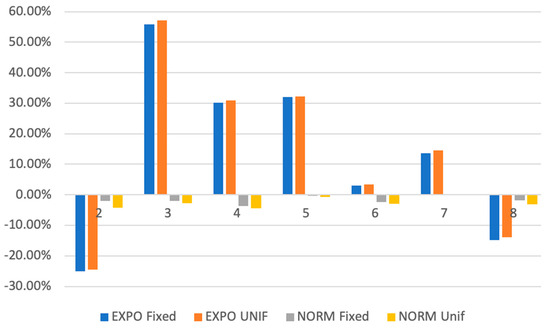
Figure 5.
Time in the queue for customers for classes A–G according Table A2.
The behavior of the average time in queue value is the same as the average customer queue.
Figure 6 reports the standard deviation time of customers in the queue to wait for orders.
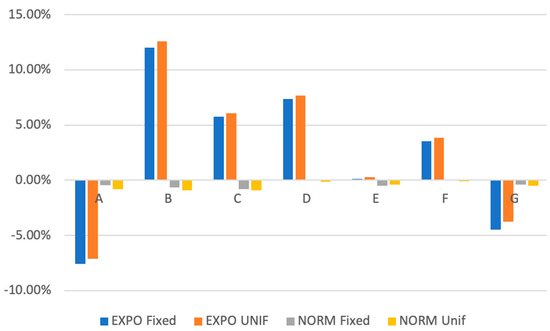
Figure 6.
Standard deviation of customer waiting time for classes A–G according Table A2.
The introduction of fractional tasks improves the stability of the average customer waiting time, particularly when customer demand follows an exponential distribution. By redistributing tasks dynamically across stations, fractional tasks help smooth out fluctuations in waiting times, resulting in a more consistent and reliable service. This effect is especially noticeable in scenarios with highly variable demand, such as those characterized by exponential distribution, where the redistribution of workload helps mitigate extreme delays and enhances overall system performance.
Table 5 reports the energy reduction in the waiting state of the machines.
Table 5.
Energy in the waiting state of the machines.
The switch-off policy significantly reduces the energy consumption during the idle or waiting state of the machines. The introduction of fractional tasks further enhances this energy saving, especially in cases 4, 10, and 28, where there is a substantial difference between the “off” and “on” levels in the switch-off policy. Energy consumption during the active or working state remains relatively unchanged across all cases studied, as throughput remains consistent, and energy consumption in this state is primarily dependent on the total number of items produced. For example, in a scenario where the machine consumes 8 kWh in the waiting state and 10 kWh in the working state, the total reduction in energy consumption is approximately 5.5%. This demonstrates how the combination of switch-off policies and fractional task allocation can lead to meaningful energy savings while maintaining consistent production output.
Discussion
In our study, the simulations were based on specific assumptions that might not fully capture the complexities of real-world manufacturing environments. For example, we assumed uniform processing times and consistent operational capabilities across all stations. However, actual manufacturing settings often experience variability in machine performance, human factors, and unexpected disruptions, all of which can significantly impact operational efficiency. Additionally, our dynamic allocation model adopts a simplified approach to task distribution. It does not account for various operational constraints such as limited resources, scheduled maintenance, or fluctuations in product demand—all factors that could affect the overall performance of the system. Moreover, while energy efficiency was a central focus of our research, the model did not comprehensively address other critical performance metrics like quality control, lead times, or responsiveness to market demands. A holistic understanding of manufacturing efficiency requires consideration of these additional elements, as they are crucial in determining production outcomes.
To address these limitations, several promising avenues for future research should be explored. Future studies could benefit from incorporating real-world variability into their models by simulating scenarios that account for differences in processing times, machine availability, and input quality. This would generate insights that are more closely aligned with operational realities, leading to more robust and applicable conclusions. Another area worth investigating is the combined use of switch-off policies and fractional task allocations. By examining how these strategies influence overall system performance in various contexts—such as during periods of fluctuating demand or peak operation times—researchers could develop methods to further optimize energy consumption and resource allocation. Additionally, the role of human factors in the task allocation process warrants further exploration. Factors like operator expertise, fatigue, and training can have a significant impact on operational outcomes in dynamic systems, and understanding their influence could lead to more effective management practices. Finally, while the current focus has been primarily on energy efficiency, future research should adopt a more holistic approach by including a broader range of performance metrics. By also considering measures such as quality control, customer satisfaction, and lead times, researchers can gain a comprehensive understanding of manufacturing efficiency, thereby informing better decision-making frameworks.
6. Conclusions and Future Development Paths
This study explored the integration of switch-off policies and dynamic fractional task allocation in flow line production systems, aiming to improve both energy efficiency and operational performance. Through the development of a discrete event simulation model, the research evaluated how these two strategies interact under varying conditions of processing time stability and demand volatility.
The findings indicate that dynamic fractional task allocation helps mitigate the negative impact of switch-off policies on customer-related performance measures, particularly when processing times are stable. Moreover, energy savings are more significant when higher buffer levels are employed to trigger the switch-off mechanism, with this benefit observed independently of processing time variability.
The key contributions of this work are as follows:
- -
- It introduces an integrated approach that leverages both energy-saving mechanisms and task flexibility to enhance production system performance.
- -
- It demonstrates how dynamic task reallocation between adjacent stations can increase throughput and responsiveness, especially in environments with fluctuating demand.
- -
- It provides a framework for decision-making that balances energy efficiency with service-level requirements, contributing to both academic theory and industrial practice.
The implications are twofold. Theoretically, the study extends existing models by merging concepts from energy management and task allocation, offering a novel perspective on sustainable production system design. Practically, it encourages the adoption of flexible and energy-conscious manufacturing strategies that can improve environmental performance while maintaining high productivity.
In conclusion, this research highlights the value of aligning operational flexibility with energy-saving practices. The integrated strategy not only conserves energy but also enhances throughput and system adaptability, supporting the development of more resilient, sustainable, and efficient manufacturing processes.
Future research should focus on expanding the model to cover more than two stations, and on incorporating energy price variability into switch-off decision rules to optimize the trade-off between cost savings and customer satisfaction. These directions will further refine the potential of hybrid strategies in modern production environments.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
Nomenclature
| Li | Buffer lower threshold to switch on the upper machine |
| Hi | Buffer higher threshold to switch off the upper machine |
| DLi | Buffer threshold to allocate the fractional task |
| DHi | Buffer threshold to allocate the fractional task |
| EXPO | Exponential distribution |
| NORM | Normal distribution |
| UNIF | Uniform distribution |
| F | Denotes the experimental classes with the introduction of dynamic fractional task allocation |
Appendix A
Table A1.
Experimental combinations.
Table A1.
Experimental combinations.
| EXP. No. | Customer Demand | Li | Hi | Processing Times | Switch | Fractional |
|---|---|---|---|---|---|---|
| 1 | EXPO (5.5) | - | - | Fixed 10 (couple) | No | No |
| 2 | EXPO (5.5) | - | - | Fixed 10 (couple) | No | Yes |
| 3 | EXPO (5.5) | 5 | 10 | Fixed 10 (couple) | Yes | No |
| 4 | EXPO (5.5) | 5 | 10 | Fixed 10 (couple) | Yes | Yes |
| 5 | EXPO (5.5) | 7 | 10 | Fixed 10 (couple) | Yes | No |
| 6 | EXPO (5.5) | 7 | 10 | Fixed 10 (couple) | Yes | Yes |
| 7 | EXPO (5.5) | 9 | 10 | Fixed 10 (couple) | Yes | No |
| 8 | EXPO (5.5) | 9 | 10 | Fixed 10 (couple) | Yes | Yes |
| 9 | EXPO (5.5) | - | - | UNIF (8–12) (couple) | No | No |
| 10 | EXPO (5.5) | - | - | UNIF (8–12) (couple) | No | Yes |
| 11 | EXPO (5.5) | 5 | 10 | UNIF (8–12) (couple) | Yes | No |
| 12 | EXPO (5.5) | 5 | 10 | UNIF (8–12) (couple) | Yes | Yes |
| 13 | EXPO (5.5) | 7 | 10 | UNIF (8–12) (couple) | Yes | No |
| 14 | EXPO (5.5) | 7 | 10 | UNIF (8–12) (couple) | Yes | Yes |
| 15 | EXPO (5.5) | 9 | 10 | UNIF (8–12) (couple) | Yes | No |
| 16 | EXPO (5.5) | 9 | 10 | UNIF (8–12) (couple) | Yes | Yes |
| 17 | NORM (5.5, 25%) | - | - | Fixed 10 (couple) | No | No |
| 18 | NORM (5.5, 25%) | - | - | Fixed 10 (couple) | No | Yes |
| 19 | NORM (5.5, 25%) | 5 | 10 | Fixed 10 (couple) | Yes | No |
| 20 | NORM (5.5, 25%) | 5 | 10 | Fixed 10 (couple) | Yes | Yes |
| 21 | NORM (5.5, 25%) | 7 | 10 | Fixed 10 (couple) | Yes | No |
| 22 | NORM (5.5, 25%) | 7 | 10 | Fixed 10 (couple) | Yes | Yes |
| 23 | NORM (5.5, 25%) | 9 | 10 | Fixed 10 (couple) | Yes | No |
| 24 | NORM (5.5, 25%) | 9 | 10 | Fixed 10 (couple) | Yes | Yes |
| 25 | NORM (5.5, 25%) | - | - | UNIF (8–12) (couple) | No | No |
| 26 | NORM (5.5, 25%) | - | - | UNIF (8–12) (couple) | No | Yes |
| 27 | NORM (5.5, 25%) | 5 | 10 | UNIF (8–12) (couple) | Yes | No |
| 28 | NORM (5.5, 25%) | 5 | 10 | UNIF (8–12) (couple) | Yes | Yes |
| 29 | NORM (5.5, 25%) | 7 | 10 | UNIF (8–12) (couple) | Yes | No |
| 30 | NORM (5.5, 25%) | 7 | 10 | UNIF (8–12) (couple) | Yes | Yes |
| 31 | NORM (5.5, 25%) | 9 | 10 | UNIF (8–12) (couple) | Yes | No |
| 32 | NORM (5.5, 25%) | 9 | 10 | UNIF (8–12) (couple) | Yes | Yes |
Table A2.
Experimental classes.
Table A2.
Experimental classes.
| EXP. No. | Li | Hi | Switch | Fractional | Classes |
|---|---|---|---|---|---|
| 1 | - | - | No | No | - |
| 2 | - | - | No | Yes | A |
| 3 | 5 | 10 | Yes | No | B |
| 4 | 5 | 10 | Yes | Yes | C |
| 5 | 7 | 10 | Yes | No | D |
| 6 | 7 | 10 | Yes | Yes | E |
| 7 | 9 | 10 | Yes | No | F |
| 8 | 9 | 10 | Yes | Yes | G |
References
- De la Cruz-Lovera, C.; Perea-Moreno, A.-J.; De la Cruz-Fernández, J.-L.; Alvarez-Bermejo, J.A.; Manzano-Agugliaro, F. Worldwide Research on Energy Efficiency and Sustainability in Public Buildings. Sustainability 2017, 9, 1294. [Google Scholar] [CrossRef]
- Ritchie, H.; Roser, M. CO2 and Greenhouse Gas Emissions. In Our World in Data. 2020. Available online: https://web.archive.org/web/20220719060016/https:/ourworldindata.org/co2-and-other-greenhouse-gas-emissions (accessed on 1 June 2022).
- Gerarden, T.D.; Newell, R.G.; Stavins, R.N. Assessing the Energy-Efficiency Gap. J. Econ. Lit. 2017, 55, 1486–1525. [Google Scholar] [CrossRef]
- IRENA. Renewable Capacity Statistics 2021; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2021; ISBN 978-92-9260-342-7. [Google Scholar]
- IRENA. Future of Solar Photovoltaic: Deployment, Investment, Technology, Grid Integration and Socio-Economic Aspects; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2019; ISBN 978-92-9260-156-0. [Google Scholar]
- Frigerio, N.; Matta, A. Energy-Efficient Control Strategies for Machine Tools with Stochastic Arrivals. IEEE Trans. Autom. Sci. Eng. 2015, 12, 50–61. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Analysis of production lines with switch-Off/On controlled machines. In Eco-Factories of the Future; Sustainable Production, Life Cycle Engineering and Management; Thiede, S., Herrmann, C., Eds.; Springer: Cham, Switzerland, 2019; pp. 147–172. [Google Scholar]
- Jia, Z.; Zhang, L.; Arinez, J.; Xiao, G. Performance analysis of Bernoulli serial production lines with switch-on/off machine control. In Proceedings of the 2015 IEEE International Conference on Automation Science and Engineering (CASE), Gothenburg, Sweden, 24–28 August 2015; pp. 477–482. [Google Scholar]
- Lopes, T.C.; Brauner, N.; Magato, L. Assembly line balancing with fractional task allocations. Int. J. Prod. Res. 2022, 60, 1569–1586. [Google Scholar] [CrossRef]
- Renna, P. Tasks Allocation Based on Fuzzy Rules in Fractional Assembly Line with Redundancy. Appl. Sci. 2023, 13, 2141. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Analysis on energy efficient switching of machine tool with stochastic arrivals and buffer information. IEEE Trans. Autom. Sci. Eng. 2016, 13, 238–246. [Google Scholar] [CrossRef]
- Frigerio, N.; Matta, A. Modelling the startup of machine tools for energy efficient multi-sleep control policies. J. Manuf. Syst. 2021, 60, 337–349. [Google Scholar] [CrossRef]
- Jia, Z.; Tian, X.; Wang, Z.; Wang, G. Performance Analysis of Bernoulli Serial Lines with Small Batch Production and Machine Switch On/Off Control. IEEE Trans. Autom. Sci. Eng. 2025, 22, 6702–6715. [Google Scholar] [CrossRef]
- Loffredo, A.; Frigerio, N.; Lanzarone, E.; Matta, A. Energy-efficient control in multi-stage production lines with parallel machine workstations and production constraints. IISE Trans. 2024, 56, 69–83. [Google Scholar] [CrossRef]
- Grzechca, W.; Foulds, L.R. The assembly line balancing problem with task splitting: A case study. IFAC Pap. Line. 2015, 48, 2002–2008. [Google Scholar] [CrossRef]
- Jeong, I.-J.; Jeon, S. Balanceability of a work-sharing line using floating workers and its comparison with floating work strategy. Int. J. Prod. Res. 2021, 59, 5903–5912. [Google Scholar] [CrossRef]
- Pasupa, T.; Suzuki, S. Impact of Work-sharing on the Performance of Production Line with Heterogeneous Workers. Int. J. Ind. Eng. Manag. 2019, 10, 284–302. [Google Scholar] [CrossRef]
- Schlüter, M.J.; Frederik Ostermeier, F. Dynamic line balancing in unpaced mixed-model assembly lines: A problem classification. CIRP J. Manuf. Sci. Technol. 2022, 37, 134–142. [Google Scholar] [CrossRef]
- Renna, P. Evaluation of redundant configurations in assembly lines with fractional tasks. Prod. Eng. Res. Devel. 2022, 16, 857–867. [Google Scholar] [CrossRef]
- Calzavara, M.; Faccio, M.; Granata, I.; Trevisani, A. Achieving productivity and operator well-being: A dynamic task allocation strategy for collaborative assembly systems in Industry 5.0. Int. J. Adv. Manuf. Technol. 2024, 134, 3201–3216. [Google Scholar] [CrossRef]
- Petzoldt, C.; Niermann, D.; Maack, E.; Sontopski, M.; Vur, B.; Freitag, M. Implementation and Evaluation of Dynamic Task Allocation for Human–Robot Collaboration in Assembly. Appl. Sci. 2022, 12, 12645. [Google Scholar] [CrossRef]
- Msala, Y.; Hamed, O.; Talea, M.; Aboulfatah, M. A new method for improving the fairness of multi-robot task allocation by balancing the distribution of tasks. J. Robot. Control. 2023, 4, 743–753. [Google Scholar] [CrossRef]
- Li, Q.; Fan, T.W.; Kei, L.S.; Li, Z. Scalable and energy-efficient task allocation in industry 4.0: Leveraging distributed auction and IBPSO. PLoS ONE 2025, 20, e0314347. [Google Scholar] [CrossRef] [PubMed]
- Wang, D.; Liu, Z.; Chen, L.; Wei, M.; Li, Y. Optimization of Steelmaking Energy Efficiency Scheduling Based on an Equipment Set Shutdown Strategy. ACS Omega 2023, 8, 40351–40361. [Google Scholar] [CrossRef] [PubMed]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).