Abstract
An innovative approach is reported for recovering Fe and Zn resources from hazardous zinc-bearing electric arc furnace dusts (ZBDs) in a sustainable manner. A combination of carbothermal and H2 reduction were used to overcome challenges associated with the high temperatures of carbothermal reduction and the high costs/limited supplies of hydrogen. In-depth reduction studies were carried out using zinc-rich (17 wt.%), iron-poor (35 wt.%) ZBD; coke oven battery dry quenching dust (CDQD) was used as reductant. Briquettes were prepared by mixing ZBD and CDQD powders in a range of proportions; heat treatments were carried out in flowing H2 gas at 700 °C–900 °C for 4 h. The reduced products were characterized by scanning electron microscopy (SEM), energy dispersive spectroscopy (EDS), X-ray diffraction (XRD) and inductively coupled plasma (ICP). The Fe content of the reduced briquettes showed increases between 50 and 150%, depending on composition and reduction temperature; Zn, Pb, Cl, Na, K and S were completely absent. The gaseous elements were collected in cooled traps at the furnace outlet to recover metallic zinc and other phases. The volatile products collected at the outlet (900 °C) contained more than 70% zinc and 6% lead; small amounts of zinc were also present in the metallic phase. The processing temperatures were significantly lower in the combined approach as compared to 100% carbothermal reduction. While reducing energy consumption and limiting the generation of greenhouse gases, this approach has the potential for enhancing the reutilization of hazardous industrial wastes, resource recovery, and economic and environmental sustainability.
1. Introduction
With persistent high demands and continuous developments in the iron and steelmaking sector, the global crude steel production exceeded 1.9 billion tons in 2023 [1]. China, India, Japan, the USA and Russia were among the leading steel producers in the world. The production of steel is, however, accompanied by the generation of large amounts of secondary wastes in the form of coal and coke dusts, hazardous steelmaking dusts, flue dusts, sludges, slags, wastewater, exhaust gases, etc., which can be sources of environmental contamination and degradation, affecting the health and wellbeing of humans and other living creatures [2,3]. The total waste output of the steel industry is estimated to be typically ~8–12% of crude steel produced [4,5,6]; an estimated 152–228 million tons of steel dusts and sludges were produced in 2023. Electric arc furnace dust (EAFD) is one of the significant wastes generated by the steelmaking industry [7]; typically, 15–25 kg of EAFD is generated per ton of steel produced [8,9]. With ~8 million tons/annum of EAFD generated currently, annual EAFD volumes are predicted to reach 18 million tons globally by 2050 [10]. In the Russian Federation, PJSC “Severstal”, a large enterprise of steel and mining industries, has an annual EAFD generation of about 300 thousand tons. During the high temperature processing of galvanized scrap metals, the dust was found to be contaminated with zinc; similarly, lead and chlorine contaminants were observed for painted and PVC laminated sheet metals [7].
Even though these wastes are rich in elements such as iron, carbon, and zinc, their reutilization in iron- and steelmaking, especially in the blast furnace, can be very challenging [11,12,13]. Recycling ferrous metal scrap in electric arc furnaces can lead to the contamination of both the metal and associated products with several toxic elements; EAFD is a hazardous waste containing not only Zn and Pb, but also Cr, Ni, Cu, Cd, Cl and even As [14,15,16]. While EAFD contaminated with zinc and lead is an important issue in EAF steel mills, it is also a promising secondary material resource containing iron (17–45 wt.%), zinc (2–46 wt.%) and lead (0.15–6 wt.%) [15,17]. If it were possible to extract Zn, Pb, Cl and some other toxic elements, the reutilization of EAFDs in iron making processes would enhance overall resource recovery, with significant contributions to the circular economy and environmental sustainability.
Landfilling zinc-bearing dusts (ZBDs) and sludges is not a desirable option as it would lead to the accumulation of heavy metals in the soil/ground water, contaminating waterways, with a detrimental influence on the environment as well as the loss of valuable Fe and Zn resources [18]. A specialized treatment is therefore required for recycling ZBDs [19]. Several techniques such as hydrometallurgical, pyrometallurgical and beneficiation/chemical stabilization have been used for processing these wastes [10,20,21]. There are a number of technological challenges during the separation of iron and zinc (the key constituents of ZBDs); these two metals are present jointly in the form of zinc ferrite (franklinite, ZnFe2O4) phase [22]. Thermal and/or chemical methods are used for the decomposition of this phase prior to zinc removal. In the hydrometallurgical approach, the classical ZINCEX process [23] and EZINEX process [24] have used acidic [25] or alkaline [26] lixiviants for leaching ZnO and/or PbO from ZBDs. While acidic lixiviants (e.g., H2SO4) show good recovery of Zn, they can cause the depletion of iron and the additional generation of secondary wastes [27,28]. Alkaline lixiviants (e.g., NaOH), on the other hand, are more selective and achieve better results both technically and economically [29]. However, due to the strong PH dependence of Zn and Pb leaching, multiple process steps and complex operations could become necessary in this approach [30,31].
The chemical stabilization of EAFDs (e.g., the Oregon process) is carried out by molding EAFDs into lumps with additives (CaCO3, Na2CO3, SiO2, etc.), using sintering and/or stabilization with lime [32,33]. As this method focusses primarily on generating impermeable substrates encapsulating EAFD particles and not on the recovery of valuable metals, it results in the wastage of several key metallic resources [34]. Pyrometallurgical processes are an effective route for recovering valuable elements such as iron, zinc and lead from zinc-bearing wastes. These processes, which offer high potential for metal recovery, an easy treatment of residues and a small number of process steps, are a preferred choice for recycling EAFDs and have even reached the commercialization stage in some cases [35].
The carbothermic reduction of EAFDs using carbons and/or carbon monoxide as reductants (e.g., Waelz process, [36,37]) can, however, be an additional source of greenhouse gas emissions during resource recovery [38,39,40]. The iron- and steelmaking sector is the single largest industrial CO2 emitter, accounting for 6.5% of all CO2 emissions on the planet [41]; about 2.1 tons of CO2 are produced per ton of crude steel [42]. Serious efforts are being made towards carbon-lean steel production and to align with the requirement of a drastic reduction of 80% in all CO2 emissions by 2050 [43,44,45]. Hydrogen-based steel production, i.e., replacing carbon-based reducing agents with hydrogen, offers enormous potential for reducing CO2 emissions. Basic technologies for using H2 as a reductant have been successfully demonstrated with no adverse effects on steel quality [46,47,48]. However, these have yet to reach commercial-scale processing [49,50]. There have been a few studies on the hydrogen reduction of EAFDs, wherein a high degree of Zn removal was achieved at relatively low temperatures [51,52]. Nevertheless, the practical realization of direct hydrogen reduction processes is limited by the high cost of hydrogen, its limited supply and poorly developed technological modes of operation.
Aims of the Investigation
This study presents a novel strategy for resource recovery from hazardous zinc-bearing EAF dusts while overcoming the following challenges:
- ▪
- Key metallic resources (Fe and Zn) are present jointly as ZnFe2O4 and are difficult to separate in a simple manner.
- ▪
- While H2 reduction could be used in principle to extract metallic values, with the advantages of lower operating temperatures and zero GHG emissions, there are supply issues with H2 and higher operating costs. Due to the large volumes of industrial wastes involved and the relatively low-grade quality of the resources recovered, the H2-based reduction of ZBDs may not be a cost-effective and economically viable approach.
- ▪
- The carbothermal reduction of ZBDs is associated with high levels of energy consumption and GHG emissions and is clearly not a desirable option as the steel industry is seriously trying to limit and reduce emissions from the sector.
This study presents a novel strategy, namely, an intermediate approach using a combination of carbothermal and hydrogen reduction, which will reduce the amounts of H2 required due to partial utilization but will use the benefits of lower operating temperatures to reduce energy consumption and GHG emissions during carbothermal reduction. The environmental sustainability of the process will be further enhanced by utilizing carbonaceous waste from the ironmaking sector as the reductant instead of typical carbons such as coal, cokes, or graphite.
In-depth results are reported on the simultaneous extraction of iron-rich and Zn-rich phases from zinc-bearing EAF dusts, achieving a clear separation between the two metallic phases recovered. A combination of carbothermal and hydrogen reduction processes was used on briquettes prepared with ZBD powders. Coke dry quenching dust (CDQD), another solid waste from the ironmaking sector, was used as the carbonaceous reductant. The in-depth results on the metallic Fe and Zn recovered are presented as a function of briquette composition and reduction temperatures. This recycling approach for hazardous ZBDs is expected to lead to lower energy consumption, enhanced economic sustainability through resource recovery, environmental sustainability through reductions in greenhouse gas emissions and advances in hazardous waste management.
2. Materials and Methods
2.1. Material Characterization
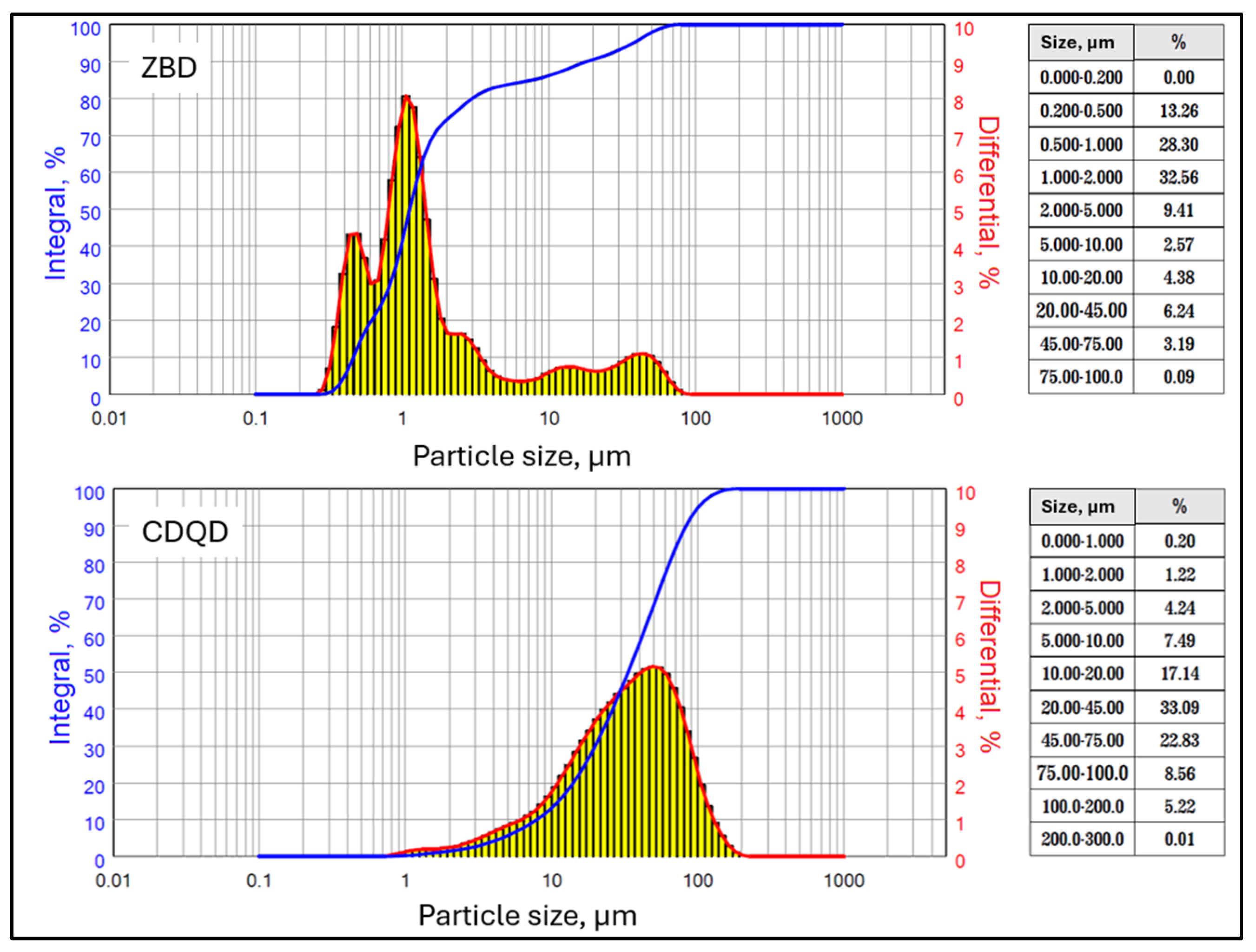
The zinc-bearing EAF dust specimens used in this study were obtained from the electric steelmaking operations at PJSC ‘Severstal’, Russian Federation. As these operations have a high consumption of sheet scraps, the resulting dust had a low iron content and high contents of zinc, lead and chlorine. The carbon-based reductant, coke dry quenching dust, was also sourced from these operations. The particle size distributions and morphologies of ZBD and CDQD powders are shown in Figure 1 and Figure 2, respectively.
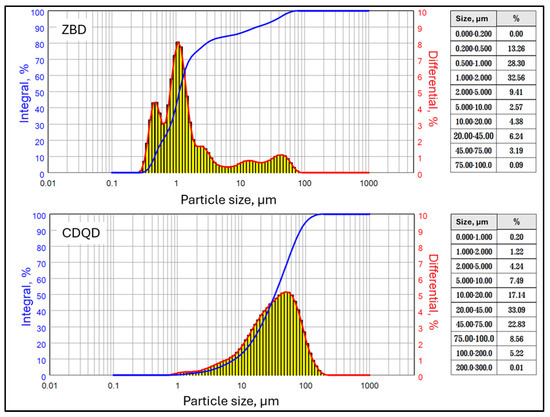
Figure 1.
Particle size distribution of ZBD (top) and CDQD (bottom) powders.
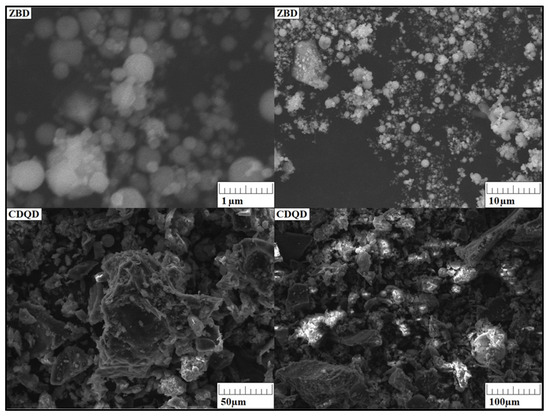
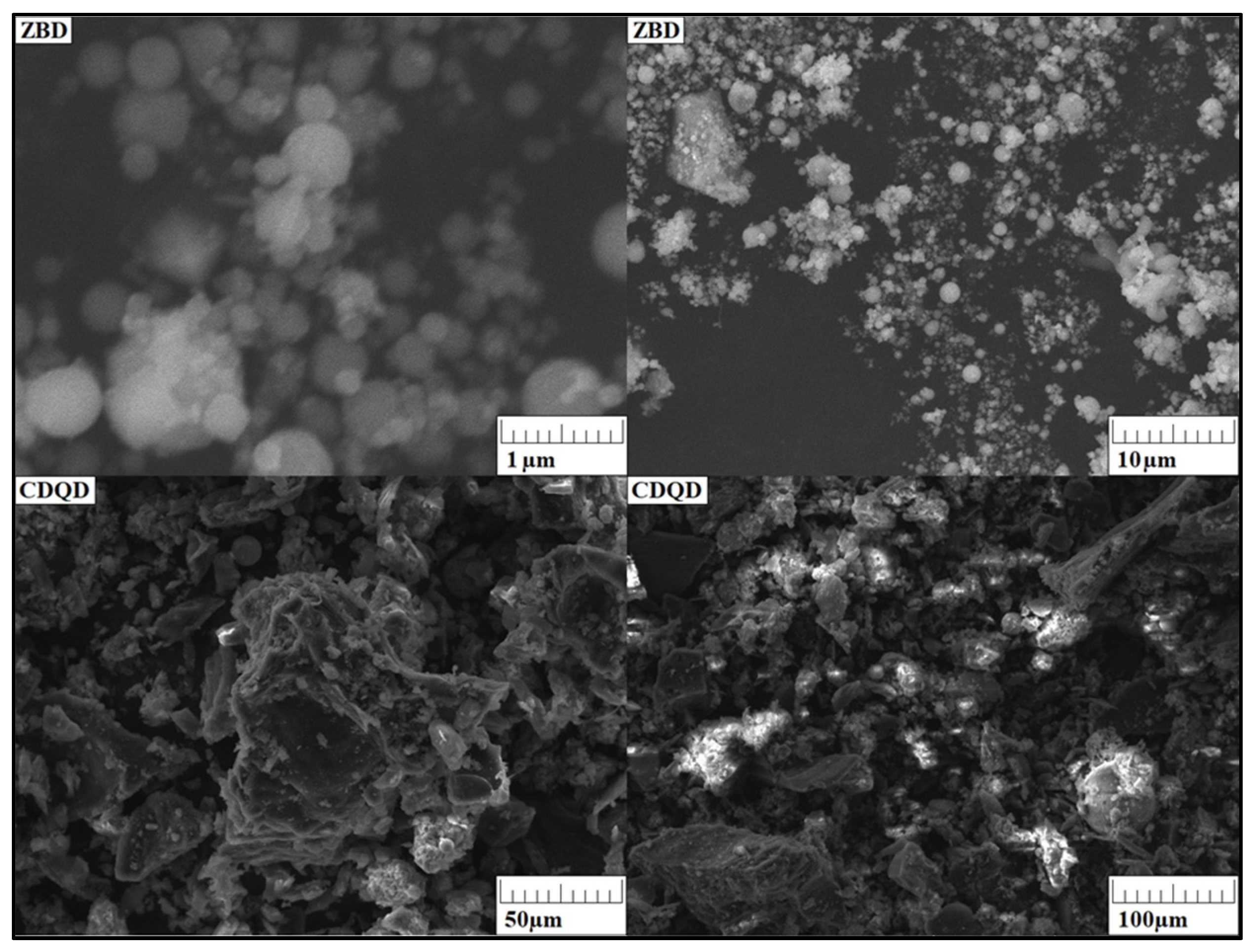
Figure 2.
Microstructures of ZBD (upper micrographs) and CDQD (lower micrographs) powders.
These figures indicate that ZBDs had a multimodal size distribution consisting of particles with two types of shapes: spherical and fragmented. The spherical particles of ZBD had sizes ranging between 0.2 and 2 microns. However, some particles with sizes larger than 10 microns were also observed. The fragmented particles typically had smaller sizes and tended to form aggregates in some places. Coke dust powders generally consisted of irregularly shaped particles with a monomodal distribution and sizes ranging from about 1 to 100 microns.
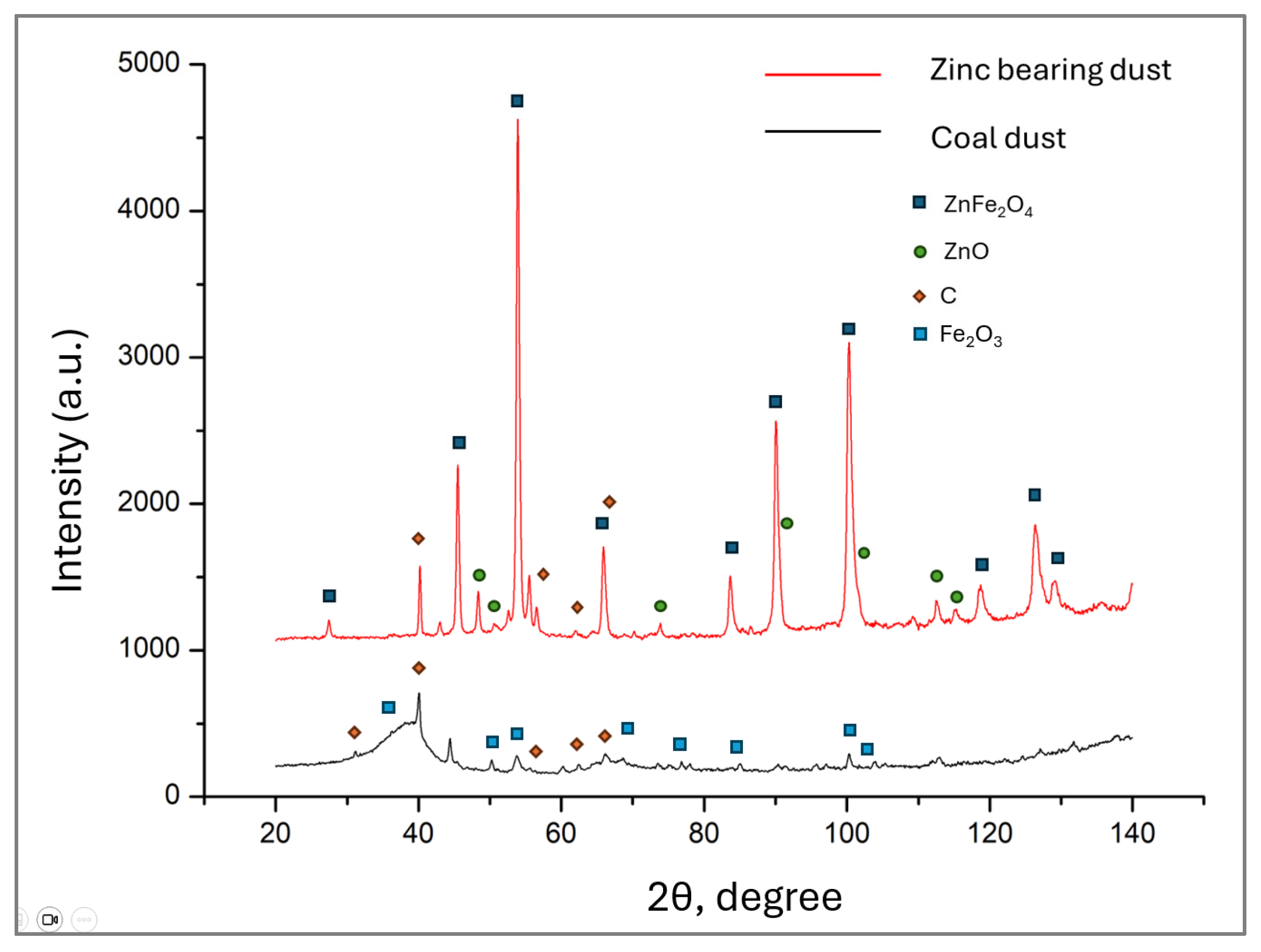
X-ray diffraction investigations with Cr Kα radiation on the phase composition of ZBD powders (Figure 3) show the presence of zinc ferrite (ZnFe2O4) phase and ZnO. A small amount (~5 wt.%) of carbon was also detected in the ZBD; the diffraction pattern showed low-intensity peaks characteristic of Fe2O3 and carbon. The X-ray diffractogram of CDQD (Figure 3) is typical for predominantly amorphous products; the presence of small amounts of crystalline phases was also detected.
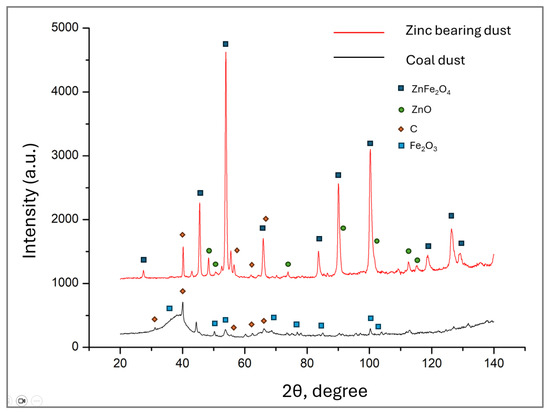
Figure 3.
X-ray diffractograms of ZBD and CDQD powders used in this study.
2.2. Preparation of Briquettes
Briquettes were prepared by mixing ZBD and CDQD powders in a range of proportions. Mixing was carried out using an overhead stirrer; water was added in the mixture at a rate of 14 wt.% of the total solids. The briquettes were pressed into molds with a cylindrical shape (diameter: 10 mm; height: 2 mm), followed by pressing under a load of 5 tons. The elemental compositions (wt.%) of ZBD and CDQD, as determined by the EDX analysis method, and the briquettes, as theoretically computed based on the composition of the ZBD and CDQD, are summarized in Table 1. Typical error bars of ±1% in the data are also indicated.

Table 1.
Elemental compositions (wt.%, ±1) of ZBD, CDQD and blended briquettes.
2.3. Experiments: Reduction Investigations
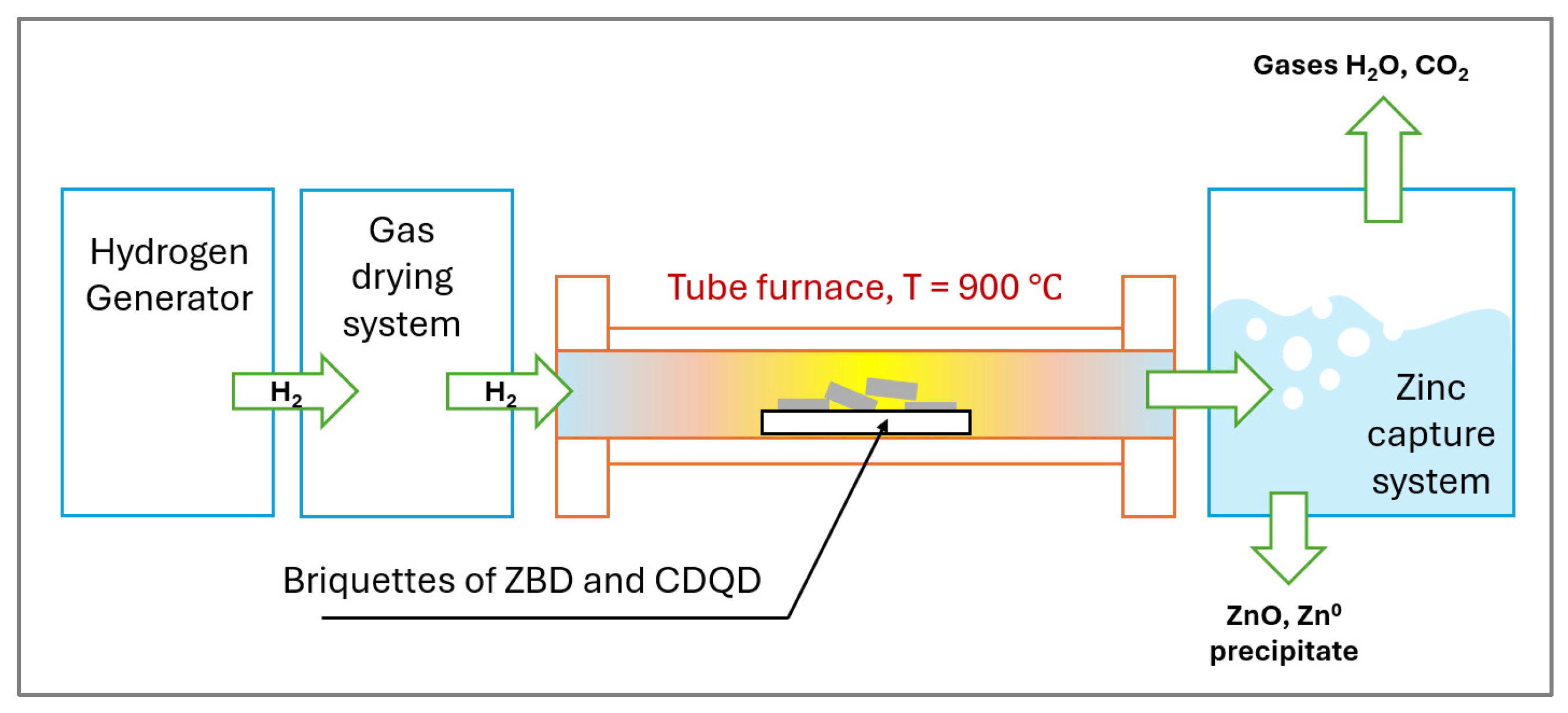
The reduction behavior of ZBD-CDQD briquettes was investigated in a hydrogen metallization system consisting of several parts: (1) a Carbolite KZS12-200-600 tubular furnace; (2) a hydrogen drying system based on silica gel and zeolites of various compositions; (3) a zinc capture system (bubbling operating principle with distilled water at room temperature for gas purification before the gas pump); and (4) a hydrogen generator SAM-1 with a capacity of up to 80 L/h. A schematic representation of the hydrogen metallization system is shown in Figure 4. The gas flow rate of the hydrogen generator was set to 80 L/h to carry out the reduction reactions; these studies were performed at atmospheric pressure.
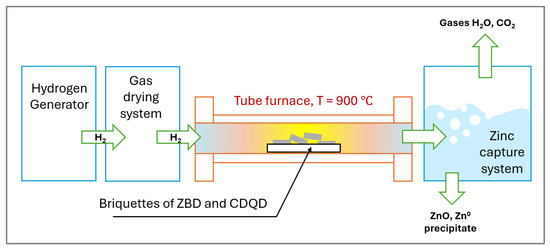
Figure 4.
A schematic representation of the hydrogen metallization system.
The reduction was carried out in a flowing hydrogen with temperatures set at 700, 800 and 900 °C. The other experimental parameters were as follows: specimen weight: 10 g; heating rate: 20 °C/min; exposure time: 4 h. The weights of the briquettes were recorded before and after the reduction experiments. The elements evaporating from the briquettes were collected at the furnace outlet in the zinc capture system. The evaporation of Zn occurred through sublimation at these temperatures [53]. The Zn-based powders/products captured at the reactor outlet were later characterized using SEM/EDS and X-ray diffraction.
2.4. Analytical Instruments Used for Characterization
The microstructure and elemental composition were analyzed using an electronic scanning microscope, Tescan Vega 3 (TESCAN, Czech Republic with Oxford instruments EDS detector), equipped with an energy-dispersed X-ray detector (EDX), Oxford Instruments INCA X-Act. The material was applied on carbon tape without additional modification and the sputtering of electrically conductive coating. Data statistics for EDX included at least 10 points analyzed; typical error bars were found within ±1%. The X-ray diffractometer Diffray-401k (Scientific Instruments, St. Petersburg, Russia) was used to study the phase composition. Diffraction patterns were taken with Cr Kα radiation; 25 KV, 4 mA; an angular range of 14–140°; a step size of 0.1° and a time step of 2 s. The elemental composition of various materials was determined using an ARL 9900 WS X-ray fluorescence wave spectrometer (Thermo Fisher Scientific Inc. Waltham, MA, USA). The presence of small quantities of Zn and Pb elements in the briquettes after reduction was additionally verified with high accuracy using the spectral atomic emission method with inductively coupled plasma (ICP) on iCAP 6300 Radial View by Thermo Fisher Scientific Inc. (Waltham, MA, USA)
3. Results
3.1. Weight Loss of Briquettes
Weight loss was observed for all briquettes after reduction in hydrogen atmosphere at a range of temperatures. These results are summarized in Table 2. These weight losses are associated with the removal of water, volatiles, sublimation (including reduction and sublimation) of light elements and the reduction of iron and zinc from oxides as well as from zinc ferrite.
Table 2.
Weight loss in briquettes after reduction for a range of compositions and reduction temperatures.
3.2. Elemental Composition of Briquettes After Reduction
The elemental compositions of briquettes, as determined using EDX, were characterized following the reduction treatment. The results for 6 wt.% CDQD, 8 wt.% CDQD and 10 wt.% CDQD briquettes are shown in Table 3, Table 4 and Table 5, respectively, at three temperatures. The elemental data are provided here for the main elements (Fe, O, Zn and C) only; the corresponding data for the remaining elements are given in Supplementary Tables S1–S3.
Table 3.
Elemental composition of 6 wt.% CDQD briquettes after combined carbothermal and hydrogen reduction.
Table 4.
Elemental composition of 8 wt.% CDQD briquettes after combined carbothermal and hydrogen reduction.
Table 5.
Elemental composition of 10 wt. % CDQD briquettes after combined carbothermal and hydrogen reduction.
The analysis of the elemental composition of the briquettes after reduction (Table 3, Table 4, Table 5 and Table S1–S3) shows that the Fe content of the briquettes showed a significant increase after the reduction reactions. This increase ranged between 50 and 150%, depending on the briquette composition and the reduction temperature. At the same time, Zn, Pb, Cl, Na, K and S were almost completely removed from the briquettes. The concentration of Zn in the briquettes was examined using the ICP-OES method (sensitivity: 0.001 wt.%); dilute (5%) nitric acid was used for digestion. While the amounts of oxygen, Al and P were found to decrease significantly in the briquette composition, the concentrations of Ca, Mn and Cr had increased slightly. Zinc was completely removed from all briquettes after reductions at 700 °C to 900 °C for CDQD concentrations ranging from 6 wt.% to 10 wt.%.
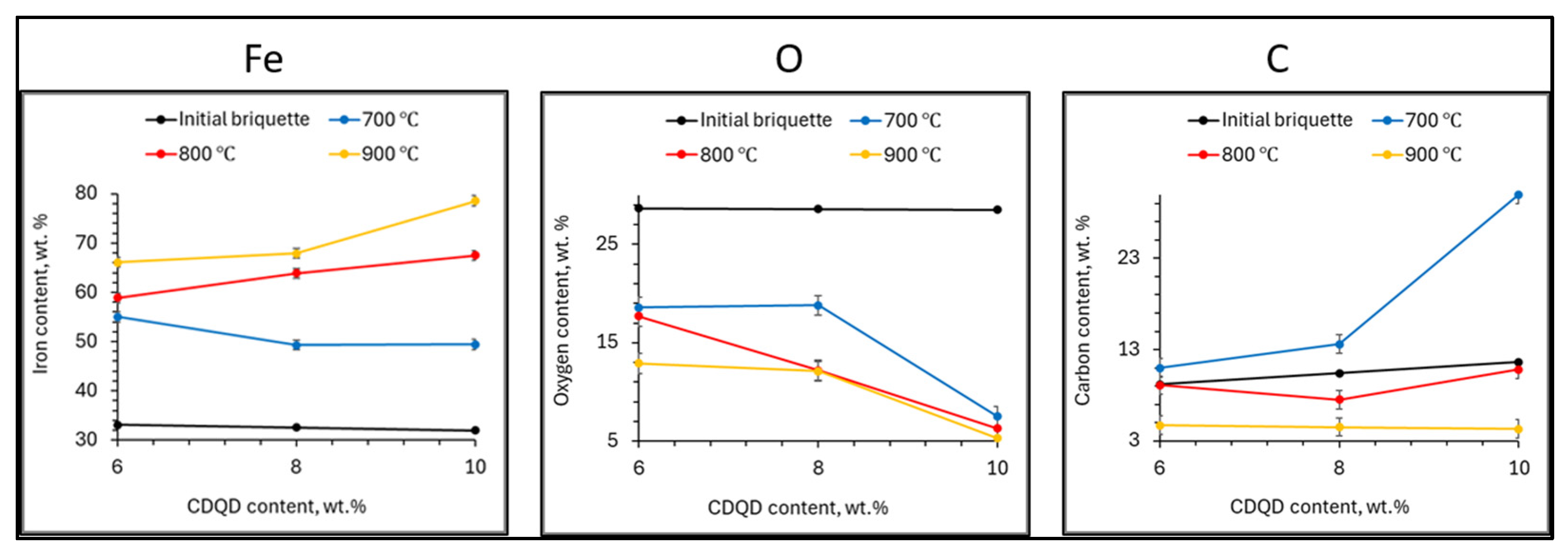
Figure 5 shows changes in briquette compositions in terms of target elements, namely, Fe, O and C. While the iron concentration generally showed a significant increase after reduction, different trends were observed in terms of CDQD contents and temperatures. At 700 °C, a small reduction was observed upon increasing the CDQD content from 6 wt.% to 8 wt.%; no further increases in reduction were observed at CDQD contents of 10 wt.%. On the other hand, iron contents were found to increase continuously with increasing CDQD levels at 800 °C and 900 °C.
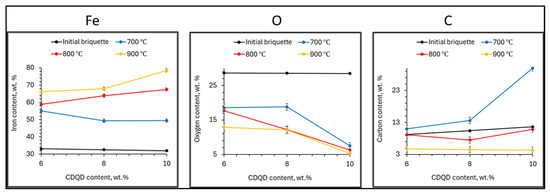
Figure 5.
Changes in Fe, O and C concentrations in various briquettes following combined carbothermal and hydrogen reduction.
While the oxygen content was found to decrease with increasing temperatures and carbon contents (i.e., increases in CDQD proportions), the results did not follow a well-defined trend. The results at 700 °C and 900 °C remained unchanged with CDQD contents increasing from 6 wt.% to 8 wt.%. These results are next interpreted in terms of the carbon content of the briquettes. While the reduction temperature of 700 °C may be insufficient for the onset of carbothermal processes, it would be sufficient for the hydrogen reduction to take place, resulting in oxygen contents decreasing by 30–70% and iron contents increasing by 50–60%. When the process is carried out at 800 °C and 900 °C, a reduction in carbon contents and an increase in iron contents are observed, indicating the onset of the carbothermal reduction of iron and other oxides. Simultaneous carbothermal and hydrogen reductions were observed in these reaction scenarios.
3.3. Recovery of Zn-Based Powders from ZBDs
The gaseous elements escaping during the reduction of briquettes were collected in cooled water traps at the furnace outlet to capture zinc-based phases. The captured powders were separated through sedimentation, discounting and drying at 80 °C. The powders captured at the reactor outlet were analyzed using SEM/EDS and X-ray diffraction. Further details are provided below.
3.3.1. Elemental Composition
The average elemental compositions (wt.%) of the captured powders for 10 wt.% CDQD briquettes, heat treated at 800 °C and 900 °C, are given in Table 6. Due to data scatter observed in several measurements, only average values are tabulated as representative trends. Zinc, carbon, lead and other light elements were detected in the captured products. With increasing briquette processing temperatures, the proportion of carbon present in the gaseous phase was found to decrease whereas the captured amounts of zinc and lead showed an increase. This is an important finding and will be discussed later in conjunction with other findings.
Table 6.
Average elemental compositions (wt.%, ±1) of captured powders for 10 wt.% CDQD briquettes, heat treated at 800 °C and 900 °C.
3.3.2. Electron Microscopic Investigations
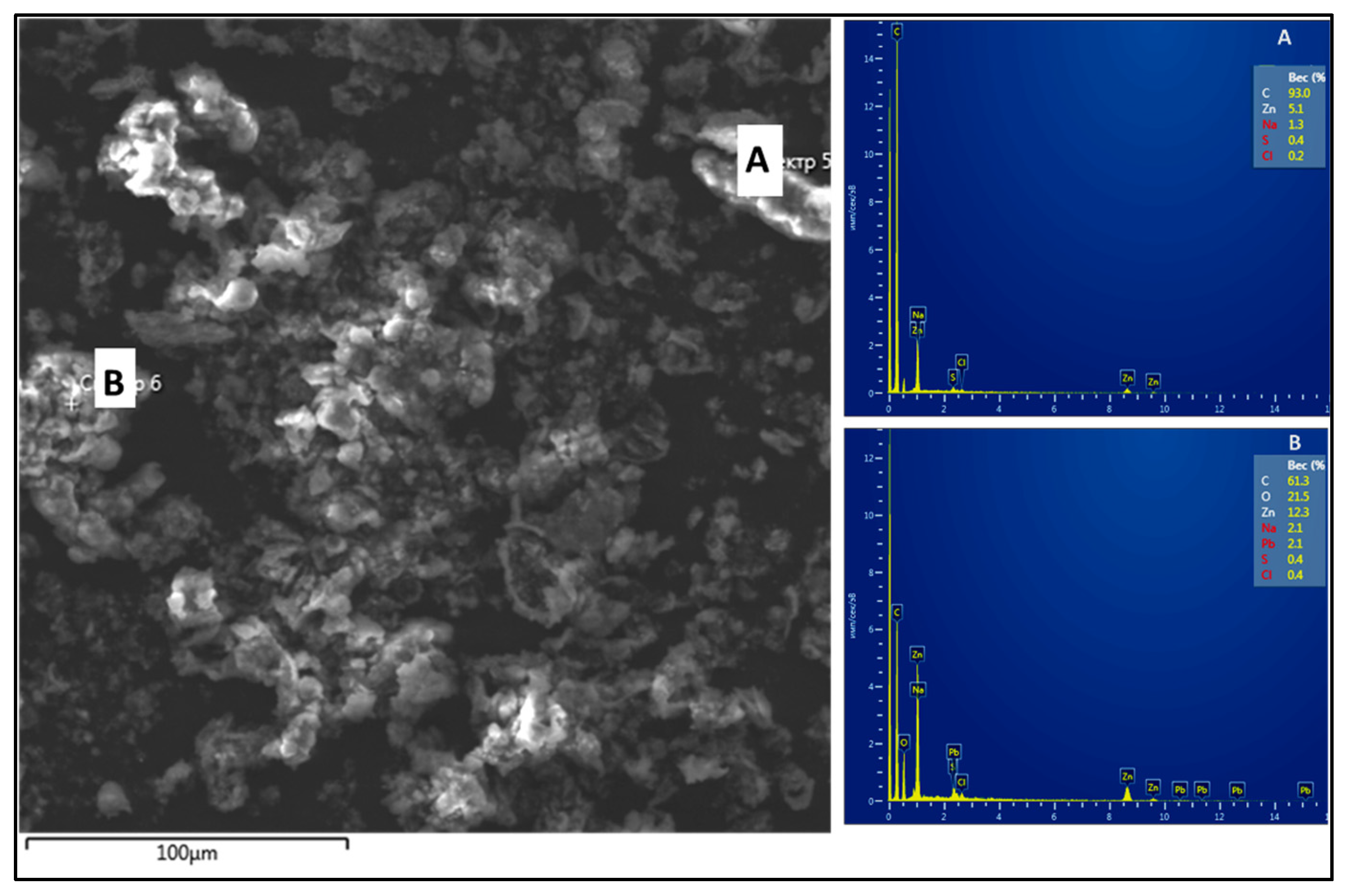
A representative example of the SEM/EDS results on the captured powders after the heat treatment of 10 wt.% CDQD briquettes at 800 °C is shown in Figure 6. While no specific features were detected in the SEM micrograph, there were few outlines of spherical shapes distributed randomly. From the two sets of EDS data presented here, the elemental composition was determined to be as follows: #A: C (93 wt.%); Zn (5.1 wt.%); Na (1.3 wt.%); S (0.4 wt.%); Cl (0.2 wt.%). #B: C (61.3 wt.%); O (21.5 wt.%); Zn (12.3 wt.%); Na (2.1 wt.%); Pb (2.1 wt.%); S (0.4 wt.%); Cl (0.4 wt.%). The elements indicated in red font were determined with high uncertainty due to the limitations of the method and sample preparation.
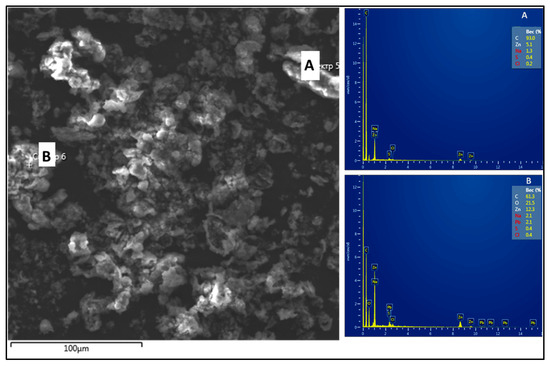
Figure 6.
SEM/EDS results on Zn-based powders collected from capture system after heat treatment of 10 wt.% CDQD briquettes at 800 °C.
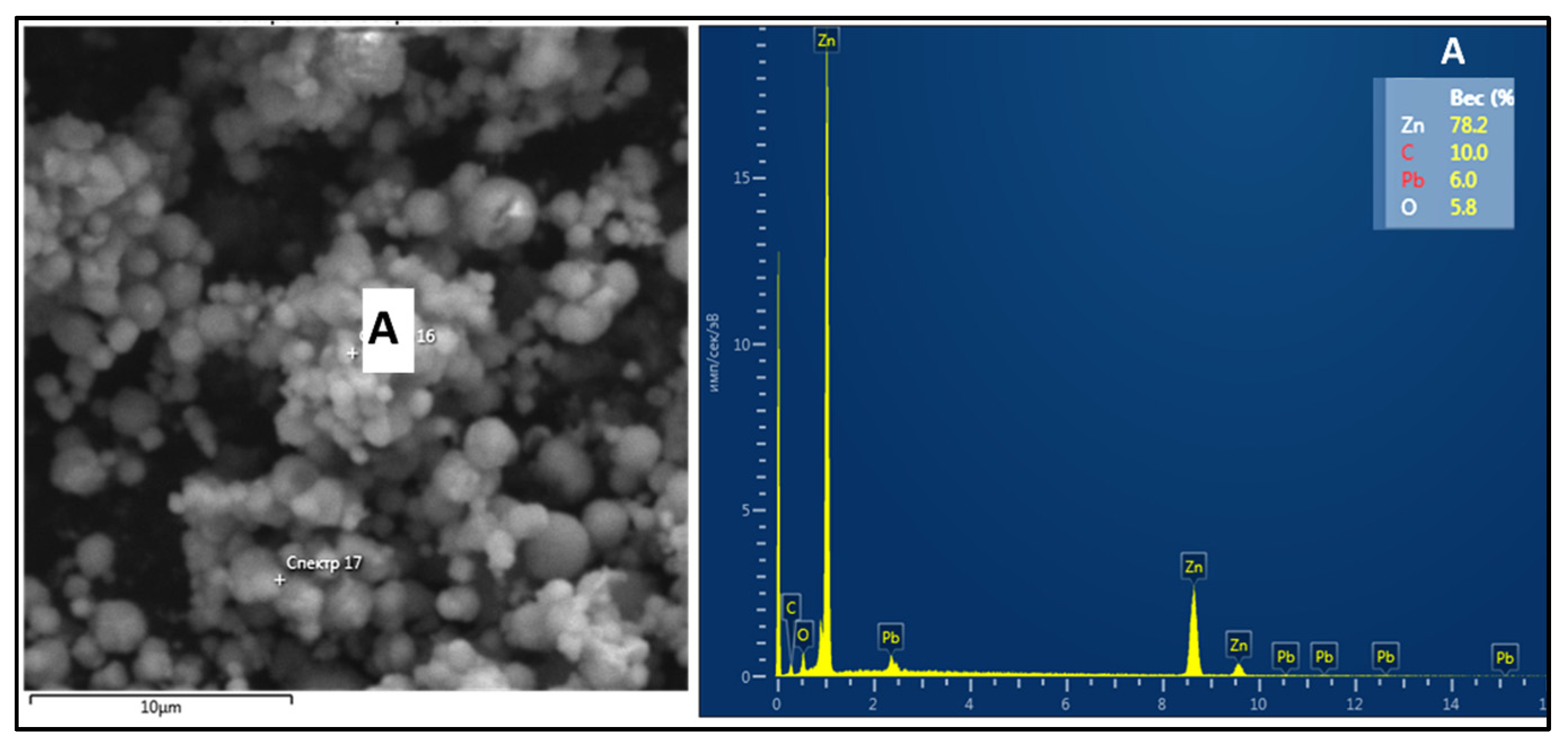
The SEM/EDS results on the powders captured after the heat treatment of 10 wt.% CDQD briquettes at 900 °C are shown in Figure 7.
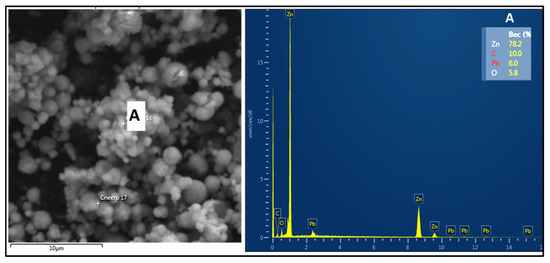
Figure 7.
SEM/EDS results on Zn-based powders collected from capture system after heat treatment of 10 wt.% CDQD briquettes at 900 °C.
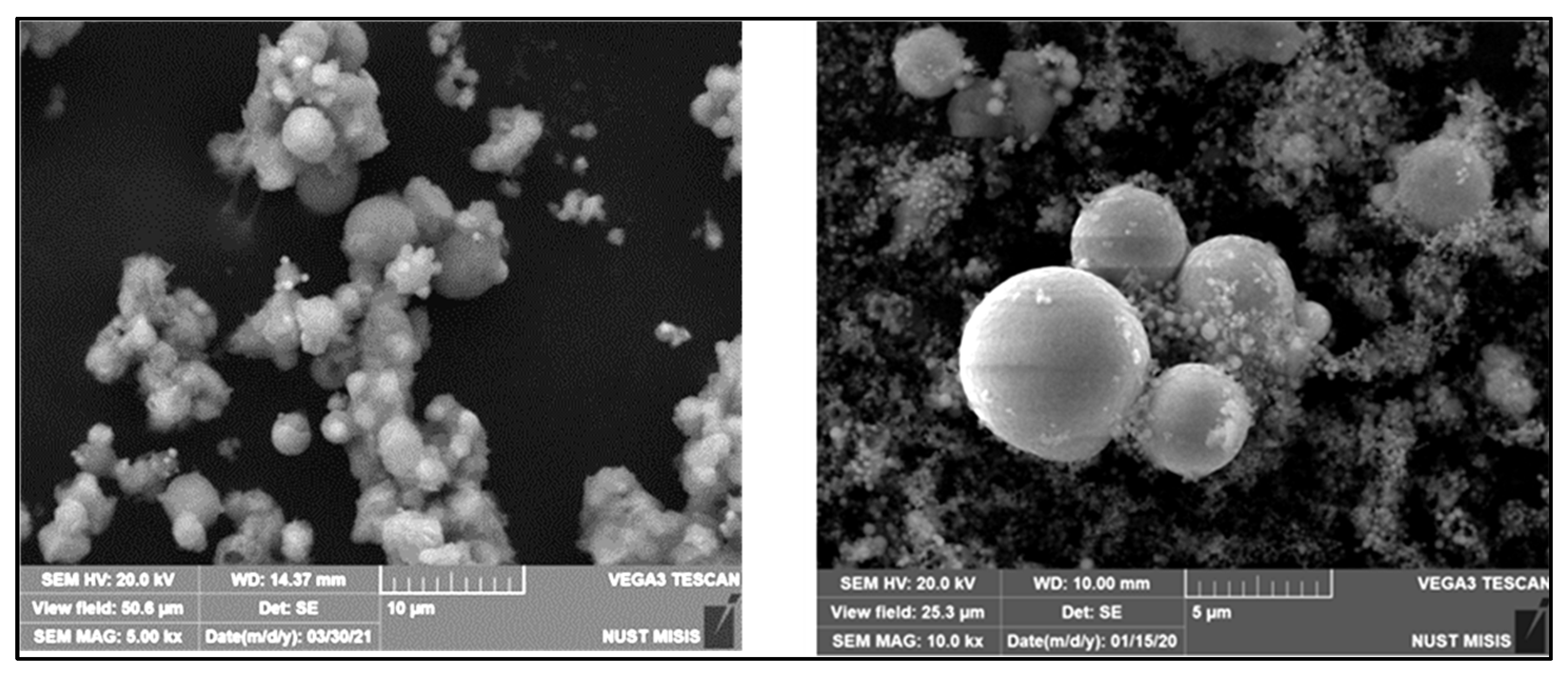
A distribution of spherical morphologies was observed in the captured powders. High-resolution images of these powders are shown in Figure 8. Most of the larger particulates were found to be spherical in shape, with typical sizes ~2–6 μm or so. The nucleation of a large number of spherical phases that were sub-micron in size can also be seen. These phases were very rich in Zn; a typical composition, as discerned from the EDS data, was as follows: Zn (78.2 wt.%); C (10.0 wt.%); Pb (6.0 wt.%); O (5.8 wt.%).
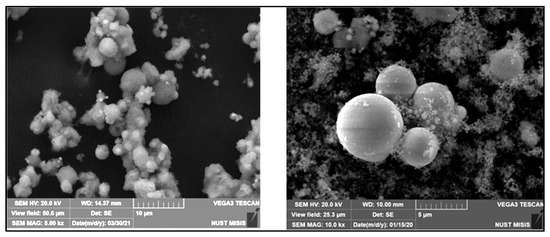
Figure 8.
High-resolution images of Zn-based powder captured after heat treatment of 10 wt.% CDQD briquettes at 900 °C.
The capture of particles after reduction with distilled water imposes a number of restrictions on their composition; in particular, some soluble compounds can be washed out and not detected. The key result here is the detection of metallic zinc as well as lead in these powders. It is planned to study quantitative indicators and the material balance of combined restoration using model installations.
3.3.3. X-Ray Diffraction Studies
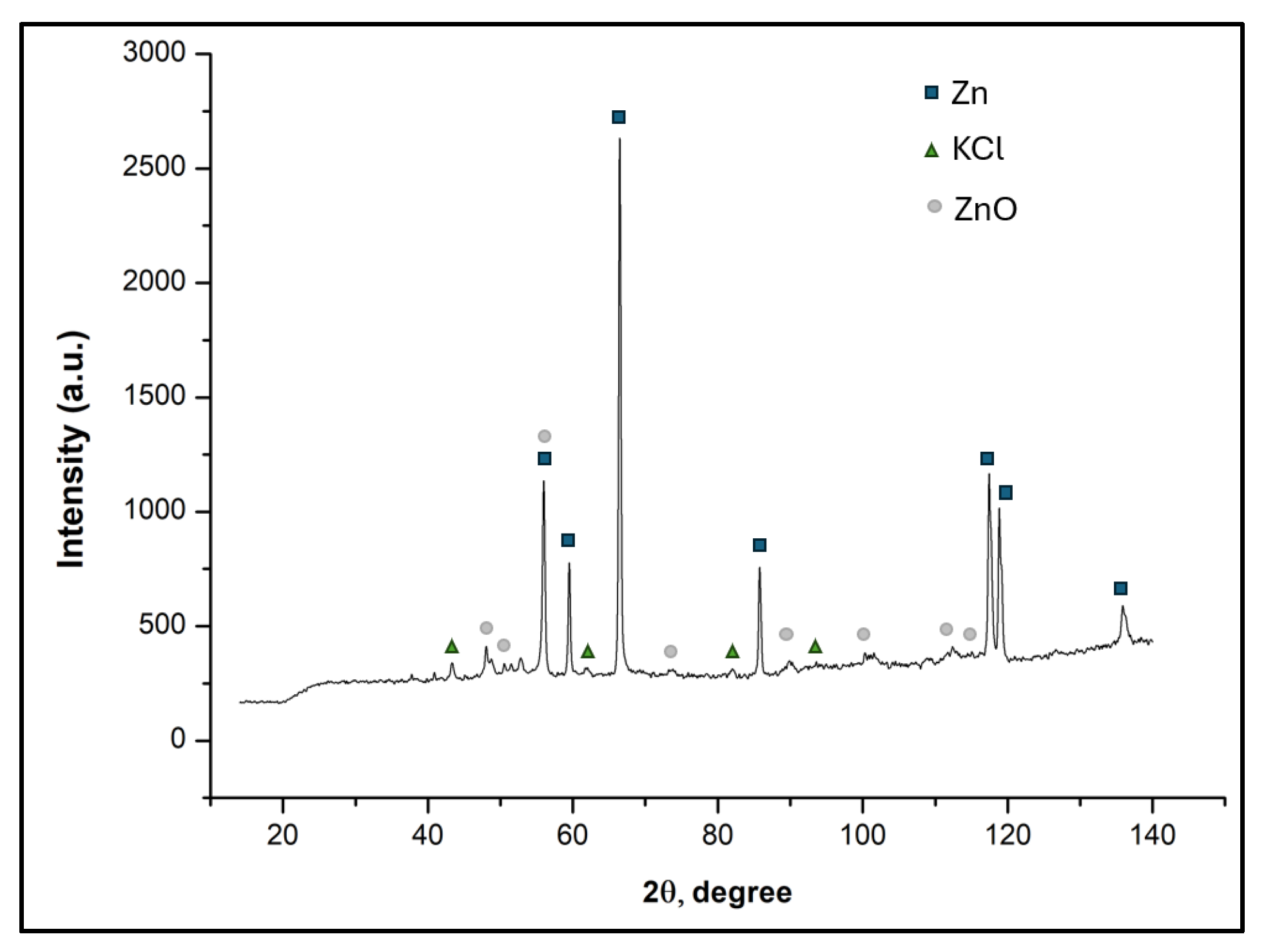
The X-ray diffraction results on the captured powders are shown in Figure 9. These results indicate the presence of metallic Zn, ZnO and small amounts of KCl. The presence of metallic Zn in a reduced form is an important finding that is significantly different from the traditional Waelz process [38,39]. The generation of valuable metallic raw materials detected here will be more efficient for further purification and resource utilization.
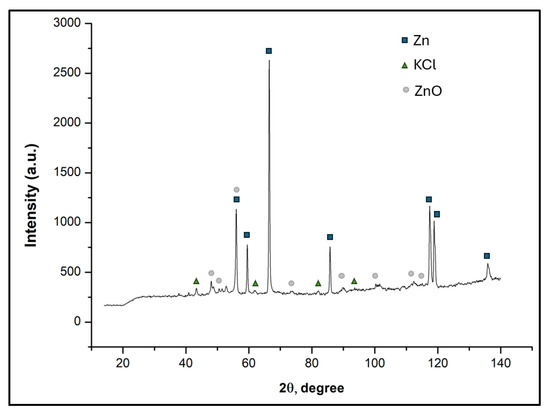
Figure 9.
X-ray diffraction results on Zn-based powders collected from capture system after heat treatment of 10 wt.% CDQD briquettes at 900 °C.
4. Discussion
Based on the ZBD composition data and data from the literature regarding the mechanisms of carbothermic and hydrogen reduction [54,55,56], the following key reactions are likely to occur during carbothermal and hydrogen reduction at high temperatures:
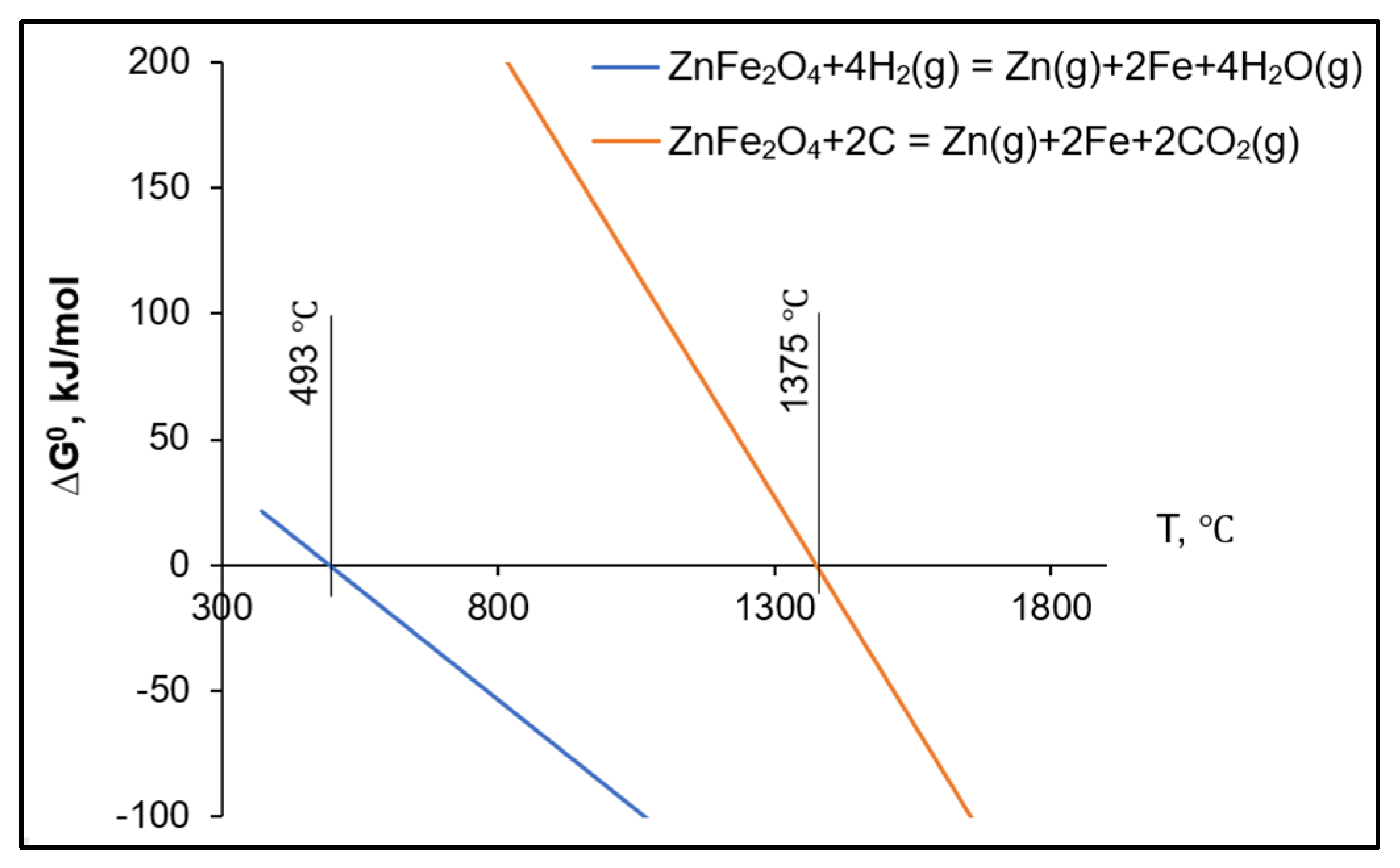
ZnFe2O4 + 4H2(g) → Zn(g) + 2Fe + 4H2O(g)
ZnFe2O4 + 2C → Zn(g) + 2Fe + 2CO2(g)
Fe2O3 + 3C → 2Fe + 3CO(g)
Fe2O3 + 3H2(g) → 2Fe + 3H2O(g)
The hydrogen reduction of ZnFe2O4 (Equation (1)) is likely to initiate in the temperature range of 400–500 °C [55], but carbothermal processes would initiate at temperatures up to 1000 °C [53]. The carbothermal reduction of ZnFe2O4 can proceed in different ways, with the following products being formed: ZnO, FeO, Zn, CO and CO2 [56].
Based on the calculations of Gibbs free energy (∆G0) changes in the reactions (Figure 10), the initiating temperature for this process is above 500 °C, and zinc can be released in the zinc vapor phase, a result which is fully consistent with the observed results (Figure 9). Based on the calculation from general principles, the beginning of the reduction of zinc ferrite with hydrogen should occur at about 500 °C, and above 1370 °C with carbon (Figure 10).
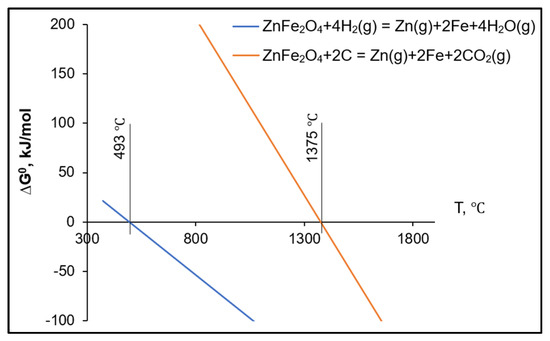
Figure 10.
Changes in Gibbs free energy of ZnFe2O4 during hydrogen and carbothermal reduction reactions.
The reduction of Fe2O3 with carbon and hydrogen is a complex process involving several stages: Fe2O3 → Fe3O4 → FeO → Fe [52,56]; these are widely covered in the scientific literature. The reduction of iron (Equations (3) and (4)) in general is expected to initiate at ~1050–1100 °C [54]. The carbothermal processes (Equations (2) and (3)) of zinc ferrite and iron oxide decomposition are generally expected to start at temperatures above 1000 °C [54,57,58]. However, the presence of easily melting salts of alkali and alkaline-earth metals can contribute to the formation of eutectic mixtures, which will exhibit increased reactivity at lower temperatures. The reduction of carbon dioxide to carbon monoxide in the presence of carbon (the well-known Boudouard–Bell reaction) is likely to occur at temperatures above 700 °C [57,58].
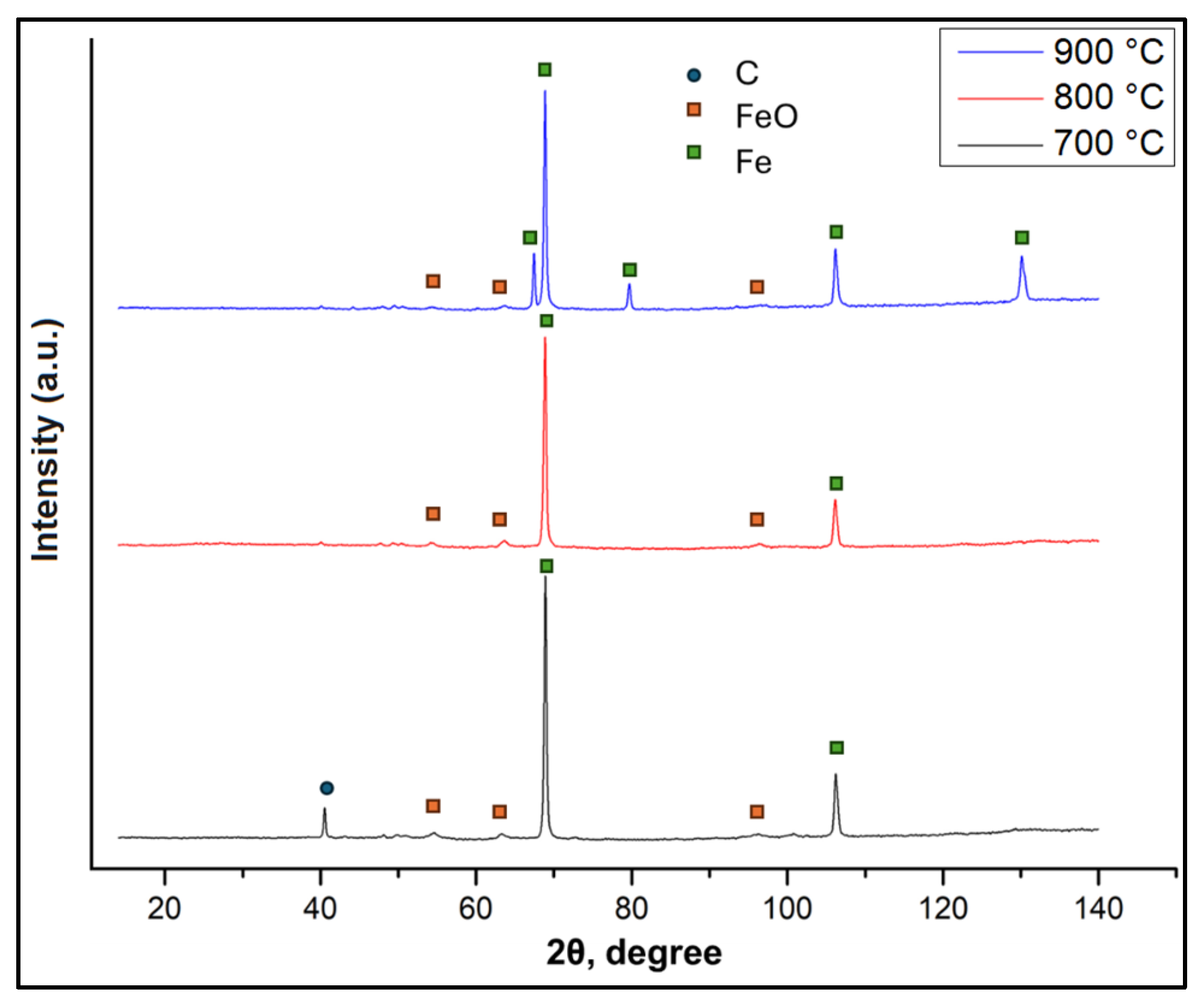
The decomposition of zinc oxide and zinc ferrite, as well as higher iron oxides, during reduction was confirmed by X-ray diffraction analysis (Figure 11). After reduction, no zinc-containing phases were observed in the reduction residues for all three temperatures investigated. A reflection peak for carbon was observed at 700 °C, indicating the presence of unconsumed carbon. The carbon peak was no longer present at 800 °C and 900 °C, indicating the onset of carbothermal reactions and the consumption of carbon. Peaks for metallic iron were observed at all three temperatures investigated. This result indicates that at 700 °C, where the carbothermal reduction had yet to fully initiate, metallic iron was produced through the hydrogen-based reduction. The peaks for FeO were also observed at all three temperatures. The observed diffraction data further confirm the dissociation and the absence of zinc ferrite (ZnFe2O4) phase, the iron oxide reduction and the complete removal of Zn from the reduction residues.
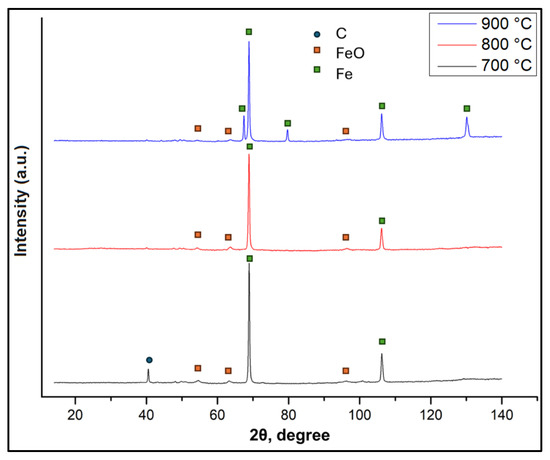
Figure 11.
X-ray diffraction patterns of reduction residues at three reduction temperatures.
To confirm the complete removal of Zn and Pb during the reduction process, the briquettes were investigated by ICP. According to the ICP data, the content of Zn in the dust samples before reduction was 18.20 ± 0.15 wt.%; after reduction, it ranged between 0.022 ± 0.008 and 0.048 ± 0.013 wt.%, depending on the temperature and composition. The zinc levels in the reduced briquettes were below the typical Zn levels (0.05–0.09 wt.%) in the iron ores used in the primary production of steel.
While Zn was completely removed from the reduced briquettes rich in iron, it was captured in the gaseous exhaust in the form of powders. For the briquettes containing the highest (10 wt.%) CDQD reductant, a few interesting trends were observed. The levels of Zn captured showed an increase from 16 wt% (800 °C) to 51 wt.% (900 °C); however, the amount of carbon captured decreased from 65 wt% (800 °C) to 24 wt.% (900 °C). The presence of carbon among the gaseous products can be attributed to the high vapor pressures of Zn and Pb, which could carry solid carbon particles with Zn/Pb vapors [59,60]. As indicated in Figure 5, there was a significant presence of residual carbon in the briquettes reduced at 800 °C; however, the concentration of carbon was much reduced at 900 °C due to the onset of the carbothermal reactions. Even though there was a significant release of Zn vapors at 900 °C, not much carbon had escaped into the exhaust phase.
The X-ray diffraction studies (Figure 9) on the recovered Zn-based powders showed the presence of metallic Zn phase along with ZnO. Li et al. [61] were able to recover 98% of iron, more than 99% of Zn and 89% Pb from zinc-bearing EAFDs through a smelting reduction at 1450 °C. A complete separation and recovery of both Fe and Zn was achieved at significantly lower temperatures in this study. Yang et al. [62] were able to recover Zn and Pb from EAFDs through a vacuum carbothermal reduction at 1000 °C; however, no iron was recovered in their study. The present study operates at much lower temperatures, using a combination of carbothermal and hydrogen reductions to achieve a high level of Fe and Zn recovery. It therefore presents a significant advance in the field towards enhancing the environmental and economic sustainability of resource recovery from hazardous wastes from the steelmaking sector.
The reduced briquettes can be mixed with other raw materials in steelmaking, e.g., in blast furnaces. The captured evaporated products, thanks to a partially restored form of zinc, can be easily divided into separate elements compared to oxide products. In addition, advances in technology can lead to the recovery of metallic phases at the output, making these more attractive to the market, including the possibility of returning to the process of galvanizing steel. In addition, finely dispersed oxides of zinc and lead can find application in the rubber, paint and varnish industries.
5. Conclusions
This study established the feasibility of a combined carbothermal and hydrogen reduction approach for processing hazardous zinc-bearing EAF dusts (ZBDs) at relatively low temperatures. While the operating temperatures used in this study were somewhat higher than those required for 100% H2 reduction, these were significantly lower than those required for 100% carbothermal reduction. This approach can make valuable contributions to the field in view of the limited availability of H2 gas. In addition, by using a carbothermal reduction in conjunction with a H2 reduction, the generation of greenhouse gases (CO2) was much reduced as compared to 100% carbothermal reduction. It is important to note that another waste metallurgical product, namely, coke oven battery dry quenching dust (CDQD), was used as a carbonaceous reductant, which allowed us to consider the technology as an integrated approach for ensuring a closed production cycle of a metallurgical enterprise. Zn-based phases could be recovered in a metallic state through capture in the reactor exhaust. A complete separation was also achieved in the iron and zinc metallic phases recovered.
This study has shown that hazardous industrial waste such as EAFDs can be valuable resources for iron and Zn metals. Using a combination of two reduction methods, the iron recovery potential of EAFDs was significantly enhanced along with the removal of hazardous Zn dust. This study has the potential to open new research areas in industrial waste management wherein the use of combined reduction approaches could offer significantly lower operating temperatures and enhance process efficiencies and productivities in a range of applications. This approach would lead to enhanced resource recovery, process sustainability, reductions in greenhouse gas emissions and environmental protection.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/su17062773/s1 Table S1. Elemental composition (wt.%) of briquette reduction products containing 6 wt.% CDQD at temperatures of 700–900 °C; Table S2. Elemental composition (wt.%) of briquette reduction products containing 8 wt.% CDQD at temperatures of 700–900 °C; Table S3. Elemental composition (wt.%) of briquette reduction products containing 10 wt.% CDQD at temperatures of 700–900 °C
Author Contributions
Conceptualization, T.B.K.; methodology, T.B.K. and B.B.K.; software, D.S.S.; validation, D.A.M.; formal analysis, K.L. and A.V.G.; investigation, T.B.K.; resources, S.V.V.; writing—review and editing, R.K., B.B.K. and I.N.B.; visualization, B.B.K. and D.S.S.; supervision, B.B.K. and I.N.B.; project administration, I.N.B. and D.V.K.; funding acquisition, D.V.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partially financially supported by the Ministry of Science and Higher Education of the Russian Federation in the framework of the Strategic Academic Leadership Program “Priority 2030”, NUST “MISIS” grant No. K2-2020-009.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article and Supplementary Materials.
Conflicts of Interest
Author Sergey V. Volokhov is an employee of the company PJSC Severstal Cherepovets. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- The World Steel Association. Total Production of Crude Steel. World Total. 2023. Available online: https://worldsteel.org/data/annual-production-steel. (accessed on 11 November 2024).
- Gomes, H.I.; Mares, W.M.; Rogerson, M.; Stewart, D.I.; Burke, I.T. Alkaline residues and the environment: A review of impacts, management practices and opportunities. J. Clean. Prod. 2016, 112, 3571–3582. [Google Scholar]
- Pan, H.Y.; Zhang, X.H.; Wu, J.; Zhang, Y.Z.; Lin, L.L.; Yang, G.; Deng, S.H.; Li, L.; Yu, X.Y.; Qi, H.; et al. Sustainability evaluation of a steel production system in China based on energy. J. Clean. Prod. 2016, 112, 1498–1509. [Google Scholar]
- Yang, F.; Chu, M.S.; Shen, F.; Zhang, Z. Mechanism of zinc damaging to blast furnace tuyere refractory. Acta Metall. Sin. (Engl. Lett.) 2009, 22, 454. [Google Scholar]
- Oda, H.; Ibaraki, T.; Abe, Y. Dust recycling system by the rotary hearth furnace. Nippon Steel Tech. Rep. 2006, 94, 147–152. [Google Scholar]
- Lin, X.; Peng, Z.; Yan, J. Pyrometallurgical recycling of electric arc furnace dust. J. Clean. Prod. 2017, 149, 1079–1100. [Google Scholar]
- Hamann, C.; Piehl, P.; Weingart, E.; Stolle, D.; Al-Sabbagh, D.; Ostermann, M.; Auer, G.; Adam, C. Selective removal of zinc and lead from electric arc furnace dust by chlorination–evaporation reactions. J. Hazard. Mater. 2024, 465, 133421. [Google Scholar] [CrossRef]
- Shang, H.X.; Li, H.M.; Wei, R.F. Present situation and prospect of iron and steel dust and sludge utilization technology. Iron Steel 2019, 54, 9–17. [Google Scholar]
- Lis, T.; Nowacki, K.; Zelichowska, M.; Kania, H. Innovation in metallurgical waste management. Metalurgija 2015, 54, 283–285. [Google Scholar]
- Al-Harahsheh, M.; Al-Nu’airat, J.; Al-Otoom, A.; Al-jabali, H.; Al-zoubi, M. Treatments of electric arc furnace dust and halogenated plastic wastes: A review. J. Environ. Chem. Eng. 2019, 7, 102856. [Google Scholar]
- Lanzerstorfer, C. Electric arc furnace (EAF) dust: Application of air classification for improved zinc enrichment in in-plant recycling. J. Clean. Prod. 2018, 174, 1–6. [Google Scholar]
- Ma, G.S.; Xia, Q.Y.; Zhang, S.H. Research on Zn load control and utilization of ferrous dust in blast furnace of steel plant. Sinter. Pelletizing 2020, 45, 77–82. [Google Scholar]
- Kongkarat, S.; Khanna, R.; Koshy, P.; O’kane, P.; Sahajwalla, V. Recycling waste polymers in EAF steelmaking: Influence of polymer composition on carbon/slag interactions. ISIJ Int. 2012, 52, 385–393. [Google Scholar]
- Machado, J.G.; Brehm, F.A.; Moraes, C.A.M.; Dos Santos, C.A.; Vilela, A.C.F.; Da Cunha, J.B.M. Chemical, physical, structural and morphological characterization of the electric arc furnace dust. J. Hazard. Mater. 2006, 136, 953–960. [Google Scholar]
- Hagni, A.M.; Hagni, R.D.; Demars, C. Mineralogical characteristics of electric arc furnace dusts. Jom 1991, 43, 28–30. [Google Scholar] [CrossRef]
- Martins, F.M.; dos Reis Neto, J.M.; da Cunha, C.J. Mineral phases of weathered and recent electric arc furnace dust. J. Hazard. Mater. 2008, 154, 417–425. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Zhang, Y.; Cui, K.; Fu, T.; Gao, J.; Hussain, S.; AlGarni, T.S. Pyrometallurgical recovery of zinc and valuable metals from electric arc furnace dust—A review. J. Clean. Prod. 2021, 298, 126788. [Google Scholar]
- Chen, Z.; Zheng, R.; Ju, D.; Mao, R.; Ma, H.; Peng, H.; Du, W. Carbothermic kinetics and reaction mechanism of carbon-containing pellets: A combined treatment of chromium-containing sludge and zinc-bearing dust. J. Sustain. Met. 2022, 8, 1001–1013. [Google Scholar] [CrossRef]
- Simonyan, L.M.; Alpatova, A.A.; Demidova, N.V. The EAF dust chemical and phase composition research techniques. J. Mater. Res. Technol. 2019, 8, 1601–1607. [Google Scholar] [CrossRef]
- Lv, W.; Gan, M.; Fan, X.; Ji, Z.; Chen, X. Mechanism of calcium oxide promoting the separation of zinc and iron in metallurgical dust under reducing atmosphere. J. Mater. Res. Technol. 2019, 8, 5745–5752. [Google Scholar] [CrossRef]
- Zhang, J.; Sun, W.; Niu, F.; Wang, L.; Zhao, Y.; Han, M. Atmospheric sulfuric acid leaching thermodynamics from metallurgical zinc-bearing dust sludge. Int. J. Heat Technol. 2018, 36, 229–236. [Google Scholar] [CrossRef]
- Chen, W.S.; Shen, Y.H.; Tsai, M.S.; Chang, F.C. Removal of chloride from electric arc furnace dust. J. Hazard. Mater. 2011, 190, 639–644. [Google Scholar] [CrossRef]
- Díaz, G.; Martín, D.; Frías, C.; Sanchez, F. Emerging applications of ZINCEX and PLACID technologies. J. Hazard. Mater. 2001, 53, 30–31. [Google Scholar] [CrossRef]
- Castro, F.; Marques, E. Some studies on the leaching behaviour of electric arc furnace steelmaking dusts with water and with acetic acid. Acta Metall. Slovaca 2001, 4, 36–38. [Google Scholar]
- Hilber, T.; Marr, R.; Siebenhofer, M.; Simon, V. Extractive separation of zinc from oxidic solid bulk feed. Sep. Sci. Technol. 2003, 38, 2867–2880. [Google Scholar] [CrossRef]
- Havlík, T.; Turzakova, M.; Stopic, S.; Friedrich, B. Atmospheric leaching of EAF dust with diluted sulphuric acid. Hydrometallurgy 2005, 77, 41–50. [Google Scholar] [CrossRef]
- Li, H.; Wang, Y.; Cang, D. Zinc leaching from electric arc furnace dust in alkaline medium. J. Cent. South Univ. Technol. 2010, 17, 967–971. [Google Scholar] [CrossRef]
- Oustadakis, P.; Tsakiridis, P.E.; Katsiapi, A.; Agatzini-Leonardou, S. Hydrometallurgical process for zinc recovery from electric arc furnace dust (EAFD). Part I: Characterization and leaching by diluted sulphuric acid. J. Hazard. Mater. 2010, 179, 1–7. [Google Scholar] [CrossRef]
- Youcai, Z.; Stanforth, R. Integrated hydrometallurgical process for production of zinc from electric arc furnace dust in alkaline medium. J. Hazard. Mater. 2000, 80, 223–240. [Google Scholar] [CrossRef]
- Kumpiene, J.; Lagerkvist, A.; Maurice, C. Stabilization of As, Cr, Cu, Pb and Zn in soil using amendments-A review. Waste Manag. 2008, 28, 215–225. [Google Scholar] [CrossRef]
- Tang, J.; Steenari, B.M. Leaching optimization of municipal solid waste incineration ash for resource recovery: A case study of Cu, Zn, Pb and Cd. Waste Manag. 2016, 57, 215–224. [Google Scholar] [CrossRef]
- Kavouras, P.; Kehagias, T.; Tsilika, I.; Kaimakamis, G.; Chrissafis, K.; Kokkou, S.; Papadopoulos, D.; Karakostas, T. Glass-ceramic materials from electric arc furnace dust. J. Hazard. Mater. 2007, 139, 424–429. [Google Scholar] [PubMed]
- Pereira, C.F.; Rodríguez-Pinero, M.; Vale, J. Solidification/stabilization of electric arc furnace dust using coal fly ash. Analysis of the stabilization process. J. Hazard. Mater. 2001, 82, 183–195. [Google Scholar] [PubMed]
- Pickles, C.A. Thermodynamic modelling of the formation of zinc-manganese ferrite spinel in electric arc furnace dust. J. Hazard. Mater. 2010, 179, 309–317. [Google Scholar] [PubMed]
- Huaiwei, Z.; Xin, H. An overview for the utilization of wastes from stainless steel industries. Resour. Conserv. Recycl. 2011, 55, 745–754. [Google Scholar]
- Quijorna, N.; De Pedro, M.; Romero, M.; Andrés, A. Characterisation of the sintering behaviour of Waelz slag from electric arc furnace (EAF) dust recycling for use in the clay ceramics industry. J. Environ. Manag. 2014, 132, 278–286. [Google Scholar] [CrossRef]
- de Araújo Neto, A.P.; Sales, F.A.; Ramos, W.B.; Brito, R.P. Thermo-environmental evaluation of a modified Waelz process for hazardous waste treatment. Process Saf. Environ. Prot. 2021, 149, 442–450. [Google Scholar] [CrossRef]
- Guo, Z.; Zhan, R.; Shi, Y.; Zhu, D.; Pan, J.; Yang, C.; Wang, Y.; Wang, J. Innovative and green utilization of zinc-bearing dust by hydrogen reduction: Recovery of zinc and lead, and synergetic preparation of Fe/C micro-electrolysis materials. Chem. Eng. J. 2023, 456, 141157. [Google Scholar] [CrossRef]
- She, X.; Wang, J.; Wang, G.; Xue, Q.; Zhang, X. Removal mechanism of Zn, Pb and alkalis from metallurgical dusts in direct reduction process. J. Iron Steel Res. Int. 2014, 21, 488–495. [Google Scholar] [CrossRef]
- Wu, C.C.; Chang, F.C.; Chen, W.S.; Tsai, M.S.; Wang, Y.N. Reduction behaviour of zinc ferrite in EAF-dust recycling with CO gas as a reducing agent. J. Environ. Manag. 2014, 143, 208–213. [Google Scholar]
- Raabe, D.; Tasan, C.C.; Olivetti, E.A. Strategies for improving the sustainability of structural metals. Nature 2019, 575, 64–74. [Google Scholar]
- United States Environmental Protection Agency. Sources of Greenhouse Gas Emissions. 2024. Available online: https://www.epa.gov/ghgemissions/sources-greenhouse-gas-emissions (accessed on 12 December 2024).
- McKinsey & Company. Decarbonization Challenge for Steel by Christian Hoffmann, Michel Van Hoey, and Benedikt Zeumer. 2020. Available online: https://www.mckinsey.com/industries/metals-and-mining/our-insights/decarbonization-challenge-for-steel#/ (accessed on 12 December 2024).
- European Parliament, Greenhouse Gas Emissions by Country and Sector (Infographic). 2019. Available online: https://www.europarl.europa.eu/news/en/headlines/society/20180301STO98928/ (accessed on 13 December 2024).
- United States Environmental Protection Agency. Overview of Greenhouse Gases. 2024. Available online: https://www.epa.gov/ghgemissions/overview-greenhouse-gases (accessed on 14 December 2024).
- SSAB; HYBRIT. A New Revolutionary Steel Making Technology. Available online: https://www.ssab.com/en/fossil-free-steel/hybrit-a-newrevolutionary-steelmakingtechnology (accessed on 14 December 2024).
- Wang, R.R.; Zhao, Y.Q.; Babich, A.; Senk, D.; Fan, X.Y. Hydrogen direct reduction (H-DR) in steel industry—An overview of challenges and opportunities. J. Cleaner Prod. 2021, 329, 129797. [Google Scholar]
- Dr. Vincent Chevrier Presents in “Ironmaking with Alternative Reductants” Webinar by AIST. Available online: https://www.midrex.com/story/dr-vincent-chevrier-presents-in-ironmaking-with-alternative-reductants-webinar-by-aist/ (accessed on 15 December 2024).
- Brandner, U.; Antrekowitsch, J.; Leuchtenmueller, M. A review on the fundamentals of hydrogen-based reduction and recycling concepts for electric arc furnace dust extended by a novel conceptualization. Int. J. Hydrogen Energy 2021, 46, 31894–31902. [Google Scholar] [CrossRef]
- Junca, E.; Grillo, F.F.; Alves, J.O.; Oliveira, J.R.; Restivo, T.A.G.; Espinosa, D.C.R.; Tenório, J.A.S. Reduction of electric arc furnace dust pellets by mixture containing hydrogen. REM Int. Eng. J. 2019, 72, 55–61. [Google Scholar]
- Polsilapa, S.; Sadedin, D.R.; Wangyao, P. Thermodynamics analysis for the zinc ferrite reduction by hydrogen. High Temp. Mater. Process. 2011, 30, 587–592. [Google Scholar]
- Guo, Z.; Xu, X.; Li, S.; Zhu, D.; Pan, J.; Yang, C. Hydrogen reduction process for zinc-bearing dust treatment: Reduction kinetic mechanism and microstructure transformations in a novel and environmentally friendly metallurgical technique. J. Environ. Chem. Eng. 2023, 11, 110836. [Google Scholar] [CrossRef]
- Khanna, R.; Saini, R.; Park, M.; Ellamparuthy, G.; Biswal, S.K.; Mukherjee, P.S. Factors influencing the release of potentially toxic elements (PTEs) during thermal processing of electronic waste. Waste Manag. 2020, 105, 414–424. [Google Scholar]
- Ye, Q.; Peng, Z.; Ye, L.; Wang, L.; Augustine, R.; Lee, J.; Liu, Y.; Liu, M.; Rao, M.; Jiang, T.; et al. Thermodynamic Analysis of Carbothermic Reduction of Electric Arc Furnace Dust. In 10th International Symposium on High-Temperature Metallurgical Processing; Jiang, T., Hwang, J.-Y., Gregurek, D., Peng, Z., Downey, J.P., Zhao, B., Yücel, O., Keskinkilic, E., Padilla, R., Eds.; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Alpatova, A.A. Study of Dust Formation Processes During Arc Heating of Metal and Dust Properties for the Purpose of Its Utilization. Ph.D. Thesis, NUST MISIS, Moscow, Russia, 24 November 2016. [Google Scholar]
- Zielinski, J.; Zglinicka, I.; Znak, L.; Kaszkur, Z. Reduction of Fe2O3 with hydrogen/Reduction of Fe2O3 with hydrogen. Appl. Catal. A Gen. 2010, 381, 191–196. [Google Scholar]
- Wang, X.; Zhong, Y.; Kang, Y.; Gao, J.; Guo, Z. Promoted acid leaching of Zn from hazardous zinc-containing metallurgical dusts: Focusing on transformation of Zn phases in selective reduction roasting. Process Saf. Environ. Prot. 2022, 163, 353–361. [Google Scholar] [CrossRef]
- Zhu, D.; Wang, D.; Pan, J.; Tian, H.; Xue, Y. A study on the zinc removal kinetics and mechanism of zinc-bearing dust pellets in direct reduction. Powder Technol. 2021, 380, 273–281. [Google Scholar] [CrossRef]
- Saini, R.; Khanna, R.; Dutta, R.K.; Cayumil, R.; Ikram-Ul-Haq, M.; Agarwala, V.; Ellamparuthy, G.; Jayasankar, K.; Mukherjee, P.S.; Sahajwalla, V. A novel approach for reducing toxic emissions during high temperature processing of electronic waste. Waste Manag. 2017, 64, 182–189. [Google Scholar]
- Ellamparuthy, G.; Mukherjee, P.S.; Khanna, R.; Jayasankar, K.; Cayumil, R.; Ikram-Ul-Haq, M.; Sahajwalla, V.; Mishra, B.K. Environmental impact of recycling electronic waste using thermal plasma: In-depth analysis of aerosol particulates captured in gas filters. Curr. Environ. Eng. 2017, 4, 169–176. [Google Scholar]
- Li, C.; Liu, W.; Jiao, F.; Yang, C.; Li, G.; Liu, S.; Qin, W. Separation and recovery of zinc, lead and iron from electric arc furnace dust by low temperature smelting. Sep. Purif. Technol. 2023, 312, 123355. [Google Scholar] [CrossRef]
- Yang, J.; Huang, R.; He, X.; Lv, X.; Zhu, R.; Jin, H.; Deng, X. Research for the recovery of Zn and Pb from electric arc furnace dust through vacuum carbothermal reduction. Process Saf. Environ. Prot. 2023, 170, 960–970. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).