
Hydrothermally Treated Cement Bypass Dust as a Supplementary Cementitious Material



Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Hydrothermal Treatment of CBPD
3.2. Influence of Hydrothermal Treated CBPD on Portland Cement Properties
4. Conclusions
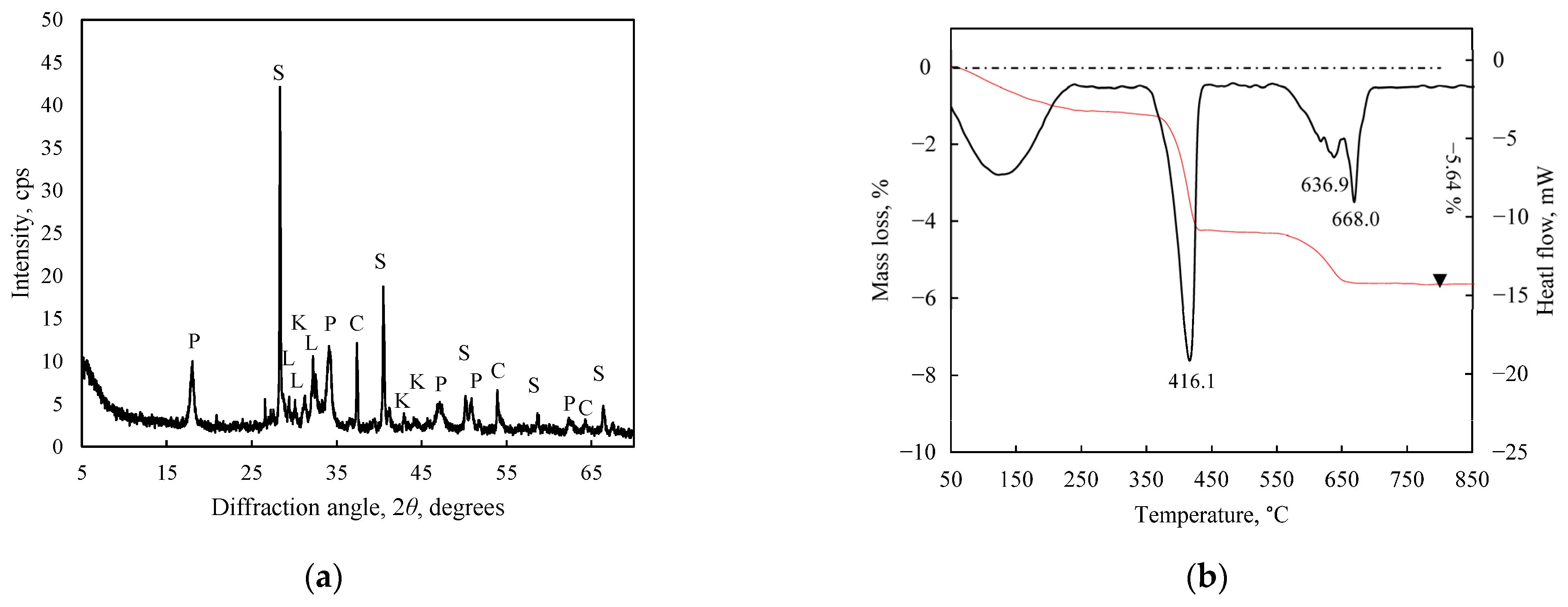
- The bypass dust consists of sylvite, portlandite, calcium oxide, larnite, potassium sulphate, and amorphous compounds. This waste contains 15.3 and 10.3 wt. % K2O and chlorides, respectively.
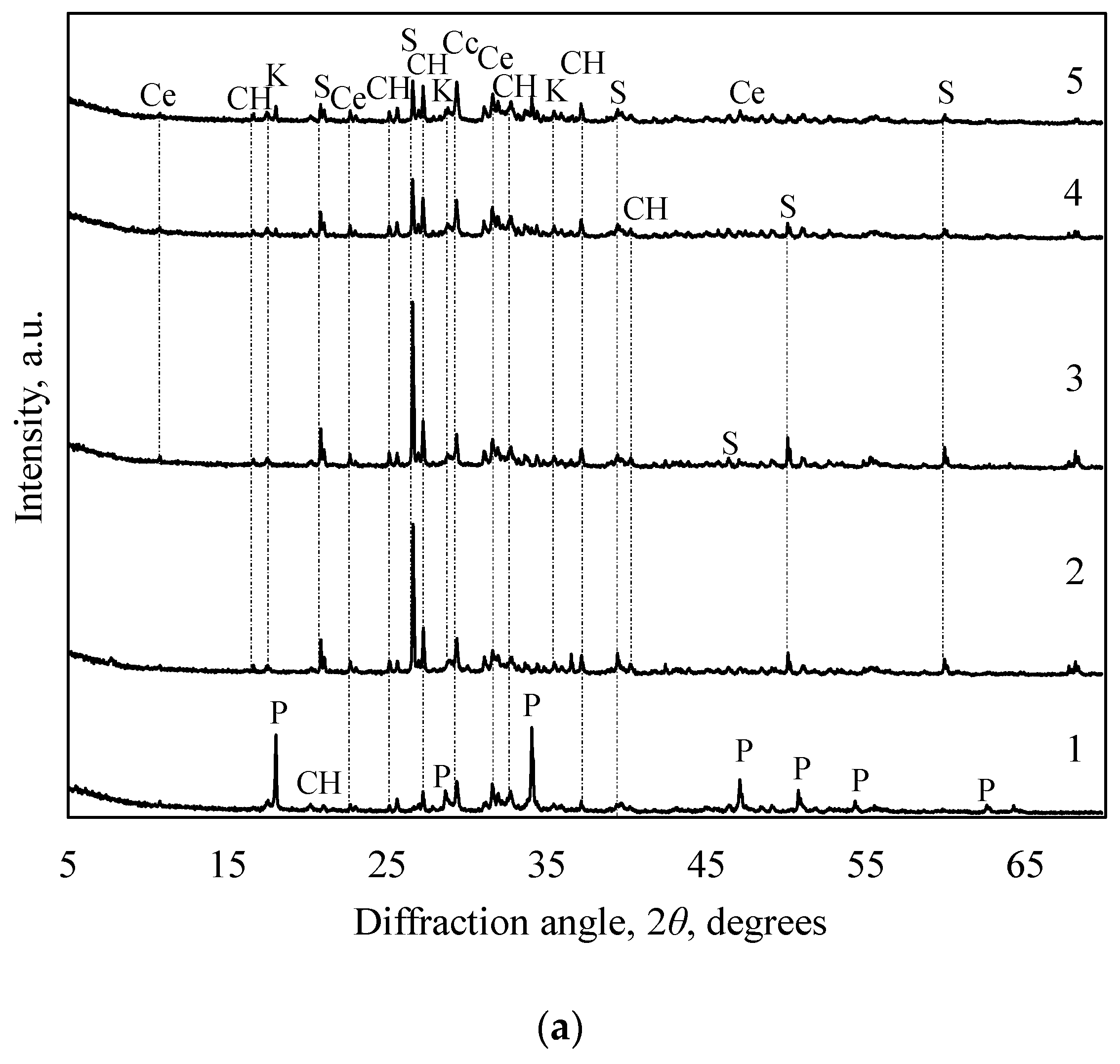
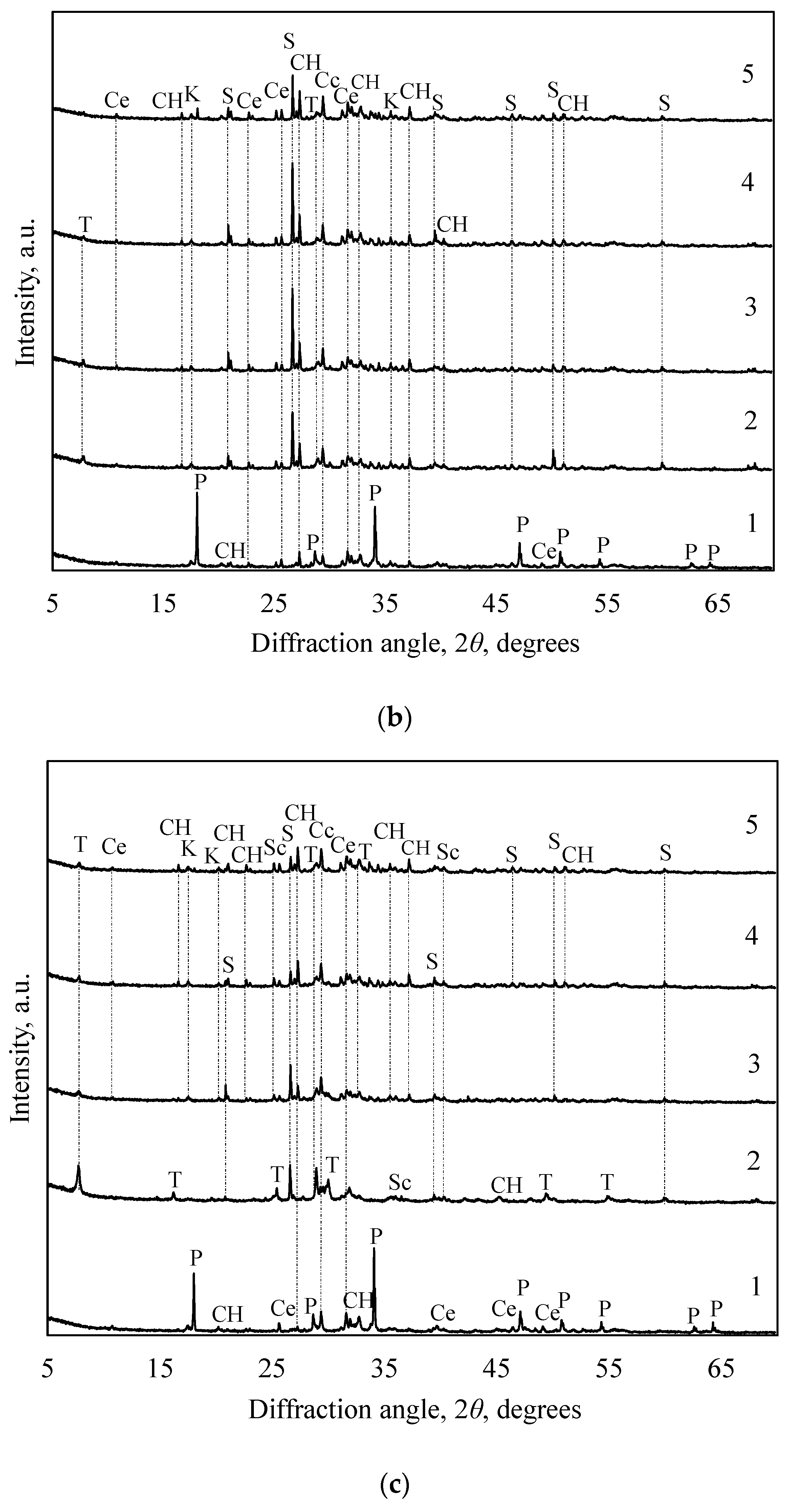
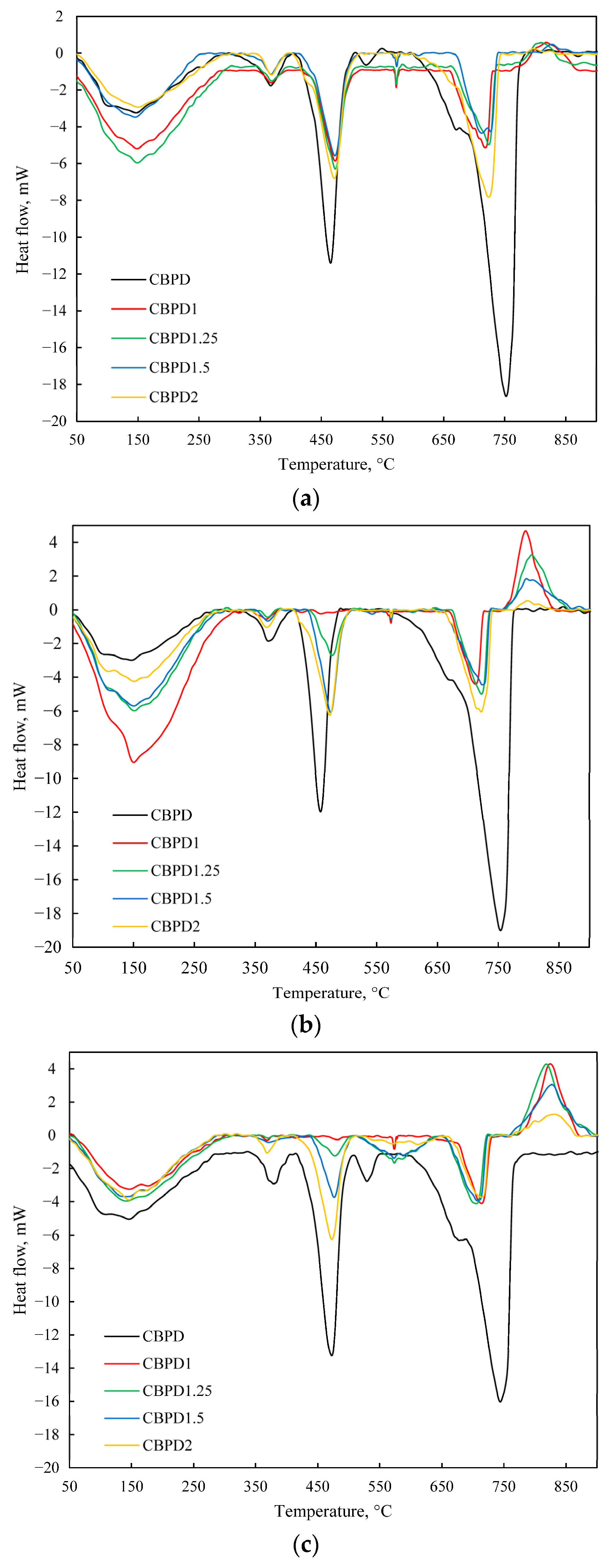
- Optimal calcium silicate hydrate formation was achieved under hydrothermal treatment at 200 °C for 8 h, with a CaO/SiO2 ratio of 1. This ratio was achieved by adding quartz. The synthesized materials consisted mainly of tobermorite and amorphous calcium silicate hydrates, along with minor amounts of scawtite, residual quartz, and katoite. In these samples, the K2O concentration decreased by 6 times, and that of chlorine decreased by up to 40 times, compared to the initial bypass dust.
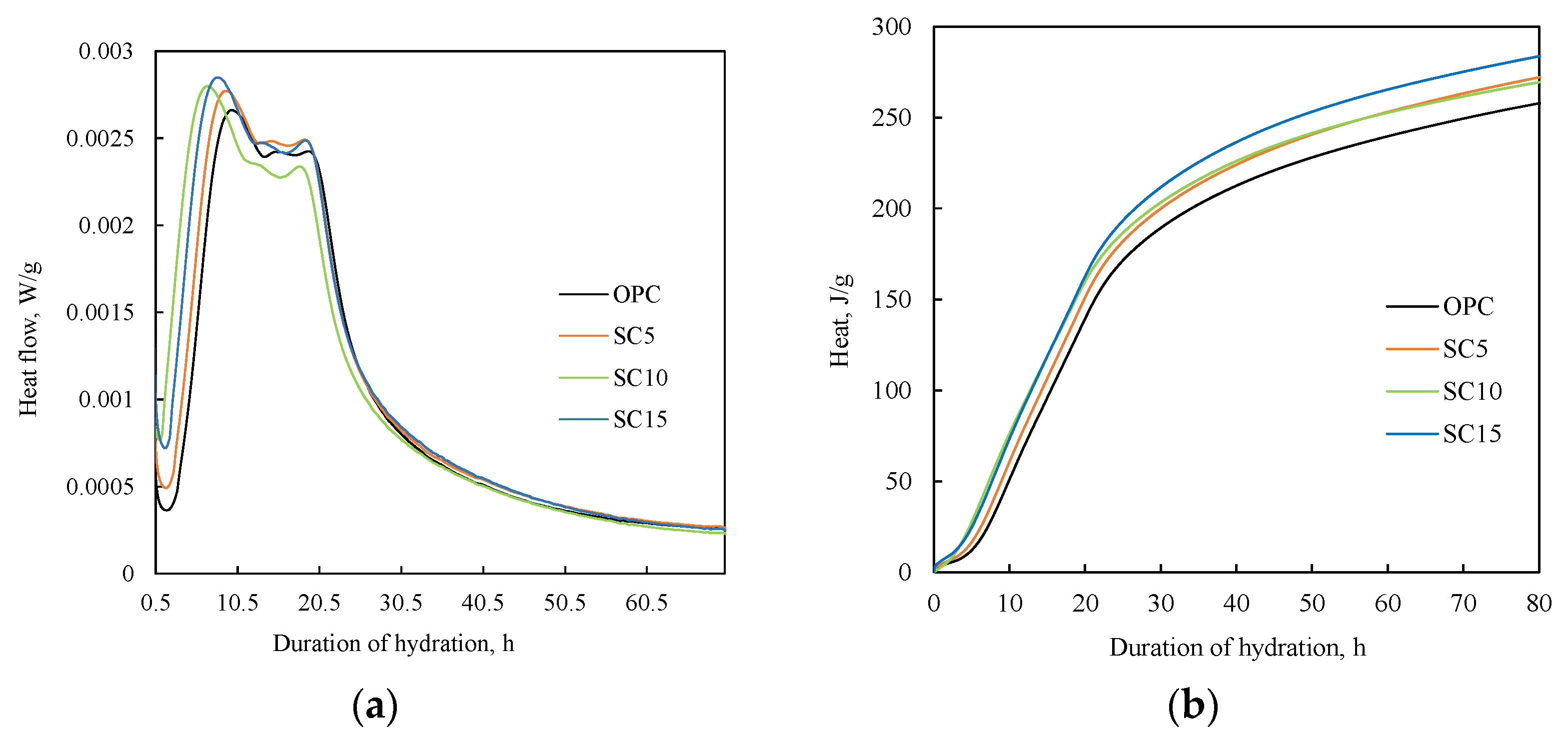
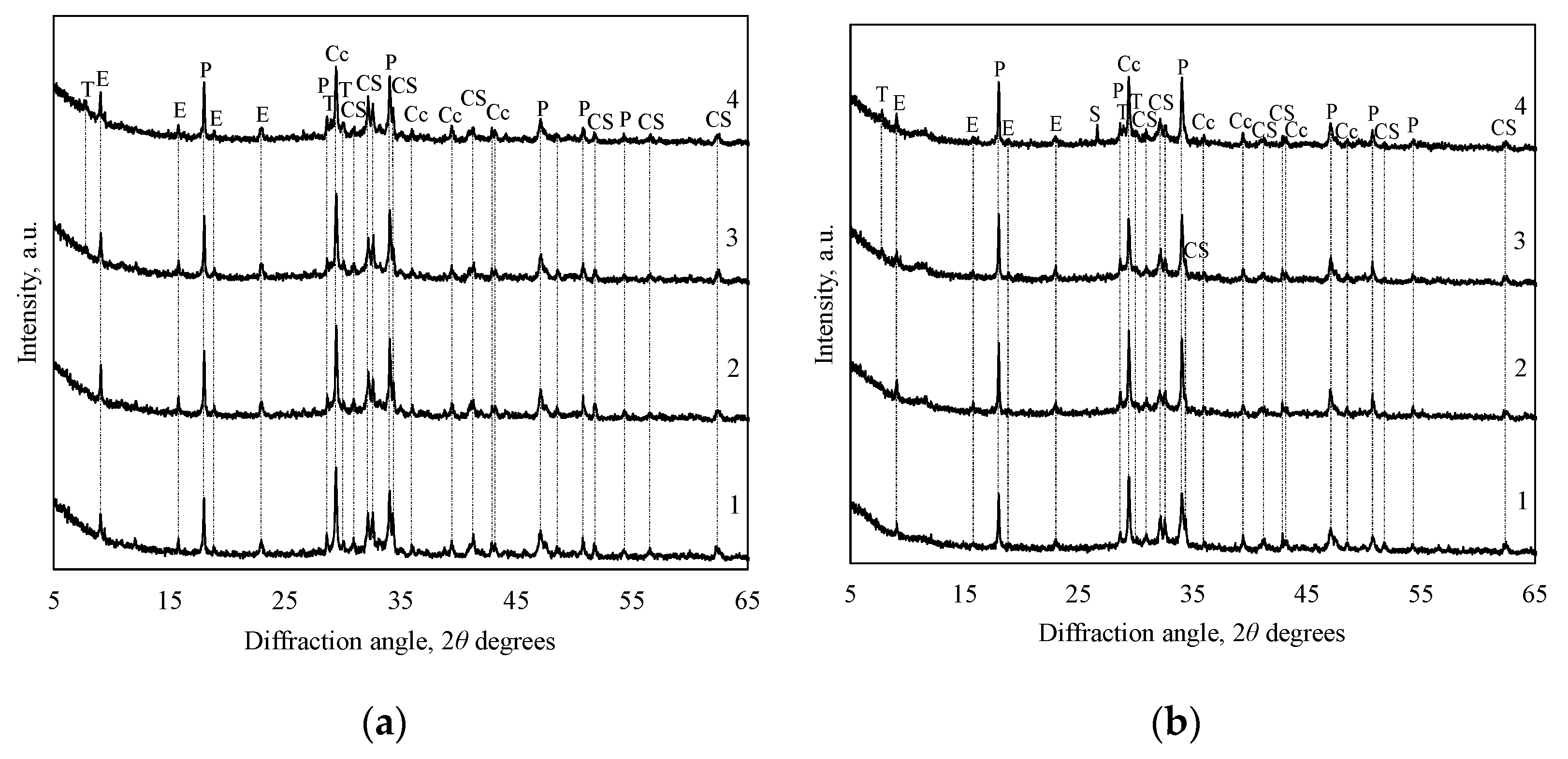
- Bypass dust hydrothermally treated via quartz addition is an effective catalyst for early hydration of Portland cement and stimulates the formation of crystalline compounds. In the subsequent period of hydration, this additive promotes the formation of a complementary amount of crystalline and amorphous calcium silicate hydrates.
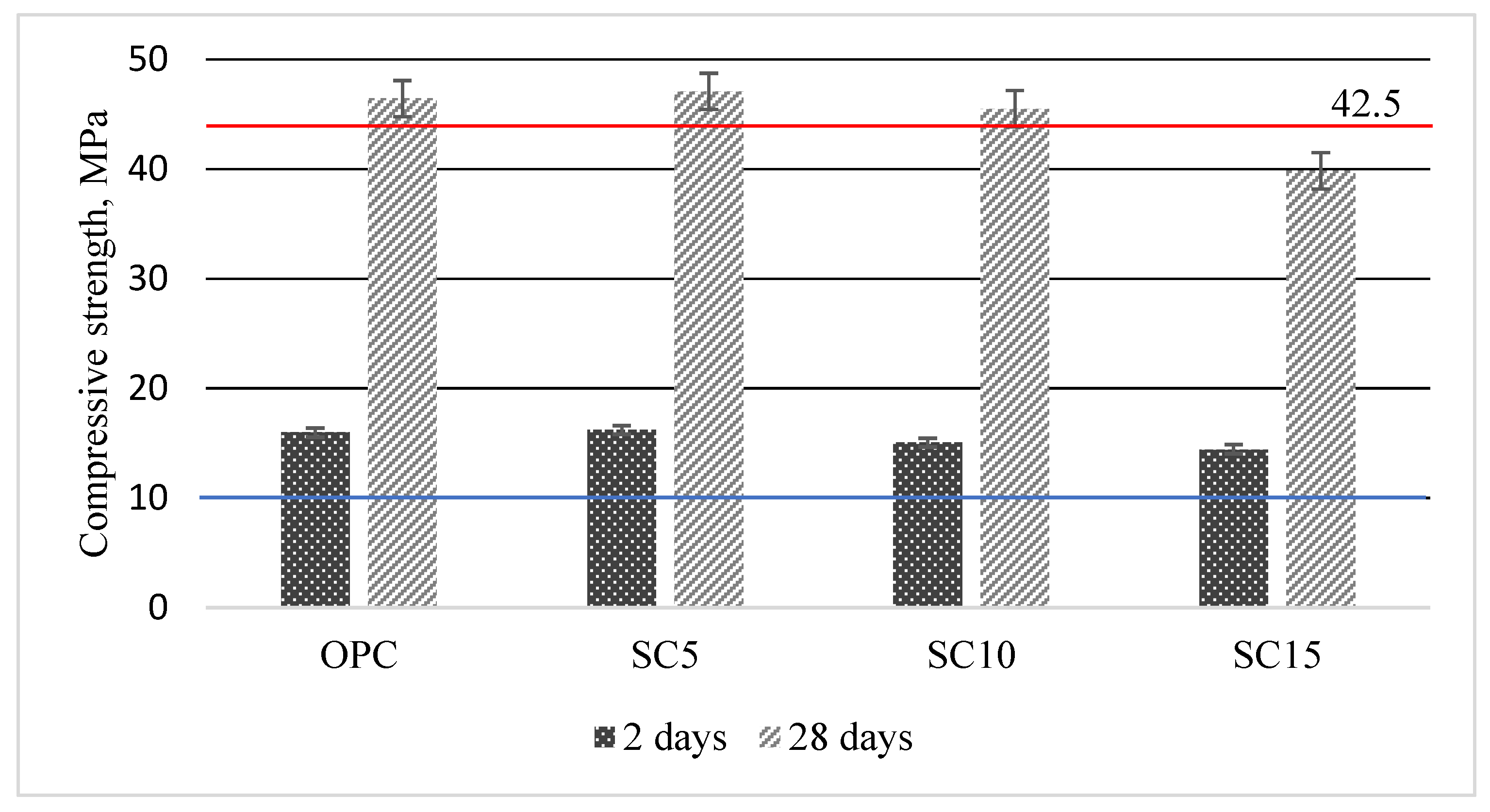
- Up to 10% of the weight of Portland cement can be replaced with modified bypass dust without reducing the compressive strength class of Portland cement samples.
- Research has shown that hydrothermal bypass dust treatment is an effective method for the wider use of this dust in cement production. In this work, the CaO/SiO2 ratio of the waste was adjusted by adding quartz. Replacing quartz with silicon-rich waste from other industries would make the cement production industry even more sustainable, but new research in this direction is required.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lang, L.; Zhu, M.; Pu, S. Recycling engineering sediment waste as sustainable subgrade material using ground granulated blast-furnace slag, electrolytic manganese residue and cement. Environ. Techn. Innov. 2025, 37, 103969. [Google Scholar] [CrossRef]
- Wang, J.; Zeng, P.; Liu, Z.; Li, Y. Manufacture of potassium chloride from cement kiln bypass dust: An industrial implementation case for transforming waste into valuable resources. Heliyon 2023, 9, e21806. [Google Scholar] [CrossRef]
- Popov, A.; Chernev, G. The effect of cement kiln dust on the properties of cement. J. Chem. Technol. Metall. 2024, 59, 1341–1346. [Google Scholar] [CrossRef]
- Forinton, J. Recycling kiln bypass dust into valuable materials. In Proceedings of the CITCON 2013, Orlando, FL, USA, 11–19 April 2013; pp. 1–6. [Google Scholar] [CrossRef]
- Nocuń-Wczelik, W.; Stolarska, K. Calorimetry in the studies of by-pass cement kiln dust as an additive to the calcium aluminate cement. J. Therm. Anal. Calorim. 2019, 138, 4561–4569. [Google Scholar] [CrossRef]
- ElNaggar, K.A.M.; Ahmed, M.M.; Abbas, W.; Abdel Hamid, E.M. Recycling of bypass cement kiln dust in the production of eco-friendly roof tiles. Mater. Res. Express 2023, 10, 065505. [Google Scholar] [CrossRef]
- Hanein, T.; Hayashi, Y.; Utton, C.; Nyberg, M.; Martinez, J.-C.; Quintero-Mora, N.-I.; Kinoshita, H. Pyro processing cement kiln bypass dust: Enhancing clinker phase formation. Constr. Build. Mater. 2020, 259, 120420. [Google Scholar] [CrossRef]
- Abdel-Ghani, N.T.; El-Sayed, H.A.; El-Habak, A.A. Utilization of by-pass cement kiln dust and air-cooled blast-furnace steel slag in the production of some “green” cement products. HBRC J. 2018, 14, 408–414. [Google Scholar] [CrossRef]
- Borek, K.; Czapik, P.; Dachowski, R. Cement Bypass Dust as an Ecological Binder Substitute in Autoclaved Silica–Lime Products. Materials 2023, 16, 316. [Google Scholar] [CrossRef]
- Abiad, A.M.K.; Pilakoutas, K.; Guadagnini, M.; Kinoshita, H. The influence of cement bypass dust composition on the properties of slag-based mortars. Constr. Build. Mater. 2024, 444, 137829. [Google Scholar] [CrossRef]
- Tkaczewska, E. The influence of cement bypass dust on the properties of cement curing under normal and autoclave conditions. Struct. Environ. 2019, 11, 5–22. [Google Scholar] [CrossRef]
- Bagcal, O.; Baccay, M. Influence of agricultural waste ash as pozzolana on the physical properties and compressive strength of cement mortar. J. Appl. Eng. Sci. 2019, 9, 29–36. [Google Scholar] [CrossRef]
- Borosnyói, A.; Kara, P.; Mlinárik, L.; Kaše, K. Performance of waste glass powder (wgp) supplementary cementitious material (scm)—workability and compressive strength. Építőanyag 2013, 65, 90–94. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Lin, H.; Jin, C. Study of flexural strength of concrete containing mineral admixtures based on machine learning. Sci. Rep. 2023, 13, 18061. [Google Scholar] [CrossRef] [PubMed]
- Teixeira, E.; Mateus, R.; Camões, A.; Branco, F. Quality and durability properties and life-cycle assessment of high volume biomass fly ash mortar. Constr. Build. Mater. 2019, 197, 195–207. [Google Scholar] [CrossRef]
- Nicoleau, L. Accelerated growth of calcium silicate hydrates: Experiments and simulations. Cem. Concr. Res. 2011, 41, 1339–1348. [Google Scholar] [CrossRef]
- Alizadeh, R.; Beaudoin, J.J.; Raki, L. Mechanical properties of calcium silicate hydrates. Mater. Struct. 2011, 44, 13–28. [Google Scholar] [CrossRef]
- Kumar, A.; Walder, B.J.; Kunhi Mohamed, A.; Hofstetter, A.; Srinivasan, B.; Rossini, A.J.; Scrivener, K.; Emsley, L.; Bowen, P. The atomic-level structure of cementitious calcium silicate hydrate. J. Phys. Chem. C 2017, 121, 17188–17196. [Google Scholar] [CrossRef]
- Abu Bakr, M.; Singh, B.K. Strength and durability properties of recycled aggregate concrete blended with hydrated lime and brick powder. Eur. J. Environ. Civ. Eng. 2023, 28, 1259–1283. [Google Scholar] [CrossRef]
- Miah, M.J.; Huaping, R.; Paul, S.C.; Babafemi, A.J.; Li, Y. Long-term strength and durability performance of eco-friendly concrete with supplementary cementitious materials. Innov. Infrastruct. Solut. 2023, 8, 255. [Google Scholar] [CrossRef]
- Eisinas, A.; Baltakys, K.; Siauciunas, R. The effect of gyrolite additive on the hydration properties of Portland cement. Cem. Concr. Res. 2012, 42, 27–38. [Google Scholar] [CrossRef]
- Qin, Y.; Qian, X.; Tao, Y.; Hu, C.; Wang, F. Unlocking the potential of dolomite for developing more sustainable cementitious materials through partial calcination. ACS Sustain. Chem. Eng. 2024, 12, 16378–16387. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, D.; Gu, X.; Chen, H.; Li, Z. Application of iron tailings-based composite supplementary cementitious materials (SCMs) in green concrete. Materials 2022, 15, 3866. [Google Scholar] [CrossRef]
- Pushkarova, K.; Kochevykh, M.; Honchar, O.; Hadaichuk, D. Features of hardening and utilization of modern cement compositions with nanomodifying additives for repair and restoration works. Int. J. Conserv. Sci. 2024, 15, 157–168. [Google Scholar] [CrossRef]
- Lallas, Z.; Gombeda, M.; Mendonca, F. Review of supplementary cementitious materials with implications for age-dependent concrete properties affecting precast concrete. PCI J. 2023, 68, 46–64. [Google Scholar] [CrossRef]
- Kang, H.; Kang, S.; Lee, B. Strength and Water-Repelling Properties of Cement Mortar Mixed with Water Repellents. Materials 2021, 14, 5407. [Google Scholar] [CrossRef] [PubMed]
- EN 196-3:2016; Methods of Testing Cement. Determination of Setting Times and Soundness. Academia: Cambridge, MA, USA, 2016.
- EN 196-1:2016; Methods of Testing Cement. Determination of Strength. Academia: Cambridge, MA, USA, 2016.
- Myers, R.J.; L’Hôpital, E.; Provis, J.L.; Lothenbach, B. Effect of temperature and aluminium on calcium (alumino)silicate hydrate chemistry under equilibrium conditions. Cem. Concr. Res. 2015, 68, 83–93. [Google Scholar] [CrossRef]
- Siauciunas, R.; Smalakys, G.; Eisinas, A.; Prichockiene, E. Synthesis of High Crystallinity 1.13 nm Tobermorite and Xonotlite from Natural Rocks, Their Properties and Application for Heat-Resistant Products. Materials 2022, 15, 3474. [Google Scholar] [CrossRef]
- Kaminskas, R.; Monstvilaite, D.; Valanciene, V. Influence of low-pozzolanic activity calcined mica clay on hydration and hardening of Portland cement. Adv. Cem. Res. 2018, 30, 231–239. [Google Scholar] [CrossRef]
- Gineika, A.; Siauciunas, R.; Baltakys, K. Synthesis of wollastonite from AlF3-rich silica gel and its hardening in the CO2 atmosphere. Sci. Rep. 2019, 9, 18063. [Google Scholar] [CrossRef]
- EN 197-1:2011; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. iTeh, Inc.: Newark, DE, USA, 2011.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component (wt.%) | CBPD | Portland Cement (OPC) |
|---|---|---|
| SiO2 | 9.29 | 19.72 |
| Al2O3 | 2.76 | 4.93 |
| Fe2O3 | 2.15 | 3.25 |
| CaO | 47.70 | 61.19 |
| MgO | 1.68 | 3.93 |
| K2O | 15.30 | 1.04 |
| Na2O | 0.50 | 0.14 |
| SO3 | 6.90 | 2.6 |
| P2O5 | 0.08 | - |
| TiO2 | 0.19 | - |
| Cl | 10.30 | not estimated |
| Other | 3.15 | 3.2 |
| Specific surface area (m2/kg) | 420 * | 320 |
| Sample | Abbreviations | C/S Ratio |
|---|---|---|
| CBPD | CBPD | 5.13 |
| CBPD with quartz additive | CBPD 1 | 1.00 |
| CBPD 1.2 | 1.2 | |
| CBPD 1.5 | 1.5 | |
| CBPD 2 | 2.0 |
| Concentration (wt.%) Sample | Duration of Synthesis, h | |||||||
|---|---|---|---|---|---|---|---|---|
| 2 | 4 | 8 | 24 | 2 | 4 | 8 | 24 | |
| K2O | Cl | |||||||
| CBPD | 1.37 | 1.41 | 1.46 | 1.42 | 0.89 | 0.95 | 0.98 | 0.91 |
| CBPD1 | 0.951 | 1.16 | 0.992 | 0.885 | 0.599 | 0.84 | 0.673 | 0.865 |
| CBPD1.2 | 1.04 | 1.08 | 0.88 | 1.14 | 0.653 | 0.68 | 0.568 | 0.77 |
| CBPD1.5 | 1.17 | 1.05 | 1.28 | 1.20 | 0.704 | 0.65 | 0.798 | 0.778 |
| CBPD2 | 1.25 | 1.39 | 1.44 | 1.20 | 0.783 | 0.857 | 0.887 | 0.747 |
| Component | SiO2 | CaO | Al2O3 | SO3 | K2O | Fe2O3 | MgO | Cl | TiO2 | P2O5 |
|---|---|---|---|---|---|---|---|---|---|---|
| Amount, (wt.%) | 39.20 | 38.80 | 2.92 | 2.51 | 2.04 | 1.74 | 1.73 | 0.267 | 0.20 | 0.08 |
| Component (wt.%) | Abbreviation | Normal Consistency W/C (%) | Setting Time (min) | ||
|---|---|---|---|---|---|
| OPC | CBPD1 | Initial | Final | ||
| 100 | - | OPC | 0.28 | 84 | 136 |
| 90 | 5 | SC5 | 0.29 | 85 | 145 |
| 90 | 10 | SC10 | 0.30 | 85 | 150 |
| 90 | 15 | SC15 | 0.30 | 95 | 155 |
| Sample | Duration (Days) | |||||
|---|---|---|---|---|---|---|
| 2 | 28 | |||||
| Temperature Range (°C) | ||||||
| 60–250 | ~450 | 570–750 | 60–250 | ~450 | 570–750 | |
| Mass Loss (%) | ||||||
| OPC | 8.49 | 1.91 | 7.05 | 10.35 | 1.98 | 8.01 |
| SC5 | 8.16 | 2.82 | 5.80 | 11.7 | 2.43 | 6.57 |
| SC10 | 8.14 | 2.57 | 6.61 | 10.76 | 2.49 | 7.15 |
| SC15 | 8.15 | 2.43 | 6.69 | 10.86 | 2.39 | 7.52 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaminskas, R.; Savickaite, B.; Eisinas, A. Hydrothermally Treated Cement Bypass Dust as a Supplementary Cementitious Material. Sustainability 2025, 17, 6757. https://doi.org/10.3390/su17156757
Kaminskas R, Savickaite B, Eisinas A. Hydrothermally Treated Cement Bypass Dust as a Supplementary Cementitious Material. Sustainability. 2025; 17(15):6757. https://doi.org/10.3390/su17156757
Chicago/Turabian StyleKaminskas, Rimvydas, Brigita Savickaite, and Anatolijus Eisinas. 2025. "Hydrothermally Treated Cement Bypass Dust as a Supplementary Cementitious Material" Sustainability 17, no. 15: 6757. https://doi.org/10.3390/su17156757
APA StyleKaminskas, R., Savickaite, B., & Eisinas, A. (2025). Hydrothermally Treated Cement Bypass Dust as a Supplementary Cementitious Material. Sustainability, 17(15), 6757. https://doi.org/10.3390/su17156757