
A Sustainable Production Model with Quality Improvement and By-Product Management




Abstract
1. Introduction
1.1. Research Gaps and Contribution of This Study
- Studies on by-products are not new and are available in the literature, mostly for chemical, food, or biotechnological industries. But, by-product management in the inventory management literature is rarely discussed. As per the authors’ knowledge, no existing study on inventory modeling considers the main product along with by-products. This study develops a production-inventory model for both main and by-product management to fill in this research gap.
- The scenario of by-product management using a production-inventory model has yet to be discussed. From the above context, main products and by-products are produced in parallel, and their representation is mathematically complex. The remanufacturing of both types of products is carried out in parallel with the demand. These two contexts are new for the literature of by-product inventory management modeling, thereby filling in this research gap.
- Machine reliability and the improvement of machine reliability are two widely discussed topics in inventory management. Defective production for machine shifting from an in-control state to an out-of-control state is another highly discussed topic, but both scenarios for by-product management are not discussed topics. This study discusses machine reliability, quality improvement of both products, and production setup cost reduction for by-product management.
2. Literature Review
2.1. Production-Inventory Model
2.2. Carbon Emissions
2.3. Setup Cost Reduction
2.4. Product Quality Improvement
2.5. Rework on Production System
2.6. By-Products
3. Preliminaries
3.1. Problem Description
3.2. Notation
3.3. Assumptions
- A production system produces the main product and by-product simultaneously. The production system has two setups: one is for the main product and the other is for the by-product. The demand of the main product () [2] and by-product () is constant.
- The production rate of the main product is constant [17]. The by-product is produced simultaneously at a rate of . As the system transitions to an out-of-control state and produces some defective products [51], rework for the main product and refining process for the by-products take place. The out-of-control rate of the production system has the same effect on both setups.
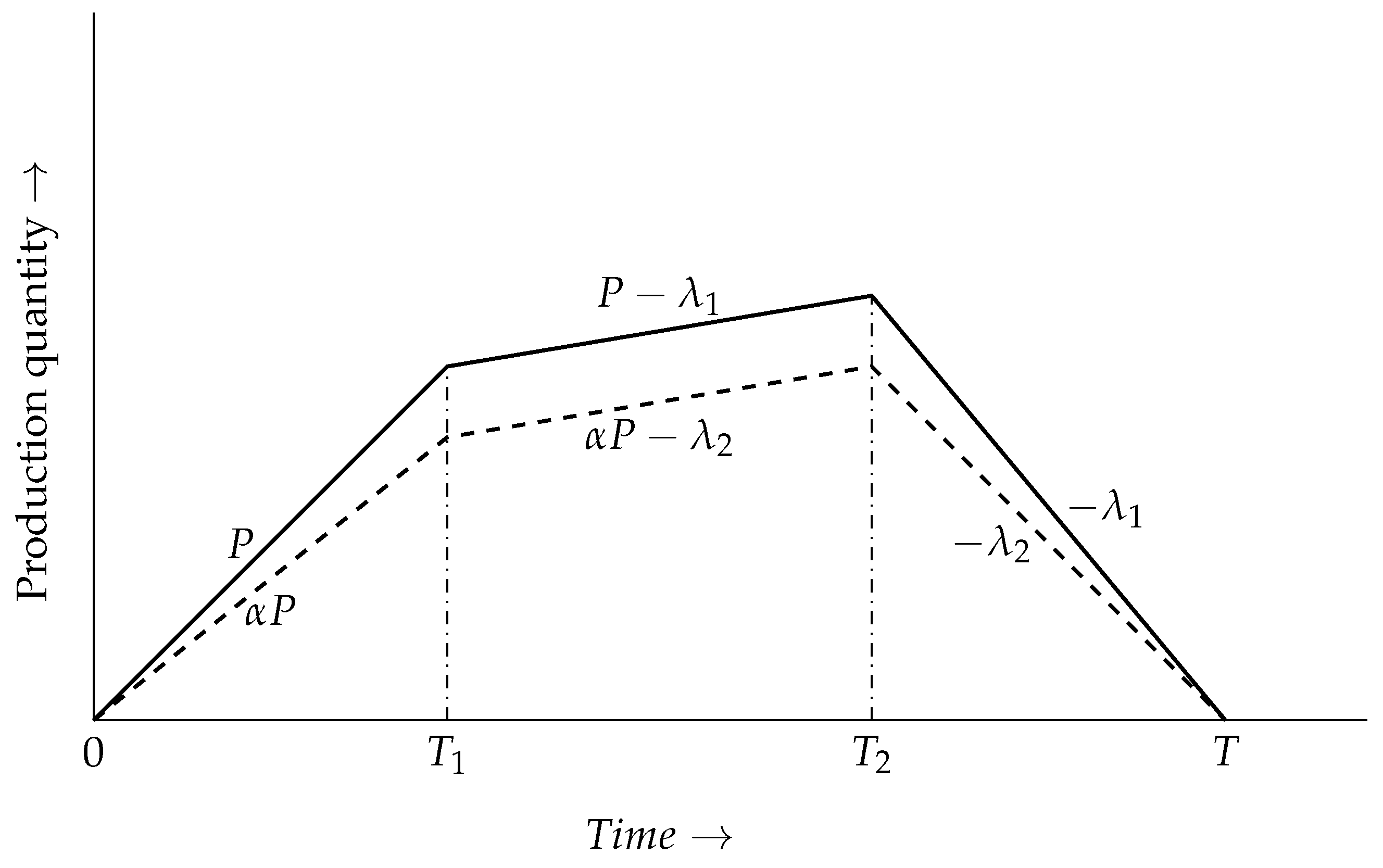
- Total cycle time is T. is the production time and is the production with reworking time. and are the proportions of T, i.e., and , where , , and .
- Machine reliability is a big concern for a production system. If the machine is not reliable, it produces more defective products than the normal rate. An investment is used to improve the reliability of both production and refining processes. An additional investment is used for setup cost reduction for the system [13].
- The production system emits carbon during the entire production time [23]. Carbon emission costs for main products and by-products are different. To be more specific, carbon emission cost due to refining is less to that of production as production is on a large scale, while there are less units to be refined as a by-product is formed at a rate of , where is less than one.
- Split-off point is the stage in a production process where the by-products become separately identifiable from the main products. The model and the associated costs are formulated after that split-off point.
- All associated costs related to the main product are higher than that of the by-product. Shortage and lead time are negligible.
4. Formulation of Model
4.1. Setup Cost
- •
- Setup cost for the main product. The production activity requires a setup and the associated cost is given by S.
- •
- Setup cost for refining the processing of the by-product. The refining process requires a different setup which constitutes a cost given by .
4.2. Production Cost
- •
- Production cost of main product. It is given by
- •
- Refining cost of by-product. Refining or processing costs for by-products involve the expenses incurred in separating and processing these secondary products alongside the main product during production. It is given by
4.3. Cost of Quality Improvement and Setup Cost Reduction
4.4. Rework Cost for Main Product
4.5. Reprocessing Cost for By-Product
4.6. Cost of System Reliability Improvement and Setup Cost Reduction for By-Product
4.7. Holding Cost
4.8. Carbon Emissions Cost
4.9. Total Cost
5. Solution Methodology
5.1. Necessary Condition of Classical Optimization for Optimality
5.2. Sufficient Conditions of Classical Optimization for Optimality
5.3. Robustness of the Solution to Parameter Uncertainty
5.3.1. Robustness of the Solution to Uncertain Demand Parameter
5.3.2. Robustness of the Solution to Uncertain Cost Parameter
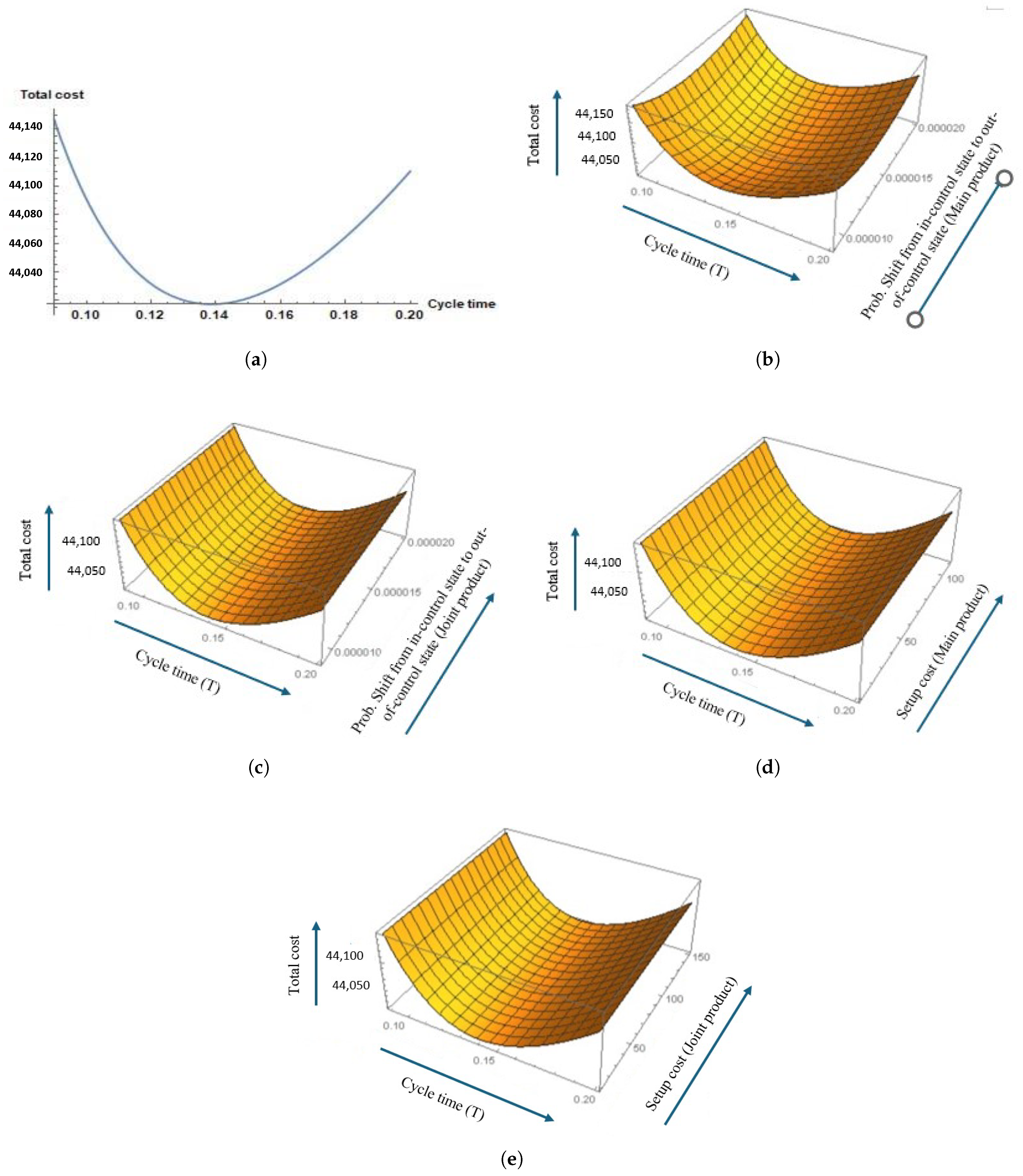
6. Numerical Example
7. Sensitivity Analysis
- •
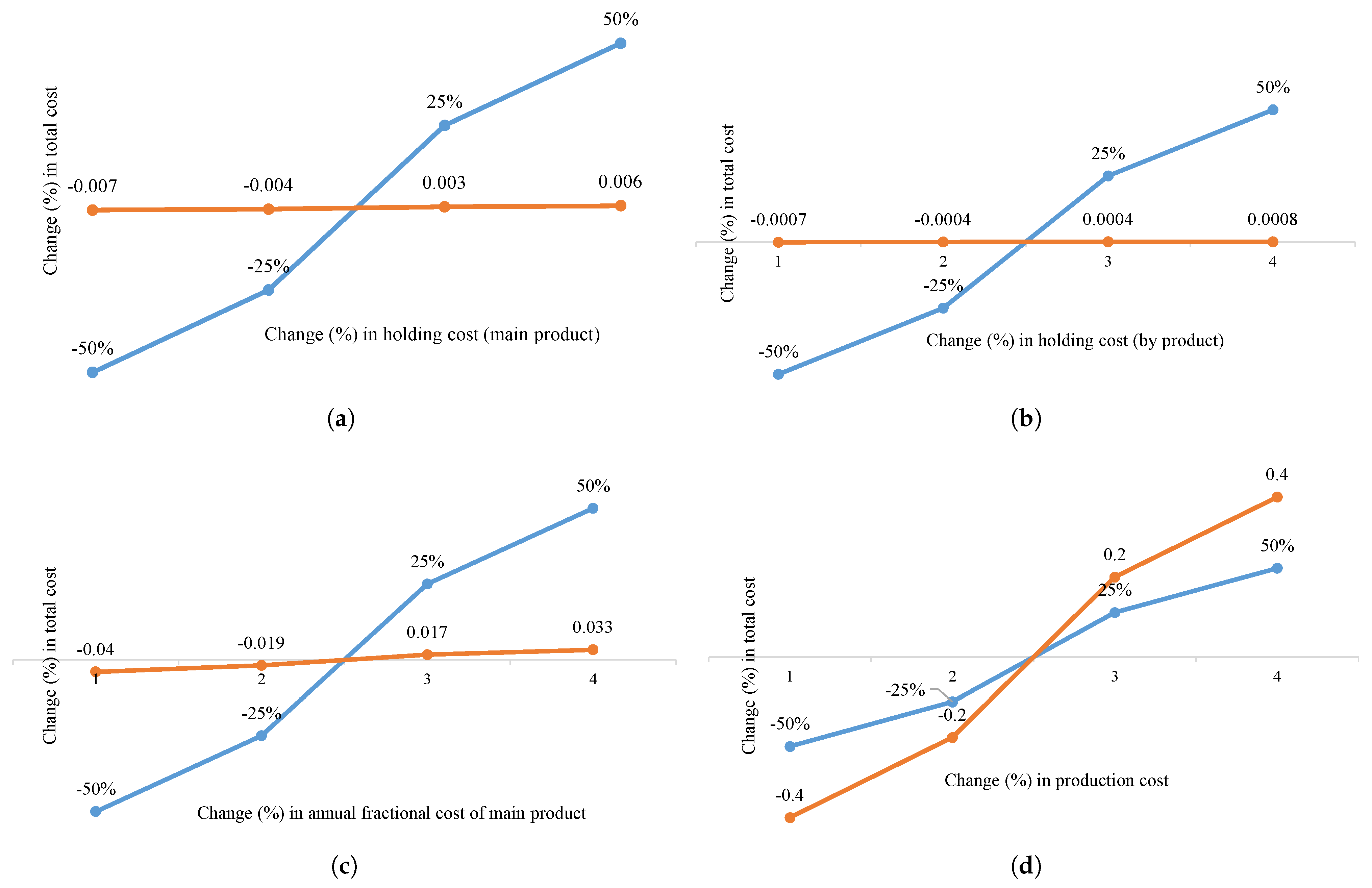
- The production cost is the most crucial. By increasing production cost to +50%, total cost increases to 0.4%. Decision makers should make some strategy to lower this. Production costs can be lowered through various means, including improving efficiency in processes, optimizing resource utilization, implementing automation where feasible, negotiating better prices with suppliers, and investing in technology to reduce waste and downtime. Increasing manufacturing volume and spreading fixed costs over a higher output are ways to take advantage of economies of scale. Over time, expenses can be further reduced by identifying and eliminating production process inefficiencies through continuous improvement efforts like Six Sigma and lean manufacturing.
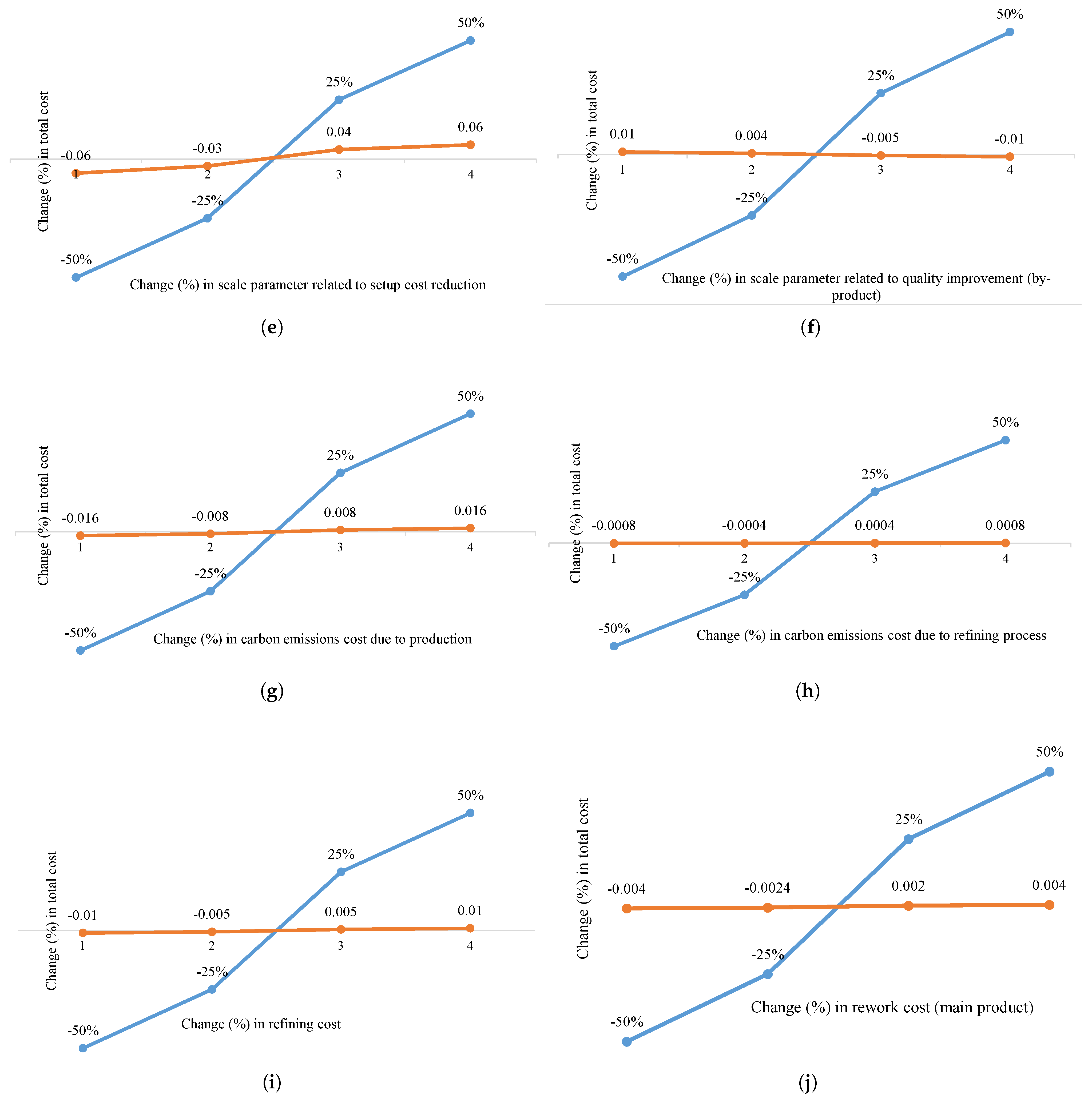
- •
- The scaling parameter for the setup cost reduction function is quite sensitive. By increasing the parameter value to +50%, the total cost increases to 0.06%. Refining cost has a significant impact on total cost. By increasing refining/processing cost to +50%, total cost increases to 0.01%. Production cost, carbon emission cost due to production, and refining cost do not affect decision variables.
- •
- An increase in annual fraction cost of capital investment, i.e., G, increases T, , , S, and . An increase in G to +50% increases the system’s total cost to 0.033%. The holding cost of the main product is more crucial than the by-product’s. By increasing the holding cost of the main product to +50%, the system’s total cost increases by 0.006%, while the holding cost of the by-product increases to 0.0008%.
- •
- By increasing the holding cost of both main and by-products, cycle time decreases, i.e., T. This can be governed by the fact that when holding costs increase, it creates a financial incentive for businesses to minimize the time they hold onto an inventory. This prompts them to streamline their operations, reduce excess inventory, and accelerate turnover. Because it becomes more expensive to hold onto inventory for extended periods, this reduces the time it takes for inventory to move through the supply chain. In essence, higher holding costs push businesses to adopt more efficient inventory management practices, ultimately reducing time spent in inventory storage.
- •
- An increment in scale parameter related to product quality improvement for the by-product, i.e., , increases cycle time, setup cost for production, and refining. An increase in to 50% decreases the system’s cost to 0.01%.
- •
- As increases, S and increase, but the total cost decreases. Setup costs increase when production time increases primarily because longer production times necessitate more frequent setups. The longer production times can lead to increased downtime between production runs, resulting in more frequent equipment adjustments and maintenance, further driving up setup costs. Therefore, as production time increases, setup costs rise due to the need for additional setup activities and associated expenses.
- •
- Total cost decreases when the production time increases due to the principle of economies of scale. As production time lengthens, the fixed costs associated with production, such as overhead expenses and equipment depreciation, are spread over larger units produced. This spreading effect reduces the fixed cost per unit, leading to lower average costs. As increases, S and decrease, but the total cost increases.
8. Implications
- Industries dealing with by-products face unique challenges and opportunities due to the nature of their production processes. Multiple distinct outputs are derived from a single manufacturing process [54]. These by-products share common resources, production inputs, production processes, and market positioning [55].
- Maintaining by-products helps support a circular economy by reducing waste and maximizing resource efficiency. Instead of discarding by-products as waste, they can be reused, repurposed, or transformed into new materials or products, thus extending their life cycle. This not only conserves raw materials and energy but also minimizes environmental impact, supports innovation, and creates economic value from what would otherwise be discarded.
- Carbon emissions are directly related to climate change [56]. Every industry has taken serious measures for emissions from the industry under government supervision. Uniting small, medium, and large industries under one umbrella for climate change is the key to successfully establishing sustainability [20,57]. Controlling carbon emissions from industries can fulfill the environmental goal of sustainability.
- The management of by-products is a sustainable practice for industries whose main products produce one or more by-products. Without the proper management of by-products, the generation of pollution and waste would increase. These by-products serve as inputs for other industries, such as construction, automotive, and plastic manufacturing, contributing to the overall value chain [56]. This creates new industries and jobs (social), reduces waste (environmental), and generates revenue (economic). Thus, by-product management fulfills three pillars of sustainability.
- One of the primary implications of industries with by-products is the need for efficient resource utilization and production planning. Since multiple products are produced simultaneously, companies must carefully allocate resources such as raw materials and equipment to optimize production efficiency and minimize waste [54,58]. This requires sophisticated production planning and scheduling systems to minimize cost [59,60].
- Industries dealing with by-products are diverse and span various sectors, showcasing the versatility and potential of maximizing resource utilization [61,62]. In the agricultural sector, livestock farming is a prominent example of multiple products derived from the same production process [63,64]. For instance, in the dairy industry, milk is the primary product, but the process also yields by-products such as whey, which is rich in proteins and can be used in food processing or as an ingredient in nutritional supplements.
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jeon, M.; Jeon, S.; Yi, J.; Park, M.J. Analysis of the techno-economics and CO2 emissions of DME production using by-product gases in the steel industries. J. Clean. Prod. 2025, 492, 144893. [Google Scholar] [CrossRef]
- Tayyab, M.; Habib, M.S.; Jajja, M.S.S.; Sarkar, B. Economic assessment of a serial production system with random imperfection and shortages: A step towards sustainability. Comput. Ind. Eng. 2022, 171, 108398. [Google Scholar] [CrossRef]
- Sarkar, B.; Bhuniya, S. A sustainable flexible manufacturing–remanufacturing model with improved service and green investment under variable demand. Expert Syst. Appl. 2022, 202, 117154. [Google Scholar] [CrossRef]
- Wang, K.; Du, C.; Guo, X.; Xiong, B.; Yang, L.; Zhao, X. Crop byproducts supplemented in livestock feeds reduced greenhouse gas emissions. J. Environ. Manag. 2024, 355, 120469. [Google Scholar] [CrossRef] [PubMed]
- Xu, G.; Zhao, J.; Shi, K.; Xu, Y.; Hu, H.; Xu, X.; Hu, T.; Zhang, P.; Yao, J.; Pan, S. Trends in valorization of citrus by-products from the net-zero perspective: Green processing innovation combined with applications in emission reduction. Trends Food Sci. Technol. 2023, 137, 124–141. [Google Scholar] [CrossRef]
- Mahapatra, A.S.; Sengupta, S.; Dasgupta, A.; Sarkar, B.; Goswami, R.T. What is the impact of demand patterns on integrated online-offline and buy-online-pickup in-store (BOPS) retail in a smart supply chain management? J. Retail. Consum. Serv. 2025, 82, 104093. [Google Scholar] [CrossRef]
- Sun, L.; Zhao, H.; Yang, C. Oyster farming helps reducing China’s greenhouse gas emissions for food production. Clean. Eng. Technol. 2025, 26, 100963. [Google Scholar] [CrossRef]
- Chen, Y.; Qi, L. Carbon emissions of animal-based food can be reduced by adjusting production and consumption of residents in China. Environ. Technol. Innov. 2025, 37, 103966. [Google Scholar] [CrossRef]
- Aït-Kaddour, A.; Hassoun, A.; Tarchi, I.; Loudiyi, M.; Boukria, O.; Cahyana, Y.; Ozogul, F.; Khwaldia, K. Transforming plant-based waste and by-products into valuable products using various “Food Industry 4.0” enabling technologies: A literature review. Sci. Total. Environ. 2024, 955, 176872. [Google Scholar] [CrossRef] [PubMed]
- Fussone, R.; Cannella, S.; Dominguez, R.; Framinan, J.M. On the bullwhip effect in circular supply chains combining by-products and end-of-life returns. Appl. Math. Model. 2025, 137, 115670. [Google Scholar] [CrossRef]
- Sarkar, B.; Mridha, B.; Pareek, S. A sustainable smart multi-type biofuel manufacturing with the optimum energy utilization under flexible production. J. Clean. Prod. 2022, 332, 129869. [Google Scholar] [CrossRef]
- Sana, S.S. A production–inventory model in an imperfect production process. Eur. J. Oper. Res. 2010, 200, 451–464. [Google Scholar] [CrossRef]
- Datta, A.; Dey, B.K.; Bhuniya, S.; Sangal, I.; Mandal, B.; Sarkar, M.; Guchhait, R.; Sarkar, B.; Ganguly, B. Adaptation of e-commerce retailing to enhance customer satisfaction within a dynamical system under transfer of risk. J. Retail. Consum. Serv. 2025, 84, 104129. [Google Scholar] [CrossRef]
- Tayyab, M.; Jemai, J.; Lim, H.; Sarkar, B. A sustainable development framework for a cleaner multi-item multi-stage textile production system with a process improvement initiative. J. Clean. Prod. 2020, 246, 119055. [Google Scholar] [CrossRef]
- Guchhait, R.; Sarkar, B. Economic evaluation of an outsourced fourth-party logistics (4PL) under a flexible production system. Int. J. Prod. Econ. 2025, 279, 109440. [Google Scholar] [CrossRef]
- Moon, I.; Yun, W.Y.; Sarkar, B. Effects of variable setup cost, reliability, and production costs under controlled carbon emissions in a reliable production system. Eur. J. Ind. Eng. 2022, 16, 371–397. [Google Scholar] [CrossRef]
- Sivashankari, C.K.; Valarmathi, R. Three-rates of production inventory models for deteriorating items with constant, linear and quadratic demand-comparative study. Int. J. Oper. Res. 2024, 49, 326–357. [Google Scholar] [CrossRef]
- Taleizadeh, A.A.; Naghavi-Alhoseiny, M.S.; Cárdenas-Barrón, L.E.; Amjadian, A. Optimization of price, lot size and backordered level in an EPQ inventory model with rework process. RAIRO-Oper. Res. 2024, 58, 803–819. [Google Scholar] [CrossRef]
- Mahapatra, A.S.; Mahapatra, M.S.; Sarkar, B.; Majumder, S.K. Benefit of preservation technology with promotion and time-dependent deterioration under fuzzy learning. Expert Syst. Appl. 2022, 201, 117169. [Google Scholar] [CrossRef]
- Zou, H.; Qin, J.; Zheng, H. Equilibrium pricing mechanism of low-carbon supply chain considering carbon cap-and-trade policy. J. Clean. Prod. 2023, 407, 137107. [Google Scholar] [CrossRef]
- John, E.P.; Mishra, U. A sustainable three-layer circular economic model with controllable waste, emission, and wastewater from the textile and fashion industry. J. Clean. Prod. 2023, 388, 135642. [Google Scholar] [CrossRef]
- Ullah, M. Impact of transportation and carbon emissions on reverse channel selection in closed-loop supply chain management. J. Clean. Prod. 2023, 394, 136370. [Google Scholar] [CrossRef]
- Jauhari, W.A.; Ramadhany, S.C.N.; Rosyidi, C.N.; Mishra, U.; Hishamuddin, H. Pricing and green inventory decisions for a supply chain system with green investment and carbon tax regulation. J. Clean. Prod. 2023, 425, 138897. [Google Scholar] [CrossRef]
- Kar, S.; Basu, K.; Sarkar, B. Advertisement policy for dual-channel within emissions-controlled flexible production system. J. Retail. Consum. Serv. 2023, 71, 103077. [Google Scholar] [CrossRef]
- Cudjoe, D.; Zhu, B.; Wang, H. The role of incentive policies and personal innovativeness in consumers’ carbon footprint tracking apps adoption in China. J. Retail. Consum. Serv. 2024, 79, 103861. [Google Scholar] [CrossRef]
- Mahata, S.; Debnath, B.K. Impact of green technology and flexible production on multi-stage economic production rate (EPR) inventory model with imperfect production and carbon emissions. J. Clean. Prod. 2025, 504, 145187. [Google Scholar] [CrossRef]
- Huang, C.K.; Cheng, T.L.; Kao, T.C.; Goyal, S.K. An integrated inventory model involving manufacturing setup cost reduction in compound Poisson process. Int. J. Prod. Res. 2011, 49, 1219–1228. [Google Scholar] [CrossRef]
- Sarkar, B.; Omair, M.; Kim, N. A cooperative advertising collaboration policy in supply chain management under uncertain conditions. Appl. Soft Comput. 2020, 88, 105948. [Google Scholar] [CrossRef]
- Sarkar, B.; Sao, S.; Ghosh, S.K. Smart production and photocatalytic ultraviolet (PUV) wastewater treatment effect on a textile supply chain management. Int. J. Prod. Econ. 2025, 283, 109557. [Google Scholar] [CrossRef]
- Min, K.J.; Chen, C.K. A competitive inventory model with options to reduce setup and inventory holding costs. Comput. Oper. Res. 1995, 22, 503–514. [Google Scholar] [CrossRef]
- Kurdhi, N.A.; Setiyowati, R.; Laksono, P.W. February. Integrated manufacturer-retailer model with price discount and investment in setup cost reduction and quality improvement. AIP Conf. Proceed. 2024, 3049, 020015. [Google Scholar]
- Gharaei, A.; Diallo, C.; Venkatadri, U. Optimal economic growing quantity for reproductive farmed animals under profitable by-products and carbon emission considerations. J. Clean. Prod. 2022, 374, 133849. [Google Scholar] [CrossRef]
- Garai, A.; Sarkar, B. Economically independent reverse logistics of customer-centric closed-loop supply chain for herbal medicines and biofuel. J. Clean. Prod. 2022, 334, 129977. [Google Scholar] [CrossRef]
- Alyahya, M.; Agag, G.; Aliedan, M.; Abdelmoety, Z.H.; Daher, M.M. A sustainable step forward: Understanding factors aecting customers’ behaviour to purchase remanufactured products. J. Retail. Consum. Serv. 2023, 70, 103172. [Google Scholar] [CrossRef]
- Salhab, H.; Allahham, M.; Abu-AlSondos, I.; Frangieh, R.; Alkhwaldi, A.; Ali, B. Inventory competition, artificial intelligence, and quality improvement decisions in supply chains with digital marketing. Uncertain Supply Chain. Manag. 2023, 11, 1915–1924. [Google Scholar] [CrossRef]
- Kumar, S.; Sigroha, M.; Kumar, N.; Kumari, M.; Sarkar, B. How does the retail price maintain trade-credit management with continuous investment to support the cash flow? J. Retail. Consum. Serv. 2025, 83, 104116. [Google Scholar] [CrossRef]
- Gupta, A.; Khanna, A. A holistic approach to sustainable manufacturing: Rework, green technology, and carbon policies. Expert Syst. Appl. 2024, 244, 122943. [Google Scholar] [CrossRef]
- Guchhait, R.; Sarkar, B. A decision-making problem for product outsourcing with flexible production under a global supply chain management. Int. J. Prod. Econ. 2024, 272, 109230. [Google Scholar] [CrossRef]
- Mokhtari, H.; Hasani, A.; Fallahi, A. Multi-product constrained economic production quantity models for imperfect quality items with rework. Int. J. Ind. Eng. Prod. Res. 2021, 32, 1–23. [Google Scholar]
- Gautam, P.; Maheshwari, S.; Hasan, A.; Kausar, A.; Jaggi, C.K. Optimal inventory strategies for an imperfect production system with advertisement and price reliant demand under rework option for defectives. RAIRO-Oper. Res. 2022, 56, 183–197. [Google Scholar] [CrossRef]
- Tayyab, M.; Sarkar, B. An interactive fuzzy programming approach for a sustainable supplier selection under textile supply chain management. Comput. Ind. Eng. 2021, 155, 107164. [Google Scholar] [CrossRef]
- Jauhari, W.A.; Adam, N.A.F.P.; Rosyidi, C.N.; Pujawan, I.N.; Shah, N.H. A closed-loop supply chain model with rework, waste disposal, and carbon emissions. Oper. Res. Perspect. 2020, 7, 100155. [Google Scholar] [CrossRef]
- Gautam, P.; Maheshwari, S.; Jaggi, C.K. Sustainable production inventory model with greening degree and dual determinants of defective items. J. Clean. Prod. 2022, 367, 132879. [Google Scholar] [CrossRef]
- Zhang, K.; Zheng, Z.; Feng, L.; Su, J.; Li, H. A byproduct gas distribution model for production users considering calorific value fluctuation and supply patterns in steel plants. Alex. Eng. J. 2023, 76, 821–834. [Google Scholar] [CrossRef]
- Springer, N.P.; Schmitt, J. The price of byproducts: Distinguishing co-products from waste using the rectangular choice-of-technologies model. Resour. Conserv. Recycl. 2018, 138, 231–237. [Google Scholar] [CrossRef]
- Bigerna, S.; Campbell, G. The impact of by-product production on the availability of critical metals for the transition to renewable energy. Energy Policy 2025, 198, 114515. [Google Scholar] [CrossRef]
- Medina-Mendoza, M.; Mori-Mestanza, D.; Iliquín-Fernández, R.E.; Colca, I.S.C.; Castro-Alayo, E.M.; Balcázar-Zumaeta, C.R. Optimizing dark chocolate production: Effect of conching time, berry by-products, and sacha inchi oil on antioxidant attributes. J. Agric. Food Res. 2025, 22, 102059. [Google Scholar] [CrossRef]
- Rafieenia, R.; Klemm, C.; Hapeta, P.; Fu, J.; García, M.G.; Ledesma-Amaro, R. Designing synthetic microbial communities with the capacity to upcycle fermentation byproducts to increase production yields. Trends Biotechnol. 2025, 43, 601–619. [Google Scholar] [CrossRef] [PubMed]
- Penalver, J.G.; Aldaya, M.M.; Muez, A.M.; Guindal, A.M.; Beriain, M.J. Carbon and water footprints of the revalorisation of glucosinolates from broccoli by-products: Case study from Spain. Food Bioprod. Process. 2025, 151, 211–221. [Google Scholar] [CrossRef]
- Yadav, D.; Singh, R.; Kumar, A.; Sarkar, B. Reduction of pollution through sustainable and flexible production by controlling by-products. J. Environ. Inform. 2022, 40, 106–124. [Google Scholar] [CrossRef]
- Dey, B.K.; Bhuniya, S.; Sarkar, B. Involvement of controllable lead time and variable demand for a smart manufacturing system under a supply chain management. Expert Syst. Appl. 2021, 184, 115464. [Google Scholar] [CrossRef]
- Sarkar, B.; Mahapatra, A.S. Periodic review fuzzy inventory model with variable lead time and fuzzy demand. Int. Trans. Oper. Res. 2017, 24, 1197–1227. [Google Scholar] [CrossRef]
- Israel, A.U.; Obot, I.B.; Asuquo, J.E. Recovery of Glycerol from Spent Soap LyeBy-Product of Soap Manufacture. J. Chem. 2008, 5, 940–945. [Google Scholar] [CrossRef]
- Sarkar, B.; Bhattacharya, S.; Sarkar, M. Integrating smart production and multi-objective reverse logistics for the optimum consumer-centric complex retail strategy towards a smart factory’s solution. J. Ind. Inf. Integr. 2025, 46, 100856. [Google Scholar] [CrossRef]
- Dey, B.K.; Pareek, S.; Tayyab, M.; Sarkar, B. Autonomation policy to control work-in-process inventory in a smart production system. Int. J. Prod. Res. 2021, 59, 1258–1280. [Google Scholar] [CrossRef]
- Durkin, A.; Vinestock, T.; Guo, M. Towards planetary boundary sustainability of food processing wastewater, by resource recovery & emission reduction: A process system engineering perspective. Carbon Capture Sci. Technol. 2024, 13, 100319. [Google Scholar] [CrossRef] [PubMed]
- Sarkar, M.; Sarkar, B. How does an industry reduce waste and consumed energy within a multi-stage smart sustainable biofuel production system? J. Clean. Prod. 2020, 262, 121200. [Google Scholar] [CrossRef]
- Wei, Y.; Xu, W.; Chen, Y.; Peng, Y.; Ke, H.; Zhan, L.; Lan, J.; Li, H.; Zhang, Y. Evaluation of greenhouse gas emission and reduction potential of high-food-waste-content municipal solid waste landfills: A case study of a landfill in the east of China. Waste Manag. 2024, 189, 290–299. [Google Scholar] [CrossRef] [PubMed]
- Das, S.; Mondal, R.; Shaikh, A.A.; Bhunia, A.K. An application of control theory for imperfect production problem with carbon emission investment policy in interval environment. J. Frankl. Inst. 2022, 359, 1925–1970. [Google Scholar] [CrossRef]
- Pal, B.; Sarkar, A.; Sarkar, B. Optimal decisions in a dual-channel competitive green supply chain management under promotional effort. Expert Syst. Appl. 2023, 211, 118315. [Google Scholar] [CrossRef]
- Sarkar, B.; Debnath, A.; Chiu, A.S.; Ahmed, W. Circular economy-driven two-stage supply chain management for nullifying waste. J. Clean. Prod. 2022, 339, 130513. [Google Scholar] [CrossRef]
- Sebatjane, M. Three-echelon circular economic production–inventory model for deteriorating items with imperfect quality and carbon emissions considerations under various emissions policies. Expert Syst. Appl. 2024, 252, 124162. [Google Scholar] [CrossRef]
- van Selm, B.; Hijbeek, R.; van Middelaar, C.E.; de Boer, I.J.; van Ittersum, M.K. How to use residual biomass streams in circular food systems to minimise land use or GHG emissions. Agric. Syst. 2025, 222, 104185. [Google Scholar] [CrossRef]
- Sarkar, B.; Kugele, A.S.H.; Sarkar, M. Two non-linear programming models for the multi-stage multi-cycle smart production system with autonomation and remanufacturing in same and different cycles to reduce wastes. J. Ind. Inf. Integr. 2025, 44, 100749. [Google Scholar]
- Sarkar, A.; Guchhait, R.; Sarkar, B. Application of the artificial neural network with multithreading within an inventory model under uncertainty and inflation. Int. J. Fuzzy Syst. 2022, 24, 2318–2332. [Google Scholar] [CrossRef]
- Sarkar, B.; Kar, S.; Basu, K.; Guchhait, R. A sustainable managerial decision-making problem for a substitutable product in a dual-channel under carbon tax policy. Comput. Ind. Eng. 2022, 172, 108635. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, Z.; Pan, X.; Shi, C.; Lao, F.; Grundmann, P.; Wu, J. Greenhouse gas emissions and reduction potentials in the crop processing by-products utilization chains: A review on citrus and sugarcane by-products. Renew. Sustain. Energy Rev. 2025, 217, 115758. [Google Scholar] [CrossRef]
- Sarkar, B.; Guchhait, R. Ramification of information asymmetry on a green supply chain management with the cap-trade, service, and vendor-managed inventory strategies. Elect. Comm. Res. App. 2023, 60, 101274. [Google Scholar] [CrossRef]
- Habib, M.S.; Asghar, O.; Hussain, A.; Imran, M.; Mughal, M.P.; Sarkar, B. A robust possibilistic programming approach toward animal fat-based biodiesel supply chain network design under uncertain environment. J. Clean. Prod. 2021, 278, 122403. [Google Scholar] [CrossRef]
- McGee, M.; Regan, M.; Moloney, A.P.; O’Riordan, E.G.; Lenehan, C.; Kelly, A.K.; Crosson, P. Grass-based finishing of early-and late-maturing breed bulls within suckler beef systems: Performance, profitability, greenhouse gas emissions and feed-food competition. Livest. Sci. 2024, 279, 105392. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Decision Variables | |
|---|---|
| T | cycle time (time unit) |
| probability of shifting production and refining process from in-control to out-of-control state | |
| setup cost for production and refining (USD/setup) | |
| Parameters | Definition |
| P | production rate (unit/time unit) |
| rate of by-product formation | |
| unit production cost (USD/unit) | |
| unit refining cost (USD/unit) | |
| unit holding cost of by- and main products, respectively (USD/unit) | |
| carbon emission cost due to production and refining processes, respectively (USD/unit) | |
| rework cost of main and by-products, respectively (USD/unit) | |
| demand for main and by-products (unit/time unit) | |
| annual fractional cost of capital investment for main and by-products, respectively (USD) | |
| scaling parameter of product quality improvement for main and by-products, respectively | |
| scaling parameter related to setup cost reduction for main and by-products, respectively | |
| positive integers for investment function of main product and by-product | |
| time proportion for and , respectively | |
| time of production only and production and demand together, respectively (time unit) | |
| total cost (USD/cycle) | |
| fuzzy demand of the main product | |
| limit for triangular fuzzy number | |
| fuzzy number | |
| membership function of the number and X | |
| total cost under demand and cost uncertainty (USD/cycle) |
| Parameters | Values | Parameters | Values | Parameters | Values |
|---|---|---|---|---|---|
| 0.99 | (USD/unit) | 5 | 0.3 | ||
| 0.7 | 0.5 | b | 458 | ||
| (USD/unit) | 0.3 | (USD/unit) | 0.5 | (USD/unit) | 0.2 |
| B | 450 | (USD/unit) | 1.3 | 0.1 | |
| P (unit/year) | 10,000 | 150 | 50 | ||
| (unit/year) | 8000 | 1.5 | 0.5 | ||
| (USD/unit) | 1 | (USD/unit) | 0.6 | (unit/year) | 4000 |
| (USD/unit) | 0.1 | ||||
| Decision Variables | Optimum Values | Decision Variables | Optimum Values |
|---|---|---|---|
| T | 0.1386 year | 0.000014 | |
| 0.000047 | S | USD 63.47/setup | |
| USD 31.18/setup | |||
| Parameters | Variation | T | S | (Changes in %) | |||
|---|---|---|---|---|---|---|---|
| +0.096 | +43.87 | +21.55 | +0.006 | ||||
| +0.11 | +51.88 | +25.49 | +0.003 | ||||
| +0.18 | − | − | +81.73 | +40.15 | −0.004 | ||
| +0.25 | +114.75 | +56.37 | −0.007 | ||||
| +0.132 | +60.27 | +29.61 | +0.0008 | ||||
| +0.135 | +61.83 | +30.37 | +0.0004 | ||||
| +0.142 | − | − | +65.2 | +32.03 | −0.0004 | ||
| +0.146 | +67.03 | +32.93 | −0.0007 | ||||
| +0.185 | +0.00002 | +127.13 | +41.64 | +0.033 | |||
| G | +0.162 | +0.000017 | +92.64 | +36.41 | +0.017 | ||
| +0.115 | +0.00001 | − | +39.62 | +25.95 | −0.019 | ||
| +0.092 | +0.000007 | +21.09 | +20.73 | −l0.04 | |||
| +0.4 | |||||||
| +0.2 | |||||||
| − | − | − | − | − | −0.2 | ||
| −0.4 | |||||||
| +0.0000211 | +0.06 | ||||||
| B | +0.000017 | +0.04 | |||||
| − | +0.000011 | − | − | − | −0.03 | ||
| +0.000007 | −0.06 | ||||||
| +0.00001 | +0.004 | ||||||
| +0.000011 | +0.002 | ||||||
| − | +0.000019 | − | − | − | −0.003 | ||
| +0.00002 | −0.004 | ||||||
| +0.00002 | +0.003 | ||||||
| +0.00003 | +0.0015 | ||||||
| − | − | +0.00004 | − | − | −0.0017 | ||
| +0.00009 | −0.003 | ||||||
| +0.01 | |||||||
| +0.005 | |||||||
| − | − | − | − | − | −0.005 | ||
| −0.01 | |||||||
| +0.016 | |||||||
| +0.008 | |||||||
| − | − | − | − | − | −0.008 | ||
| −0.016 | |||||||
| +0.0008 | |||||||
| +0.0004 | |||||||
| − | − | − | − | − | −0.0004 | ||
| −0.0008 | |||||||
| 0.161 | +73.92 | +54.48 | −0.01 | ||||
| +0.15 | +68.7 | +42.19 | −0.005 | ||||
| +0.13 | − | − | +58.24 | +21.46 | +0.004 | ||
| +0.112 | +53.02 | +13.02 | +0.01 | ||||
| +0.181 | +93.92 | +59.48 | −0.01 | ||||
| +0.16 | +78.7 | +48.19 | −0.005 | ||||
| +0.13 | − | − | +58.24 | +29.46 | +0.004 | ||
| +0.112 | +43.02 | +19.02 | +0.01 |
| T | S | (Changes in %) | ||||
|---|---|---|---|---|---|---|
| 0.1 | 0.0942 | − | − | 43.144 | 21.195 | −0.004 |
| 0.2 | 0.113 | − | − | 51.812 | 25.45 | −0.007 |
| 0.3 | 0.138582 | − | − | 63.47 | 31.18 | 0 |
| 0.4 | 0.174 | − | − | 79.73 | 39.17 | −0.01 |
| 0.5 | 0.226 | − | − | 103.5 | 50.84 | −0.18 |
| 0.6 | 0.307 | − | − | 140.6 | 69.05 | −0.023 |
| 0.7 | 0.446 | − | − | 204.12 | 100.28 | −0.028 |
| 0.8 | 0.724 | − | −e | 331.55 | 162.88 | −0.036 |
| T | S | (Changes in %) | ||||
|---|---|---|---|---|---|---|
| 0.2 | 0.7623 | − | − | 349.123 | 171.512 | −0.64 |
| 0.3 | 0.4516 | − | − | 206.82 | 101.603 | −0.51 |
| 0.4 | 0.307 | − | − | 140.65 | 69.099 | −0.38 |
| 0.5 | 0.225 | − | − | 103.22 | 50.71 | −0.26 |
| 0.6 | 0.174 | − | − | 79.56 | 39.08 | −0.13 |
| 0.7 | 0.13852 | − | − | 63.4709 | 31.1809 | 0 |
| 0.8 | 0.11346 | − | − | 51.96 | 25.53 | +0.11 |
| 0.9 | 0.0948 | − | − | 43.41 | 21.32 | +0.24 |
| 1 | 0.0805 | − | − | 36.85 | 18.11 | +0.36 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yadav, S.; Pareek, S.; Ahn, Y.-j.; Guchhait, R.; Sarkar, M. A Sustainable Production Model with Quality Improvement and By-Product Management. Sustainability 2025, 17, 6573. https://doi.org/10.3390/su17146573
Yadav S, Pareek S, Ahn Y-j, Guchhait R, Sarkar M. A Sustainable Production Model with Quality Improvement and By-Product Management. Sustainability. 2025; 17(14):6573. https://doi.org/10.3390/su17146573
Chicago/Turabian StyleYadav, Sunita, Sarla Pareek, Young-joo Ahn, Rekha Guchhait, and Mitali Sarkar. 2025. "A Sustainable Production Model with Quality Improvement and By-Product Management" Sustainability 17, no. 14: 6573. https://doi.org/10.3390/su17146573
APA StyleYadav, S., Pareek, S., Ahn, Y.-j., Guchhait, R., & Sarkar, M. (2025). A Sustainable Production Model with Quality Improvement and By-Product Management. Sustainability, 17(14), 6573. https://doi.org/10.3390/su17146573