


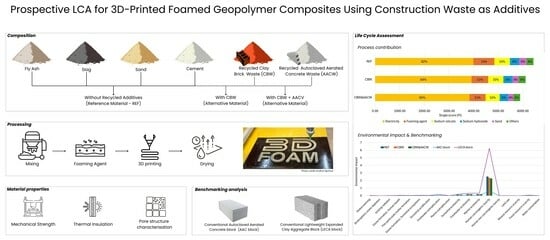
Prospective LCA for 3D-Printed Foamed Geopolymer Composites Using Construction Waste as Additives

 ,
,  , , and
, , and 
Abstract
1. Introduction
- (1)
- How does the incorporation of clay brick waste (CBW) and autoclaved aerated concrete waste (AACW) as additives influence the environmental footprint of 3D-FOAM materials relative to a reference formulation without waste additives?
- (2)
- Can the integration of these recycled waste streams yield measurable environmental benefits without compromising the functional performance of the resulting material?
- (3)
- How does the environmental performance of 3D-FOAM materials compare to that of conventional wall systems currently available on the market?
2. Life Cycle Assessment
2.1. Goal and Scope Definition
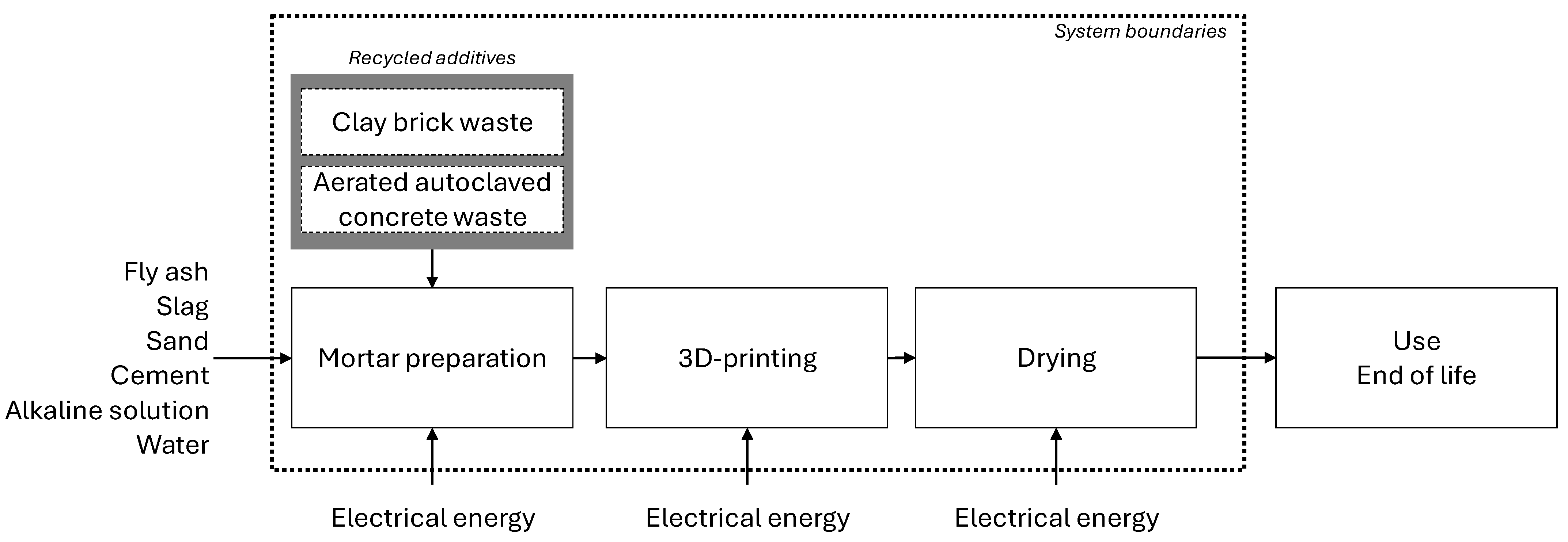
System Boundary and Functional Unit
2.2. Life Cycle Inventory
2.2.1. Process Description
Material Preparation
Recycled Additives Preparation
3D Printing
2.2.2. Benchmarking
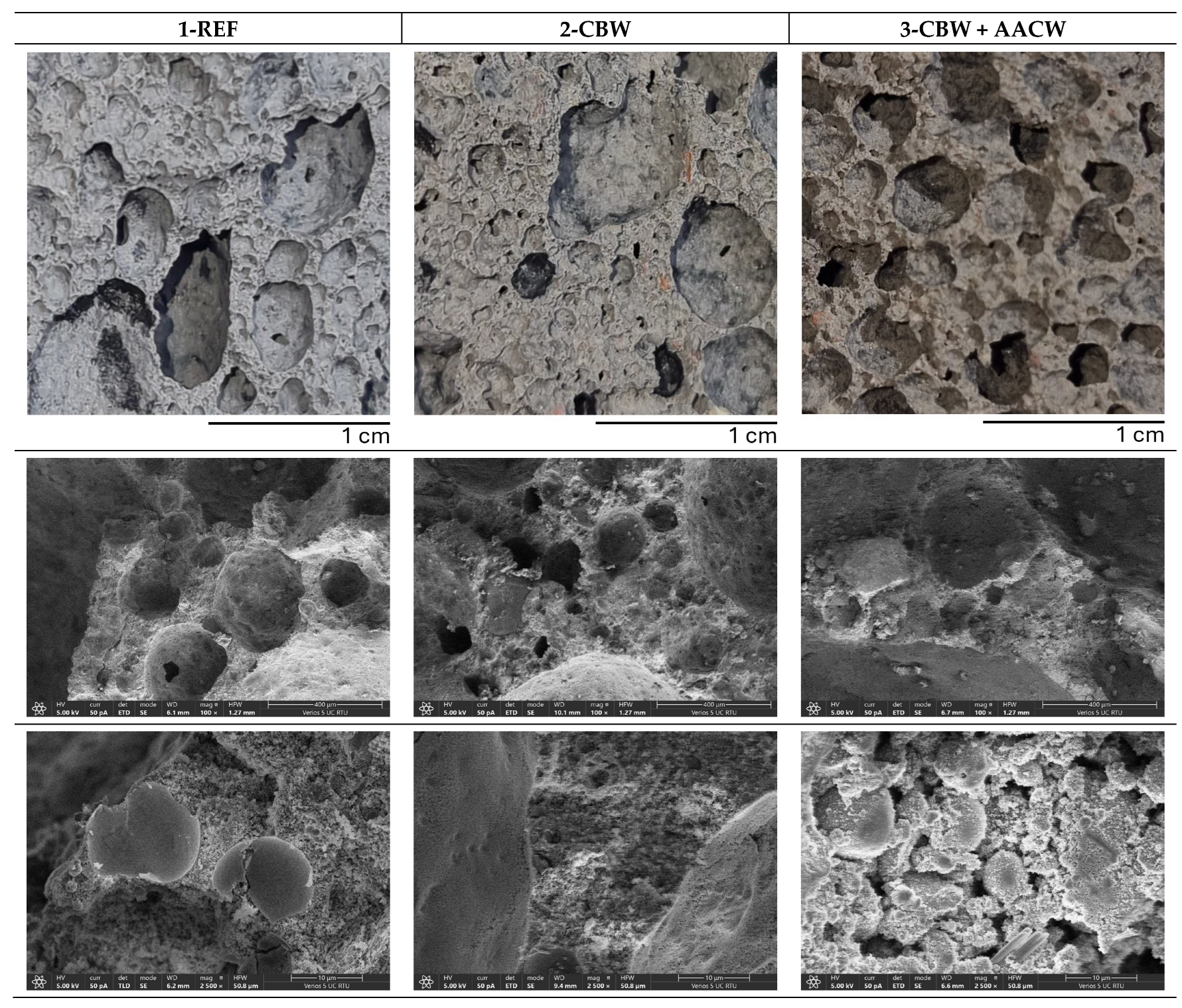
2.2.3. Material Properties
2.2.4. Reference Flow Determination Based on Material Properties
3. Life Cycle Impact Assessment
4. Results and Discussion
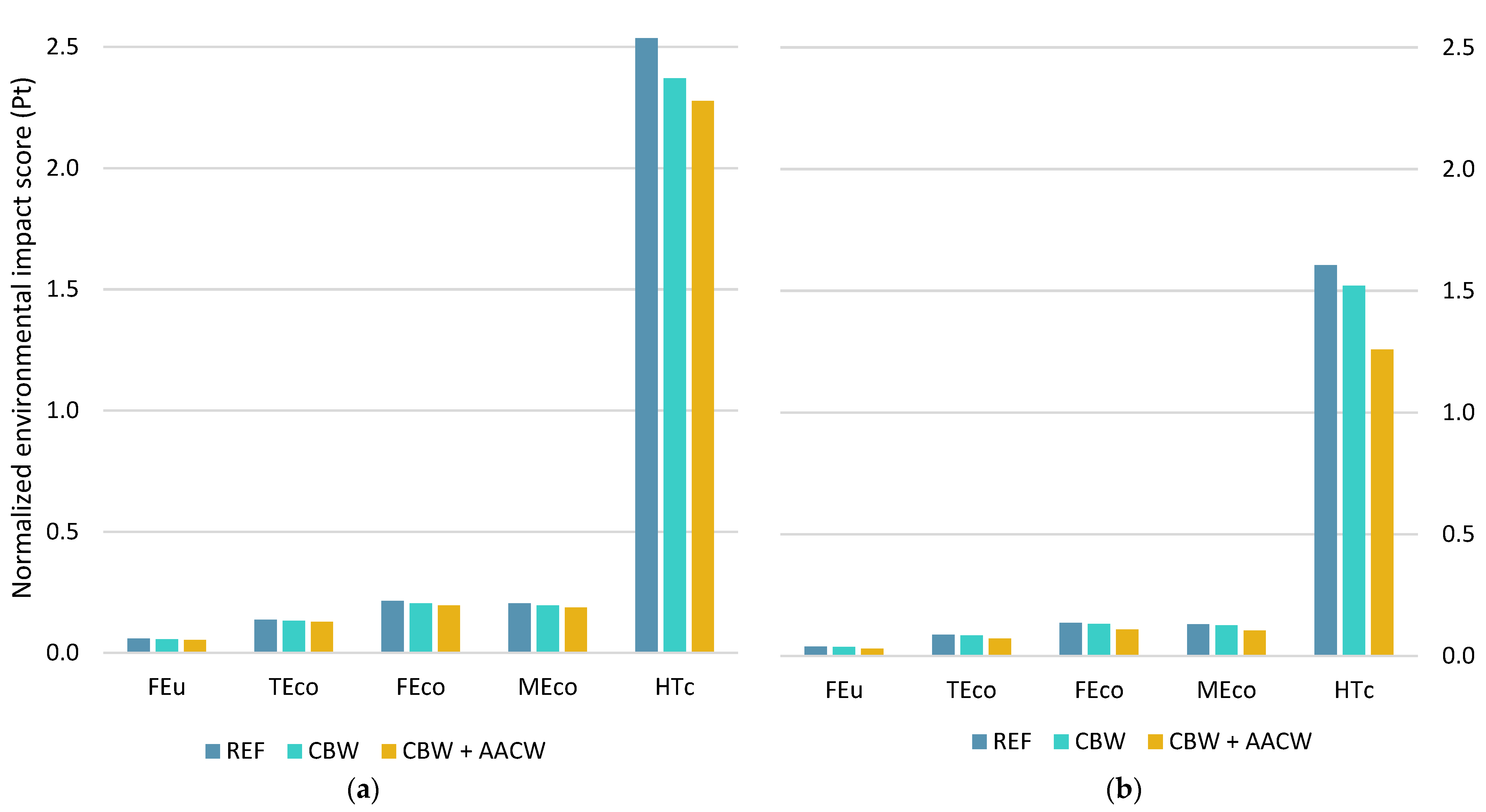
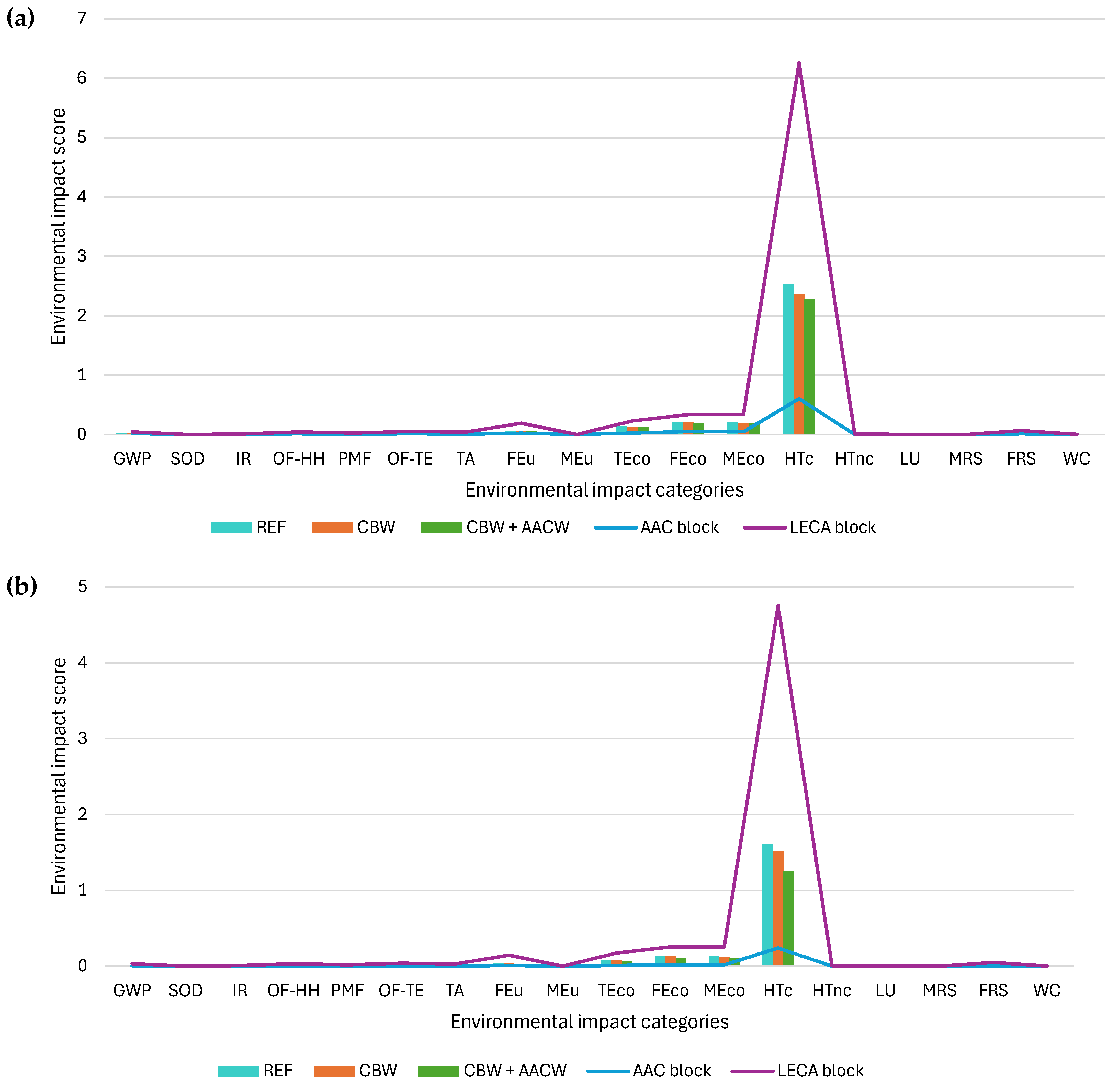
4.1. Environmental Performance of 3D-FOAM Materials
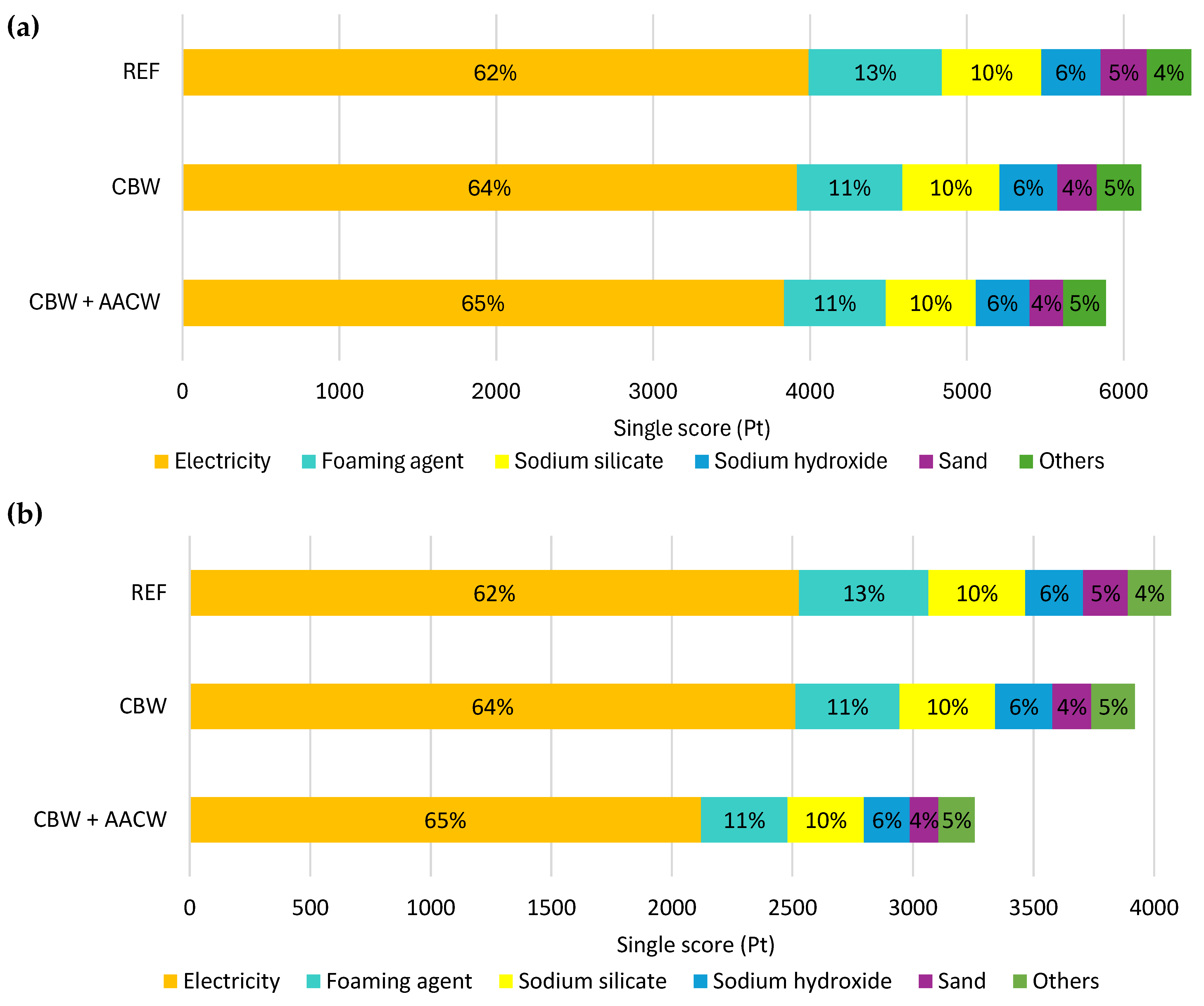
4.2. Contribution Analysis
5. Conclusions
- To improve environmental performance, CBW and AACW were added as recycled materials. Both materials were compatible with alkali-activated systems, enabling the formation of stable mortars suitable for extrusion-based 3D printing.
- The prospective LCA results show that the main contributors to environmental impact are associated with electricity consumption during processing, and the use of foaming and stabilising agents. Future development should aim to reduce the impacts of these contributors by optimising formulations and improving process energy efficiency.
- The study shows that the most environmentally favourable formulation was the 3D-FOAM material with both CBW and AACW. This formulation consistently reduced environmental impacts across all impact categories. The composite with CBW-only also showed improvements, although to a lesser extent.
- Compared to conventional wall materials such as LECA blocks, the developed geopolymer mixes performed favourably in terms of environmental impact when benchmarked using functional units. However, the formulation with CBW and AACW exhibited lower mechanical strength than required.
- This study represents a prospective LCA based on lablaboratory-scale data, and further input from scaled-up production processes will be needed to support more robust forecasting. Nonetheless, the current results provide valuable insight into potential environmental burdens and their sources at the early development stage.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| GC | Geopolymer compositesComposites |
| AACW | Aerated autoclaved concrete wasteAutoclaved Concrete Waste |
| AAC | Aerated autoclaved concreteAutoclaved Concrete |
| LECA | Lightweight expanded clay aggregateExpanded Clay Aggregate |
| CBW | Clay brick wasteBrick Waste |
| LCA | Life Cycle Assessment |
| LCI | Life Cycle Inventory |
| LCIA | Life Cycle Impact Assessment |
| GWP | Global Warming Potential |
| SOD | Stratospheric Ozone Depletion |
| IR | Ionising Radiation |
| OF-HH | Ozone Formation—Human Health |
| PMF | Particulate Matter Formation |
| OF-TE | Ozone Formation—Terrestrial Ecosystems |
| TA | Terrestrial Acidification |
| FEu | Freshwater Eutrophication |
| MEu | Marine Eutrophication |
| TEco | Terrestrial Ecotoxicity |
| FEco | Freshwater Ecotoxicity |
| MEco | Marine Ecotoxicity |
| HTc | Human Carcinogenic Toxicity |
| HTnc | Human Non-Carcinogenic Toxicity |
| LU | Land Use |
| MRS | Mineral Resource Scarcity |
| FRS | Fossil Resource Scarcity |
| WC | Water Consumption |
References
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Alhumayani, H.; Gomaa, M.; Soebarto, V.; Jabi, W. Environmental assessment of large-scale 3D printing in construction: A comparative study between cob and concrete. J. Clean. Prod. 2020, 270, 122463. [Google Scholar] [CrossRef]
- Lori, A.R.; Novais, R.M.; Ascensão, G.; Fernandes, F.; Ranjbar, N.; Spangenberg, J. Chemically foamed geopolymers for 3D printing applications. Cem. Concr. Compos. 2025, 161, 106116. [Google Scholar] [CrossRef]
- Khalid, L.W.; Mermerdaş, K.; Bzeni, D.K.; Jawad, D.J. Determination of appropriate mix proportion of carbon fiber reinforced geopolymer composite for 3D printing technology. J. Build. Eng. 2025, 100, 111751. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, M.; Ma, G.; Sanjayan, J. An eco-friendly ultra-high-performance geopolymer concrete with quaternary binders for 3D printing. J. Clean. Prod. 2025, 487, 144614. [Google Scholar] [CrossRef]
- Sheng, Z.; Zhu, B.; Cai, J.; Han, J.; Zhang, Y.; Pan, J. Influence of waste glass powder on printability and mechanical properties of 3D printing geopolymer concrete. Dev. Built Environ. 2024, 20, 100541. [Google Scholar] [CrossRef]
- Radina, L.; Sprince, A.; Pakrastins, L.; Gailitis, R.; Sakale, G. Potential Use of Construction Waste for the Production of Geopolymers: A Review. Mater. Proc. 2023, 2, 13002. [Google Scholar] [CrossRef]
- Zou, D.; Que, Z.; Cui, W.; Wang, X.; Guo, Y.; Zhang, S. Feasibility of recycling autoclaved aerated concrete waste for partial sand replacement in mortar. J. Build. Eng. 2022, 52, 104481. [Google Scholar] [CrossRef]
- He, X.; Zheng, Z.; Yang, J.; Su, Y.; Wang, T.; Strnadel, B. Feasibility of incorporating autoclaved aerated concrete waste for cement replacement in sustainable building materials. J. Clean. Prod. 2020, 250, 119455. [Google Scholar] [CrossRef]
- Lam, N.N. Recycling of Aac Waste in the Manufacture of Autoclaved Aerated Concrete in Vietnam. Int. J. GEOMATE 2021, 20, 128–134. [Google Scholar] [CrossRef]
- Silva, G.; Castañeda, D.; Kim, S.; Castañeda, A.; Bertolotti, B.; Ortega-San-Martin, L.; Nakamatsu, J.; Aguilar, R. Analysis of the production conditions of geopolymer matrices from natural pozzolana and fired clay brick wastes. Constr. Build. Mater. 2019, 215, 633–643. [Google Scholar] [CrossRef]
- Zhu, L.; Zhu, Z. Reuse of Clay Brick Waste in Mortar and Concrete. Adv. Mater. Sci. Eng. 2020, 2020, 6326178. [Google Scholar] [CrossRef]
- Migunthanna, J.; Rajeev, P.; Sanjayan, J. Waste Clay Bricks as a Geopolymer Binder for Pavement Construction. Sustainability 2022, 14, 6456. [Google Scholar] [CrossRef]
- Hanein, T.; Thienel, K.C.; Zunino, F.; Marsh, A.T.M.; Maier, M.; Wang, B.; Canut, M.; Juenger, M.C.G.; Ben Haha, M.; Avet, F.; et al. Clay calcination technology: State-of-the-art review by the RILEM TC 282-CCL. Mater. Struct. Constr. 2022, 55, 3. [Google Scholar] [CrossRef]
- Migunthanna, J.; Rajeev, P.; Sanjayan, J. Investigation of waste clay brick as partial replacement of geopolymer binders for rigid pavement application. Constr. Build. Mater. 2021, 305, 124787. [Google Scholar] [CrossRef]
- Yener, E. Curing Time and Temperature Effect on the Resistance to Wet-Dry Cycles of Fly Ash Added Pumice Based Geopolymer. J. Cem. Based Compos. 2020, 1, 19–25. [Google Scholar] [CrossRef]
- Udawattha, C.D.; Lakmini, A.V.R.D.; Halwatura, R.U. Fly ash-based geopolymer mud concrete block. In Proceedings of the MERCon 2018—4th International Multidisciplinary Moratuwa Engineering Research Conference, Moratuwa, Sri Lanka, 30 May–1 June 2018; pp. 583–588. [Google Scholar] [CrossRef]
- Fang, Y.X.; Wu, P.Z.; Chen, S.; Li, Y.; Cui, S.F.; Zhu, J.X.; Cao, H.Z.; Jiang, K.J.; Zhong, L. Prospective LCA towards achieving carbon neutrality goals: Framework application and challenges. Environ. Impact Assess. Rev. 2025, 111, 107733. [Google Scholar] [CrossRef]
- Manthos, G.; Zagklis, D.; Georgopoulos, C.; Zafiri, C.; Kornaros, M. Life Cycle Assessment of Waste Glass Geopolymerization for the Production of Sustainable Construction Materials. Processes 2025, 13, 331. [Google Scholar] [CrossRef]
- Motalebi, A.; Khondoker, M.A.H.; Kabir, G. A systematic review of life cycle assessments of 3D concrete printing. Sustain. Oper. Comput. 2024, 5, 41–50. [Google Scholar] [CrossRef]
- Liu, S.; Lu, B.; Li, H.; Pan, Z.; Jiang, J.; Qian, S. A comparative study on environmental performance of 3D printing and conventional casting of concrete products with industrial wastes. Chemosphere 2022, 298, 134310. [Google Scholar] [CrossRef]
- Tosti, L.; van Zomeren, A.; Pels, J.R.; Damgaard, A.; Comans, R.N.J. Life Cycle Assessment of the Reuse of Fly Ash from Biomass Combustion as Secondary Cementitious Material in Cement Products. J. Clean. Prod. 2020, 245, 118937. [Google Scholar] [CrossRef]
- Sapata, A.; Šinka, M.; Šahmenko, G.; Korat Bensa, L.; Hanžič, L.; Šter, K.; Ručevskis, S.; Bajāre, D.; Bos, F.P. Establishing Benchmark Properties for 3D-Printed Concrete: A Study of Printability, Strength, and Durability. J. Compos. Sci. 2025, 9, 74. [Google Scholar] [CrossRef]
- Volk, R.; Steins, J.J.; Kreft, O.; Schultmann, F. Life Cycle Assessment of Post-Demolition Autoclaved Aerated Concrete (AAC) Recycling Options. Resour. Conserv. Recycl. 2023, 188, 106716. [Google Scholar] [CrossRef]
- Institut Bauen und Umwelt e.V. Environmental Product Declaration—Environmental Product Declaration, PROMATEC-L500. 2021, p. 11. Available online: https://epd-online.com/EmbeddedEpdList/Download?id=15158 (accessed on 31 March 2025).
- Oviir, A.; Ital, A. Autoclaved aerated concrete blocks (EPD). 2021, pp. 1–17. Available online: https://bauroc.lv/uploads/sites/7/2021/06/EPD_blocks_allkirjadega.pdf (accessed on 31 March 2025).
- EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. European Committee for Standardisation (CEN): Brussels, Belgium, 2019.
- EN 12667:2001; Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods—Products of High and Medium Thermal Resistance. European Committee for Standardisation (CEN): Brussels, Belgium, 2001.
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organisation for Standardisation (ISO): Geneva, Switzerland, 2006.
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organisation for Standardisation (ISO): Geneva, Switzerland, 2006.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data | Unit | 1-REF | 2-CBW | 3-CBW + AACW |
|---|---|---|---|---|
| Input | ||||
| Fly Ash | kg | 173.2 | 163.5 | 174.0 |
| Slag | kg | 38.5 | 36.3 | 38.7 |
| Sand | kg | 384.8 | 363.4 | 386.7 |
| Aalborg cement | kg | 11.5 | 12.9 | 15.5 |
| NaOH solution | kg | 96.9 | 104.8 | 120.8 |
| Water | kg | 32.1 | 38.7 | 69.6 |
| H2O2 (foaming agent) | kg | 7.4 | 6.4 | 7.7 |
| Additives | ||||
| Milled aerated autoclaved concrete | kg | 0.0 | 0.0 | 87.0 |
| Milled clay brick waste | kg | 0.0 | 81.8 | 87.0 |
| Energy | ||||
| Electricity for mixing | kWh | 1.0 | 0.9 | 1.0 |
| Electricity for 3D printing | kWh | 1.8 | 1.7 | 1.9 |
| Electricity for drying | kWh | 221.1 | 215.9 | 241.5 |
| Output | ||||
| Loss of water through drying | kg | 93.0 | 86.6 | 183.2 |
| Dry 3D-FOAM material | kg | 644.0 | 633.0 | 622.0 |
| Data | Unit | Amount |
|---|---|---|
| Input | ||
| NaOH | kg | 0.4 |
| Water | kg | 1 |
| Na2Si | kg | 0.875 |
| Water | kg | 2.625 |
| Energy | ||
| Energy for mixing | kWh | 0.02 |
| Output | ||
| NaOH + Na2SiO3 solution | kg | 4.9 |
| Product Properties | |||
|---|---|---|---|
| Materials/Scenarios | Density (kg/m3) | Thermal Conductivity λ10 Dry (W/mK) | Compressive Strength (MPa) |
| 3D FOAM materials | |||
| REF | 644 ± 0.01 | 0.16 | 5.06 ± 1.11 |
| CBW additives | 633 ± 0.01 | 0.16 | 7.04 ± 1.31 |
| CBW + AACW additives | 622 ± 0.01 | 0.14 | 2.08 ± 1.63 |
| Conventional materials | |||
| Conventional AAC | 425 | 0.10 | 3 |
| Conventional LECA | 740 | 0.19 | 3 |
| Reference Flows | ||
|---|---|---|
| Materials/Scenarios | FU1—kg per 1 m3 Wall ≥ 3 MPa | FU2—kg per 1 m2 Wall with U = 0.25 W/m2K |
| 3D FOAM materials | ||
| REF | 644 | 407.78 |
| CBW additives | 633 | 406.13 |
| CBW + AACW additives | 622 | 344.09 |
| Conventional materials | ||
| Conventional AAC | 425 | 170.00 |
| Conventional LECA | 740 | 562.40 |
| Unit | FU1 REF | FU1 CBW | FU1 CBW + AACW | FU2 REF | FU2 CBW | FU2 CBW + AACW | |
|---|---|---|---|---|---|---|---|
| GWP | kg CO2 eq | 152.56 | 146.04 | 141.04 | 96.60 | 93.70 | 92.09 |
| SOD | kg CFC11 eq | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 |
| IR | kBq Co-60 eq | 20.65 | 20.16 | 19.60 | 13.07 | 12.93 | 12.80 |
| OF-HH | kg NOx eq | 0.34 | 0.32 | 0.31 | 0.21 | 0.21 | 0.20 |
| PMF | kg PM2.5 eq | 0.18 | 0.17 | 0.16 | 0.11 | 0.11 | 0.11 |
| OF-TE | kg NOx eq | 0.36 | 0.34 | 0.33 | 0.23 | 0.22 | 0.21 |
| TA | kg SO2 eq | 0.38 | 0.36 | 0.35 | 0.24 | 0.23 | 0.23 |
| FEu | kg P eq | 0.04 | 0.04 | 0.04 | 0.02 | 0.02 | 0.02 |
| MEu | kg N eq | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 |
| TEco | kg 1,4-DCB | 2075.98 | 2004.23 | 1939.09 | 1314.51 | 1285.91 | 1266.12 |
| FEco | kg 1,4-DCB | 5.42 | 5.14 | 4.92 | 3.43 | 3.30 | 3.22 |
| MEco | kg 1,4-DCB | 8.91 | 8.49 | 8.14 | 5.64 | 5.44 | 5.32 |
| HTc | kg 1,4-DCB | 26.12 | 24.42 | 23.45 | 16.54 | 15.67 | 15.31 |
| HTnc | kg 1,4-DCB | 107.66 | 101.87 | 97.40 | 68.17 | 65.36 | 63.60 |
| LU | m2 a crop eq | 13.81 | 13.23 | 12.66 | 8.75 | 8.49 | 8.27 |
| MRS | kg Cu eq | 0.43 | 0.41 | 0.39 | 0.27 | 0.26 | 0.26 |
| FRS | kg oil eq | 43.55 | 41.60 | 40.26 | 27.58 | 26.69 | 26.29 |
| WC | m3 | 2.15 | 1.96 | 1.87 | 1.36 | 1.25 | 1.22 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balina, K.; Gailitis, R.; Sinka, M.; Argalis, P.P.; Radina, L.; Sprince, A. Prospective LCA for 3D-Printed Foamed Geopolymer Composites Using Construction Waste as Additives. Sustainability 2025, 17, 6459. https://doi.org/10.3390/su17146459
Balina K, Gailitis R, Sinka M, Argalis PP, Radina L, Sprince A. Prospective LCA for 3D-Printed Foamed Geopolymer Composites Using Construction Waste as Additives. Sustainability. 2025; 17(14):6459. https://doi.org/10.3390/su17146459
Chicago/Turabian StyleBalina, Karina, Rihards Gailitis, Maris Sinka, Pauls Pavils Argalis, Liga Radina, and Andina Sprince. 2025. "Prospective LCA for 3D-Printed Foamed Geopolymer Composites Using Construction Waste as Additives" Sustainability 17, no. 14: 6459. https://doi.org/10.3390/su17146459
APA StyleBalina, K., Gailitis, R., Sinka, M., Argalis, P. P., Radina, L., & Sprince, A. (2025). Prospective LCA for 3D-Printed Foamed Geopolymer Composites Using Construction Waste as Additives. Sustainability, 17(14), 6459. https://doi.org/10.3390/su17146459