1. Introduction
Additive manufacturing (AM) by FDM has transformed rapid prototyping and custom part production. Yet, ensuring high mechanical performance in FDM-printed parts remains a persistent challenge [
1,
2]. PLA, a biodegradable thermoplastic derived from renewable resources, is one of the most popular FDM feedstocks due to its ease of printing and decent strength [
3,
4]. However, FDM-printed PLA components frequently exhibit lower strength and pronounced anisotropic behaviour compared to conventionally manufactured plastics [
5,
6]. This is largely due to the inherent layer-by-layer fabrication process, which can lead to internal porosity and imperfect interfacial bonding between layers [
7].
Increasing environmental concerns and the need to reduce plastic waste have stimulated interest in using rPLA as an alternative feedstock [
8]. Recycling PLA not only extends the useful life of the polymer but also supports circular economy principles by transforming industrial scrap into feedstock [
9]. Despite these advantages, rPLA typically suffers from reduced mechanical performance due to degradation from repeated thermal cycles, resulting in polymer chain scission and alterations in crystallinity [
10,
11].
In addition to material challenges, conventional FDM is usually limited to printing with a single material at a time. This approach can restrict the range of achievable material properties, as many engineering applications require components with combined characteristics, such as strength, flexibility, and thermal conductivity, that no single material can provide. This limitation has led to the research and development of MMAM, which integrates two or more distinct materials within a single build. MMAM enables the creation of spatially graded or hybrid structures, where distinct regions can be tailored to deliver specific mechanical, thermal, or functional properties [
12,
13].
For instance, by combining a stiff material with a ductile one, a printed component can achieve improved impact resistance, better energy absorption, and improved heat dissipation compared to a homogeneous structure. Moreover, MMAM allows for the consolidation of multiple functions into one manufacturing step, effectively eliminating the need for assembly [
13]. This integration not only streamlines production but also reduces material and labour costs.
However, MMAM is accompanied by significant technical challenges. A primary issue is material compatibility [
12,
13]. Dissimilar polymers often exhibit different melting temperatures, viscosities, and thermal expansion coefficients, which can result in poor interfacial bonding, delamination, or the development of residual stresses [
12,
13,
14]. For example, if the outer-layer material cools and solidifies at a different rate than the inner core, the resultant weak interface can lead to premature failure under load. Furthermore, managing multiple extruders or feed systems requires careful management. Even slight misalignments may cause irregular deposition that degrades both the dimensional accuracy and mechanical performance of the final part [
15].
Thermal behaviour discrepancies between materials further complicate MMAM. Variations in cooling rates and thermal conductivities create internal thermal gradients that can lead to warping, stress buildup, or cracking at layer interfaces. In FDM-based MMAM, the low thermal mass of each deposited layer exacerbates these issues, particularly in recycled materials that have undergone prior thermal processing (e.g., recycling). Such challenges highlight the need for careful selection of material combinations and optimising of process parameters to ensure strong interfacial adhesion and overall part integrity.
Table 1 summarises key advantages of MMAM alongside the corresponding challenges.
A critical step toward achieving higher performance in FDM-printed PLA parts is a thorough understanding of how process parameters influence mechanical properties. Previous studies have identified key parameters, such as layer thickness, nozzle temperature, infill density, raster orientation, print speed, and build orientation, that significantly affect tensile strength, stiffness, and impact resistance [
20,
21]. For instance, finer layer thickness generally improves interlayer bonding by increasing the contact area, while optimal nozzle temperatures facilitate sufficient polymer interdiffusion. Conversely, deviations from these optimal settings can result in void formation and poor layer adhesion.
Table 2 outlines the effects of key FDM parameters on PLA part performance.
As shown in
Table 2, using a finer layer thickness and higher infill improves tensile strength by increasing the bonded area between layers. Nozzle temperature has an optimal range that ensures sufficient polymer interdiffusion. Too low results in weak adhesion with many voids, while too high may cause thermal degradation. Infill density correlates nearly linearly with strength, higher infill yields stronger, stiffer parts, and is often cited as the dominant factor influencing FDM PLA tensile strength. While some studies report that decreasing layer height increases strength by improving interlayer cohesion, others find its effect less pronounced compared to infill or orientation. Raster, infill, and build orientation are also crucial. Aligning rasters with the load direction and printing parts flat (so that the load is applied along continuous filaments) dramatically improve strength compared to upright prints, where the load crosses weaker layer bonds. Additionally, optimising print speed and cooling allows more polymer diffusion at interfaces, reducing porosity and improving layer fusion, although excessive slowing or insufficient cooling can lead to thermal buildup and distortion. Overall, optimised parameters can significantly improve PLA part performance, sometimes approaching theoretical limits, whereas non-optimised settings result in underperforming, delaminated parts. While vPLA generally exhibits higher strength and stiffness than rPLA due to thermal degradation during reprocessing, under optimised conditions, recycled material can achieve comparable or even improved properties.
As
Table 3 indicates, the mechanical performance of rPLA can vary widely depending on material history and processing. In many cases, rPLA filaments tend to show slightly reduced tensile strength relative to virgin material, on the order of 5–15% lower, due to degradation of polymer chains during successive thermal cycles [
10]. For example, one study noted an approximate 11% decrease in tensile strength for FDM-printed specimens using rPLA, which was attributed to the degradation of polymer chains. Interestingly, a slight improvement in shear strength was observed, possibly due to modified interlayer morphology [
24]. Similar moderate declines in tensile, flexural, and impact properties have been reported for injection-moulded rPLA components [
10].
However, recent investigations have shown that, under optimal processing conditions, rPLA can perform comparably to or even exceed vPLA. In certain cases, a filament blend with 75% recycled content demonstrated up to a 19% increase in tensile strength over pure vPLA [
25]. This improvement is likely due to a finer microstructure with reduced voids and improved interlayer adhesion, as the reprocessing can promote increased crystallinity and improved polymer chain orientation. Moreover, systematic process optimisation, using methodologies such as Taguchi design and response surface analysis, has shown that fine-tuning parameters like layer thickness, nozzle temperature, and infill density can mitigate the adverse effects of thermal degradation [
1]. Optimised conditions promote enhanced polymer interdiffusion and stronger interlayer bonding, enabling rPLA parts to approach or match the mechanical performance of virgin material.
These findings suggest that, with careful control of processing parameters, the altered microstructure of rPLA, marked by a balance between chain scission and increased crystallite formation, can be harnessed to create high-performance components without significant loss in quality. In other words, even though rPLA inherently undergoes some degradation during reprocessing, optimised conditions can mitigate these effects and deliver mechanical properties comparable to those of vPLA.
Equally important is the sustainability aspect. PLA, a bio-based and industrially compostable polymer derived from renewable sources such as corn starch or sugarcane, inherently offers a lower life-cycle impact than conventional polymers like ABS [
3]. Reprocessing PLA waste from failed prints, support structures, and end-of-life products into new filament not only extends the material’s useful life but also reduces waste. This approach exemplifies circular economy principles, as materials are continuously reused rather than discarded, thereby alleviating landfill burdens and reducing the demand for vPLA production. For example, plastic polymers account for roughly 58% of municipal solid waste in the UK, highlighting the urgency for improved recycling strategies [
10]. Additionally, recycled plastics typically require about 30% less energy to process compared to new polymers, resulting in a lower carbon footprint for printed parts [
28]. Thus, a printed part made from recycled PLA embodies a smaller carbon footprint and addresses waste reduction simultaneously.
Table 4 summarises these sustainability considerations, including waste reduction, resource conservation, and the promotion of circular economy models.
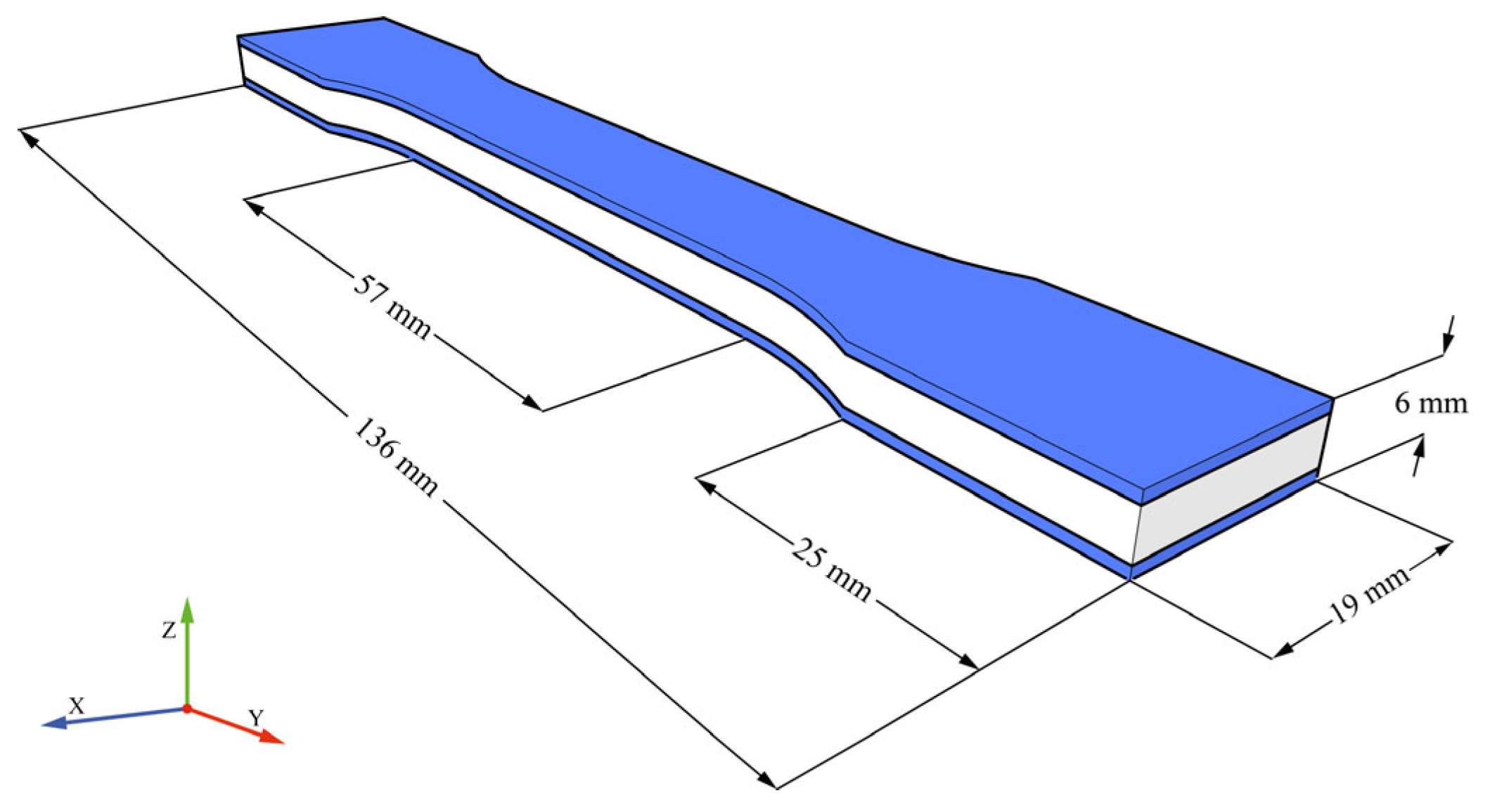
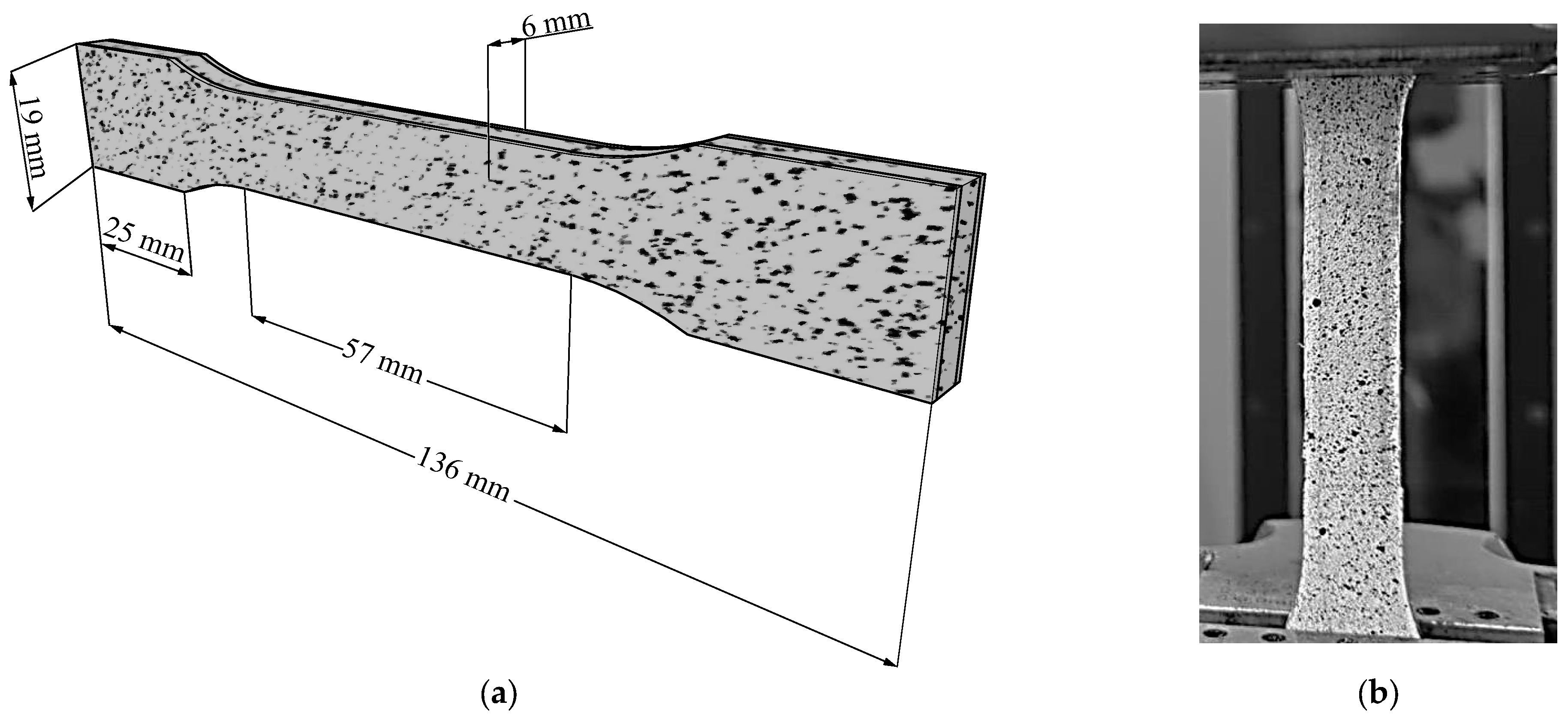
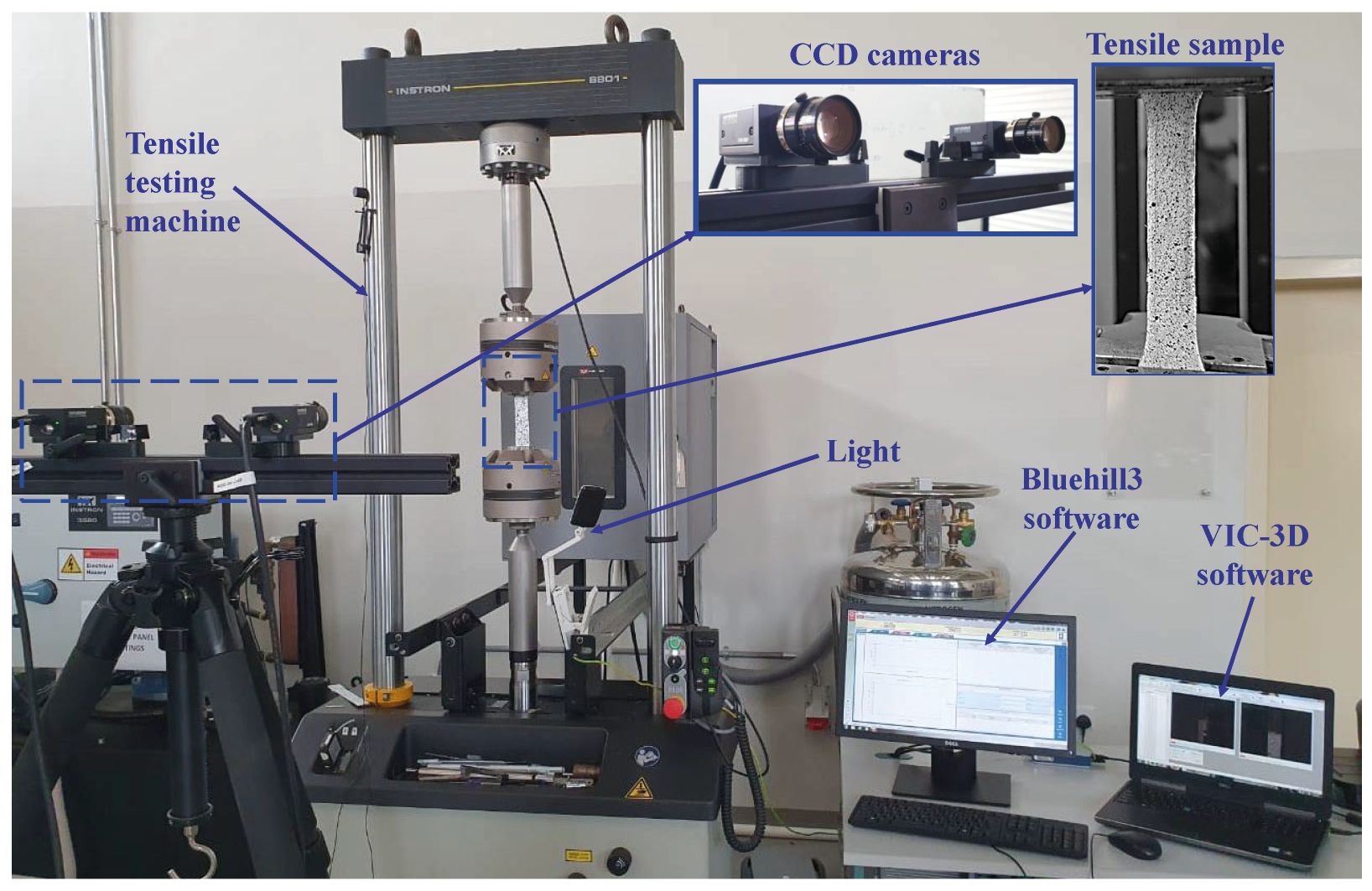
The present study investigates the feasibility of fabricating MMAM samples using FDM to combine vPLA with rPLA. The investigation focuses on how variations in the percentage of rPLA and its layer placement affect the mechanical and thermal properties of printed specimens. To address these issues, the study employs a range of experimental methods including tensile testing, microstructural, morphological, and thermal analyses, complemented by variance analysis for statistical validation, with the overarching aim of identifying the optimal configuration that enhances performance while promoting sustainability.
By addressing challenges related to material degradation inherent to recycling processes and the complexities of multi-material printing, the anticipated outcomes are expected to provide critical insights for designers and engineers seeking to implement environmentally friendly production practices without compromising the essential functional requirements of high-performance components.
In summary, the work introduces an innovative MMAM strategy that integrates rPLA with vPLA to optimise the mechanical properties of printed parts, thereby reducing the environmental impact of the manufacturing process while driving forward both technological innovation and sustainable industrial practices.
5. Conclusions
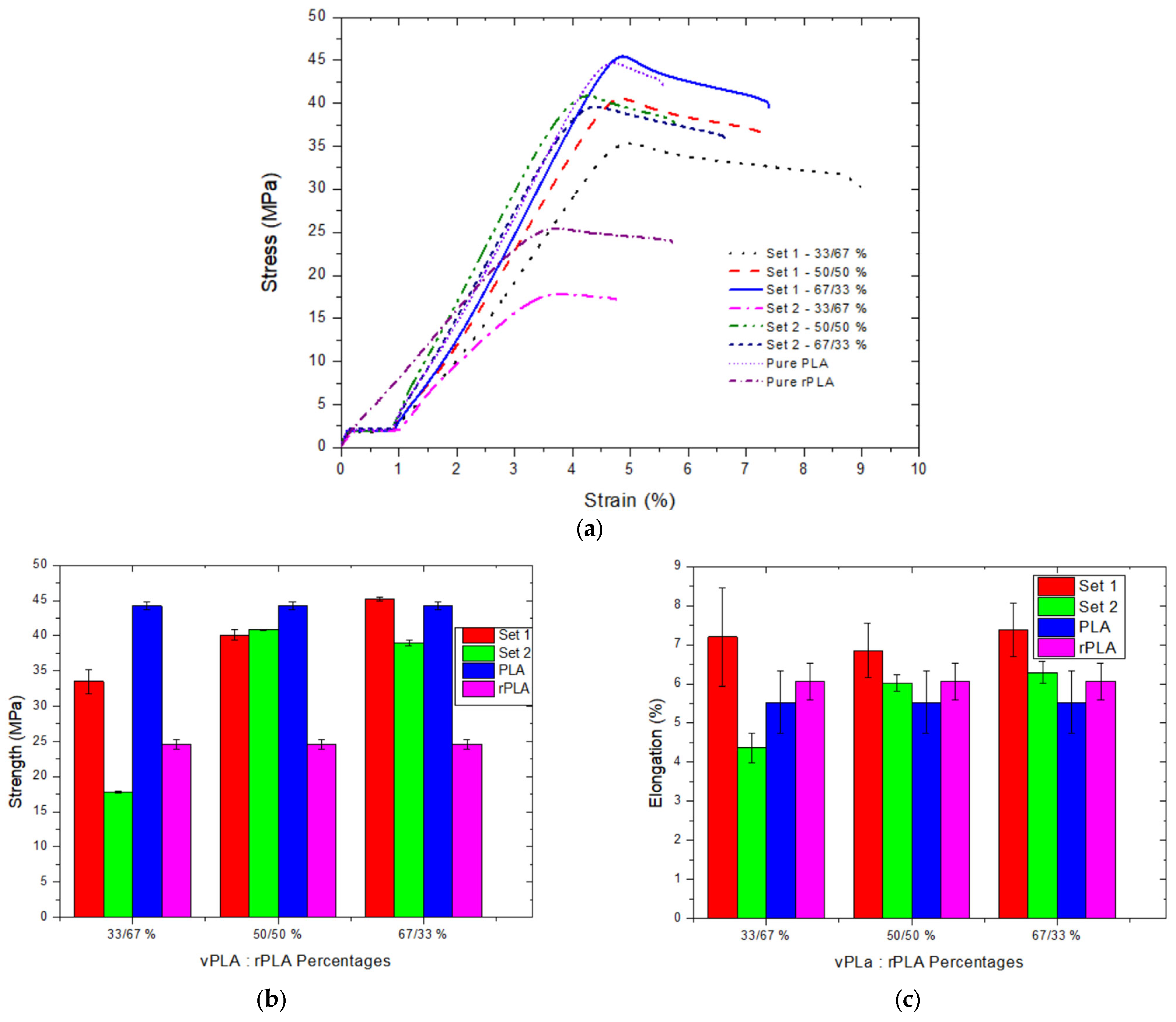
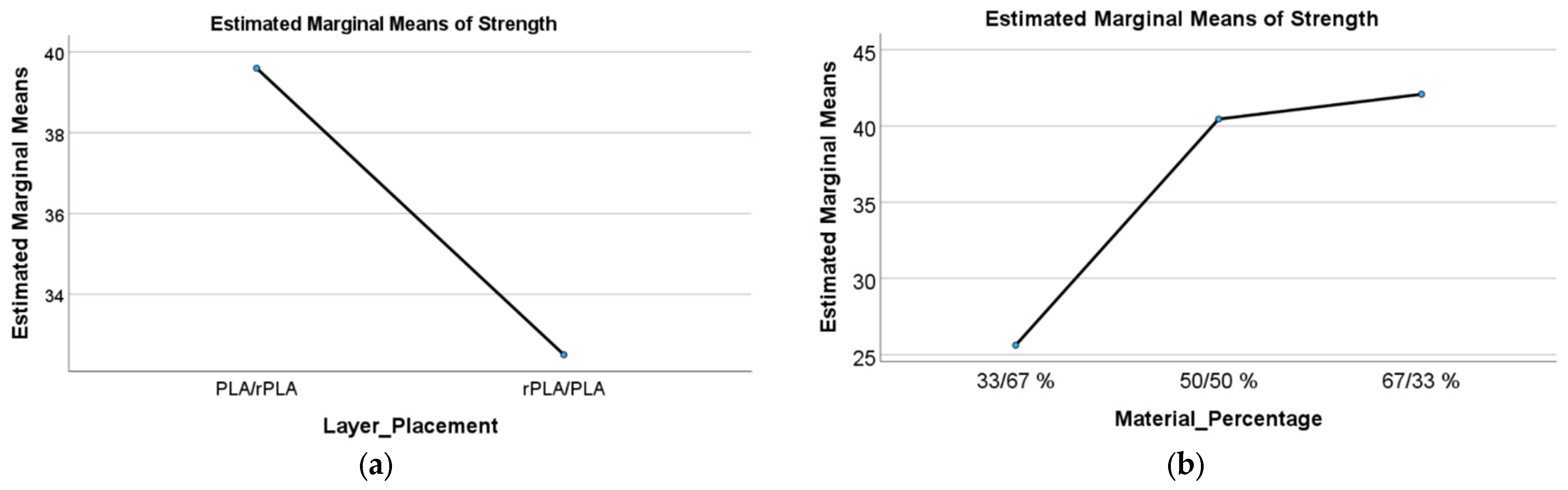
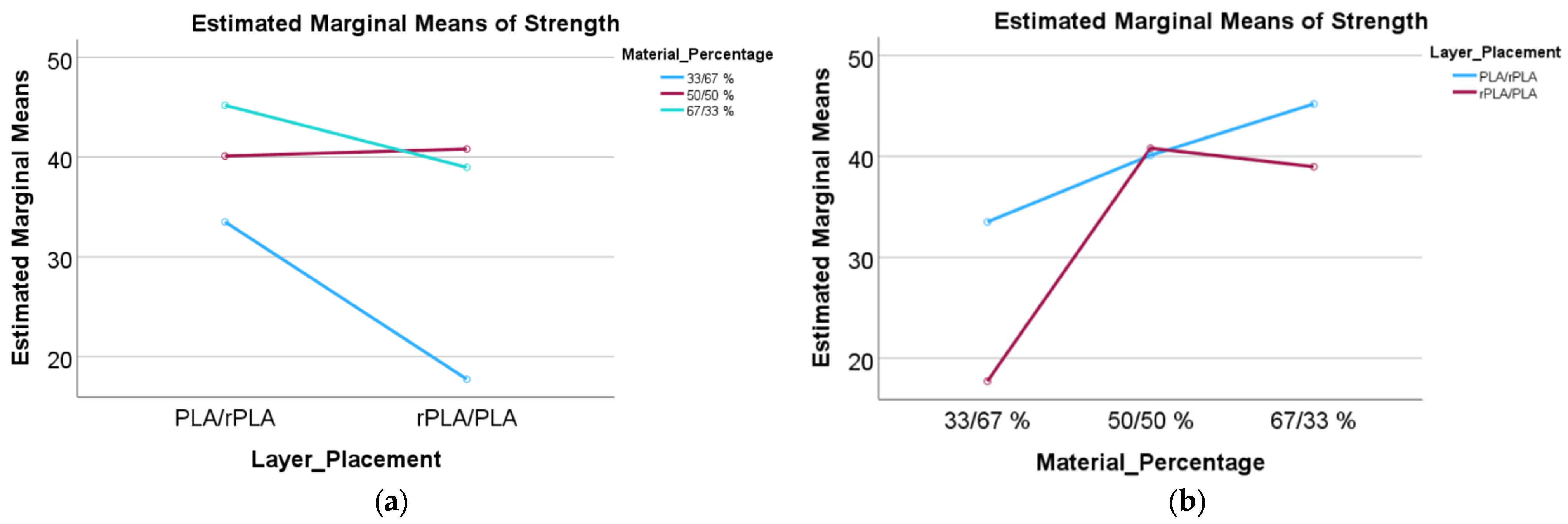
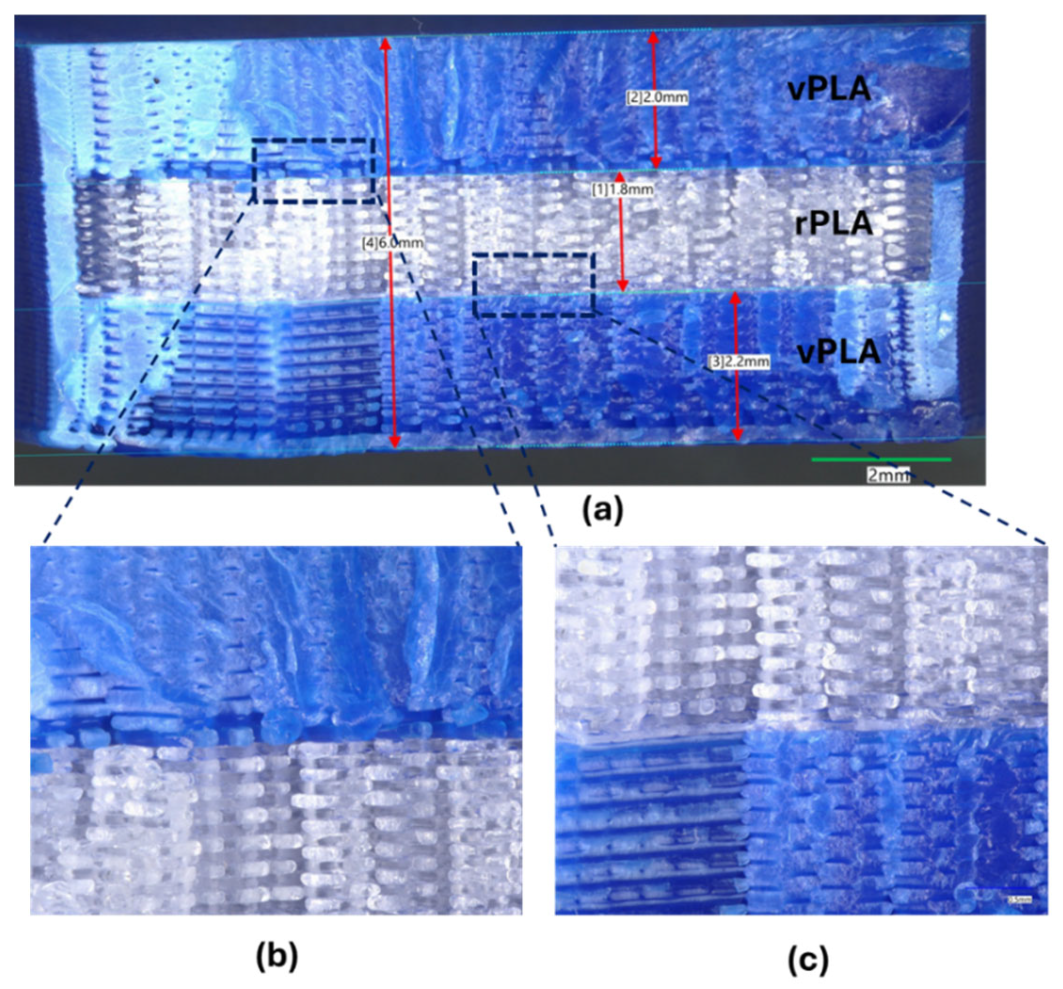
These findings of the current study demonstrate that an FDM-MMAM strategy, where vPLA is used as the external layer and rPLA is used for the core, yields significant enhancements in the mechanical and thermal performance of printed components. The experimental evaluation indicates that, on average, optimising the material ratios and layer placements, tensile properties such as strength and elongation can be improved by 10–25% compared to conventional single-material prints, while the tensile modulus is strongly dependent on the strategic placement of vPLA.
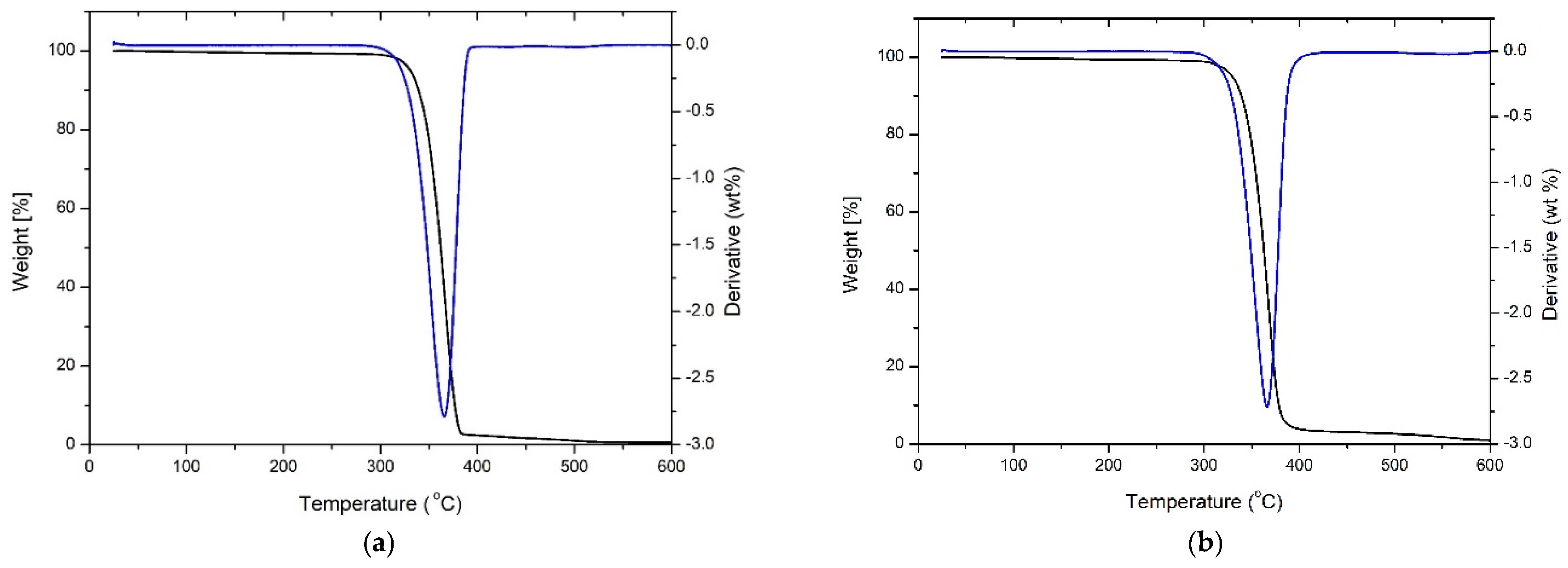
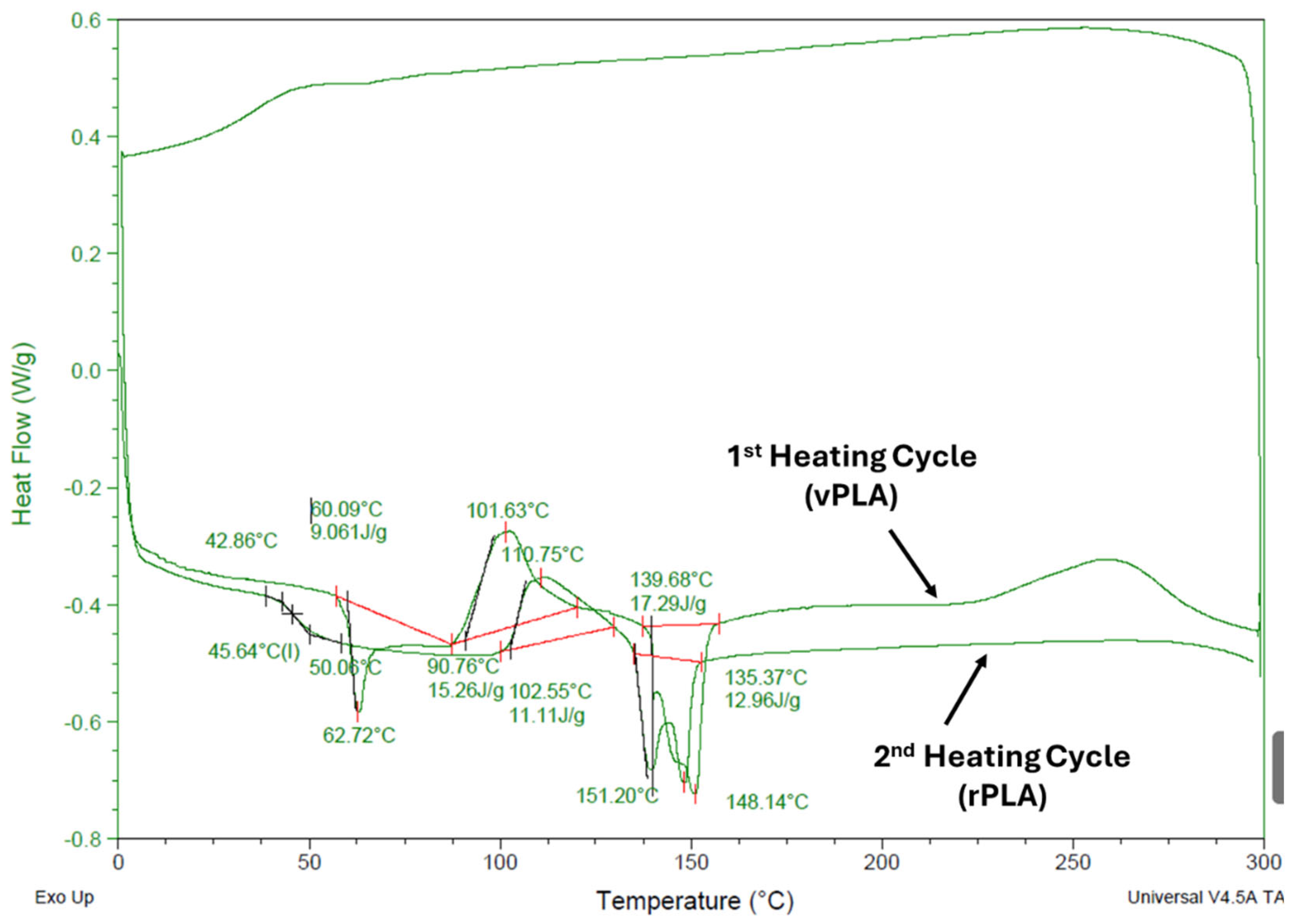
Thermal analyses show that both vPLA and rPLA begin to degrade at 330 °C; however, rPLA attains a higher end-of-degradation temperature (461.7 °C) and exhibits a higher residual mass at 600 °C. These findings suggest that despite rPLA’s generally lower tensile strength, its enhanced crystallinity results in superior thermal stability, a factor that can extend the operational range of the printed parts. The combination of these thermal benefits with improved mechanical performance highlights the potential of multi-material FDM to overcome the limitations typically associated with recycled polymers.
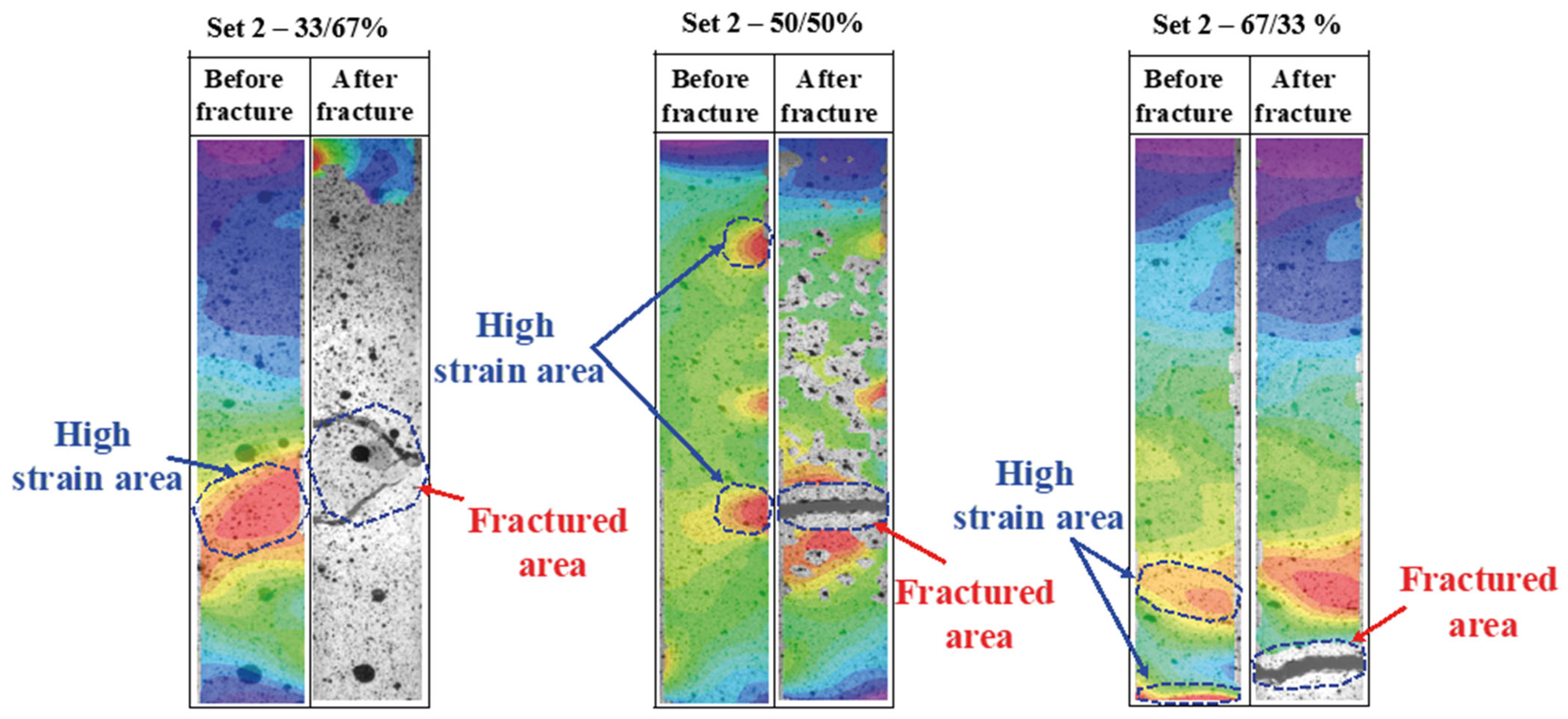
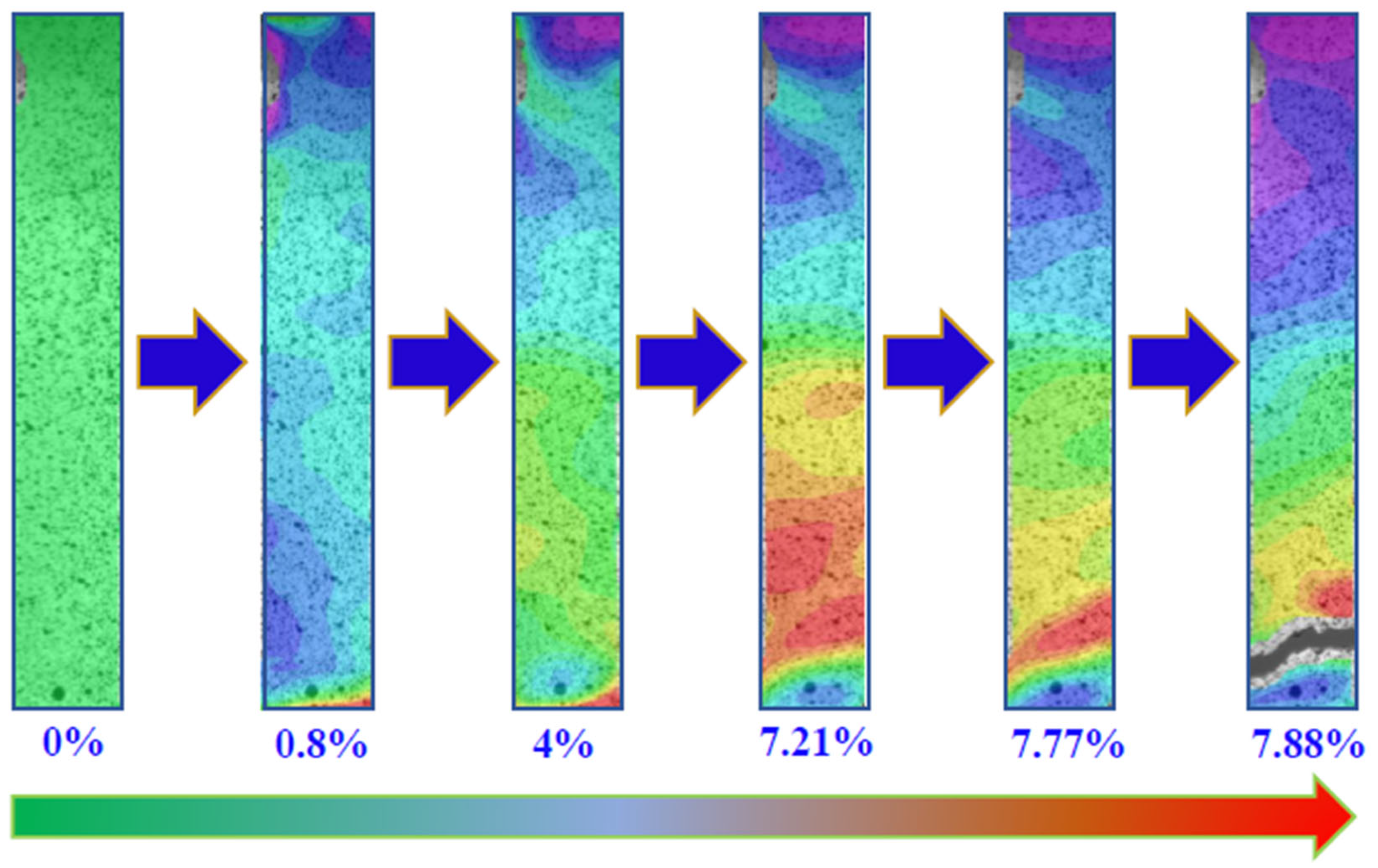
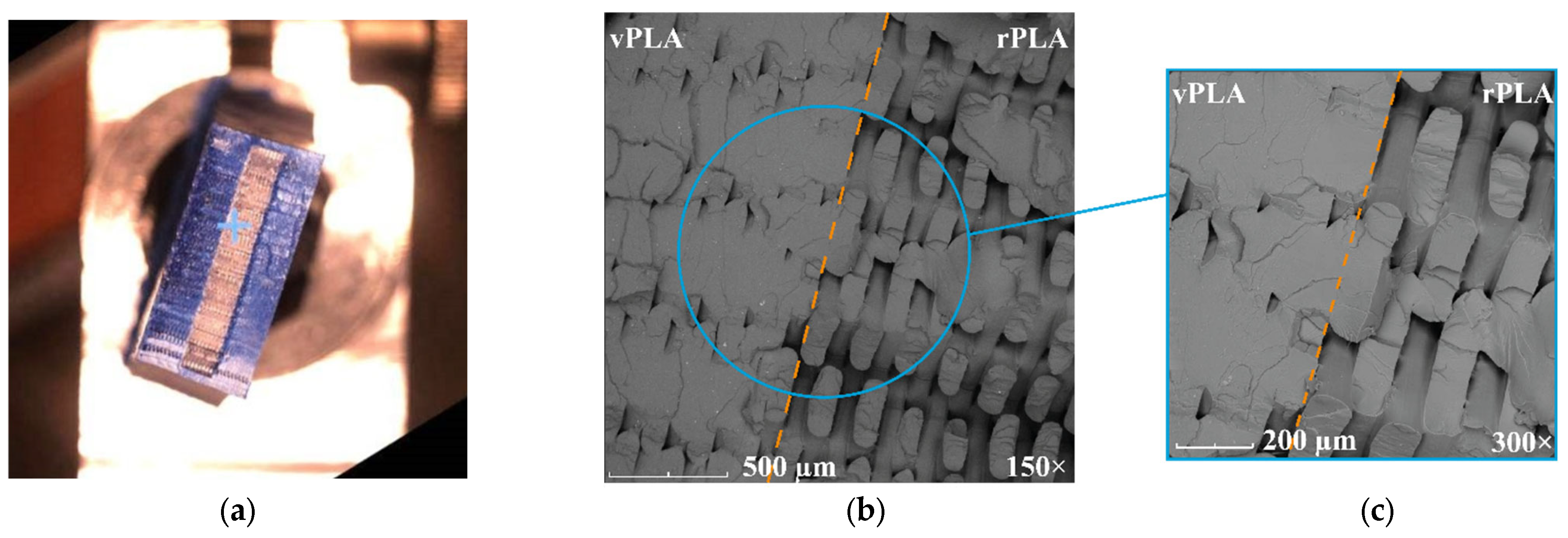
Furthermore, full-field strain mapping combined with DM and SEM analyses confirms that vPLA-dominant regions exhibit more uniform interlayer adhesion and fewer defects such as voids and microcracks, when compared with regions where rPLA is used as the external layer. This relationship between microstructural integrity and macroscopic performance has been established through statistical evaluation. ANOVA results reveal that both the material composition and layer placement significantly affect the performance, with high effect sizes (partial eta squared values of 0.952 for layer placement, 0.988 for material ratio, and 0.947 for their interaction) highlighting the sensitivity of the process to these parameters.
Overall, this work not only establishes a foundation for the industrial application of FDM-MMAM but also advances the understanding of material interactions in recycled polymer systems. By addressing critical gaps, ranging from microstructural characterisation to sustainability considerations, it offers a comprehensive framework for future innovations in high-performance, environmentally responsible additive manufacturing.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}