1. Introduction
Foundries are a highly strategic sector for Europe. According to CAEF [
1], the European Foundry Association, which includes foundries from the EU, the United Kingdom, and Turkey, the annual production of these countries in 2023 amounts to 14.4 Mton, accounting for 13.2% of the total global production, placing them in second position behind China (49.98%). Of this quantity, 10.5 Mton are ferrous castings made of the two main iron alloys, cast iron and steel, while the remaining 3.9 Mton are non-ferrous castings (light metals, copper, and zinc). Furthermore, given that the foundry industry employs approximately 120,000 individuals, it is evident that this sector is crucial for the European economy and society.
Despite this, iron foundries are a highly pollutant manufacturing industry. For this reason, in recent years, stringent regulations have been enacted to try to reduce the emissions produced by this industry. Regarding the territory of the European Union, the main tool for regulating emissions from the most polluting industries, a category that includes iron foundries, is the Best Available Techniques Reference Document (BREF) [
2]. This document sets limits on the amounts of pollutants and harmful substances that each type of industry can release into the environment and lists the best techniques and practices that help reach this goal. The latest edition of the BREF dates back to 2024. In this edition, the reference document for foundries is the Smitheries and Foundries BREF (SF BREF) [
3], and it contains guidelines for all the main categories of the foundry sector: ferrous foundries and non-ferrous foundries.
The main difference between the two categories is the temperature required by the melting process, which is higher for ferrous foundries [
4,
5]. This makes the processing of ferrous alloys more complex to manage and also more impactful from an environmental perspective [
6]. As proof of this, of the 52 BATs contained in the SF BREF, 10 BATs are applicable to both types of foundries, and 31 of them are specific to ferrous foundries, while only 4 pertain exclusively to non-ferrous foundries. In total, for ferrous foundries alone, 41 BATs are indicated concerning various production aspects, including energy efficiency and the reduction of waste and emissions produced.
However, while the BREF contains numerous indications regarding the technologies necessary to reduce the environmental impact of iron foundries, their implementation is far from being easy because they often present a high degree of novelty [
7].
Even the scientific literature lacks sufficient information about some of these techniques. This instance is the case of the reuse of spent foundry sand (SFS), the main waste produced by the foundry industry. Worldwide, foundries generate 100 million tonnes of SFS per year [
8] (6 million tonnes in Europe [
3,
9]), but only 28% of this amount is reused, mainly as raw material in building applications, such as cement and brick production. The remaining portion is disposed of in landfills, in most cases as special waste, generating a significant environmental impact. In Europe, this shortfall is primarily due to technical limitations that make reuse challenging, as well as the absence of a jurisdiction within the EU that provides guidance on the reuse of this material.
In the SF BREF, the reuse of exhausted sand as a raw material for building applications is listed among the recommended techniques to reduce the consumption of virgin sand [
10]. However, the document does not provide details on how to apply these recovery techniques. Furthermore, the literature does not entirely agree about the possibility of reusing all types of SFS. Indeed, studies indicate that reuse in concrete manufacturing [
11] or brick production [
12] is not always possible because SFS is a lower-quality material and has some adverse effects. In light of this, it can be used only in small amounts [
13,
14].
A possible alternative is the reuse of SFS in compost production. The literature presents results coming from laboratory trials that indicate that the chemical properties of the compost produced allow for its safe reuse [
15,
16]. However, indications of experiences carried out in industrial contexts are lacking.
The purpose of this article, therefore, is to fill this gap by reporting the experiences of reuse of the SFS carried out within the Green Foundry LIFE project, which took place between June 2018 and June 2022 and in which the authors were involved. Among the topics investigated by the project, an interesting aspect is the evaluation of the effectiveness of disposing of organic spent sands coming from ferrous foundries through composting, a practice that has never been investigated on a large scale. During the project, a composting plant with a capacity of approximately 1000 tonnes was built, allowing for the evaluation of the functioning of this technology on a scale close to industrial and the estimation of the implementation and maintenance expenses.
This paper is composed as follows.
Section 2 describes the foundry production process and the types of waste generated.
Section 3 summarises the results of the bibliographic research carried out to evaluate the state of the art of producing compost using SFS.
Section 4 reports the methodology of the research.
Section 5 reports the results of the research, while
Section 6 analyses them and proposes developments that could be explored in future research. Finally,
Section 7 presents the conclusions.
2. Materials and Background
This chapter reports a brief description of the binders currently used in foundries for manufacturing cores and moulds, highlighting environmental issues related to their use.
2.1. Inorganic and Organic Binders
The use of binders in the casting process is essential. These substances, in fact, allow for increased mechanical strength and durability in the cores and moulds made of sand, making their transport, storage, and use easier. According to their chemical composition, binders are classified as organic and inorganic.
Nowadays, almost all iron foundries use synthetic organic binders derived from petroleum. The reasons that have led foundries to use organic binders are related to several factors: first, the shorter curing time of cores and moulds, which allows for a higher production rate, and second, the possibility of creating shapes with complex geometries while ensuring a higher surface quality of the produced castings.
However, their main disadvantage is represented by the high emissions produced during the manufacturing of the cores and moulds and the pouring of the molten metal, where the high temperature causes the combustion and the pyrolysis of the binders. Among the polluting or hazardous compounds produced during these phases, formaldehyde, benzyl, phenol, or toluene (BTX) can be mentioned.
Because of this, new regulations are trying to limit their use, evidenced by the latest edition of the SF BREF, which imposes very stringent limits on emissions generated by organic binders during the production process. Given this, inorganic binders are considered a valid ecological alternative, and there has been much discussion about the possibility of using them in the production of iron castings. Their use in iron foundries is not a new development, as before the 1970s, the main binder used for making moulds and cores in foundries was sodium silicate, also known as water glass, an inorganic binder composed of chains of silicon and sodium. However, with the emergence of organic binders, they were quickly set aside, as they exhibited inferior characteristics.
In the last few years, a new generation of inorganic binders with improved features has emerged, and the idea of using them as an eco-friendly alternative to reduce the environmental impact of foundries has become concrete. However, to ensure satisfactory results, their use still requires more precautions compared to organic binders, as they present problems in terms of moisture resistance, low shakeout properties, a lower surface finish for the cores and moulds, and uncertainty about the possibility of recovering the sand at the end of the casting process.
Their use in non-ferrous metal foundries such as aluminium is documented and growing [
17]. This is due to the fact that aluminium alloys have a melting temperature around 700 °C, making the shakeout process less problematic and thus avoiding further cleaning operations of the castings. On the other hand, their use in ferrous foundries is still limited, and the literature lacks a significant number of studies that discuss this topic. However, it seems possible to use inorganic binders in ferrous foundries, as shown in [
18], where an Italian foundry successfully used them to make thin-walled ductile iron castings. Furthermore, the BREF itself cites examples of some foundries in Europe and the United States that successfully use this technology.
2.2. Characteristics of the Foundry Sand
Not all types of sand are suitable for use in foundries. For this application, the sand must have certain specific thermal and physical characteristics. In
Table 1, the most significant ones are listed.
The size and shape of the grain are fundamental for two reasons: to allow the correct evacuation of gases produced during the pouring phase and to prevent the penetration of molten metal into the sand, thus ensuring a high surface quality. This means that sands that are too fine, although they allow for a good surface finish, should be avoided because they have too low permeability. Moreover, grains that are too small increase the specific surface area of the sand, making it necessary to use a larger amount of binder.
The acid demand is a chemical property that indicates the ability of sand to react with acidic compounds. It is an important parameter for moulding with synthetic resins catalysed with acids or bases. Natural sands have minerals or pieces of alkaline compounds, like calcium oxide (quicklime), that can react with acid catalysts, reducing the resin’s ability to harden and using up more of the catalyst. However, when using acidic resins, the buildup of organic waste after each recycling cycle lowers the sand’s pH, leading to more use of the basic catalyst.
When employed in foundries, virgin sand loses its properties, and at the end of every manufacturing cycle, it has to be restored through a process known as reclamation. After some cycles, however, a certain percentage of sand has to be disposed of, as its properties are irremediably lost. Reclamation and disposal represent significant costs for foundries, and their improvement is discussed in the BREF.
2.3. Sand Reclamation and Waste Generation
Sand reclamation is the process of regenerating exhausted sand at the end of the melting process with the aim of reusing it in subsequent production cycles. This technique is used to reduce the cost and waste of silica sand. From a technical perspective, the reclamation process is carried out using different techniques depending on the chemical nature of the binder and the additives with which the sand has been mixed. Spent sands can be divided into two main groups: monotype sands, derived from broken or scrap cores, and mixed sands, which contain both bentonite-bound sand from mouldings and resin-bound sand from cores. This type constitutes the majority of the scrap sand coming from foundries. The regeneration of monotype sands is simpler and more controllable compared to that of mixed sands, whose chemical composition is not easily controllable.
Regarding regeneration, two main techniques are identified: primary regeneration and secondary regeneration. Primary regeneration consists of breaking down the moulds and cores until the sand grain is obtained in its free form, while the subsequent secondary regeneration aims to remove the binder residues present on the grain to obtain sand similar to virgin sand. For the production of moulds, it is sufficient to subject the exhausted sand to only primary regeneration, while for producing cores, since higher characteristics are required, secondary regeneration is also necessary.
However, no technique can recover 100% of the exhausted sand since a variable percentage is inevitably lost during the process. The sand’s calcination due to high temperatures causes some weight loss, while the regeneration process makes it too fine to use. Additionally, the chemical transformations that occur in the sand during the manufacturing process contribute to its loss. The sand and dust that are no longer suitable for production are known as spent foundry sand (SFS), and along with the sand coming from cores discarded during production, represent the main solid waste produced by foundries. To date, European foundries produce 6 million tons of spent sand per year, which, except for a small percentage that is allocated to secondary uses (production of cement, roads, bricks, etc.), is disposed of in landfills. It is evident that the creation of such a large amount of waste has a significant environmental impact and represents a waste of resources.
2.4. Spent Foundry Sand Reuse Through Composting
Although different due to their varying chemical compositions, spent sands contain different pollutant compounds, which is why they are classified as special waste and, as such, are disposed of following the guidelines of the competent national authorities.
The study in [
20] provides a thorough examination of the harmful substances present in spent foundry sands (SFSs) from iron and aluminium foundries, highlighting the amounts of various dangerous compounds (such as heavy metals, hydrocarbons, phenol, BTEX, etc.) for three kinds of SFS: green sand, phenolic, and furan.
A possible solution to reduce the amount of these compounds in the sand is composting. This process uses microorganisms found in the organic material mixed with the sand to lower the levels of harmful organic compounds, leading to a product that is safe enough for different uses. In this way, it is possible to both reduce the consumption of virgin sand and the amount of waste that is landfilled.
3. Bibliographic Research
The bibliographic research was conducted using the Scopus database to identify the papers focused on the reuse of SFS through composting. The research was conducted by searching the following keywords in the title and abstract of the papers: (“spent foundry sand” OR “waste foundry sand”) AND (“composting” OR “compost”). The results obtained were 11 papers. Of these, only eight are strictly relevant to the topic of reusing foundry sands for compost production. In addition to this, the research was extended to a thesis that describes the topic.
Table 2 summarises the characteristics of the papers that match the research topic.
In particular, these articles evaluate the possibility of reusing compost for agricultural purposes, conducting analyses and tests that study the effect that the substances contained in it can have on the health of plants, animal organisms, and the environment. They show that, after an appropriate treatment, the final product presents features that make it suitable for different purposes. None of them, however, provide guidance regarding the production of compost and the necessary equipment for the purpose.
4. Methodology
Due to the lack of significant information in the literature, the research was extended to the data available from the composting test carried out in the Green Foundry project, which was detailed.
4.1. Composting Tests in the Green Foundry LIFE Project
In the Green Foundry LIFE project, different composting tests in Finland and Spain were carried out, all of which aimed to assess the possibility of cleaning spent foundry sand of pollutant compounds through composting.
The tests occurred between 2019 and 2022 and aimed to assess the properties of the compost obtained from different solid waste: the sand and the dust coming both from organic and inorganic productions. The following
Table 3 and
Table 4 summarise the experiments carried out and their features [
27,
28,
29].
As is evident from the tables, almost all the types of binders employed in foundry production were tested. The test scale heaps generally present the same size, 20 tons, which was found to be the most manageable given that aeration forms an important part of engineering the composting process.
The heaps D1 and D2, however, had a larger size because they were designed for the industrial-scale test that took place in Finland between 2020 and 2022. These heaps are particularly interesting because, differently from the smaller heaps that were treated in already existing areas, their management required the construction of the composting field that was mentioned in the previous chapters. As a result, this section will report the results and provide information about them.
4.2. Cost Analysis
The economic analysis consisted of evaluating the profitability of the investment for building an industrial-scale composting plant. To achieve this, the costs recorded during the project were used as a basis for this study [
30,
31]. However, different adjustments to the costs were required, as the data available did not include important expenses, which play an important role in evaluating the initial investment and the operational costs. Furthermore, considering that the project ended in 2022, the costs were also adjusted by taking into account the inflation rate. Concerning these adjustments, more details are available in the next chapter.
In light of the partial data available, it was decided to evaluate the profitability of the investment through the calculation of the Net Present Value (NPV) under different conditions, such as the project lifetime and the inbound cash flow generated by the production and sale of the compost. This simple methodology, despite its limitations, allows for obtaining a clear indication about how different parameters can affect the return of the investment.
5. Results
The first part of the chapter shares and talks about the results from the chemical analysis done in the Green Foundry LIFE project, while the second part discusses the costs from the testing phase and presents an initial economic analysis to evaluate how practical and sustainable a large-scale composting plant would be.
5.1. Results of the Chemical and Physical Analysis
For all the heaps, the testing procedure consisted of measuring the values of different parameters through the composting period to track them and verify the effectiveness of the composting process. The compost produced in the tests was originally intended to be reused as a soil mixture for environmentally friendly construction projects. Specifically, it was planned to be applied in landscaping work as part of a noise-reducing embankment. The physical and chemical parameters of concern were measured at the start and end of the maturation to see if they met the Finnish national regulations. In Finland, the decree of the Ministry of Agriculture and Forestry about Fertilizer Products (24/2011) outlines what is needed for compost to be ready and stable enough to be used as a substrate—mixture soil. Furthermore, the decree states that if mineral soil from the metallurgical industry, like waste foundry sand, is used to make mixture soil, it must meet the safety standards for harmful metals and organic substances for non-hazardous inert waste contained in the government regulation on landfills (331/2013). Once the requirements are fulfilled, the composted product can be used as growing media (“mixture soil”) in Finland.
However, in July 2022, after the conclusion of the project, the EU Fertilizing Products Regulation (EU) 2019/1009, which contains new limits, became effective. According to the new regulation, the compost that is produced using exhaust foundry sand should be categorized as a growing medium (Product Function Category 4), which is defined as “…a fertilizing product other than soil in situ, the function of which is for plants or mushrooms to grow in”. Considering this, the values obtained from the measurement are compared with the limit values of all the documents, as indicated in
Table 4, for the heavy metals and other compounds. The furan system dust used for the test shows values for heavy metals that are all below the limit values indicated in the normative, as evident from
Table 5. The only exceptions are the levels of soluble nickel and zinc in the foundry dust, which are higher than the allowed limits for inert waste but decreased to compliant levels by the end of the composting process.
Concerning the presence of other compounds, a few key parameters were observed to exceed the applicable regulatory thresholds, particularly those for non-hazardous inert waste. Dissolved organic carbon (DOC), which increased after mixing in organic materials like manure and wood chips, gradually decreased over time and ultimately fell below the threshold for inert waste. Fluoride levels, which exceeded the inert waste limit of 10 mg/kg dm at the beginning due to casting additives, also dropped significantly during composting, reaching values close to acceptable limits. Sulphate concentrations, originating from foundry hardeners, remained above the 1000 mg/kg dm limit but are not considered hazardous and are not regulated for compost use, although they may affect plant growth in elevated doses. Chloride was present primarily due to the horse manure used in the mixture, but like sulphate, it is not restricted under compost regulations. Overall, the composting process effectively stabilized the key chemical parameters, improving the material’s suitability for reuse.
Various tests were conducted to assess the maturity of the compost following 12 months of composting and 6 months of post-maturation. Common assessments for evaluating compost material include the germination test and root length index, which indicate the potential for plant growth in the compost and assess its toxicity for plants. Carbon dioxide productivity indicates the microbial activity inside the compost material; a high concentration of degradable chemicals correlates with elevated microbial activity and increased carbon dioxide output. The NO
3−-N/NH
4+-N ratio indicates the maturity of compost, as nitrogen undergoes transformation during the composting process. Nitrogen in raw compost material predominantly exists as ammonium or ammonia. During maturation, the concentration of nitrate and nitrite increases. The NO
3−N/NH
4−N ratio in mature compost should exceed one. Pathogen testing assesses the degree of composting and hygienisation of the material. The results of the maturity test are reported in
Table 6, where they are compared to the limits indicated in the Fertilizer Products Decree 24/2011. The maturity test results showed that the compost in both piles was ready to be used as a raw material for growing media, which is helpful for improving soil and for green construction projects like landscaping and noise barriers.
5.2. Results of the Cost Anlysis
According to the Green Foundry project documentation, during the industrial-scale test, around 1000 tons of compost were produced. To do so, a dedicated compost plant was built in Finland. Based on the economic data collected during this experience, the following paragraph provides a brief economic analysis of the investments required for building a compost plant with a higher capacity.
During the building, which occurred in the last months of 2019, all the costs needed for preparing the compost site were tracked. Building such a compost site requires different steps. According to Finnish law, first, it is necessary to obtain a license from the environmental authorities. Once permission is obtained and the site location is decided, the first step is cleaning the land by removing trees and plants. After this, it is possible to prepare the site by creating a water-tight surface layer to avoid any contamination of the surroundings or groundwater. The wastewater from the composting field is collected in a tank, which is served by a pipe system and a circulating pump. Furthermore, to ensure the proper maturation of the compost, it is necessary to include an aeration system composed of pipes and fans that can allow the air to flow properly in the compost heaps.
Table 7 shows the expenses required for building and maintaining a compost site with a one-ton capacity, as reported in the Green Foundry project documentation. To consider the inflation in the EU for the period 2021–2024,
Table 7 also reports the adapted values with an inflation rate of 18% (cite EU). Furthermore, the operation and maintenance expenses are increased in consideration of a higher use of organic matter (75% of the total weight instead of the 70% indicated in the documentation), a condition that allows for producing better-quality compost.
The land cost was not reported in the Green Foundry LIFE project documentation, probably because the compost site was built on the property of the foundry that supplied the furan dust. However, for the presented economic evaluation, research about land costs in Finland was done. It was found that Finnish regulation classifies lands depending on their destination of use, assigning different codes.
For wasteland, the code is “G1” (cite), but it was not possible to determine the price by web search. To resolve this issue, the land cost was assumed to be equal to the average land cost in Finland, which is ten thousand euros per hectare. This price is probably overestimated, but in this way, it is possible to consider the costs related to administrative procedures, regulations, and compliance requirements. However, apart from this, it is also necessary to know how much land is needed to guarantee the composting of 1000 tons of spent foundry sand per year.
To answer this question, it is necessary to consider two important pieces of information that the test provided. The first is that the exhaust sand and organic matter should be mixed in a proportion of 25% and 75% of the total weight of the composting heap, while the second is that the one-ton capacity compost plant required 4500 square meters. Based on this, 4000 tons of compost must be treated yearly, requiring an area of 1.8 hectares. Consequently, the land cost is equal to EUR 18,540.
In addition to this, knowing the required size of the plant makes it possible to adapt the initial expenses to the desired scale, improving the quality of the estimation. To do so, Equation (1) was used. As indicated in [
32], this relation is commonly used during the design of a chemical plant to obtain a preliminary estimation of its cost. The idea behind this relation is that costs do not necessarily rise linearly with plant size but rather depend on the plant type and its elements. Because of this, the value of the exponent k varies. In this case, k was set equal to 0.75, which represents a pessimistic scenario. Operative costs, on the other hand, are scaled to the larger size by considering k = 1, assuming that their increase is proportional to the amount of compost produced.
All the adjusted costs described just described are collected in
Table 8.
5.3. Investment Analysis
A brief investment analysis was carried out to examine and evaluate the potential profitability of a compost plant for spent foundry sand and dust. The main analysis consisted of evaluating the Net Present Value (NPV) under different conditions, such as the project lifetime and the inbound cash flow.
Concerning this last point, the main inbound cash flow item is represented by the avoided disposal cost of the exhaust sand. Despite the effort made to find an indicative value of the cost paid in Finland for the disposal of this material, research did not provide any valuable results. However, one of the foundries involved in the Green Foundry project states that the current cost for the disposal of SFS in 2025 in Italy is around 50 EUR/ton, but this value can sensibly vary depending on the location of the landfill and the national regulations. The BREF, indeed, indicates that the disposal costs amount to 100–300 EUR/ton. Therefore, 50 EUR/ton was set as the reference value for evaluating the yearly inbound cash flow, which is equal to 50,000 EUR/year. This means that the net yearly cash flow is EUR 14,600.
The next
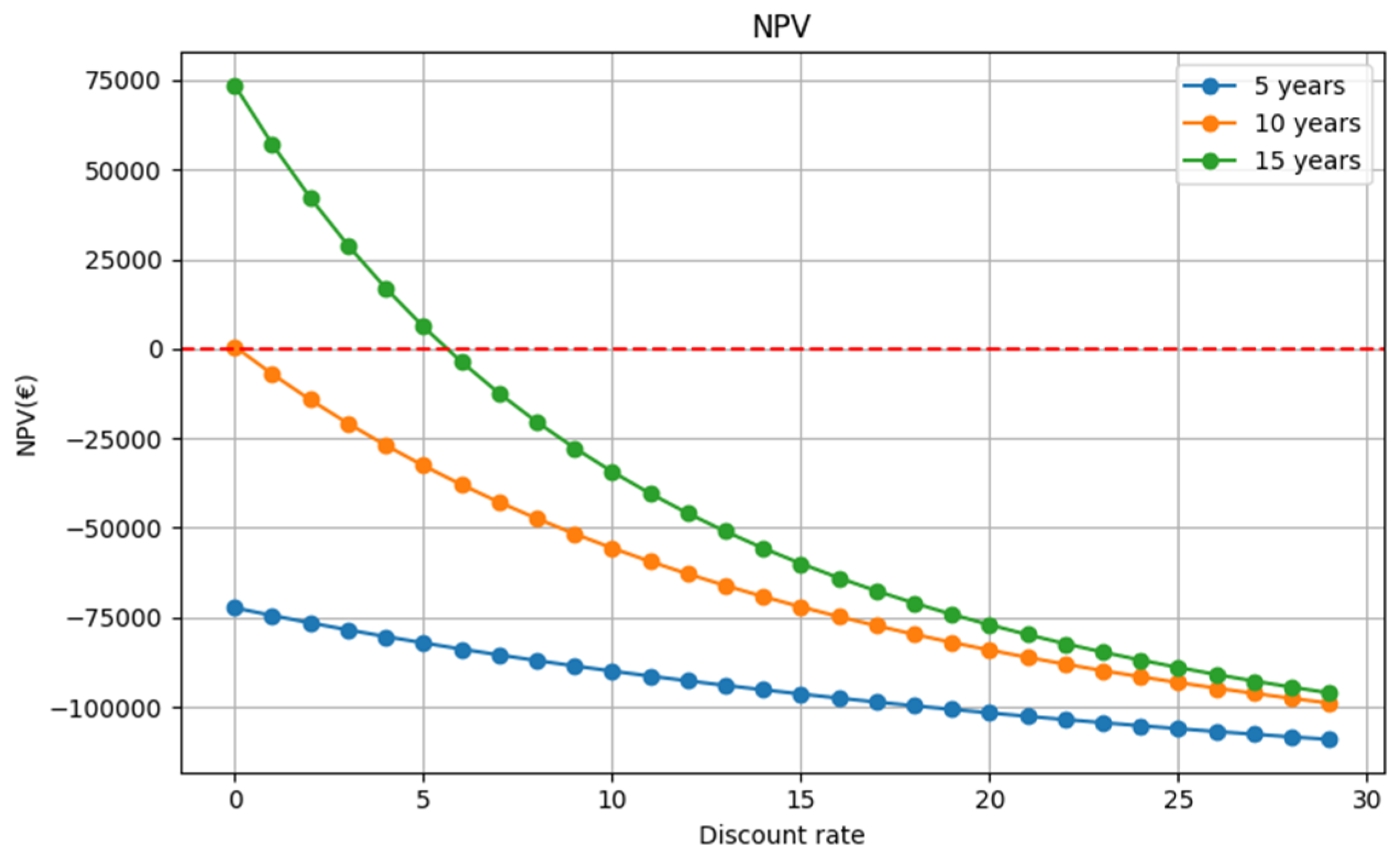
Figure 1 and
Figure 2 represent how the NPV varies as a function of the rate of return under different hypotheses of investment. The curves in
Figure 1 represent how the NPV varies when the disposal cost is set to 50 EUR/ton and the return period of the investment varies between 5, 10, and 15 years.
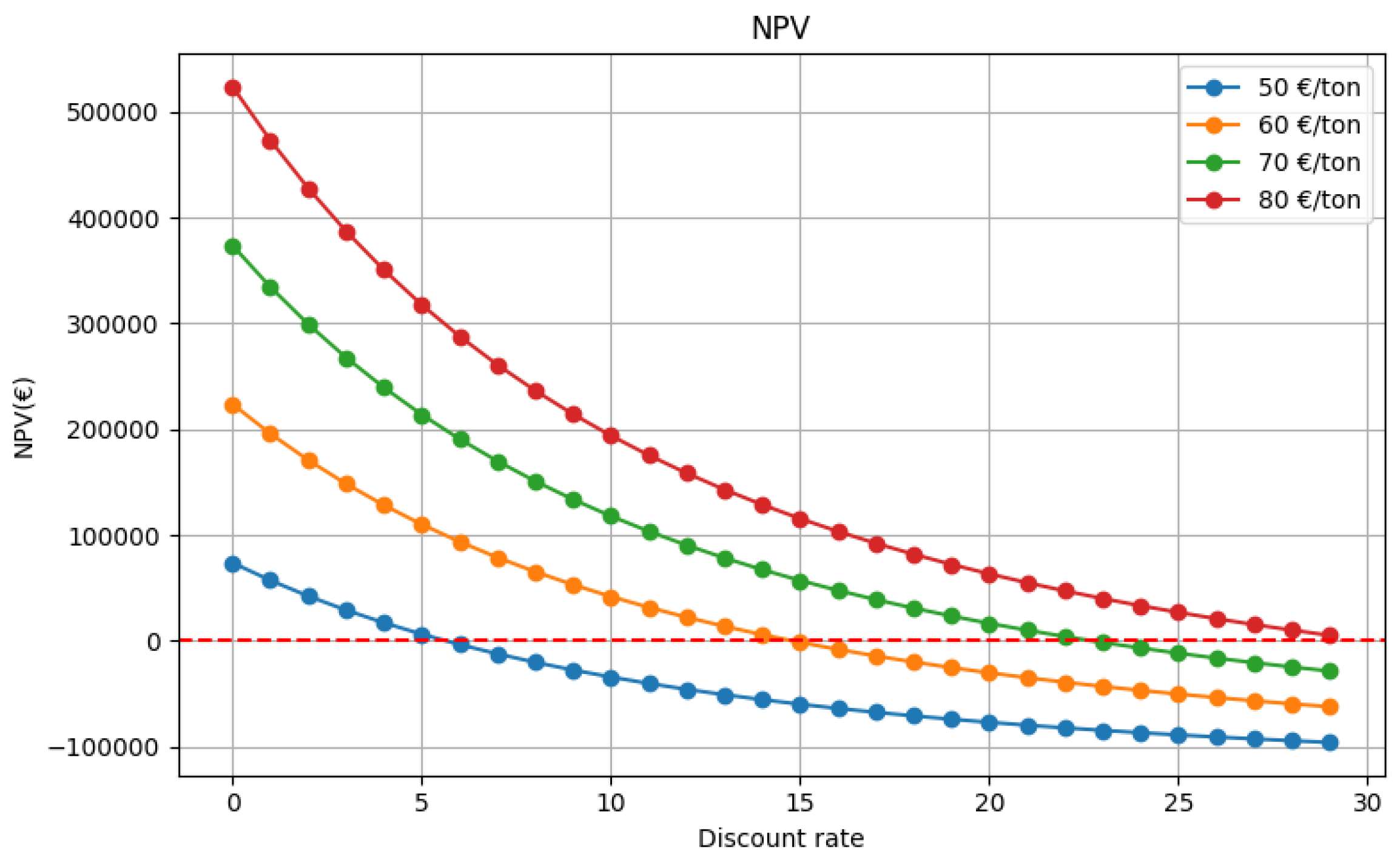
Out of the three scenarios, the only acceptable one is when the project’s lifetime is 15 years, as it results in a positive NPV. In this case, the internal rate of return (IRR) (the discount rate at which the NPV is 0) is equal to 5.5%, meaning that the investment can generate economic returns, but it is risky. The IRR for the 10-year scenario is around 0, while for the 5-year scenario it is not defined, as the NPV is negative for every discount rate. Both these cases are not profitable. Considering the 15-year lifetime scenario as a reference, the NPV was then evaluated by varying the cost of sand disposal. The results are shown in
Figure 2. As is evident, increasing inbound cash flow allows for a higher NPV.
Another element that can be considered is the profit generated by selling the compost. Setting an exact value is hard because it is difficult to find congruent and univocal information on the web. Therefore, for the analysis, it was decided to test different values, considering a project life of 15 years and a disposal cost for the spent sand of 50 EUR/ton.
Figure 3 reports the result of this simulation. This income does not represent the selling price, as it is necessary to consider taxation and other related costs. However, the picture shows that even with a poor income, the NPV improves sensibly.
As illustrated in
Figure 3, even modest revenues from compost sales can significantly improve the NPV of the investment, potentially shifting the project from marginal to economically viable. This underscores the importance of identifying potential market applications for the final product and establishing reliable demand. When combined with the avoided landfill disposal costs, the sale of compost offers a tangible pathway to make the implementation of SFS composting both environmentally and economically sustainable. These considerations form the basis for a broader reflection on the feasibility and long-term implications of the process, as discussed in the next section.
7. Conclusions
This work addresses the pressing environmental and operational challenges associated with waste management in the foundry sector, with a specific focus on spent foundry sand (SFS).
The first part of the study outlines the foundry process in detail, identifying the critical points of waste production and emphasizing the volume and characteristics of SFS as the predominant waste stream. The physical, chemical, and granulometric properties of SFS are examined to understand its potential and limitations for recovery and reuse. This analysis establishes the importance of adopting alternative management strategies to minimise landfill disposal and align with environmental regulations and circular economy goals.
A significant contribution of this work lies in its exploration of innovative reuse pathways for SFS. In particular, this study investigates its integration into composting processes, assessing both the technical feasibility and potential agronomic benefits. Pilot-scale composting trials conducted with SFS in the Green Foundry project demonstrated that, under controlled conditions, this material can be blended with organic waste to produce a compost of acceptable quality, suitable for soil conditioning purposes. This process not only diverts SFS from landfills but also creates value in the form of a useful secondary product. In addition, this paper discusses the regulatory framework and environmental parameters that must be monitored to ensure the safe use of SFS-derived products.
However, different aspects have to be implemented to achieve a complete understanding of the topic. In particular, future research must address the lack of information regarding the costs associated with operations and the establishment of the composting plant, as highlighted in this study. Furthermore, more information about the degradation process and the control parameters involved is required to ensure the reproducibility of the composting process on a larger scale. Additionally, the bibliographic research in this work shows that the environmental effects of SFS-produced compost are barely studied. In light of this, it is necessary to deepen the knowledge about this topic by performing further studies to investigate toxicity and ecotoxicity tests. Last but not least, to ensure the scalability and feasibility of the process, it is necessary to deepen the understanding of the regulations in terms of waste management and identifying potential market applications for the final product, which can vary significantly from country to country.
Investigating these aspects will enhance the implementation of composting on a larger scale and the development of standardized guidelines for effective SFS valorization. In conclusion, this paper provides a technical basis and applied evidence for the sustainable management of SFS, demonstrating that its reuse in composting processes can represent an interesting alternative to landfilling.






{kind=link}
{kind=link}
{kind=link}