
Comparative Life Cycle Assessment and Cost Analysis of the Production of Ti6Al4V-TiC Metal–Matrix Composite Powder by High-Energy Ball Milling and Ti6Al4V Powder by Gas Atomization

 , , ,
, , ,
Abstract
1. Introduction
2. Literature Review
3. Materials and Methods
3.1. Case Study
3.2. Goal and Scope
3.3. Life Cycle Inventory
Assumptions and Limitations
3.4. Impact Assessment
3.5. Cost Analysis
4. Results and Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- United Nations. The Paris Agreement; United Nations Framework Convention on Climate Change (UNFCCC): New York, NY, USA, 2016; Volume 302, Available online: https://unfccc.int/documents/184656 (accessed on 20 May 2022).
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions; The European Green Deal: Brussels, Belgium, 2019. [Google Scholar]
- IPCC. Sixth Assessment Report of the Intergovernmental Panel on Climate Change; IPCC: Geneva, Switzerland, 2021; ISBN 9789291691586. [Google Scholar]
- Canakci, A.; Varol, T. Microstructure and Properties of AA7075/Al–SiC Composites Fabricated Using Powder Metallurgy and Hot Pressing. Powder Technol. 2014, 268, 72–79. [Google Scholar] [CrossRef]
- Kassym, K.; Perveen, A. Atomization Processes of Metal Powders for 3D Printing. Mater. Today Proc. 2020, 26, 1727–1733. [Google Scholar] [CrossRef]
- Duda, T.; Raghavan, L.V. 3D Metal Printing Technology. IFAC-PapersOnLine 2016, 49, 103–110. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021(En); Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO: Geneva, Switzerland, 2021.
- Srivastava, M.; Rathee, S. Additive Manufacturing: Recent Trends, Applications and Future Outlooks. Prog. Addit. Manuf. 2022, 7, 261–287. [Google Scholar] [CrossRef]
- Ahn, D.G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Torres-Carrillo, S.; Siller, H.R.; Vila, C.; López, C.; Rodríguez, C.A. Environmental Analysis of Selective Laser Melting in the Manufacturing of Aeronautical Turbine Blades. J. Clean. Prod. 2020, 246, 119068. [Google Scholar] [CrossRef]
- Fredriksson, C. Sustainability of Metal Powder Additive Manufacturing. Procedia Manuf. 2019, 33, 139–144. [Google Scholar] [CrossRef]
- Gouveia, J.R.; Pinto, S.M.; Campos, S.; Matos, J.R.; Sobral, J.; Esteves, S.; Oliveira, L. Life Cycle Assessment and Cost Analysis of Additive Manufacturing Repair Processes in the Mold Industry. Sustainability 2022, 14, 2105. [Google Scholar] [CrossRef]
- Global Industry Analysts Inc. Additive Manufacturing & Material Global—Market Trajectory & Analytics. 2021. Available online: https://www.researchandmarkets.com/reports/4804521/additive-manufacturing-and-material-global (accessed on 2 June 2022).
- Thomas, D. Costs, Benefits, and Adoption of Additive Manufacturing: A Supply Chain Perspective. Int. J. Adv. Manuf. Technol. 2016, 85, 1857–1876. [Google Scholar] [CrossRef]
- França, W.T.; Barros, M.V.; Salvador, R.; de Francisco, A.C.; Moreira, M.T.; Piekarski, C.M. Integrating Life Cycle Assessment and Life Cycle Cost: A Review of Environmental-Economic Studies. Int. J. Life Cycle Assess. 2021, 26, 244–274. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Grand View Research. Metal Powder Market Size Analysis Report. Available online: https://www.grandviewresearch.com/industry-analysis/metal-powder-market (accessed on 10 May 2022).
- Grand View Research. 3D Printing Metal Market Size & Share Report. Available online: https://www.grandviewresearch.com/industry-analysis/3d-metal-printing-market (accessed on 10 May 2022).
- Martín, A.; Cepeda-Jiménez, C.M.; Pérez-Prado, M.T. Gas Atomization of Γ-TiAl Alloy Powder for Additive Manufacturing. Adv. Eng. Mater. 2020, 22, 1900594. [Google Scholar] [CrossRef]
- Kim, D.K.; Kim, Y.I.; Kim, Y.D.; Lee, D.; Lee, B.; Kim, T.S. Comparative Study for Microstructural Characterisations and Properties of Ti-Y Powders Produced by Vacuum Induction Gas Atomization Cold Crucible Process. Powder Metal. 2021, 64, 396–403. [Google Scholar] [CrossRef]
- Perminov, A.; Bartzsch, G.; Franke, A.; Biermann, H.; Volkova, O. Manufacturing Fe–TiC Composite Powder via Inert Gas Atomization by Forming Reinforcement Phase In Situ. Adv. Eng. Mater. 2021, 23, 2000717. [Google Scholar] [CrossRef]
- Sun, P.; Fang, Z.Z.; Zhang, Y.; Xia, Y. Review of the Methods for Production of Spherical Ti and Ti Alloy Powder. JOM 2017, 69, 1853–1860. [Google Scholar] [CrossRef]
- Kieback, B.F.; Kubsch, H.; Bunke, A. Synthesis and Properties of Nanocrystalline Compounds Prepared by High-Energy Milling. J. Phys. 1993, 3, 1425–1426. [Google Scholar] [CrossRef]
- Ye, J.; Lee, Z.; Ahn, B.; He, J.; Nutt, S.R.; Schoenung, J.M. Cryomilling for the Fabrication of a Particulate B4C Reinforced Al Nanocomposite: Part II. Mechanisms for Microstructural Evolution. Metall. Mater. Trans. A 2006, 37, 3111–3117. [Google Scholar] [CrossRef]
- Ozdemir, I.; Ahrens, S.; Mücklich, S.; Wielage, B. Nanocrystalline Al–Al2O3p and SiCp Composites Produced by High-Energy Ball Milling. J. Mater. Process. Technol. 2008, 205, 111–118. [Google Scholar] [CrossRef]
- Bathula, S.; Anandani, R.C.; Dhar, A.; Srivastava, A.K. Microstructural Features and Mechanical Properties of Al 5083/SiCp Metal Matrix Nanocomposites Produced by High Energy Ball Milling and Spark Plasma Sintering. Mater. Sci. Eng. A 2012, 545, 97–102. [Google Scholar] [CrossRef]
- Singh, P.; Abhash, A.; Yadav, B.N.; Shafeeq, M.; Singh, I.B.; Mondal, D.P. Effect of Milling Time on Powder Characteristics and Mechanical Performance of Ti4wt%Al Alloy. Powder Technol. 2019, 342, 275–287. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A Review on the Production of Metal Matrix Composites through Stir Casting—Furnace Design, Properties, Challenges, and Research Opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Jamwal, A.; Mittal, P.; Agrawal, R.; Gupta, S.; Kumar, D.; Sadasivuni, K.K.; Gupta, P. Towards Sustainable Copper Matrix Composites: Manufacturing Routes with Structural, Mechanical, Electrical and Corrosion Behaviour. J. Compos. Mater. 2020, 54, 2635–2649. [Google Scholar] [CrossRef]
- Jayamani, E.; Jie, T.J.; Bin Bakri, M.K. Life Cycle Assessment of Sustainable Composites. In Advance in Sustainable Polymer Composites; Woodhead Publishing: Sawston, UK, 2021; pp. 245–265. [Google Scholar] [CrossRef]
- Cabeza, M.; Feijoo, I.; Merino, P.; Pena, G.; Pérez, M.C.; Cruz, S.; Rey, P. Effect of High Energy Ball Milling on the Morphology, Microstructure and Properties of Nano-Sized TiC Particle-Reinforced 6005A Aluminium Alloy Matrix Composite. Powder Technol. 2017, 321, 31–43. [Google Scholar] [CrossRef]
- Manohar, G.; Pandey, K.M.; Maity, S.R. Effect of Microwave Sintering on the Microstructure and Mechanical Properties of AA7075/B4C/ZrC Hybrid Nano Composite Fabricated by Powder Metallurgy Techniques. Ceram. Int. 2021, 47, 32610–32618. [Google Scholar] [CrossRef]
- Li, N.; Liu, W.; Wang, Y.; Zhao, Z.; Yan, T.; Zhang, G.; Xiong, H. Laser Additive Manufacturing on Metal Matrix Composites: A Review. Chin. J. Mech. Eng. 2021, 34, 38. [Google Scholar] [CrossRef]
- Behera, M.P.; Dougherty, T.; Singamneni, S. Conventional and Additive Manufacturing with Metal Matrix Composites: A Perspective. Procedia Manuf. 2019, 30, 159–166. [Google Scholar] [CrossRef]
- Hossain, S.; Mamunur Rahman, M.D.; Chawla, D.; Kumar, A.; Seth, P.P.; Gupta, P.; Kumar, D.; Agrawal, R.; Jamwal, A. Fabrication, Microstructural and Mechanical Behavior of Al-Al2O3-SiC Hybrid Metal Matrix Composites. Mater. Today Proc. 2020, 21, 1458–1461. [Google Scholar] [CrossRef]
- Garg, P.; Jamwal, A.; Kumar, D.; Sadasivuni, K.K.; Hussain, C.M.; Gupta, P. Advance Research Progresses in Aluminium Matrix Composites: Manufacturing & Applications. J. Mater. Res. Technol. 2019, 8, 4924–4939. [Google Scholar] [CrossRef]
- Baskaran, G.; Lawrence, I.D.; Kannan, C.R.; Stalin, B. Characterization of Aluminium Based Metal Matrix Composite Reinforced with TiC and TiO2. Int. J. Appl. Eng. Res. 2015, 10, 682–687. [Google Scholar]
- Kumar, A.; Vichare, O.; Debnath, K.; Paswan, M. Fabrication Methods of Metal Matrix Composites (MMCs). Mater. Today Proc. 2021, 46, 6840–6846. [Google Scholar] [CrossRef]
- Alves, S.J.F.; Sousa, M.M.S.; de Araújo, E.R.; Filho, F.A.; dos Santos, M.J.; Filho, O.O.A. Processing of Metal Matrix AA2124 Aluminium Alloy Composites Reinforced By Alumina And Silicon Carbide By Powder Metallurgy Techniques. Mater. Sci. Forum 2014, 802, 84–89. [Google Scholar] [CrossRef]
- Xia, Y.; Lefler, H.D.; Fang, Z.Z.; Zhang, Y.; Sun, P. Energy Consumption of the Kroll and HAMR Processes for Titanium Production. In Extractive Metallurgy of Titanium: Conventional and Recent Advances in Extraction and Production of Titanium Metal; Elsevier: Amsterdam, The Netherlands, 2019; pp. 389–410. [Google Scholar] [CrossRef]
- Restrepo, A.H.; Ríos, J.M.; Arango, F.; Correa, E.; Zuleta, A.A.; Valencia-Escobar, A.; Bolivar, F.J.; Castaño, J.G.; Echeverría, F.E. Characterization of Titanium Powders Processed in N-Hexane by High-Energy Ball Milling. Int. J. Adv. Manuf. Technol. 2020, 110, 1681–1690. [Google Scholar] [CrossRef]
- Yang, Z.F.; Lu, W.J.; Xu, D.; Qin, J.N.; Zhang, D. In Situ Synthesis of Hybrid and Multiple-Dimensioned Titanium Matrix Composites. J. Alloys Compd. 2006, 419, 76–80. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Rodrigues, D.; Neto, F.B. Ti–Al–V Powder Metallurgy (PM) via the Hydrogenation–Dehydrogenation (HDH) Process. J. Alloys Compd. 2003, 353, 217–227. [Google Scholar] [CrossRef]
- Gökelma, M.; Celik, D.; Tazegul, O.; Cimenoglu, H.; Friedrich, B. Characteristics of Ti6Al4V Powders Recycled from Turnings via the HDH Technique. Metals 2018, 8, 336. [Google Scholar] [CrossRef]
- Mhadhbi, M. Titanium Carbide: Synthesis, Properties and Applications. Brill. Eng. 2020, 2, 1–11. [Google Scholar] [CrossRef]
- Singh, N.; Ummethala, R.; Karamched, P.S.; Sokkalingam, R.; Gopal, V.; Manivasagam, G.; Prashanth, K.G. Spark Plasma Sintering of Ti6Al4V Metal Matrix Composites: Microstructure, Mechanical and Corrosion Properties. J. Alloys Compd. 2021, 865, 158875. [Google Scholar] [CrossRef]
- Shang, C.; Zhang, F.; Wang, J.; Chen, F. Interface Configuration Effect on Mechanical and Tribological Properties of Three-Dimension Network Architectural Titanium Alloy Matrix Nanocomposites. Compos. Part A Appl. Sci. Manuf. 2022, 158, 106981. [Google Scholar] [CrossRef]
- Li, Y.; Tang, X.; Lu, F.; Xu, L.; Cui, H.; Shao, C. Dual Beam Laser Fusion-Brazed Ti6Al4V/AA7075 Dissimilar Lap Joint: Crack Inhibition via Inoculation with TiC Nanoparticles. Mater. Charact. 2022, 191, 112127. [Google Scholar] [CrossRef]
- Anbarasan, P.; Anandajothi, M.; Rajamuthamilselvan, M. Fabrication and Wear Properties of TiB2 and TiC Hybrid Reinforced Titanium Matrix Composites Produced Through Powder Metallurgy. J. Bio. Tribo. Corros. 2022, 8, 115. [Google Scholar] [CrossRef]
- Earlam, M.R. The Kroll Process and Production of Titanium Sponge. In Extractive Metallurgy of Titanium: Conventional and Recent Advances in Extraction and Production of Titanium Metal; Elsevier: Amsterdam, The Netherlands, 2019; pp. 97–112. [Google Scholar] [CrossRef]
- Barbis, D.P.; Gasior, R.M.; Walker, G.P.; Capone, J.A.; Schaeffer, T.S. Titanium Powders from the Hydride–Dehydride Process. In Titanium Powder Metallurgy; Elsevier: Amsterdam, The Netherlands, 2015; pp. 101–116. ISBN 9780128009109. [Google Scholar]
- Zadra, M. Facile Mechanical Alloying of Titanium Sponge. Mater. Sci. Eng. A 2014, 590, 281–288. [Google Scholar] [CrossRef]
- Arias-González, F.; del Val, J.; Comesaña, R.; Penide, J.; Lusquiños, F.; Quintero, F.; Riveiro, A.; Boutinguiza, M.; Gil, F.J.; Pou, J. Microstructure and Crystallographic Texture of Pure Titanium Parts Generated by Laser Additive Manufacturing. Met. Mater. Int. 2018, 24, 231–239. [Google Scholar] [CrossRef]
- Amado, J.M.; Rodríguez, A.; Montero, J.N.; Tobar, M.J.; Yáñez, A. A Comparison of Laser Deposition of Commercially Pure Titanium Using Gas Atomized or Ti Sponge Powders. Surf. Coat. Technol. 2019, 374, 253–263. [Google Scholar] [CrossRef]
- Goso, X.; Kale, A. Production of Titanium Metal Powder by the HDH Process. Proc. J. S. Afr. Inst. Min. Metall. 2011, 111, 203–210. [Google Scholar]
- Bolzoni, L.; Ruiz-Navas, E.M.; Gordo, E. Powder Metallurgy CP-Ti Performances: Hydride–Dehydride vs. Sponge. Mater. Des. 2014, 60, 226–232. [Google Scholar] [CrossRef]
- Dong, Y.P.; Li, Y.L.; Zhou, S.Y.; Zhou, Y.H.; Dargusch, M.S.; Peng, H.X.; Yan, M. Cost-Affordable Ti-6Al-4V for Additive Manufacturing: Powder Modification, Compositional Modulation and Laser in-Situ Alloying. Addit. Manuf. 2021, 37, 101699. [Google Scholar] [CrossRef]
- Narra, S.P.; Wu, Z.; Patel, R.; Capone, J.; Paliwal, M.; Beuth, J.; Rollett, A. Use of Non-Spherical Hydride-Dehydride (HDH) Powder in Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2020, 34, 101188. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, Z.; Gu, W.; Wang, B.; Fan, Y.; Miao, Q.; Zhao, S.; Xie, B. Fabrication of Ultra-Low-Cost Pure Ti by Selective Laser Melting Using the Mixed Powders of Hydride-Dehydride Titanium Powders Treated by Ball Milling and Spherical Powders. Powder Metall. 2021, 64, 35–42. [Google Scholar] [CrossRef]
- Hou, Y.; Liu, B.; Liu, Y.; Zhou, Y.; Song, T. Ultra -Low Cost Ti Powder for Selective Laser Melting Additive Manufacturing and Superior Mechanical Properties Associated. Opto-Electron. Adv. 2019, 2, 180028. [Google Scholar] [CrossRef]
- Lu, X.; Ono, T.; Takeda, O.; Zhu, H. Production of Fine Titanium Powder from Titanium Sponge by the Shuttle of the Disproportionation Reaction in Molten NaCl–KCl. Mater. Trans. 2019, 60, 405–410. [Google Scholar] [CrossRef]
- ISO 14044; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006.
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006.
- Joint Research Centre, Institute for Environment and Sustainability. International Reference Life Cycle Data System (ILCD) Handbook—General Guide for Life Cycle Assessment—Detailed Guidance; European Commission Publications Office: Luxembourg, 2010. [Google Scholar] [CrossRef]
- Hauschild, M.Z.; Rosenbaum, R.K.; Olsen, S.I. (Eds.) Life Cycle Assessment: Theory and Practice; Springer International Publishing: Cham, Switzerland, 2017; ISBN 9783319564753. [Google Scholar]
- Chen, G.; Zhao, S.Y.; Tan, P.; Wang, J.; Xiang, C.S.; Tang, H.P. A Comparative Study of Ti-6Al-4V Powders for Additive Manufacturing by Gas Atomization, Plasma Rotating Electrode Process and Plasma Atomization. Powder Technol. 2018, 333, 38–46. [Google Scholar] [CrossRef]
- Wilson, B.P.; Lavery, N.P.; Jarvis, D.J.; Anttila, T.; Rantanen, J.; Brown, S.G.R.; Adkins, N.J. Life Cycle Assessment of Gas Atomised Sponge Nickel for Use in Alkaline Hydrogen Fuel Cell Applications. J. Power Sources 2013, 243, 242–252. [Google Scholar] [CrossRef]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The Ecoinvent Database Version 3 (Part I): Overview and Methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Guichelaar, P.J. Acheson Process. In Carbide, Nitride and Boride Materials Synthesis and Processing; Springer: Dordrecht, The Netherlands, 1997; pp. 115–129. [Google Scholar] [CrossRef]
- Kumar, P.V.; Gupta, G.S. Study of Formation of Silicon Carbide in the Acheson Process. Steel Res. 2002, 73, 31–38. [Google Scholar] [CrossRef]
- Chen, S.; Wang, D.Z.; Huang, J.Y.; Ren, Z.F. Synthesis and Characterization of Boron Carbide Nanoparticles. Appl. Phys. A 2004, 79, 1757–1759. [Google Scholar] [CrossRef]
- Woo, Y.C.; Kang, H.J.; Kim, D.J. Formation of TiC Particle during Carbothermal Reduction of TiO2. J. Eur. Ceram. Soc. 2007, 27, 719–722. [Google Scholar] [CrossRef]
- Nuilek, K.; Memongkol, N.; Niyomwas, S. Production of Titanium Carbide from Ilmenite. Songklanakarin J. Sci. Technol. 2008, 30, 239–242. [Google Scholar]
- Suri, A.K.; Subramanian, C.; Sonber, J.K.; Murthy, T.S.R.C. Synthesis and Consolidation of Boron Carbide: A Review. Int. Mater. Rev. 2010, 55, 4–40. [Google Scholar] [CrossRef]
- Sen, W.; Xu, B.Q.; Yang, B.; Sun, H.Y.; Song, J.X.; Wan, H.L.; Dai, Y.N. Preparation of TiC Powders by Carbothermal Reduction Method in Vacuum. Trans. Nonferr. Met. Soc. China 2011, 21, 185–190. [Google Scholar] [CrossRef]
- Sonber, J.K.; Murthy, T.S.R.C.; Subramanian, C.; Fotedar, R.K.; Hubli, R.C.; Suri, A.K. Synthesis, Densification and Characterization of Boron Carbide. Trans. Indian Ceram. Soc. 2013, 72, 100–107. [Google Scholar] [CrossRef]
- Kakiage, M.; Shoji, T.; Kobayashi, H. Low-Temperature Carbothermal Nitridation of Boron Oxide Induced by Networked Carbon Structure. J. Ceram. Soc. Jpn. 2016, 124, 13–17. [Google Scholar] [CrossRef]
- Kukushkin, S. Special Issue: Silicon Carbide: From Fundamentals to Applications. Materials 2021, 14, 1081. [Google Scholar] [CrossRef] [PubMed]
- European Commission. European Commission 2013/179/EU: Commission Recommendation of 9 April 2013 on the Use of Common Methods to Measure and Communicate the Life Cycle Environmental Performance of Products and Organisations; European Commission: Singapore, 2013.
- Fazio, S.; Castellani, V.; Sala, S.; Schau, E.; Secchi, M.; Zampori, L.; Diaconu, E. Supporting Information to the Characterisation Factors of Recommended EF Life Cycle Impact Assessment Method: New Models and Differences with ILCD Contents; JRC Technical Reports; Publications Office of the European Union: Luxembourg, 2018; ISBN 9789279767425. [Google Scholar]
- Crenna, E.; Secchi, M.; Benini, L.; Sala, S. Global Environmental Impacts: Data Sources and Methodological Choices for Calculating Normalization Factors for LCA. Int. J. Life Cycle Assess. 2019, 24, 1851–1877. [Google Scholar] [CrossRef]
- Sala, S.; Cerutti, A.K.; Pant, R. Development of a Weighting Approach for the Environmental Footprint; Publications Office of the European Union: Luxembourg, 2018; ISBN 97892796804127. [Google Scholar]
- Dhiman, S.; Joshi, R.S.; Singh, S.; Gill, S.S.; Singh, H.; Kumar, R.; Kumar, V. Recycling of Ti6Al4V Machining Swarf into Additive Manufacturing Feedstock Powder to Realise Sustainable Recycling Goals. J. Clean. Prod. 2022, 348, 131342. [Google Scholar] [CrossRef]
- Saboori, A.; Tusacciu, S.; Busatto, M.; Lai, M.; Biamino, S.; Fino, P.; Lombardi, M. Production of Single Tracks of Ti-6Al-4V by Directed Energy Deposition to Determine the Layer Thickness for Multilayer Deposition. J. Vis. Exp. 2018, 2018, e56966. [Google Scholar] [CrossRef]
- Baccar, M.-H.; Bayraktar, E.; Rickert, T.; Boujelbene, M.; Katundi, D. Experimental Study of High Speed Ball End Milling of Titanium Alloy (Ti-6Al-4V). Conf. Proc. Soc. Exp. Mech. Ser. 2013, 4, 191–201. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Products | HEBM (Ti-6Al-4V—3.8 wt% TiC) | GA (Ti-6Al-4V Powder) |
|---|---|---|
| Alloy quantity (kg/kg material produced) | 1.13 | 1.3 |
| NPs quantity (kg/kg material produced) | 0.038 | - |
| Energy consumption (kWh/kg material produced) | 4.5 | 55 |
| Argon (L/kg material produced) | 0.4 | 200 |
| Author | Title | Reference | Main Findings |
|---|---|---|---|
| Guichelaar, 1997 | Acheson Process. Carbide, Nitride and Boride Materials Synthesis and Processing | [70] | SiC production by Acheson method, pure silica (SiO2) or quartz sand, and petroleum coke are used; the reaction that takes place has a 1:3 ratio. |
| Kumar and Gupta, 2002 | Study of formation of silicon carbide in the Acheson process | [71] | Coke and silica sand are introduced into the Acheson furnace, highly energetic process over 6–12 kWh/kg SiC. After heating and subsequent cooling, it is taken to grinding and classification. |
| Chen et al., 2004 | Synthesis and characterization of boron carbide nanoparticles | [72] | B4C nanoparticles were made via a reaction of boron, obtained from thermal decomposition of magnesium diboride, with multiwall carbon nano tubes at 1150 °C. |
| Woo et al., 2007 | Formation of TiC particle during carbothermal reduction of TiO2 | [73] | The starting point is titanium dioxide TiO2 and carbon resin (1:3 ratio), then put in a graphite furnace at 1500 °C, obtaining the product. |
| Nuilek et al., 2008 | Production of titanium carbide from ilmenite | [74] | Ilmenite and carbon black are ground for 2 h at 250 rpm, in a ratio of 1:4, respectively, heated to a max. Tof 1500 °C maintained for 1 h. |
| Suri et al., 2013 | Synthesis and consolidation of boron carbide: a review | [75] | B2O3 or H3BO3 with a carbon source in the furnace above 1400 °C for reduction, where the production of B4C will take place. The resulting powder is leached in acid to remove impurities. |
| Sen et al., 2011 | Preparation of TiC powders by carbothermal reduction method in vacuum | [76] | Carbothermal reduction starting from TiO2 takes place at a temperature of 1550 °C for 4 h. |
| Sonber et al., 2013 | Synthesis, densification and characterization of Boron Carbide | [77] | B4C is produced commercially by carbothermal reduction in an electric arc furnace, reducing B2O3 with CO. |
| Kakiage et al., 2016 | Low-temperature carbothermal nitridation of boron oxide induced by networked carbon structure | [78] | B4C powders are formed by carbothermal reduction with boron oxide through the reaction of 2B2O3 + 7C → B4C + 6CO. |
| Kukushkin, 2021 | Special Issue: Silicon Carbide: From Fundamentals to Applications | [79] | Silicon carbide is composed of silicon and carbon, manufactured by a patented method called the Acheson method. |
| Products | HEBM (Ti6Al4V—3.8 wt.% TiC) | GA (Ti6Al4V Atomized Powder) |
|---|---|---|
| Alloy price (EUR/kg) | 27 | 17 |
| NPs Price (EUR/kg) | 3.7 | 0 |
| Overall plant cost (EUR/kg) | 51 | 38 |
| Manufacturing time (kg/h) | 4 | 6 |
| Electricity (EUR/kg) | 2 | 11 |
| Personnel (EUR/kg) | 1.6 | 4 |
| Argon cost (EUR) (3 EUR/m3) | 0.0012 | 0.6 |
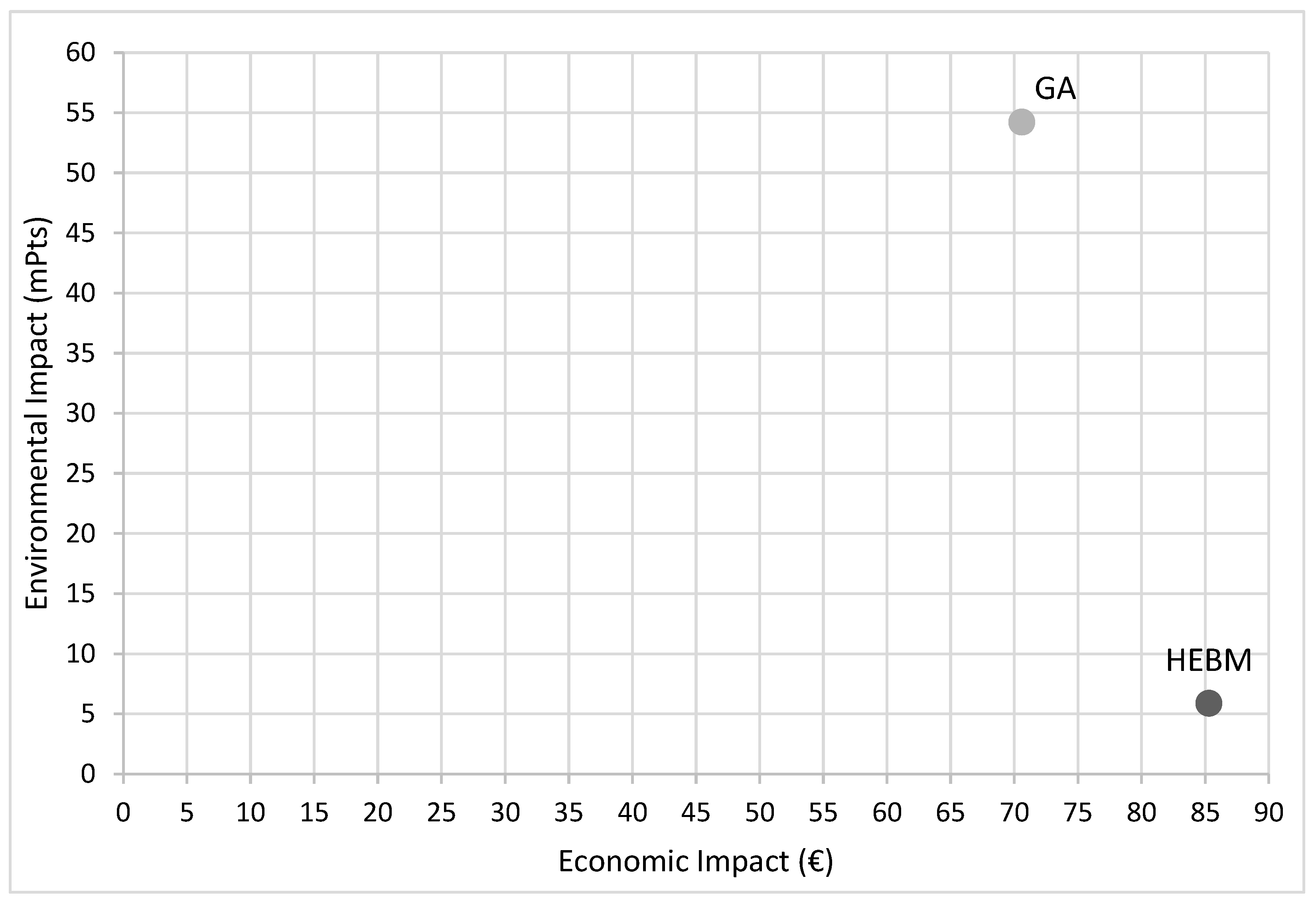
| Total cost per kg (EUR) | 85.3 | 70.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santiago-Herrera, M.; Ibáñez, J.; De Pamphilis, M.; Alegre, J.M.; Tamayo-Ramos, J.A.; Martel-Martín, S.; Barros, R. Comparative Life Cycle Assessment and Cost Analysis of the Production of Ti6Al4V-TiC Metal–Matrix Composite Powder by High-Energy Ball Milling and Ti6Al4V Powder by Gas Atomization. Sustainability 2023, 15, 6649. https://doi.org/10.3390/su15086649
Santiago-Herrera M, Ibáñez J, De Pamphilis M, Alegre JM, Tamayo-Ramos JA, Martel-Martín S, Barros R. Comparative Life Cycle Assessment and Cost Analysis of the Production of Ti6Al4V-TiC Metal–Matrix Composite Powder by High-Energy Ball Milling and Ti6Al4V Powder by Gas Atomization. Sustainability. 2023; 15(8):6649. https://doi.org/10.3390/su15086649
Chicago/Turabian StyleSantiago-Herrera, Mario, Jesús Ibáñez, Marco De Pamphilis, Jesús Manuel Alegre, Juan Antonio Tamayo-Ramos, Sonia Martel-Martín, and Rocío Barros. 2023. "Comparative Life Cycle Assessment and Cost Analysis of the Production of Ti6Al4V-TiC Metal–Matrix Composite Powder by High-Energy Ball Milling and Ti6Al4V Powder by Gas Atomization" Sustainability 15, no. 8: 6649. https://doi.org/10.3390/su15086649
APA StyleSantiago-Herrera, M., Ibáñez, J., De Pamphilis, M., Alegre, J. M., Tamayo-Ramos, J. A., Martel-Martín, S., & Barros, R. (2023). Comparative Life Cycle Assessment and Cost Analysis of the Production of Ti6Al4V-TiC Metal–Matrix Composite Powder by High-Energy Ball Milling and Ti6Al4V Powder by Gas Atomization. Sustainability, 15(8), 6649. https://doi.org/10.3390/su15086649