Abstract
The environmental pollution crisis has infiltrated all aspects of life, making it hard to avoid the hazards. To address this, it is essential to recycle industrial waste through green concrete technology, such as ground-granulated blast furnace slag (S), silica fume, and fly ash (FA). In this study, the effect of nano-alumina (NA) on the fresh and hardened stag of fly ash and/or slag-based alkali-activated self-compacting concrete (A-ASCC) cured in an ambient environment was investigated. Three different types of binders were used: 100% slag, 50% slag and 50% fly ash, and 100% fly ash. Four ratios of nano-alumina (0%, 0.5%, 1%, and 1.5%) were used as partial replacements for binder materials. The fresh characteristics of A-ASCC were evaluated by indicating the slump flow, T50 value, V-funnel, and L-Box tests. The mechanical properties of A-ASCC were evaluated by measuring the compressive strength, flexural tensile strength, and splitting tensile strength test values to assess the qualities of the hardened state. Scanning electron microscopy (SEM) was also used to clarify the microstructure of the A-ASCC specimens. Regardless of the binder materials used, the addition of NA has a negative effect on fresh state performance. The mechanical performance of alkali-activated A-ASCC was significantly improved by the incorporation of NA. The incorporation of NA with 50% slag and 50% fly ash showed better properties than other binder materials. However, the highest flexural and compressive strengths were achieved with 1% NA and 100% FA, and the maximum splitting tensile strength was achieved with 1.5% NA. Furthermore, using NA significantly increases the A-ASCC setting time and may be used to produce A-ASCC in an ambient environment.
1. Introduction
The world is currently facing a climate emergency. The significant environmental pollution crisis has infiltrated all elements of human life, making it nearly impossible to avoid the hazards that pervade all aspects of life. Therefore, it is essential to find solutions to this pollution by recycling industrial waste via ground-granulated blast furnace slag, silica fume, and fly ash, which are examples of green concrete technology applications [1,2]. For decades, researchers have been looking for solutions to reduce pollution in the environment and recycle factory waste to reduce the impact of waste on the environment and create a pollution-free environment. Worldwide, ongoing efforts are being made to create environmentally friendly products. Steel and concrete manufacturers are attempting to reduce CO2 emissions by 2030 due to excessive CO2 emissions [3,4,5]. Portland cement has a significant energy cost when used in concrete design, and studies predict that CO2 emissions are between 0.66 and 0.82 kg per kilogram of cement produced [6,7,8]. Cement is an obvious candidate for reducing greenhouse gas emissions due to its massive emissions and critical importance to human civilization [9]. Therefore, to reduce the gas emissions in the environment, it is necessary to fund new construction materials that are more friendly to the environment as an alternative to ordinary Portland cement [10]. Recently, an alternative to the traditional Portland cement matrix called alkali-activated concrete was developed [11,12]. Alkali-activated concrete is an environmentally friendly product that utilizes industrial waste (IW) by-products like fly ash and crushed granulated blast furnace slag to replace cement in concrete [13]. Alkali-activated concrete is gaining popularity as a result of significant reductions in both natural resource use and CO2 emissions.
Switching to alkali-activated concrete as opposed to traditional concrete has demonstrable ecological benefits as it offsets CO2 emissions from cement production [14]. However, the degree of environmental advantage and the results from the life cycle assessment (LCA) of AAC differ depending on the specific site and a variety of other factors. It is also referred to as “earth-friendly concrete” (EFC) and is made through the activation of alumina and silica-rich material with an alkaline activator solution. Utilizing AAC is more effective in terms of energy consumption and CO2 emissions and is less expensive than other materials, making it an ecologically sound choice [15].
Furthermore, alkali-activated concrete uses a by-product alumina (Al2O3) and silicate (SiO4) composition to develop improved construction materials [11,16]. Alkali-activated concrete is produced by blending ingredients containing alumina and silicate with an alkaline activation. Metal manufacturing and waste products, like slag or fly ash, are used, resulting in a cleaner environment. This is due to the fact that the waste is held within the concrete and does not need to be disposed of while it is in use. Heat and carbon dioxide are both required in the production of standard Portland cement-based concrete. Moreover, one ton of carbon dioxide gas (CO2) is created during the manufacture of one ton of cement, making excessive use of the material uneconomical and undesirable [17,18]. As a result, researchers were required to utilize cementitious materials like ground-granulated blast-furnace slag, silica fume, and fly ash, among others. Cementitious materials reduce costs while improving the matrix’s workability, followability, and mechanical performance [17,19,20]. Slag and fly ash also improve the economics and environmental friendliness of the components while also improving the mechanical characteristics of concrete [21,22,23].
Alkali-activated concrete has a number of advantages over traditional concrete. First, the production of AAC generates significantly less CO2 than the manufacture of traditional Portland cement-based concrete. Moreover, alkali-activated concrete can resist higher temperatures than traditional concrete and can be used in applications where traditional concrete cannot. Additionally, alkali-activated concrete has a higher tensile strength than traditional concrete, making it a more viable option in a variety of applications. Finally, alkali-activated concrete is more durable than traditional concrete, making it a more cost-effective and environmentally friendly choice for construction projects [24].
In the past two decades, construction activities have been expanding rapidly across the globe, with cement being the most commonly utilized material. According to estimates, approximately 2 billion tons of cement are manufactured annually [25]. Unfortunately, the production of cement has led to significant emissions of greenhouse gases, with the energy required to convert fuel and raw materials into cement being the main source of carbon dioxide (CO2) pollution. Studies have found that 1.6 tons of raw materials are needed to produce one ton of cement, resulting in one ton of CO2 emissions. This has caused alarmingly high levels of environmental damage, with the cement industry alone being responsible for approximately 7–8% of all GHG emissions. Consequently, researchers are striving to develop more eco-friendly alternatives to traditional Portland cement (OPC) that possess similar properties [25].
Alkali-activated A-ASCC is a type of self-compacting concrete that has greater deformability due to setting and consolidation without the need for vibration. It is still cohesive enough to handle without segregation or bleeding [26,27]. Researchers have investigated the performance of self-compacting concrete in both the fresh and hardened phases since the 1990s, when it was initially used in the structural field. Furthermore, one of the most compelling reasons for using self-compacting concrete is its resistance to bleeding and segregation without sacrificing structural performance [28,29,30]. Alkali-activated concrete is produced by mixing silicate and aluminate-containing components with an alkaline activator. Using waste products from the iron and metal industries, such as fly ash or slag, results in a cleaner environment. In order to produce ordinary Portland cement, heat is required. Simultaneously, the heating produces a large quantity of carbon dioxide gas in the atmosphere [31,32]. According to related guidelines/standards, the binder content must be 500–600 kg/m3 to achieve the self-compacting concrete requirements [33,34].
Nanoparticles act as fillers to enhance microstructure and lead to dense morphology by reducing pore size and increasing concrete strength [22,34,35]. Nano-alumina (Al2O3) particles greatly improved the mechanical qualities of the concrete. The control concrete has superior mechanical qualities to the mix with less than 3% nano-alumina Al2O3 (NA) particles [36]. The use of nano-alumina results in the formation of a calcium-alumina-silica (CAS) gel in concrete as a result of a reaction with the production of calcium hydroxide (Ca(OH)2) from the hydration process, with the reaction rate being dependent on surface area (particle), resulting in a rapid increase in highly active atom density and thus rapid hydration [35]. The use of nano-alumina (NA) improved the mechanical characteristics and shortened the setting time of concrete composites, and scanning electron microscopy (SEM) revealed that the nano-alumina (NA) was uniformly dispersed by enhancing the microstructure of concrete [37]. Nano-alumina has been recognized as a potential additive for improving the performance of alkali-activated self-compacting concrete (SCC). Studies have demonstrated that nano-alumina can effectively reduce the water absorption and porosity of alkali-activated SCC, improve its compressive strength, and increase its durability and resistance to the alkali-silica reaction [38]. It can also reduce the amount of cement and other cementitious materials required for SCC production and improve the workability of SCC. Therefore, the application of nano-alumina in alkali-activated SCC provides a promising way for researchers to design and develop high-performance, cost-effective, and eco-friendly SCC. The characterization of alkali-activated SCC with nano-alumina will shed light on the effects of nano-alumina on the properties of SCC and its potential application in civil engineering [38].
In addition, nano-alumina has been studied for its potential applications in self-compacting concrete. As a result, research into the effect of nano-alumina on the characterization of alkali-activated self-compacting concrete is of great significance and urgency. Self-compacting concrete is a type of concrete that is able to flow and fill the formwork under its own weight. This type of concrete is highly desired due to its excellent performance and ability to reduce labor costs. Activated by alkali solutions, self-compacting concrete with an alkali activator is a unique sort of self-compacting concrete [38].
The pricing of metals is an important factor when describing alkali-activated, self-compacting concrete containing nano-alumina. Nano-alumina is typically used as a reinforcing agent to improve the strength, durability, and workability of concrete. The cost of raw materials can have a significant impact on the cost of producing concrete [39]. Nano-alumina prices vary greatly depending on its form and the type of nanomaterials used. For example, the price of a kilogram of nano-alumina powder ranges from $50 to $150 USD, while the price of a kilogram of nano-alumina nanoparticles ranges from $100 to $200 USD. As such, it is important to consider the cost of the raw materials when determining the overall cost of the concrete. In addition, it is important to take into account the member’s overall costs (such as construction costs, maintenance costs, etc.) [39]. On the other hand, academics, investors, government organizations, and the like are concerned about being able to predict the price of oil. Oil is regarded as a crucial non-renewable energy source that is important to the growth of both national and international economies [40,41]. The environmental impact of AAC was evaluated and compared with that of cement concrete using life cycle assessment analysis and the IMPACT 2002+ methodology; there is currently no sustainable method of handling liquid packaging boards as a whole. The cardboard is recycled on occasion, but there is no consistent market for the resultant polyethylene and aluminum combination (PE-Al). Because Al leaking from landfills affects both soil and water, it was proposed to avoid PE-Al landfilling by converting Al into nanoparticles (nAl), which could then be utilized as a low-cost biodiesel additive [42]. For 1 m3 of AAC and regular cement concrete, the production costs were estimated. A high compressive strength of more than 60 MPa, a splitting tensile strength of 24 MPa, and an elastic modulus of 8.5 MPa were all attained by alkali-activated concrete. Alkali-activated concrete’s ability to prevent corrosion outperformed traditional cement concrete by about 80%. Alkali-activated concrete reduced its ability to cause global warming by 61% and enhanced human health by 9.4%. Furthermore, because of the significant amounts of sodium silicate present, alkali-activated concrete had a 68% negative influence on the quality of the ecosystem and had a marginally greater effect than cement concrete on the type of material degradation for low strength grades of 30 MPa. Due to the high cost of the alkali-activated primary components, the production cost of alkali-activated concrete (92 US$) was three times higher than that of cement concrete (31 US$). According to the environmental results, alkali-activated concrete based on locally accessible metakaolin clay can be used in the building industry as a green substitute for cement concrete [43].
Nano-alumina has been shown to enhance the performance of alkali-activated self-compacting concrete by increasing its strength and durability. As a result, understanding the effect of nano-alumina on the characterization of alkali-activated self-compacting concrete is of great significance. This research can help improve the performance of self-compacting concrete, reduce labor costs, and improve construction safety. Although there have been several studies on conventional SCC with and without nano-alumina, there have been few or no studies on the fresh and hardened state characteristics of A-ASCC with and without nano-alumina. The goal of this study is to investigate the effects of incorporating nano-alumina on the flowability, passing ability, and mechanical performances of slag and/or FA-based A-ASCC cured in an ambient environment. Furthermore, relationship comparisons between fresh state performance and scanning electron microscope (SEM) analysis were performed on a micro level.
2. Experimental Methods
2.1. Alkali Activated Self-Compacting Concrete A-ASCC
A-ASCC is a type of liquid concrete that can be set and consolidated by weighing it without mechanical vibration. In the current study, locally available low-calcium fly ash from Euro build and ground-granulated blast slag from Chine confirmed to meet ASTM C 618 standards [44]. Complementary uses of slag and fly ash produced more promising performance than alkali-activated concrete based on fly ash [45], because the mineral composition of the material is directly related to the development of strength. Slag and fly ash include considerable amounts of SiO2, CaO, and Al2O [45]. Slag was used with a specific gravity of (2.7) g/cm3 and a specific surface area of (418) kg/m2. Furthermore, the effect of nano-alumina (NA) on a wide scale and in the present period was explored as part of the research. Locally available nano-alumina (gamma) with 99.9% purity is used as a nanomaterial additive. Furthermore, the particle size of both nanomaterials is in the range of 20–30 nm with a specific gravity of 2.2 g/cm3. The amount of nano-alumina used was 0.5, 1.0, and 1.5 percent of the binder total weight [46]. Furthermore, two different pozzolans (slag and fly ash) were used to investigate the influence of NA on the SCC’s mechanical strength in order to analyze the effect of nanoparticles on mechanical and physical properties. Figure 1 shows the materials used in the production of A-ASCC mixtures. The physical characteristics and chemical compositions of S, NA, and FA obtained from the supplied company are shown in Table 1 and Table 2.
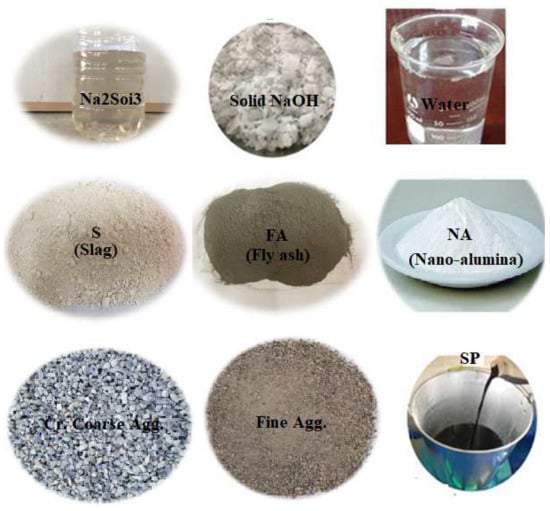
Figure 1.
Materials used in the production of A-ASCC mixtures.

Table 1.
Chemical compositions of fly ash (FA), ground-granulated blast slag (S), and nano-alumina (NA).
Table 2.
Physical properties of fly ash (FA), ground-granulated blast slag (S), and polypropylene fiber (NA).
Twelve different A-ASCC mixtures were designed using four mixtures of 100% slag, four mixtures of 100% fly ash, four mixtures of 50% slag with 50% fly ash, and NA ratios of 0, 0.5, 1, and 1.5% of nano-alumina. The Master Glenium (51) was utilized as a polycarboxylate-based superplasticizer to achieve the necessary workability and followability. Crushed stone and natural fine aggregates were used to produce A-ASCC. The physical parameters and sieve analysis of the aggregates utilized are listed in Table 3. A combination of sodium silicate (S-S) and (12) molarity (M) sodium hydroxide (S-H) was utilized to alkali activate A-ASCC mixtures with an S-S/S-H ratio of 2.5 [47]. For economic considerations, the optimal S-S/S-H ratio was determined to be in the range of (1.5) to (2.5), as previously examined [48]. The ratio of alkali-activated solution to binder materials was kept constant at 0.5 [49].
Table 3.
Physical properties and sieve analysis of course and fine aggregates.
2.2. Mix Design
Three sets of A-ASCC mixes were developed: 100% ground-granulated blast furnace without nano-alumina particles (NA) and (0.5, 1, and 1.5% NA); 100% fly ash without and with (0.5, 1, and 1.5% NA); and 50% fly ash and 50% slag without and with (0.5, 1, and 1.5% NA). As stated in Table 4, the binder materials for all mixes were set at 500 kg/m3, and the alkaline to binder ratio was 0.5 [49]. The percentage of nano-alumina in the binder components was (0.5, 1, and 1.5%). To achieve self-compacting concrete properties, the nano-alumina ratios used were 0.5–1.5% [46].
Table 4.
The mixture proportions for self-compacting concrete (kg/m3).
The amount and types of binder used, the type and content of alkali-activator (A-A), the maximum grain size (Dmax), and the amount of NA utilized in the mix all influence the properties of alkali-activated self-compacting concrete. On the other hand, increasing the amount of nano-aluminum reduces the workability of fresh concrete. However, increasing the dose of NA resulted in increased hardness in a short period of time (setting time) [50].
The aggregates and binder components were dry mixed for 2.5 min as the first step in the mixing procedure. After 1 min of mixing, the dry mixture was slowly added along with SP, additional water, and an alkali activator. The mixture was then mixed for an additional 3.0 min to achieve uniformity and homogeneity of A-ASCCs mixtures [22,30].
2.3. The Fresh State Properties of A-ASCC
According to the L-box height ratio, V-funnel flow time, T50 slump flow duration, and slump flow diameter presented in Figure 2, the test equipment is sketched to achieve the new characteristics of A-ASCC. All new characteristic tests were performed in accordance with the EFNARC committee’s European standard for the production of conventional SCC [50]. A sensitive test for determining a fresh mix’s flowability under free-flow conditions is the slump flow. As a result, it was suggested that it be stated for all SCC mixes. The T50 time is the amount of time needed for the concrete mix to flow on the flow slump table to a predetermined diameter of 50 cm [50]. T50 offered information on the concrete mix’s ability to resist bleeding, homogeneity, and segregation. This information may be gathered from visual observations made during the test or by measuring T50 time. The SCC applications are shown by the EFNARC’s classification of the average slump flow into three categories. Table 5 lists the typical application areas as well as upper and lower restrictions for these classes. The T50 slump flow duration and the V-funnel flow duration are used to determine the viscosity of the A-ASCC. Furthermore, as the genuine viscosity is not feasible in these experiments, the flow rate is stated instead. The time of V-funnel flow is defined as the amount of time that almost all of the mix flowed through the V-funnel aperture, as measured by the V-funnel test. The viscosity classifications according to EFNARC are shown in Table 5 [50]. The L-box test determines whether new concrete can flow without losing homogeneity and segregation through small apertures and constrained areas, such as areas with partially filled reinforcing. Table 5 lists the L-box ratio classification.
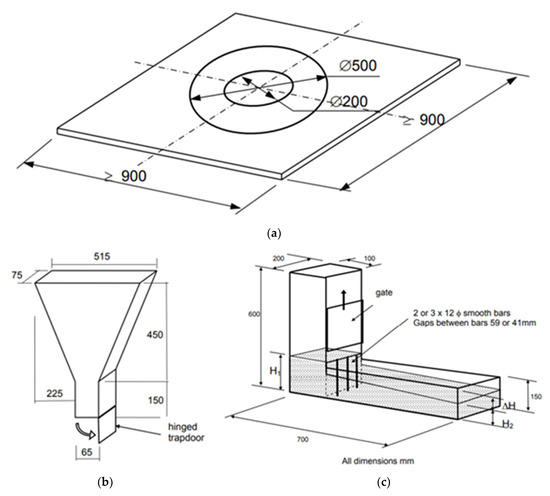
Figure 2.
The test devices used to determine the fresh properties of A-ASCC mixes [50]. (a) Slump Flow test; (b) V-Funnel flow test; (c) L-Box passing ability test. (Note: the dimensions used in the above Figure are in mm).
Table 5.
The EFNARC specification and classification of A-ASCC mix fresh properties [50].
2.4. The Curing Condition of A-ASCC
After casting, the top faces of the molds were covered with a plastic sheet to prevent evaporation from the alkali activator mortar. The demolded specimens of A-ASCC were placed in an ambient environment (lab temperature) of 23 °C for 28 days. For each mix, three similar samples were cast, and the average results were achieved.
2.5. The Hardened Properties of A-ASCC
2.5.1. Compressive Strength
The compressive strength experiments were performed to determine the combined effects of slag, fly ash, and nano-alumina (NA) on the hardened properties of A-ASCC after 28 days of casting. The compressive strength of A-ASCC specimens was determined according to the ASTM C39 standard [51]. A cubic specimen with dimensions of 100 × 100 × 100 mm is used to evaluate the compressive strength of A-ASCC.
2.5.2. Splitting Tensile Strength Tests of A-ASCC
The ASTM C496 [52] standard was used to evaluate the splitting tensile strength tests of the A-ASCC specimens using 100 × 200 mm cylinder specimens. To obtain tensile strength from concrete, a compressive force is applied along the length of the concrete cylinder. After measuring the specimen’s weight and dimensions, the specimen is then placed on both sides of the specimen and aligned with the center marking line. However, the plywood was placed on top and bottom of the specimen. Then the load was applied, and the failure load was recorded.
2.5.3. Flexural Tensile Strength
Three-point flexural tensile strength testing was performed, and prismatic specimens with dimensions of 100 × 100 × 500 mm were used to ensure a 450 mm span length for testing. Three-point flexural tensile strength testing was performed on the prismatic specimens in accordance with ASTM C293 standards [53]. A 3000 kN capacity bending frame machine was used.
2.6. Toxicity of Various Nanomaterials for Human Health
Nanoparticles have different physicochemical properties compared with larger particles or bulk materials. As a result, they are increasingly being used in applications in various fields. It is of paramount importance to be aware of their toxicity for several reasons. Exposure to nanoparticles can occur when handling them, as a result of accidental environmental release, during waste disposal, or during recycling. Nanoparticles are very small particles that can enter the human body through several routes, such as inhalation, ingestion, or dermal exposure [54,55]. The authors used a variety of safety procedures to ensure the safety of the personnel and environment during the study. All personnel involved in handling the nanomaterials wore personal protective equipment (PPE) during the entire study. All nanomaterials were handled in a well-ventilated area, and any airborne nanomaterials were filtered through a HEPA filter. All containers and surfaces were routinely cleaned with a 70% ethanol solution. Any waste generated was disposed of in accordance with applicable local, state, and federal regulations [56].
3. Results and Discussions
3.1. Fresh Characteristics of A-ASCC Mixtures
Table 6 presents the results of the A-ASCC fresh properties. The results indicate that the lowest flowability for the 100% slag and 1.5% NA mixtures was 639 mm, which satisfied the EFNARC requirement of 550 mm [28]. Also, the European Standard (EN) 12350-8 (600) mm [57] According to the given regulation/standard, the passing ability (PL) value in the L-box tests should be more than 0.8. All PL values for A-ASCC mixtures were greater than 0.8, suggesting that the alkali-activated self-compacting concrete mixes achieved the required passage ability as well as acceptable flow ability and viscosity for high-reinforced structures [58]. According to the standard [59], the T50 time of A-ASCC mixtures should be shorter than 6s for acceptable flowability. The results indicated that all self-compacting concrete mixes satisfied the T50 time requirement of 6s. It can be concluded that all A-ASCC mixtures had adequate flow and passing ability.
Table 6.
Fresh Properties of A-ASCC Mixtures.
3.1.1. The Effect of Nano Alumina and Type of Binder Material on Followability
Figure 3 illustrates the slump flow values for each mix. As a result of the high surface area of NA particles, the mix with 100% FA and no NA had the greatest flow ability, whereas the mix with 100% slag and 1.5% NA had the least flow ability. The results revealed that including 1.5 percent NA reduced the flow ability of the slag-based A-ASCC mixtures marginally. Slump values and flow ability were significantly reduced with the addition of NA to the 100% FA and/or 50FA-50%S based A-ASCC mixtures. However, all mixtures performed well in terms of flow ability without bleeding or segregation, and the values were within the European Committee’s standards [50]. As a result, alkali-activated self-compacting concrete (A-ASCC) may be concluded to be useful for structural applications such as slabs, columns, and beams. The inclusion of NA also greatly enhanced the viscosity and cohesion of the mixes, and the mixes with NA were more homogeneous and flowed without separated aggregate and/or bleeding. Previous research on conventional SCC found that using nanoparticles reduced the slump flow value when produced with FA-mix (control mixes). This is due to the fact that flow values decreased as a result of high-surface-area nanomaterials absorbing some of the mixed water. Because of their huge surface area and strong reactivity, water molecules are drawn to nanoparticles. As a result, less free water is needed to increase the mix’s flowability [60]. However, the use of 0–1.5% NA with 50% FA and 50% slag was shown to have a high effect on the fresh properties of A-ASCC [61].
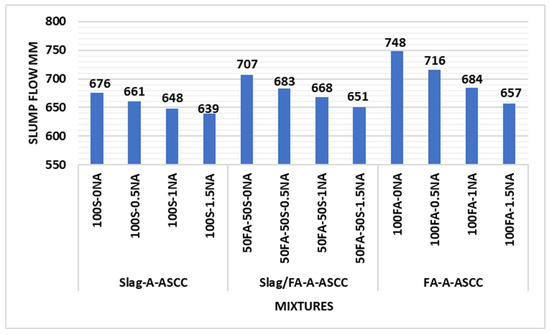
Figure 3.
Slump flow values of A-A SCC mixes.
On the other side, the inclusion of NA decreased the setting time and the hardness for all blends. Alkali-activated concrete used in ambient environments was researched. The presence of NA enhances the likelihood that A-ASCC will be used in an ambient environment [30,34]. Furthermore, the inclusion of NA might be used to stop the slag-based A-tendency of ASCCs to shrink. Researchers discovered that the early initial AAM mix setting time is influenced by the surface charge of a slag particle [62]. Early setup times for the slag-based A-ASCCs with 1%, 2%, 3%, and 4% NS were 1 h, 1.25 h, 1.5 h, and 1.5 h, respectively. These mixtures required 6, 7, 8, and 9 h, respectively, to reach their final settings. In light of this, researchers have suggested that NS could be used to limit the shrinkage of slag-based A-ASCC [61]. When the slag was blended with NA, the setting time was reduced even further. The slag-based A-initial ASCC’s setting times were 0.45 h, 0.65 h, and 0.75 h, respectively. The ultimate setting times for these mixes were 3 h, 2.5 h, and 2 h, respectively.
3.1.2. Effects of Nano Alumina and Type of Binder Material on T50 Duration
The T50 times of the A-ASCC mixes are shown in Figure 4. The mixtures with 0% NA and 100% FA had the shortest T50 duration. The mix with 100S-1.5% NA has the maximum flowability. At the same time, the T50 time for the 100% FA mixtures was higher than the T50 time for the 100% slag mixes. As illustrated in Figure 2, the mix with 100% slag and 1.5% NA had the greatest T50 time and the lowest flowability. Moreover, due to the high viscosity of the mixes, including NA, the T50 durations were significantly reduced, independent of the type of binder used. Additionally, in the study in hand, the T50 time was less than 6 s, which is in compliance with EN 12350-8 [57]. While this was going on, all T50 values in the current investigation were considered appropriate by the EN 12350-8 standard [57] and EFNARC specification [50]. Additionally, it was concluded from the T50 duration data that the amount of NA had a detrimental impact on the flowability of A-ASCC; mixes containing 100% fly ash without NA had shorter T50 durations.
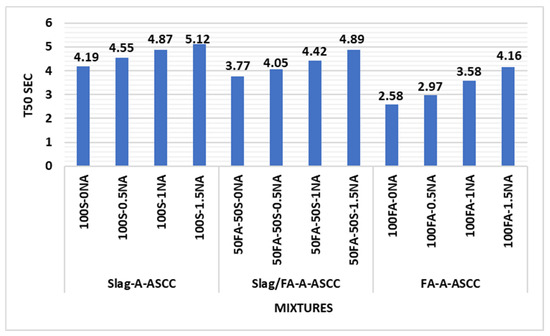
Figure 4.
T50 time of A-ASCC mixes.
3.1.3. Effects of Slag, Fly Ash, and Nano Alumina on V-Funnel Flow Duration of A-ASCC Mixes
Figure 5 represents the V-funnel flow times of alkali-activated self-compacting concrete mixtures. A-ASCC mixes with 100% FA and no NA had the shortest V-funnel flow times, whereas mixes with 1.5% NA and 100% slag had the highest. In addition, when NA was added to all mixtures, the discharge duration increased, independent of binder type, and the reduction increased as the percentages of NA increased. The earlier study also found that the addition of NA affected the flowability of alkali-activated self-compacting concrete [63].
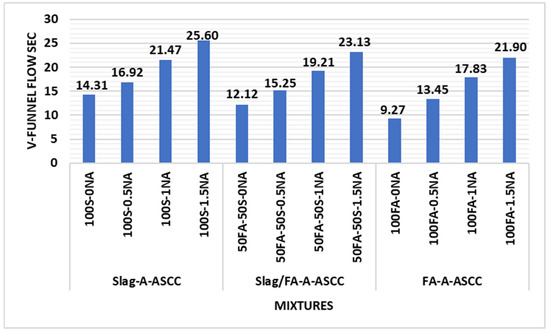
Figure 5.
V-funnel time of A-ASCC mixes.
All of the A-ASCC combinations in the current experiment were categorized as VS2/VF2 based on the T50 duration and V-funnel discharge time measurements. The VS1/VF1 viscosity rating indicates a suitable flow, even for heavy reinforcing structures, according to the EF-NARC standard. The VS2/VF2 class, on the other hand, has very little formwork pressure and great resistance to bleeding and segregation, whereas this class has insufficient resistance to both. Because of this, the VS2/VF2 class’s surface finish property is inadequate and may deteriorate if the flow of A-ASCC mixes is stopped. The V-funnel results showed that NA improved bleeding and segregation resistance, increased mixture viscosity, and increased mixture stability. Additionally, the EN 12350-9 standard [59] states that any A-ASCC mix’s V-funnel flow time should be less than 15 s to exhibit exceptional filling ability. Aside from the mixtures with 0.5% NA, the values of the mixes without NA were lower than those of the A-ASCC blends with NA, indicating longer flow durations overall. Furthermore, increasing NA concentrations improved the A-ASCC mixtures’ resilience to bleeding and segregation, and the NA-containing mixes were shown to be more cohesive than the control mix (without NA). The outcomes showed that the fresh state properties of the A-ASCC combinations were negatively impacted as the NA ratios rose. The quantity of NA should be managed to achieve outstanding fresh-state performance in order to make slag and/or fly ash-based A-ASCC mixes with superior flowability and passing ability.
3.1.4. The Effects of Slag, Fly Ash, and Nano Alumina on the L-Box Values of A-ASCC Mixes
The L-Box, which was measured by dividing the horizontal height (H2) of the mixes by the vertical height (H1) of the mixes (H2/H1), represents the passing ability of alkali-activate Self-Compacting Concrete mixtures between the tight spacing (41 ± 1 mm). The (H2/H1) ratio for the passing ability criteria should be greater than 0.8, according to the acceptable regulations/standards [64].
Figure 6 shows the L-box test values for alkali-activated self-compacting concrete mixes. The mixes with 100% FA and 0% NA had greater passing ability, whereas the mixes with 1.5% NA and 100% Slag had poor performance. The inclusion of NA significantly reduced the passing ability of the alkali-activated self-compacting concrete mixes. Because of the high viscosity and cohesiveness of the mixes that contain NA, the passing ability was reduced. As a result, A-ASCC with acceptable fresh properties can be produced by incorporating nano-alumina into fly ash and/or slag [64]. The passing ability values for A-ASCC mixes were also shown to be lowered by the addition of NA, regardless of the binder components. It should be noted that as NA increased from 0% to 1.5%, the A-capacity of ASCCs to pass decreased. However, it was noted that the homogeneity of A-ASCC mixes decreased without bleeding or segregation.
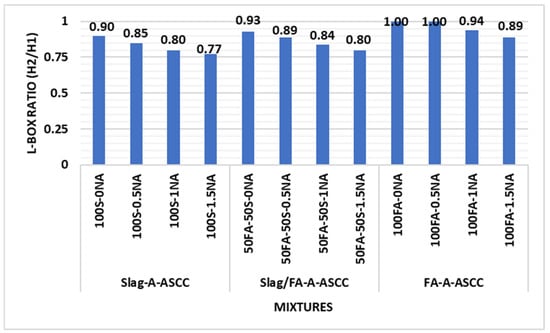
Figure 6.
L-Box ratio (passing ability) of A-ASCC mixes.
3.2. The Hardened Performance of A-ASCC Specimens
The compressive strength values and hardened performance of the A-ASCC specimens are shown in Figure 7 and Table 7. According to the results, the addition of NA had a superior influence on the compressive strength values of A-ASCC specimens. The improvement was obtained for the specimens containing 1% NA, which exhibited a 20% improvement over the mixes without NA.
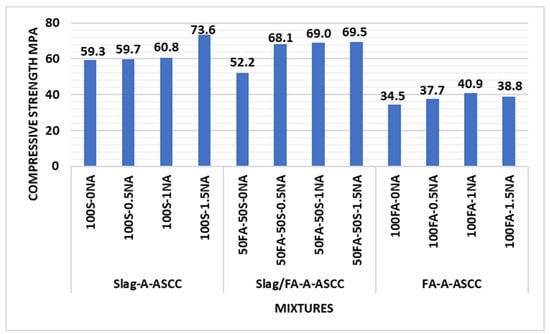
Figure 7.
The compressive strength of A-ASCC specimens.
Table 7.
Illustration of the hardened state properties of self-compacting concrete (A-A) mixes.
Nano-aluminum had an incredible influence on enhancing the performance of concrete, especially its compressive strength. The addition of 1.5% nano-aluminum to 100% slag resulted in the greatest compressive strength values, which were 73.565 MPa with an improvement ratio of about 24%. Furthermore, the results showed that the compressive strength for the mix including 1.5% nano-aluminum, 50% slag, and 50% fly ash was 69.465 MPa with an improvement ratio of around 33%. The research found that 1.0% of nano-aluminum with 100% fly ash was 38.786 MP, with an improvement ratio of approximately 18.5%. The compressive strengths of slag-based A-ASCC containing 1.5%, 1%, and 0.5% NA were 24, 2, and 0.6%, respectively. The improvement ratios for FA/S-based A-ASCC were 33, 32, and 30 for the mixes with 1.5%, 1%, and 0.5% NA. The improved ratio for FA-based A-ASCC was 13, 19, and 9 for the mixes containing 1.5%, 1%, and 0.5% NA, respectively. Shaikh et al. (2019) reported similar results in previous studies with alkali-activated mortar [65]. According to the results, the best binder materials to incorporate NA were 50% FA and 50% slag. As a result, the binder containing 50% FA and 50% slag produced the best reaction between the NA particles and the matrix. For all mixtures, the best and most cost-effective NA ratio was 1%.
3.2.1. Splitting Tensile Strength
The effects of NA incorporation and the type of binder materials on the splitting tensile strength values of cylindrical self-compacting concrete specimens are depicted in Figure 8. The testing research found that nano-aluminum played an important role in enhancing splitting tensile strength, independent of binder type. The inclusion of NA improved the splitting tensile strength of 100 slag-based A-ASCC, with improvements of 6.9, 5.8, and 3.6 for the mixes containing 1.5%, 1%, and 0.5% NA, respectively. On the one hand, the results showed that increasing the NA concentration enhanced the A-ASCC specimens’ splitting tensile strength. Furthermore, the study indicated that 1.0% of nano-aluminum, 50% of slag, and 50% of fly ash had a tensile strength of 10.695 MPa with an improvement ratio of approximately 45.5%. The results showed that 1.5% nano-aluminum with 100% fly ash was 6.795 MP, with an improvement ratio of roughly 4.7%. The splitting strengths of slag-based A-ASCC containing 1.5%, 1%, and 0.5% NA were 7, 6, and 4%, respectively. The improvement ratios for 50FA/50S-based A-ASCC were 33, 44.5, and 44 for mixes including 1.5%, 1%, and 0.5% NA, respectively. The improved ratio for 100% FA-based A-ASCC was 4.7, 1.6, and 0.7 for the mixes including 1.5%, 1%, and 0.5% NA, respectively. Similar results were obtained in the previous studies for alkali-activated mortar studied by Shaikh et al. (2019) [65]. According to the results, the best binder materials to incorporate NA were 50% FA and 50% slag. As a result, the binder containing 50% FA and 50% slag produced the best reaction between the NA particles and the matrix. For all mixtures, the best and most cost-effective NA ratio was 1%. Previous research showed that nano-Al2O3 and nano-TiO2 doses of 0.5% and 1% by weight of cement were the most successful mixtures. Furthermore, as compared to the control conventional concrete, compressive, splitting tensile, and flexural strengths improved by 42%, 34%, and 28%, respectively [66].
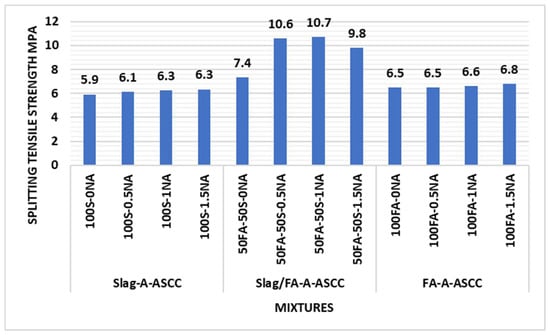
Figure 8.
The splitting tensile strengths of A-ASCC specimens.
3.2.2. Flexural Strength Test
The flexural tensile strength of alkali-activated self-compacting concrete prisms was investigated. Flexural tensile strength testing was carried out on 100 × 100 × 500 mm identical prism specimens using a three-point bending load with a 3000 kN capacity (digital machine control). As illustrated in Figure 9, the testing results indicate that nano-aluminum had a significant effect on enhancing flexural tensile strength independent of binder type. The incorporation of NA enhanced the flexural tensile strength, with the improvement of 100% slag-based A-ASCC being 48, 31, and 62% for the mixes including 1.5%, 1%, and 0.5% NA, respectively. On the one hand, the results indicated that increasing the NA concentration improved the flexural tensile strength of A-ASCC specimens. Furthermore, the finding showed that the maximum value of 9.24 MPa was obtained using 1.5% nano-aluminum, 50% slag, and 50% fly ash, with an improvement ratio of around 8.9%. The results indicated that 1.0% nano-aluminum with 100% fly ash was 8.39 MP, with an improvement ratio of roughly 3.4%. The flexural tensile strength of slag-based A-ASCC containing 1.5%, 1%, and 0.5% NA was 48, 31, and 62%, respectively. For FA/S-based A-ASCC, the improved ratios were 8.9, 6.7, and 2.9 for the mixes containing 1.5%, 1%, and 0.5% NA, respectively. The improved ratio for FA-based A-ASCC was -0.85, 3.4, and 2.7 for the mixes containing 1.5%, 1%, and 0.5% NA, respectively. Similar results were obtained in the previous studies for alkali-activated mortar studied by Shaikh et al. (2019) [65]. According to the findings, the maximum flexural tensile strength was obtained with the utilization of the binder (50% FA and 50% slag), and the best binder materials to contain NA were 100% slag. That is, the binder containing 100% slag caused the greatest reaction between the NA particles and the matrix. For all mixtures, the best and most cost-effective NA ratio was 1%. A previous study found that nano-Al2O3 and nano-TiO2 dosages of 0.5 and 1% by weight of cement were the most efficient mixtures. Furthermore, as previously stated, as compared to the control specimen, compressive, splitting tensile, and flexural strengths increased by 42%, 34%, and 28%, respectively [66].
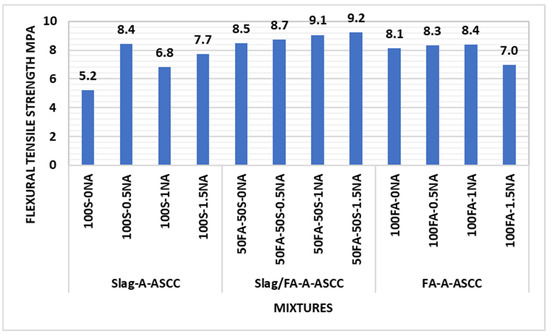
Figure 9.
The Flexural-tensile strengths of A-ASCC specimens.
3.3. Correlation and Relationship between Fresh State Properties of A-ASCC
The researcher should also identify a correlation between the experimental data in order to evaluate the results. As previously stated, the compressive strength values of concrete have a considerable influence on its mechanical properties. This research focused on the relationships among fresh properties. There was a significant correlation between slump flow and T50 flow time, as illustrated in Figure 10a–c. (R2: 0.9114). There were also excellent relationships between L-Box and slump-flow (R2: 0.8403). In addition, there was a semi-strong correlation between slump flow and the V-funnel (R2: 0.8371).
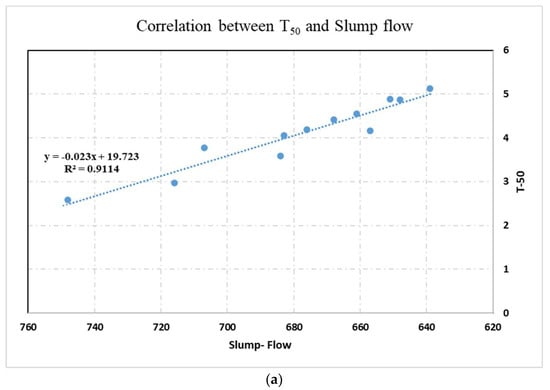
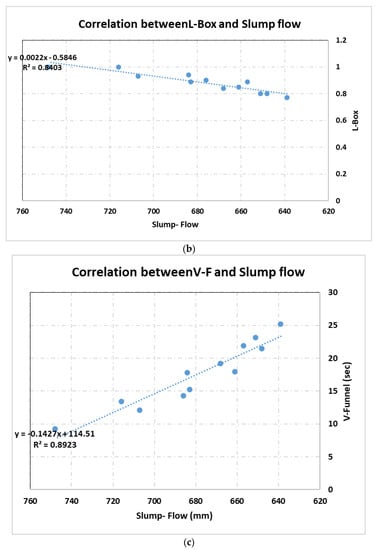
Figure 10.
The correlation among the fresh properties of alkali-activated self-compacting concrete. (a) Correlation between T50 and Slump Flow; (b) Correlation between Slump-Flow and L-Box; (c) Correlation between Slump Flow and V-Funnel.
3.4. Scanning Electron Microscopy (SEM) Analysis
Figure 11 presents scanning electron microscopy (SEM) images of A-ASCC specimens with and without NA to investigate the effect of NA on the interfacial transition zone (ITZ) and matrix microstructure. The SEM observation of the A-ASCC specimen is shown in Figure 10a with 100% slag and no NA; the slag particles showed where there were no internal fractures in the matrix. There were some pores as a result of the particles’ large surface area and low workability. Figure 11b illustrates the SEM of the A-ASCC specimen with 100%, 0% fly ash, and 1.5% NA; the particle of NA with slag also indicates the diameter of NA, and there were no internal fractures in the specimen. The pores in the specimens with NA were smaller and less numerous than the pores in the specimens without NA. The SEM of the A-ASCC specimen is shown in Figure 11c, as is the NA with slag and fly ash. NA has an absolutely small size and diameter when compared to fly ash and slag. However, no internal fractures were detected in the specimen.
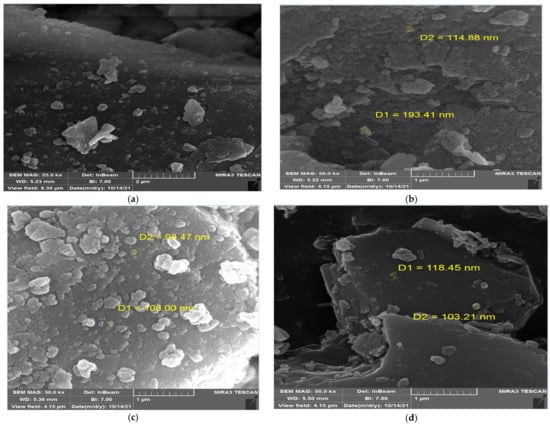
Figure 11.
Scanning Electron Microscopy (SEM) of A-ASCC Specimens. (a) Specimens with 100% Slag, without FA and 0% NA; (b) Specimens with 100% Slag, 0% FA and 1.5% NA; (c) Specimens with 50 Slag-50% FA and 1.5% NA; (d) Specimens without Slag-100% FA and 1.5% NA.
On the one hand, no microcracks were seen in the microstructure of the A-ASCC specimen with NA due to the matrix’s significant bond strength enhancement. In the meantime, increased reaction products between the binder components and NA resulted in high-performance concrete. However, NA played a role in improving the binding strength between slag and matrix, resulting in good mechanical performance with 1.5% NA. Previous research indicated that nano-alumina played a significant role in improving the performance of conventional concrete. The pozzolanic reaction from nano-Al2O3 products and Ca(OH)2 was used to fill the spaces between the grains of wet cement and increase the bond strength and mechanical properties of the concrete [64].
4. Conclusions
The performance of A-ASCC specimens with and without nano-alumina was investigated in both fresh and hardened forms. Furthermore, the effect of NA in three different volumes (0.5, 1, and 1.5%) with different binder materials (100% slag, 0% fly ash; 50% slag, 50% fly ash; and 0% slag, 100% fly ash) on both fresh and mechanical properties was studied. The following conclusions were drawn from the outcomes.
In fresh state testing, the inclusion of nano-alumina reduced the V-funnel flow time, L-Box passage capacity, T50 flow time, and slump flow. The largest decline in fresh performance (37%) was seen in the combinations with the highest NA. By combining 1.5% NA and 100% slag, the minimum fresh characteristics were subtracted. The EF-NARC and TS 12350 flowability and passing ability criteria were met by the A-ASCC mixes in this particular instance.
- The A-ASCC mixture’s resistance to bleeding and segregation was increased by adding more NA, and it was discovered that mixes with NA were more cohesive than mixes without NA.
- EFNARC verified that all A-ASCC mixtures were in the VS2/VF2 viscosity class, which has better bleeding and segregation resistance and low formwork pressure based on V-funnel and slump flow tests.
The compressive strength of specimens improved when the amount of nano-alumina was increased; the A-ASCC, which includes 100% S and 1.5% NA, reached its maximum strength compared to other mixtures. This means that NA plays a significant role in enhancing the concrete’s compressive strength. It follows that the ideal NA ratio for maximizing A-fresh ASCCs and hardened functionality should be regulated in accordance with the desired performance (fresh and hardened performance).
The splitting tensile and flexural strengths improved as the NA and aspect ratios increased. Furthermore, nano-alumina significantly improved flexural strength and splitting tensile results. The improved performance might be attributed to a better interfacial transition zone and increased binding strength between NA particles and matrix (slag and/or fly ash). The specimens with 50% slag, 50% FA, and 1.5% NA had the highest flexural strengths. Furthermore, with 50% slag, 50% FA, and 1% NA, the tensile strength increased.
The improvement in flexural and splitting tensile strengths may be a result of the fact that nano-alumina improved the bonding between sand, gravel, slag, and fly ash particles in the mixture. Moreover, the NA led to a decrease in the microcracking in the specimens.
There is a significant correlation between slump flow and T50 flow time (R2: 0.9114). Furthermore, a significant relationship between S-flow and L-Box was found (R2:0.8403). Meanwhile, a significant correlation between S-flow and V-funnel was observed (R2:0.8371). Furthermore, it was shown that mechanical testing and slump flow had strong connections. This was caused by a greater concentration of NA with better flow performance, which produced higher mechanical performance.
Nano-alumina specimens had fewer holes and a denser microstructure than non-nano-alumina specimens, according to SEM microstructure analysis. Furthermore, no microcracks were seen in the microstructure of nano-alumina specimens, which might be attributed to higher binding strength between mixture particles, resulting in superior flexural and tensile performance.
Finally, self-compacting alkali-activated concrete with nano-alumina may be used for ambient environments and repair applications because of its superior mechanical performance.
Author Contributions
Conceptualization, R.A.; Writing – original draft, S.J.Y.; Project administration, M.A.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hardjito, D.; Rangan, B.V. Development and Properties of Low-Calcium Fly Ash-Based Geopolymer Concrete. 2005. Available online: https://www.researchgate.net/publication/228794879_Development_and_Properties_of_Low-calcium_Fly_Ash_Based_Geopolymer_Concrete (accessed on 27 December 2022).
- Rangan, B.V. Low-Calcium, Fly-Ash-Based Geopolymer Concrete. In Concrete Construction Engineering Handbook; Taylor & Francis Group: Boca Raton, FL, USA, 2008. [Google Scholar]
- Abdel-Gawwad, H.A.; Abo-El-Enein, S.A. A novel method to produce dry geopolymer cement powder. HBRC J. 2016, 12, 13–24. [Google Scholar] [CrossRef]
- Mehta, P.K. Sustainable cements and concrete for the climate change era—A review. In Proceedings of the Second International Conference on Sustainable Construction Materials and Technologies, Aneona, Italy, 28–30 June 2010; pp. 28–30. [Google Scholar]
- Revathi, T.; Jeyalakshmi, R.; Rajamane, N.P. Study on the role of n-SiO2 incorporation in thermo-mechanical and microstructural properties of ambient cured FA-GGBS geopolymer matrix. Appl. Surf. Sci. 2018, 449, 322–331. [Google Scholar]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Li, C.; Gong, X.Z.; Cui, S.P.; Wang, Z.H.; Zheng, Y.; Chi, B.C. CO2 emissions due to cement manufacture. In Materials Science Forum; Trans Tech Publ.: Zurich, Switzerland, 2011; Volume 685, pp. 181–187. [Google Scholar]
- Peng, J.X.; Huang, L.; Zhao, Y.B.; Chen, P.; Zeng, L. Modeling of carbon dioxide measurement on cement plants. In Advanced Materials Research; Trans Tech Publ.: Zurich, Switzerland, 2013; Volume 610, pp. 2120–2128. [Google Scholar]
- Shen, L.; Gao, T.; Zhao, J.; Wang, L.; Wang, L.; Liu, L.; Chen, F.; Xue, J. Factory-level measurements on CO2 emission factors of cement production in China. Renew. Sustain. Energy Rev. 2014, 34, 337–349. [Google Scholar] [CrossRef]
- Habert, G.; Ouellet-Plamondon, C. Recent update on the environmental impact of geopolymers. RILEM Tech. Lett. 2016, 1, 17–23. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. On the development of fly ash-based geopolymer concrete. Mater. J. 2004, 101, 467–472. [Google Scholar]
- Phoo-ngernkham, T.; Hanjitsuwan, S.; Detphan, S.; Thumrongvut, J.; Suksiripattanapong, C.; Damrongwiriyanupap, N.; Chindaprasirt, P.; Hatanaka, S. Shear bond strength of FA-PC geopoylmer under different sand to binder ratios and sodium hydroxide concentrations. GEOMATE J. 2018, 14, 52–57. [Google Scholar] [CrossRef]
- Davidovits, J. High-Alkali Cements for 21st Century Concretes. ACI Spec. Publ. 1994, 144, 383–398. [Google Scholar]
- Valente, M.; Sambucci, M.; Chougan, M.; Ghaffar, S.H. Reducing the emission of climate-altering substances in cementitious materials: A comparison between alkali-activated materials and Portland cement-based composites incorporating recycled tire rubber. J. Clean. Prod. 2022, 333, 130013. [Google Scholar] [CrossRef]
- Environment, U.N.; Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar]
- Nazari, A.; Sanjayan, J.G. Modelling of compressive strength of geopolymer paste, mortar and concrete by optimized support vector machine. Ceram. Int. 2015, 41, 12164–12177. [Google Scholar] [CrossRef]
- Xie, J.; Chen, W.; Wang, J.; Fang, C.; Zhang, B.; Liu, F. Coupling effects of recycled aggregate and GGBS/metakaolin on physicochemical properties of geopolymer concrete. Constr. Build. Mater. 2019, 226, 345–359. [Google Scholar] [CrossRef]
- Xie, J.; Wang, J.; Rao, R.; Wang, C.; Fang, C. Effects of combined usage of GGBS and fly ash on workability and mechanical properties of alkali activated geopolymer concrete with recycled aggregate. Compos. Part B Eng. 2019, 164, 179–190. [Google Scholar] [CrossRef]
- Zhang, P.; Zheng, Y.; Wang, K.; Zhang, J. A review on properties of fresh and hardened geopolymer mortar. Compos. Part B Eng. 2018, 152, 79–95. [Google Scholar] [CrossRef]
- Kurtouglu, A.E.; Alzeebaree, R.; Aljumaili, O.; Nis, A. Mechanical and durability properties of fly ash and slag based geopolymer concrete. Adv. Concr. Constr. 2018, 6, 345. [Google Scholar]
- Khaloo, A.; Raisi, E.M.; Hosseini, P.; Tahsiri, H. Mechanical performance of self-compacting concrete reinforced with steel fibers. Constr. Build. Mater. 2014, 51, 179–186. [Google Scholar] [CrossRef]
- Çevik, A.; Alzeebaree, R.; Humur, G.; Niş, A.; Gülşan, M.E. Effect of nano-silica on the chemical durability and mechanical performance of fly ash based geopolymer concrete. Ceram. Int. 2018, 44, 12253–12264. [Google Scholar] [CrossRef]
- Alzeebaree, R.; Çevik, A.; Nematollahi, B.; Sanjayan, J.; Mohammedameen, A.; Gülşan, M.E. Mechanical properties and durability of unconfined and confined geopolymer concrete with fiber reinforced polymers exposed to sulfuric acid. Constr. Build. Mater. 2019, 215, 1015–1032. [Google Scholar] [CrossRef]
- Amer, I.; Kohail, M.; El-Feky, M.S.; Rashad, A.; Khalaf, M.A. A review on alkali-activated slag concrete. Ain Shams Eng. J. 2021, 12, 1475–1499. [Google Scholar] [CrossRef]
- Zheng, X.; Streimikiene, D.; Balezentis, T.; Mardani, A.; Cavallaro, F.; Liao, H. A review of greenhouse gas emission profiles, dynamics, and climate change mitigation efforts across the key climate change players. J. Clean. Prod. 2019, 234, 1113–1133. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T. Production and placement of self-compacting concrete. In Self-Compacting Concrete: Materials, Properties and Applications; Woodhead Publishing: Sawston, UK, 2020; pp. 65–81. [Google Scholar]
- Khayat, K.H.; Paultre, P.; Tremblay, S. Structural performance and in-place properties of self-consolidating concrete used for casting highly reinforced columns. Mater. J. 2001, 98, 371–378. [Google Scholar]
- Khayat, K.H. Optimization and performance of air-entrained, self-consolidating concrete. Mater. J. 2000, 97, 526–535. [Google Scholar]
- Ghezal, A.; Khayat, K.H. Optimizing self-consolidating concrete with limestone filler by using statistical factorial design methods. Mater. J. 2002, 99, 264–272. [Google Scholar]
- Gülcsan, M.E.; Alzeebaree, R.; Rasheed, A.A.; Nis, A.; Kurtouglu, A.E. Development of fly ash/slag based self-compacting geopolymer concrete using nano-silica and steel fiber. Constr. Build. Mater. 2019, 211, 271–283. [Google Scholar] [CrossRef]
- Aleem, M.I.A.; Arumairaj, P.D. Geopolymer concrete—A review. Int. J. Eng. Sci. Emerg. Technol. 2012, 1, 118–122. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer cement to minimize carbon-dioxde greenhouse-warming. Ceram. Trans. 1993, 37, 165–182. [Google Scholar]
- Ferraris, C.F.; Brower, L.; Ozyildirim, C.; Daczko, J. Workability of self-compacting concrete. In Proceedings of the PCI/FHWA/FIB International Symposium on High Performance Concrete: The Economical Solution for Durable Bridges and Transportation Structures, Orlando, FL, USA, 25–27 September 2000; pp. 25–27. [Google Scholar]
- Eren, N.A.; Alzeebaree, R.; Çevik, A.; Niş, A.; Mohammedameen, A.; Gülşan, M.E. Fresh and hardened state performance of self-compacting slag based alkali activated concrete using nanosilica and steel fiber. J. Compos. Mater. 2021, 55, 4125–4139. [Google Scholar] [CrossRef]
- Ahmed, N.Y.; Alkhafaji, F.F. Enhancements and mechanisms of nano alumina (Al2O3) on wear resistance and microstructure characteristics of concrete pavement. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 871, p. 12001. [Google Scholar]
- Hase, B.A.; Rathi, V.R. Properties of high strength concrete incorporating colloidal nano-Al2O3. Int. J. Innov. Res. Sci. Eng. Technol. 2015, 4, 959–963. [Google Scholar]
- Jaishankar, P.; Karthikeyan, C. Characteristics of cement concrete with nano alumina particles. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2017; Volume 80, p. 12005. [Google Scholar]
- Shokravi, H.; Mohammadyan-Yasouj, S.E.; Koloor, S.S.R.; Petrů, M.; Heidarrezaei, M. Effect of alumina additives on mechanical and fresh properties of self-compacting concrete: A review. Processes 2021, 9, 554. [Google Scholar]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Vochozka, M.; Rowland, Z.; Suler, P.; Marousek, J. The influence of the international price of oil on the value of the EUR/USD exchange rate. J. Compet. 2020, 12, 167. [Google Scholar] [CrossRef]
- Goel, R.K.; Gupta, R. Impact of crude oil on exchange rate and stock market indices of BRICS nations. JIMS8M J. Indian Manag. Strateg. 2019, 24, 25–34. [Google Scholar] [CrossRef]
- Maroušek, J. Aluminum nanoparticles from liquid packaging board improve the competitiveness of (bio) diesel. Clean Technol. Environ. Policy 2022, 1–9. [Google Scholar] [CrossRef]
- Abbas, R.; Khereby, M.A.; Ghorab, H.Y.; Elkhoshkhany, N. Preparation of geopolymer concrete using Egyptian kaolin clay and the study of its environmental effects and economic cost. Clean Technol. Environ. Policy 2020, 22, 669–687. [Google Scholar] [CrossRef]
- Suraneni, P.; Burris, L.; Shearer, C.R.; Hooton, R.D. ASTM C618 fly ash specification: Comparison with other specifications, shortcomings, and solutions. ACI Mater. J. 2021, 118, 157–167. [Google Scholar]
- Azad, N.M.; Samarakoon, S.M. Utilization of Industrial By-Products/Waste to Manufacture Geopolymer Cement/Concrete. Sustainability 2021, 13, 873. [Google Scholar] [CrossRef]
- Said, S.; Mikhail, S.; Riad, M. Recent processes for the production of alumina nano-particles. Mater. Sci. Energy Technol. 2020, 3, 344–363. [Google Scholar] [CrossRef]
- Memon, F.A.; Nuruddin, M.F.; Khan, S.; Shafiq, N.; Ayub, T. Effect of sodium hydroxide concentration on fresh properties and compressive strength of self-compacting geopolymer concrete. J. Eng. Sci. Technol. 2013, 8, 44–56. [Google Scholar]
- Olivia, M.; Nikraz, H. Properties of fly ash geopolymer concrete designed by Taguchi method. Mater. Des. 2012, 36, 191–198. [Google Scholar] [CrossRef]
- Mohammedameen, A.; Younis, K.; Alzeebaree, R.; Arbili, M.; Ibrahim, T. Performance of Self-compacting Geopolymer Concrete with and without Portland Cement at Ambient Temperature. In Geotechnical Engineering and Sustainable Construction: Sustainable Geotechnical Engineering; Springer: Singapore, 2022; pp. 657–668. [Google Scholar]
- EFNARC. The European Guidelines for Self-Compacting Concrete: Specification, Production and Use. 2005. Available online: https://www.google.com.hk/search?q=The+European+Guidelines+for+Self-Compacting+Concrete%3A+Specification%2C+Production+and+Use&hl=en&ei=XUDaY6nwF-HM2roPm_qOkAU&ved=0ahUKEwjpkoSFkPT8AhVhplYBHRu9A1IQ4dUDCA4&uact=5&oq=The+European+Guidelines+for+Self-Compacting+Concrete%3A+Specification%2C+Production+and+Use&gs_lcp=Cgxnd3Mtd2l6LXNlcnAQAzIFCAAQgARKBAhBGAFKBAhGGABQmwVYmwVggwpoAXAAeACAAcEBiAHBAZIBAzAuMZgBAKABAqABAcABAQ&sclient=gws-wiz-serp (accessed on 27 December 2022).
- ASTM C39/C39M-01; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: West Conshohocken, PA, USA, 2003.
- ASTM C496/C496M-11; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. American Society for Testing and Materials: West Conshohocken, PA, USA, 2011.
- ASTM C293/C293M-10; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Center-Point Loading) Annual Book of ASTM Standard. American Society for Testing and Materials: West Conshohocken, PA, USA, 2010.
- Buzea, C.; Pacheco, I. Toxicity of nanoparticles. In Nanotechnology in Eco-Efficient Construction; Elsevier: Amsterdam, The Netherlands, 2019; pp. 705–754. [Google Scholar]
- Silva, F.; Arezes, P.; Swuste, P. Risk management: Controlling occupational exposure to nanoparticles in construction. In Nanotechnology in Eco-Efficient Construction; Elsevier: Amsterdam, The Netherlands, 2019; pp. 755–784. [Google Scholar]
- Patel, R.J.; Alexander, A.; Puri, A.; Chatterjee, B. Current Challenges and Future Needs for Nanotoxicity and Nanosafety Assessment. Nanotechnol. Med. Toxic. Saf. 2021, 299–314. [Google Scholar] [CrossRef]
- EN, B. 12350-8; Testing Self Compacting Concrete: Slump Flow Test. 2010. Available online: https://www.concrete.org.uk/fingertips-nuggets.asp?cmd=display&id=963 (accessed on 27 December 2022).
- EN, B. 12350-10; Testing Self Compacting Concrete: L-Box Test. 2010. Available online: https://www.concrete.org.uk/fingertips-nuggets.asp?cmd=display&id=964 (accessed on 27 December 2022).
- EN, B. 12350-9; Testing Self Compacting Concrete: V-Funnel Test. 2010. Available online: https://www.concrete.org.uk/fingertips-nuggets.asp?cmd=display&id=962 (accessed on 27 December 2022).
- Chithra, S.; Kumar, S.R.R.S.; Chinnaraju, K. The effect of colloidal nano-silica on workability, mechanical and durability properties of high performance concrete with copper slag as partial fine aggregate. Constr. Build. Mater. 2016, 113, 794–804. [Google Scholar] [CrossRef]
- Dheyaaldin, M.H.; Mosaberpanah, M.A.; Alzeebaree, R. Shrinkage behavior and mechanical properties of alkali activated mortar incorporating nanomaterials and polypropylene fibers. Ceram. Int. 2022, 48, 23159–23171. [Google Scholar] [CrossRef]
- Van Jaarsveld, J.G.S.; Van Deventer, J.S.J.; Lukey, G.C. The characterisation of source materials in fly ash-based geopolymers. Mater. Lett. 2003, 57, 1272–1280. [Google Scholar] [CrossRef]
- Joshaghani, A.; Balapour, M.; Mashhadian, M.; Ozbakkaloglu, T. Effects of nano-TiO2, nano-Al2O3, and nano-Fe2O3 on rheology, mechanical and durability properties of self-consolidating concrete (SCC): An experimental study. Constr. Build. Mater. 2020, 245, 118444. [Google Scholar] [CrossRef]
- Konkol, J. The Impact of Nano-Al2O3 on the Physical and Strength Properties as Well as on the Morphology of Cement Composite Crack Surfaces in the Early and Later Maturation Age. Materials 2021, 14, 4441. [Google Scholar]
- Shaikh, F.U.A.; Hosan, A. Effect of nano alumina on compressive strength and microstructure of high volume slag and slag-fly ash blended pastes. Front. Mater. 2019, 6, 90. [Google Scholar] [CrossRef]
- Orakzai, M.A. Hybrid effect of nano-alumina and nano-titanium dioxide on Mechanical properties of concrete. Case Stud. Constr. Mater. 2021, 14, e00483. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).