1. Introduction
The global economy has been considered too resource-intensive, consuming almost twice what the Earth can regenerate each year [
1]. The transition to renewable resources and materials is a fundamental strategy to contribute to the sustainability of the current production systems, which depends on several factors, including the entire life cycle of products, waste management and resource efficiency. Although with some limitations, it is possible to use renewable materials from various sources, including agricultural, marine and forest biomass and bio-waste to create sustainable products and materials [
2,
3,
4]. However, the responsible and efficient management of renewable materials is crucial for ensuring their long-term sustainability and maintaining capacity for the growth and renewal of these resources [
2]. This approach aligns with the principles of sustainable resource management and the broader goal of achieving a circular economy, where resources are used efficiently, waste is minimized, and ecosystems are preserved [
5]. The aim should be to use all the biomass produced in a sustainable way, minimizing the production of waste, while cascading it to produce different goods for human use [
6]. It is also important to ensure that biomaterials are used in applications with a high potential for circular production and consumption, promoting sustainability and minimizing environmental impact. Circular applications of biomaterials are those that are designed to maximize resource efficiency [
7].
A particleboard is a versatile engineered wood-based panel made from wood particles, such as wood chips, sawmill shavings, and sawdust, that are bonded together with adhesive resins under pressure and heat [
8]. The densities of these boards are usually in the range of 600 to 750 kg/m
3, while boards with densities below 600 kg/m
3 are referred to as lightweight boards [
9]. There are different methodologies to achieve a lightweight particleboard, such as: uses of lightweight wood species, sandwich panels with a foam core (e.g., of polyurethane or polystyrene foam, cardboard-based honeycomb core, less compaction of the wood, and production of extruded particleboard containing longitudinal tubular hollow spaces). Within the construction universe, lightweight particleboard panels are widely used in the woodworking and carpentry industry, because the low weight reduces the costs associated with transportation and assembly, as well as relieves the weight of the construction. However, it is necessary to take into consideration that a reduction of its density may have a negative impact on the panel’s mechanical performance.
The affordable price, durability and ease of use make particleboard a popular choice for construction and furniture applications, such as [
3] flooring underlayment, partitions and wall paneling, insulating layer in roofing systems, furniture manufacturing, among others. They offer versatility in design and can be easily shaped and finished to match different architectural styles, and have several advantages, including cost-effectiveness, dimensional stability, and ease of installation. However, it is important to note that particleboards may have limitations in terms of moisture resistance and load bearing capacity compared to other materials like plywood or solid wood [
10,
11].
Particleboards are typically produced using polymeric resins derived from non-renewable resources such as fossil fuels, many of which contain formaldehyde in combination with urea, melamin, or phenol as a raw material, due to its good adhesive performance, high reactivity and lower price [
12]. The two most commonly used resins in particleboard production are urea–formaldehyde (UF) and phenol–formaldehyde resins (PF). These resins provide the adhesive properties necessary to bind the wood particles together during the manufacturing process. The extraction and processing of these resources can have significant environmental and energy-related impacts, such as contributing to greenhouse gas emissions and resource consumption. Also, UF and PF resins can release formaldehyde, and other volatile organic compounds (VOCs) as phenol, into the indoor air [
12]. Formaldehyde and phenol emissions from particleboard can have health implications and contribute to indoor air pollution. Formaldehyde is a carcinogenic compound, suspected of being mutagenic and skin sensitizing. Phenol is suspected of being mutagenic. Moreover, the production process may generate waste materials and byproducts, some of which may need to be disposed of or treated. To address these environmental concerns and move toward more sustainable particleboard production, there has been a push to develop alternative resin systems and more eco-friendly manufacturing processes, using renewable resources, while ensuring that the environmental impacts linked to its production are reduced [
4].
The development of particleboards manufactured using renewable resources and minimizing environmental impacts is an important goal in sustainable construction practices [
4]. Agricultural residues are renewable and abundant materials and have been seen as a good option as alternative materials for the production of particleboards. An example is the cardoon (
Cynara cardunculus L.) fibers that possess good mechanical properties, suitable for structural applications where strength is important, and exhibit good thermal insulation properties [
13]. Cardoon is grown mainly in the Mediterranean regions and has an average biomass yield of 7.5 ± 3.8 t ha
−1. It is a perennial plant with an annual growth cycle. At harvest, the plants are on average 2.1 m height and have a stalk diameter of 2.2 cm. The average weight of a cardoon plant in the field is 265.6 g, of which stalks represent about 59.1% of the total dry biomass [
14]. In Portugal, cardoon is mainly grown for the value of the blue-violet pistils of the flowers that produce an extract rich in enzymes, namely cardosins, which are aspartic proteases capable of cleaving the k-casein present in fresh milk, thus curdling the milk for the production of some types of Portuguese cheese [
15,
16]. However, the cardoon biomass that results from cheese production is an agricultural by-product that, for the time being, has not been widely exploited and is undervalued, but which has the potential to generate a circular economy [
17]. Thus, in this work, an environmental evaluation was made of the use of cardoon fibers as an alternative, renewable, biodegradable and inexpensive raw material for the sustainable production of particleboard panels.
On the other hand, traditional adhesives used in particleboard production are normally produced using non-renewable resources, and can have significant environmental and health hazards [
12]. Thus, as part of the efforts currently being made to make particleboard production more sustainable, biodegradable materials of biological origin were developed for application as resins. More sustainable alternatives, such as soy-based or starch-based resins, are emerging as an ecological alternative to traditional resin adhesives, with lower VOC emissions or less toxicity to human health, and with better biodegradability. In fact, biopolymers (e.g., tannin, lignin, starch) are potentially more environmentally friendly, less dependent on fossil resources and guarantee good performance as adhesives [
11]. In particular, starch is one of the most studied natural products as an adhesive due to its low cost, the fact that it is biodegradable, renewable and has good bonding properties, particularly for cellulose substrates. In 2018, the European Union produced 10.7 million tons of starch products, of which 58% were for human food, 2% for animal feed and 40% for non-food applications (mainly products for the paper industry) [
18]. While starch-based resins offer environmental benefits, it is important to consider their limitations as well, in particular for applications where moisture resistance is essential [
11]. Hence, it is important to assess their suitability based on the specific requirements of the intended application, and considering other factors such as performance, cost and availability of alternative materials.
The combination of cardoon particles with a starch-based adhesive is therefore a promising bio-based solution for low-density particleboards suitable, for example, for interior furnishings [
13].
Although the use of renewable materials and the total elimination of non-renewable resources can contribute to a more sustainable and circular economy, as a matter of principle, such use must still be carefully evaluated from a life cycle point of view. Therefore, in order to assess their relative advantages over other options, identify possible environmental hotspots and guide decision-making toward reducing impacts, their production must be analyzed from a life cycle thinking perspective [
19]. In this way, it is possible to assess their relative merits and identify the aspects that need to be improved for better performance and sustainability. Hence, this work aims to evaluate the environmental impacts of the life cycle of particleboards made from bio-based resources, in particular cardoon fibers obtained from
Cynara cardunculus L. crop residues and a starch/chitosan-based adhesive, as described in the work by Monteiro et al. [
13]. For the life cycle inventory, real production data obtained from a process carried out on a laboratory/pilot scale were used [
13]. To the authors best knowledge, there are no previous LCA studies for the production of particleboards from cardoon, using starch/chitosan as adhesive.
2. Materials and Methods
2.1. Goal, Scope, Functional Unit, System Boundary
This study main goal is the evaluation of the life cycle environmental impacts of producing a particleboard using waste cardoon fibers and a starch/chitosan adhesive, based on the experimental/pilot scale results of Monteiro et al. [
13], to identify the process hotspots, and propose improvements that will reduce the overall life cycle environmental impacts.
The methodology defined in the ISO 14040 [
20] and ISO 14044 [
21] standards was followed for the Portuguese/European context. The study is attributive, as the environmental impacts will be evaluated per functional unit.
The functional unit is a particleboard with dimensions of 220 × 220 × 16 mm
3. Hence, from a practical point of view, the LCA study can be used to obtain the Environmental Product Declaration (EPD) of the particleboard under study, following the EN standard 15084 [
22] that defines its contents and how the environmental impacts of construction materials and parts should be reported. In the framework of the aforementioned standard, the functional unit corresponds to the declared unit that should be used when comparing similar products that may be used for similar purpose, whilst it is unclear what its final application will be, as several options are possible.
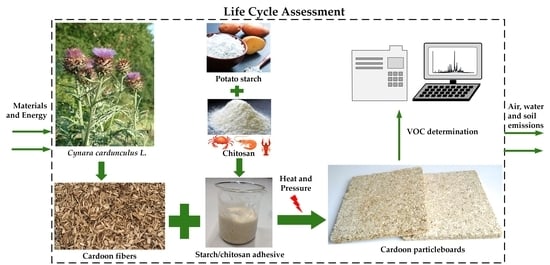
As for the system boundary (shown in
Figure 1), the study follows a “cradle-to-gate” approach, considering the following life cycle stages: raw material production, adhesive preparation (component mixing and heating), cardoon fiber preparation (crushing and sieving), adhesive and cardoon fiber mixing, hot pressing and final processing.
Particleboard production can be broadly divided into three parts: (1) cardoon particles preparation, (2) adhesive preparation and (3) particleboard hot pressing. The main raw materials used for particleboard production are potato starch, water, chitosan, propionic acid and cardoon fibers. A fixed mass ratio of 0.8 was used between the adhesive and cardoon fibers [
13]. To prepare the cardoon particles, the biomass is cut into smaller portions using a band saw (PINHEIRO/MAQTRAMA, Lda., Trofa, Portugal, SFM4-840) with 5500 W of power and is then ground in a blade mill (Retsch AS-300) with a power of 3000 W, obtaining smaller particles that are sieved (Retsch S-200) through a 430 W sieve to homogenize them. The biomass does not need any pre-drying treatment, as it has a low moisture content of 13%. All these unit operations take the same amount of time (5 min each).
To prepare the adhesive, potato starch and distilled water were mixed first. This mixing occurs almost instantaneously. Then, chitosan solution, at 5 wt% concentration, was prepared by mixing chitosan and propionic acid solution (6 wt%) for 3 h at 60 °C. This chitosan solution was added to the starch solution and mixed for 5 min. An automatic mixer with 1600 W of power was used for all these mixtures needed to obtain the bio-based adhesive for the panel. Then, to produce the particleboard panel the cardoon particles were blended with the adhesive system in a 2500 W laboratory paddle mixer (iMAL 00G3446) for 5 min. The final mixture is placed in a mold/tray (a square aluminum container, with 220 × 220 × 80 mm
3 dimensions), considering an adhesive/cardoon ratio of 0.8. The pressing was performed using a small computer-controlled scale/laboratorial press with 4000 W of power. Since it is necessary to preheat the press to 190 °C, in order to press the particleboard, two scenarios were considered with regard to the duration of the operation: (1) 65 min for summer conditions (summer scenario) and (2) 125 min for winter conditions (winter scenario). The hot plate pressing procedure itself involved pressing in two stages: (1) First, the cardoon/adhesive mixture in the mold was placed on the bottom plate and pressed to a 16 mm thickness for 60 s. (2) Then, the upper plate was raised to a 22 mm thickness and the particleboard was kept in the press for 240 s to allow the panel to expand. After pressing, stabilization follows, in which the particleboard remains at a temperature of 20 ± 2 °C and a relative humidity of 65 ± 5% until they reach a constant mass, as during the cooling period, they will lose some water. Finally, the panel is cut using a 1200 W squaring machine (MIDA SCE) for trimming the sides of the panel, which takes around 20 s, followed by the panel’s thickness calibration using a 6000 W sander (Boere Select-1100 kk) for sanding the panel for 1 min. The final product obtained in this way is the particleboard, with 220 × 220 × 16 mm
3 dimensions, corresponding to this work’s functional unit. The particleboard main characteristics were determined according to the applicable European Standards, in particular the density [
23], moisture content [
24], internal bond strength [
25] and thickness swelling [
26].
Although important for a more holistic understanding of the particleboard environmental impacts, the particleboard finishing, distribution, utilization and end-of-life stages were not considered in this study. Evaluating these final stages in the life cycle of particleboard poses a number of challenges due to the lack of information and data published in the literature. For example, there is no single final application for the particleboard, as it can be used for different purposes in both the construction and furniture industries. It would therefore be necessary to simulate its many applications, and even in these usage scenarios, the variability and uncertainty would be enormous due to lack of user data and information. Also, such an analysis is beyond the scope of this study, which focuses on the environmental analysis of the panel production process, produced from agricultural waste and with an adhesive system of renewable origin, following a “cradle-to-gate” approach.
2.2. Case Study Description: Particleboard Formulation
As described above, this work considers a specific case study, which aims to evaluate the life cycle of a particleboard produced from cardoon fibers with a potato starch/chitosan adhesive, based on the experimental work described by Monteiro et al. [
13]. The adhesive consists of the following components: potato starch, distilled water, chitosan and propionic acid. The best initial formulation for the particleboard, according to Monteiro et al. [
13] has the following components and characteristics:
Starch/cardoon ratio (dry basis): 0.80;
Chitosan/starch ratio: 0.05;
Water/starch ratio: 1.75;
Cardoon mass (wet basis): 0.113 kg;
Initial moisture in the cardoon: 13%;
Chitosan in the final solution: 5 wt%;
Propionic acid solution: 6 wt%.
Based on these data, mass balances were carried out to calculate the quantities of each raw material entering the system under study, required for the life cycle inventory. The particleboards produced using this formulation had a final density, after stabilization, trimming and calibration, of 323 kg·m−3 with an internal bond strength of 0.35 N mm−2 and a thickness swelling of 15.2%.
2.3. Life Cycle Inventory Analysis: Data Source and Main Assumptions
The life cycle inventory (LCI) was carried out considering the production of particleboard with the formulation presented in the previous section. The inputs of materials (cardoon, chitosan, propionic acid, potato starch and distilled water) and the electricity needed for the process equipment, as well as the outputs (wastes, emissions) of the system under study, were accounted for in as much detail as possible.
Taking into account the study by Monteiro et al. [
13], and the initial formulation and characteristics of the cardoon particleboard described above, it was possible to draw up the material balances required for the life cycle inventory (LCI) and calculate the quantities of each raw material needed to produce the panel. Since the cardoon used in this study was a waste product/by-product of cheese production, its cultivation, harvesting and processing were not considered in the inventory.
Regarding energy consumption, it was assumed that all the equipment uses electricity obtained from the Portuguese low-voltage energy mix, supplied through the Portuguese distribution grid, or from locally produced photovoltaic (PV) silicon panels. Hence, two scenarios for an electricity source were analyzed in this work. According to the production process described above, the energy consumption was obtained by knowing the equipment power, measured using an amperometric clamp (Fluke T6-1000) and the operating time (t). To determine the energy consumption associated with the adhesive heating, the Aspen Plus V9 program was used to simulate this unit operation.
The remaining LCI items, corresponding to background processes, were obtained from the Ecoinvent V3.5 database or from the literature. The latter was relevant in particular for chitosan, a compound that does not exist in the LCI database used in this work. To fulfil this gap, the information available in the work of Riofrio et al. [
27], concerning the production of chitosan from shrimp processing waste in Ecuador was used. Additional modeling was required to obtain the inventory of glycerol, not directly available in the Ecoinvent database for all the glycerol lifecycle, from raw materials to the final product. Based on the data available in the LCI database, it was considered that glycerol was obtained as a by-product of biodiesel production, which is produced from rapeseed oil cultivated under European conditions.
Regarding the transportation of raw materials, a 50 km distance was assumed by the truck from the supplier to the production site, with the exception of chitosan for which the distance from the production site and ship transportation were considered [
27]. For chitosan, sea transportation between the ports of Guayaquil/Ecuador to Leixões/Portugal via de Panama channel was assumed for an overall distanced of 5066 nautical miles/9382 km per ton of chitosan transported (
https://sea-distances.org/, accessed on 15 October 2023), followed by a 50 km trip by truck.
2.4. Environmental Impact Assessment: Methods and Impact Categories
As the LCA study concerns particleboards widely used as building materials, either as construction elements or parts of furniture and other equipment, the standards ISO 21930 [
28] and EN 15804 [
29], in particular the latter, can be used to define which environmental impact categories should be used. However, as data from the literature of the environmental impacts of producing chitosan were used and no information was available in the EcoInvent V3.5 inventory database, a different approach was followed to ensure the internal study consistency. In particular, as the results of Riofrio et al. [
27] were determined using the RECIPE methodology [
30,
31], this methodology was selected in this work. The calculations were performed in SimaPro V8.5 software for the 18 environmental impact categories considered in the RECIPE methodology. The environmental impacts due to the cultivation and processing of cardoon were assumed to be zero, as the cardoon biomass used corresponds to agriculture waste material in which the environmental impacts were attributed to the main product for which cardoon was cultivated (in this case was for cheese production).
2.5. Determination of the Volatile Organic Compounds Emitted by the Particleboard
Particleboard, in general, can contain VOCs and other pollutants that can be released into the environment (e.g., formaldehyde, phenol, toluene and benzene). These pollutants can affect indoor air quality, especially in poorly ventilated environments. To mitigate the risks associated with VOCs and other pollutants, control measures and regulations have been implemented in many countries. This includes setting limits on the emission of formaldehyde and other substances, as well as promoting the adoption of more sustainable production techniques and low-emission adhesives. In this work, the determination of specific VOC emissions in cardoon particleboard was carried out using the “active headspace” technique.
Specifically, a sample of material was cut into small pieces, with a total mass of 50.5902 g, which were placed in a glass impinger through which a stream of nitrogen passed. The VOCs were collected in Tenax TA tubes from this stream using a Casella Apex pump, being the flow measured by a primary flow calibrator Sensidyne Gilian Gilibrator 2.
A blank test, without any sample material, was performed before the test with the sample of particleboard.
These tubes were analyzed via gas chromatography, with identification and quantification using a mass selective detector (GC/MSD), Agilent Technologies model 7890A GC system and a mass selective detector of the same brand, model 5975C. The analysis was preceded by thermal desorption of the Tenax tube using a DANI model TD Master desorption system coupled to the GC. The analysis was performed according to ISO 16000-6 [
32]. The VOC levels were calculated on the basis of the specific response factor for each compound, whenever possible. The levels of the other compounds were calculated based on the toluene response factor.
4. Discussion
The results presented in the previous section show that the controlling factors for the particleboard environmental performance are the consumption of energy, starch and chitosan. Thus, a focus should be given to reduce their consumption or replace them by options with lower environmental impacts.
Although it would be interesting to compare, from an LCA point of view, the use of starch and chitosan with the classic petroleum-based polymers traditionally used in the production of particleboards, it was not possible to do so in this study due to lack of adequate data. To be able to make this comparison correctly, it would be necessary to obtain data on an experimental/pilot scale with the same type of equipment units that were used in this work for particleboards using petroleum-based polymers.
Concerning the materials, their substitution requires practical feasibility analysis, as particleboards have to follow strict quality criteria to be commercialized and used in practice. As no information could be found for alternative materials, only the influence of energy was analyzed in this work, by comparing the electricity obtained from the Portuguese low-voltage energy mix, supplied through the Portuguese distribution grid, or from locally produced PV silicon panels.
With the use of photovoltaic energy, there has been a reduction in the contribution of energy to environmental impacts, namely in the categories of LU, SOD, WC, ME, GW, ODT and FRS, among others. For the impact categories where energy is not the dominant factor, the reductions were negligible and in other cases, such as for mineral resources (MRS) and terrestrial ecotoxicity (TET) categories, there was even an increase, as expected. This is due to the production of solar panels, in particular of the silicon used in the panels [
38]. Moreover, the utilization of metals such as chromium and copper in the electrical cables and support equipment, results in a higher environmental impact in the category MRS, as they correspond to the non-renewable resources [
39].
Although the use of renewable energies contributes to reducing environmental impacts in this study, energy consumption remains the most important environmental impact for the product considered. More energy-efficient equipment can therefore be used, particularly for hot pressing, mills and/or sieves. This study showed that the hot press equipment is responsible for the highest energy consumption (>75%). Regarding the hot press, integrating technologies to optimize energy consumption during pressing can lead to energy savings and a reduction in operating costs. Also, implementing advanced automation and control systems can improve operational efficiency, reduce cycle times and increase production output. In addition, upgrading to more precise control mechanisms can ensure consistent pressing, resulting in higher-quality end products. With regard to mills, improving the design and efficiency of mills can increase the milling rates, reduce processing time and thus, energy consumption, and improve the overall production capacity. In addition, the introduction of sensors and predictive maintenance technologies can reduce downtime, increasing equipment reliability. In addition, the implementation of advanced particle size control systems can ensure more consistent production and meet specific product requirements. With regard to sieves, incorporating more advanced sorting technologies can improve the accuracy of particle separation, leading to higher-quality end products. In addition, designing sieves with more efficient screen-changing systems can reduce downtime during maintenance. Furthermore, implementing dust suppression systems can improve working conditions and comply with environmental regulations. Therefore, investing in equipment upgrades is a strategic approach to increase efficiency and energy savings, help reduce operating costs, maintain competitiveness, comply with evolving industry standards and improve the overall operational performance. Equipment improvements often result in higher production rates, leading to increased overall productivity. Better control over processes can result in higher-quality final products. Predictive maintenance and improved design can increase equipment reliability, reducing downtime. Upgrades to meet environmental and safety regulations can contribute to sustainable and compliant operations. However, a more in-depth analysis of the technical aspects related to the process equipment is beyond the scope of this study.
Another option to reduce energy consumption involves a more optimized use of the press, namely, to press more than one particleboard per production cycle. Despite the energy-saving potential of this measure, there are also implications for the energy consumption of the other equipment units, since more material will have to be processed upstream of the press in order for it to be able to press more particleboards per cycle. Therefore, the option analyzed in this work, which involves replacing the electricity source with a renewable one, is easier to implement without risking the particleboard quality. In particular, the Portuguese electric mix was replaced by renewable energy generated locally using silicon photovoltaic panels. In addition to the potential reduction in environmental impacts, local PV electricity production allows companies to reduce their energy costs and contributes to the decarbonization of their activities, currently a strategic objective in the European Union. The results show that in the GW/carbon footprint category, there are significant reductions of around 34% and 24%, respectively, in the summer and winter scenarios, by replacing the Portuguese energy mix by photovoltaics energy.
Despite the environmental advantages of using solar energy to offset the amount of energy from the grid, particularly for the goal of decarbonizing industry, its intermittency limits its ability to fulfill demands consistently. In theory, it is possible to supply all the needs of a manufacturing industry with photovoltaic panels, especially if there is investment in more efficient technologies and energy storage to deal with the periods without sun. However, its feasibility depends on several factors [
40], such as the industry’s energy consumption, the efficiency of the photovoltaic panels, the geographical location and climatic conditions of the region, the existence of energy storage solutions (such as batteries) and energy efficiency practices. Although PV electricity may not be the only solution, a combination of these factors and technologies could lead to a significant reduction in dependence on traditional energy sources in manufacturing industries.
Other renewable energy sources could also be explored or used alongside PV electricity to supplement the energy needs of the process and also for the transport of raw materials and distribution of finished products. Examples include the wind energy to supply electricity to the process equipment and/or liquid biofuels (biodiesel and bioethanol), for example, produced from marine microalgae or biowaste [
41], to replace fossil fuels in vehicles for raw material transportation and distribution of the final product.
Concerning wind energy, it is inherently intermittent and variable, since wind turbines only produce electricity when the wind blows within a certain speed range. This variability can lead to challenges in maintaining consistent energy production, and requires effective energy storage solutions. Not all locations are suitable for the efficient production of wind energy. Usually, ideal locations are in coastal regions, mountain tops, or open plains, requiring significant land area, which may compete with other land uses, such as agriculture or conservation. Developing the infrastructure needed to transmit electricity from remote wind farms to the point of use can be challenging and costly. In addition, wind turbines produce noise, which has an impact on local communities and wildlife, particularly birds and bats.
On the other hand, while biofuels from biowastes or microalgae offer a promising avenue for sustainable energy production, there are still some limitations and challenges associated with their production and implementation. For example, the composition and quality of waste materials can vary widely, depending on the source and type of waste. This variability can pose challenges in standardizing biofuel production processes. Waste streams may contain contaminants or impurities, such as heavy metals or pollutants, which can interfere with the biofuel production process. Waste collection infrastructure, logistics, and availability are crucial factors. Certain types of waste, such as agricultural residues, may be available seasonally. This can create challenges for maintaining a consistent feedstock supply throughout the year. Some waste materials may require extensive pre-treatment to make them suitable for biofuel production. Pre-treatment processes can add complexity and cost to the overall production chain. The technologies for converting various waste materials into biofuels are still evolving. Investment in research and development is necessary to optimize processes and make them more cost-effective. Advances in waste-to-biofuel conversion technologies, coupled with effective waste collection and preprocessing strategies, will play a crucial role in realizing the full potential of biofuels from wastes.





 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}