
Potential Use of Water Treatment Sludge as Partial Replacement for Clay in Eco-Friendly Fired Clay Bricks



Abstract
:1. Introduction
2. Research Significance
3. Materials and Methods
3.1. Materials
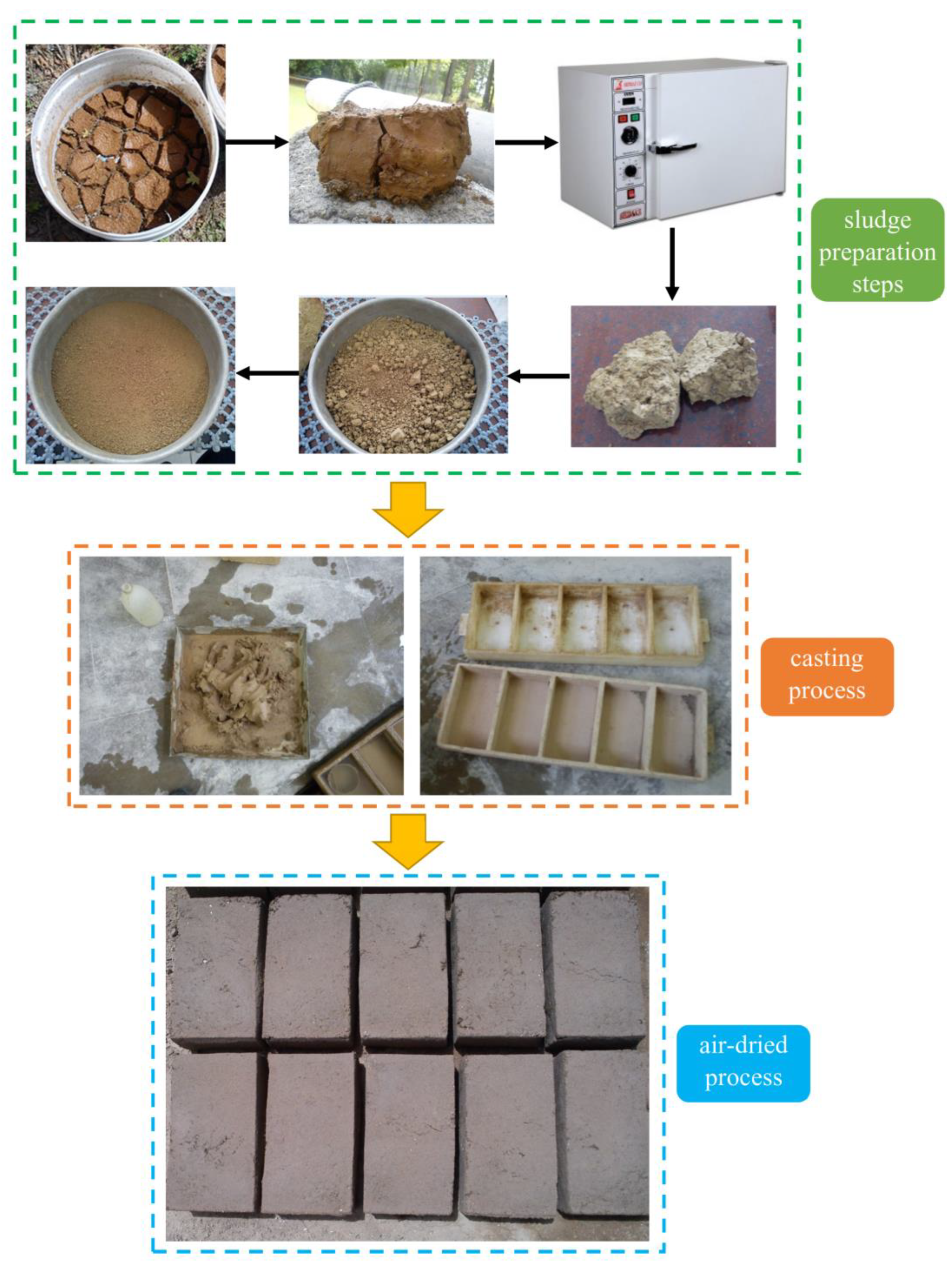
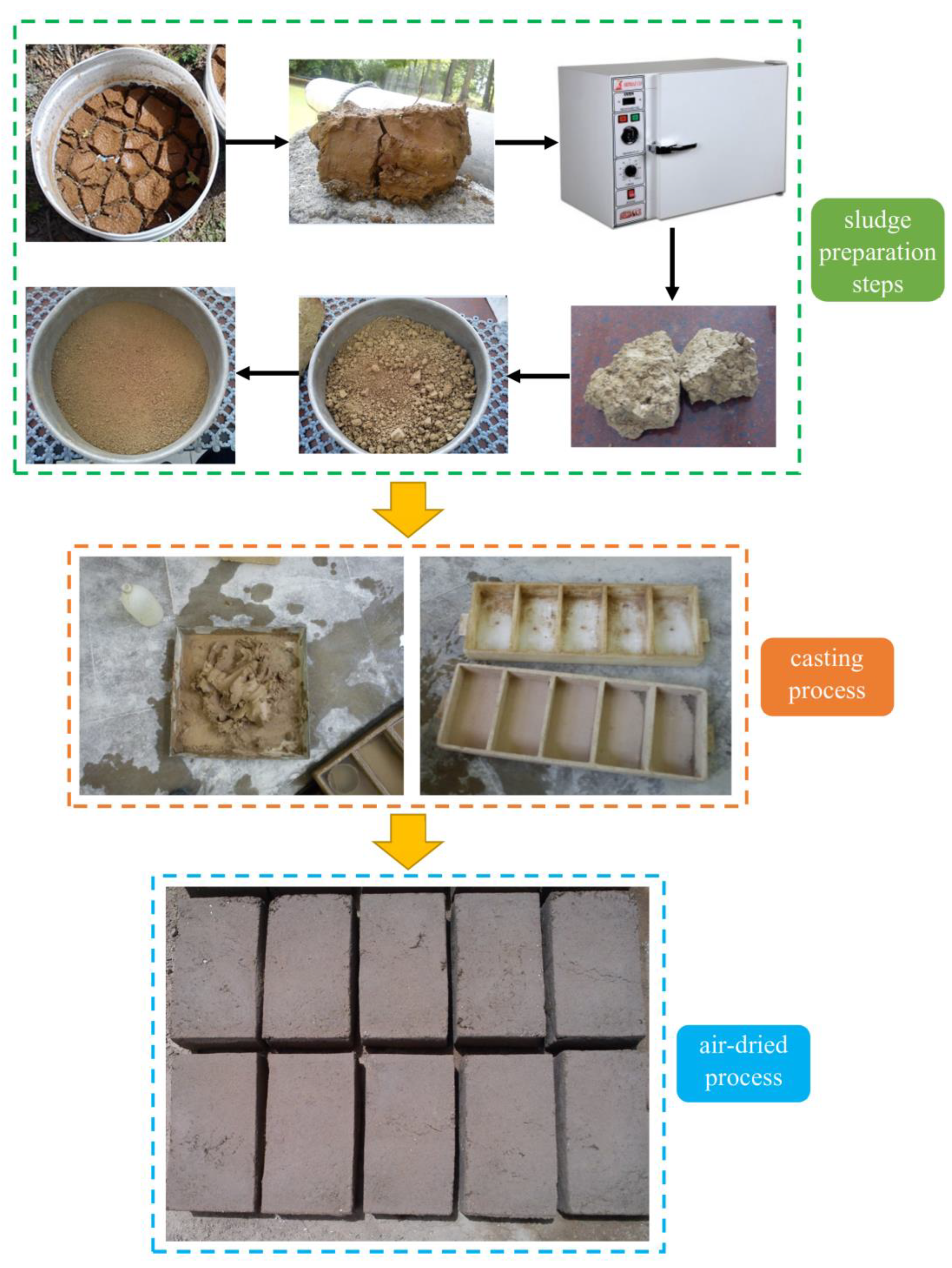
3.2. Specimen Preparation
3.3. Testing Program
4. Results and Discussion
4.1. Characteristics of Sludge–Clay Mixtures
4.1.1. Atterberg Limits
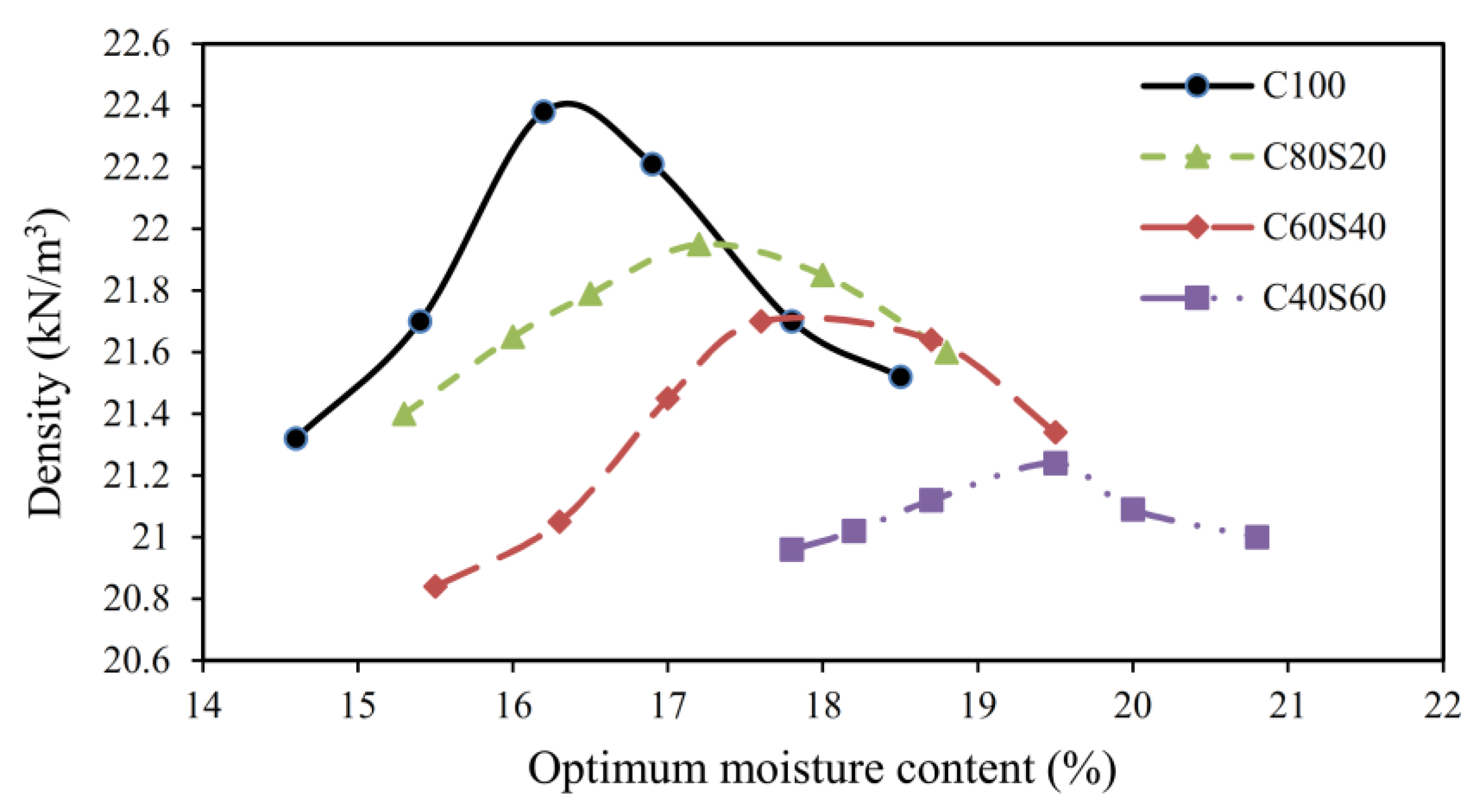
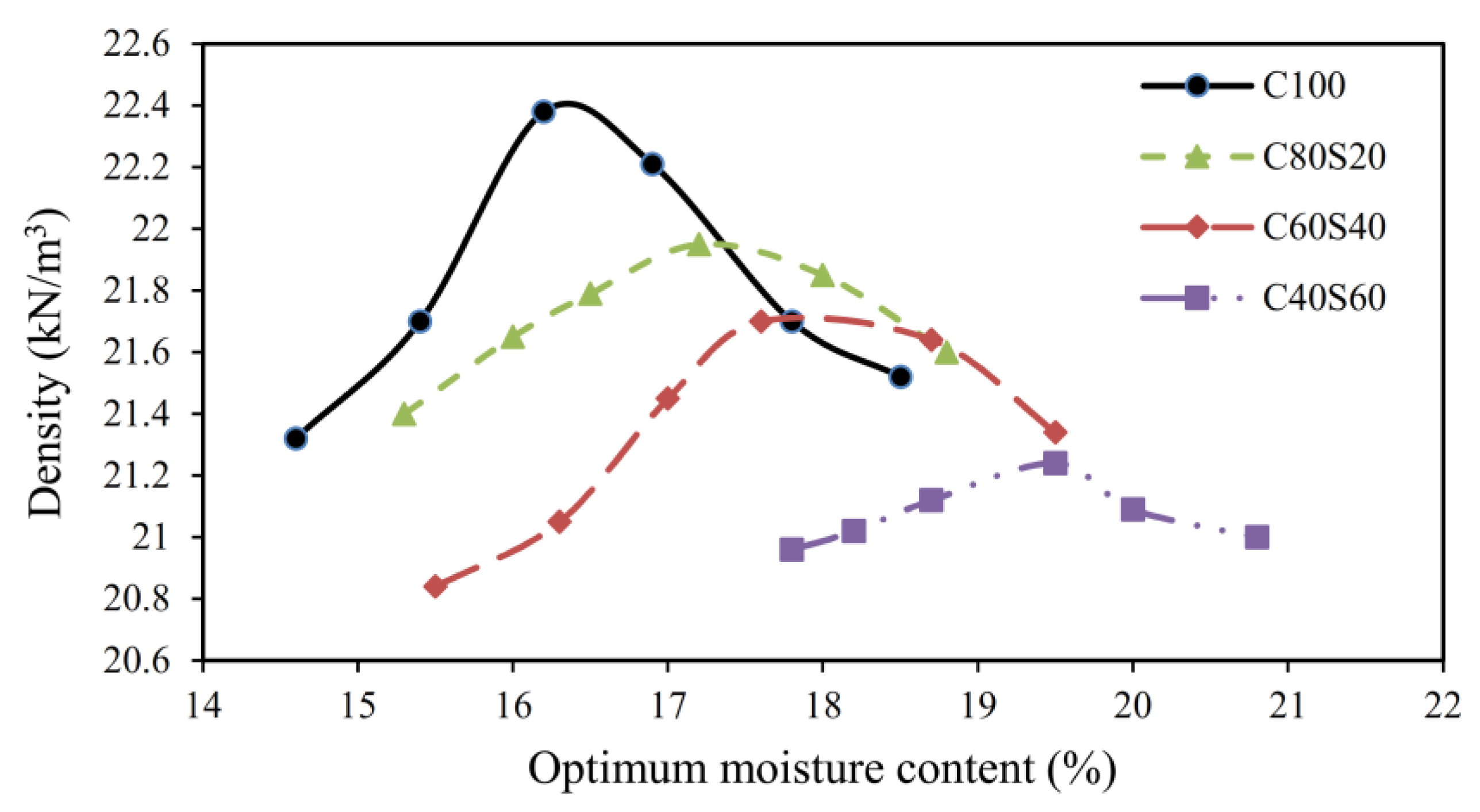
4.1.2. Optimum Water Content
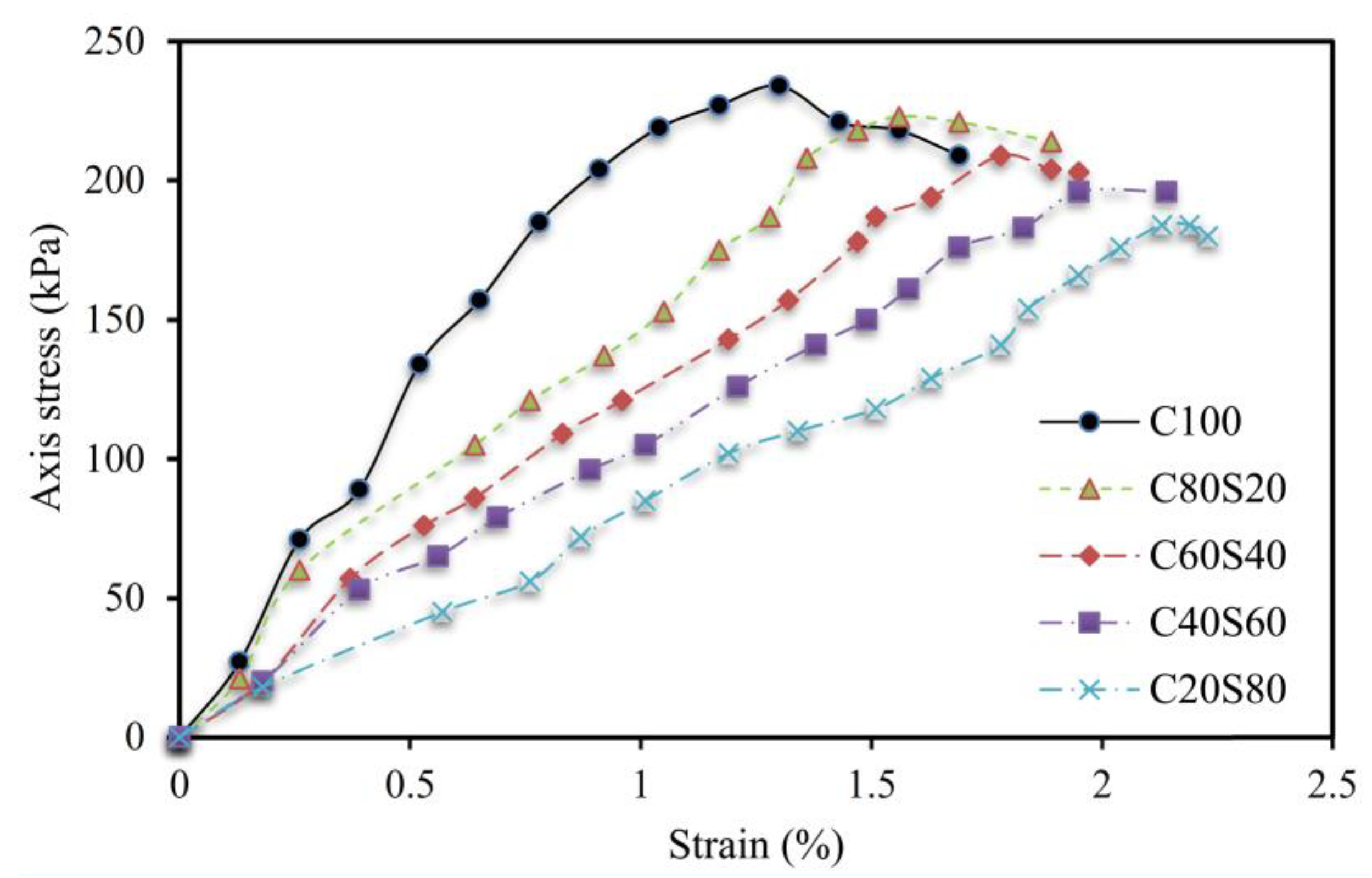
4.1.3. Unconfined Compression Strength
4.2. Mechanical and Durability Properties of Bricks
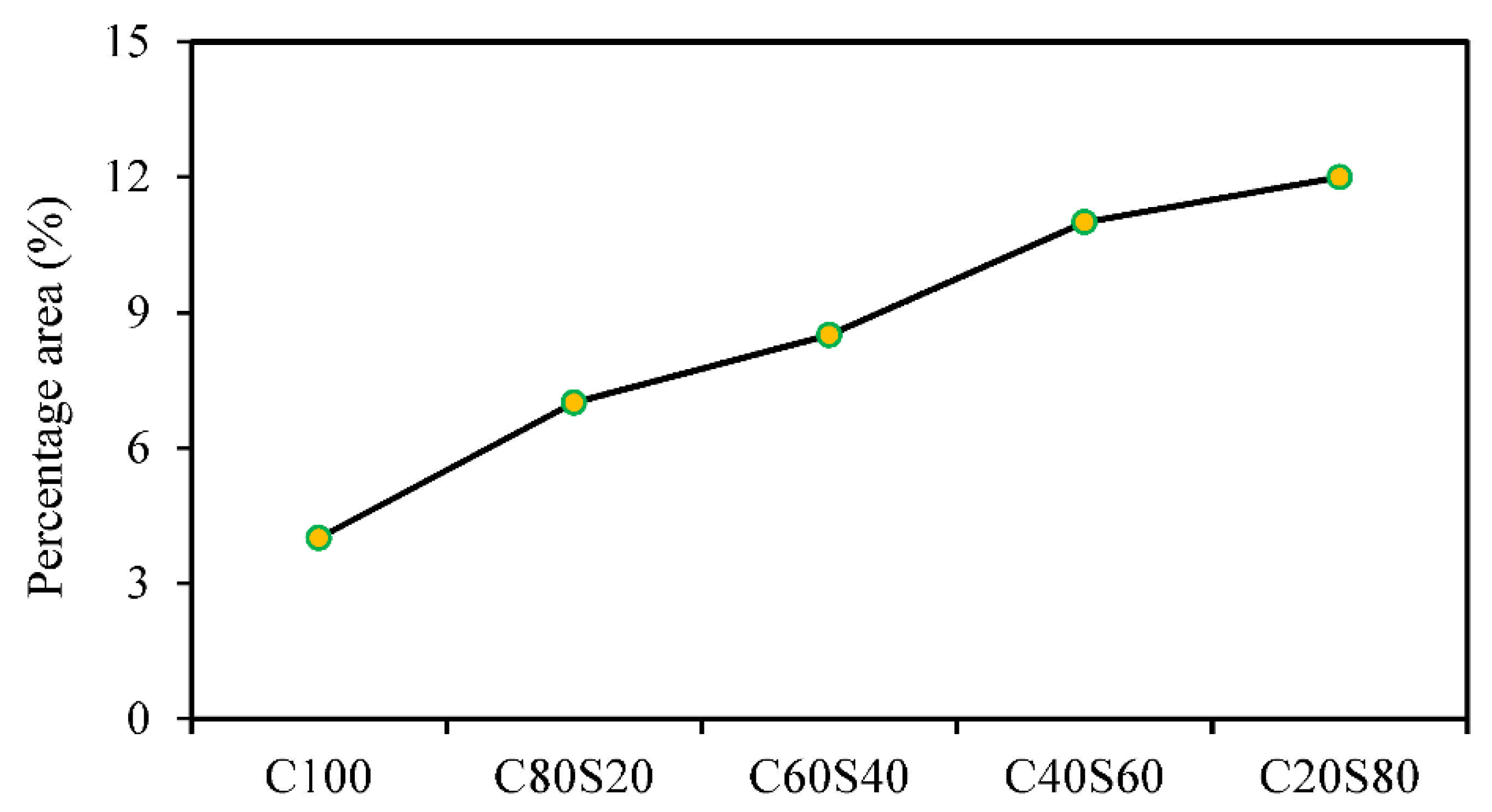
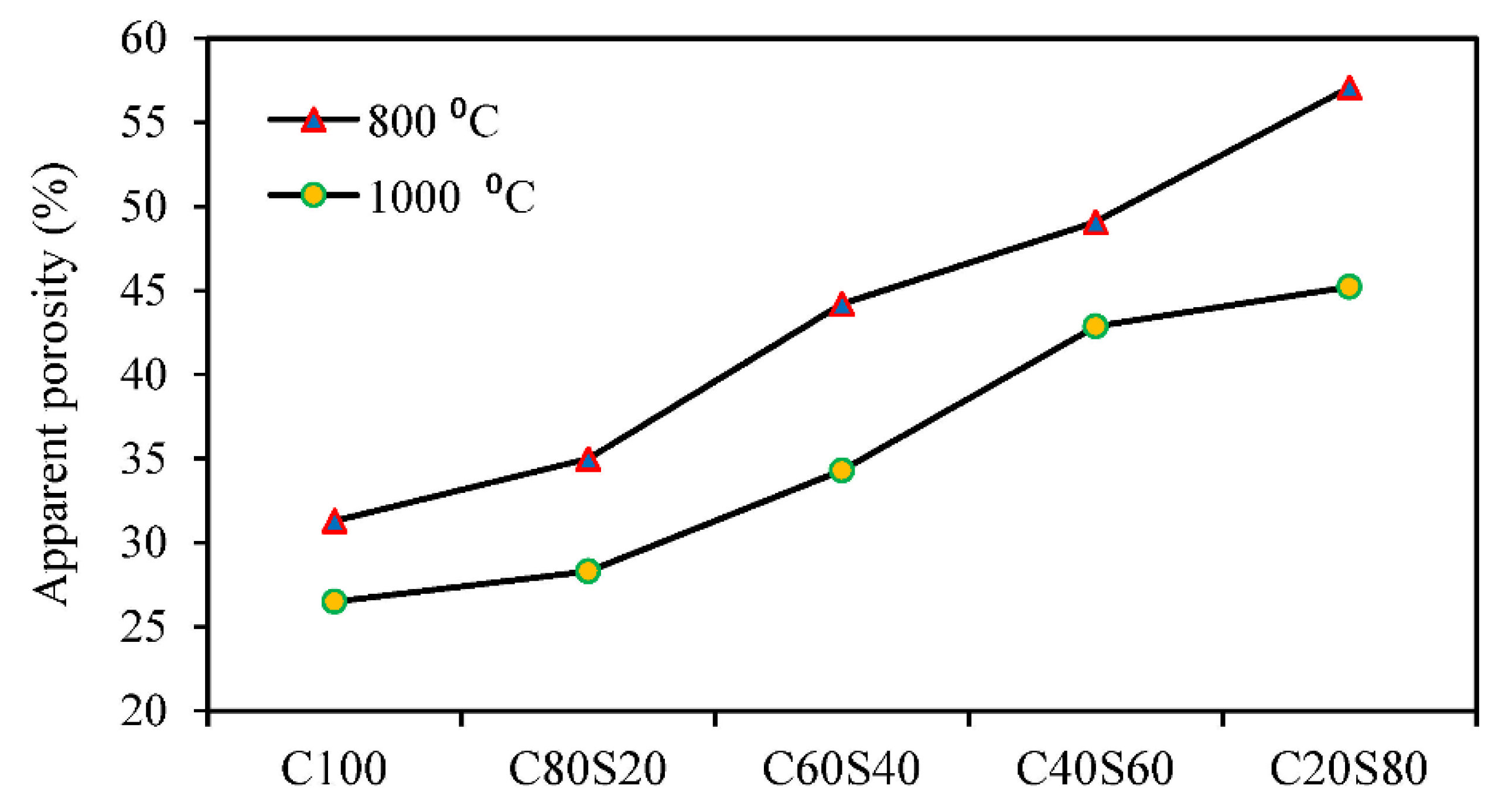
4.2.1. Apparent Porosity
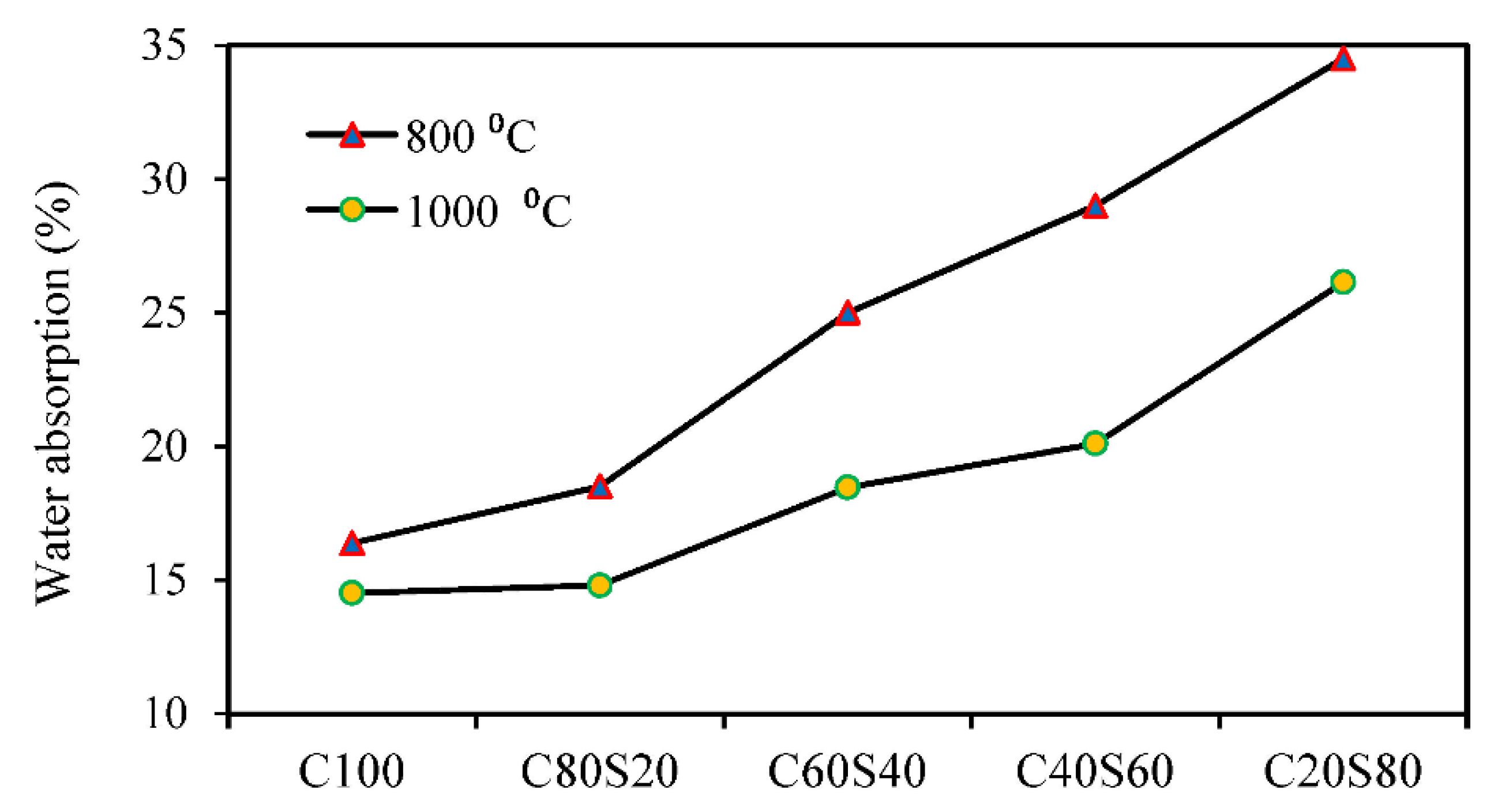
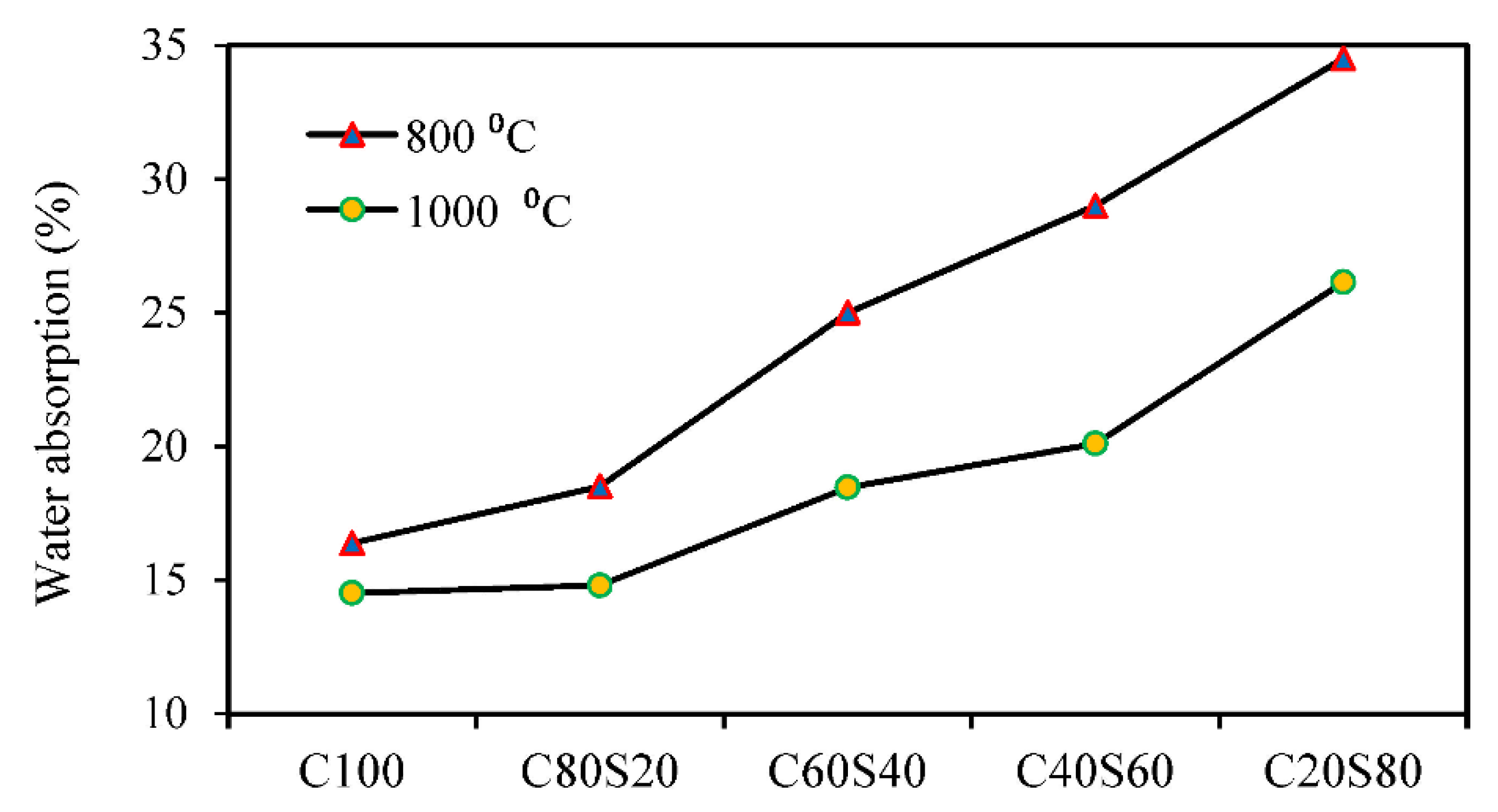
4.2.2. Water Absorption
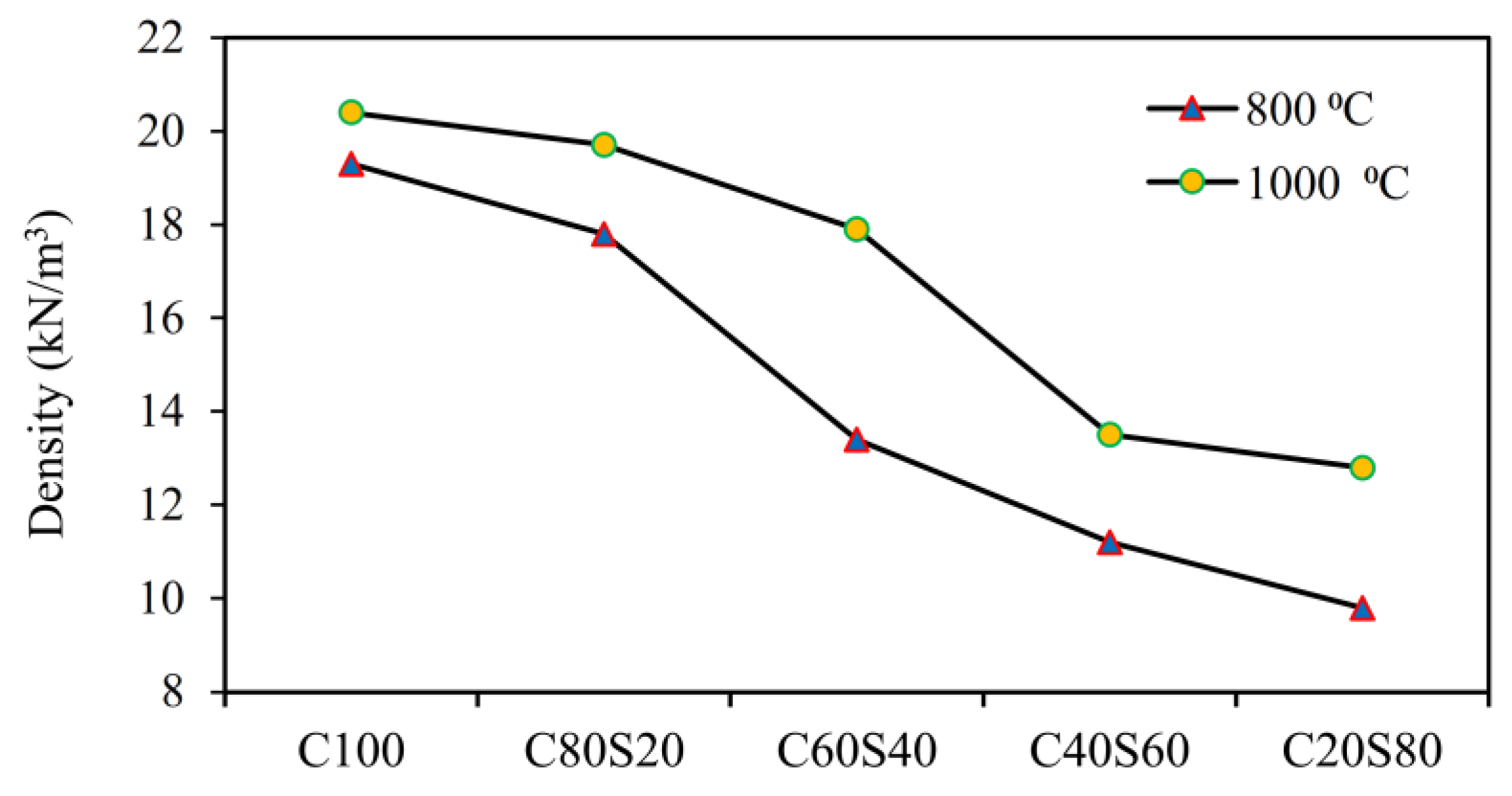
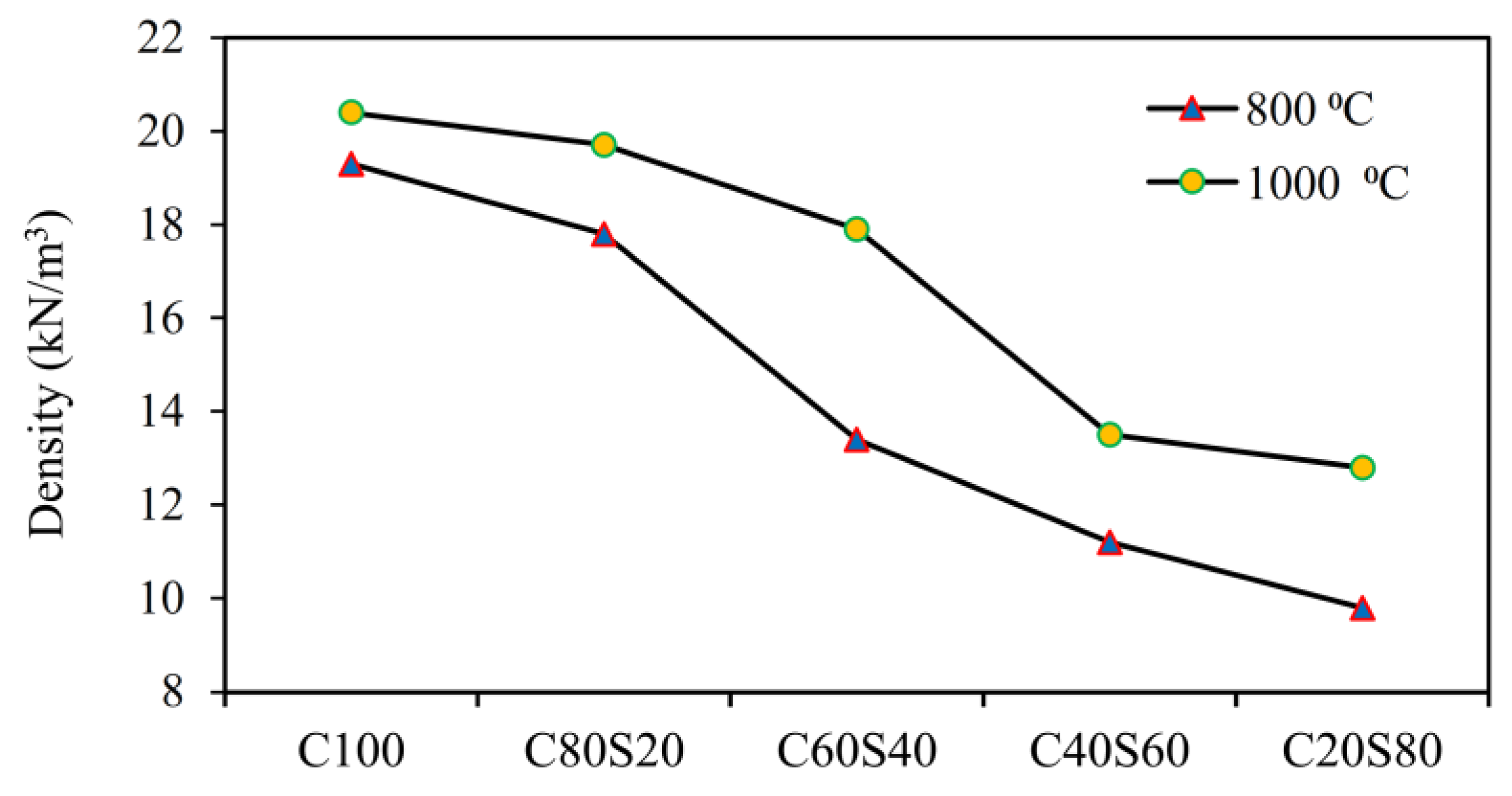
4.2.3. Density
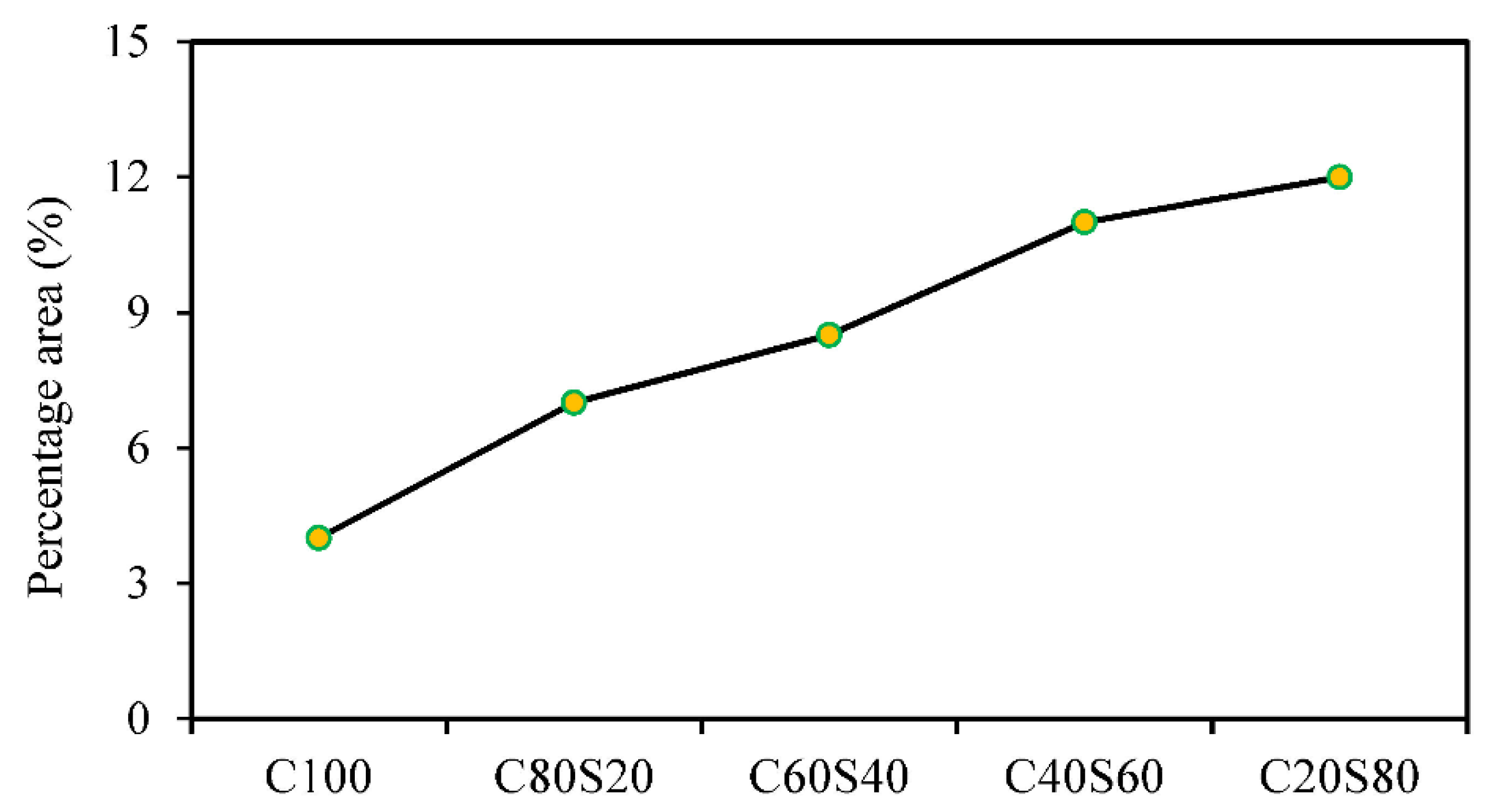
4.2.4. Efflorescence
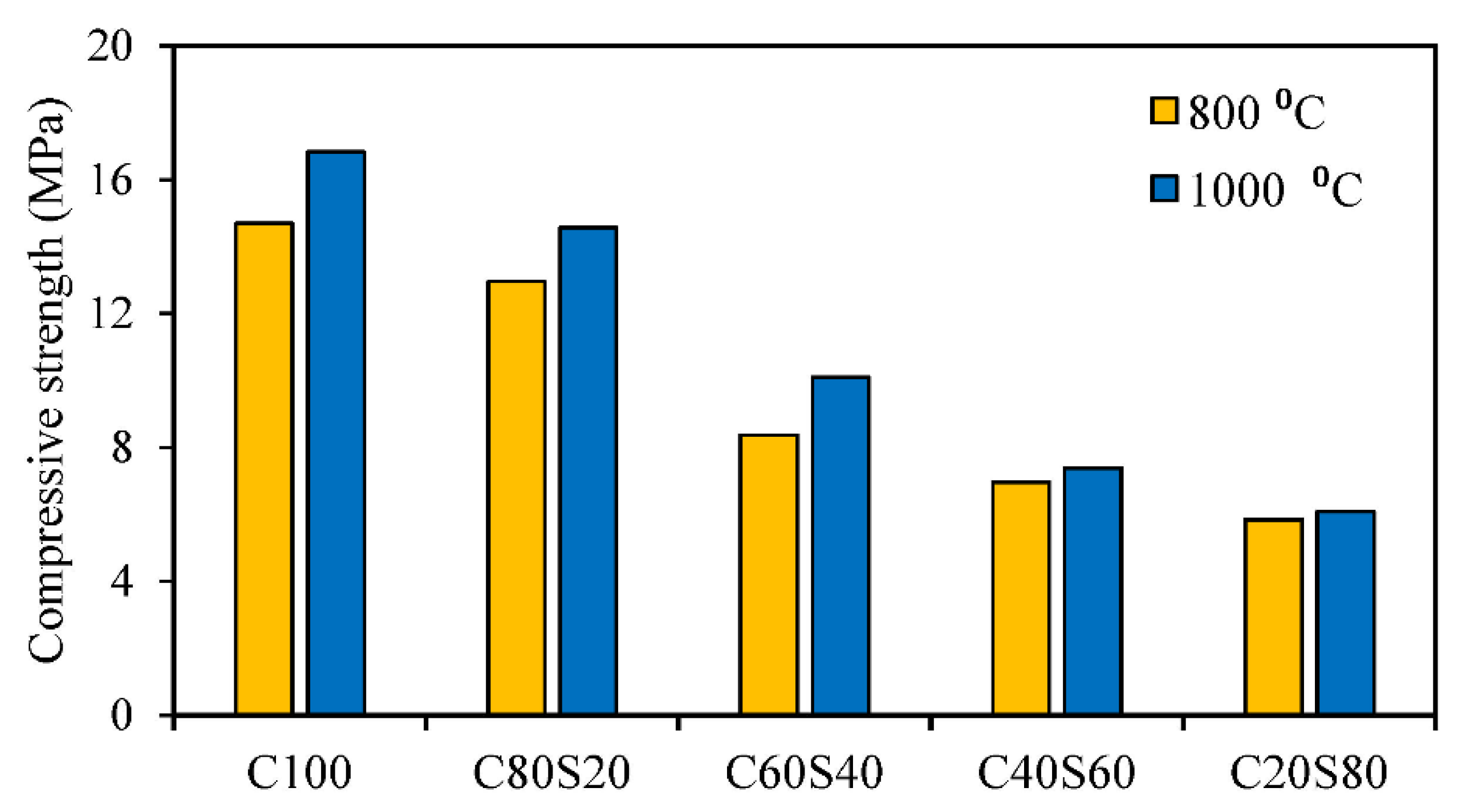
4.2.5. Compressive Strength
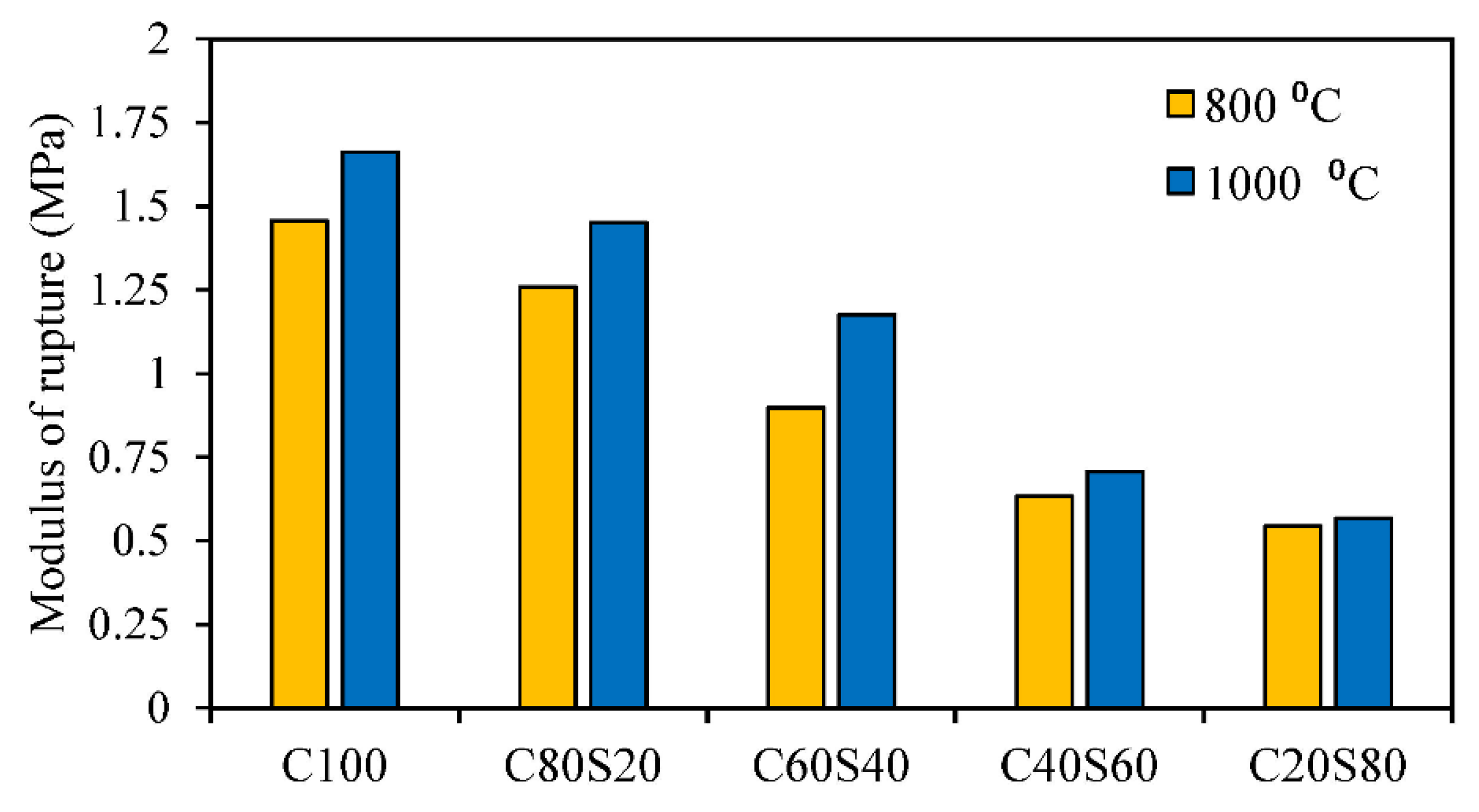
4.2.6. Flexural Strength
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ebadi Jamkhaneh, M.; Ahmadi, M.; Shokri Amiri, M. Sustainable Reuse of Inorganic Materials in Eco-Friendly Clay Bricks: Special Focus on Mechanical and Durability Assessment. J. Mater. Civ. Eng. 2021, 33, 04021111. [Google Scholar] [CrossRef]
- Raut, S.P.; Ralegaonkar, R.V.; Mandavgane, S.A. Development of Sustainable Construction Material Using Industrial and Agricultural Solid Waste: A Review of Waste-Create Bricks. Constr. Build. Mater. 2011, 25, 4037–4042. [Google Scholar] [CrossRef]
- Azarhomayun, F.; Haji, M.; Shekarchi, M.; Kioumarsi, M. Investigating the Effectiveness of the Stable Measurement Tests of Self-Compacting Concrete. Constr. Build. Mater. 2023, 383, 131262. [Google Scholar] [CrossRef]
- De Silva, G.S.; Hansamali, E. Eco-Friendly Fired Clay Bricks Incorporated with Porcelain Ceramic Sludge. Constr. Build. Mater. 2019, 228, 116754. [Google Scholar] [CrossRef]
- Farahzadi, L.; Kioumarsi, M. Application of Machine Learning Initiatives and Intelligent Perspectives for CO2 Emissions Reduction in Construction. J. Clean. Prod. 2022, 384, 135504. [Google Scholar] [CrossRef]
- Ebadi-Jamkhaneh, M.; Ahmadi, M.; Kontoni, D.P.N. Experimental Study of the Mechanical Properties of Burnt Clay Bricks Incorporated with Plastic and Steel Waste Materials. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Athens, Greece, 23–24 October 2021; IOP Publishing: Bristol, UK, 2021; Volume 899, p. 012042. [Google Scholar]
- Monteiro, S.N.; Vieira, C.M.F. On the Production of Fired Clay Bricks from Waste Materials: A Critical Update. Constr. Build. Mater. 2014, 68, 599–610. [Google Scholar] [CrossRef]
- Velasco, P.M.; Ortíz, M.P.M.; Giró, M.A.M.; Velasco, L.M. Fired Clay Bricks Manufactured by Adding Wastes as Sustainable Construction Material–A Review. Constr. Build. Mater. 2014, 63, 97–107. [Google Scholar] [CrossRef]
- AL-Huqail, A.A.; Kumar, P.; Abou Fayssal, S.; Adelodun, B.; Širić, I.; Goala, M.; Choi, K.S.; Taher, M.A.; El-Kholy, A.S.; Eid, E.M. Sustainable Use of Sewage Sludge for Marigold (Tagetes Erecta L.) Cultivation: Experimental and Predictive Modeling Studies on Heavy Metal Accumulation. Horticulturae 2023, 9, 447. [Google Scholar] [CrossRef]
- Akbarzadeh, A.; Valipour, A.; Meshkati, S.M.H.; Hamnabard, N. Municipal Wastewater Treatment in Iran: Current Situation, Barriers and Future Policies. J. Adv. Environ. Health Res. 2023, 11, 60–71. [Google Scholar]
- Ferrentino, R.; Langone, M.; Fiori, L.; Andreottola, G. Full-Scale Sewage Sludge Reduction Technologies: A Review with a Focus on Energy Consumption. Water 2023, 15, 615. [Google Scholar] [CrossRef]
- Gencel, O.; Kazmi, S.M.S.; Munir, M.J.; Sutcu, M.; Erdogmus, E.; Yaras, A. Feasibility of Using Clay-Free Bricks Manufactured from Water Treatment Sludge, Glass, and Marble Wastes: An Exploratory Study. Constr. Build. Mater. 2021, 298, 123843. [Google Scholar] [CrossRef]
- Harja, M.; Gencel, O.; Sarı, A.; Sutcu, M.; Erdogmus, E.; Hekimoglu, G. Production and Characterization of Natural Clay-Free Green Building Brick Materials Using Water Treatment Sludge and Oak Wood Ash. Arch. Civ. Mech. Eng. 2022, 22, 79. [Google Scholar] [CrossRef]
- Gencel, O.; Kizinievic, O.; Erdogmus, E.; Kizinievic, V.; Sutcu, M.; Muñoz, P. Manufacturing of Fired Bricks Derived from Wastes: Utilization of Water Treatment Sludge and Concrete Demolition Waste. Arch. Civ. Mech. Eng. 2022, 22, 78. [Google Scholar] [CrossRef]
- Benlalla, A.; Elmoussaouiti, M.; Dahhou, M.; Assafi, M. Utilization of Water Treatment Plant Sludge in Structural Ceramics Bricks. Appl. Clay Sci. 2015, 118, 171–177. [Google Scholar] [CrossRef]
- Sutcu, M.; Gencel, O.; Erdogmus, E.; Kizinievic, O.; Kizinievic, V.; Karimipour, A.; Velasco, P.M. Low Cost and Eco-Friendly Building Materials Derived from Wastes: Combined Effects of Bottom Ash and Water Treatment Sludge. Constr. Build. Mater. 2022, 324, 126669. [Google Scholar] [CrossRef]
- Erdogmus, E.; Harja, M.; Gencel, O.; Sutcu, M.; Yaras, A. New Construction Materials Synthesized from Water Treatment Sludge and Fired Clay Brick Wastes. J. Build. Eng. 2021, 42, 102471. [Google Scholar] [CrossRef]
- Amin, F.; Abbas, S.; Abbass, W.; Salmi, A.; Ahmed, A.; Saeed, D.; Sufian, M.; Sayed, M.M. Potential Use of Wastewater Treatment Plant Sludge in Fabrication of Burnt Clay Bricks. Sustainability 2022, 14, 6711. [Google Scholar] [CrossRef]
- Ling, Y.P.; Tham, R.-H.; Lim, S.-M.; Fahim, M.; Ooi, C.-H.; Krishnan, P.; Matsumoto, A.; Yeoh, F.-Y. Evaluation and Reutilization of Water Sludge from Fresh Water Processing Plant as a Green Clay Substituent. Appl. Clay Sci. 2017, 143, 300–306. [Google Scholar] [CrossRef]
- Hassan, K.M.; Fukushi, K.; Turikuzzaman, K.; Moniruzzaman, S.M. Effects of Using Arsenic–Iron Sludge Wastes in Brick Making. Waste Manag. 2014, 34, 1072–1078. [Google Scholar] [CrossRef]
- Gomes, S.D.C.; Zhou, J.L.; Li, W.; Long, G. Progress in Manufacture and Properties of Construction Materials Incorporating Water Treatment Sludge: A Review. Resour. Conserv. Recycl. 2019, 145, 148–159. [Google Scholar] [CrossRef]
- Tantawy, M.A.; Mohamed, R.S.A. Middle Eocene Clay from Goset Abu Khashier: Geological Assessment and Utilization with Drinking Water Treatment Sludge in Brick Manufacture. Appl. Clay Sci. 2017, 138, 114–124. [Google Scholar] [CrossRef]
- Vice Presidency for Strategic Planning and Supervision. Water Guidelines for Determination and Selection of Chemicals, Glasswares and Equipment Needed for a Wastewater Treatment Laboratory (Publication No. 285); Management and Planning Organization of Iran: Kerman, Iran, 2010.
- Chiang, K.-Y.; Chou, P.-H.; Hua, C.-R.; Chien, K.-L.; Cheeseman, C. Lightweight Bricks Manufactured from Water Treatment Sludge and Rice Husks. J. Hazard. Mater. 2009, 171, 76–82. [Google Scholar] [CrossRef]
- Shathika Sulthana Begum, B.; Gandhimathi, R.; Ramesh, S.T.; Nidheesh, P. V Utilization of Textile Effluent Wastewater Treatment Plant Sludge as Brick Material. J. Mater. Cycles Waste Manag. 2013, 15, 564–570. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Hanif, A.; Patnaikuni, I. Thermal Performance Evaluation of Eco-Friendly Bricks Incorporating Waste Glass Sludge. J. Clean. Prod. 2018, 172, 1867–1880. [Google Scholar] [CrossRef]
- Wolff, E.; Schwabe, W.K.; Conceição, S.V. Utilization of Water Treatment Plant Sludge in Structural Ceramics. J. Clean. Prod. 2015, 96, 282–289. [Google Scholar] [CrossRef]
- Heniegal, A.M.; Ramadan, M.A.; Naguib, A.; Agwa, I.S. Study on Properties of Clay Brick Incorporating Sludge of Water Treatment Plant and Agriculture Waste. Case Stud. Constr. Mater. 2020, 13, e00397. [Google Scholar] [CrossRef]
- ASTM D4318; Standard Test Methods for Liquid Limit, Plastic Limit, and Plasticity Index of Soils. American Society for Testing and Materials: West Conshohocken, PA, USA, 2010.
- ASTM D698; Standard Test Methods for Laboratory Compaction Characteristics of Soil Using Modified Effort (56,000 ft-lbf/ft3 (2,700 kN-m/m3)). American Society for Testing and Materials: West Conshohocken, PA, USA, 2009.
- ASTM D2166; Standard Test Method for Unconfined Compressive Strength of Cohesive Soil. American Society for Testing and Materials: West Conshohocken, PA, USA, 2006.
- ASTM C20; Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water. American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- ASTM C67; Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile. American Society for Testing and Materials: West Conshohocken, PA, USA, 2007.
- Hegazy, B.E.-D.E.; Fouad, H.A.; Hassanain, A.M. Reuse of Water Treatment Sludge and Silica Fume in Brick Manufacturing. J. Am. Sci. 2011, 7, 569–576. [Google Scholar]
- ASTM C62; Standard Specification for Building Brick (Solid Masonry Units Made from Clay or Shale). American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- Karaman, S.; Gunal, H.; Ersahin, S. Quantitative Analysis of Pumice Effect on Some Physical and Mechanical Properties of Clay Bricks. J. Appl. Sci. 2008, 8, 1340–1345. [Google Scholar]
- Phonphuak, N.; Kanyakam, S.; Chindaprasirt, P. Utilization of Waste Glass to Enhance Physical–Mechanical Properties of Fired Clay Brick. J. Clean. Prod. 2016, 112, 3057–3062. [Google Scholar] [CrossRef]
- Abi, C.B.E. Effect of Borogypsum on Brick Properties. Constr. Build. Mater. 2014, 59, 195–203. [Google Scholar]
- Kazmi, S.M.S.; Abbas, S.; Nehdi, M.L.; Saleem, M.A.; Munir, M.J. Feasibility of Using Waste Glass Sludge in Production of Ecofriendly Clay Bricks. J. Mater. Civ. Eng. 2017, 29, 4017056. [Google Scholar] [CrossRef]
- Ngayakamo, B.H.; Bello, A.; Onwualu, A.P. Development of Eco-Friendly Fired Clay Bricks Incorporated with Granite and Eggshell Wastes. Environ. Chall. 2020, 1, 100006. [Google Scholar] [CrossRef]
- Vračević, M.; Ranogajec, J.; Vučetić, S.; Netinger, I. Evaluation of Brick Resistance to Freeze/Thaw Cycles According to Indirect Procedures. J. Croat. Assoc. Civ. Eng. 2014, 66, 197–209. [Google Scholar]
- Weng, C.-H.; Lin, D.-F.; Chiang, P.-C. Utilization of Sludge as Brick Materials. Adv. Environ. Res. 2003, 7, 679–685. [Google Scholar] [CrossRef]
- Formulation of National Building Codes Department. Iranian National Building Code (Part 8): Design and Construction of Masonry Buildings; Ministry of Road and Urban Development: Tehran, Iran, 2014.
- Building Code of Pakistan. Seismic Hazard Evaluation Studies: National Engineering Services of Pakistan; Ministry of Housing and Works, Government of Pakistan: Islamabad, Pakistan, 2007.
- Kenya Standard (DKS 2802-1); Specification for Masonry Units–Part 1: Clay Masonry Units. iTeh Standards: Etobicoke, ON, Canada, 2019.
- Kazmi, S.M.S.; Abbas, S.; Saleem, M.A.; Munir, M.J.; Khitab, A. Manufacturing of Sustainable Clay Bricks: Utilization of Waste Sugarcane Bagasse and Rice Husk Ashes. Constr. Build. Mater. 2016, 120, 29–41. [Google Scholar] [CrossRef]
- Bilgin, N.; Yeprem, H.A.; Arslan, S.; Bilgin, A.; Günay, E.; Marşoglu, M. Use of Waste Marble Powder in Brick Industry. Constr. Build. Mater. 2012, 29, 449–457. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Weight (mg/L) |
|---|---|
| BOD | 8 |
| COD | 1470 |
| TSS | 5680 |
| Fe | 10.97 |
| Mn | 5.91 |
| Cr | 1.05 |
| Cu | 0.35 |
| Zn | 0.23 |
| Cd | 0.15 |
| Ingredient | Weight Percent |
|---|---|
| SiO2 | 56.12 |
| Al2O3 | 14.73 |
| Fe2O3 | 7.35 |
| CaO | 5.21 |
| MgO | 1.32 |
| Na2O | 0.51 |
| K2O | 1.35 |
| TiO2 | 0.47 |
| P2O5 | 0.09 |
| Specimen | Clay (%) | Water Treatment Sludge (%) |
|---|---|---|
| C100 | 100 | 0 |
| C80S20 | 80 | 20 |
| C60S40 | 60 | 40 |
| C40S60 | 40 | 60 |
| C20S80 | 20 | 80 |
| Specimen | C100 | C80S20 | C60S40 | C40S60 | C20S80 | |
|---|---|---|---|---|---|---|
| LL | Average | 41 | 43 | 46 | 48 | 49 |
| SD * | 2.76 | 2.78 | 4.09 | 6.27 | 8.38 | |
| CoV ** (%) | 6.73 | 6.46 | 8.89 | 13.06 | 17.1 | |
| PL | Average | 22 | 23 | 24 | 25 | 25 |
| SD * | 2.05 | 1.74 | 2.33 | 3.91 | 3.51 | |
| CoV ** (%) | 9.32 | 7.57 | 9.71 | 15.64 | 14.04 | |
| PI | - | 19 | 20 | 22 | 23 | 24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmadi, M.; Hakimi, B.; Mazaheri, A.; Kioumarsi, M. Potential Use of Water Treatment Sludge as Partial Replacement for Clay in Eco-Friendly Fired Clay Bricks. Sustainability 2023, 15, 9389. https://doi.org/10.3390/su15129389
Ahmadi M, Hakimi B, Mazaheri A, Kioumarsi M. Potential Use of Water Treatment Sludge as Partial Replacement for Clay in Eco-Friendly Fired Clay Bricks. Sustainability. 2023; 15(12):9389. https://doi.org/10.3390/su15129389
Chicago/Turabian StyleAhmadi, Masoud, Babak Hakimi, Ahmadreza Mazaheri, and Mahdi Kioumarsi. 2023. "Potential Use of Water Treatment Sludge as Partial Replacement for Clay in Eco-Friendly Fired Clay Bricks" Sustainability 15, no. 12: 9389. https://doi.org/10.3390/su15129389
APA StyleAhmadi, M., Hakimi, B., Mazaheri, A., & Kioumarsi, M. (2023). Potential Use of Water Treatment Sludge as Partial Replacement for Clay in Eco-Friendly Fired Clay Bricks. Sustainability, 15(12), 9389. https://doi.org/10.3390/su15129389